






Languages
Pages
Legal

PROCESS CONTROL IN
SPINNING
Prof. R. Chattopadhyay
IIT, Delhi

QUALITY ASSURANCE IN SPINNING
STEPS
� Setting of Norms
� Quality of incoming raw material to the Khadi
Institution
� Process Monitoring and Control
� Inspection of final product

MATERIAL FLOW
Transportation of Sliver / roving
Internal transportation
CENTRAL SLIVER
PLANT
Raw cotton
Khadi Institution 1
Khadi Institution2
Khadi Institution3
Distributed spinning in villages
Institutional spinning
Transportation of sliver or roving
Village 1 Village 2 Village 3 Village n
Charkha
1 2 3 4 10

PROCESS Input Output
Monitor
Compare
against norm
Corrective
action Monitor
Process parameters
/Intermediate product
characteristics/Machine
conditions/Work practice /
process waste
Compare
against norm
Corrective
action
Monitor
Compare against
norm
PROCESS CONTROL
QUALITY OF INCOMING RAW
MATERIAL TO CENTRAL SLIVER PLANT
� Test of raw cotton in terms of physical parameters
and accept if comparable with norms
� Careful transportation & storage of cotton bales
� Check sliver or roving parameters i. e
Count and count CV%
Trash % & Neps

�Checks on material handling during packaging and
loading on trucks
- Transfer sliver into polythene bags
- Put roving bobbins into polythene bags
- Transport sliver cans, polythene bags
containing sliver or roving on to the trucks.
- Properly cover sliver cans, polythene bags
containing sliver or roving on trucks

QUALITY OF RAW MATERIAL RECEIVED BY
KHADI INSTITUTION
�Checks on material handling during Unloading from
trucks
- Careful unloading of packages
- Careful internal transportation to avoid damage
- Proper storage and segregation of sliver/ roving
to avoid accidental mixing
�Checks on delivered sliver / roving
- Weighing of packages
- Cross checking of average count
DISTRIBUTUON OF ROVING OR
SLIVER TO THE SPINNERS
- Ensure that the sliver or roving corresponds to
the count to be spun.
– - The package is covered in polyethylene sheet.
In - Instruction about careful handling of package
during way back to village.

CHARKHA SPINNING GUIDELINES
a) Work practice related I. Running of Charkha
- Run at a slow speed in the beginning and then
raise speed and maintain speed at a convenient
level.
- Cover the charkha once spinning is over.
- The broken end should be pieced (joined)
properly. A knot is to be avoided as it becomes
too large with respect to the yarn diameter,
which deteriorates fabric appearance

II. Lea Making
-All the sections of the lea should be made from
same yarn count.
-The end of the yarn should be inserted in to the
inner portion of the lea.
-Leas should be properly stored in plastic bags or
fabric bags with count wise segregation by colour
mark.
-If possible, lea bundles should be segregated
while storing according to the type of fibres used
or count to avoid accidental mixing.

b) Maintenance related
-Follow a specified maintenance schedule in terms
of cleaning and oiling.
-Top roller pressure should be checked at regular
intervals.
-Check the condition of the aprons and driving
belts (mall) and adjust if necessary.
b) Parameters selection
- Select parameters based on past experience that
suits the raw material.

QUALITY ATTRIBUTES TO BE
CONTROLLED IN KHADI YARN
�Average Count and It’s CV%
�Lea CSP
�Yarn Unevenness
�Imperfections
�Soft and hard twisted portion
�Faults
�Pote
�Kachara
�Moore
�Daghi
�Bakar
�Slubs
�Possible reasons for deterioration in quality
�Characteristics and occurrence of faults

PROCESS CONTROL OF CHARKHA
SPUN YARN
�Detection of significant shift in quality level
�Investigation on the causes of departure
�Taking remedial action immediately to set the process
back to normal
Monitoring stages and Characteristics to be monitored
YARN STAGE
-Average count and count variability
-Uniformity
-Imperfections
-Count Strength Product (CSP)
INTERMEDIATE STAGES
Sliver
-Sliver count and its variability
-Sliver uniformity
-Sliver cleanliness

Roving
-Roving count and its variability
-Roving uniformity
-Roving cleanliness
Process Performance
-Waste level
-End breaks in charkha
- Productivity

Detection of shift in yarn count:
Example:
Nominal Count = 20 Nm
Average weight of lea = 50 gm
Count CV % = 10
S.D. of count = 5gm
Warning limit = Mean ±±±± 2 ×××× S.D. = 50 ±±±± 10
= 60 gm and 40 gm
Action limit = Mean ±±±± 32 ×××× S.D. = 50 ±±±± 15
= 65gm and 35gm
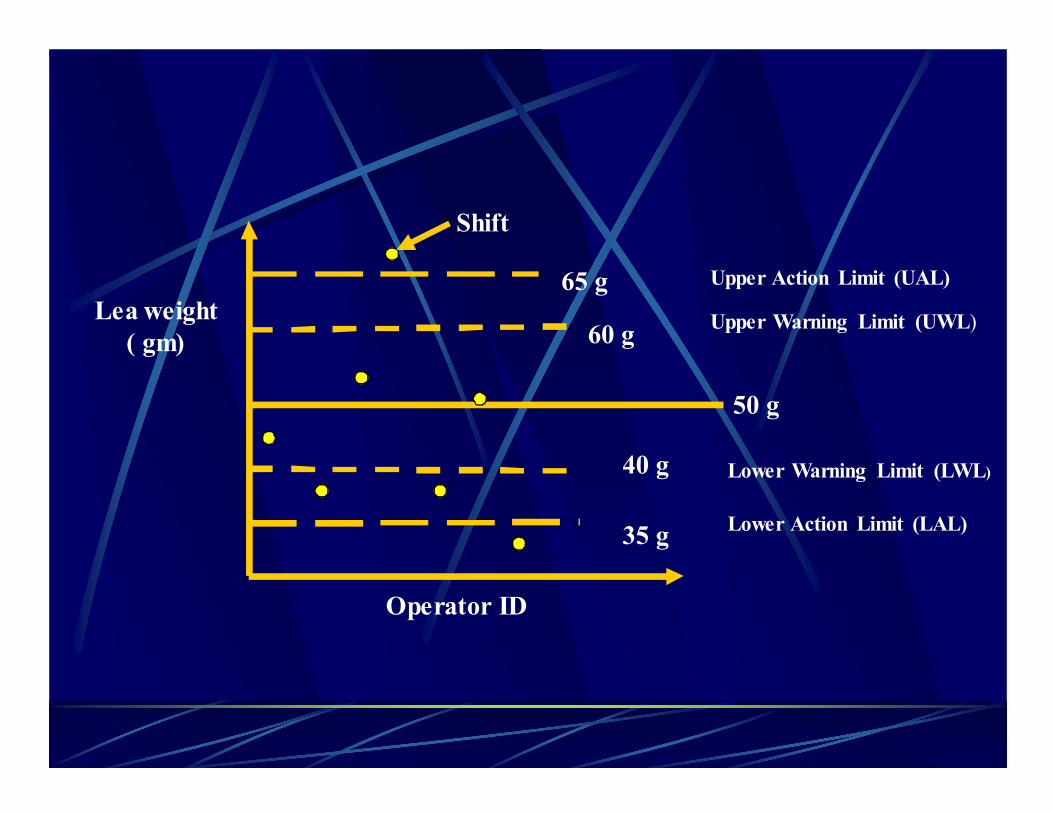
Lea weight
( gm)
Operator ID
Lower Warning Limit (LWL)
Upper Action Limit (UAL)
Upper Warning Limit (UWL)
Lower Action Limit (LAL)
50 g
40 g
35 g
60 g
65 g
Shift

Lea weight
( gm)
Operator ID
Lower Warning Limit (LWL)
Upper Action Limit (UAL)
Upper Warning Limit (UWL)
Lower Action Limit (LAL)
50 g
40 g
35 g
60 g
65 g

Lea weight
( gm)
Operator ID
Lower Warning Limit (LWL)
Upper Action Limit (UAL)
Upper Warning Limit (UWL)
Lower Action Limit (LAL)
50 g
40 g
35 g
60 g
65 g

WHAT ACTION IS TO BE TAKEN
�For case I
-Wrong Draft Change Pinion ( DCP)
-Inadvertent change in draft constant
-Wrong count of sliver or roving
�For case II
-Count of sliver / roving supplied is to be verified
-Too coarse and too fine sliver / roving are to be
withdrawn
-Draft on charkhas are to be adjusted

Control of Count Variability
Opera
tor
No.
Count Values of Lea No.
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
Calculation of within and between count CV

REASONS FOR HIGH BETWEEN OPERATOR COUNT
VARIABILITY (CVBO)
�Difference in average hank of sliver/ roving used.
�Difference in the total drafts in the charkhas
�Difference in effective drafts between spindles of charkhas
due to cot slippage.
�Roving stretch
REASONS FOR DIFFERENCE IN AVERAGE SLIVER HANK
Difference in waste level and mechanical draft in card breaker
or finisher draw frame.
DIFFERENCE IN AVERAGE ROVING HANK
�Difference in sliver hank.
�Draft difference in speed frames.
�Differences in waste level in card.

DIFFERENCE IN AVERAGE DRAFT IN CHARKHAS
� Wrong draft constant in charkha or wrong change
pinions
� Difference in effective draft within a charkha
-Slippage of top rollers, inadequate roller pressure.
ROVING STRETCHING
� Inadequate roving twist, low inter fibre cohesion
(specially when fibres are short),defective bobbin
holder

YARN UNIFORMITY / UNEVENNESS
1. A routine check on all the samples received may not
be practicable.
2. Only when yarn samples for any new lot arrives , the
test can be carried out by randomly selecting 30 leas
from as many operators as possible.

REASONS FOR UNEVEN YARN
�Incorrect setting of break draft on D/F, S/F or charkha.
� Inadequate top roller pressure.
� Wear/damaged apron or cots.
� Eccentric top roller y in charkha.
� High short fiber percentage in sliver or roving.
� Too wide setting in the front zone of charkha.
� Slipping apron.
YARN APPEARANCE
� Subjective assessment based on visual check of yarn
boards on yarns received from operators when fresh
yarn lots are received from them for a new mixing .
� Maintain a record according to operator ID
REASON FOR POOR APPEARANCE
� High yarn unevenness
� Many excessively severe thick, thin places and neps
in the yarn
� Presence of too many impurities like seed coat,
leaves, stalks etc in the yarn

CORRECTIVE ACTIONS TO BE TAKEN
�Check the overall condition of the charkha and roller
setting
�Replacement of defective drafting rollers or aprons
�Cleaning of accumulation of stray fibres on drafting
elements, ring, travelers, gears etc should be avoided.
�Roller slippage because of low pressure or presence of
oil on roller surface is to be avoided.
� Neps in sliver to be maintained as per the norms
� Cleanliness of the sliver

Yarn Count Strength Product (CSP)
Operator ID
LWL
UAL
UWL
LAL
1000
640
760 gm
1240
1360
Lea weight (g)
Average CSP = 1000 for count 24 – 36 Nm CSP CV% = 12, CSP S.D. = 120 UAL = 1000 + 3××××120 = 1360 UWL= 1000 + 2 ××××120 = 1240 LAL = 1000 - 3×××× 120 = 640 LWL= 1000- 2 ××××120 = 760

Action to be taken
Case I: Points fall below the lower Action Limit or
continues to fall in between Warning and Action Limit
for many operators.
Case II: Points are distributed with a wide scatter.
Case I: A repeat check on the yarn supplied by the
operator whose estimated CSP value fall below the
action limit is to be performed. At least 6 leas are to be
tested and the average is to be found out. If the average
is found to be still lower, then remedial measures should
be taken.

POSSIBLE REASONS FOR LOW AVERAGE CSP -Inadequate twist in the yarn.
-Finer yarn count.
-Weak fibres in mixing.
Twist and count testing of the same are to be
performed to find out whether the twist is really low
or the count is fine. The lower twist could be
attributed to:
Lower spindle speed due to slippage, which can
be due to
Loose driving cord of spindles.
Accumulation of oil/grease on cord
driving the spindles (mall).

Reasons for finer yarn
-Higher total draft.
-The finer sliver/roving supplied.
If count and twist are as per nominal value but
CSP is still found to be less, inadvertently a sliver/ roving
may have been supplied from a mixing in which the
fibres are intrinsically weak.
Reasons for high strength variation
– Intermittent slippage of top roller in the charkhas.
– Variability in between yarn count produced on
different charkhas.
Top Related