Microsoft Word - publish04EUROGRAPHICS 2009/P. Dutré and M.
Stamminger Volume 28 (2009), Number 2 (Guest Editors)
Genuinity Signatures:
Daniel G. Aliaga Mikhail J. Atallah
Department of Computer Science at Purdue University
ABSTRACT 3D computer graphics models and digitally-controlled
manufacturing have come together to enable the design,
visualiza-
tion, simulation, and automated creation of complex 3D objects. In
our work, we propose and implement a framework for designing
computer graphics objects and digitally manufacturing them such
that no adversary can make imitations or coun- terfeit copies of
the physical object, even if the adversary has a large number of
original copies of the object, knowledge of the original object
design, and has manufacturing precision that is comparable to or
superior to that of the legitimate creator of the object. Our
approach is to design and embed a signature on the surface of the
object which acts as a certificate of genuini- ty of the object.
The signature is detectable by a signature-reading device, based on
methods in computer graphics and com- puter vision, which contains
some of the secret information that was used when marking the
physical object. Further, the compromise of a signature-reading
device by an adversary who is able to extract all its secrets, does
not enable the adversary to create counterfeit objects that fool
other readers, thereby still enabling reliable copy detection. We
implemented a proto- type of our scheme end-to-end, including the
production of the physical object and the genuinity-testing
device.
Categories and Subject Descriptors (according to ACM CCS): I.3
[Computer Graphics], I.3.3 [Picture/Image Gen- eration], I.3.7
[Three-dimensional Graphics and Realism], I.4.1 [Digitization and
Image Capture].
1. Introduction
Our work provides algorithms for encoding into a digital 3D object
information that enables determining genuinity of a physical object
after its automated manufacturing. In to- day’s technological
world, many physical objects are manu- factured using 3D computer
graphics models and digitally- controlled devices (e.g., milling
machines, 3D printers, and robotic arms). The manufactured objects
can range from inexpensive steel screws to costly and carefully
designed parts, for example, for engines and for medical
instruments. Our algorithms provide a way to encode a unique
signature into a computer-designed and fabricated object and a way
to decode the signature in order to verify object genuinity.
The digitization of the 3D design and manufacturing process of
objects enables creating intricate structures that may have
required a significant investment of time, infra- structure, and
personnel. A growing worry amongst design- ers, manufacturers, and
buyers of digitally-built parts is knowing whether they have a
genuine part fabricated by the advertised company. While for simple
objects a visual in- spection might be sufficient to detect
irregularities, this is not the case for more complex objects or
for verifying ma- terial composition, density, and product quality.
Thus, imi- tations and “knock-offs” may float around the black
market and fall into unexpected hands. The replicas are designed
to
unknown specifications, which may lead to catastrophic problems
(e.g., failures in an engine). A recent manufactur- ing industry
report [http://mema.org] called counterfeiting “the crime of the
century”. Even in 1997, the cost of coun- terfeit parts to the
global automotive industry was already $12 billion, and the numbers
are up sharply since then.
The challenge is to encode information into the object that cannot
be reproduced by an adversary and to do so without depending on the
legitimate manufacturer having technology superior to the adversary
or on security-through- obscurity. The high-resolution etching of
logos or serial numbers is an option but can be imitated by an
adversary that develops equal or better technological ability than
the legitimate manufacturer -- a fact that can be true without the
legitimate manufacturer knowing so. An instance of securi-
ty-through-obscurity would be in assuming the digital mod- el
itself or the location of unique markings on the object is kept
secret. However, if this information leaks out, security is
compromised and the adversary is able to make copies
indistinguishable from genuine objects.
Our main observation is that upon copying any physical object, the
adversary cannot obtain the exact same combina- tion of
manufacturing errors. For digital data, perfect copies can be
obtained; thus digital watermarking is a known process for encoding
ownership data into a digital object. However, our problem is quite
different from digital water- marking and investigates an
under-explored area of re- search. For physical objects, copying is
always an imperfect
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
and noisy process. We interpret the change of manufactur- ing error
as a change in the “signature” of the object. Thus, we design a
method to inject a small amount of additional and carefully
designed manufacturing error into a subset of the object’s surface
(that is inconsequential to its intended use). During a
verification process, we reliably discover unexpected error and
determine object genuinity.
Our approach creates a genuinity signature for an object by using a
3D synthetic model of the object, a set of accura- cy values for
the manufacturing and verification processes, and an
arbitrarily-chosen object serial number. The serial number and a
private “master key” are used, for example, in a cryptographically
secure one-way hash (e.g., SHA-2) to generate apparently random
numbers for defining the ge- nuinity signature. The signature is
composed of a set of random yet smoothly varying surface
displacements that, under user control, is applied to the
signature’s footprint on the object (i.e., a subset of or the
entirety of the object’s surface). The secret key assists in
generating random num- bers that determine both where and how the
signature is embedded, but reverse engineering the key is hard
because there are an exponential number of possibilities. Moreover,
even if the adversary was willing to exhaustively try all
possibilities, the adversary has no clear "success criterion" to
know when a correct guess has been made.
The displacements have been carefully designed so that upon either
re-instancing (i.e., making copies from scratch using the original
digital model) or replication (i.e., making copies by digitally
acquiring and then re-manufacturing the object) the signature is
distorted. To verify genuinity of an object, our process acquires a
high-resolution surface model of the signature’s footprint on the
object and uses statistical tools to determine if the signature is
still present. Further, our signature is also designed to include
some redundancy
so that very precise alignment of the captured footprint and the
synthetic signature is not necessary. Figure 1 shows the process
for an exemplary object.
Our algorithm does not rely upon the legitimate manufac- turer
having technology superior to the adversary nor on storing secret
information, except for the aforementioned master key. In fact, in
our work we assume that the entire encoding/decoding algorithm and
the digital model itself are public knowledge. The master key can
be specific to an object or group of objects. Thus, even if the
master key becomes public knowledge, only that object or small
group of objects is compromised. Moreover, for verification only a
partial-key that decodes some of a particular signature is needed.
If this key becomes public, an adversary cannot copy the entire
affected object or objects.
In more detail, let’s consider the case of a genuine object that
can be manufactured with variance > 0 and an ad- versary able to
produce a similar object with a manufactur- ing variance > 0.
Given an operational tolerance , we can assume and ; but, we do not
know if ≤ or vice versa. In our work, subsets of the object’s
surface are intentionally displaced by up to . If the object has
been re-instanced or replicated, then the ob- served displacements
and their distribution is different than expected because either
the desired displacements were unknown or a variance appeared
unexpectedly. Even if
is smaller than , the number of displacements can be made larger so
as to reliably detect a smaller .
To demonstrate our method, we design several objects, encode a
signature, either digitally manufacture the object using 3D
printing facilities or using simulation, and then capture and
verify genuinity. Our main contributions are
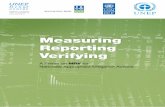
Figure 1: Genuinity Signatures. We address the problem of detecting
whether a physical object is genuine or is a coun- terfeit. (a, d)
Using our algorithm, the user designs a unique “genuinity
signature” and encodes it into a subset of a 3D synthetic model.
(b, e) The physical object is built using automated digital
manufacturing. (c, f) An automated system determines if the object
is genuine or is an imitation (even if manufactured using higher
accuracy than the genuine).
e) f)
b) a)
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
• an approach enabling the detection of physical coun- terfeit
objects created in today’s world of digital de- sign and
manufacturing,
• a specific encoding method to “write” a unique sig- nature into a
physical 3D object without affecting the object’s functionality, in
the sense of not exceeding an operational error tolerance,
and
• a general decoding method to “read” a signature from a physical
3D object such that if the object has been copied, even with higher
accuracy than the manufacturer’s technology, the signature cannot
be extracted. The reading process does not have to re- construct
the entire object, is not highly sensitive to alignment, and does
not need a priori calibration.
2. Related Work Before the rampant digitization of the
manufacturing
process, the authenticity of an object could be determined by the
presence of a unique set of marks at a particular (pos- sibly
inconspicuous) location, e.g., a special etching, a serial number,
etc. The digitization of manufacturing made many of these schemes
obsolete. In the past the adversary could produce the same markings
on the physical object while not necessarily creating objects to
the same specifications of quality, shape, and material
compositions as the original. Today’s counterfeiters can often have
the same manufactur- ing technology, or better, and without the
original manufac- turer even knowing it. Other approaches in use
today consist of attaching to the physical object an electronic
device (e.g., RFID [RVW*07]) or a smartcard coupled with a
holograph- ic-watermarking scheme. While our method can be used
without such attached electronics (AEs), an adversary could make
copies of the AE device and attach each such copy to a
superior-quality counterfeit copy. Using our method in coordination
with AEs prevents such attacks because the AE would no longer match
the object to which it is attached.
A related effort is copy-evident technology and physical
watermarking for secure paper documents (e.g., [Vol*96]). These
approaches either use a printing resolution greater than a typical
paper copier to embed special markings onto a document or embed
special light absorption and reflection material into the paper
itself making a copied document very evident. By visual inspection
or by using a magnifying glass the markings can be visually
verified.
Watermarking has been extended to the digital domain (e.g.,
[CGE*07, WLD*07]) and is concerned either with robustness (e.g.,
[LDD*07, PYC*03]) or with fragility (e.g., [CHL*01, YY*99]) for
ensuring the integrity of images and other digital objects. These
approaches have been designed for digital data which can be
created, read, and replicated with zero error. In contrast, for
physical objects there is an error involved at each of the
aforementioned steps. Al- though the second group of watermarking
methods could be adapted to our targeted problem, the schemes would
fail our requirement of selective robustness in the face of our own
manufacturing errors, and the inaccuracies of our verifica- tion
tools. Traditional uses of fragile watermarking have not had a
counterfeiting adversary in mind. Their model of the adversary was
of one who wishes to modify the object with- out causing the
disappearance of the fragile mark – it was
really anti-tamper. But our adversary and has no interest in
tampering. Instead, they seek to produce a faithful reproduc- tion
of the object, mark, and all.
3. Genuinity Signatures A genuinity signature is composed of a
large set of sam-
ples organized by a two-level stratification which has been
designed to robustly detect physical imitations created via
re-instancing or replication (Figure 2). Each sample in the
signature stores both a surface displacement value and a surface
variance value. The former helps to create a signa- ture with a
unique configuration and the latter helps to detect unwanted
replication attacks. The organization into strata provides
additional structure that improves the sensi- tivity for detecting
attacks yet can still maintain the appear- ance of a random
signature. All sample values and stratifica- tion are determined
using a secure key-based pseudorandom number generator and randomly
parameterized Perlin noise [Per*02]. Perlin noise is employed in
order to generate smoothly changing displacement and variance
values. The smoothness and stratification also has the side-effect
of relaxing the alignment requirement between the synthetic and
captured signature thus making verification easier.
The large set of samples is beneficial to enabling an ab- undant
number of unique signatures and to yielding the precision needed to
guard against an adversary with tech- nology superior to that of
the legitimate manufacturer. We chose to use samples consisting of
local displacements, rather than global alterations (e.g., of
volume, surface area, or ratios of the sizes of different parts of
the object), because verification can be performed without
reconstructing the entire object. Furthermore, the size of the
signature’s foot- print on the object is proportional to the
desired robustness against attacks. Recovering a surface fragment
of the object visible from a single viewpoint is often
sufficient.
Our method can be applied to any object as long as some visible
surface area can be manufactured with our specified displacements.
The absolute value of the errors is not impor- tant. Instead, the
effectiveness of genuinity detection de- pends on the number and
grouping of the displacements and on the ratio between the
accuracies of the legitimate’s and adversary’s technology. Thus,
our method can be used with both low-end and high-end manufacturing
technology.
CreateGenuinitySignature(Key K) Select signature footprint on
object. Define per-pixel displacements di and variances vi. Divide
pixels into contiguous patches Ai. Sort patches by their variances.
Define non-adjacent but equal-variance groups Bk. Subdivide model
into small triangles and perturb footprint using displacement
map.
PerformGenuinityTest(Key K) Acquire 3D model of signature
footprint. Align with synthetic model of displaced surface
geometry. Compute value of the test statistic W to determine
genuinity.
Figure 2: Pseudocode Summary of Method.
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
3.1 Error Model While not all fabrication processes can be used to
gener-
ate a surface fragment with detailed displacements, we re- strict
fabrication of the subset of the object intended for the signature
to a suitable method. These processes are assumed to be imperfect
and are modeled by an unbiased normal error distribution, and of a
standard deviation that is pre- specified or determined
experimentally.
We define the genuine object’s manufacturing variance and
verification variance as the square of a chosen
multiple of the standard deviation of the corresponding process.
Specifically, and for some value of 0, is the standard deviation of
the legitimate manufacturer’s technology, is the standard deviation
of the verification technology (e.g., the 3D acqui- sition method).
Thus, for 3 approximately 99% of the object will be manufactured
within of ideal. Further, by using variances (and not standard
deviations), we can state that the total variance of the system is
. Also, the difference between the operational tolerance and
provides the freedom to introduce surface displacements.
The corresponding values for the adversary are defined as fractions
of the legitimate manufacturer’s: 1 β⁄ and 1⁄ . We succinctly refer
to the adversary having technology times better than the legitimate
creator.
3.2 Signature Samples To obtain the displacement and variance for
each
sample , we use Perlin noise parameterized by the secret key
(Figure 3a-b). The key is used to generate parameters for Perlin
noise and to generate the random numbers within the procedure.
Thus, sample , and
2 2 1
where generates Perlin noise in the range [0,1], is the sample
displacement magnitude, and is the desired sample variance value.
For and 1, , both and are stored in 2D arrays of size x .
Displacement and variance values are collectively used to compute
the amount by which to displace a surface frag- ment along the
direction of the surface normals. To keep the surface area of the
signature within operational tolerance,
the signature sample must satisfy √ . (2)
Uniqueness of the signature is accomplished by having the
displacement image be of non-trivial size (e.g., a 100x100
resolution displacement image already yields a huge number of
possible signatures). The smoothness of the displacements and
variances is implicitly obtained via Perlin noise. We control the
range of smoothness of the noise by limiting the cloud density and
cloud coverage values.
3.3 Signature Strata We organize the samples into a two-level
stratification:
a spatial stratum and a variance stratum (Figure 3c). The spatial
stratum defines patches where each patch contains samples spatially
adjacent to each other. The variance stra- tum defines groups of
patches such that the variance value of each group is nearly
constant but the variance changes from group to group. Each stratum
contains a refer- ence to all signature samples. Signature can be
compactly written as
: 1, , : 1, , , , … (3)
, , , … containing patches of the form in the spatial stratum and
groups of the form in the variance stratum. All the elements of a
particular are spatially adjacent and all the elements of a
particular have (almost) the same va- riance value stored in all
contained samples. Spatial Stratum
Re-instancing is guarded against by the use of the key- based
displacement amounts. However, the spatial stratum is helpful to
reduce the need to precisely align the synthetic version of the
signature with the acquired signature during verification and thus
account for tangential errors in measur- ing and in manufacturing.
Since both the displacement and variance values are generated using
a smooth noise func- tion, the aforementioned patches provide some
slack which implies that the synthetic version of the signature
does not need to be perfectly aligned with the captured object. For
example, a bad alignment or unexpected tangential distor- tion
(with respect to the reading device) might cause a small subset of
the samples of one patch to be compared against
signature footprint displacement
a) b) c)
Figure 3: Genuinity Signatures. a) User selects a signature
footprint. b) Random but smooth per-pixel displacements are
computed. c) A smoothly-varying additional variance per pixel is
calculated, yielding a total displacement of . Adjacent samples are
joined into patches and spatially disjoint but of equal variance
patches into groups .
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
samples of an adjacent patch. While this is not desirable, the use
of smooth noise makes it such that the adjacent patch has a
different but similar value. Variance Stratum
The variance stratum is useful to make verification more sensitive
to a change of the amount of variance as a result of an attack.
Changing the variance amongst the groups ex- acerbates the need to
know the correct way to group the patches (and samples). The
likelihood of randomly grouping patches and samples to yield the
same particular set of va- riances is extremely small. For example,
if a replication was performed and all groups in the signature had
no additional variance added then all the copied object groups
would exhibit homogeneity of variance. While the variance is not
exactly equal to that of the legitimate creator’s manufactur- ing
and verification processes (because of the additional variance
introduced by the adversary’s replication), the homogeneity of all
the variances makes it more difficult to detect an overall change
of the amount of variance. In con- trast, by providing each group
with a different additional variance, homogeneity of variance is
not obtainable unless the correct grouping is known.
3.4 Creation Algorithm We use a three-phase algorithm to generate
the genuinity
signature and to apply it to an arbitrary object. • First,
signature image size and signature
strength values and are chosen (subject to inequa- lity (2)) and
then equations (1) produce displacement values and variance values
per image sample.
• Second, the patches of the spatial stratum are created. They are
determined by joining a contiguous block of samples in the
signature image into a single unit. This yields patches consisting
of different displacement values and, as will be computed in the
next step, a constant variance value. When 1, each sample maps to a
surface fragment on the object consisting of many adjacent
vertices. This yields patches with a smooth change in the
displacement val- ue (e.g., using a bilinear or bicubic
interpolation) and a constant variance value. This setup relaxes
even more the need for accurate alignment during verification.
Since the number of samples can be made to be suffi- cient, this
variant is usually more advantageous.
• Third, the groups of the variance stratum are se- lected. To form
the groups, all patches are sorted by their variance values and
then divided into groups each of approximately / samples,
where
/ . To ensure spatially-near variances are simi- lar, we compute a
group’s variance as the average of the variances of all contained
samples (rather than randomly picking a group variance value),
namely
∑ ∑ ∑ . (4)
To map the signature to the object, the user selects the signature
footprint as a subset of the object’s surface and then maps the
signature image to the footprint. In our proto- type, selection is
done via a simple interactive process of clicking-and-selecting on
triangles. The selected triangles
are recursively subdivided such that no triangle edge is larg- er
than . The new triangulation is at the resolution of the
manufacturing process. As previously mentioned, the mapping between
signature image pixels and object vertices does not need to be
one-to-one. Rather, the signature image resolution can be less than
the resolution of the object trian- gulation in order to yield
patches of samples of smoothly- changing displacement but constant
variance value. While several image-to-object mappings are
possible, our proto- type uses orthographic projection. Further,
since the signa- ture footprint is not necessarily rectangular,
clipping may occur when mapping the rectangular signature image to
an object; nevertheless, the loss of samples is not problematic
because the signature can be made suitably larger so that the
actual number of mapped samples is sufficient.
The total per-sample displacement, stored in the image, is 0,
(5)
where , returns a random value with a normal distri- bution of mean
and standard deviation , returns the index of the group containing
. Given points in the sig- nature footprint, object point ( 1, ) in
general cor- responds to fractional positions on the signature
image. The total displacement from and along the surface
normal
is calculated by a bilinear equation of the surrounding
displacement values in the signature, e.g.
1 1 (6) where and are the fractional positions of on the dis-
placement image and ( , , , are the surrounding displacement
values. The new model is composed of points
7 .
4. Genuinity Testing To verify genuinity, we need a digital copy of
the original
unmodified object model, the key (or the relevant part the- reof),
and the physical 3D object. Either the manufacturer or a client can
perform the verification. However, while the digital object model
and signature creation and verification algorithms can be public,
the key must be kept secure. In addition, we desire genuinity
testing to be fast, accurate, and easy-to-use. These
characteristics permit a widespread process that can be
encapsulated into a simple “reader”.
It is worth noting that because of the potentially large number of
groups, not all of the groups are needed for genuinity testing.
Instead, a random subset of them suffices. Thus, we can design the
signature to have an excessive number of groups such that only a
subset of them is needed. This redundancy yields two abilities: 1)
the entire signature does not have to be reconstructed for
genuinity testing – reducing the burden for the verification
system, and 2) ge- nuinity testing can be provided with only a
"partial key", which we define as a subset of the bits of the
master key and decodes only a subset of the groups and samples.
This yields added security because if the partial-key becomes
public, the object can still not be fully imitated because the rest
of the genuinity signature is not known.
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
4.1 Acquisition To verify the genuinity of the signature, we need
to cap-
ture the signature footprint. Since the displacements are usually
subtle, high-resolution acquisition is needed. How- ever, we note
that the macro-structure of the area to capture is usually quite
simple (e.g. planar or a smooth curved sec- tion). Thus, one
suitable option is to use a photogeometric capture approach.
Namely, capture the general geometric structure and then refine the
details using a photometric- based reconstruction.
Photometric-based approaches are good at obtaining fine details but
not so good for accurately obtaining the global structure.
Photogeometric approaches have been successfully used before to
obtain reconstructions accurate up to a fraction of a millimeter.
For example, the Digital Hammurabi project [KSD*04] performed a 3D
scanning of cuneiform tablets at 0.025mm accuracy (1/1000 inches =
0.025mm). [NRD*05] used a geometric and a pho- tometric setup to
obtain high accuracies (between 0.01mm and 0.1 mm). The recent
examination of the Mona Lisa done by NRC (Canada) used a custom 3D
color-scanner of 0.06x0.06x0.01 mm resolution [BGM*07]. [AX*08]
created a self-calibrating approach that used projectors as both
light sources and virtual cameras yielding multi-viewpoint pho-
togeometric reconstructions sampled at 0.05mm. These example works
show that reconstructions of sufficient quali- ty are possible.
Photogeometric Capture
In our prototype, we created a “signature reader” similar to the
aforementioned photogeometric capture approaches. Our particular
system is based on [AX*08] in the sense of being self-calibrating
and combining both geometric and photometric data, however our
method is single-viewpoint (like [NRD*05]). The surface fragment is
placed approx- imately perpendicular to the optical axis of the
camera and thus can be reconstructed at the full resolution of the
pho- tometric method (i.e., that of the camera), which in our case
is about 10x times greater than that of the projectors (Figure 1f).
We refer the reader to [AX*08] for more details. Signature
Alignment
The presence of sample patches and the smoothness of the
displacement value relax the need for very accurate alignment
between the physical object and the synthetic version of the object
(perturbed by ). As is typically the case with single-viewpoint
capture methods observing an object head-on, the dominating error
is in the distance mea- surements along the camera ray direction
(and not errors in the tangential directions). Thus, the local
smoothness of the signature displacements helps to diminish the
effect of not precisely aligning the synthetic object with the
physical object – a small tangential displacement results in only
small distance measurement changes. Moreover, this relaxa- tion
also compensates for small manufacturing errors tan- gential to the
displacement direction.
In our prototype, the user interactively places the captured
surface fragment over its synthetic equivalent. Then, itera-
tive-closest-point (ICP) is used to further refine the align- ment
[RL*01]. The fragment is resampled so that each point
on the fragment is the closest possible point to the cor-
responding point on the synthetic model. Only the sur- face
fragment corresponding to the signature needs to be processed.
Also, if the surface and signature are very differ- ent, ICP might
fail. This is not problematic since that most likely indicates
object genuinity should be rejected.
4.2 Verification The objective of the verification process is to
ensure that the signature is sufficiently intact so as to conclude
the object is genuine. We use statistical tests to yield a nearly
continuous probability value indicating object genuinity. First, we
de- scribe the use of a simple similarity of means test. This test
is straightforward and easy to implement but is not always
sensitive enough for replication attacks. Second, we de- scribe a
more sophisticated test that is able to robustly and correctly
reject a re-instanced or replicated object. Similarity of Means
Testing
Re-instancing can be detected with the use of a key-based
generation of displacements and a similarity of means statis- tical
test. Since the key is kept secure, it is extremely unlike- ly that
the adversary can recreate all the displacement values of the
signature. A re-instanced object will most likely have a different
signature and thus a simple similarity of means test is sufficient.
Using the synthetic model with the signa- ture displacements
applied, each synthetic point is sub- tracted from the
corresponding reconstructed object point
. The mean of the magnitude of these difference vectors should be
zero for all reconstructed points. A z-test or Stu- dent’s t-test
can be used to check for a mean with a statisti- cally significant
difference from zero. Group-based Sampling and Median-based
Testing
In our verification tests, we use the stratification of the samples
and median-based testing to determine homogenei- ty of variance
[Lom*07]. A replicated object will contain an unexpected additional
variance within the captured groups
that was introduced by the adversary. Re-instancing will also cause
the captured variance within each group to be different than the
expected variance. Intuitively, we desire two properties: 1) the
variance of all samples in a group to be the same and 2) the
variance of each group to be plus
. We express this by using a modified version of a Brown-Forsythe
test which checks for homogeneity of va- riance (i.e.,
homoscedasticity) using medians and variable transformation. The
use of medians, as opposed to means, is known to be more robust to
samples with an error distribu- tion straying from perfect normalcy
(e.g., a simple F-test is rarely useful unless the distribution is
perfectly normal).
We modify the Brown-Forsythe test so that it tests for homogeneity
of variance and for equality of that variance to a desired
variance. The signature samples of each group mapped onto a genuine
object are composed of a displace- ment , a group variance , and an
additional ( variance introduced by the manufacturing and
verification processes. Once we account for the first two
components, on average the group should exhibit values with a
variance equal only to the third component. The magnitude of
changes from group to group and its value is only if we group the
points correctly. Thus, obtaining a leftover va-
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
riance of ( is only the case if the proper organiza- tion of the
strata is known, the sample displacements are known, and the only
additional variance is ( . Moreover, since we have a large number
of groups, we can robustly test if the variance is in fact (
).
If the test statistic exceeds a chosen threshold value, then it
indicates rejection (i.e., object is re-instanced or repli- cated).
For this test, the transformed measurement variable for group and
element is and = median( : ). Then, we define the terms
, absolute difference with group median,
∑ , mean of group , and
∑
∑ ∑ (8)
which if it exceeds , 1, means the homo- geneity of variance fails
with 1 and degrees of freedom and at a significance level ( is a
function that returns the upper critical value of an
F-distribution). For convenience, we swap the numerator and
denominator of equation (8) in order to make 1 at all times. Mutual
Verification
One potentially problematic situation is if both the legiti- mate
manufacturer and the adversary attempt to include a genuinity
signature in the same object; who will be recog- nized as the
genuine manufacturer? This situation is, how- ever, not problematic
with our approach. If manufacturer acquires and copies the object
from manufacturer and produces a new object with their own
genuinity signature, then the new object will fail the genuinity
test for manufac- turer and succeed for that of manufacturer . This
is the desired and appropriate behavior.
5. Results and Discussion We have used our algorithms to encode and
verify ge-
nuinity signatures on several types of objects. First, to en- code
a signature our software system reads in a description of a 3D
model. A digital key is provided and used to gener- ate the unique
genuinity signature. Second, the newly created model is either
fabricated using a stereolithography process or provided to a
simulator. Our simulator enables us to thoroughly explore the
parameter space. Third, a recon- struction of an object is obtained
and checked for the pres- ence of the genuinity signature. Our
prototype verification system uses a Canon Rebel XTi 10 MP camera
and three Optoma EP910 DLP projectors of 1400x1050 pixels
each.
In the following, we present results including several graphs that
analyze the behavior of the signature and its verification in a
given situation. The horizontal axis in all graphs represents the
number of groups used when design- ing the signature. The vertical
axis represents the value of the test statistic of equation (8).
Each individual curve cor- responds to either a particular size of
the signature dis- placement image or to a particular verification
scenario.
Each datapoint is the averaged result of 10 repeated simula- tions
of creating a signature image, perturbing it according to the
legitimate manufacturer’s and adversary’s relative accuracies for
manufacturing and verification, and perform- ing a genuinity test.
While arbitrarily more groups can be used by increasing the total
number of samples, our graphs focus on the minimum number of
samples and on the mini- mum (or maximum) number of groups needed
for a given sample size. Also, since our methods scale to any
accuracy level, we arbitrarily fix 1 and adjust other
parameters.
The simplest interpretation of the numerical value of the test
statistic (y-value of the graphs) is that a value near 1 implies
success of the genuinity test. Given the total number of samples,
the number of groups, and the test statistic val- ue, we can
compute the statistical significance level at which the genuinity
test will fail. This value varies with each datapoint in the graphs
and can be computed using statistical tables or software
equivalents. While we do report it for some examples, usually a
test statistic value near 2 or greater strongly implies the object
is not genuine.
We have analyzed in simulation the behavior of the signa- ture and
its verification for various parameter values. While we have
performed the simulations for a range of values, in these
representative results we assume that the operational tolerance is
about twice the manufacturing accuracy and there is a 5:1 ratio
between and √ ; more precisely 1, 0.5, 0.25 and 0.0025 – these num-
bers guarantee the operational tolerance is not exceeded by the
signature displacements and manufacturing process. Figure 4a shows
the effectiveness of our method in recog- nizing a truly genuine
object using several signature image sizes. Once a sufficient
number of groups are used (i.e., 60), genuinity testing robustly
succeeds in keeping the test statistic near 1. Figure 4b shows the
ability of our genuinity test in discovering a re-instanced object.
Using a 200x200 signature image or larger, yields sufficient
samples to ro- bustly detect the re-instanced object. The
effectiveness of the test increases as the number of groups reduces
because each group is assigned more samples resulting in a stronger
change of variance. However, the desire to have fewer groups with
more samples runs counter to the need for more groups that is
needed for verifying truly genuine objects. For a signature image
size of 200x200 about 60 to 100 groups yields a compromise between
the two scenarios. More groups can be used for larger signature
image sizes.
The use of the signature variance helps make the test more robust
to attacks. Figures 4b-c report the test statistic using a ratio of
5:1 and 1:5 between and √ . For all cas- es, a variance difference
between groups improves the ro- bustness of the tests but yields a
less smooth signature that is difficult to fabricate and to
maintain undamaged.
Figures 4d-f show the behavior of our approach during replication
attempts for an adversary with 1, 10 (“10 times better technology”)
and 100 (“100 times better technology”). In these tests, the
relative values of
, , , and are not important – the value for , as well as the image
size and group count, dominate the beha- vior. For 1, a 50x50
displacement image is sufficient. For 10, at least a 250x250 image
is needed to robustly
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
reject such a replicated object. For 100, a larger signa- ture
displacement image of 2500x2500 is needed. In all cases, using up
to about 140 groups is possible. Hence, even if the adversary has
manufacturing and acquisition accuracy 100 times superior to the
legitimate manufacturer, the repli- cated object can still be
robustly identified.
In Figure 5, we summarize the behavior of our genuinity signature
and its verification in several “attacks” by an ad- versary. Figure
5a shows the behavior of the genuinity test when using a signature
displacement image of 250x250 samples and 10. Figure 5b shows give
a similar report but for 100 and using a signature displacement
image of 2500x2500 (note: the test-value for the re-instance attack
is very large, for convenience we divide it by 1000). In all cases,
our approach clearly discerns the genuine object.
Figure 1 (on the first page) shows a synthetic object, a fa-
bricated object, and an acquired fragment used for genuinity
testing of a CAD object. Figure 1a and 1d show the 3D computer
model. The signature is visible on the bottom side. Figure 1b and
1e are photographs of the fabricated physical object. Figure 1c is
the acquired surface fragment of the signature. Since our genuinity
detection is designed for fragility upon copying (i.e., success is
hard), our real-world experiments test accurately recovering the
signature at the expected levels of error. The effects of
re-instancing and replicating an object can be accomplished,
respectively, by comparing the same captured object to a different
signature and by changing the variances of the signature.
The signature we design and verify uses a displacement image of
35x35 samples and 100 groups. The square dis- placement image is
mapped onto the object with only sim- ple scaling and orthographic
projection, thus only about 2/3’s of the samples are actually used.
The object measures 102x100x45 mm. The accuracy of the
stereolithography fabrication device available to use can be set
between 0.1
a) d)
b) e)
c) f) Figure 4: Genuinity Testing Analysis. We show the behavior of
our genuinity test for a) genuine objects, b-c) for re- instanced
objects, and d-f) for replicated objects. The two reinstancing
examples also show the benefit of having a va- riance component in
the signature; b) show a ratio of 1:5 between m and √ and c) show a
ratio of 5:1. The replication attacks use an adversary with
technology d) 1x, e) 10x, or f) 100x better than the legimate’s
manufacturer.
1
1.2
1.4
1.6
1.8
2
W
0
100
200
300
W
W
W
W
W
250
2500
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
mm and 0.2 mm (i.e., about 5/1000th to 8/1000th of an inch) -- we
used 0.1 mm. Our verification system is estimated to have an
accuracy of 0.5 mm; in this example, 99% of the acquired fragment
was at most 0.39 mm from ideal (thus
0.5 is reasonable). Our manufacturing and verification variances
are taken as 0.15 and 0.5 . For this prototype, we satisfy 2 mm by
using 1.0 mm and
0.75. The averaged test statistic value for genuine ob- jects,
re-instanced objects, and replicated objects (using
=10) is, respectively, 1.26, 3.57, and 2.16. In this signa- ture,
the upper critical F-value for the involved degrees of freedom and
at a 5% significance level is about 1.26. Thus, the truly genuine
object passes the test and the re-instanced and replicated object
are correctly rejected with only a 5% chance of getting the
classification wrong.
Figure 6 shows the relative effect of the signature para- meters
and . In this example, we assume we have 1 mm of “space” for the
signature displacements. provides the general shape of the
signature (Figure 6a: high and low ). provides variability between
the groups (Figure 6b:
low and high ). High variability between the groups
yields the most robust test, but the signature itself might be hard
to manufacture and/or fragile. Our choice is to use a balance of
the two parameters (Figures 6c-6d). In this small footprint
signature, the significance level is about 10% (e.g., the test may
be wrong 10% of the time – this number can be improved by further
tuning the parameters).
In Figure 7, we demonstrate the flexibility of our method by
applying it to a previously scanned object rather than a CAD
object. The process for our method is identical and the signature
in fact looks very much like existing noise.
Figure 8 shows another experimental example. This ob- ject was
fabricated with similar parameters as that in Figure 1 but using 2
and 0.2 mm (“standard stereoli- thography quality” of our
supplier). The test statistic values for genuine objects,
re-instanced objects, and replicated objects (using =10) is,
respectively, 1.23, 2.75, and 1.63. The acquired object’s was at
most 0.47 mm from ideal.
We further validate our method by showing the effect on the
signature for replicated objects. Using the objects from Figures 1
and 8, we re-manufacture the objects from the acquired version
(containing the signature). In Figure 9, we show the difference
(using a jet colormap) between corres- ponded points of the digital
model with signature (i.e., no errors) and scanned surface
fragments. The difference represents the error introduced by
manufacturing and verifi- cation -- it should be relatively smooth
and small. Figures 9a and 9c use the acquired signatures of the
genuine objects where test statistic =1.16 and =1.22, respectively.
Fig- ures 9b and 9d use the scanned signatures of the replicated
objects where =2.86 and =2.43, respectively -- thus the objects are
detected to be replicas. Further, Figures 9a and 9b are created
using the same high-resolution manufacturing technology; replica
Figure 9d is created using high- resolution manufacturing
technology while the correspond- ing genuine object is created
using the lower-quality stan- dard-resolution process.
Nevertheless, the replication process introduces additional error
that can be detected. (Note: the straight-line artifacts of 9a and
9b are due to the capture methods; the red-bands on the sides of 9c
and 9d are because that surface region is not part of the
signature.)
6. Discussion and Future Work We have presented a novel approach to
encode data for
detecting object genuinity into the surface of physical ob- jects.
Our problem is quite different from digital watermark- ing where
perfect copies can be made. In the physical world, copying is a
noisy process that we exploit to detect replica- tion attempts,
re-instancing attempts, or both. Our approach encodes a signature
into a digital 3D object which after
a)
b) Figure 5: Example Attacks. a) Attempt of copying using
10 and a 250x250 signature displacement image. b) Another set of
attacks using 100 and a 2500x2500 signature displacement
image.
0
10
20
30
W
W
Example B: 2500x2500 Genuine Reinstance/1000
Replicate 100:1
Figure 6: Signature Design. We show a CAD object with the signature
at both end caps for 1 . a) Signature with relatively high and low
, b) signature with low and high and c-d) a balanced
combination.
d) c) b) a)
EUROGRAPHICS 2009/P. Dutré and M. Stamminger Volume 28 (2009),
Number 2 (Guest Editors)
manufacturing is used to determine genuinity. Our work provides a
unique blend of computer graphics, information security, and
advanced manufacturing.
Our method does have some limitations and aspects that need further
refinement. First, our approach requires “space” to place the
signature. Such space might not exist on all types of objects.
Second, our error model is based on an assumption of a near-normal
error distribution. While we explicitly use techniques to support
deviations from normal- ity, a severe departure will likely confuse
verification. Third, our technique requires approximate knowledge
of the variance of the manufacturing process and verification
process. A significant over (or under) estimation of these
quantities will also distort the verification procedure. While the
variance can be determined experimentally, we look to more
sophisticated statistical processing to support using conservative
estimates. To provide more robustness and to support a wider range
of object types and manufacturing processes, a promising extension
is to use other feature spaces (e.g., color) and their
combinations.
7. References [AX*08] ALIAGA D., XU Y., “Photogeometric Structured
Light: A
Self-Calibrating and Multi-Viewpoint Framework for Accurate 3D
Modeling”, IEEE Computer Vision and Pattern Recognition,
2008.
[BGM*07] BORGEAT L., GODIN G., MASSICOTTE P., POIRIER G., BLAIS F.,
BERALDIN J.A., “Visualizing and Analyzing the Mona Lisa”, IEEE
Computer Graphics & App., 27(6), 60-68, 2007.
[CGE*07] CORSINI M., GELASCA E.D., EBRAHIMI T., BARNI M.,
“Watermarked 3-D Mesh Quality Assessment," IEEE Trans. on
Multimedia, 9(2), 247-256, 2007.
[CHL*01] CHEN M., HE Y., LAGENDIJK R.L., “Error detection by
fragile watermarking”, Picture Coding Symp., 287-290, 2001.
[KSD*03] KUMAR S., SNYDER D., DUNCAN D., COHEN J., COOPER J.,
"Digital Preservation of Ancient Cuneiform Tablets Using
3D-Scanning", 3-D Digital Imaging and Modeling, 2003.
[LDD*07] LAVOUE G., DENIS F., DUPONT F., "Subdivision Surface
Watermarking," Computers & Graphics, 32(3), 480-492,
2007.
[Lom*07] LOMAX R., An Introduction to Statistical Concepts,
Routledge, 472 pages, 2007.
[NRD*05] NEHAB D., RUSINKIEWICZ S., DAVIS J., RAMAMOORTHI R.,
“Efficiently Combining Positions and Normals for Precise 3D
Geometry”, ACM SIGGRAPH, TOG 24(3), 2005.
[Per*02] PERLIN K., “Improving Noise“, ACM Transactions on
Graphics, 21(3), 681-682.
[PYC*03] PENG X., YUB L., CAIB L., “Digital watermarking in 3D
space with a virtual-optics imaging modality”, Optics Commu-
nications, 226(1-6), 155-165, 2003.
[RL*01] RUSINKIEWICZ S., LEVOY M., “Efficient Variants of the ICP
Algorithm”, 3D Digital Imaging Modeling, 145-152, 2001.
[RVW*07] RIDA A., VYAS R., WU T., LI R., TENTZERIS M., “De-
velopment and Implementation of Novel UHF Paper-Based RFID Designs
for Anti-counterfeiting and Security Applica- tions”, IEEE Int’l
Workshop on Anti-counterfeiting, Security, & Identification,
52-56, 2007.
[Vol*96] VOLPE H.R., “Printing method and copy-evident secure
document”, US Patent 5487567, January, 1996.
[WLD*07] WANG K., LAVOUE G., DENIS F., BASKURT A., “3D Meshes
Watermarking: Review and Attack-Centric Investiga- tion”, Int’l
Workshop on Information Hiding, 50-64, 2007.
[YY*99] YEO B.-L., YEUNG M.M., “Watermarking 3D Objects for
Verification”, IEEE Computer Graphics & Applications, 19(1),
36-45, 1999.
Figure 7: Scanned Object. a) Scanned object, no sig- nature. b)
Object with signature added (middle figure highlights the signature
footprint).
a) b)
Figure 8: Additional Example. a) Top view of original 3D synthetic
model. b) Bottom view of original model. c) View of model with
encoded signature for 2 mm. d) Acquired signature footprint.
a) b)
c) d)
Figure 9: Replication Examples. Differences are shown between
digital model with signature and sur- face fragments (using
jet-colormap). (a, c) Captured signatures of genuine objects; (b,
d) replicated objects.
b)