![Laboratorio de Alimentos I - [DePa] Departamento de ...depa.fquim.unam.mx/amyd/archivero/CUADERNO_DE... · LABORATORIO DE ALIMENTOS I 1 Laboratorio de Alimentos I ... La calificación](https://static.fdocuments.us/doc/165x107/5b5e7d657f8b9a553d8ca0f3/laboratorio-de-alimentos-i-depa-departamento-de-depafquimunammxamydarchiverocuadernode.jpg)







Languages
Pages
Legal


UNIVERSIDAD VERACRUZANA Facultad de Q.F.B Laboratorio de Tecnología de Alimentos Dra. Alma Vásquez Luna

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Introducción
La fabricación de queso es el mecanismo ideado por el hombre para aumentar el período de tiempo en que es posible aprovechar buena parte de los compuestos nutritivos presentes en un producto muy perecedero: la leche.
Según el diccionario de la Real Academia Española, el queso es el producto obtenido por maduración de la cuajada de la leche, con características propias para cada uno de los tipos, según su origen o método de fabricación. Por tal razón, no existe un único producto llamado queso, sino que hay cientos de tipos, clasificados no solo por su forma, sino también por su aspecto, color, sabor y origen.
De acuerdo a la FAO/OMS: “es el productos fresco o madurado obtenido por la coagulación y separación de suero de la leche, nata, leche parcialmente desnatada, mazada o por una mezcla de estos productos”( González, 2002).
De acuerdo a la composición: “ es el producto, fermentado o no, constituido esencialmente por la caseína de la leche, en forma de gel más o menos deshidratado que retiene casi toda la materia grasa, si se trata de queso graso, un poco de lactosa en forma de ácido láctico y una fracción variable de sustancias minerales (Veisseyre, Roger, 1990).
La gran variedad existente de quesos se explica fundamentalmente por dos hechos:
1. La naturaleza de la leche, ya que no sólo influyen las diferencias entre leches de distintas especies o razas, sino que incluso pequeñas diferencias en la composición tienen efecto en las propiedades del queso.
1

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
2. Las formas de preparación, que presentan una gran diversidad. Antes venían determinadas por condiciones geográficas, climatológicas, económicas e históricas, pero actualmente estas condiciones se han modificado debido al progreso técnico y al desarrollo de los medios de comunicación. Aun así, muchos tipos de queso permanecen ligados a una región y no se fabrican en otros lugares.
COMPOSICIÓN QUÍMICA
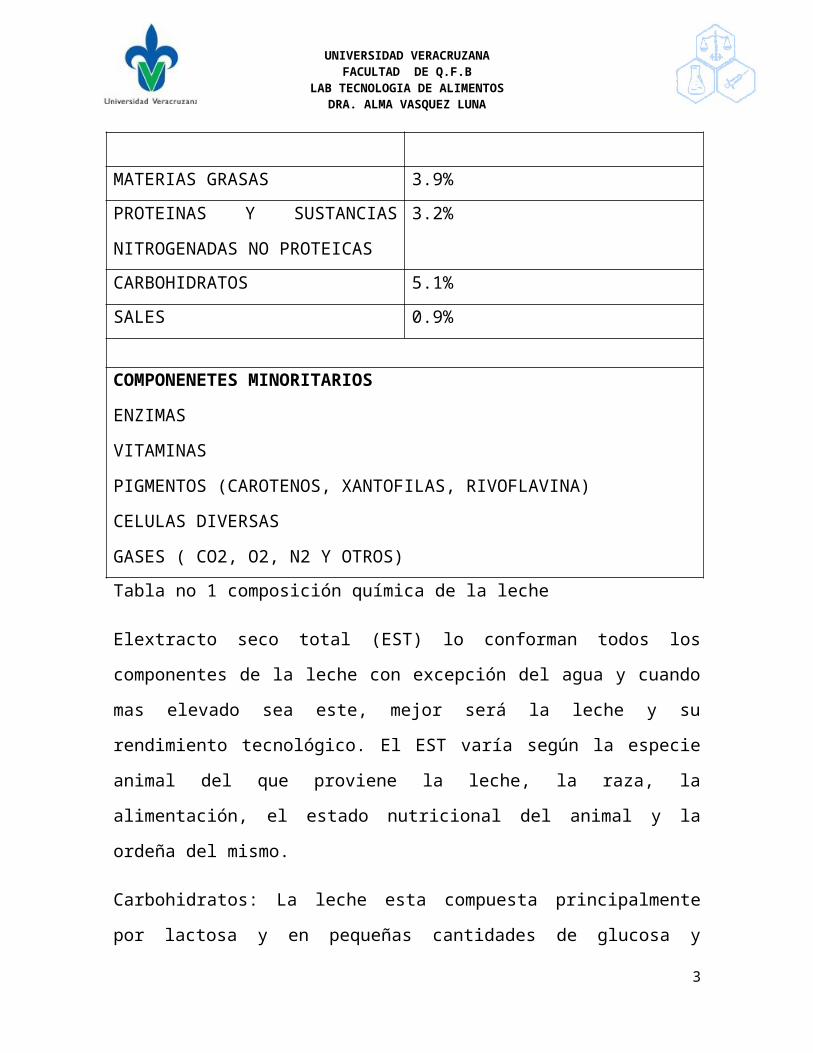
En la siguiente tabla se muestra la composición general de la leche.
COMPONENTES MAYORITARIOS
PORCENTAJE
AGUA 86.9%MATERIAS GRASAS 3.9%PROTEINAS Y SUSTANCIAS NITROGENADAS NO PROTEICAS
3.2%
CARBOHIDRATOS 5.1%SALES 0.9%
COMPONENETES MINORITARIOSENZIMASVITAMINASPIGMENTOS (CAROTENOS, XANTOFILAS, RIVOFLAVINA)CELULAS DIVERSAS
2
UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
GASES ( CO2, O2, N2 Y OTROS)Tabla no 1 composición química de la leche
Elextracto seco total (EST) lo conforman todos los componentes de la leche con excepción del agua y cuando mas elevado sea este, mejor será la leche y su rendimiento tecnológico. El EST varía según la especie animal del que proviene la leche, la raza, la alimentación, el estado nutricional del animal y la ordeña del mismo.
Carbohidratos: La leche esta compuesta principalmente por lactosa y en pequeñas cantidades de glucosa y galactosa. La lactosa es el constituyente del extracto seco; así mismo funciona como sustrato para las bacterias lácticas, para producir acido láctico; este principio se utiliza en la industria de la fabricación de yogurt, mantequilla y algunos quesos.
Lípidos: La materia grasa esta constituida por un 98.5% de triglicéridos, 1% de fosfolípidos y 0.5% entre colesterol y vitaminas A, D, E, y K. Lo que caracteriza a los lípidos de la leche es su presencia en forma de glóbulos grasos emulsionados, suspendidos en la fase acuosa del suero estos presentan una membrana envolvente lípido-proteica, donde los triglicéridos mas insaturados y de bajo peso molecular están en el centro, ya que son lípidos que quedan retenidos por los glicéridos mas solidos, fosfolípidos y globulinas, que se localizan en la periferia del glóbulo.
3

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Proteínas: La leche contiene como término medio un 3.2% de proteínas, esta cantidad le da una característica esencial de su valor comercial tecnológico y biológico.
Compuestos nitrogenados no proteicos: Las mas importantes son las proteosas y peptonas.
Sales y Minerales: Su concentración es inferior al 1% . Los principales elementos como el calcio, potasio, magnesio y sodio forman, sales con proteínas, ácidos cítrico, fosfatos y cloro.
Vitaminas: Existen liposolubles A, D, E y K; e hidrosolubles vitamina C, B1, B2, ac. Pantoténico, piridoxina, ac. Fólico, biotina y en menor cantidad vitamina B12.
En general la importancia de las vitaminas radica en su poder nutricional y por qué algunas contribuyen al color de la leche y sus productos, la disminución de la concentración de vitaminas puede ser por tratamientos térmicos, almacenamiento y luz.
INDUSTRIALIZACION DE LA LECHE
FABRICACIÓN:
La transformación de la leche en queso consta fundamentalmente de dos procesos: la obtención de la cuajada y su maduración.
En la fabricación artesanal de queso más tradicional, la cuajada se obtiene añadiendo el cuajo directamente a pequeños volúmenes de leche cruda, aunque existen fábricas artesanales que pasteurizan la leche.
En la fabricación industrial, debido fundamentalmente a los tratamientos térmicos que tienen como fin higienizar la leche, el proceso es más complejo, siguiendo los siguientes pasos:
4

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
o Preparación de la leche.Entre estos tratamientos encontramos:- Filtrado.- Clarificación.- Desnatado o añadido de nata para llevar la leche a un contenido graso óptimo.- Homogenización de los glóbulos grasos en el seno de la leche.- Pasteurización (72°C / 15 s)
o Adición de fermentos.Los procesos de fermentación en los quesos elaborados con leche cruda dependen de la contaminación natural de la leche con bacterias lácticas. En los quesos de leche pasterizada es necesario inocular bacterias lácticas seleccionadas, de características conocidas.La función principal de estas bacterias es la producción de ácido láctico mediante la fermentación de la lactosa. El ácido láctico promueve la formación y desuerado de la cuajada, evita que crezcan en ésta microorganismos patógenos debido a que disminuye el pH a unos valores de 5,0-5,2 y le confiere un sabor ácido. Además estas bacterias dan lugar a sustancias responsables del aroma y contribuyen a la maduración mediante la proteolisis (ruptura de las proteínas) y la lipolisis (ruptura de las grasas).
o Coagulación.Consiste en una serie de modificaciones fisicoquímicas de la caseína (proteína de la leche), que conducen a la formación de un coágulo. Tiene lugar debido a la acción conjunta de la acidificación por las bacterias lácticas (coagulación láctica) y de la actividad del cuajo (coagulación enzimática).
La coagulación láctica o ácida es realizada por las bacterias lácticas presentes en la leche cruda o procedentes del fermento,
5

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
que transforman la lactosa en ácido láctico haciendo descender el pH de la leche, lo que produce la alteración de la caseína hasta la formación de un coágulo.
La coagulación enzimática se produce cuando se añade cuajo a la leche. Durante siglos se ha utilizado en quesería cuajo animal, es decir, el enzima renina extraída del cuarto estómago de los rumiantes lactantes.
El cuajo es un enzima proteolítico que actúa desestabilizando a la caseína, lo que da lugar a la formación de un «gel» o coágulo que engloba al suero y los glóbulos grasos en su interior. Igualmente, su actividad proteolítica conduce a la formación de compuestos que serán utilizados por las bacterias del fermento para su multiplicación.
La firmeza del coágulo y la textura de la cuajada formada dependerán, fundamentalmente, de la cantidad de cuajo utilizado, de la temperatura (velocidad de coagulación máxima a 40-42° C) y de la acidez de la leche. Se entiende por productos y derivados de la leche aquellos que se elaboran a partir de esta:
Leche evaporada
Leche condensada y azucarada
Leche deshidratada
Leche rehidratada
Leche concentrada ultrapasteurizada
Queso
Mantequilla
Grasa Butírica
Suero
6

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Crema
Yogurt
Jocoque
Cajeta
Flan
Helado de Crema o leche.. etc.
QUESO
El queso es una conserva obtenida por la coagulación de la leche y por la acidificación y deshidratación de la cuajada, es una concentración de los solidos de la leche con la adición de:
1.-Fermentos bacterianos para la acidificación de la cuajada
2.- Cloruro de calcio para mejorar la disposición a la coagulación
3.- Cuajo para obtener la coagulación de la leche
4.- Sal refinada al gusto del consumidor
5.- Tratamiento adecuado según el tipo de queso.
7

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Queso tipo Oaxaca
El queso Oaxaca o quesillo es un queso blanco y medio duro de origen mexicano. Es típico principalmente en la región de Valles Centrales en el estado de Oaxaca, su lugar de procedencia, donde fue primeramente hecho.
Debido a sus excelentes cualidades de fundido, el queso Oaxaca se utiliza con frecuencia como base para el queso flameado, aperitivo muy popular en restaurantes mexicanos.
Se elabora con leche de vaca, con leche entera permite obtener un quesillo de sabor más apreciado, mientras que con leche descremada se obtiene un quesillo de sabor notable. El proceso de producción es muy complicado e implica en ocasiones estirar el queso en tiras largas y luego enrollarlo para hacer una pelota del hilos de queso. Se pueden hacer rollos más pequeños de distinto peso.
8

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
PROPIEDADES FISICOQUÍMICAS DE LA LECHE CRUDA:
La leche cruda está constituida por un sistema fisicoquímico complejo en el que los elementos que la constituyen se presentan en tres fases: emulsión, suspensión y solución.
La grasa con agua forma una emulsión; la proteína insoluble de la leche (caseína) ligada con algunas sales minerales forma la suspensión y la lactosa junto con las proteínas solubles (globulinas y albúminas) y sales minerales forman la solución.
Cuantitativamente, el agua es el elemento más importante, representando aproximadamente un 87% de la leche y el 13 % restante corresponde a los sólidos totales que están divididos en:
Sólidos no grasos: Constituidos por proteínas de 30 a 34 gIL; lactosa de 43 a 50 gILYsales minerales de 9 a 12 gIL. Sólidos grasos: Constituido por la grasa propia de la leche 30 gIL (Liconsa, 2007).
PRINCIPALES CARACTERÍSTICAS DE LA LECHE
Color: Liquido blanco y opaco, en verano puede ofrecer una tonalidad ligeramente amarillenta
Sabor: dulce característico
9

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Aroma: característico Consistencia: uniforme sin grumos
PRINCIPALES COMPONENTES DE LA LECHE:
Agua 90% Proteína 2.8 – 3.1 % Grasa 2.9 – 3.3 % Lactosa 3.6 – 5.5 % Vitaminas A, B1, B2, C Y D Minerales Calcio, Fósforo, Potasio, Sodio, Magnesio y otros
en menores cantidades
Proteína
Las proteínas son moléculas gigantes conformadas por unidades pequeñas llamadas aminoácidos, se conoce que 25 diferentes aminoácidos la componen, es por esto que la leche tiene un gran valor nutricional para el ser humano, por ello su consumo sobre todo al nacer y durante el crecimiento es indispensable. Se identifican 4 diferentes tipos de proteína que son: caseína, albúmina, globulina y proteínas de membrana; la de mayor proporción con un 80% es la caseína, que es esencial para la elaboración de quesos (Galván,2005).
Grasa
La grasa se encuentra en la leche formando una emulsión de pequeños glóbulos esféricos o ligeramente ovoides, cuyo diámetro varía de 2 a 10 µ (Galván,2005).
Lactosa
Es el azúcar de la leche, y su contenido debe ser de entre 43 y 50 gramos por litro.
Minerales:
Son componentes que complementan el valor nutritivo de la leche.
10

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Parámetros a analizar y métodos oficiales que deben aplicarse en la recepción de la leche cruda (Liconsa, 2007):
Parámetro Método Norma o Método oficial de referencia.
Prueba de alcohol
Precipitación de las proteínas con alcohol al 68% a 70%
NMX-F-700-COFOCALEC-2004
Negativa
Acidez Titulación acido-base
NOM-155-SCFI-2003
Min 1,3- Max 1.6 g/L
Grasa MetodoGerber, MilkoScan
NOM-155-SCFI-2003
Minimo 30 g/L
Densidad Con lactodensímetro NMX-F-700-COFOCALEC-2004
A 15 °CMinimo 1,0295 g/mL
Reductasa Colorimétrico- decoloración del azul de metileno.
NMX-F-700-COFOCALEC-2004
Mínimo 120 min.
Proteínas MilkoScan o Lactinek
Minimo 30 g/L
PRUEBA DE DENSIDAD:
Con esta prueba se puede determinar de manera indirecta la adición de agua a la leche; sin embargo, el valor de este indicador es muy variable, por lo tanto, para poder juzgar una leche, hay que hacer determinaciones más precisas; se puede sospechar,
11
UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
aunque no afirmar la adición de agua a la leche. Esta prueba se relaciona con el contenido de sólidos totales y con la temperatura del fluido; por ello, para que su comparación tenga validez debe ser relacionada con una temperatura de referencia, convencionalmente establecida a 15°C (SAGARPA,2001).
PH DE LA LECHE:
La leche de vaca recién ordeñada y sana, es ligeramente ácida, con un pH comprendido entre 6,5 y 6,8 como consecuencia de la presencia de caseínas, aniones fosfórico y cítrico, principalmente (Alais, 1985; Fox &McSweeney, 1998). Estos valores se aplican solamente a temperaturas cercanas a 25ºC.
El pH de la leche no es un valor constante, puede variar en el curso de la lactación. El pH del calostro es más bajo que el de la leche, por ej. pH 6,0 es explicado por un elevado contenido en proteínas (Alais, 1985). El estado de lactancia también modifica el pH observándose valores muy altos (mayores a 7,4) en leche de vacas individuales de fin de lactancia.
El pH es altamente dependiente de la temperatura. Las variaciones de la temperatura causan muchos cambios en el sistema buffer de la leche, principalmente se ve afectada la solubilidad del fosfato de calcio (Fox &McSweeney, 1998). El pH disminuye en promedio 0,01 unidades por cada °C que aumenta, fundamentalmente a causa de la insolubilización del fosfato de calcio. Esta variación es muy importante considerando el estrecho rango de variación del pH de la leche.
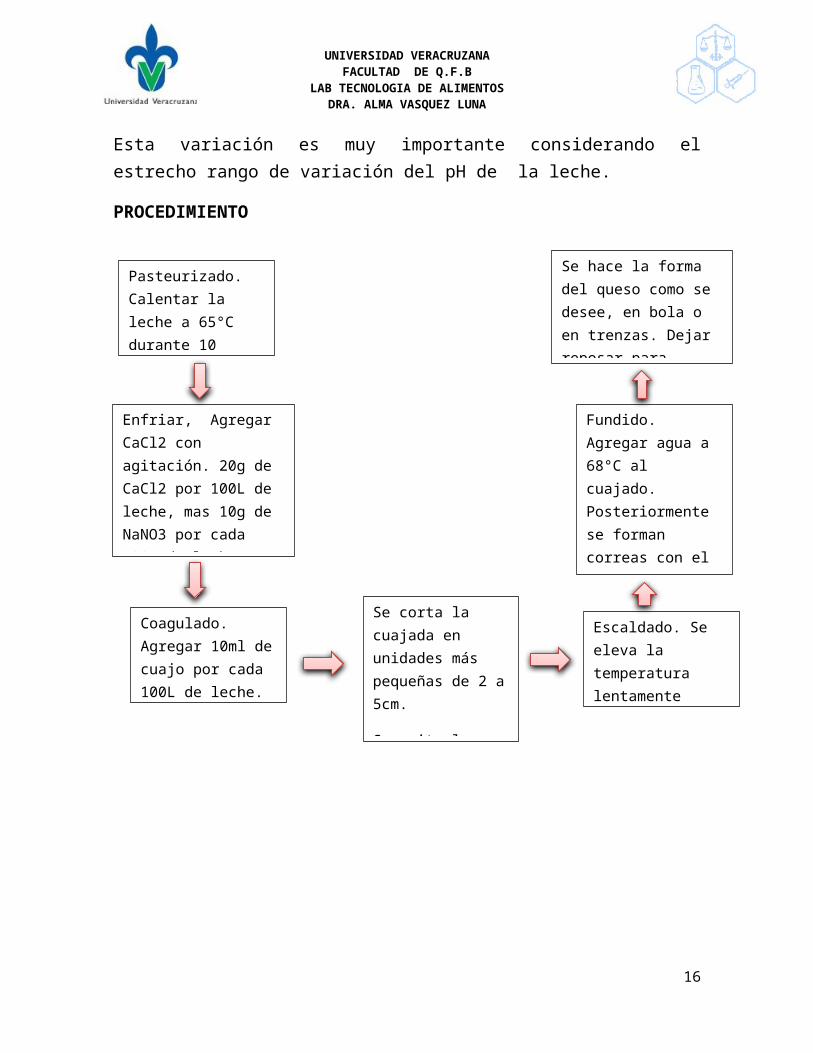
PROCEDIMIENTO
12
Pasteurizado. Calentar la leche a 65°C durante 10 minutos.
Enfriar, Agregar CaCl2 con agitación. 20g de CaCl2 por 100L de leche, mas 10g de
Fundido. Agregar agua a 68°C al cuajado. Posteriormente se
Se hace la forma del queso como se desee, en bola o en trenzas. Dejar reposar para escurrir todo el agua y suero remanente.

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
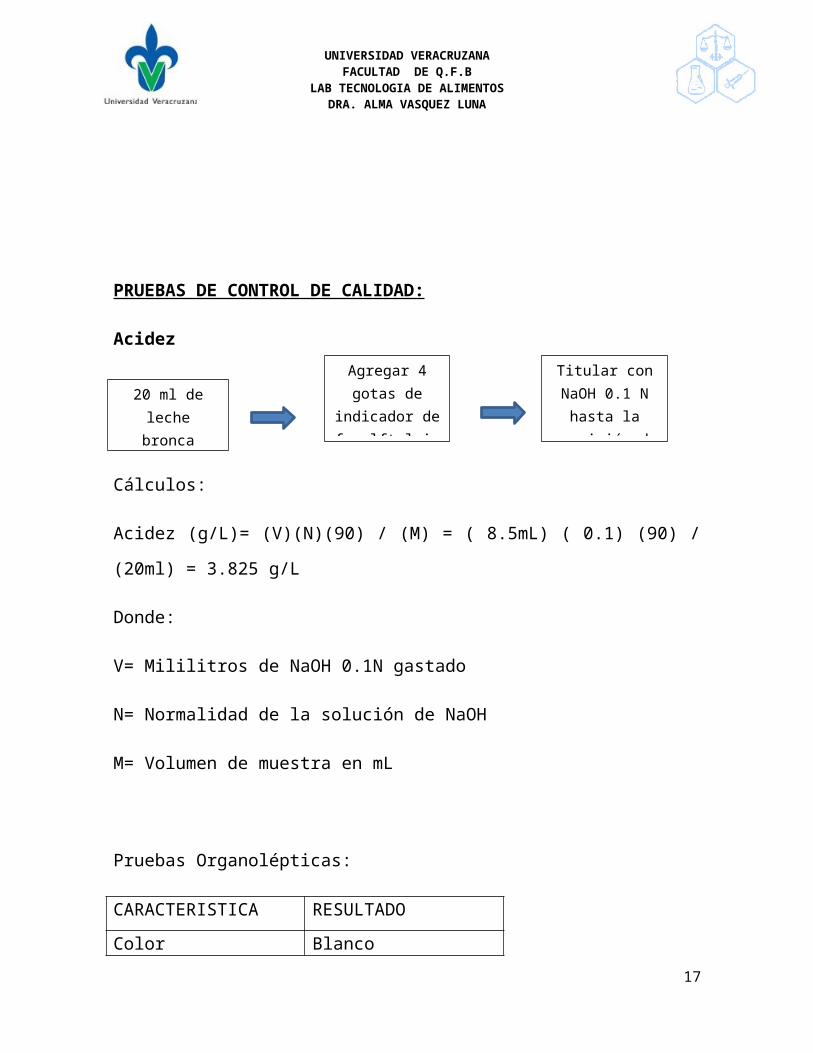
PRUEBAS DE CONTROL DE CALIDAD:
Acidez
13
Enfriar, Agregar CaCl2 con agitación. 20g de CaCl2 por 100L de leche, mas 10g de
Fundido. Agregar agua a 68°C al cuajado. Posteriormente se
20 ml de leche bronca
Titular con NaOH 0.1 N hasta la
aparición de un color rosa
Agregar 4 gotas de indicador de
fenolftaleina

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Cálculos:
Acidez (g/L)= (V)(N)(90) / (M) = ( 8.5mL) ( 0.1) (90) / (20ml) = 3.825 g/L
Donde:
V= Mililitros de NaOH 0.1N gastado
N= Normalidad de la solución de NaOH
M= Volumen de muestra en mL
Pruebas Organolépticas:
CARACTERISTICA RESULTADOColor Blanco amarillentoSabor Ligeramente acidoAroma característicoTextura semiduro
OBSERVACIONES:
14

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
CONCLUSION:
En esta practica aprendimos la elaboración del queso tipo Oaxaca así como su importancia en la elaboración, bajo los estándares de calidad y las pruebas necesarias que lo hacen apto para su consumo, es uno de los derivados lácteos mas importantes dentro de la dieta, gracias a el enriquecimiento de la leche así como las características que hacen que cada queso sea único.
Las pruebas juegan un papel muy importante como por ejemplo la de acidez como su nombre lo indica, además de cuantificar que tan acida esta la muestra, sirve para control en la manofactura de productos lácteos, ya que cualquier aumento indica contaminación por microrganismos en la muestra.
Es un queso laborioso ya que se debe de seguir los pasos correctamente para su buena elaboración y llegar a formar las hebras adecuadamente. En México es el segundo queso mas consumido gracias a sus propiedades de fundido.
15
UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
BIBLIOGRAFIA:
1.-Villegas de Gante A. 2003. Los Quesos Mexicanos. Ed.CIESTAAM-UACh. México
2.-Del Bajío, A. 1987. Relación de documentos históricos sobre el ganado vacuno y la leche en México. Conasupo. Mexico 33.- Espinoza O. A. 2004
16
UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
PRACTICA NO. 2 PREPARACION DE YOGURT
Objetivos:
Aplicar la técnica para producir yogurt a base de leche, en condiciones de higiene y sanidad.
Fundamento generalidades:
El yogurt es una de las leches fermentadas más antiguas que se conocen. Ha sido desde hace mucho tiempo un alimento de importancia en países del medio oriente, en especial en aquellos de la costa oriental del mediterráneo. Las leches fermentadas son productos acidificados por medio de un proceso de fermentación. Como consecuencia de la acidificación por las bacterias lácticas, las proteínas de la leche como la caseína (80%), beta-lactoglobulina (10%), alfa-lactoglobulina (2%) y otras (8%), se coagulan y precipitan. Luego estas proteínas pueden disociarse separando los aminoácidos, lo que probablemente mejora la digestibilidad de las leches fermentadas.El proceso tecnológico para la obtención de yogur es sencillo y accesible económicamente, se requiere un conjunto de equipos y utensilios básicos, que conjuntamente con el cumplimiento de normas de sanidad e higiene son indispensables para la producción de un alimento seguro y de óptima calidad.
17

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Últimamente se han incrementado en las diferentes aéreas del mundo plantas recombinadoras de leche, especialmente en aquellos países donde la producción no satisface sus requerimientos.
Contenido de bacterias en yogurt
La elaboración de productos lácteos fermentados representa la segunda industria más importante de fermentación después de la producción de bebidas alcohólicas. El yogurt es la leche fermentada de mayor consumo, el cual es preparado por la acción combinada del Lactobacillusbulgaricus y Streptococcusthermophilus.
Valor nutritivo del yogurt
Es un producto de alto valor nutritivo, alto valor biológico, también presenta un considerable enriquecimiento del patrimonio vitamínico, en especial de las vitaminas del complejo B, además de la presencia de ácido láctico que aumenta la disponibilidad de micro elementos, como el calcio y fósforo. Por cada 100g de yogurt obtenemos 180mg de calcio, 17mg de magnesio, 240mg de potasio y 7140mg de fósforo.
Cultivos de yogurt
La fermentación natural o controlada de la leche produce ácido láctico. Existenun gran número de microorganismos que producen ácido láctico, siendo losprincipales: streptococcus lactis y streptococcus cremoris, que se encuentranen el 90% de los cultivos lácticos. Existen otros microorganismos por logeneral
18

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
heterofermentativos como leuconostoc dextranicum y el leuconostoccitrivorum que actúan sobre los citratos de la leche, produciendo compuestoscomo el diacetilo, ácido acético, ácido propiónico, etc.Estos cultivos se pueden emplear directamente, preparando con ellos el cultivomadre que servirá para la inoculación de la leche, con la cual se preparará elyogurt. El yogurt natural así preparado puede emplearse también a manera decultivo. La preparación del cultivo madre.
Tipos de yogurt:
El yogurt podrá clasificarse por sus componentes en simple o natural y en saborizado o con fruta, independientemente de su presentación.
Batido : Aquel que presenta una consistencia cremosa y el producto escurre fácilmente.
Líquido: Aquel yogur batido de menor consistencia. Aflanado : Aquel que presenta una consistencia firme
semejante a un flan. Natural : Yogur líquido, batido o aflanado, que no contiene
edulcorantes, esencias ni colorantes. Saborizado : Yogur líquido, batido o aflanado, que contiene
azúcares, esencia o colorantes. Con Frutas : Yogur líquido, batido o aflanado, que contiene
mermelada, pulpa o trozos de fruta, y azúcar o algún edulcorante.
Con Agregados Especiales: Yogur líquido, batido o aflanado, que contiene miel, cacao, nueces y similares.
Requisitos Organolépticos
Apariencia
El producto se debe presentar envasado. El envase no debe estar hinchado. El producto no debe presentar coloraciones anormales, manchas, hongos ni suero libre en su superficie. En el caso del
19

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
yogur aflanado, una leve película de suero en su superficie no se considera defecto.
Consistencia
El yogur líquido tiene menor consistencia; el yogur batido es de consistencia suave, cremoso y escurre; el yogur aflanado es más firme con consistencia de flan.
Color masa interna
El yogur natural debe ser de color blanco brillante. Aquellos saborizados deben presentar el color correspondiente al ingrediente o aditivo agregado (colorante, mermelada, pulpa de frutas, etc.).
Textura
Suave al paladar, sin grumos, arenosidad ni harinosidad, y características en el caso de contener ingredientes tales como nueces, trozos de frutas y similares. En el caso del yogur rotulado como con fibra, la harinosidad no constituye defecto.
Material y métodos:
Materia prima e insumos Equipos
Leche entera o de lata (1 l)
Balanza
Leche en polvo entera (opcional)
Termómetro
Cultivo lácteo (un vasito de yogurt natural de 125 ml)
Tanque de calentamiento (ollas)
Azúcar Cuchara grande
Mermelada de chabacano Frasco o recipientes para
20

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
(285 gr) guardar el yogurt
Incubadora
Equipo para pH
Procedimiento:
ANÁLISIS DE MATERIA PRIMA
Determinación de acidez titulable (método volumétrico Norma oficial mexicana. NOM 091-ssa 01 1994)
TÉCNICA:
1.- Poner en un matraz 20 ml de leche, agregar 4 gotas de fenolftaleína
21
Si se desea agregar leche en polvo (para elevar la
cantidad de sólidos totales) se agrega antes
de pasteurizar.
Pasteurizar la leche a 85°C durante 10
minutos.Enfriar la leche a 43°C.
inoculacion:Adicionar todo el
contenido del vasito de yogurt natural a la leche.
Colocar la mezcla en el termo, a modo de que
se mantenga la temperatura constante
durante 3-6 horas.
Enfriar a 15°C para finalizar la fermentación
láctica.
Adicionar mermelada de manxana reducido en
azúcar (light)

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
2.- Titular con NaOH 0.1N hasta obtener un color rosa.
Cálculos:
% de Acidez = (V)(N)(0.09)X100 MV= mL DE NaOH a 0.1N gastado
N= normalidad de la solución de NaOH
M= volumen de muestra en mL
Determinación de sales cuaternarias de amonio
Técnica:
1.- introducir en un matraz 12.5 ml de leche, agregarle 2 gotas de Anaranjado de metilo.
2.- Agregar 0.5 ml de NaOH al 66.5 %, 10 ml de cloroformo y agitar por 3 minutos.
3.- pasar a un mortero, agregar 5 g de Na2SO4, 10ml de cloroformo y 2. 5 ml de HCl 2N.
4.- Observar la coloración. (Color rojo= +)
pH
El pH en fase acuosa se define como el logaritmo negativo de la actividad del ion hidronio (protón hidratado, H+): pH = -log aH+
22
UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
La determinación del pH se realizo de manera electrométrica con el electrodo de vidrio comercial en lugar del electrodo de hidrógeno considerado en las celdas y un electrodo de referencia comercial. Es decir se utilizo un pHmetro la cual primero se calibro con sol. Buffer de pH 7 y de 4.
Organolépticas
Se realizo una evaluación organoléptica las cuales son todas aquellas descripciones de las características físicas que tiene la materia en general, según las pueden percibir los sentidos. Como son olor, sabor, color etc.
Rendimiento
El rendimiento refiere a la proporción que surge entre los medios empleados para obtener algo y el resultado que se consigue. En este caso podría decirse que el rendimiento es la cantidad de yogurt que se obtuvo a partir de una la sumatoria de todas las cantidades de materia prima que se le agrego.
Referencia: en 1.0L de leche + 125 ml de vaso de yogurt ----- 1.125 L de yogurt
Obtenido: 950 ml
1.125 L (igual a 1125 ml) ------------------------100 %1000ml ------------------------------------------------ X
X= 88.88%
23

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Resultado: 88. 88 % Ideal 100 %
Determinación de grasa (warner- schmit)
1.-En un vaso de precipitado se colocan 2 g de muestra y se le añade HCl
2.-Se coloca en un baño de agua hirviendo, posterior a esto se pasa a un embudo de separación.
3.-Se hacen 3 extracciones con éter etílico, se elimina el solvente 100°C, se enfría y se pesa.
% de grasa= (G1-G2)X100 G
G1=peso del vaso con grasaG2=peso del vaso soloG=peso de la muestraRESULTADOS:
Tabla 1. Resultados de análisis de materia prima y producto terminado
DETERMINACION DE:
RESULTADO
Materia prima Acidez 1.4 g/LSales cuaternarias Negativo (-)
24

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
de amonioAgentes oxidantes Negativo (-)pH 6.7
Producto terminado
Ph 4.49Grasa 3.2 %Rendimiento 88.88 %Propiedades organolépticas
Aspecto: uniforme, no cremoso, no presenta grumos.Color: ligeramente anaranjadoOlor: Suave, fresco y agradable (propio del alimento)Sabor: característico (chabacano)
DISCUSIÓN:
El PH nos da la información sobre el estado de frescura de la leche, una leche normal tiene un pH neutro o ligeramente acido 6.4-6.6 según ley general de salud. A nosotros en la práctica no dio un valor de 6.7 por lo que si tiene relación o aproximación a un pH neutro (ph7).
Acidez: la leche generalmente tiene una acidez de 1.5 a 1.7 g/l expresada en acido láctico. La acidez normal de la leche se debe
25

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
principalmente a su contenido de caseína y fosfatos, también contribuyen a la acidez el dióxido de carbono, los citratos y albumina. (Norma oficial mexicana. NOM 091-ssa 01 1994).la acidez de la leche fue de 1.4 la cual nos hace pensar que tal vez el PH-metro estaba descalibrado o con algún error o por parte de los integrantes de nuestro equipo que no se realizo la lectura correcta o simplemente la leche tenía ese valor de ph.
La medición del pH fue 6.7 en la leche y de 4.49 en el yogurt. Este último valor es similar a los 3.7 a 4.6 y concuerda con el 4.5 estipulado por la norma nmx-f-444-1983, profeco.
El pH y la acidez de la leche y del yogurt, se encuentran dentro de los valores aceptables de buena calidad de estos productos, a su vez, las características fisicoquímicas del yogurt en su mayoría son las adecuadas.
CONCLUSIÓN.
Se elaboró yogurt de chabacano siguiendo las siguientes operaciones: pasteurización, enfriado a temperatura de inoculación, incubación, enfriamiento, batido, envasado y almacenamiento. En general este proceso tecnológico es sencillo y accesible económicamente.
Los parámetros óptimos de preparación de yogurt son 80° C/ 10 minutos para la pasteurización; 43°C para la inoculación; 43°C para la incubación por 5-6 horas; el enfriamiento fue en un refrigerador de 10 °C aproximadamente.
26

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Se evaluó las características organolépticas del yogur elaborado estando todas ellas en total normalidad, el resultado de la evaluación de las características fisicoquímicas se presentan en la tabla1.
Bibliografía:
Cortes rodríguez R. ,2011.Manual de prácticas de biotecnología compiladores, Revisado por academia de biología .Ciudad Juárez, chihuahua. Universidad autónoma de ciudad Juárez 2009. P. 81
García, Quinteros y López. 2001. Biotecnología Alimentaria. México DF, Editorial Limusas S.A.
Valderrama, J.O. 2001. Información Tecnológica. Edicion 11. Brasil, Editorial del Norte.
Norma técnica peruana 202.001- 2003, “leche y productos lácteos, requisitos”
H. D. Belitz y W. Grosch, Química de los Alimentos, Editorial Acrabia S.A
PRACTICA NO. 3 ELABORACION DE UN HELADO DE FRESA
INTRODUCCIÓN.-
El origen del helado se considera incierto, ya que el concepto del producto ha sufrido modificaciones en consonancia con el avance tecnológico, la generalización de su consumo y las exigencias de
27

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
los consumidores. Pese a ello, se puede fijar como origen probable del helado la presencia de bebidas heladas o enfriadas con nieve o hielo en las cortes babilónicas, antes de la era cristiana.
Aún antes, en el 400 a.c, en Persia, un plato enfriado como un pudín o flan, hecho de agua de rosas y vermicelli (o cabello de ángel), se asemejaba a un cruce entre un sorbete y un pudín de arroz, el cual era servido a la realeza durante el verano. Los persas habían dominado ya la técnica de almacenar hielo dentro de grandes refrigeradores, enfriados de forma natural, conocidos como Yakhdan. Estos almacenes mantenían el hielo recogido durante el invierno o traído de las montañas durante el verano. Trabajaban usando altos receptores de viento que mantenían el espacio de almacenado subterráneo a temperaturas frías. El hielo era luego mezclado con azafrán, frutas y otros sabores variados.
Por otra parte se dice que el rey de Macedonia, Alejandro Magno y el emperador romano Nerón enfriaban sus jugos de fruta y sus vinos con hielo o nieve traídos de las montañas por sus esclavos. Durante la Edad media, en las cortes árabes se preparaban productos azucarados con frutas y especias enfriadas con hielo de las montañas. A esta mezcla se le llamaba en árabe charbet o sherbet. Esta palabra pasó a Turquía, denominándose "chorbet", de donde se derivó el término hispano sorbete que se emplea en ciertos países.
En China, el Emperador Tang (618-697, Antes de la Era Cristiana) de la Dinastía Shang, tenía un método para crear mezclas de hielo con leche. De China esta receta pasó a la India, Persia (Irán, en la actualidad) y después a Grecia y Roma. Pero es precisamente en
28

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
la Italia de la Baja Edad Media cuando el helado toma carácter de naturaleza en Europa; el navegante Marco Polo en el siglo XIII, al regresar de sus viajes a Oriente, trajo varias recetas de postres helados usados en Asia durante cientos de años, los cuales se implantaron con cierta popularidad en las cortes italianas.
En el siglo XVI se descubrió que el nitrato de etilo mezclado con la nieve producía temperaturas muy bajas lo que influiría de manera importante en la fabricación de helados. Cuando Catalina de Médicis contrajo matrimonio con Enrique II de Francia, ella hizo que su cocinero llevara las primitivas recetas de helados a la corte francesa, guardándose las mismas con mucho secreto. En Francia se añadió huevo a las recetas. Una nieta de Catalina se casó con un príncipe inglés, llevando así el helado a Inglaterra. De esta manera, se difundieron estos productos en Europa llevándose luego a América durante la época de la colonización.
Un gran paso en esta industria fue el descubrimiento del descenso crioscópico (descenso de la temperatura de solidificación) de las soluciones de sal (salmueras) las cuales permitían que utilizando un balde rodeado con una mezcla de hielo y sal o de agua y sal a bajas temperaturas, se congelaran mediante el batido bebidas y zumos de frutas azucarados, dando lugar a los primeros helados de textura cremosa. De hecho, en el proceso antiguo de elaboración se hacía una mezcla de leche, azúcar, crema de leche y algún estabilizante. Esta mezcla se congelaba, agitándola durante el proceso para prevenir la formación de grandes cristales de hielo. Tradicionalmente, la temperatura se reduce ubicando la mezcla en un recipiente, que es sumergido en
29

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
una mezcla frigorífica de hielo molido y sal. La sal disminuye la temperatura de fusión del hielo, absorbiendo así una mayor cantidad de calor liberado por la crema, helándola durante el proceso.
En 1913 se inventó la primera máquina continua para elaborar helados que constaba de un gran cilindro de acero, congelado por un equipo muy potente de frío y en la parte interior, de un batidor con aspas impulsado por un potente motor eléctrico, que mueve la mezcla continuamente hasta que dicha mezcla alcance la consistencia de una crema helada.
FUNDAMENTO
En su forma más simple, el helado o crema helada es un postre congelado hecho de agua, leche, crema de leche o natilla combinada consaborizantes, edulcorantes o azúcar. En la actualidad, se añaden otros ingredientes tales como huevos, frutas, chocolate, frutos secos, yogur y sustancias estabilizantes. Aunque el término crema helada se usa algunas veces para identificar a los postres congelados en general, usualmente está reservado para aquellos postres congelados hechos con un alto porcentaje de grasa láctea.
El helado se clasifica de acuerdo a su composición en:
Helado duro Helado suave o blando Helado de leche
30

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Sherbet Helado de agua
Muchos países regulan el uso de estos términos basados en cantidades porcentuales específicas de los ingredientes. Las cremas heladas se presentan en una amplia variedad de sabores, frecuentemente con agregados, tales como hojuelas o trozos de chocolate, nueces, frutas secas, frutas, etc. Algunos de los sabores más populares en los supermercados son vainilla, chocolate, fresa, limón, pizza y nata. Básicamente podemos tener tres calidades de helados en el mercado:
Helados Industriales: Son los helados elaborados en plantas industriales en cuya elaboración son empleados colorantes y saborizantes para realzar su aspecto y sabor, respectivamente; es un helado con una gran cantidad de aire incorporado. Debido a su producción masiva, es uno de los más económicos.
Helados Artesanales: Se elaboran en pequeñas fábricas, básicamente con procedimientos manuales. En su elaboración se emplean únicamente productos frescos y, al contrario de los helados industriales, no se utilizan saborizantes, colorantes, ni conservantes. Tienen mucho menos aire incorporado y un aspecto muy cremoso. Su precio es considerablemente mayor que el del helado industrial, debido a la calidad y cantidad de los productos empleados, además de su producción a pequeña escala. Hay países donde se ha desarrollado mucho la elaboración del helado artesanal, como Italia, Argentina, Alemania y Japón.
31

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Helado Soft (también llamado Helado suave o Barquilla en Venezuela): Es un helado que se fabrica a partir de una mezcla de base, producida industrialmente, que se coloca en una máquina congeladora de pequeño tamaño. Al momento de servirlo, se acciona un grifo de la máquina extrayendo el helado al momento. La característica principal es la gran cantidad de aire que tiene dentro; es decir, que es muy liviano y tiene una textura muy suave. Es un helado que no necesariamente es de baja calidad, pero generalmente, más económico porque no requiere de la operación de congelación a la que se someten los otros tipos de helado después de la formación de la emulsión. Suelen ser denominados en otros países, como Venezuela, barquillas por ser este el nombre del cono hecho de hojaldre en el cual se sirven. Suelen ser vendidos en algunos restaurantes de comida rápida y en algunos puestos ambulantes.
El helado constituye uno de los triunfos de la tecnología de alimentos, y el aire es uno de sus principales ingredientes. Sin el aire, el helado seria una nieve de leche, pero con el aire se convierte en un sistema coloidal de alta complejidad. Consiste en una espuma semisólida de celdas de aire rodeadas por grasa emulsificada junto con una red de diminutos cristales de hielo que están rodeados por un líquido acuoso en forma de sol.
Esto es lo que hace efectivamente la diferencia entre una nieve y un helado, el aire combinado con una baja temperatura -40 centígrados y grasa hidrogenada se trasforma de un líquido a un
32
UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
espumoso sólido agregándole sus saborizantes y estabilizadores, obtenemos un delicioso helado.
El helado es un producto obtenido por congelación, previo mezclado con agitación para la incorporación de aire y uniformidad en la textura, de una mezcla compuesta de productos lácteos, grasa, edulcorantes o sustitutos de edulcorantes, huevo, saborizantes, acidulantes, estabilizadores y emulsivos de acuerdo por la legislación de la localidad.
El helado es un sistema extremadamente complejo en el que coexisten elementos en solución como es el caso de los azucares, sales y minerales de la mezcla, en solución coloidal como la proteína de la leche y los hidrocoloides y tanto la grasa como el aire están en una emulsión o dispersión que al congelarse presentan un estado físico semisólido en el que se encuentran ingredientes cristalizados, gelificados, así como líquidos y gaseosos, lo que presenta innumerables reacciones fisicoquímicas
MATERIALES, EQUIPOS Y REACTIVOS
Hielo Sal 6 huevos (2 enteros y 2 claras) Fresas Colorante amarillo N°2 (1 cucharada cafetera) 1 batidora 1 lata de leche evaporada (350 ml) Azúcar glass (5 cucharadas soperas, 75 gr)
33

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
1 tazón de vidrio con capacidad de 1 litro. 1 cacerola de acero inoxidable con capacidad de 3 litros para
baño maría 1 molde de peltre o acero inoxidable con capacidad de 1 litro 2 moldes de vidrio o plástico con capacidad de 1 litros Licuadora Papel aluminio Tina grande de plástico.
PROCEDIMIENTO
1. Coloque el agua para el baño maría a fuego alto. Aparte, vierta en el tazón la mitad de la leche evaporada (el resto dejarla en refrigeración), los huevos enteros y la azúcar.
2. Cuando empiece a hervir el agua ponga dentro del tazón y regule la flama de tal manera que no salpique.
3. Añada las fresas y bata la mezcla hasta que espese (10 minutos aproximadamente).
4. Después vacíe la mezcla en el recipiente extendido, tape con el papel aluminio y déjele enfriar a temperatura ambiente; después, refrigere la mezcla durante 15 minutos.
5. Mientras, en uno de los recipientes, bata las claras de huevo a punto de turrón y en el otro bata la leche restante (la refrigerada) hasta que esponje. Para batir la leche un batidor ya limpio.
6. Saque la mezcla refrigerada y añádala a las claras a punto de turrón así como la leche esponjada y el colorante; integre
34

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
de manera envolvente con el batido hasta obtener una mezcla homogénea.
7. Después, vacíe la mezcla de nuevo en el recipiente extendido, tape con el papel aluminio y colóquela en el congelador por una hora; saque otra vez la mezcla y licúela durante un minuto, vacíe al recipiente y congele durante 5 horas mínimo para que este lista.
8. Para conservar el helado, use el mismo recipiente donde congeló la mezcla. Para cubrirlo utilice el papel aluminio a la tapa del mismo recipiente. Conserve el helado en el congelador hasta su consumo, no olvide etiquetar el recipiente con el nombre del producto, la fecha de elaboración y el tiempo preferente de consumo.
OBSERVACIONES
35
Baño de hielo para formar cristales en la mezcla y así tener la consistencia del
helado

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
RESULTADOS
Total de helado:
PRUEBAS REALIZADAS AL HELADO
Masa total:
Masa derretida:
Masa sin derretir:.
% de grasa:
G= Peso de la muestra
G1= Peso del vaso con grasa
G2= Peso del vaso solo
Peso del vaso con grasa y solvente=
(G1 – G2) x 100
G
DISCUSIÓN
En caso de no contar con refrigerador, la nieve se elabora en un baño de hielo con sal (una medida por dos de hielo) colocado en una tina grande de plástico.
36
UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
La sal hace que la temperatura del hielo descienda por debajo de los 0°C, lo que permite que el agua se congele. Esta técnica de congelación se ha empleado desde la antigüedad, inclusive en los barcos pesqueros se utilizaba para que los productos llegaran a puerto en óptimas condiciones.
En lugar de leche evaporada puede utilizarse leche entera hervida y refrigerada.
Si prefiere usar leche en polvo, a la proporción indicada en el instructivo agregue una cucharada sopera extra por cada vaso.
Sí utiliza colorante líquido para alimentos, añádalo gota a gota hasta obtener el color deseado. O bien, puede omitir el colorante, así, el color del helado tendrá un ligero tono amarillo, debido a la presencia de la yema de huevo.
CONCLUSIÓN
La elaboración de helados caseros conlleva el uso de tecnología que se encuentra al alcance de las personas, sus materiales se consiguen en una tienda de materias primas. Estos helados son una fuente inmensa de calorías, por eso la ingesta de estos alimentos esta moderada o en algunos casos se encuentra restringida como en el caso de los diabéticos. Los helados pueden ser de diferentes consistencias, sabores, colores y hechuras (mantequilla, leche, agua, crema, etc.).
BIBLIOGRAFÍA
37

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Soluciones Prácticas – ITDG: Helados: producción y comercialización a pequeña. Lima, Perú.
Diana Colquichagua, Walter. Helados de fruta y Chupetes. 1999. Lima, Perú.
Diana Colquichagua, Walter Ríos, Mónica Olivas. Yogurt y Helados de yogurt.1999.Lima, Perú.
ANEXOS
Dosimetría
En esta etapa del proceso un personar especializado se encarga de pesar y etiquetar todos los materiales que se va a utilizar en la elaboración del helado, una vez realizado este trabajo se pasa al área de mezclado.
Tanques mezcladores
Los materiales previamente pesados y etiquetados son tomados y depositados en una torba mezcladora que los enviara a los tanques mezcladores, este proceso utiliza calentamiento con vapor a una temperatura de 110 ° F, obteniéndose una mezcla viscosa que pasa a la etapa de pasteurización.
Pasteurización
La finalidad de esta etapa es la de eliminar bacterias y para tales fines se utilizan una placas para calentar la mezcla del helado a una temperatura de unos 185 ° F durante 25 seg. Pasando
38

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
simultáneamente y dentro del mismo equipo al proceso de homogenización para luego ser enfriado a 38 ° F.
Homogenización
Tratamiento se aplica para impedir que las grasas se separen del resto del producto y se realiza en dos etapas a una temperatura de unos 170 ° F, la primera de ellas a una presión de 3000 psi y la segunda a 2500 psi, como se explico anteriormente este proceso ocurre dentro del mismo equipo que ocurre la pasteurización.
Maduración
En esta etapa la mezcla es retenida aplicando agitación, entre una 3-72 horas con un enfriamiento de 12 ° F, el objetivo de esta etapa es la de rehidratar todos los ingredientes sólidos del helado.
Congelamiento
El equipo utilizado en esta parte se denomina sorbetera, que utiliza una sistema de refrigeración con amoniaco y una cuchillas para batir la mezcla, su finalidad es la de incorporar aire al helado para hacerlo esponjoso. Esto se logra ya que al batir el helado a alta velocidad las redes creadas por el estabilizante se ampliad para atrapar el aire.
Llenado
En esta etapa el helado ya como producto terminado es envasado y al hacerlo, dependiendo al tipo de helado; se le agregan las frutas trituradas.
39

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Cuarto frío
El helado previamente envasado es traído hasta estos cuartos con la finalidad de endurecerlos y para ello se aplican temperaturas que van de -80 ° F a -78 ° F durante un tiempo de 4-8 horas.
Almacén
El helado que ya ha sido endurecido se trae al área de almacenamiento donde es conservado a una temperatura de -30 a -25 ° F, para luego ser distribuidos.
Controles aplicados a lo largo del proceso
% de grasas
Ph
% de acidez
% de humedad
Pruebas microbiológicas Brix
% Sólido soluble
Sólidos totales
% de aire
Temperatura
40

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
PRACTICA NO 4. DESHIDRATACION OSMOTICA DE UNA MANZANA
INTRODUCCION
El proceso de deshidratación osmótica es frecuentemente aplicado para conservar la calidad yestabilidad de frutas y hortalizas, sin tener pérdidas considerables en compuestos aromáticos; además de que puede ser utilizado como una operación previa en el secado y la liofilización,reduciéndose así los costos energéticos.
La deshidratación osmótica de alimentos incluye dos tiposde transferencia de masa: la difusión del agua del alimento a la solución y la difusión de solutos dela solución al alimento. En el primer tipo, la fuerza conductora de la transferencia de masa es ladiferencia de presión osmótica, mientras en la segunda es la diferencia de concentraciones. Es un tratamiento de eliminación parcial de agua, donde se sumerge la materia prima en una solución hipertónica que tiene una alta presión osmótica y baja actividad de agua,siendo la fuerza impulsora para que el agua del alimento se difunda en el medio, originándose asíuna transferencia de masa desde la región de mayor concentración hacia la de menor concentración.
PROCEDIMIENTO:
41

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
RESULTADOS:
PESO INICIAL
MUESTRA PESO INICIALA 1BCDEFGHIJK
PESO EN LA ESTUFA
MUESTRA PESO INICIAL PESO FINALABC
42
1
Se lavaron y descorazonaron las manzanasSe corto la manzana en rodajas iguales, hasta llegar a un peso de 119.1 g de fruta.Se etiquetaron y pesaron cada una de ellas
2Las rodajas se sumergieron en una sol de limon y sal para evitar su pronta oxidación Se dreno la fruta
3Cada 15 min se tomo muestra pesando la rodaja de manzana quitando el exceso de la sol de sacarosa.

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
DEFGHIJK
CALCULOS
% HUMEDAD
% = muestra humedad – muestra seca X 100
Muestra húmeda
OBSERVACIONES
43

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Muestras de manzana en sol de sacarosa Secador
DISCUSIÓN:
44

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
CONCLUSION:
En esta práctica pudimos observar el proceso de deshidratación a diferentes medidas de tiempo y gracias a la solución de saturada de glucosa que es la que desplaza el agua libre de la fruta por osmosis y experimenta una reacción de transporte pasivo para su posterior estancia en la estufa.
BIBLIOGRAFIA:
- B a r b o z a G ; V e g a H , D e s h i d r a t a c i ó n d e A l i m e n t o s , E d i t o r i a l A c r i b i a S . A . , Zaragoza – España, 2000, Págs. 27- 35, 130 135.-ALZAMORA, S., M. S.
- TAPIA, A. ARGAIZ and J . WELTI. 1993. Applicationof combined methods technology in minimally processed fruits. Food Res. Int.26: 125
45

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
PRACTICA NO 5. LIOFILIZADO DE MATEADA DE CHOCOLATE
INTRODUCCIÓN
La conservación de productos biológicos o de sustancias destinadas a la alimentación de origen animal o vegetal, fueron y siguen siendo hoy un problema de difícil resolución. La extrema complejidad de estos productos y su grado de hidratación elevados, los hacen muy sensibles a las condiciones externas.
El conocimiento de las propiedades del frió como preservador, abrió ́ nuevos horizontes, teniendo en cuenta que la actividad bacteriana era frenada en su desarrollo, aunque la actividad enzimática en muchos casos presente y los fenómenos oxidativos de las fracciones susceptibles, permiten solo una corta preservación.
Se puede acrecentar la estabilidad transformando el agua en hielo, es decir congelando, fenómeno que disminuye la actividad enzimática, pero aún los fenómenos oxidativos continúan modificando las características del producto. Aunque la congelación nos asegura una conservación de larga duración en la mayoría de los productos alterables, la provisión continua de frió es un problema técnico de muy difícil resolución.
Buena parte de las reacciones químicas relacionadas con la vida y con la degradación de sustratos, transcurren en solución acuosa,
46
UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
el reducir la actividad del agua las retarda hasta detenerlas.La mejor solución es la eliminación total del agua contenida en el espécimen, la desecación directa es impracticable por lo tanto se recurre a la criodesecación al vació ó liofilización, que no es más que la extracción de agua de un producto previamente congelado, en forma de vapor; es decir se produce el fenómeno denominado sublimación donde el hielo en estado sólido en condiciones de baja presión pasa a vapor sin pasar por el estado liquido intermedio.
Al producto obtenido se lo llamó “liófilo” ( derivado de lio: Solvente philo: amante ó muy afín) Nombre que expresa su propiedad de muy fácil hidratación y reintegración a su estado original. Por derivación del término liofilo se pasa a liofilización como método para obtenerlo y liofilizar, liofilizador, liofilizado etc. El proceso comienza con la fase de congelación continua con la fase de secado primario y finaliza con el secado secundario.
LOS FENOMENOS FISICOS DE LA CONGELACIÓN
Todos los cuerpos naturales poseen agua ligada en diversos grados alas estructuras moleculares de dichos cuerpos. Existe un agua libre que forma parte del espacio intercelular es decir en donde están suspendidos los microorganismos ó las células que pueden ser extraída fácilmente sin desnaturalización.
Hay otra agua denominada de imbibición más o menos ligada a los complejos intermoleculares, cuya extracción puede ocasionar fenómenos de alteración irreversibles. Finalmente el agua de constitución formando parte de la estructura coloidal y que es indispensable para mantener la estructura, esta es muy difícil de extraer, no se congela jamás y permanece al estado liquido finamente dividida.
FUNDAMENTO
CRISTALIZACIÓN DEL AGUA
47

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
A 0o C y a una presión de 760 mm de Hg el agua pura esta en estado líquido. Debajo de esta temperatura y en presencia a de gérmenes ó núcleos cristalinos el agua se congela con liberación de calor para cederlo al hielo, que cristaliza en forma hexagonal birrefringente.
El agua puede estar debajo de 0o C sin solidificarse, fenómeno denominado subfusión y se produce principalmente en los sistemas capilares y en cualquier otro sistema donde las moléculas estén sin libertad de movimientos. En este estado el sistema es sumamente inestable y un choque mecánico ó la introducción de una molécula extraña puede provocar la cristalización inmediata. El grado de cristalización y la talla de los cristales depende de la rapidez de la congelación.
Si la congelación es rápida se forman numerosos cristales de pequeño tamaño si se congela a muy baja temperatura y muy rápido no hay cristalización y el agua se congela en un solo bloque transparente, fenómeno denominado vitrificación.Si la congelación es lenta, se forman pocos centros cristalinos y los cristales son gruesos e irregulares.
La presencia de sales provocan dos cambios fundamentales: La forma de la cristalización y la rapidez en la formación de los mismos, que es considerablemente disminuida.
FORMA DE CRISTALIZACIÓN
Supongamos una solución de Cl Na al 1%, al enfriar esta solución por debajo de 0o C comienza la cristalización que avanza y el agua tiende a cristalizarse en estado puro. A medida que los cristales crecen, el agua intersticial disminuye mientras la concentración salina aumenta. A -6o C el 90% del agua es hielo y el 10% de agua restante contiene 10% de Cl Na es decir diez veces la
48

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
concentración inicial. A -21o C esta agua residual se congela en forma brusca y se forma una mezcla intima de cristales de hielo y de Cl Na.Este momento se denomina punto eutéctico y la temperatura se llama temperatura de eutexia que varia con la composición de las distintas soluciones en función de la concentración salina de estas, por lo tanto no puede ser fijada arbitrariamente.
RAPIDEZ DE CRISTALIZACIÓN
La concentración de sales afecta la rapidez de congelación. Algunos grupos orgánicos como el glicerol pueden bajar cincuenta veces la velocidad de congelación y paralelamente a esta disminución la talla de los cristales disminuye también. Como vimos hasta ahora, a medida que la temperatura disminuye comienza la formación de cristales de hielo que dependiendo de la velocidad de disminución podía ser de mayor ó menor tamaño y podían producir daño mecánico ó traumático a las células.
Paralelamente el aumento de dichos cristales es acompañado con una disminución de la cantidad de agua en estado líquido que acrecienta su tonicidad. Como consecuencia de esto el material biológico además de daño traumático por la cristalización , sufre un choque osmótico de importancia como consecuencia de la formación de soluciones hipertónicas que ocasionan fenómenos de exosmosis que llegan a desnaturalizar el material antes de llegar al punto de eutexia, es decir el momento en que en el sistema no existe agua en estado líquido, para evitar la formación de soluciones hipertónicas debemos tratar de llegar lo más rápido posible a la temperatura de eutexia del sistema a liofilizar. Existen varios métodos para medir la temperatura de eutexia, uno de los mejores es el estudio de la conductividad eléctrica de Greaves.
El material congelado se presenta como una esponja de hielo, donde en los espacios interiores de dicho tramado esponjoso circula agua en estado liquido con alta concentración de sales,
49

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
estas venas liquidas hipertónicas conducen mucho mejor la electricidad que el hielo formado.
Cuando la resistencia se eleva bruscamente es posible admitir que todo el material se ha solidificado. Esto determina el punto de eutexia que varia con cada sistema y que en el caso de la solución de NaCl al1%esde-21oC.
El proceso de liofilización consta de dos etapas: congelación y secado. La congelación debe ser muy rápida con el objeto de obtener un producto con cristales de hielo pequeños y en un estado amorfo. La etapa de secado se realiza a presiones bajas para permitir la sublimación del hielo. En la Figura se presenta un diagrama de fases del agua, mientras que en la siguiente Figura se presentan las etapas del secado por liofilización.
DIAGRAMA DE FASES DEL AGUA
La sublimación sólo puede conseguirse si la temperatura y la presión parcial de vapor del agua (hielo) son inferiores a las del punto triple del agua. En la gráfica se representa la presión de vapor del agua en función de su temperatura, se puede apreciar que el punto triple del agua se sitúa a la presión de 610 Pascal (4.58 Torr = 4.58 mm de Hg). para una temperatura de 0.01°C. Estos valores corresponden al agua puro pero en los alimentos no existe agua pura sino disoluciones más o menos concentradas de sólidos en agua. En consecuencia el punto triple se desplaza hacia temperaturas más bajas, según la concentración de estos sólidos.
El proceso de liofilización se desarrolla en tres fases:
1- La fase de precongelación hasta la temperatura en la que el material está completamente sólido, que será inferior a 0°C.
50

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
2- La fase de sublimación propiamente dicha, también llamada "desecación primaria" en la que se elimina alrededor del 90% del agua. Lo que lleva al producto a una humedad del orden del 90%. Se elimina el hielo libre.
3- La fase de "desorción" o "desecación secundaria", que elimina el 10% de agua ligada restante. Con lo que se puede llegar hasta productos de una humedad del 2%. Esta fase consiste en una vaporización a vacio, a una temperatura positiva de 20 a 60°C.
En la gráfica se representa, sobre el diagrama de fases, la comparación de los procesos que tienen lugar en el secado evaporativo y en la liofilización. En el secado evaporativo el agua en el punto A es calentada hasta alcanzar el equilibrio con su
51

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
presión de vapor en B. En este punto si se suministra la energía correspondiente al calor latente de vaporización, se produce el paso de líquido a vapor. En el secado por liofilización el agua en el puntó A se enfría hasta un punto inferior al de congelación D. Cuando el agua está completamente congelada, se reduce la presión, se hace vacío, hasta el punto E consiguiendo una presión absoluta inferior a la presión de vapor del hielo. Por último, con el suministro del calor latente de cristalización y evaporación, el hielo sublima a vapor de agua a temperatura constante.
Como los constituyentes del material están congelados, permanecen inmovilizados durante la sublimación. La forma de la sustancia seca es prácticamente la misma que la de la congelada y se reduce o incluso se elimina la migración de sólidos hacia la superficie. Como el secado por liofilización tiene lugar a baja temperatura, se minimizan los daños por calor y se retienen los componentes volátiles.
El secado por atomización requiere exposiciones a temperaturas de más de 100°C durante periodos de segundos, el secado en homo requiere temperaturas típicas de 60°C durante periodos de minutos, y la liofilización expone el material a temperaturas por debajo de 0°C durante periodos de horas. Por otra parte como los cristales sublimados de hielo dejan cavidades, el material seco contiene miles de intersticios por los que el agua puede penetrar produciendo una rápida y completa rehidratación cuando sea necesaria.
52

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
PROCEDIMIENTO
OBSERVACIÓN
53
Poner la muestra en un vaso de precipitados.
Calibrar el equipo a la temperatura de salida y entrada requeridad y mantener un control de la presión
Recolectar el resultado, pesar y lavar

UNIVERSIDAD VERACRUZANAFACULTAD DE Q.F.B
LAB TECNOLOGIA DE ALIMENTOSDRA. ALMA VASQUEZ LUNA
Liofilizador con malteada de chocolate
RESULTADO
DISCUSIÓN
BIBLIOGRAFÍA
54
Top Related