





Languages
Pages
Legal


TIG MODULE
Manuel de l’Opérateur
Conserver comme référence future
Date d’Achat
Code: (ex: 10859)
Série: (ex: U1060512345)
5
10
15
20
2530
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL CODE SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9440
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
0
1
2
3
45
6
7
8
9
10
CURRENTCONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60% 100%
250A 180A
RATED CAPACITY
20A TO 350A
5
10
15
20
2530
35
40
45
50
55 S
CONTINUOUS
OFF
POWER
2
AFTERFLOW
MODEL CODE SERIAL NO.
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
INPUT
PORTABLE HI-FREQ
WARNING
OFF
O
ON
L9440
1
HIGH FREQUENCY
LOCAL
115 V 1.3 A 50/60 Hz
0
1
2
3
45
6
7
8
9
10
CURRENTCONTROL
SWITCH
TM
CURRENT CONTROL
REMOTE AMPTROL
HF
START ONLY
20%
350A
60% 100%
250A 180A
RATED CAPACITY
20A TO 350A
IMF528-B | Date d’Émission | 7-Feb
© Lincoln Global, Inc. All Rights Reserved.
Pour utilisation avec les machines ayant les Numéros de Code:
10135, 10203, 10284, 11010
Pour enregistrer la machine: www.lincolnelectric.com/register
Recherche d’Atelier de Service et Distribu-teur Agréés: www.lincolnelectric.com/locator

MERCI D’AVOIR SÉLEC-TIONNÉ UN PRODUIT DE QUALITÉ DE LINCOLN ELEC TRIC.
MERCI D’EXAMINER IMMÉDIATEMENT L’ÉTAT DUCARTON ET DE L’ÉQUIPEMENTLorsque cet équipement est expédié, la propriété passe à l’acheteursur réception par le transporteur. En conséquence, les réclamationspour matériel endommagé dans l’expédition doit être effectuées parl’acheteur auprès de l’entreprise de transport au moment où lalivraison est reçue.
LA SÉCURITÉ REPOSE SUR VOUSL’équipement de soudure et de coupage à l’arc de Lincoln estconçu et fabriqué dans un souci de sécurité. Toutefois, votresécurité générale peut être augmentée par une installationappropriée... et une utilisation réfléchie de votre part. NE PASINSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS LIRE LE PRÉSENT MANUEL ET LES CONSIGNES DE SÉCURITÉ QUI Y SONT CONTENUES. Et, surtout, pensez avant d’agir etsoyez prudent.
Cette mention apparaît lorsque les informations doivent êtresuivies exactement afin d’éviter toute blessure grave ou mortelle.
Cette mention apparaît lorsque les informations doivent êtresuivies afin d’éviter toute blessure corporelle mineure oud’endommager cet équipement.
MAINTENEZ VOTRE TÊTE À L’ÉCART DE LA FUMÉE.NE PAS trop s’approcher de l’arc.Utiliser des verres correcteurs sinécessaire afin de rester à unedistance raisonnable de l’arc.LIRE et se conformer à la fichede données de sécurité (FDS) etaux étiquettes d’avertissement quiapparaissent sur tous les récipientsde matériaux de soudure.UTILISER UNE VENTILATIONou une évacuation suffisantes auniveau de l’arc, ou les deux, afin demaintenir les fumées et les gaz hors de votre zone de respiration etde la zone générale.DANS UNE GRANDE PIÈCE OU À L’EXTÉRIEUR, laventilation naturelle peut être adéquate si vous maintenez votretête hors de la fumée (voir ci-dessous).UTILISER DES COURANTS D’AIR NATURELS ou desventilateurs pour maintenir la fumée à l’écart de votre visage.Si vous dé veloppez des symptômes inhabituels, consultez votresuperviseur. Peut-être que l’atmosphère de soudure et le système de ventilation doivent être vérifiés.
PORTER UNE PROTECTION CORRECTE DES YEUX, DES OREILLES ET DU CORPSPROTÉGEZ vos yeux et votre visage à l’aide d’unmasque de soudeur bien ajusté avec la classeadéquate de lentille filtrante (voir ANSI Z49.1).PROTÉGEZ votre corps contre les éclaboussuresde soudage et les coups d’arc à l’aide de vêtementsde protection incluant des vêtements en laine, untablier et des gants ignifugés, des guêtres en cuir et des bottes.PROTÉGER autrui contre les éclaboussures, lescoups d’arc et l’éblouissement à l’aide de grilles oude barrières de protection.
DANS CERTAINES ZONES, une protection contre le bruitpeut être appropriée.S’ASSURER que l’équipement de protection est en bon état.En outre, porter des lunettes de sécurité EN PERMANENCE.SITUATIONS PARTICULIÈRESNE PAS SOUDER NI COUPER des récipients ou des matérielsqui ont été précédemment en contact avec des matières dangereusesà moins qu’ils n’aient été adéquatement nettoyés. Ceci estextrêmement dangereux.NE PAS SOUDER NI COUPER des pièces peintes ou plaquéesà moins que des précautions de ventilation particulières n’aient été prises. Elles risquent de libérer des fumées ou des gaz fortement toxiques.Mesures de précaution supplémentairesPROTÉGER les bouteilles de gaz comprimé contre une chaleurexcessive, des chocs mécaniques et des arcs ; fixer les bouteillespour qu’elles tombent pas.S’ASSURER que les bouteilles ne sont jamais mises à la terreou une partie d’un circuit électrique.DÉGAGER tous les risques d’incendie potentiels hors de la zonede soudage.
TOUJOURS DISPOSER D’UN ÉQUIPEMENT DE LUTTECONTRE L’INCENDIE PRÊT POUR UNE UTILISATIONIMMÉDIATE ET SAVOIR COMMENT L’UTILISER.
Sécurité 01 sur 04 - 15/06/2016
AVERTISSEMENT
ATTENTION
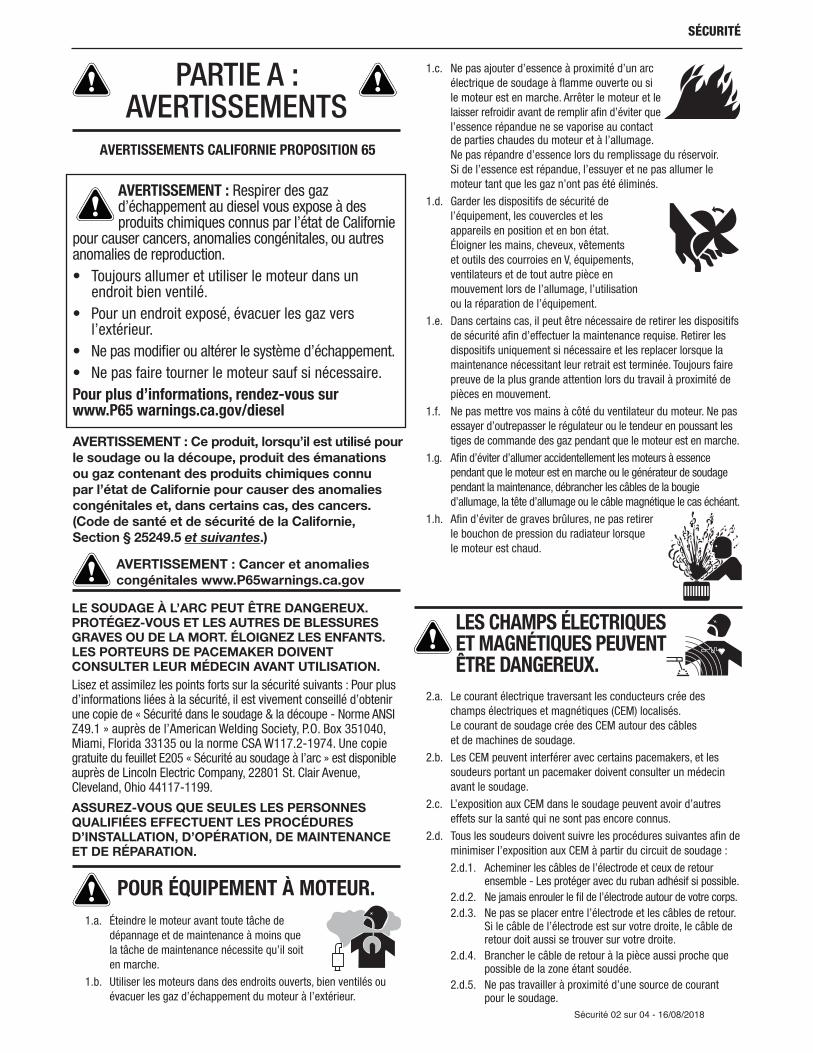
AVERTISSEMENT : Respirer des gaz d’échappement au diesel vous expose à des produits chimiques connus par l’état de Californie
pour causer cancers, anomalies congénitales, ou autres anomalies de reproduction.• Toujours allumer et utiliser le moteur dans un
endroit bien ventilé.• Pour un endroit exposé, évacuer les gaz vers
l’extérieur.• Ne pas modifier ou altérer le système d’échappement.• Ne pas faire tourner le moteur sauf si nécessaire.Pour plus d’informations, rendez-vous sur www.P65 warnings.ca.gov/diesel
AVERTISSEMENT : Ce produit, lorsqu’il est utilisé pour le soudage ou la découpe, produit des émanations ou gaz contenant des produits chimiques connu par l’état de Californie pour causer des anomalies congénitales et, dans certains cas, des cancers. (Code de santé et de sécurité de la Californie, Section § 25249.5 et suivantes.)
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX. PROTÉGEZ-VOUS ET LES AUTRES DE BLESSURES GRAVES OU DE LA MORT. ÉLOIGNEZ LES ENFANTS. LES PORTEURS DE PACEMAKER DOIVENT CONSULTER LEUR MÉDECIN AVANT UTILISATION.Lisez et assimilez les points forts sur la sécurité suivants : Pour plus d’informations liées à la sécurité, il est vivement conseillé d’obtenir une copie de « Sécurité dans le soudage & la découpe - Norme ANSI Z49.1 » auprès de l’American Welding Society, P.O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2-1974. Une copie gratuite du feuillet E205 « Sécurité au soudage à l’arc » est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE SEULES LES PERSONNES QUALIFIÉES EFFECTUENT LES PROCÉDURES D’INSTALLATION, D’OPÉRATION, DE MAINTENANCE ET DE RÉPARATION.
1.a. Éteindre le moteur avant toute tâche de dépannage et de maintenance à moins que la tâche de maintenance nécessite qu’il soit en marche.
1.b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou évacuer les gaz d’échappement du moteur à l’extérieur.
POUR ÉQUIPEMENT À MOTEUR.
SÉCURITÉ
AVERTISSEMENTS CALIFORNIE PROPOSITION 65
PARTIE A : AVERTISSEMENTS
AVERTISSEMENT : Cancer et anomalies congénitales www.P65warnings.ca.gov
1.c. Ne pas ajouter d’essence à proximité d’un arc électrique de soudage à flamme ouverte ou si le moteur est en marche. Arrêter le moteur et le laisser refroidir avant de remplir afin d’éviter que l’essence répandue ne se vaporise au contact de parties chaudes du moteur et à l’allumage. Ne pas répandre d’essence lors du remplissage du réservoir. Si de l’essence est répandue, l’essuyer et ne pas allumer le moteur tant que les gaz n’ont pas été éliminés.
1.d. Garder les dispositifs de sécurité de l’équipement, les couvercles et les appareils en position et en bon état. Éloigner les mains, cheveux, vêtements et outils des courroies en V, équipements, ventilateurs et de tout autre pièce en mouvement lors de l’allumage, l’utilisation ou la réparation de l’équipement.
1.e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité afin d’effectuer la maintenance requise. Retirer les dispositifs uniquement si nécessaire et les replacer lorsque la maintenance nécessitant leur retrait est terminée. Toujours faire preuve de la plus grande attention lors du travail à proximité de pièces en mouvement.
1.f. Ne pas mettre vos mains à côté du ventilateur du moteur. Ne pas essayer d’outrepasser le régulateur ou le tendeur en poussant les tiges de commande des gaz pendant que le moteur est en marche.
1.g. Afin d’éviter d’allumer accidentellement les moteurs à essence pendant que le moteur est en marche ou le générateur de soudage pendant la maintenance, débrancher les câbles de la bougie d’allumage, la tête d’allumage ou le câble magnétique le cas échéant.
1.h. Afin d’éviter de graves brûlures, ne pas retirer le bouchon de pression du radiateur lorsque le moteur est chaud.
2.a. Le courant électrique traversant les conducteurs crée des champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée des CEM autour des câbles et de machines de soudage.
2.b. Les CEM peuvent interférer avec certains pacemakers, et les soudeurs portant un pacemaker doivent consulter un médecin avant le soudage.
2.c. L’exposition aux CEM dans le soudage peuvent avoir d’autres effets sur la santé qui ne sont pas encore connus.
2.d. Tous les soudeurs doivent suivre les procédures suivantes afin de minimiser l’exposition aux CEM à partir du circuit de soudage :
2.d.1. Acheminer les câbles de l’électrode et ceux de retour ensemble - Les protéger avec du ruban adhésif si possible.
2.d.2. Ne jamais enrouler le fil de l’électrode autour de votre corps.2.d.3. Ne pas se placer entre l’électrode et les câbles de retour.
Si le câble de l’électrode est sur votre droite, le câble de retour doit aussi se trouver sur votre droite.
2.d.4. Brancher le câble de retour à la pièce aussi proche que possible de la zone étant soudée.
2.d.5. Ne pas travailler à proximité d’une source de courant pour le soudage.
LES CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES PEUVENT ÊTRE DANGEREUX.
Sécurité 02 sur 04 - 16/08/2018

UNE DÉCHARGEÉLECTRIQUE PEUT TUER.
3.a. Les circuits d’électrode et de retour (ou deterre) sont électriquement « chauds » lorsquela machine à souder est en marche. Ne pastoucher ces pièces « chaudes » à même la peau ou avec des vêtements humides. Porter des gants secs, non troués pour isoler les mains.
3.b. Isolez-vous de la pièce et du sol en utilisant un isolant sec.S’assurer que l’isolation est suffisamment grande pour couvrirvotre zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales, si le soudage doit être effectué dans desconditions électriquement dangereuses (dans des emplacements humides, ou en portant desvêtements mouillés ; sur des structures en métal telles que des sols, des grilles ou deséchafaudages ; dans des postures incommodestelles que assis, agenouillé ou allongé, s’il existe un risque élevé de contact inévitable ouaccidentel avec la pièce à souder ou le sol), utiliser l’équipement suivant :
• Machine à souder (électrique par fil) à tension constante CC semi-automatique.
• Machine à souder (à tige) manuelle CC.
• Machine à souder CA avec commande de tension réduite.
3.c. Dans le soudage électrique par fil semi-automatique ouautomatique, l’électrode, la bobine de l’électrode, la tête desoudage, la buse ou le pistolet de soudage semi-automatique sont également électriquement « chauds ».
3.d. Toujours s’assurer que le câble de retour établit une bonneconnexion électrique avec le métal en cours de soudage. La connexion doit se trouver aussi près que possible de la zone en cours de soudage.
3.e. Relier à la terre la pièce ou le métal à souder sur une bonnemasse (terre) électrique.
3.f. Maintenir le support d’électrode, la bride de serrage de la pièce,le câble de soudure et le poste de soudage en bon état, sansdanger et opérationnels. Remplacer l’isolant endommagé.
3.g. Ne jamais plonger l’électrode dans de l’eau pour le refroidir.
3.h. Ne jamais toucher simultanément les pièces électriquement « chaudes » des supports d’électrode connectés à deux postes de soudure parce que la tension entre les deux peut être le totalde la tension à circuit ouvert des deux postes de soudure.
3.i. Lorsque vous travaillez au dessus du niveau du sol, utilisez uneceinture de travail afin de vous protéger d’une chute au cas oùvous recevriez une décharge.
3.j. Voir également les p oints 6.c. et 8.
LES RAYONS DE L'ARCPEUVENT BRÛLER
4.a. Utiliser un masque avec le filtre et les protège-lentilles appropriéspour protéger vos yeux contre les étincelles et les rayons de l’arclors d’un soudage ou en observant un soudage à l’arc visible.L’écran et la lentille du filtre doivent être conformes à la normeANSI Z87. I Normes.
4.b. Utiliser des vêtements adaptés fabriqués avec des matériauxrésistant à la flamme afin de protéger votre peau et celle de vos aides contre les rayons d’arc électrique.
4.c. Protéger les autres personnels à proximité avec un blindageignifugé, adapté et/ou les avertir de ne pas regarder ni des’exposer aux rayons d’arc électrique ou à des éclaboussureschaudes de métal.
LES FUMÉES ET LESGAZ PEUVENT ÊTREDANGEREUX.
5.a. Le soudage peut produire des fumées et des gaz dangereux pourla santé. Éviter d’inhaler ces fumées et ces gaz. Lors du soudage,maintenir votre tête hors de la fumée. Utiliser une ventilationet/ou une évacuation suffisantes au niveau de l’arc afin demaintenir les fumées et les gaz hors de la zone de respiration.Lors d’un soudage par rechargement dur (voir lesinstructions sur le récipient ou la FDS) ou sur del’acier plaqué de plomb ou cadmié ou desenrobages qui produisent des fumées fortementtoxiques, maintenir l’exposition aussi basse quepossible et dans les limites OSHA PEL et ACGIHTLV en vigueur en utilisant une ventilationmécanique ou une évacuation locale à moins queles évaluations de l’exposition n’en indiquentautrement. Dans des espaces confinés ou lors decertaines circonstances, à l’extérieur, un appareilrespiratoire peut également être requis. Desprécautions supplémentaires sont égalementrequises lors du soudage sur de l’acier galvanisé.
5. b. Le fonctionnement de l’équipement de contrôle de la fumée desoudage est affecté par différents facteurs incluant une utilisationet un positionnement appropriés de l’équipement, la maintenancede l’équipement ainsi que la procédure de soudage spécifique etl’application impliquées. Le niveau d’exposition des opérateursdoit être vérifié lors de l’installation puis périodiquement par lasuite afin d’être certain qu’il se trouve dans les limites OSHA PELet ACGIH TLV en vigueur.
5.c. Ne pas souder dans des emplacements à proximité de vapeursd’hydrocarbure chloré provenant d’opérations de dégraissage, de nettoyage ou de vaporisation. La chaleur et les rayons de l’arcpeuvent réagir avec des vapeurs de solvant pour former du phosgène,un gaz hautement toxique, ainsi que d’autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l’arc peuventdéplacer l’air et causer des blessures ou la mort. Toujours utilisersuffisamment de ventilation, particulièrement dans des zonesconfinées, pour assurer que l’air ambiant est sans danger.
5.e. Lire et assimiler les instructions du fabricant pour cet équipementet les consommables à utiliser, incluant la fiche de données desécurité (FDS), et suivre les pratiques de sécurité de votreemployeur. Des formulaires de FDS sont disponibles auprès devotre distributeur de soudure ou auprès du fabricant.
5.f. Voir également le point 1.b.
SÉCURITÉ
Sécurité 03 sur 04 - 15/06/2016

LE SOUDAGE ET LESÉTINCELLES DECOUPAGE PEUVENTCAUSER UN INCENDIEOU UNE EXPLOSION.
6.a. Éliminer les risques d’incendie de la zone de soudage. Si ce n’estpas possible, les couvrir pour empêcher les étincelles de soudaged’allumer un incendie. Ne pas oublier que les étincelles desoudage et les matériaux brûlants du soudage peuvent facilementpasser à travers de petites craquelures et ouvertures vers deszones adjacentes. Éviter de souder à proximité de conduiteshydrauliques. Disposer d’un extincteur à portée de main.
6.b. Lorsque des gaz comprimés doivent être utilisés sur le site detravail, des précautions particulières doivent être prises afind’éviter des situations dangereuses. Se référer à « Sécurité pour le soudage et le coupage » (norme ANSI Z49.1) ainsi qu’aux informations de fonctionnement de l’équipement utilisé.
6.c. Lorsque vous ne soudez pas, assurez-vous qu’aucune partie ducircuit d’électrode touche la pièce ou le sol. Un contact accidentelpeut causer une surchauffe et créer un risque d’incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou desrécipients avant que les étapes appropriées n’aient été engagéesafin d’assurer que de telles procédures ne produiront pas desvapeurs inflammable ou toxiques provenant de substances à l’intérieur. Elles peuvent causer une explosion même si elles ontété « nettoyées ». Pour information, acheter « Recommended SafePractices for the Preparation for Welding and Cutting of Containersand Piping That Have Held Hazardous Substances » (Mesures de sécurité pour la préparation du soudage et du coupage derécipients et de canalisations qui ont retenu des matièresdangereuses), AWS F4.1 auprès de l’American Welding Society(Société Américaine de Soudage) (voir l’adresse ci-dessus).
6.e. Ventiler les produits moulés creux ou les récipients avant dechauffer, de couper ou de souder. Ils risquent d’exploser.
6.f. Des étincelles et des éclaboussures sont projetées de l’arc desoudage. Porter des vêtements de protection sans huile tels quedes gants en cuir, une chemise épaisse, un pantalon sans revers,des chaussures montantes ainsi qu’un casque au dessus de voscheveux. Porter des protège-tympans lors d’un soudage horsposition ou dans des emplacements confinés. Dans une zone de soudage, porter en permanence des lunettes de sécurité avec des écrans latéraux de protection.
6.g. Connecter le câble de retour sur la pièce aussi près que possiblede la zone de soudure. Les câbles de retour connectés à lastructure du bâtiments ou à d’autres emplacements éloignées de la zone de soudage augmentent le risque que le courant desoudage passe à travers les chaînes de levage, les câbles degrue ou d’autres circuits alternatifs. Ceci peut créer des risquesd’incendie ou de surchauffe des chaînes ou câbles de levagejusqu’à leur défaillance.
6.h. Voir également le point 1.c.
6.I. Lire et se conformer à la norme NFPA 51B, « Standard for FirePrevention During Welding, Cutting and Other Hot Work » (Normede prévention contre l’incendie durant le soudage, le coupage et d’autres travaux à chaud), disponible auprès de la NFPA, 1Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. Ne pas utiliser une source d’alimentation de soudage pour ledégel des canalisations.
LA BOUTEILLE PEUT EXPLOSER SI ELLE EST ENDOMMAGÉE
7.a. Utiliser uniquement des bouteilles de gazcomprimé contenant le gaz de protectioncorrect pour le processus utilisé ainsi que desrégulateurs fonctionnant correctement conçuspour le gaz et la pression utilisés. Tous lestuyaux, raccords, etc. doivent être adaptés à l’application et maintenus en bon état.
7.b. Toujours maintenir les bouteilles en position verticale, solidementattachées à un châssis ou à un support fixe.
7.c. Les bouteilles doivent se trouver :
• À l’écart des zones où elles risquent d’être heurtées ouexposées à des dommages matériels.
• À distance de sécurité d’opérations de soudage ou de coupage à l’arc et de toute source de chaleur, d’étincelles ou de flammes.
7.d. Ne jamais laisser l’électrode, le support de l’électrode ou de quelconques pièces électriquement « chaudes » toucher une bouteille.
7.e. Maintenir votre tête et votre visage à l’écart de la sortie durobinet de la bouteille lors de l’ouverture de ce dernier.
7.f. Les capuchons de protection de robinet doivent toujours être enplace et serrés à la main sauf quand la bouteille est en coursd’utilisation ou connectée pour être utilisée.
7.g. Lire et suivre les instructions sur les bouteilles de gaz comprimé,l’équipement associé, et la publication CGA P-l, « Precautions forSafe Handling of Compressed Gases in Cylinders » (précautionspour la manipulation sécurisée d’air omprimé en bouteilles)disponible auprès de la Compressed Gas Association (associationdes gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.
POUR L’ÉQUIPEMENTÉLECTRIQUE
8.a. Couper l’alimentation d’entrée en utilisant lesectionneur au niveau de la boîte de fusiblesavant de travailler sur l’équipement.
8.b. Installer l’équipement conformément au U.S. National ElectricalCode, à tous les codes locaux et aux recommandations du fabricant.
8.c. Relier à la terre l’équipement conformément au U.S. NationalElectrical Code et aux recommandations du fabricant.
Se référer à http://www.lincolnelectric.com/safetypour d’avantage d’informations sur
la sécurité.
SÉCURITÉ
Sécurité 04 sur 04 - 15/06/2016

TIG MODULE- iv -
IVSÉCURITÉIV
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructionset les précautions de sûreté specifiques qui parraissent dans cemanuel aussi bien que les précautions de sûreté généralessuivantes:
Sûreté Pour Soudage A LʼArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l�électrode et à la piéce sont sous tensionquand la machine à souder est en marche. Eviter toujourstout contact entre les parties sous tension et la peau nueou les vétements mouillés. Porter des gants secs et sanstrous pour isoler les mains.
b. Faire trés attention de bien s�isoler de la masse quand onsoude dans des endroits humides, ou sur un planchermetallique ou des grilles metalliques, principalement dans les positions assis ou couché pour lesquelles une grandepartie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câblede soudage et la machine à souder en bon et sûr étatdefonctionnement.
d.Ne jamais plonger le porte-électrode dans l�eau pour lerefroidir.
e. Ne jamais toucher simultanément les parties sous tensiondes porte-électrodes connectés à deux machines à souderparce que la tension entre les deux pinces peut être letotal de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source decourant pour soudage semi-automatique, ces precautionspour le porte-électrode s�applicuent aussi au pistolet desoudage.
2. Dans le cas de travail au dessus du niveau du sol, se protégercontre les chutes dans le cas ou on recoit un choc. Ne jamaisenrouler le câble-électrode autour de n�importe quelle partiedu corps.
3. Un coup d�arc peut être plus sévère qu�un coup de soliel,donc:
a. Utiliser un bon masque avec un verre filtrant appropriéainsi qu�un verre blanc afin de se protéger les yeux durayonnement de l�arc et des projections quand on soudeou quand on regarde l�arc.
b. Porter des vêtements convenables afin de protéger lapeau de soudeur et des aides contre le rayonnement del�arc.
c. Protéger l�autre personnel travaillant à proximité ausoudage à l�aide d�écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l�arc desoudage. Se protéger avec des vêtements de protection libresde l�huile, tels que les gants en cuir, chemise épaisse,pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone desoudage. Utiliser des lunettes avec écrans lateraux dans leszones où l�on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin deprévenir tout risque d�incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé dela masse. Un court-circuit accidental peut provoquer unéchauffement et un risque d�incendie.
8. S�assurer que la masse est connectée le plus prés possiblede la zone de travail qu�il est pratique de le faire. Si on placela masse sur la charpente de la construction ou d�autresendroits éloignés de la zone de travail, on augmente le risquede voir passer le courant de soudage par les chaines delevage, câbles de grue, ou autres circuits. Cela peutprovoquer des risques d�incendie ou d�echauffement deschaines et des câbles jusqu�à ce qu�ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.Ceci est particuliérement important pour le soudage de tôlesgalvanisées plombées, ou cadmiées ou tout autre métal quiproduit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenantd�opérations de dégraissage, nettoyage ou pistolage. Lachaleur ou les rayons de l�arc peuvent réagir avec les vapeursdu solvant pour produire du phosgéne (gas fortement toxique)ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,voir le code “Code for safety in welding and cutting” CSAStandard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code del�électricité et aux recommendations du fabricant. Le dispositifde montage ou la piece à souder doit être branché à unebonne mise à la terre.
2. Autant que possible, I�installation et l�entretien du poste seronteffectués par un électricien qualifié.
3. Avant de faires des travaux à l�interieur de poste, ladebrancher à l�interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leurplace.
Mar. �93
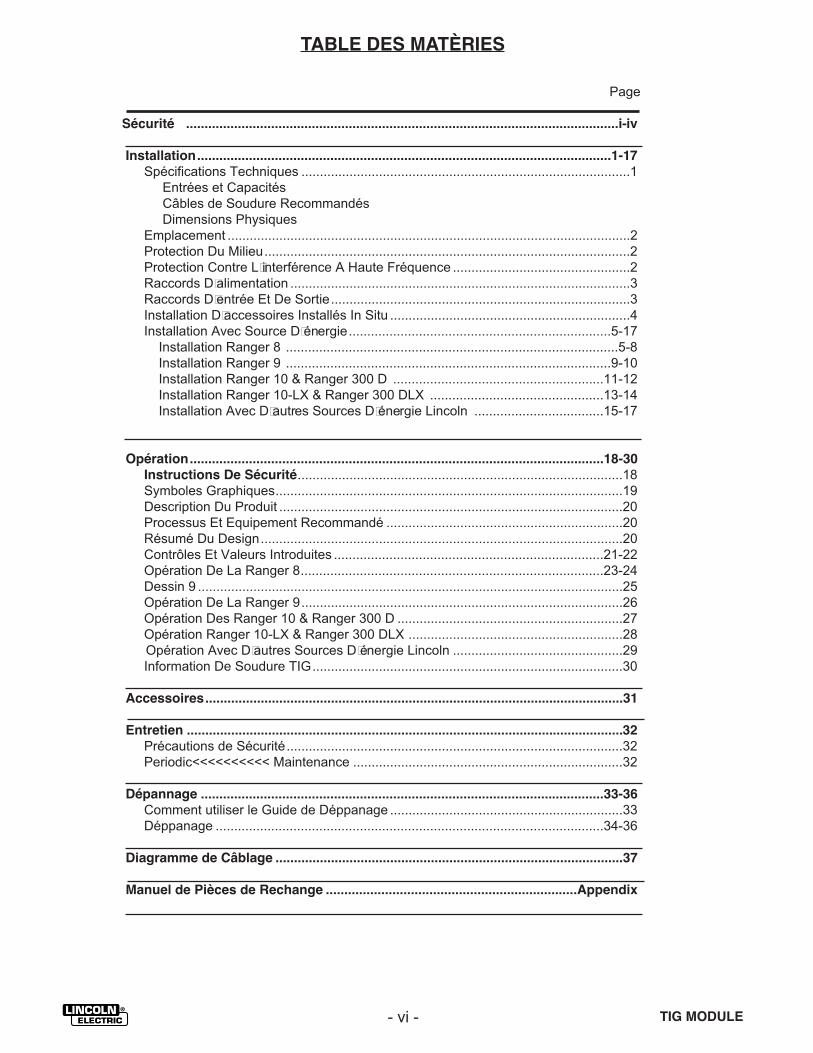
TABLE DES MATÈRIES
Page
Sécurité .....................................................................................................................i-iv
Installation................................................................................................................1-17
Spécifications Techniques .........................................................................................1Entrées et Capacités Câbles de Soudure Recommandés Dimensions Physiques
Emplacement .............................................................................................................2Protection Du Milieu...................................................................................................2Protection Contre L�interférence A Haute Fréquence ................................................2Raccords D�alimentation ............................................................................................3Raccords D�entrée Et De Sortie.................................................................................3Installation D�accessoires Installés In Situ .................................................................4Installation Avec Source D�énergie.......................................................................5-17
Installation Ranger 8 ..........................................................................................5-8Installation Ranger 9 ........................................................................................9-10Installation Ranger 10 & Ranger 300 D .........................................................11-12Installation Ranger 10-LX & Ranger 300 DLX ...............................................13-14Installation Avec D�autres Sources D�énergie Lincoln ...................................15-17
Opération................................................................................................................18-30
Instructions De Sécurité........................................................................................18Symboles Graphiques..............................................................................................19Description Du Produit .............................................................................................20Processus Et Equipement Recommandé ................................................................20Résumé Du Design..................................................................................................20Contrôles Et Valeurs Introduites .........................................................................21-22Opération De La Ranger 8..................................................................................23-24Dessin 9 ...................................................................................................................25Opération De La Ranger 9.......................................................................................26Opération Des Ranger 10 & Ranger 300 D .............................................................27Opération Ranger 10-LX & Ranger 300 DLX ..........................................................28Opération Avec D�autres Sources D�énergie Lincoln ..............................................29Information De Soudure TIG....................................................................................30
Accessoires.................................................................................................................31
Entretien ......................................................................................................................32
Précautions de Sécurité...........................................................................................32Periodic<<<<<<<<<< Maintenance .........................................................................32
Dépannage .............................................................................................................33-36
Comment utiliser le Guide de Déppanage ...............................................................33Déppanage .........................................................................................................34-36
Diagramme de Câblage ..............................................................................................37
Manuel de Pièces de Rechange ....................................................................Appendix
TIG MODULE- vi -

INSTALLATIONSPÉCIFICATIONS TECHNIQUES - TIG MODULE
Numéro de code
10135102031028411010
Plage de capacité totale
15 - 400 amps AC/DC
Courant dʼentrée
1.3 amperes
Amps
200 amps AC/DC
300 amps AC/DC
400 amps AC/DC
Standard
Voltage
115 VAC 50/60(60VAC TO 130 VAC) 50/60 HZ.
(MIN. TO MAX.)
Cycle de travail
100%
60%
20%
Cycle de travail
100%
60%
20%
Amps
200 amps AC/DC
300 amps AC/DC
400 amps AC/DC
Tailles des fils* (mm2)
#2 AWG (30)
#1 AWG (35)
#1/0 AWG (50)
ENTRÉE – MONOPHASÉE UNIQUEMENT
SORTIE NOMINALE
TAILLES DE FILS DʼENTRÉE ET DE FUSIBLES RECOMMANDÉES
Hauteur Largeur Profondeur Poids
12.0 in. 15.0 in. 10.5 in. 33 lbs
305 mm 381 mm 267 mm (15 kg)
DIMENSIONS PHYSIQUES
(*) Taille correcte du câble, si la longueur de câble est 150 pieds (45.7 mètres) ou moins.
Classe d�isolement 155/F
– 1 –TIG MODULE

– 2 –
INSTALLATION
TIG MODULE
Lire et comprendre cette section dʼInstallation
dans sa totalité avant de commencer lʼinstallation.
MESURES DE SÉCURITÉ
Les usagers devront se familiariser avec les Raccords Arrièredu dessin 8 dans la section Opération de ce manuel avant decontinuer.
EMPLACEMENT
Le Module Tig peut être monté à ou porté à n�importe quelemplacement qui convient. Il a été conçu pour être portable. Sil�on le place sur des postes de soudure il devra être monté demanière sure. Une trousse d�emboîtement est disponible enoption dans ce but. Voire la section des Accessoires
PROTECTION DU MILIEU
Cet accessoire a obtenu un taux de IP 23. Il est adapté pourusage dans des environnements humides, sales, etpoussiéreux. (Dans des environs ou il y a de grandes quantitésde particules de métal conductrices ou de particules de seldans l�air il est possible qu�un entretien supplémentaire soitnécessaire.) L�appareil est protégé contre la pluie. L�humiditéexcessive peut cependant causer des difficultés d�opération àcourt terme. Ces difficultés peuvent se produire avec l�écart del�étincelle. Il est possible qu�il ne se produise pas d�étincellequand on allume l�appareil après qu�il ait été exposé à l�humiditépendant un laps de temps prolongé. En général, après unfonctionnement de 5 à 15 minutes l�écart de l�étincelle sesèchera et l�opération normale se poursuivra.
PROTECTION CONTRE LʼINTERFERENCE
DE HAUTE FREQUENCE
Etant donné que l�oscillateur de l�écart d�étincelle dans leModule TIG est similaire à un émetteur radio, une installationincorrecte peut provoquer d e l� interférence radio et TV ou desproblèmes avec l�équipement électronique voisin.L�interférence par émission peut se générer des quatremanières suivantes :
1. Interférence directe émise du poste de soudure et dumodule TIG.
LES CHOCS ÉLECTRIQUES peuvent être
mortels.• Seul le personnel qualifié doit réaliser cette
installation.
.• Débrancher la puissance dʼentrée en retirant
la prise du réceptacle avant de travailler à
lʼintérieur duTIG Module
.• Ne pas toucher les pièces sous
alimentation électrique.
2. Interférence directe des câbles de soudure.3. IInterférence directe de retours dans les câbles de
courant.4. Interférence causée par reradiation ou captée par des
objets métalliques sans connection à terre.
En tenant compte de ces facteurs causant l�interférence,l�installation de l�équipement selon les instructionssuivantes devrait minimiser les problèmes.
1. Maintenez les lignes d�alimentation d�énergie aussicourtes que possible et enfermez-les dans un conduitmétallique ou une protection équivalente sur unedistance minimum de 50 pieds (15.2 mètres). Ildevrait y avoir un bon contact électrique entre ceconduit et le poste à soudure. Les deux extrémitésdevraient être raccordées à terre et la longueurcomplète devrait être continue.
2. Maintenez les câbles de travail et des électrodesaussi courts que possible et aussi près les uns desautres que possible. Les longueurs ne doivent pasdépasser 25 pieds (7.6 m). Groupez les câblesensemble avec de la bande adhésive si cela s�avèrepratique.
3. Assurez-vous que les recouvrements de caoutchoucdu chalumeau et du câble de travail sont libres decoupures ou de fissures permettant des fuites dehaute fréquence. Des câbles avec un contenuimportant de caoutchouc naturel, tels que le LincolnStable Arc ont une meilleure résistance aux fuites dehaute fréquence que les câbles isolés au néoprène etaux autres caoutchoucs synthétiques.
4. Maintenez le chalumeau en bon état et tous lesraccords bien serrés afin de réduire les fuites dehaute fréquence.
5. La borne de travail doit être raccordée a terre dansles10 pieds du poste de soudure, en employant unedes méthodes suivantes :
a) Un tuyau d�eau souterrain, en contact directavec la terre pendant dix pieds ou plus.
b) Un tuyau de ¾ de pouce (19 mm.) galvaniséou un conduit de 5/8 de pouce (16 mm.) defer galvanisé ou barre d�acier ou de cuivreenfoncé dans le sol au moins 8 pieds.
Le raccord à terre devrait se faire d�une manière sure etle câble de raccord à terre devrait être le plus courtpossible. On devra employer du câble de la même tailleque le câble de travail ou plus large. Le raccord à terreerronée à la structure du bâtiment ou à un système detubes peut provoquer la reradiation et rendre cesstructures des antennes émettrices.
Note: Le châssis de la soudeuse DOIT aussi êtrebranché à terre. La masse de la terminale de travailne met pas à la terre le châssis de la soudeuse.
AVERTISSEMENT

INSTALLATION
– 3 –TIG MODULE
6. Maintenez tous les panneaux d�accès en place d�unemanière sure.
7. Tous les fils conducteurs électriques dans un rayonde 50 pieds (15.2 m) du poste de soudure doiventêtre renfermés dans des conduits métalliques rigides,raccordés à terre ou dans une protection équivalente.Le conduit métall ique flexible à enroulementhélicoïdal en général ne convient pas.
8. Quand le poste à soudure se trouve à l�intérieur d�unédifice métall ique, l�on recommande d�établirplusieurs raccords électriques à terre dans lapériphérie de l�édifice (comme dans 5 (b).
RACCORDS DʼALIMENTATION
Des câbles de contrôle sont nécessaires pour raccorderle réceptacle d�entrée de neuf bornes du Module TIG àla source d�énergie. Quatre câbles différents sontdisponibles. La sélection correcte du câble dépend de lasource d�énergie employée. On trouvera dans ce rapportdes tables spécifiant quel câble s�emploie avec lesdifférents types de sources d�énergie. Les câbles ontune longueur standard de 5 pieds (1.5 m). Desprolongations de 22 pieds (6.7m) et 45 pieds (13.7 m)sont disponibles.
L�énergie d�entrée devrait être nominalement 115 VoltsAC mais le module TIG fonctionnera correctement avecn�importe quel voltage AC depuis 60 à 130 volts, 50 ou60 Herz. Le débit du courant d�entrée est 1.3 ampères à115 Volts.
RACCORDS DʼENTREE ET DE
SORTIE
Raccords dʼEntrée
L�usager devra fournir les câbles de soudure pourles raccords entre les bornes de travail et les bornesde l�électrode de la source de travail et les bornes «DE LA SOURCE D�ENERGIE TRAVAIL » ET « DEL�ELECTRODE SOURCE D�ENERGIE » du moduleTIG. Tous le raccords se font avec des bornes desortie a filetage ½-13 boutons. Choisissez descâbles selon les courants de sortie et les cycles detravail mentionnés ci après.200 Ampères 100% Cycle de Travail Câble Nº 2AWG (30 mm2) (Minimum).
300 Ampères 60 % Cycle de Travail Câble Nº 1AWG (35 mm2) (Minimum)
400 Ampères 20 % Cycle de Travail Câble Nº 1/0AWG (50 mm2) (Minimum)
Ces tailles sont pour des câbles à longueur de 150pieds (46.0 m) ou moindres.
Notez que deux des boutons son étiquetés « DELA SOURCE D� ENERGIE » Ce sont ceux qu'ílfaut raccorder au bornes de travail et del�électrode. Si les bornes de sortie de la source detravail ne sont pas étiquetées « TRAVAIL » OU «ELECTRODE, la borne du Module TIG « DE L�ELECTRODE DE LA SOURCE D� ENERGIE »devrait aller à la borne de sortie de la sourced�énergie qui est à la polarité de soudure désirée.C�est la borne négative (-) en soudant à uncourant DC -. Le choix de la borne de la sourced�énergie n�aura pas d�effet quand on soude àcourant AC.
Raccords du chalumeau et de la Pièce
de Travail TIG
Une des bornes a été étiquetée « AUCHALUMEAU TIG ». Employez cette borne pourle raccord avec le chalumeau TIG. Leschalumeaux TIG sont disponibles en longueurs de12,5 pieds (3.8 m) et de 25 pieds (7.6 m).Employez le modèle plus court si possible pourminimiser la possibilité d�interférence de hautefréquence.
La dernière borne est étiquetée « A LA PIECE DETRAVAIL » Employez les câbles les plus courtspossibles pour minimiser la possibil i téd�interférence de haute fréquence.
Raccords de Gaz de Protection
Les raccords de la valve de gaz sont étiquetés «ENTREE DU GAZ » et « SORTIE DU GAZ ».L�on pourra raccorder n�importe quel système defourniture de gaz ou chalumeau qui est conformeaux normes de la CGA (Association de gazComprimé) au moyen de filetage main droite de5/8 – 18. Le cylindre de gaz de protection seraéquipé avec un régulateur et un compteur dedébit. Installez un tuyau entre le compteur dedébit et le raccord d�entrée.
.Raccord de la Valve dʼEau
La trousse de la Valve d�Eau K844-1 (en option)peut être installée dans le module TIG pourdonner un contrôle de débit Allumé/Eteint del�eau de refroidissement. La valve d�eau s�ouvre etse ferme en même temps que la valve de gaz, demanière que l�eau de refroidissement coule durantla période d�écoulement postérieur. Les raccordsse font par deux connections de 5/8-18 a filetagemain gauche. Si l�on emploie un chalumeaurefroidi à eau, avec une alimentation d�eau àécoulement libre, il faudra installer un tuyau d�eauentre l�alimentation en eau et le raccord «

– 4 –
INSTALLATION
TIG MODULE
ENTREE D� EAU » du Module TIG. Placez un filtresur la ligne d�alimentation pour éviter l�entrée departicules de saleté qui pourraient bloquer le courantde l�eau dans la valve et la chambre derefroidissement du chalumeau TIG. Si l�on n�installepas de filtre, le chalumeau à réfrigération par eaupourrait surchauffer. Raccordez le tuyau d�eau duchalumeau au raccord « SORTIE D� EAU ».Employez un tuyau non métallique de drainagedepuis le bloc d�énergie du chalumeau TIG audrainage.
Si l�on emploie un chalumeau refroidi à eau, nepas installer de valve d�eau. Elle bloquera lecourant de l�eau, et i l est possible qu�elleendommagera la pompe. Une exception à cetterègle sont les refroidisseurs Magnum. Voire lesinstructions du fabricant, fournies avec lerefroidisseur
INSTALLATION DʼACCESSOIRES
INSTALLES « IN SITU ».L�installation du contrôle d�ampérage manuel, K963,le contrôle d�ampérage par pied K870 et l�interrupteurde démarrage de l�arc K814 se fait de la manièresuivante :
Raccordez le connecteur circulaire a 6 bornestype MS au Réceptacle à distance dans leModule TIG. Assurez-le avec le collier a filetage.
L�installation des câbles d�entrée K936-[ ] et descâbles de prolongation K937 [ ] se fait de la manièresuivante:
Raccordez le connecteur circulaire a 6 douilles typeMS au câble d�entrée au réceptacle d�entrée sur leModule TIG. Assurez-le avec le collier à filetage. Sil�on emploie un ou plusieurs Câbles de Prolongationraccordez-les entre le Module TIG et le Câbled�entrée K936-[ ].
Les instructions d�installation pour la trousse deContact K938-1, la trousse de la valve d�eau K844-1et la Trousse d�emboîtement sont inclues dans lestrousses.

INSTALLATION AVEC UNE SOURCE
DʼENERGIE
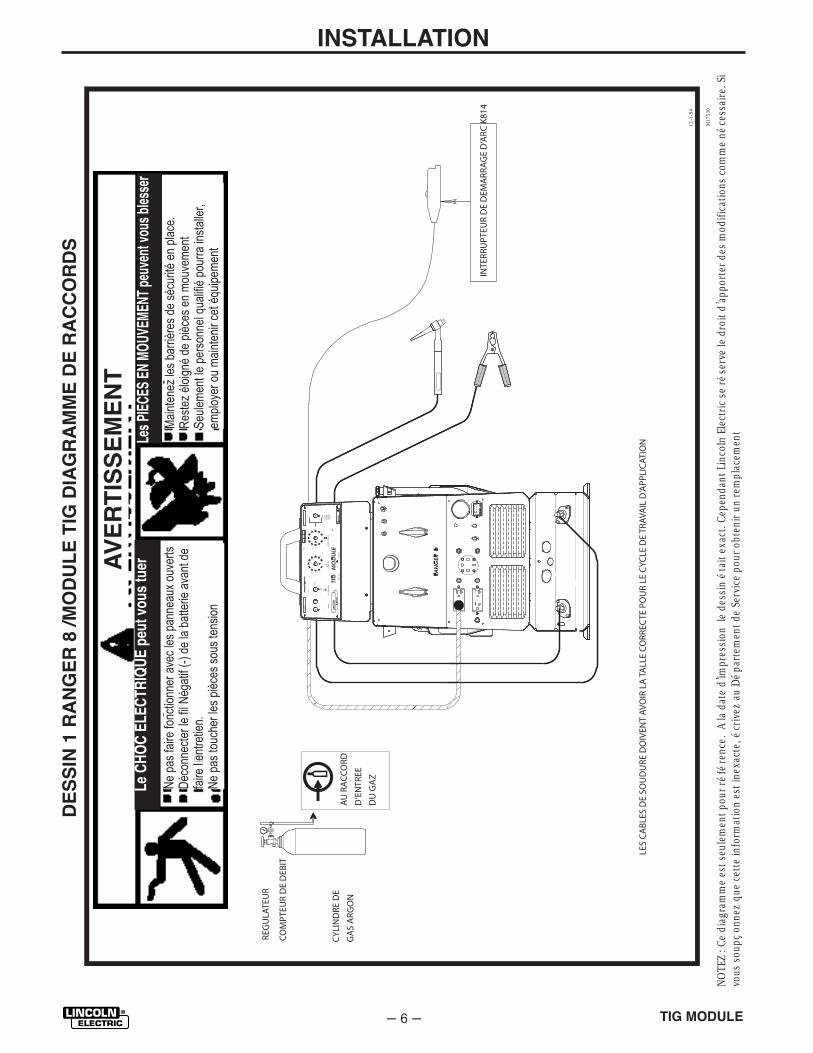
Installation de la Ranger 8
Les tableaux 1 et 2 mentionnent le matérielnécessaire et optionnel pour installer et fairefonctionner le Module TIG avec une Ranger 8. LeTableau 1 est pour la Ranger 8 et le Tableau 2 estpour la Ranger 8 avec la trousse à distance K892-1 installée. L�installation de la trousse à distance
K892-1 est identifiée par la présence d�un raccord àdistance de 6 bornes placé entre les boutons de sortie.
Voire les diagrammes de Raccords, Dessins 1 et2. Le dessin 1 est pour la Ranger 8 et le dessin 2pour la Ranger 8 avec la Trousse à distanceK892-1 installée. Assurez-vous que tous lesraccords sont serrés avant de continuer.
INSTALLATION
– 5 –TIG MODULE
RANGER 8 (AVEC Nº DE TROUSSE A DISTANCE K892-1)
ET LʼEQUIPEMENT NECESSAIRE POUR LE MODULE TIG
ControlCable
Trousse deContact
Câbles deTravail et
d�électrode dela Ranger 8 au
Module TIG
ChalumeauTIG
Câble deTravail
Régulateur etCompteur de
débit du gaz deProtection.
Interrupteur deDémarrage
d�arc
K936-4A 9 bornes à la
fiche
K938-1 installéin situ
Longueur fourniepar l�usager,comme câble
nécessaire pourcorrespondre au
cycle de courant etde travail
Fourni parl�usager
Longueur fourniepar l�usager,comme câble
nécessaire pourcorrespondre au
cycle de courant etde travail
Fourni parl�usager
K814
RANGER 8 (AVEC Nº DE TROUSSE A DISTANCE K892-1)
ET LʼEQUIPEMENT EN OPTION POUR LE MODULE TIG
Contrôle del�extension du
câble
Valve d�eau Troussed�emboîtement
K937 []Extension
9 bornes à 9bornes
K844-1K939-1
Se monte sur lapartie supérieure
du Ranger 8
TABLEAU 1
INSTALLATION
– 6 – TIG MODULE
DE
SS
IN 1
RA
NG
ER
8 /
MO
DU
LE
TIG
DIA
GR
AM
ME
DE
RA
CC
OR
DS
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
WAR
NING
Do
not o
pera
te w
ith p
anel
s op
en.
Dis
conn
ect N
EGAT
IVE
(-) B
ATTE
RY L
EAD
befo
re s
ervi
cing
.
Do
not t
ouch
ele
ctric
ally
live
par
ts.
Keep
gua
rds
in p
lace
.
Keep
aw
ay fr
om m
ovin
g pa
rts.
Onl
y qu
alifi
ed p
erso
nnel
sho
uld
inst
all,u
se
or s
ervi
ce th
is e
quip
men
t.
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
2
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CONT
ROL
TM
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AU R
ACCO
RD
D’E
NTR
EE
DU
GA
Z
COM
PTEU
R D
E D
EBIT
CYLI
ND
RE D
E
GA
S A
RGO
N
INTE
RRU
PTEU
R D
E D
EMA
RRAG
E D
’ARC
K81
4
M17
530
12-1
-94
REG
ULA
TEU
R
LES
CABL
ES D
E SO
UD
URE
DO
IVEN
T AV
OIR
LA
TALL
E CO
RREC
TE P
OU
R LE
CYC
LE D
E TR
AVA
IL D
’APP
LICA
TIO
N
NOTE
Z:Ce
diag
ram
mee
stse
ulem
entp
ourr
éfér
ence
.Ala
date
d’im
pres
sion
lede
ssin
était
exac
t.Ce
pend
antL
inco
lnEle
ctric
seré
serv
eled
roit
d’app
orte
rdes
mod
ifica
tions
com
men
éces
saire
.Si
vous
soup
çonn
ezqu
ecet
tein
form
ation
esti
nexa
cte,é
crive
zauD
épar
tem
entd
eSer
vicep
ouro
bten
irun
rem
plac
emen
t
Les
PIEC
ES E
N M
OU
VEM
ENT
peuv
ent v
ous
bles
ser
Le
CH
OC
EL
EC
TR
IQU
E p
eut
vou
s tu
er
Ne p
as fa
ire fo
nctio
nner
ave
c les
pan
neau
x ouv
erts
Déco
nnec
ter l
e fil
Néga
tif (-)
de
la ba
tterie
ava
nt d
efa
ire l�e
ntre
tien.
Ne p
as to
uche
r les
pièc
es so
us te
nsion
Main
tene
z les
bar
rière
s de
sécu
rité
en p
lace.
Reste
z éloi
gné
de p
ièces
en
mou
vem
ent
Seule
men
t le p
erso
nnel
quali
fié p
ourra
insta
ller,
emplo
yer o
u m
ainte
nir ce
t équ
ipem
ent
AV
ER
TIS
SE
ME
NT

TIG MODULE – 7 –
INSTALLATION
RANGER 8 (AVEC Nº DE TROUSSE A DISTANCE K892-1) (A OPTION)
ET LʼEQUIPEMENT NECESSAIRE POUR LE MODULE TIG
Câble deContrôle
Trousse deContact
Câbles detravail y de
l�électrode duRanger 8 alModulo TIG
ChalumeauTIG
Câble deTravail
Régulateur dugaz de
protection
Interrupteur dedémarrage
d�arc
K963-3Fiche de 9bornes à 6bornes plus
115 V
K938-1Installé in situ
Fourni par l�usager.Longueur comme
requis.Taille du câble
pour correspondreau courant et aucycle de travail
Fourni parl�usager
Fourni par l�usager.Longueur comme
requis.Taille du câble
pour correspondreau courant et aucycle de travail
Fourni parl�usager
Voiréquipementoptionnel ci-
dessous
RANGER 8 (AVEC LA TROUSSE À DISTANCE (EN OPTION)
ET LʼEQUIPEMENT EN OPTION POUR LE MODULE TIG
Contrôle del�extension du
câble
Valve d�eau Interrupteurde démarrage
de l�arc
Amptrolmanuel
Amptrol parpied
Troussed�emboîtement
K937 [ ]Extension
9 bornes à 9bornes
K844-1 K814 K963 K870K939-1
Monté sur la partiesupérieure du
Ranger 8
TABLEAU 2

INSTALLATION
– 8 –
DE
SS
IN 2
RA
NG
ER
8 /
TR
OU
SS
E A
DIS
TA
NC
E K
892-1
/ M
OD
UL
E T
IG D
IAG
RA
MM
E D
E R
AC
CO
RD
S
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AVER
TISS
EMEN
TD
o no
t ope
rate
with
pan
els
open
.
Dis
conn
ect N
EGAT
IVE
(-) B
ATTE
RY L
EAD
befo
re s
ervi
cing
.
Do
not t
ouch
ele
ctric
ally
live
par
ts.
Keep
gua
rds
in p
lace
.
Keep
aw
ay fr
om m
ovin
g pa
rts.
Onl
y qu
alifi
ed p
erso
nnel
sho
uld
inst
all,u
se
or s
ervi
ce th
is e
quip
men
t.
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AU R
ACCO
RD
D’E
NTR
EE
DU
GA
Z
COM
PTEU
R D
E D
EBIT
CYLI
ND
RE D
E
GA
S A
RGO
N
K870
FO
OT
AM
PTRO
L
-OU
-
-OU
-
K963
HA
ND
AM
PTRO
L
INTE
RRU
PTEU
R D
E D
EMA
RRAG
E D
’ARC
K81
4
M17
531
4-19
-96D
REG
ULA
TEU
R
LES
CABL
ES D
E SO
UD
URE
DO
IVEN
T AV
OIR
LA
TALL
E CO
RREC
TE P
OU
R LE
CYC
LE D
E TR
AVA
IL D
’APP
LICA
TIO
N
NOTE
Z:Ce
diag
ram
mee
stse
ulem
entp
ourr
éfér
ence
.Ala
date
d’im
pres
sion
lede
ssin
était
exac
t.Ce
pend
antL
inco
lnEle
ctric
seré
serv
eled
roit
d’app
orte
rdes
mod
ifica
tions
com
men
éces
saire
.Si
vous
soup
çonn
ezqu
ecet
tein
form
ation
esti
nexa
cte,é
crive
zauD
épar
tem
entd
eSer
vicep
ouro
bten
irun
rem
plac
emen
t
TIG MODULE
Les
PIEC
ES E
N M
OU
VEM
ENT
peuv
ent v
ous
bles
ser
Le
CH
OC
EL
EC
TR
IQU
E p
eut
vou
s tu
er
Ne p
as fa
ire fo
nctio
nner
ave
c les
pan
neau
x ouv
erts
Déco
nnec
ter l
e fil
Néga
tif (-)
de
la ba
tterie
ava
nt d
efa
ire l�e
ntre
tien.
Ne p
as to
uche
r les
pièc
es so
us te
nsion
Main
tene
z les
bar
rière
s de
sécu
rité
en p
lace.
Reste
z éloi
gné
de p
ièces
en
mou
vem
ent
Seule
men
t le p
erso
nnel
quali
fié p
ourra
insta
ller,
emplo
yer o
u m
ainte
nir ce
t équ
ipem
ent
AV
ER
TIS
SE
ME
NT
TIG MODULE – 9 –
INSTALLATION
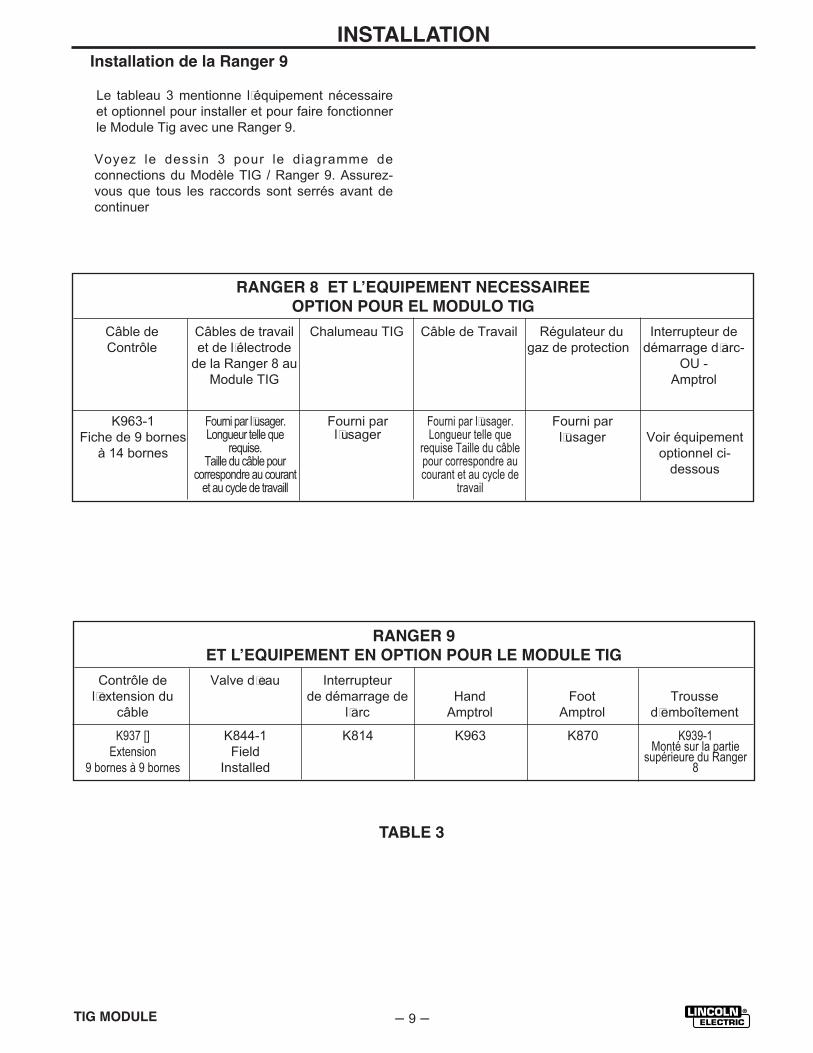
Installation de la Ranger 9
Le tableau 3 mentionne l�équipement nécessaireet optionnel pour installer et pour faire fonctionnerle Module Tig avec une Ranger 9.
Voyez le dessin 3 pour le diagramme deconnections du Modèle TIG / Ranger 9. Assurez-vous que tous les raccords sont serrés avant decontinuer
RANGER 8 ET LʼEQUIPEMENT NECESSAIREE
OPTION POUR EL MODULO TIG
Câble de Contrôle
Câbles de travailet de l�électrode
de la Ranger 8 auModule TIG
Chalumeau TIG Câble de Travail Régulateur dugaz de protection
Interrupteur dedémarrage d�arc-
OU -Amptrol
K963-1Fiche de 9 bornes
à 14 bornes
Fourni par l�usager.Longueur telle que
requise.Taille du câble pour
correspondre au courantet au cycle de travaill
Fourni parl�usager
Fourni par l�usager.Longueur telle que
requise Taille du câblepour correspondre aucourant et au cycle de
travail
Fourni parl�usager Voir équipement
optionnel ci-dessous
RANGER 9
ET LʼEQUIPEMENT EN OPTION POUR LE MODULE TIG
Contrôle del�extension du
câble
Valve d�eau Interrupteurde démarrage de
l�arcHand
AmptrolFoot
AmptrolTrousse
d�emboîtement
K937 []Extension
9 bornes à 9 bornes
K844-1Field
Installed
K814 K963 K870 K939-1 Monté sur la partie
supérieure du Ranger8
TABLE 3

INSTALLATION
– 10 –
DE
SS
IN 3
: D
IAG
RA
MM
E D
E C
ON
NE
CT
ION
S R
AN
GE
R 9
/ M
OD
UL
E T
IG
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AVER
TISS
EMEN
TD
o no
t ope
rate
with
pan
els
open
.
Dis
conn
ect N
EGAT
IVE
(-) B
ATTE
RY L
EAD
befo
re s
ervi
cing
.
Do
not t
ouch
ele
ctric
ally
live
par
ts.
Keep
gua
rds
in p
lace
.
Keep
aw
ay fr
om m
ovin
g pa
rts.
Onl
y qu
alifi
ed p
erso
nnel
sho
uld
inst
all,u
se
or s
ervi
ce th
is e
quip
men
t.
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AU R
ACCO
RD
D’E
NTR
EE
DU
GA
Z
COM
PTEU
R D
E D
EBIT
CYLI
ND
RE D
E
GA
S A
RGO
N
K870
FO
OT
AM
PTRO
L
-OU
-
-OU
-
K963
HA
ND
AM
PTRO
L
INTE
RRU
PTEU
R D
E D
EMA
RRAG
E D
E L’
ARC
M
1753
4-19
-96D
REG
ULA
TEU
R
LES
CABL
ES D
E SO
UD
URE
DO
IVEN
T AV
OIR
LA
TALL
E CO
RREC
TE P
OU
R LE
CYC
LE D
E TR
AVA
IL D
’APP
LICA
TIO
N
NOTE
Z:Ce
diag
ram
mee
stse
ulem
entp
ourr
éfér
ence
.Ala
date
d’im
pres
sion
lede
ssin
était
exac
t.Ce
pend
antL
inco
lnEle
ctric
seré
serv
eled
roit
d’app
orte
rdes
mod
ifica
tions
com
men
éces
saire
.Si
vous
soup
çonn
ezqu
ecet
tein
form
ation
esti
nexa
cte,é
crive
zauD
épar
tem
entd
eSer
vicep
ouro
bten
irun
rem
plac
emen
t
TIG MODULE
Les
PIEC
ES E
N M
OU
VEM
ENT
peuv
ent v
ous
bles
ser
Le
CH
OC
EL
EC
TR
IQU
E p
eut
vou
s tu
er
Ne p
as fa
ire fo
nctio
nner
ave
c les
pan
neau
x ouv
erts
Déco
nnec
ter l
e fil
Néga
tif (-)
de
la ba
tterie
ava
nt d
efa
ire l�e
ntre
tien.
Ne p
as to
uche
r les
pièc
es so
us te
nsion
Main
tene
z les
bar
rière
s de
sécu
rité
en p
lace.
Reste
z éloi
gné
de p
ièces
en
mou
vem
ent
Seule
men
t le p
erso
nnel
quali
fié p
ourra
insta
ller,
emplo
yer o
u m
ainte
nir ce
t équ
ipem
ent
AV
ER
TIS
SE
ME
NT

TIG MODULE – 11 –
INSTALLATION
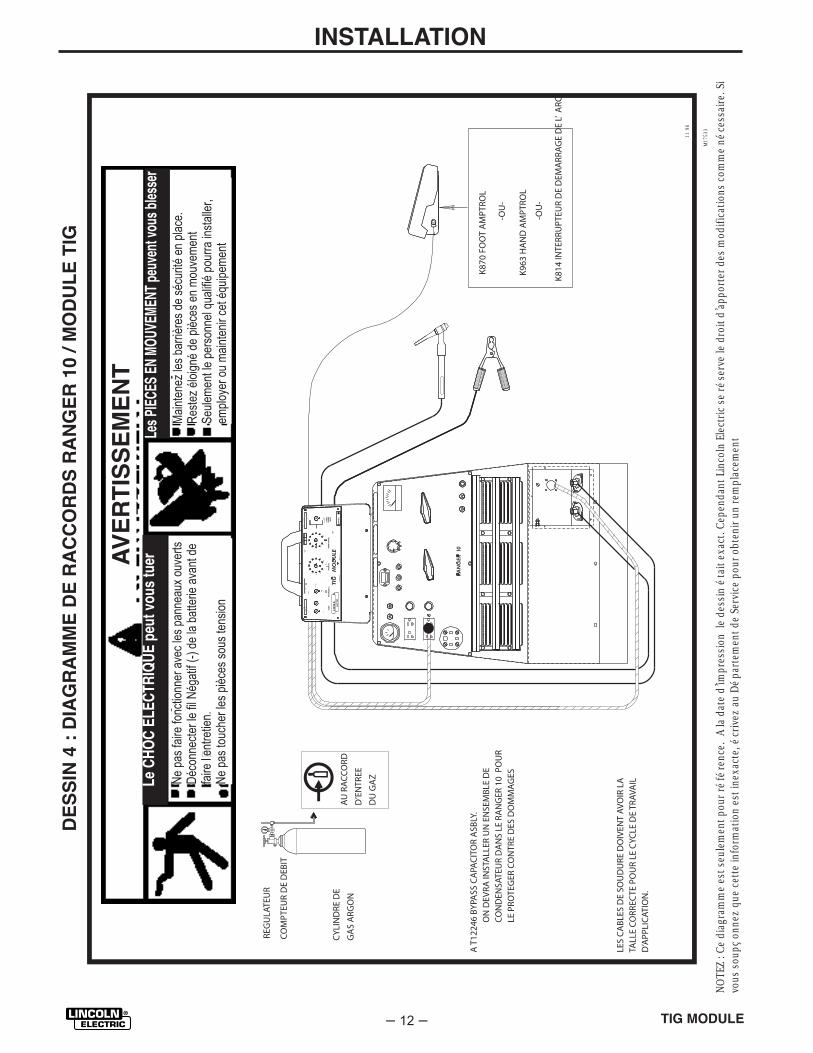
Installation de la Ranger 10 et de la
Ranger 300D
Le tableau 4 mentionne l�équipement nécessaireet optionnel pour installer et pour faire fonctionnerle Module Tig avec une Ranger 10 ou uneRanger 330D.
Voyez le dessin 4 pour le diagramme deconnections du Modèle TIG / Ranger 10 et ledessin 4A pour le diagramme de connectionsModule TIG / Ranger 300. Assurez-vous que tousles raccords sont serrés avant de continuer.
TABLEAU 4
RANGER 10 /RANGER 300 AVEC
LʼEQUIPEMENT NECESSAIRE POUR LE MODULE TIG
Câble deContrôle
Trousse deContact
Câbles detravail y de
l�électrode duRanger 10 auModuleTIG
ChalumeauTIG
Câble deTravail
Régulateur dugaz de
protection
Interrupteur dedémarrage
d�arc- OU -
Amptrol
K963-3Fiche de 9bornes a 6bornes plusfiche 115 V
K938-1Installé in situ
Fourni par l�usager.Longueur comme
requis.Taille du câble pour
correspondre aucourant et au cycle
de travail
Fourni parl�usager
Fourni par l�usager.Longueur comme
requis.Taille du câble pour
correspondre aucourant et au cycle
de travail
Fourni parl�usager
Voiréquipementoptionnel ci-
dessous
RANGER 10 /RANGER 300 D
ET LʼEQUIPEMENT EN OPTION POUR LE MODULE TIG
Contrôle del�extension du
câble
Valve d�eau Interrupteurde démarrage
de l�arc
HandAmptrol
FootAmptrol
Troussed�emboîtement
K937 - [ ]Extension
9 bornes à 9bornes
K844-1 K814 K963 K870 K939-1 Monté sur la
partiesupérieure du
Ranger 10
INSTALLATION
– 12 –
DE
SS
IN 4
: D
IAG
RA
MM
E D
E R
AC
CO
RD
S R
AN
GE
R 1
0 /
MO
DU
LE
TIG
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AVER
TISS
EMEN
TD
o no
t ope
rate
with
pan
els
open
.
Dis
conn
ect N
EGAT
IVE
(-) B
ATTE
RY L
EAD
befo
re s
ervi
cing
.
Do
not t
ouch
ele
ctric
ally
live
par
ts.
Keep
gua
rds
in p
lace
.
Keep
aw
ay fr
om m
ovin
g pa
rts.
Onl
y qu
alifi
ed p
erso
nnel
sho
uld
inst
all,u
se
or s
ervi
ce th
is e
quip
men
t.
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AU R
ACCO
RD
D’E
NTR
EE
DU
GA
Z
COM
PTEU
R D
E D
EBIT
CYLI
ND
RE D
E
GA
S A
RGO
N
K870
FO
OT
AM
PTRO
L
-OU
-
-OU
-
K963
HA
ND
AM
PTRO
L
K814
INTE
RRU
PTEU
R D
E D
EMA
RRAG
E D
E L’
ARC
M17
533
1196
REG
ULA
TEU
R
LES
CABL
ES D
E SO
UD
URE
DO
IVEN
T AV
OIR
LA
TA
LLE
CORR
ECTE
PO
UR
LE C
YCLE
DE
TRAV
AIL
D
’APP
LICA
TIO
N.
A T
1224
6 BY
PASS
CA
PACI
TOR
ASB
LY.
O
N D
EVRA
INST
ALL
ER U
N E
NSE
MBL
E D
E
CON
DEN
SATE
UR
DA
NS
LE R
AN
GER
10
PO
UR
LE
PRO
TEG
ER C
ON
TRE
DES
DO
MM
AGES
NOTE
Z:Ce
diag
ram
mee
stse
ulem
entp
ourr
éfér
ence
.Ala
date
d’im
pres
sion
lede
ssin
était
exac
t.Ce
pend
antL
inco
lnEle
ctric
seré
serv
eled
roit
d’app
orte
rdes
mod
ifica
tions
com
men
éces
saire
.Si
vous
soup
çonn
ezqu
ecet
tein
form
ation
esti
nexa
cte,é
crive
zauD
épar
tem
entd
eSer
vicep
ouro
bten
irun
rem
plac
emen
t
TIG MODULE
Les
PIEC
ES E
N M
OU
VEM
ENT
peuv
ent v
ous
bles
ser
Le
CH
OC
EL
EC
TR
IQU
E p
eut
vou
s tu
er
Ne p
as fa
ire fo
nctio
nner
ave
c les
pan
neau
x ouv
erts
Déco
nnec
ter l
e fil
Néga
tif (-)
de
la ba
tterie
ava
nt d
efa
ire l�e
ntre
tien.
Ne p
as to
uche
r les
pièc
es so
us te
nsion
Main
tene
z les
bar
rière
s de
sécu
rité
en p
lace.
Reste
z éloi
gné
de p
ièces
en
mou
vem
ent
Seule
men
t le p
erso
nnel
quali
fié p
ourra
insta
ller,
emplo
yer o
u m
ainte
nir ce
t équ
ipem
ent
AV
ER
TIS
SE
ME
NT

INSTALLATION
– 12a –
FIG
UR
E 4
A:
RA
NG
ER
300 D
/ T
IG M
OD
UL
E C
ON
NE
CT
ION
DIA
GR
AM
ELECTRODE
-OU-
6 PIN
AMPHENOL
K814 INTERRUPTE
UR DE DEMARRAGE DE L’ ARC
373
-1
K870 FOOT AMPTROL
-OU-
K963-1 HAND A
MPTROL
13
AVERTISSEMENT:
UNE AUGMENTATION DES RPM DU MO
TEUR A VIDE EN CHANGEANT LE POINT
REGULATEUR OU EN OUTREP
ASSANT LA CONNECTION AVEC L’ACCELERATEUR, PROVOQUERA
UNE AUGMENTATION DANS LE
VOLTAGE AUXILIAIRE AC. SI CE
VOLTAGE DEPASSE LES 140
VOLTS, IL SE PEUT QUE LES CIRCUIT
S DE L’ENTR
AINEUR DE FIL
SOIENT ENDOMMAGES.
LE POINT REGULATEUR A
ETE PRE REGLE A L
’USINE – NE PAS A
JUSTER LES SPECIFIC
ATIONS DE SOUDURE MENTIONNEES D
ANS LE MANUEL D
’OPERATION DU POSTE DE SOUDURE
N.A. ES CABLES DE SOUDURE DOIVENT A
VOIR LA CAP
ACITE CORRECTE POUR LE COURANT ET LE
CYCLE DE TRAVAIL POUR LES APPLICA
TIONS IMMEDIATES E
T FUTURES.
VOIR MANUEL D’OPERATIONS.
NB EMPLOYEZ L’INTERRUPTEUR DE POL
ARITE POUR SELE
CTIONNER LA POLARITE DE L
’ELECTRODE DESIREE. PLACEZ L’INTERRUPTEUR DE LA GA
MME EN POSITION C
OLLER / SOUD
ER
NC PLACEZ L
’INTERRUPTEUR DES BORNES DU POSTE D
E SOUDAGE DANS LA P
OSITION :
« CONTROLE A DI
STANCE ».
NE PLACEZ L
’INTERRUPTEUR DE LA MAR
CHE A VIDE DANS LA POSITION « HA
UTE » A
VIDE.
FLOWMETER
K963-3
CABLE DE CONTROLE
Keep guards in place
.
Keep away from moving parts
.
AVER
TISS
EMEN
T
Only qualied
personnel should install
,use
or ser
vice this equipmen
t.
Do not opera
te with panels open.
Disconnect NEGATIVE (-) BAT
TERY LEAD
before servicing
.
REGULATEUR
AU RACCORD
D’ENTREE
DU GAZ
Do not touch elec
trically liv
e parts
.
CYLINDRE DE
GAS ARGON
AU TRAVAIL
[ ]
NOTE
Z:Ce
diag
ram
mee
stse
ulem
entp
ourr
éfér
ence
.Ala
date
d’im
pres
sion
lede
ssin
était
exac
t.Ce
pend
antL
inco
lnEle
ctric
seré
serv
eled
roit
d’app
orte
rdes
mod
ifica
tions
com
men
éces
saire
.Si
vous
soup
çonn
ezqu
ecet
tein
form
ation
esti
nexa
cte,é
crive
zauD
épar
tem
entd
eSer
vicep
ouro
bten
irun
rem
plac
emen
t
TIG MODULE
Les
PIEC
ES E
N M
OU
VEM
ENT
peuv
ent v
ous
bles
ser
Le
CH
OC
EL
EC
TR
IQU
E p
eut
vou
s tu
er
Ne p
as fa
ire fo
nctio
nner
ave
c les
pan
neau
x ouv
erts
Déco
nnec
ter l
e fil
Néga
tif (-)
de
la ba
tterie
ava
nt d
efa
ire l�e
ntre
tien.
Ne p
as to
uche
r les
pièc
es so
us te
nsion
Main
tene
z les
bar
rière
s de
sécu
rité
en p
lace.
Reste
z éloi
gné
de p
ièces
en
mou
vem
ent
Seule
men
t le p
erso
nnel
quali
fié p
ourra
insta
ller,
emplo
yer o
u m
ainte
nir ce
t équ
ipem
ent
AV
ER
TIS
SE
ME
NT

NOTES
– 12b – TIG MODULE

TIG MODULE – 13 –
INSTALLATION
TABLEAU 5
RANGER 10LX /RANGER 300-LX AVEC
LʼEQUIPEMENT NECESSAIRE POUR LE MODULE TIG
Câble deContrôle
Trousse deContact
Câbles detravail y de
l�électrode duRanger 8 alModulo TIG
ChalumeauTIG
Câble deTravail
Régulateur dugaz de
protection
Interrupteur dedémarrage
d�arc- OU -
Amptrol
K963-3Fiche de 9
bornes a 14bornes
K938-1Installé in situ
Fourni par l�usager.Longueur comme
requis.Taille du câble pour
correspondre aucourant et au cycle
de travail
Fourni parl�usager
Fourni par l�usager.Longueur comme
requis.Taille du câble pour
correspondre aucourant et au cycle
de travail
Fourni parl�usager
Voiréquipementoptionnel ci-
dessous
RANGER 10LX /RANGER 300 D-LX
ET LʼEQUIPEMENT EN OPTION POUR LE MODULE TIG
Contrôle del�extension du
câble
Valve d�eau Interrupteurde démarrage
de l�arc
HandAmptrol
FootAmptrol
Troussed�emboîtement
K937 - [ ]Extension
9 bornes à 9bornes
K844-1 K814 K963 K870K939-1
Monté sur la partiesupérieure duRanger 10LX
Installation de la Ranger 10-LX et de la
Ranger 300D-LX
Le tableau 5 mentionne l�équipement nécessaireet optionnel pour installer et pour faire fonctionnerle Module Tig avec une Ranger 10-LX ou uneRanger 300D-LX.Voyez le dessin 5 pour le diagramme deconnections du Modèle TIG / Ranger 10-LX et ledessin 5A pour le diagramme de connectionsModule TIG / Ranger 300D-LX. Assurez-vous quetous les raccords sont serrés avant de continuer.
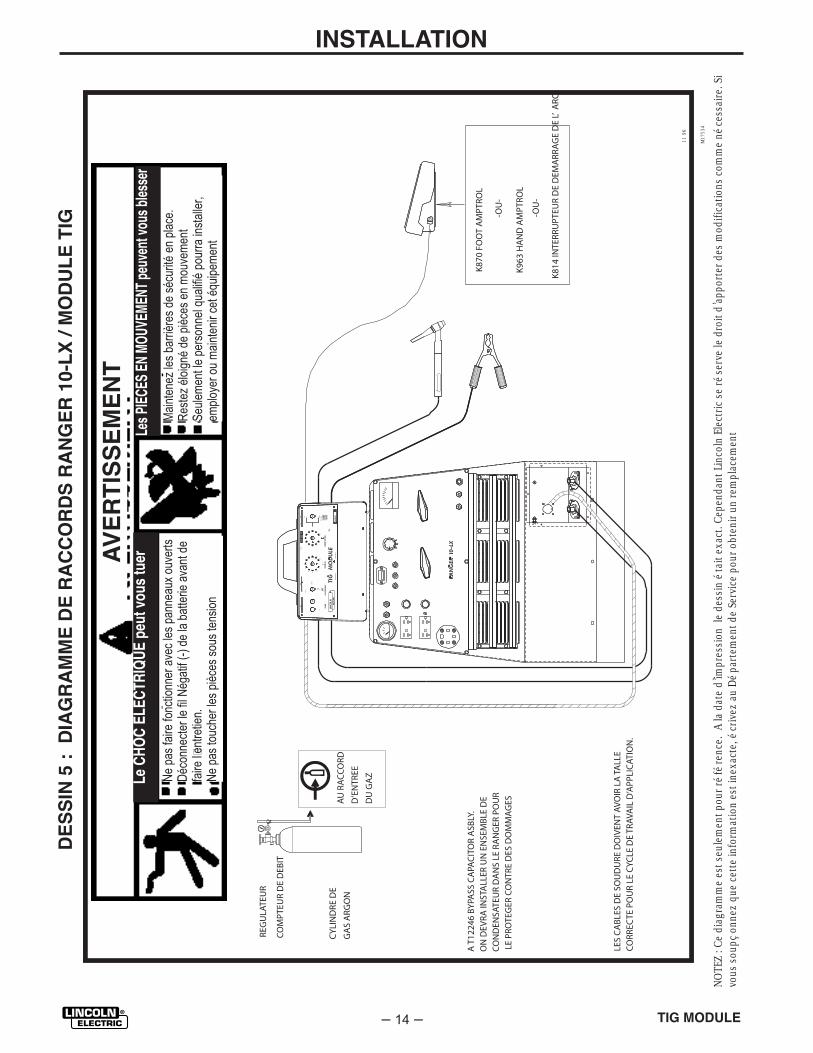
INSTALLATION
– 14 –
DE
SS
IN 5
:
DIA
GR
AM
ME
DE
RA
CC
OR
DS
RA
NG
ER
10
-LX
/ M
OD
UL
E T
IG
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AVER
TISS
EMEN
TD
o no
t ope
rate
with
pan
els
open
.
Dis
conn
ect N
EGAT
IVE
(-) B
ATTE
RY L
EAD
befo
re s
ervi
cing
.
Do
not t
ouch
ele
ctric
ally
live
par
ts.
Keep
gua
rds
in p
lace
.
Keep
aw
ay fr
om m
ovin
g pa
rts.
Onl
y qu
alifi
ed p
erso
nnel
sho
uld
inst
all,u
se
or s
ervi
ce th
is e
quip
men
t.
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AU R
ACCO
RD
D’E
NTR
EE
DU
GA
Z
COM
PTEU
R D
E D
EBIT
CYLI
ND
RE D
E
GA
S A
RGO
N
K870
FO
OT
AM
PTRO
L
-OU
-
-OU
-
K963
HA
ND
AM
PTRO
L
K814
INTE
RRU
PTEU
R D
E D
EMA
RRAG
E D
E L’
ARC
M17
534
1196
REG
ULA
TEU
R
LES
CABL
ES D
E SO
UD
URE
DO
IVEN
T AV
OIR
LA
TALL
E CO
RREC
TE P
OU
R LE
CYC
LE D
E TR
AVA
IL D
’APP
LICA
TIO
N.
A T
1224
6 BY
PASS
CA
PACI
TOR
ASB
LY.
ON
DEV
RA IN
STA
LLER
UN
EN
SEM
BLE
DE
CON
DEN
SATE
UR
DA
NS
LE R
AN
GER
PO
UR
LE
PRO
TEG
ER C
ON
TRE
DES
DO
MM
AGES
NOTE
Z:Ce
diag
ram
mee
stse
ulem
entp
ourr
éfér
ence
.Ala
date
d’im
pres
sion
lede
ssin
était
exac
t.Ce
pend
antL
inco
lnEle
ctric
seré
serv
eled
roit
d’app
orte
rdes
mod
ifica
tions
com
men
éces
saire
.Si
vous
soup
çonn
ezqu
ecet
tein
form
ation
esti
nexa
cte,é
crive
zauD
épar
tem
entd
eSer
vicep
ouro
bten
irun
rem
plac
emen
t
TIG MODULE
Les
PIEC
ES E
N M
OU
VEM
ENT
peuv
ent v
ous
bles
ser
Le
CH
OC
EL
EC
TR
IQU
E p
eut
vou
s tu
er
Ne p
as fa
ire fo
nctio
nner
ave
c les
pan
neau
x ouv
erts
Déco
nnec
ter l
e fil
Néga
tif (-)
de
la ba
tterie
ava
nt d
efa
ire l�e
ntre
tien.
Ne p
as to
uche
r les
pièc
es so
us te
nsion
Main
tene
z les
bar
rière
s de
sécu
rité
en p
lace.
Reste
z éloi
gné
de p
ièces
en
mou
vem
ent
Seule
men
t le p
erso
nnel
quali
fié p
ourra
insta
ller,
emplo
yer o
u m
ainte
nir ce
t équ
ipem
ent
AV
ER
TIS
SE
ME
NT

INSTALLATION
– 14a –
DIA
GR
AM
ME
DE
RA
CC
OR
DS
RA
NG
ER
330D
-LX
/ M
OD
UL
E T
IG
ELECTRODE
-OU-
6 PIN
AMPHENOL
K814 INTERRUPTE
UR DE DEMARRAGE DE L’ ARC
373
-1
K870 FOOT AMPTROL
-OU-
K963-1 HAND A
MPTROL
13
AVERTISSEMENT:
UNE AUGMENTATION DES RPM DU MO
TEUR A VIDE EN CHANGEANT LE POINT
REGULATEUR OU EN OUTREP
ASSANT LA CONNECTION AVEC L’ACCELERATEUR, PROVOQUERA
UNE AUGMENTATION DANS LE
VOLTAGE AUXILIAIRE AC. SI CE
VOLTAGE DEPASSE LES 140
VOLTS, IL SE PEUT QUE LES CIRCUIT
S DE L’ENTR
AINEUR DE FIL
SOIENT ENDOMMAGES.
LE POINT REGULATEUR A
ETE PRE REGLE A L
’USINE – NE PAS A
JUSTER LES SPECIFIC
ATIONS DE SOUDURE MENTIONNEES D
ANS LE MANUEL D
’OPERATION DU POSTE DE SOUDURE
N.A. ES CABLES DE SOUDURE DOIVENT A
VOIR LA CAP
ACITE CORRECTE POUR LE COURANT ET LE
CYCLE DE TRAVAIL POUR LES APPLICA
TIONS IMMEDIATES E
T FUTURES.
VOIR MANUEL D’OPERATIONS.
NB EMPLOYEZ L’INTERRUPTEUR DE POL
ARITE POUR SELE
CTIONNER LA POLARITE DE L
’ELECTRODE DESIREE. PLACEZ L’INTERRUPTEUR DE LA GA
MME EN POSITION C
OLLER / SOUD
ER
NC PLACEZ L
’INTERRUPTEUR DES BORNES DU POSTE D
E SOUDAGE DANS LA P
OSITION :
« CONTROLE A DI
STANCE ».
NE PLACEZ L
’INTERRUPTEUR DE LA MAR
CHE A VIDE DANS LA POSITION « HA
UTE » A
VIDE.
FLOWMETER
K963-3
CABLE DE CONTROLE
Keep guards in place
.
Keep away from moving parts
.
AVER
TISS
EMEN
T
Only qualied
personnel should install
,use
or ser
vice this equipmen
t.
Do not opera
te with panels open.
Disconnect NEGATIVE (-) BAT
TERY LEAD
before servicing
.
REGULATEUR
AU RACCORD
D’ENTREE
DU GAZ
Do not touch elec
trically liv
e parts
.
CYLINDRE DE
GAS ARGON
AU TRAVAIL
[ ]
NOTE
Z:Ce
diag
ram
mee
stse
ulem
entp
ourr
éfér
ence
.Ala
date
d’im
pres
sion
lede
ssin
était
exac
t.Ce
pend
antL
inco
lnEle
ctric
seré
serv
eled
roit
d’app
orte
rdes
mod
ifica
tions
com
men
éces
saire
.Si
vous
soup
çonn
ezqu
ecet
tein
form
ation
esti
nexa
cte,é
crive
zauD
épar
tem
entd
eSer
vicep
ouro
bten
irun
rem
plac
emen
t
TIG MODULE
Les
PIEC
ES E
N M
OU
VEM
ENT
peuv
ent v
ous
bles
ser
Le
CH
OC
EL
EC
TR
IQU
E p
eut
vou
s tu
er
Ne p
as fa
ire fo
nctio
nner
ave
c les
pan
neau
x ouv
erts
Déco
nnec
ter l
e fil
Néga
tif (-)
de
la ba
tterie
ava
nt d
efa
ire l�e
ntre
tien.
Ne p
as to
uche
r les
pièc
es so
us te
nsion
Main
tene
z les
bar
rière
s de
sécu
rité
en p
lace.
Reste
z éloi
gné
de p
ièces
en
mou
vem
ent
Seule
men
t le p
erso
nnel
quali
fié p
ourra
insta
ller,
emplo
yer o
u m
ainte
nir ce
t équ
ipem
ent
AV
ER
TIS
SE
ME
NT
NOTES
– 14b– TIG MODULE

TIG MODULE – 15 –
INSTALLATION
Installation avec dʼautres sources
dʼénergie Lincoln Power
L�installation consiste en raccorder les câblesd�entrée de travail et le câble de l�électrode, lechalumeau TIG, le câble de travail, le câble de controlcorrect et un interrupteur de démarrage d�arc ou uncontrôle d�ampères. Les tableaux 6 et 7 mentionnentl�équipement nécessaire pour l�installation etl�entretien du Module TIG sur différentes sourcesd�énergie Lincoln.
Si le Module TIG s�emploie pour soudure AC TIGl�énergie d�entrée du module TIG doit êtrecorrectement en phase avec le courant de sortie duposte de soudure. Ceci se fait avec un réceptacle115AC dans le panneau avant pour postes desoudure a moteur. Pour postes de soudure àtransformateur, le module TIG devra se raccorder à lamême phase que l�alimentation de la soudure. Lameilleure manière d�assurer ceci est de raccorder lecâble d�entrée du module TIG, pourvu de fusiblescorrects à une source de 115VAC dans la source
d�énergie. Dans les postes de soudure atransformateur Lincoln classifiés 250 ampères et plus,ceci se fait avec les câbles d�alimentation au moteurdu ventilateur. Bien que le module TIG fonctionnera àune phase différente, l�arc AC TIG sera moins stable.
Pour la soudure TIG DC, l�entrée du module TIG peutêtre raccordée à n�importe quelle source de 115 VACqui convient. La phase d�entrée n�a pas d�importance.
Voyez le Dessin 6, Diagramme de Connections pourle module TIG, quand il est employé avec plusieurssources d�énergie Lincoln. Assurez-vous que lesraccords soient serrés avant de continuer.
Si l�on emploie le Câble d�Entrée K936-2 (câble à 9douilles vers 8 fils a écrou) raccorder les fils del�extrémité de la source d�énergie du câble, auxbornes correspondantes de la source d�énergie. (2 à2, 4 à 4etc.)
Pour les autres installations, raccordez les fiches del�extrémité du Câble d� Entrée aux réceptaclescorrespondants sur la source d�énergie
SOURCES DʼENERGIE LINCOLN ET LʼEQUIPPEMENT TIG NECESSAIRE
Contrôledu câble
K936-3
K936-1
K936-4
K936-3
K936-4
Sources d�énergie
R3R-AllDC-250DC-400DC-600
DC-650 PRO/DC-750G8000 (sans K892
Remote Kit)G8000 (avec K892
Remote Kit)Weldanpower 150
Weldanpower 150 AC/DCSA-250 PerkinsSAE-350 Deutz
Classic IIClassic III & IIID
Idealarc 250 AC/DC
Troussede
contact
K938-1
------
K938-1
Fils de travail et del�électrode
de la Source d�énergieau Module TIG
Fourni par l�usager.Longueur commenécessaire. Taille
du câble pourcorrespondre au
courant et au cyclede travail.
TIGTorch
Fournipar
l�usager
Fil detravail
Fourni parl�usager.Longueurcomme
nécessaire. Tailledu câble
pourcorrespon
dre aucourant etau cycle
de travail.
Régulateur duGaz de
protection.Compteur de
débit
Fourni parl�usager
Int. Dedémarr. del�árc - ou-AmptrolAmptrol*
Amptrol*
Interr. Dedémarrage de l�arc
Amptrol*
Interr. Dedémarrage de l�arc
* An Amptrol is recommended. If remote current control is not required, a K814 Arc Start Switch may be used.
TABLE 6

INSTALLATION
– 16 –
TABLE 7
SOURCES D ̓ENERGIE ET L ̓EQUIPEMENT OPTIONNEL
POUR LE MODULE TIG
Contrôle ducâble
K937-[ ]
K937-[ ]*
K937- [ ]
K937-[ ]*
Sources d�energie
DC-250R3R-AllDC-400DC-600
DC-650 PRO/DC-750G8000 (sans K892
Remote Kit)G8000 (avec K892
Remote Kit)Weldanpower 150
Weldanpower 150 AC/DCSA-250 PerkinsSAE-350 Deutz
Classic IIClassic III & IIID
Idealarc 250 AC/DC
Valve d�eau
K844-1
Int. Dedémarr. de
l�árc
K814
HandAmptrol
K963
----------
K963
----------
K870
----------
K870
----------
----------
K939-1
----------
FootAmptrol
Troussed�emboîtement
* A standard 3-wire, grounding type extension cord (16 ga. minimum) may be used instead of the K937-[ ].
TIG MODULE

TIG MODULE – 17 –
INSTALLATION
DE
SS
IN 6
:
DIA
GR
AM
ME
DE
RA
CC
OR
DS
SO
UR
CE
D ̓E
NE
RG
IE L
INC
OL
N /
MO
DU
LE
TIG
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AVER
TISS
EMEN
TD
o no
t ope
rate
with
pan
els
open
.
Do
not t
ouch
ele
ctric
ally
live
par
ts.
Keep
gua
rds
in p
lace
.
Keep
aw
ay fr
om m
ovin
g pa
rts.
Onl
y qu
alifi
ed p
erso
nnel
sho
uld
inst
all,u
se
or s
ervi
ce th
is e
quip
men
t.
5
10
15
20
2530
35
40
45
50
55 S
CON
TIN
UO
US
OFF
POW
ER
2
AFTE
RFLO
W
MO
DEL
COD
ESE
RIA
L N
O.
THE
LINC
OLN
ELE
CTRI
C CO
.CL
EVEL
AND,
OHI
O U
.S.A
.
INPU
T
PORT
ABL
E H
I-FRE
Q
WAR
NING
OFF
O
ON
L9440
1
HIGH
FRE
QUE
NCY
LOCA
L
115
V 1
.3 A
50/6
0 H
z
LIN
COLN
R
ELEC
TRIC
0
1
2
3
45
6
7
8
9
10
CURR
ENT
CONT
ROL
SWIT
CH
TM
CURR
ENT
CONT
ROL
REM
OTE
AM
PTRO
L
HF
STA
RT O
NLY
20%
350A
60%
100%
250A
180A
RATE
D C
APA
CITY
20A
TO
350
A
AU R
ACCO
RD
D’E
NTR
EE D
U
GA
Z
COM
PTEU
R D
E D
EBIT
CYLI
ND
RE D
E
GA
Z A
RGO
N
K870
FO
OT
AM
PTRO
L
-OU
-
-OU
-
K963
HA
ND
AM
PTRO
L
K814
INTE
RR. D
E D
EM. A
RC
REG
ULA
TEU
R
K936
-[ ] C
ABL
E D
E CO
NTR
OLE
Dis
conn
ect N
EGAT
IVE
(-) B
ATTE
RY L
EAD
or in
put p
ower
bef
ore
serv
icin
g.
A L
A B
ORN
E D
’ ELE
CTR
OD
E D
E L’
ELEC
TRO
DE
A L
A B
ORN
E D
E TR
AVA
IL D
E LA
SO
URC
E D
’EN
ERG
IE
VERS
LE
RACC
ORD
A 6
BO
RNES
OU
14
BORN
ES
OU
LA
BA
ND
E D
E LA
BO
RNE
(SI P
RESE
NTE
)
M17
6
LES
CABL
ES D
E SO
UD
URE
DO
IVEN
T AV
OIR
LA
TALL
E
CORR
ECTE
PO
UR
LE C
YCLE
DE
TRAV
AIL
D’A
PPLI
CATI
ON
VERS
L’A
LIM
ENTA
TIO
N D
E 11
5 VA
C
RACC
ORD
EE A
TER
RE (S
I PRE
SEN
TE)
4-1
9-96
D
NOTE
Z:Ce
diag
ram
mee
stse
ulem
entp
ourr
éfér
ence
.Ala
date
d’im
pres
sion
lede
ssin
était
exac
t.Ce
pend
antL
inco
lnEle
ctric
seré
serv
eled
roit
d’app
orte
rdes
mod
ifica
tions
com
men
éces
saire
.Si
vous
soup
çonn
ezqu
ecet
tein
form
ation
esti
nexa
cte,é
crive
zauD
épar
tem
entd
eSer
vicep
ouro
bten
irun
rem
plac
emen
tLes
PIEC
ES E
N M
OU
VEM
ENT
peuv
ent v
ous
bles
ser
Le
CH
OC
EL
EC
TR
IQU
E p
eut
vou
s tu
er
Ne p
as fa
ire fo
nctio
nner
ave
c les
pan
neau
x ouv
erts
Déco
nnec
ter l
e fil
Néga
tif (-)
de
la ba
tterie
ava
nt d
efa
ire l�e
ntre
tien.
Ne p
as to
uche
r les
pièc
es so
us te
nsion
Main
tene
z les
bar
rière
s de
sécu
rité
en p
lace.
Reste
z éloi
gné
de p
ièces
en
mou
vem
ent
Seule
men
t le p
erso
nnel
quali
fié p
ourra
insta
ller,
emplo
yer o
u m
ainte
nir ce
t équ
ipem
ent
AV
ER
TIS
SE
ME
NT

OPÉRATION
– 18 –
LES CHOCS ÉLECTRIQUES peuvent
être mortels.
• Ne pas toucher des pièces soustension ou les électrodes avec lapeau ou avec des vêtementsmouillés.
• Isolez-vous de la terre de travail
• Employez toujours des gants secs etisolants
LES VAPEURS ET LES GAZ
peuvent être dangereux.
• Maintenez la tête hors de la zone degaz.
• Employez un dispositif de ventilationou d�échappement pour évacuer lesvapeurs de l�aire de respiration.
LES RADIATIONS DES ARCS
peuvent vous brûler
• Maintenez les matières inflammableséloignées.
• Ne soudez pas des conteneurs quiont contenu des matièresinflammables.
LES RADIATIONS DES ARCS
peuvent vous brûler.
• Observez les recommandations desécurité additionnelles mentionnéesdans ce manuel.
INSTRUCTIONS POUR Lʼ
OPERATIONAvertissements Généraux
INSTRUCTIONS DE SECURITE
Observe additional Safety Guidelines detailed
throughout this manual.
AVERTISSEMENT
TIG MODULE

TIG MODULE – 19 –
OPÉRATION
ALLUMÉ
ETEINT (COUPÉ)
ENTREE
HAUTE FREQUENCE
CONTINUE
HAUTE FREQUENCE
DEMARRAGE
SEULEMENT
ECOULEMENT
POSTERIEUR
CONTROLE DE
COURANT
(SORTIE)
CONTROLE DE
COURANT LOCAL
REMOTE CURRENT
CONTROL
ENTREE DE GAZ
SORTIE DE GAZ
ENTREE DE LʼEAU
SORTIE DE LʼEAU
ENTREE
RACCORD POUR
TIG TORCH
RACCORD TRAVAIL
RACCORD
CONTROLE A
DISTANCE
MANUEL Dʼ
INSTRUCTION
SYMBOLES GRAPHIQUES EMPLOYES SUR CET APPAREIL OU DANS CE MANUEL
2
OPÉRATION
– 20 –
DESCRIPTION DU PRODUIT
Le module TIG est un accessoire pour les sourcesd�énergie continues. Il fournit un contrôle de la hautefréquence et du gaz de protection pour lesapplications a soudure à courants AC et DC GTAW(TIG), et un raccord facile des contrôles d�ampères àdistance à des sources d�énergie qui ont descapacités de contrôle à distance. Il fournit égalementle contrôle du contact du courant de soudure etpermet toujours à l�opérateur de réaliser ou de romprel�arc au moyen de l�interrupteur d�arc ou du contrôle àdistance de l�ampérage. On devra employer uneoption de contact pour les sources d�énergie qui n�ontpas de contact incorporé dans le mode de courantcontinu.
Le Module TIG K930 [ ] est fourni sans accessoires.Les interrupteurs de démarrage arc, les contrôlesampérage, les câbles et les chalumeaux et lessupports de montage doivent être achetésséparément.
PROCESSUS ET EQUIPEMENT
RECOMMANDES
Recommandé pour soudure TIG avec des sourcesd�énergie à courant continu AC ou AC/DC classifiées250 ampères ou supérieures. Ceci inclut des sourcesd�énergie activées par transformateur, transformateur/ rectificateur, et moteur à sortie de courant continu.Pour une liste de machines, avec lesquelles on peutemployer le module TIG voire la section Installation.
RESUME DʼINSTALLATION
Caractéristiques et Contrôles dʼopération
Une gamme étendue de voltages d�entrée de 60 à130 Volts permet l�opération avec des sourcesd�énergie Ranger.
Interrupteur Energie allumée / Energie éteinte
Un interrupteur de haute fréquence permet lasélection du mode Continu, Démarrage Seulement,ou Eteint (Coupé).
Contrôle de contact au moyen d�un interrupteur dedémarrage arc ou control ampérage (la trousse decontact optionnelle est nécessaire avec certainessources d�énergie)
Le minuteur d�écoulement permet une période derefroidissement pour l�écoulement du gaz et de l�eau(en option) après que se termine la soudure.
Les fonctions de contrôle de courrant ont une limiteajustable du contrôle quand on emploie une sourced�énergie contrôlable à distance. Ceci permet quel�opérateur ajuste le courant de soudure au moduleTIG, au l ieu de à la source d�énergie. Permetégalement le contrôle de la gamme ampères par piedou à main de se restreindre pour une meilleurecapacité de contrôle du courrant.
Un minuteur d�écoulement préliminaire pour purger lazone de soudure avant de démarrer l�arc. Le minuteurd�écoulement préliminaire se contourneautomatiquement si une nouvelle soudure estdémarrée pendant le temps d�écoulement postérieur ;ceci permet une soudure tack ou par points rapide,sans qu�il faille attendre le temps d�écoulementpréliminaire.
Caractéristiques de Conception
Un boîtier compact a été conçu pour un transportfacile, avec une poignée.Le boîtier a des pattes en caoutchouc qui absorbentles chocs et sont anti dérapants en cas d�emploicomme unité portative.Les boutons d�entrée, les boutons de sortie, lesemboîtages des valves et les réceptacles pour câblessont situés en dessous d�une porte de protection. Laporte a une charnière en acier inoxydable pourrésister à la corrosion.
La construction modulaire permet un entretien facile.Toutes les fonctions de contrôle et de minuteur sontcontenues dans une tablette de circuit imprimé.
Le boîtier a été conçu pour compléter la ligne desources d�énergie, en particulier la Ranger 8 et laRanger 9.
Un contournement de la haute fréquence a étéincorporé dans le module TIG.
Un fil de détection travail n�est pas nécessaire(Comme c�était le cas sur la K799 Haute Fréquence).
Un interrupteur d�égalisation de la source d�énergien�est pas nécessaire.
Capacité de Soudure
Le module TIG a été conçu pour démarrer l�arc enapplications manuelles GTAW (TIG). L�application àl�équipement GTAW automatique peut êtresatisfaisant. L�usager aura la responsabil i téd�examiner et de résoudre des problèmes au sujet del�interface et de l�opération avec l�équipementautomatique.
TIG MODULE
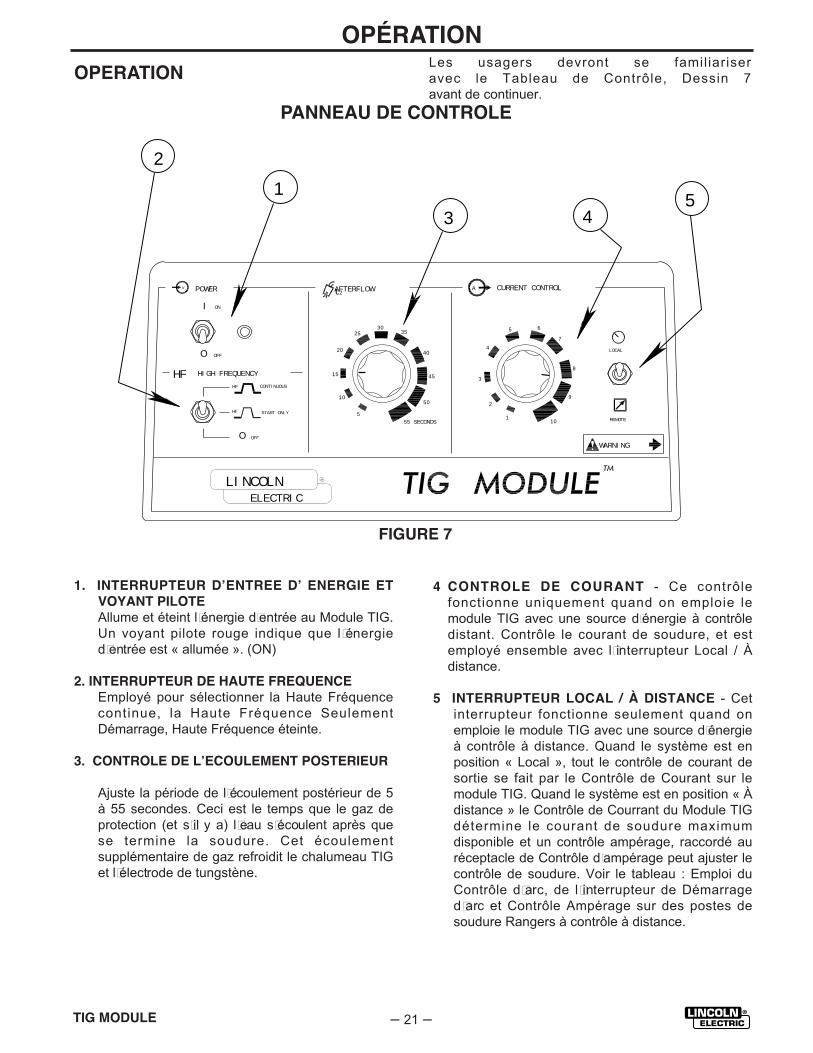
TIG MODULE – 21 –
OPÉRATION
OPERATIONLes usagers devront se famil iariseravec le Tableau de Contrôle, Dessin 7avant de continuer.
1. INTERRUPTEUR DʼENTREE Dʼ ENERGIE ET
VOYANT PILOTE
Allume et éteint l�énergie d�entrée au Module TIG.Un voyant pilote rouge indique que l�énergied�entrée est « allumée ». (ON)
2. INTERRUPTEUR DE HAUTE FREQUENCE
Employé pour sélectionner la Haute Fréquencecontinue, la Haute Fréquence SeulementDémarrage, Haute Fréquence éteinte.
3. CONTROLE DE LʼECOULEMENT POSTERIEUR
Ajuste la période de l�écoulement postérieur de 5à 55 secondes. Ceci est le temps que le gaz deprotection (et s�il y a) l�eau s�écoulent après quese termine la soudure. Cet écoulementsupplémentaire de gaz refroidit le chalumeau TIGet l�électrode de tungstène.
4 CONTROLE DE COURANT - Ce contrôlefonctionne uniquement quand on emploie lemodule TIG avec une source d�énergie à contrôledistant. Contrôle le courant de soudure, et estemployé ensemble avec l�interrupteur Local / Àdistance.
5 INTERRUPTEUR LOCAL / À DISTANCE - Cetinterrupteur fonctionne seulement quand onemploie le module TIG avec une source d�énergieà contrôle à distance. Quand le système est enposition « Local », tout le contrôle de courant desortie se fait par le Contrôle de Courant sur lemodule TIG. Quand le système est en position « Àdistance » le Contrôle de Courrant du Module TIGdétermine le courant de soudure maximumdisponible et un contrôle ampérage, raccordé auréceptacle de Contrôle d�ampérage peut ajuster lecontrôle de soudure. Voir le tableau : Emploi duContrôle d�arc, de l�interrupteur de Démarraged�arc et Contrôle Ampérage sur des postes desoudure Rangers à contrôle à distance.
LINCOLN R
ELECTRIC
V
HF HI GH F RE QUE NCY
2
LOCAL
WARNI NG
POWE R AF TE RF L OW
REMOTE
CURRE NT CONTROL
I
O
OFF
ON
CONTINUOUS
OFF
HF
HF
O
START ONLY
A
1
2
3
4
5 6
7
8
9
105
10
15
20
2530
35
40
45
50
55 S E CONDS
3 45
21
CONTROL PANEL
FIGURE 7
PANNEAU DE CONTROLE

OPÉRATION
– 22 –
WARNING
ELECTRODE
WORK
V
1 2
34456
7
REAR CONNECTIONS
FIGURE 8
1. INFORMATION COMME AVERTISSEMENT
Des informations importantes au sujet del�installation sure, le fonctionnement et l�entretiendu module TIG.
2. LE RECEPTACLE DʼENTREE
Pour le raccord le Câble de Contrôle de la sourced�énergie. Ce réceptacle contient les circuitssuivants : Energie d�entrée, Contrôle de contactde la source d�énergie (où applicable) et contrôleà distance (où applicable). Il s�agit d�un réceptaclede 9 fiches.
3 LES RACCORDS DE LA VALVE DʼEAU (EN
OPTION)
Les raccords de la valve d�entrée et de sortie del�eau, ont un filetage 5/8-18 de main gauche. Pourraccorder l�eau de refroidissement à y duchalumeau TIG. Fourni comme pièce en optionde la Trousse de la Valve d�Eau K844-1.
4 RACCORDS DE LʼENTREE DʼENERGIE
Les raccords pour les câbles de travail (inférieur)et l�électrode (supérieur) de la source d�énergieRanger. Raccord au bouton à filetage ½-13.
5 RACCORDS DE LA SORTIE DʼENERGIE
Les raccords pour les câbles de travail (inférieur)et du chalumeau TIG (supérieur). Raccord aubouton à filetage ½-13.
6 LES RACCORDS DE LA VALVE DE GAS
Raccords d�entrée et de sortie de la valve de gaz,filetage 5/8-18 de main droite. Pour raccord àl�alimentation de gaz de protection et le raccord duchalumeau TIG.
7 INTERRUPTEUR DE DEMARRAGE DE LʼARC /
RECEPTACLE DE CONTROLE AMPERAGE
Réceptacle de 6 douilles pour raccorder uninterrupteur de démarrage d�arc. Ou un contrôlede courant à distance Amptrol.
TIG MODULE

TIG MODULE – 23 –
OPÉRATION
OPERATION DE LA RANGER 8
Les tableaux (Tableaux 8 & 9) mentionnent les pointsd�opération recommandés pour l�interrupteur et lecontrôle pour la combinaison Module TIG /Ranger 8.Le premier tableau est pour la Ranger 8 et le secondpour la Ranger 8 avec la trousse K892-1 de contrôle àdistance installée.
Opérez la Ranger 8 selon le Manuel Ranger 8
Note:Pour souder avec le courant AC TIG, lescourants de soudure TIG maximum de sortie surchaque gamme déterminée seront environ 50 %plus élevés que ceux mentionnés sur la plaqued�identification. Ceci est du à la nature spécialede l�arc de soudure TIG AC. N�employez pas lecourant de la gamme prédéterminée 225ACpour vos soudures TIG AC. Le courant de sortiepourrait dépasser la valeur de classification de laRanger 8.
K930-[ ] SETTINGS
TABLEAU 8 : VALEURS VARIABLES POUR LA RANGER 8
(SANS LA K892-1)
ENERGIEHAUTE
FREQUENCE ECOULEMENTPOSTERIEUR
CONTROLE DE COURANT
INTERRUPTEUR DECONTROLE DE
COURANT
ALLUME
DEMARREROU
CONTINU
AJUSTER POURS�ADAPTER A
5 - 55 SECONDS
LE POINT N�A PAS D�EFFETONSUR LA PROD
LE POINT N�A PAS D�EFFETONSUR LA PROD
2A
POINTS VARIABLES POUR LA RANGER 8 (SANS LA TROUSSE A DISTANCE K892-1)
INTERRUPTEUR
POLARITEFIL/TIG
GAMME CONTROLE
HAUT
DC-
AC
SELECT. POURS�AJUSTER,
50 - 210
SELECT. POURS�AJUSTER,
50-175
DEFINI POURLE COURANT DESORTIE DESIRE
HF

OPÉRATION
– 24 –
Tableau 9 POINTS VARIABLES POUR LA RANGER 8 (AVEC LA TROUSSE
A DISTANCE K892-1)
POINTS VARIABLES K930-[ ]
ENERGIEHAUTE
FREQUENCE ECOULEMENTPOSTERIEUR
CONTROLE DE COURANT
INTERRUPTEUR DECONTROLE DE
COURANT
ALLUME
DEMARREROU
CONTINU
AJUSTER POURS�ADAPTER A
5 - 55 SECONDSAJUSTER
POUR0-10
A DISTANCE AVECAMPTROL
LOCALAVEC INTERR. DE
DEMARRAGE D�ARC
2A
POINTS VARIABLES POUR LA RANGER 8 (AVEC LA TROUSSE A DISTANCE K892-1 INSTALLEE)
INTERRUPTEUR
POLARITEFIL/TIG
GAMMECONTROLE SUR
POSTE/A SOUDURE
HAUT
DC-
AC
SELECT. POURS�AJUSTER,
50 - 210
SELECT. POURS�AJUSTER,
50-175CONTROLE A
DISTANCE
Si le réceptacle à distance (optionnel) K892-1 a étéinstallé sur votre Ranger 8, voyez le Dessin 9. quimentionne l�emploi correct du Courant de Contrôle duModule TIG, l�interrupteur de Démarrage Arc, et lesContrôles Ampérage.
Du moment que le Module TIG et la Ranger 8 aientété installés correctement, la soudure est très facile.Placez le chalumeau en position, baissez votrecasque et pressez l�interrupteur de Démarrage d�arcou le Contrôle d�ampérage. Le contact de la sourced�énergie (ou le contact (en option) du Module TIG) sefermera, et le gaz coulera pendant un tempsd�écoulement préliminaire d�une demi seconde, et la
haute fréquence s�allumera. L�arc devrait frapper et lasoudure pourra commencer. A la fin de la soudure,lâchez simplement l�interrupteur de démarrage d�arcou le contrôle d�ampérage et le contact s�ouvrira, etéteignera l�arc. Le temps d�écoulement postérieurcommencera, refroidissant le chalumeau etprotégeant la soudure et le tungstène.Si l�on commence une autre soudure durant le tempsd�écoulement postérieur il n�y aura pas de retard pourécoulement préliminaire. Le contact se fermera et lahaute fréquence s�allumera immédiatement quel�interrupteur de démarrage d�Arc ou le Contrôled�ampérage est pressé.
HF
TIG MODULE

TIG MODULE – 25 –
OPÉRATION
LA POSITION DU CONTROLE AMPERAGE N A PAS D EFFET SUR LE COURANT DE PRODUCTION
LEGERE PRESSION
COURANT DE PRODUCTION AS
FORTE PRESSION
USQU AU POINT VARIA LE
DEFINI DU CONTROLE DE COURANT
LOCAL
RE OTE1
2
3
4
5 6
7
8
9
10
0
1
2
3
45
6
7
8
9
10
OUTPUT
HIGH
MED
LOW
4590
120
160
200
250
GAMME
DE PROD. DE LA GAMME
CONTROLE DE SORTIE DU POSTE DE SOUDURE
CONTROLE DE SORTIE
A DISTANCE
SELECTE LE CONTROL DE SORTIE A DISTANCE
POINTS VARIA LES TIG
CONTROLE DE COURANTA
EMPLOI DU CONTROLE DE LIMITATION DE COURANTINTERRUPTEUR DE DEMARRAGE DE L ARC, ET CONTROLES
AMPERAGE SUR POSTES DE SOUDUREEQUIPES AVEC DES CONTROLES A DISTANCE
,
SELECTE LE POINT
SUR LA PRODUCTION.
A
LA PRODUCTION TOTALE EST DISPONI LE
CAR LE CONTROLE DE COURANT EST PLACE
SUR LA VALEUR MA IMUM DE LA GAMME.
LE COURANT PEUT ETRE CHANGE DEPUIS LE
MINIMUM USQU A LA MOITIE DU POINT VARIA LE
DE LA RANGER CAR LE CONTROLE DU COURANT EST
PLACE SUR LA VALEUR A MOITIE DE LA GAMME.
LE COURANT PEUT ETRE CHANGE DE MA IMUM
A MINIMUM DU POINT VARIA LE DE LA RANGER,
CAR LE CONTROLE DU COURANT EST PLACE AU MA IMUM.
A
A
LOCAL
RE OTE1
2
3
4
5 6
7
8
9
10
CONTROLE DE COURANTA
A
LA MOITIE DE VALEURS DU COURANT
DE LA RANGER EST DISPONI LE CAR
LE CONTROLE DE COURANT EST PLACE
SUR LA VALEUR A MOITIE DE LA GAMME
E AMPLE 1 ON EMPLOIE UN INTERRUPTEUR
DE DEMARRAGE D ARC OU UN
CONTROLE AMPERAGE POUR
DEMARRER L ARC. LE CONTROLE DE
COURANT DEFINIT LE COURANT DE SOUDURE
ON EMPLOIE UN CONTROLE
AMPERAGE A DISTANCE. LE CONTROLE PERMET
LE COURANT DE SOUDURE MA IMUM DISPONI LE.
E AMPLE 2
POINTS VARIA LES DES POSTES DE SOUDURE
SI APPROPRIE
LE CADRAN N A PAS D EFFET
FIGURE 9

OPÉRATION
– 26 –
OPERATION DE LA RANGER 9
Le tableau (Tableau 10) mentionne les posit ionsrecommandées des points variables pour la combinaisonModule TIG / Ranger 9.
Opérez la Ranger 9 selon le Manuel Ranger 9.
Notez que pour la soudure AC TIG les courants deproduction de soudure TIG maximum dans chaque gammeseront plus ou moins 50 % plus haut que ceux marqués surla plaque d�identification. Ceci est du à la nature spéciale del�arc de soudure. Ne réalisez pas de soudure TIG dans lagamme de 200 à 250 ampères. Le courant de productionpeut dépasser la valeur de classification de la Ranger 8.
Etant donné que votre Ranger 9 a un contrôle de courant àdistance, voyez le Dessin 9 qui décrit l�emploi correctCourant de Contrôle du Module TIG, l�interrupteur deDémarrage Arc, et les Contrôles Ampérage.
Du moment que le Module TIG et la Ranger 8 aient étéinstallés correctement, la soudure est très facile. Placez lechalumeau en position, baissez votre casque et pressezl�interrupteur de Démarrage d�arc ou le Contrôled�ampérage. Le contact de la source d�énergie se fermeraet le moteur fonctionera à haut régime - à vide et le gazcoulera pendant un temps d�écoulement préliminaire d�unedemi seconde, et la haute fréquence s�allumera. L�arcdevrait frapper et la soudure pourra commencer. A la fin dela soudure, lâchez simplement l�interrupteur de démarraged�arc ou le contrôle d�ampérage et le contact s�ouvrira, etéteignera l�arc. Le temps d�écoulement postérieurcommencera, refroidissant le chalumeau et protégeant lasoudure et le tungstène.
Si l�on commence une autre soudure durant le tempsd�écoulement postérieur il n�y aura pas de retard pourécoulement préliminaire. Le contact se fermera et la hautefréquence s�allumera du moment que l�interrupteur dedémarrage d�Arc ou le Contrôle d�ampérage est pressé.
Tableau 10 POINTS VARIABLES POUR LA RANGER 9
POINTS VARIABLES POUR LA RANGER 9
INTERRUPTEUR A VIDE
POLARITEFIL/TIG
GAMMECONTROLE SUR
POSTE/A SOUDURE/CONTROLE A
DISTANCE
BORNES DESOUDURETOUJOURSALLUMEES /
CONTROLE ADISTANCE
AUTODC-
AC
SELECT. POUR,45 - 250
SELECT POUR,45-160
CONTROLE ADISTANCE
CONTROLE ADISTANCE
POINTS VARIABLES K930-[ ]
ENERGIEHAUTE
FREQUENCE ECOULEMENTPOSTERIEUR
CONTROLE DE COURANT
INTERRUPTEUR DECONTROLE DE
COURANT
ALLUME
DEMARREROU
CONTINU
AJUSTER POUR
5-55 SECONDES
AJUSTERPOUR0-10
A DISTANCE AVECAMPTROL
LOCALAVEC INTERR. DE
DEMARRAGE D�ARC
2AHF
TIG MODULE
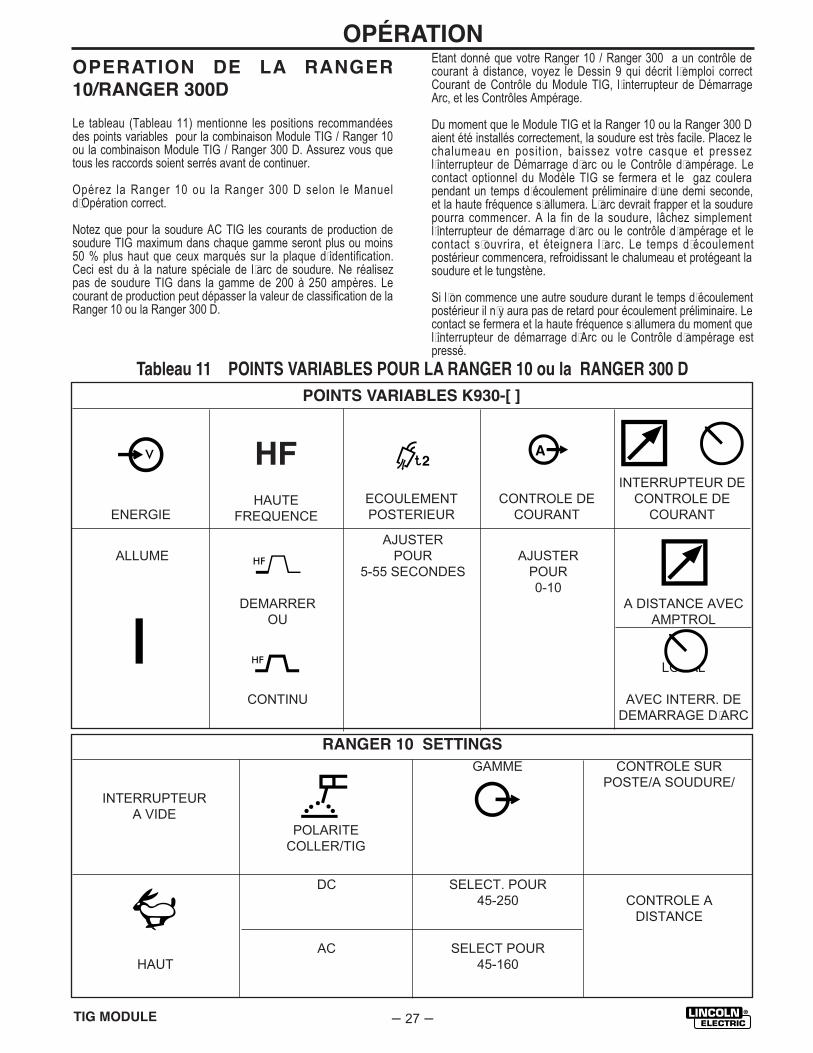
TIG MODULE – 27 –
OPÉRATION
OPERATION DE LA RANGER
10/RANGER 300D
Le tableau (Tableau 11) mentionne les positions recommandéesdes points variables pour la combinaison Module TIG / Ranger 10ou la combinaison Module TIG / Ranger 300 D. Assurez vous quetous les raccords soient serrés avant de continuer.
Opérez la Ranger 10 ou la Ranger 300 D selon le Manueld�Opération correct.
Notez que pour la soudure AC TIG les courants de production desoudure TIG maximum dans chaque gamme seront plus ou moins50 % plus haut que ceux marqués sur la plaque d�identification.Ceci est du à la nature spéciale de l�arc de soudure. Ne réalisezpas de soudure TIG dans la gamme de 200 à 250 ampères. Lecourant de production peut dépasser la valeur de classification de laRanger 10 ou la Ranger 300 D.
Etant donné que votre Ranger 10 / Ranger 300 a un contrôle decourant à distance, voyez le Dessin 9 qui décrit l�emploi correctCourant de Contrôle du Module TIG, l�interrupteur de DémarrageArc, et les Contrôles Ampérage.
Du moment que le Module TIG et la Ranger 10 ou la Ranger 300 Daient été installés correctement, la soudure est très facile. Placez lechalumeau en posit ion, baissez votre casque et pressezl�interrupteur de Démarrage d�arc ou le Contrôle d�ampérage. Lecontact optionnel du Modèle TIG se fermera et le gaz coulerapendant un temps d�écoulement préliminaire d�une demi seconde,et la haute fréquence s�allumera. L�arc devrait frapper et la soudurepourra commencer. A la fin de la soudure, lâchez simplementl�interrupteur de démarrage d�arc ou le contrôle d�ampérage et lecontact s�ouvrira, et éteignera l�arc. Le temps d�écoulementpostérieur commencera, refroidissant le chalumeau et protégeant lasoudure et le tungstène.
Si l�on commence une autre soudure durant le temps d�écoulementpostérieur il n�y aura pas de retard pour écoulement préliminaire. Lecontact se fermera et la haute fréquence s�allumera du moment quel�interrupteur de démarrage d�Arc ou le Contrôle d�ampérage estpressé.
Tableau 11 POINTS VARIABLES POUR LA RANGER 10 ou la RANGER 300 D
POINTS VARIABLES K930-[ ]
ENERGIEHAUTE
FREQUENCE ECOULEMENTPOSTERIEUR
CONTROLE DE COURANT
INTERRUPTEUR DECONTROLE DE
COURANT
ALLUME
DEMARREROU
CONTINU
AJUSTER POUR
5-55 SECONDESAJUSTER
POUR0-10
A DISTANCE AVECAMPTROL
LOCAL
AVEC INTERR. DEDEMARRAGE D�ARC
2A
RANGER 10 SETTINGS
INTERRUPTEUR A VIDE
POLARITECOLLER/TIG
GAMME CONTROLE SURPOSTE/A SOUDURE/
HAUT
DC
AC
SELECT. POUR45-250
SELECT POUR45-160
CONTROLE ADISTANCE
HF
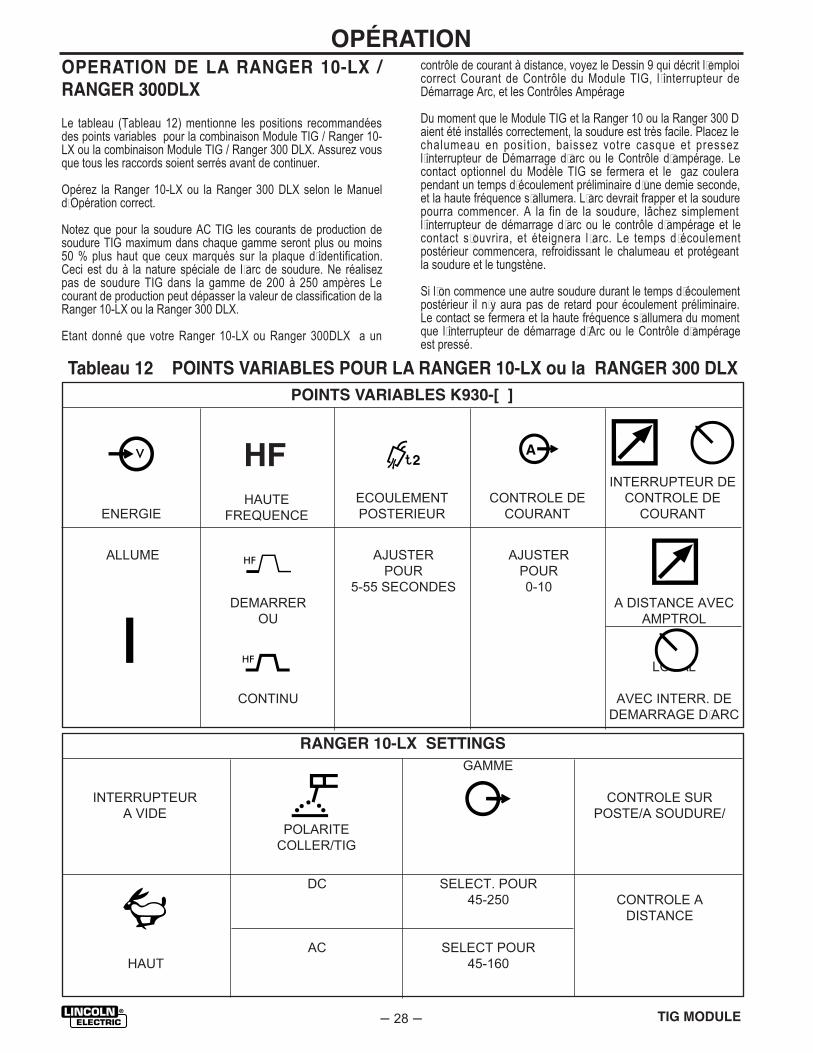
OPÉRATION
– 28 –
Tableau 12 POINTS VARIABLES POUR LA RANGER 10-LX ou la RANGER 300 DLX
POINTS VARIABLES K930-[ ]
ENERGIEHAUTE
FREQUENCE ECOULEMENTPOSTERIEUR
CONTROLE DE COURANT
INTERRUPTEUR DECONTROLE DE
COURANT
ALLUME
DEMARREROU
CONTINU
AJUSTER POUR
5-55 SECONDES
AJUSTERPOUR0-10
A DISTANCE AVECAMPTROL
LOCAL
AVEC INTERR. DEDEMARRAGE D�ARC
2A
RANGER 10-LX SETTINGS
INTERRUPTEUR A VIDE
POLARITECOLLER/TIG
GAMME
CONTROLE SURPOSTE/A SOUDURE/
HAUT
DC
AC
SELECT. POUR45-250
SELECT POUR45-160
CONTROLE ADISTANCE
OPERATION DE LA RANGER 10-LX /
RANGER 300DLX
Le tableau (Tableau 12) mentionne les positions recommandéesdes points variables pour la combinaison Module TIG / Ranger 10-LX ou la combinaison Module TIG / Ranger 300 DLX. Assurez vousque tous les raccords soient serrés avant de continuer.
Opérez la Ranger 10-LX ou la Ranger 300 DLX selon le Manueld�Opération correct.
Notez que pour la soudure AC TIG les courants de production desoudure TIG maximum dans chaque gamme seront plus ou moins50 % plus haut que ceux marqués sur la plaque d�identification.Ceci est du à la nature spéciale de l�arc de soudure. Ne réalisezpas de soudure TIG dans la gamme de 200 à 250 ampères Lecourant de production peut dépasser la valeur de classification de laRanger 10-LX ou la Ranger 300 DLX.
Etant donné que votre Ranger 10-LX ou Ranger 300DLX a un
contrôle de courant à distance, voyez le Dessin 9 qui décrit l�emploicorrect Courant de Contrôle du Module TIG, l�interrupteur deDémarrage Arc, et les Contrôles Ampérage
Du moment que le Module TIG et la Ranger 10 ou la Ranger 300 Daient été installés correctement, la soudure est très facile. Placez lechalumeau en posit ion, baissez votre casque et pressezl�interrupteur de Démarrage d�arc ou le Contrôle d�ampérage. Lecontact optionnel du Modèle TIG se fermera et le gaz coulerapendant un temps d�écoulement préliminaire d�une demie seconde,et la haute fréquence s�allumera. L�arc devrait frapper et la soudurepourra commencer. A la fin de la soudure, lâchez simplementl�interrupteur de démarrage d�arc ou le contrôle d�ampérage et lecontact s�ouvrira, et éteignera l�arc. Le temps d�écoulementpostérieur commencera, refroidissant le chalumeau et protégeantla soudure et le tungstène.
Si l�on commence une autre soudure durant le temps d�écoulementpostérieur il n�y aura pas de retard pour écoulement préliminaire.Le contact se fermera et la haute fréquence s�allumera du momentque l�interrupteur de démarrage d�Arc ou le Contrôle d�ampérageest pressé.
HF
TIG MODULE

TIG MODULE – 29 –
OPÉRATION
OPERATION AVEC DʼAUTRES
SOURCES DʼENERGIE LINCOLN
Le tableau (Tableau 13) mentionne les positions recommandéesdes points variables pour le module TIG employé avec d�autressources d�énergie Lincoln. Opérez la Ranger 10-LX ou la Ranger300 DLX selon le Manuel d�Opération correct.Notez que les sources d�énergie pour la soudure AC devront êtredéclassifiées plus ou moins de 50 % pour soudure AC TIG. Ceciest du à la nature spéciale de l�arc de soudure. Les courantsd�entrée seront plus élevés en cas de soudure AC TIG . Assurezvous que la source d�énergie est pourvue de fusibles corrects pourpouvoir prendre en charge cette situation.
Si votre source d�énergie a un contrôle de courant à distance,voyezla seconde moitié du diagramme du dessin 9 qui mentionnel�emploi correct du contrôle de courant du Module TIG a main oupar pied.
Du moment que le Module TIG et la Ranger 10 ou la Ranger 300 Daient été installés correctement, la soudure est très facile. Placez lechalumeau en posit ion, baissez votre casque et pressezl�interrupteur de Démarrage d�arc ou le Contrôle d�ampérage. Lecontact optionnel du Modèle TIG se fermera et le gaz coulerapendant un temps d�écoulement préliminaire d�une demi seconde,et la haute fréquence s�allumera. L�arc devrait frapper et la soudurepourra commencer. A la fin de la soudure, lâchez simplementl�interrupteur de démarrage d�arc ou le contrôle d�ampérage et lecontact s�ouvrira, et éteignera l�arc. Le temps d�écoulementpostérieur commencera, refroidissant le chalumeau et protégeant lasoudure et le tungstène.
Si l�on commence une autre soudure durant le temps d�écoulementpostérieur il n�y aura pas de retard pour écoulement préliminaire. Lecontact se fermera et la haute fréquence s�allumera du moment quel�interrupteur de démarrage d�Arc ou le Contrôle d�ampérage estpressé.
Tableau 13 POINTS VARIABLES POUR SOURCES DʼENERGIE LINCOLN
POINTS VARIABLES K930-[ ]
ENERGIEHAUTE
FREQUENCE ECOULEMENTPOSTERIEUR
CONTROLE DE COURANT
INTERRUPTEUR DECONTROLE DE
COURANT
ALLUME
DEMARREROU
CONTINU
AJUSTER POUR
5-55 SECONDES
AJUSTERPOUR0-10
A DISTANCE AVECAMPTROL
LOCALAVEC INTERR. DE
DEMARRAGE D�ARC
2A
POINTS VARIABLES POUR SOURCES DʼENERGIE LINCOLN
POLARITEDU MODE DE SOUDURE
CONTROLE DEPRODUCTION
INTERRUPTEURDE CONTROLE DE
COURANT
CONSULTEZ VOTREMANUEL DE SOURCE D�
ENERGIE OU LEMANUEL DE
SELECTEZ COURANTCONTINU (BAGUETTE)
AC OU DC COMMENECESSAIRE
SI LA SOURCE D� ENERGIE AUCONTROLE DE COURANT A
DISTANCECE CONTROLE N�AURA PAS
D�EFFETPOUR D�AUTRES SOURCES D�
ENERGIE, METTEZ LE COURANTDESIRE
PLACEZ A DISTANCE S�IL YAUN INTERRUPTEUR SUR LA
SOURCE D� ENERGIE
L�OPERATEUR POURPLUS D�INFORMATION
HF

OPÉRATION
– 30 –
INFORMATION DE SOUDURE TIG
.010 (.25)0.020 (.50)0.040 (1.0)
1/16 (1.6)
3/32 (2.4)1/8 (3.2)
5/32 (4.0)3/16 (4.8)1/4 (6.4)
2-155-2015-80
70-150
150-250250-400
400-500500-750750-1000
(3)
(3)
(3)
10-20
15-3025-40
40-5555-8080-125
2-155-1510-60
50-100
100-160150-210
200-275250-350325-450
2-155-20
15-80
70-150
140-235225-325
300-400400-500500-630
2-1510-2020-30
30-80
60-130100-180
100-240190-300250-400
---5-20
20-60
60-120
100-180160-250
200-320290-390340-525
3-8 (2-4)5-10 (3-5)5-10 (3-5)
5-10 (3-5)
13-17 (6-8)15-23 (7-11)
21-25 (10-12)23-27 (11-13)28-32 (13-15)
3-8 (2-4)5-10 (3-5)5-10 (3-5)
9-13 (4-6)
11-15 (5-7)11-15 (5-7)
13-17 (6-8)18-22 (8-10)23-27(11-13)
#4, #5, #6
#5, #6
#6, #7, #8
#8, #10
Tungstène
au Thorium,
1%, 2%
Tungstène
au Thorium,
1%, 2%
Tungstène
Pur
1%, 2%
Tungstène
au Thorium,
1%, 2%
avec Zircone
Tungstène
Pur
Tungstène
au Thorium,
1%, 2%
avec Zircone Aluminium
Acier
Inoxydable
Diamètre de
lʼélectrode de
Tungstène
Pouces-(mm.)
Taille de
lʼembout TIG(4), (5)
DCEN ( - ) DCEP ( + ) Onde non Balancée Onde balancée
AC Taux dʼécoulement
approx. de gaz Argon
C.F.H (l/min.)
(1) Si l�on emploie le gaz argon les gammes de courant montrées doivent être réduites quand on emploie de l�argon / hélium ou de l�hélium pur comme gaz deprotection.
(2) Les électrodes de tungstène se classifient de la manière suivante par la Société de Soudure Américaine (AWS):Pur . . . . . . . . . . . . . . . EWP1% Thorium . . . . . . . . EWTh-12% Thorium . . . . . . . . EWTh-2 Bien qu�il n�ait pas été reconnu par la AWS, le Tungstène au Cérium est accepté généralement comme substitut pour le Tungstène a 2 % de Thorium pour des applications AC et DC.
(3) Dans ces tailles on n�emploie pas de DCEP en général.(4) Les tailles des embouts des chalumeaux TIG sont en multiples de 1/16 de pouce.:
#4 = 1/4 in. (6 mm)#5 = 5/16 in. (8 mm)#6 = 3/8 in. (10 mm)#7 = 7/16 in. (11 mm)#8 = 1/2 in. (12.5 mm)
#10 = 5/8 in. (16 mm)(5) Les embouts TIG son fabriqués en céramique d�alumina. Des applications spéciales peuvent requérir des embouts à lave, qui sont moins susceptibles de se
briser, mais ne résistent pas aux températures élevées et aux cycles de travail durs.
TABLEAU 14
GAMMES DE COURANTS TYPIQUES (1)
POUR ELECTRODES EN TUNGSTENE (2))
TIG MODULE

TIG MODULE – 31 –
ACCESSOIRESOPTIONS/ ACCESSOIRESLes trousses et accessoires suivants installés in situse peuvent employer selon l�application:
Câbles de Contrôle K936
Au moins un des câbles de contrôle suivants seranécessaire pour raccorder le module TIG à lasource d�énergie. Quatre câbles différents sontdisponibles. La sélection correcte du câbledépend de la source d�énergie que l�on emploie.Voir la section d�installation pour choisir le câblecorrect. Le câble de contrôle porte un ou plusieursdes circuits suivants entre le Module TIG et lasource d�énergie : énergie d�entrée, signaux decontrôle à distance, signaux de contact decontrôle, et terre.
K936-1 9 douilles (au Module TIG) à 14 fiches (àla source d�énergie) (Contient les circuits2, 4,31, 32, 75, 77, et la terre.)
K936-3 9 douilles à une fiche de 115V avec terreet un raccord MS de 6 fiches. (Contientles circuits 31,32, 75, 76, 77 et la terre.)
K936-4 9 douilles à une fiche raccordée à terrede 115 V (Contient les circuits 31, 32 etla terre.)
Extensions de Câbles de Contrôle K937
Les extensions de câbles de contrôle sontdisponibles en longueurs de 22 et de 45 pieds.Ceux-ci permettent au Module TIG de fonctionnerà distances jusqu�à 200 pieds de la sourced�énergie. Les extensions raccordent le câble decontrôle standard et le Module TIG.
K937-22 câble d�extension de 22 pieds, 9 douilles à9 fiches
K937-45 Câble d�extension de 45 pieds 9 douilles à 9 fiches
Trousse de contact K938-1Cette trousse installée in situ doit être installée dansle Module TIG quand on l�emploie avec une sourced�énergie qui ne possède pas de contact incorporépour soudure à courant continu (baguette / TIG). Voirla liste de sources d�énergie compatibles pour voirquelles applications nécessitent la Trousse deContact.K939-1 Trousse dʼemboîtementLa trousse d�emboîtement fournit un moyen d�»emboîter » le Module TIG sur une source d�énergie àtoit plat, ou autre surface plane qui mesure au moins10 x 15 pouces (255x 381 mm.). Un verrou est incluset des accessoires pour un cadenas fourni parl�usager pour verrouiller le Module TIG en place.
Trousse de Valve dʼEau K844-1
Une trousse installée in situ, qui contient une valved�eau pour montage dans le Module TIG. La valved�eau est contrôlée par les mêmes minuteurs detemps de pré écoulement et écoulement postérieurque la valve de gaz.
Autres Accessoires Lincoln Compatibles:
K963 Hand AmptrolK870 Foot AmptrolK814 Interrupteur de Démarrage d�arc
Tous les Chalumeaux Magnum et Accessoires
Equipement compatible
Le Module TIG peut être employé avec lessources d�énergie Lincoln suivantes :
Ranger 81
Ranger 9Ranger 101
Ranger 10-LX1
DC-250DC-400DC-600DC-650Pro/DC-750R3R-300/400/500,inclus les versions “I” .
Idealarc 250 AC/DC1
Weldanpower 1501
Weldanpower 150 AC/DC1
Weldanpower G80001
SA 250 Perkins1
SAE 350 Deutz1
SAE 4001
Classic I1,2
Classic II1
Classic III & IIID1
1(Requière la trousse de contact K938-1 dans leModule TIG(2)Requière une source d�énergie de 115VAC
Pour l�installation des accessoires installés in situ voirla SECTION INSTALLATION

MESURES DE SÉCURITÉ
ENTRETIEN PERIODIQUE
Peu d�entretien est nécessaire pour maintenir votreModule TIG en bon état de fonctionnement. On nepeut définir un programme spécifique pour réaliser lesactions suivantes ; des facteurs tels que le nombred�heures d�emploi et les environs de la machinedevront être pris en considération quand on établit unprogramme d�entretien.
1. Périodiquement souffler la poussière et les saletésqui auraient pu s�accumuler sur la partieextérieure du Module TIG.
2. Inspectez les câbles de soudure et de contrôlepour voire s�ils sont effilochés, ou présentent descoupures ou des endroits chauves.
3. Inspectez l�écart de l�étincelle régulièrement, afinde maintenir la valeur définie, recommandée.Employez la procédure suivante :Pour ajuster l�étincelle, assurez-vous que lecourant du poste à soudure est coupé, et que lecâble d�entrée a été déconnecté du Réceptacled�Entrée à l�arrière du Module TIG. Enlevez l�emballage du boîtier extérieur et trouvezl�ensemble de l�écart de l�étincelle, situé du cotédroit, supérieur du compartiment interne. Vérifiezla valeur définie avec une jauge de détection. S�ilest nécessaire de l�ajuster, desserrez une des visa tête Allen qui maintiennent les électrodes del�écart étincelle en place. Placez l�écart à lanouvelle valeur et serrez la vis. Installez ànouveau l�emballage du boîtier.
4. Si le module TIG est employé dans desenvironnements ou il ya de grandes quantités demétal conducteur ou de particules de sel dansl�air, il est recommandé de nettoyer régulièrementla partie arrière interne du Module TIG à l�aided�air comprimé propre, sec et de basse pression.(Une fois par mois, par exemple). Pour réalisercette opération, assurez- vous que l�énergied�entrée ait été coupée du Module TIG. Enlevezl�emballage du boîtier. Ceci expose l�écartd�étincelle, le transformateur de haut voltage, letransformateur de haute fréquence, et d�autrescomposants. Nettoyez cette partie à l�aide d�aircomprimé.
ENTRETIEN
– 32 –
LES CHOCS ÉLECTRIQUES peuvent
être mortels.• Seul le personnel qualifié doit
réaliser cette installation.
.• Débrancher la puissance dʼentrée en
retirant la prise du réceptacle avant
de travailler à lʼintérieur du TIG
Module
.• Ne pas toucher les pièces sous
alimentation électrique.
Pour éviter de recevoir un choc électrique à hautefréquence, maintenez le chalumeau TIG et les câbles enbon état.
AVERTISSEMENT
AVERTISSEMENT
TIG MODULE

TIG MODULE – 33 –
DÉPANNAGE
Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapabled'effectuer les essais ou les réparations en toute sécurité, communiquez avant de poursuivre avec votre serviceaprès-vente local agréé Lincoln qui vous prêtera assistance.
ATTENTION
Ce guide de dépannage a pour but de vous aider àlocaliser les problèmes éventuels d�installation et defonctionnement de la machine et à y remédier. Suivresimplement la méthode en trois étapes donnée ci-après.
Étape 1. REPÉRER LE PROBLÈME (SYMPTÔME).
Regarder dans la colonne «PROBLÈMES(SYMPTÔMES)». Cette colonne décrit lessymptômes éventuels que peut présenter la machine.Trouver la phrase qui décrit le mieux le symptôme queprésente la machine. Les symptômes sont groupésen trois catégories principales: problèmes de sortie,problèmes de fonctionnement, problèmes desoudage.
Étape 2. CAUSES POSSIBLES.
La deuxième colonne «CAUSES POSSIBLES» donnela liste des possibilités externes évidentes qui peuvent
contribuer au symptôme de la machine.Étape 3. MESURES À PRENDRE RECOMMANDÉES
La dernière colonne «Mesures à prendrerecommandées» donne la liste des mesures àprendre recommandées.
Si pour une raison ou une autre vous ne comprenezpas les modes opératoires d'essai ou êtes incapabled'effectuer les essais ou les réparations en toutesécurité, communiquez avant de poursuivre avecvotre service après-vente local agréé Lincoln.
COMMENT UTILISER LE GUIDE DE DÉPANNAGE
L�entretien et les réparations ne doivent être effectués que par le personnel de Lincoln Electric ayantreçu une formation en usine. Les réparations non autorisées effectuées sur ce matériel peuvententraîner un danger pour le technicien et l�opérateur de la machine et annulent la garantie d�usine.Par mesure de sécurité et pour éviter un choc électrique, veuillez observer toutes les notes desécurité et les mises en garde données en détail dans ce manuel.
__________________________________________________________________________
AVERTISSEMENT

DÉPANNAGE
– 34 –
Guide de Dépannage Respecter toutes les Consignes de Sécurité détaillées toutau long de ce manuel
PROBLÈMES
(SYMPTOMES)
Dommage physique ou électriquemajeur évident.
« Sauts » de haute fréquencedepuis l�électrode à la pièce detravail, mais l�arc de soudure nes�établit pas
CAUSE POSSIBLE
1. Contacter le Service sur leTerrain local Agréé par Lincoln.
1. Assurez-vous que la sourced�énergie de soudure ait uneproduction de soudure. Vérifiezs�il y a un voltage de circuitouvert à la source d�énergie.
2. Assurez-vous que le type et lataille du tungstène sontcorrects pour le processus.
3. Il est possible que le tungstènesoit contaminé. Nettoyer ouremplacer.
MESURE À PRENDRE
RECOMMANDÉE
Si tous les points possibles demauvais réglages recommandésont été vérifiés et que le problèmepersiste, contacter le Service sur
le Terrain local Agréé par
Lincoln.
PROBLEMES DE SORTIE
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n�êtes pas en mesure de réaliser lestests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pourobtenir une assistance technique.
ATTENTION
TIG MODULE

TIG MODULE – 35 –
DÉPANNAGE
Respecter toutes les Consignes de Sécurité détaillées toutau long de ce manuel
Guide de Dépannage
PROBLÈMES
(SYMPTOMES)
Pas de production de soudure, pasd�écoulement de gaz et pas dehaute fréquence à l�écart del�étincelle
Courant de soudure bas, lorsqueon travaille à contrôle à distance
CAUSE POSSIBLE
1. Vérifiez l�interrupteur de l�arc oul�unité de contrôle à distance.
2. Assurez-vous que le ModuleTIG et la source d�énergie desoudure sont allumées.
1. Assurez-vous que la sourced�énergie est dans le modecontrôle à distance.
2. Le contrôle de courant (R4) esten position trop basse pour leprocessus.
MESURE À PRENDRE
RECOMMANDÉE
Si tous les points possibles demauvais réglages recommandésont été vérifiés et que le problèmepersiste, contacter le Service sur
le Terrain local Agréé par
Lincoln.
PROBLEMES DE SORTIE
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n�êtes pas en mesure de réaliser lestests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pourobtenir une assistance technique.
ATTENTION

DÉPANNAGE
– 36 –
Guide de Dépannage Respecter toutes les Consignes de Sécurité détaillées toutau long de ce manuel.
PROBLÈMES
(SYMPTOMES)
Pas de haute fréquence présenteou intermittente à l�électrode duchalumeau
Pas de haute fréquence à l�écart del�étincelle
La haute Fréquence reste alluméeaprès que l�arc ait été établi.
CAUSE POSSIBLE
1. Vérifiez si le type de gaz etl�écoulement du gaz sontcorrects.
2. Vérifiez si les câbles duchalumeau et de la pièce detravail présentent des ruptures,ou des fuites.
3. Vérifiez la valeur correcte del�écart de l�étincelle (0.015 depouce (25 mm.)
1. Assurez-vous que l�interrupteurde haute fréquence (S2) N�ESTPAS en position OFF (Coupé)
2. Vérifiez la valeur correcte del�écart de l�étincelle (0.015 depouce (25 mm.)
1. L�interrupteur de hautefréquence est en position «continue ».
MESURE À PRENDRE
RECOMMANDÉE
Si tous les points possibles demauvais réglages recommandésont été vérifiés et que le problèmepersiste, contacter le Service sur
le Terrain local Agréé par
Lincoln.
PROBLEMES D ̓HAUTE FREQUENCE
TIG MODULE
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n�êtes pas en mesure de réaliser lestests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pourobtenir une assistance technique.
ATTENTION

DIAGRAMME DE CABLAGE
– 37 –TIG MODULE
MODULE TIG
3 31 4
3
4 3
7 6
43
44
31
31
3
1
D
4 4
7 5
651
7 7
31
1
37
3
L 9580
D
7 5
75
7 6
9
D
796 45
5
M D D 1 4 1
D
D D
3
3 1
4
1
D D D
D
D
7 7
7 47 7
1
1
D D
M
1M 1 5 3 7- -
M
-
- D M D
-
-
D MD
M D D D
611
31
4
31
5
D
M
31
1
D
3
1
D
1
D
5
M
D
3 1 5
3 1 4
M D
D M
1 5 1
1 1
1 15 1
3 5 4 1 1
5
1 -
1
D D D D
4 - 1 9 -9 6 D
7 6
7 5
7 5
31
13
11
74 76
767
7
77
1
75
4
1
M
1 3 D 1 5 3 D 5
D
D D D D
D
47 7
7 67 7
7 4
D
M
MM
1
-
D
3
3
3 1
M
5
1
D D
331
4
7
-
3
6
DIAGRAME DE CABLAGE POUR LES CODES 10135, 10203, ET 10284
Note
zque
cedi
agra
mm
eser
tuni
quem
entc
omm
eréf
éren
ce.Il
estp
ossib
lequ’il
neso
itpa
sexa
ctpo
urto
utes
lesm
achi
nesm
entio
nnée
sdan
scem
anue
l.Les
diag
ram
mes
spéc
ifiqu
espo
urun
em
achi
nese
trouv
entà
l’inté
rieur
dela
mac
hine
dans
unde
span
neau
xdef
erm
etur
e.Si
ledi
agra
mm
eest
illisib
le,éc
rivez
auDé
parte
men
tdeS
ervic
epou
robt
enir
unre
mpl
acem
ent

DIAGRAMME DE CABLAGE
– 38 –
MODULE TIG
232
231 2 4
J2
302
I
403
76
403
404
301
H
231
232
OF F
ONL YSTART
404
75
206
+
205
210
CONTINUO US
F
E
CURRENT SENSOR
G77
G
311A
307
308
L12065
75
75A
76
209
LOCAL
208
207
209
206
208
204
205
202
5
B
C
D
SV2
32
31
4
R2
77274A277A
1
CR1
C1
610L1
314
315
L2
*
T2
311B
J3
PRI
*
**
CR1
J1
DIAGRAMME DE CABLAGE POUR CODE 11010
2A
J5
TM
A
76A
275
75A
311B
311A
274
276
76A
277
77A
210
275
J4
T1
S
SEC
F
A
B
C
D
E
20477A276277202
274
F
E
D
CB
J22
AT
MINI
MUM
10K
A-B
DECBA
J23
302301
REM OTE
SV1
3231
ON
207
-R
206AOF F
A
R1
1 5 1
1 1
1 1
15 13 5 4 1 1
5
1 -
1
- -
-
-
-
- D
M 1 5 3 7
M
D M D
D M
M D D D
M D D 1 4 1
D
D D
1 D
1
5
43
D
1 3 D 1 5 3 D 5
M
D
D D D
D
D
D
D D
M
M
D D D D
D D D D
D
3 1 5
3 1 4
M D
D M
D
D D
D
D
Note
zque
cedi
agra
mm
eser
tuni
quem
entc
omm
eréf
éren
ce.Il
estp
ossib
lequ’il
neso
itpa
sexa
ctpo
urto
utes
lesm
achi
nesm
entio
nnée
sdan
scem
anue
l.Les
diag
ram
mes
spéc
ifiqu
espo
urun
em
achi
nese
trouv
entà
l’inté
rieur
dela
mac
hine
dans
unde
span
neau
xdef
erm
etur
e.Si
ledi
agra
mm
eest
illisib
le,éc
rivez
auDé
parte
men
tdeS
ervic
epou
robt
enir
unre
mpl
acem
ent
TIG MODULE

– 39 –
NOTES
NOTES

– 41 –
WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BEUSED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOSCONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS AETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DESHERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
● Do not touch electrically live parts orelectrode with skin or wet clothing.
● Insulate yourself from work andground.
● No toque las partes o los electrodosbajo carga con la piel o ropamojada.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni desvêtements mouillés entrer en contactavec des pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführendenTeile oder Elektroden mit IhremKörper oder feuchter Kleidung!
● Isolieren Sie sich von denElektroden und dem Erdboden!
● Não toque partes elétricas eelectrodos com a pele ou roupamolhada.
● Isole-se da peça e terra.
● Keep flammable materials away.
● Mantenga el material combustiblefuera del área de trabajo.
● Gardez à l’écart de tout matérielinflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bemguardados.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y elcuerpo.
● Protégez vos yeux, vos oreilles etvotre corps.
● Tragen Sie Augen-, Ohren- und Kör-perschutz!
● Use proteção para a vista, ouvido ecorpo.

– 42 –
WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA ASPRÁTICAS DE SEGURANÇA DO EMPREGADOR.
● Keep your head out of fumes.● Use ventilation or exhaust to
remove fumes from breathing zone.
● Los humos fuera de la zona derespiración.
● Mantenga la cabeza fuera de loshumos. Utilice ventilación oaspiración para gases.
● Gardez la tête à l’écart des fumées.● Utilisez un ventilateur ou un
aspirateur pour ôter les fumées deszones de travail.
● Vermeiden Sie das Einatmen vonSchweibrauch!
● Sorgen Sie für gute Be- undEntlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.● Use ventilação e exhaustão para
remover fumo da zona respiratória.
● Turn power off before servicing.
● Desconectar el cable dealimentación de poder de lamáquina antes de iniciar cualquierservicio.
● Débranchez le courant avantl’entretien.
● Strom vor Wartungsarbeitenabschalten! (Netzstrom völligöffnen; Maschine anhalten!)
● Não opere com as tampas removidas.● Desligue a corrente antes de fazer
serviço.● Não toque as partes elétricas nuas.
● Do not operate with panel open orguards off.
● No operar con panel abierto oguardas quitadas.
● N’opérez pas avec les panneauxouverts ou avec les dispositifs deprotection enlevés.
● Anlage nie ohne Schutzgehäuseoder Innenschutzverkleidung inBetrieb setzen!
● Mantenha-se afastado das partesmoventes.
● Não opere com os paineis abertosou guardas removidas.

–• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Top Related