






Languages
Pages
Legal


8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 1/26
Lecture 39: Welding
ME 450Modeling Materials Processing
Professor Brian G. ThomasDepartment of Mechanical and Industrial Engineering
University of Illinois at Urbana-Champaign
Brian G. Thomas, ME450 2
Welding
• Welding microstructural phenomena
– Steel, age hardened, or cold worked metal
• Welding processes
– Solid state joining
– Liquid – solid state (soldering & brazing)
– Fusion welding (liquid state)
• Welding heat transfer
• Welding defects
– Residual stresses

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 2/26
Brian G. Thomas, ME450 4
From: W.D. Callister, Materials Science and Engineering,An
Introduction (6th Ed.) , Wiley and Sons, 2003, p. 357.
Temperature changes during metal welding produces heat treatmentCause microstructure and property changes in:
Fusion zone,
base metal (BM),
heat affected zone (HAZ).
Residual stresses (from thermal gradients)
Weld quality (penetration depth, shape, stress concentration, etc.)
Atmospheric contamination: porosity, oxide particles, etc.
Welding Issues
Brian G. Thomas, ME450 5
Weld Microstructures
Columnar grains Mixed dendrites
with grains
Equiaxed
Recrystallized, no GG
Weld Metal
Fusion Zone Base MetalFusion Line HAZ

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 3/26
Brian G. Thomas, ME450 6
Welding Processes:
solid state joining
• Weld strength depends on:pressure, temperature, contact time, cleanliness
• Atmospheric protection: from mechanical exclusion
• Diffusion bonding
– Forge welding
– Friction welding
– Resistance welding
• Plastic deformation at interface
– Cold roll bonding – Explosion welding
– Ultra-sonic welding
Brian G. Thomas, ME450 7
Solid state welding processes:
Plastic deformation at interface
• Cold roll
bonding
Explosion
welding
Ultrasonic
welding
Eg: CladdingUS quarter:75 Cu – 25 Ni
Cu
75 Cu – 25 Ni
Shock wave
Large chemical
equipment
Vibrations remove oxides
Foil packaging,
electronics
Pressure causes bonding: similar metals only

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 4/26
Brian G. Thomas, ME450 8
Solid state welding processes:
Diffusion Bonding
• Forge
welding
Friction
welding
Induction
welding
Ancient process
Simple but effective
Rotate one end; push;
Stop and push
Induction heating
Called “resistance
welding” if interfaces
melt
Apply heat & pressure – dissimilar metals diffuse together
Brian G. Thomas, ME450 9
Welding Processes:
liquid – solid state
• Melt the filler metal only(no changes in base metal)
• Ancient process (<3000 BC)
• Good for repairs
• Liquid flows into joints by capillary action
• Cleanliness critical (relative to other processes)
• Large contact area better
• Soldering (< 450 oC)
• Brazing (> 450 oC)

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 5/26
Brian G. Thomas, ME450 10
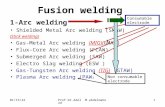
Major Welding Processes:
fusion welding (liquid state)
• Thermochemical energy (flame welding):
– Oxy-acetylene,
– thermit,
– Hydrogen welding
• Electric current energy
– Arc welding, MIG, TIG, PAW, SAW, SMAW, GMAW, MCAW
• Electric resistance energy
– Spot welding
– flash-butt welding
– seam welding
• Radiation energy beam
– Laser,
– electron beam welding
Brian G. Thomas, ME450 11From: H.B. Cary, Modern Welding Technology, Prentice-Hall, 1979, pp. 252,253.
often used for cutting
Oxy-acetylene welding

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 6/26

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 7/26
Brian G. Thomas, ME450 16
Transform to Eulerian frame
• B.C. at infinity T = T 0
• Transformation to moving frame fixed at beam
– Define ζ = z - z b
– Transform ( x, y, z ) → ( x, y, ζ)
Brian G. Thomas, ME450 17
Envision as a stationary heat source with moving
plate ( velocity -v).
edgez v t ζ = −
Define a distance from the heat s ource, r, as:
2 2 2r x y ζ = + +
Consider a hemispherical area of heat input
2(2 )
T Q k R
r
∂ π
∂
= −
From: F.V. Lawrence, Welding Notes, 1989.
Rosenthal models of Heat transfer
during fusion welding
r
R ( )Q W
2 2 R x ζ = +
(point source)
(line source)
,vζ
y
y
x

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 8/26
Brian G. Thomas, ME450 18
Solution: Steady Temperature
• Assume T is steady in moving frame
• Rosenthal's solution (point source)
– Recast boundary condition
– Consider hemispherical cap
– Solution
Brian G. Thomas, ME450 19
Solution Behavior
• Radial and axial part
– Hemispherical pool for V → 0
– Stretched in axial direction

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 9/26
Brian G. Thomas, ME450 20
Slower Travel Speed
• Reduce V from 100α to 10α
• What is T (0, 0, 0)?
Brian G. Thomas, ME450 21
For steel, “thin” is < ~5 mm thick whereas “thick” is > ~100 mm. From: F.V. Lawrence, Welding Notes, 1989.
Cooling rates along centerline:
Rosenthal Eqs. for thick & thin plates
= power input (W)
v = welding velocity (m/s)
Thin PlateThick Plate
( )2
02T v
k T T
t Q
π ∂
= − ∂
( )2
3
02
p
T vhk C T T
t Q
π ρ ∂
= − ∂
k= thermal cond.
C p= specific heat
ρ = density
T = temperature in plate
T0 = initial temperature
h = plate thickness
Q

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 10/26
Brian G. Thomas, ME450 22
From: J. Dantzig,
ME231, 1998.
Temperature changes during welding
Examine 650 and 750 C isothermsto find cooling rate at 700 C:
750 650
750 650
T T T v
t t
v
ζ
ζ ζ
ζ ζ
∂ ∂ ∂ ∂= =
∂ ∂ ∂ ∂
−=
−
y
x
z
z
Brian G. Thomas, ME450 23
Summary: Rosenthal welding
heat transfer models
• Point Source (thick plate solution for T)
• Line Source (thin plate solution for T)
0 0( , ) exp2 2 2
Q v vRT R T K k h
ζ ζ π α α
− = +
Bessel function off second kind
(zero order)
0( , ) exp exp2 2 2
Q vr vT r T
k r
ζ ζ
π α α
− − = +
thermal diffusivity

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 11/26
Brian G. Thomas, ME450 24
Fusion Welding
microstructural changes
Brian G. Thomas, ME450 25
Welding microstructures:
Cold-worked metals

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 12/26

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 13/26
Brian G. Thomas, ME450 28
From: H.B. Cary, Modern Welding Technology, Prentice-Hall, 1979, p. 399.
Micro-hardness measurements
correlate strongly with microstructure
Brian G. Thomas, ME450 29
Welding microstructures:
Steel

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 14/26
Brian G. Thomas, ME450 30
M a x T e
m p .
Liquidus temperatureSolidus temperature
Pearlite
LStructure at
max temp
High
hardenability
steel
Low
hardenability
steel
Martensite
Welded Steel Microstructure
Austenite temperature
Eutectoid temperature
Brian G. Thomas, ME450 31
Weldability
• Weldabil i ty : Ability of a particular alloy to bewelded without substantial embrittlement due tomartensite formation
– Generally the opposite of hardenability
– Of particular concern for high strength steels!
– High strength steels are heavily alloyed, shifting TTTcurves
– Some alloys, under severe thermal cycling, will
recrystallize, grow grains, and even age in heat-affectedzone
• Concept of effective carbon content: – Higher carbon content harder to weld
– Carbon equivalent = %C+%Mn/6 + %Ni/15 + %Cr/5 +%Mo/4 +%V/5

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 15/26
Brian G. Thomas, ME450 32
Recall: cooling rate at 700 oC is most
representative for TTT behavior .
Use welding temp histories & Jominy or
TTT data to predict microstructure
T (C)
400
800
1200
1600
0
A
B
C
C
B
A
0 30 60 90 120 150 180 210 240 270 300
Time (sec)
Typical TTT curves for the base metal.
Typical temperatures recorded near weld
0
10
20
30
40
50
60
1 10 100 1000
y = 79.577 * x^(-0.64633) R= 0.99839
J o m i n y D i s t a n c e ( m m )
Cooling Rate at 700oC (oC/sec.)
Jominy Bar Cooling Rate
Brian G. Thomas, ME450 34
0
100
200
300
400
500
600
700
800
0.1 1 10 100 1000 10000 100000
SAE 6150 Steel
6150615061501 mm3 mm12 mm50 mm
T e m p ( C )
Time (sec)
50 mm from quenched end
30 mm from quenched end
10 mm from quenched end
20
30
40
50
60
70
0 10 20 30 40 50
SAE 6150 Steel, Hardenability Curve
Upper Lower
R C ,
R o c k w e l l H a r
d n e s s
Normalize @ 900 CAustenitize @ 870 C
Distance from Quenched End (mm)
Recall: distance along Jominy bar
indicates microstructure & hardness
α + P + B
α + P + B + M
Mainly M
P. Kurath, me231 S03

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 16/26
Brian G. Thomas, ME450 36
M a x T e m p
Liquidus temperature
Solidus temperature
Solvus temperature
L
+L +θ’ +θ ”
+θ’ +θ +θ +θ ”
Base metalOveraged
zone
Fusion zone
Partial fusion zoneSolution treated zone
At peak temperature
After cooling
Precipitation Hardened Metals
Overaging temperature
Al – Cu Phase Diagram
L
+θ
Brian G. Thomas, ME450 37
Fusion welding Processes:
thermochemical energy
• Oxy-acetylene welding(manual, cheep, portable)
• Thermit welding
• Atomic hydrogen welding
3 4 2 35000 o powder
C Fe O Al Fe Al O heat + → + +
25500
2oinarcC
H H heat → +
2 2 2 2 2 23200
oC
C H O CO H heat CO H O heat + → + + → + +
Hot gases transport energy
nozzle core outer envelope

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 17/26
Brian G. Thomas, ME450 38
Fusion welding processes:
electric (arc) current energy
Energy transmitted:V = voltage (V)
I = current (amps)
t = time (s)
v = velocity (m/s)
J = V I t
J/m = V I / v Energy input(per length of weld)
Many different types: according to
electrode (permanent or consumed)
shielding material
flux (slag)inert gas
plasma
Typical:
I = 200 Amps
V = 20 to 50 V-DC or 60 to 110 V-AC
Brian G. Thomas, ME450 39
Fusion welding -
arc welding with gas shielding
PAW
(Plasma Arc welding)
SAW(Submerged Arc Welding)
TIG (Tungsten Inert Gas arc-welding)

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 18/26
Brian G. Thomas, ME450 40
From: H.B. Cary,
Modern Welding
Technology, Prentice-
Hall, 1979, p. 360.
GTAW~TIG
GMAW ~ Gas Metal Arc (MIG)
PAW~Plasma Arc Welding
SMAW~ Shielded Metal Arc
FCAW~Flux Cored Electrode Arc
EW~Electroslag Welding
SAW~Submerged Arc Welding
SW~Stud welding
CAW~Carbon Arc welding
Shielding gases:
protect weld metal from oxidation
Brian G. Thomas, ME450 41
Fusion welding –
arc welding with flux shielding
SMAW
(Shielded Metal Arc Welding)
most common
MIG(Metal Inert Gas)
GMAW(Gas Metal Arc Welding)

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 19/26
Brian G. Thomas, ME450 42
Arc Welding (SMAW)
• Very cheap apparatus
• Simple to switchmaterials
• Use in many
environments
• Dirty
• Slow• Slag is a pain
Brian G. Thomas, ME450 43
MIG Welding (GMAW)
• High deposition
rate• Uninterrupted weld
• Low fumes, spatter
• No slag!
• Higher skill (??)
• More complex
equipment
• Need controlled
environment
EP

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 20/262
Brian G. Thomas, ME450 44
Fusion welding Processes:
Electric resistance energy
• Spot welding
•flash-butt welding
•seam welding
R = resistance (ohm)
I = current (amps)
t = time (s)
v = velocity (m/s)
J = I2 R tEnergy transmitted:
Brian G. Thomas, ME450 45
Fusion welding Processes:
Radiation energy
• Laser welding
• Electron Beam welding
Deeper penetration
Faster;
less energy input per length;
Narrower HAZ

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 21/262
Brian G. Thomas, ME450 46
From: H.B. Cary,
Modern Welding
Technology, Prentice-
Hall, 1979, p. 397.
Typical arc weld
Rest From: Proceedings,Welded
High-Strength Structures,NESCO I,
EMAS Publishers, 1997, pp.
103,104.
Deeper penetration and smaller HAZ.
Laser & Electron Beam (EB) welding:
weld microstructures
Brian G. Thomas, ME450 47
• Huge thermal cycling in welding leads
to shrinkage and residual stress:
• In nearly all cases, weld metal and
HAZ end up under residual tension
Shrinkage in a butt weld
Shrinkage in a fillet weld
Residual Stress in Welds

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 22/262
Brian G. Thomas, ME450 48
Residual Distortion in Welds(usually accompanies residual stress)
Taking advantage of residual distortion:
Flame straightening:
apply heat to a bent metal beaminitially: beam will bend toward the heat
after cooling: beam will bend away from the heat
Butt joints T- joints
Brian G. Thomas, ME450 49
Extensive Welding
Codes: Specify: weld
metal for different
base metals,
operating conditions,
and weld setup:
Example: Groove
Proportions for arc
welding

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 23/262
Brian G. Thomas, ME450 50
From: H.B. Cary, Modern Welding Technology,
Prentice-Hall, 1979, p. 438.
Suggested filler metal for different
aluminum base metals
Brian G. Thomas, ME450 55
Explaining thermal distortion
1) Review thermal stress eqs
n ccr
QA
RTexp ε = σ −
ε total = ε elastic + ε inelastic + ε thermal
thermal final initial (T T )ε α = −
Where:
elastic
σ ε =
total
L
L
∆ε =
( )inelastic plastic cr t ε ε ∆ ε = +
F σ =

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 24/262
Brian G. Thomas, ME450 56
Thermal Stress Example #3
• Plate heated from top
– Constrained
compression
tension
– Unconstrained
compression
tension
cold
cold
heat
hot
cold
cold
cold
initial
heat
hot
cold
final
heat
hot
cold
slight compression
slight tension
Brian G. Thomas, ME450 57
Thermal Stress Example #4
• Residual stress in an elastic plate ?
• Plate bends and unbends:
zero
stress• If all elastic
NO!
cold
cold
initial
1)
compression
tension
heat
hot
cold
2)
cold
cold
3)

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 25/262
Brian G. Thomas, ME450 58
compression
tension
4)
cold
cold
• Residual Stress - needs inelastic strain
Thermal Stress Example #5
time
cold
cold
initial
1)
compression
tension
heat
hot
cold
2)
= 0
3)
hot
cold
Brian G. Thomas, ME450 59
ABAQUS steady
temperature results
Stress
results
Create
mesh
Problem:
Crack in auto
exhaust manifold
Application 4: thermal fatigue
From www.abaqus.com(HKS)

8/13/2019 Lecture 39 Welding
http://slidepdf.com/reader/full/lecture-39-welding 26/26
Brian G. Thomas, ME450 60
From: D.F. Socie, Lectures, 2001
Weld quality matters!
Brian G. Thomas, ME450 61
Advanced Topics:
Example Applications of
Computational Models
TAM 470, ME412,
ME471, ME554 ?
Professor Brian G. ThomasDepartment of Mechanical and Industrial Engineering
University of Illinois at Urbana-Champaign
© University of Illinois Board of Trustees, All Rights Reserved
BGT1
Top Related