






Languages
Pages
Legal


7/30/2019 electrical ladder/tray
http://slidepdf.com/reader/full/electrical-laddertray 1/2
Fea tur e – Cable Ladder s and Tr a y s
Volume 3 Issue 3 2006 Hot D ip Galvanizing Today 37
Design and specif ication of a
cable support s ystem
The specif ication of cable support
s ystems generall y f alls under the
jurisdiction of the electrical or
instrumentation engineer, due to thef act that he controls the cabling. As a
well designed cable support s ystem
requires expertise in structural and
corrosion engineering, it is necessar y
f or the specialist supplier of cable
support s ystems to of f er technical
support in these areas to ensure that
their products are correctl y specif ied f or
each particular application.
Suppliers of cable support s ystems
of f er the market a wide range of
products with var ying cable carr ying
capabilities, manuf actured in man ymaterials and f inishes ( e.g. graded
stainless steels, 3CR12, aluminium,
f ibre reinf orced plastic, hot dip
galvanized mild steel, duplex coated
hot dip galvanized mild steel and
industrial paint s ystems on mild
steel ), to cater f or ever y t ype of
corrosive environment imaginable.
We believe that, as there are ‘ h o r s e s f o r
c o u r s e s ’ , similarl y this range of products
enables the designer to select the best
option that will satisf y a specif ic set of
structural and environmental designrequirements f or the lif e of the plant.
Structural design considerations
f or a cable support s ystem
Reputable suppliers of cable support
s ystems should be able to predict the
load carr ying capabilit y/perf ormance of
each of their products at dif f erent
support spans in order to recommend
the most suitable product f or a
particular use. In order to do this, all
cable carr ying products should bedesigned and categorised in accordance
with local and international standards.
The real challenge in the design of a
cable support s ystem lies in the
industrial market, where cables of ten
have to span long distances without
intermediate supports. The design also
depends on the pref erence of the
electrical engineer to support the cables
b y la ying them on a horizontal cable
ladder/tra y ( bed ), or tie them to an edge
mounted cable ladder/tra y ( wall ).
Because South Af rican engineers
generall y pref er the latter method of
supporting cables, a cable ladder was
locall y developed some eighteen years
ago, which is structurall y superior when
carr ying design cable loads over long
spans when mounted on its edge. This
product has all but replaced the use of
angle and f lat bar cable ladders in
mining and heav y industrial
applications. The outstanding f eatures
of this product are f ull welding at the
junction of each cross rung with the
side rail and extended bottom f lange,
thus creating a rigid f ixed joint. In
addition, the end of each cross rung is
cut back at an angle in order to allow a
generous opening f or zinc f low during
hot dip galvanizing.
In other parts of the world, engineers
f avour la ying their cables on a cable
ladder or tra y, which is mounted in the
G ZINC BATH HEATING
G ZINC BATHS COMPLETE
G TEMPERATURE SENSORS
G PRE-CLEANING BATH
HEATING
G CONTROL EQUIPMENT
G GAS - ELECTRIC
CONVERSIONS
PO Box 53483 Tro yeville 2139
Tel: [011] 894 3937
Fax: [011] 894 3954
www.hi-techelements.co.za
Email: andre@ hi-techelements.co.za
DESIGNER S AND
MANUFACTUR ER S
OF ELECTR ICAL
HEATING
ELEMENTS AND
S YSTEMS
horizontal plane. When mounted in
this position over long spans, the cable
ladder or tra y requires a deeper side rail
prof ile in order to satisf y the design
load requirements. The f act that ver y
f ew locall y marketed cable ladders or
tra ys have side rails or turn ups greater
than 76mm seems to prove m y belief
that South Af rican specif iers support
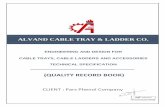
The cable tray on the right (hot dip galvanized
to SANS 121) will out last the tray on the lef t(continuously hot dip galvanized material) by
upwards of 4 times!

7/30/2019 electrical ladder/tray
http://slidepdf.com/reader/full/electrical-laddertray 2/2
Fea tur e – Cable Ladder s and Tr a y s
38 Hot D ip Galvanizing Today Volume 3 Issue 3 2006
cables in the edge mounting position in
industrial application.
Contact with overseas engineers/
specif iers who require horizontal
mounted cable support s ystems in long
spanning applications, will certainl y
inf luence the availabilit y of suitable new
products in order to satisf y this demand.
Corrosion protection s ystem
When selecting the most suitable
products f or a cable support s ystem, it
is essential to select the correct material
and/or coating s ystem, which is capable
of lasting f or the lif e of the building or
plant in which it is to operate.
Should the cable support s ystem f ailprematurel y, the exorbitant costs of
shutting down the plant to install a new
support s ystem f ar exceeds the
additional cost of choosing the correct
corrosion protection s ystem rather than
the wrong one.
We f ocus hereaf ter on corrosion
protection s ystems involving hot dip
galvanizing.
Hot dip galvanized coating
The coating of choice f or ninet y per cent
of our stock of cable support s ystem
product is hot dip galvanized to ISO
1461 in the case of our mild steel
manuf actured items and continuousl y
hot dip galvanized sheeting’s Z275 f or
some of our commercial cable tra ys and
wiring ducting where no welding is
required during f abrication. Even
considering the massive increases in
the cost of zinc in recent times, I cannot
envisage a more ideal coating f or our
products than hot dip galvanizing to an
agreed standard of qualit y required b ythe electrical specif ier.
An y hot dip galvanizer wishing to coat
cable support products has to realise
that his coating is part and parcel of the
product. This, of necessit y, means that
surf ace roughness and spiking on the
cable bearing surf aces and at splice
mating surf aces are unacceptable,
whether otherwise acceptable to SABS
and ISO 1461, or not. It has been m y
experience that whereas some plants
are unsuited to galvanize our products,
others are unwilling to go the extra
mile, regardless of price. To those
galvanizers who are willing to work
together with manuf acturers and
suppliers like ourselves in order to
produce a qualit y product, which meets
all of the design requirements of our
industr y, your positive attitude will
serve to retain hot dip galvanizing as
the pref erred coating of cable support
s ystems into the f uture.
Duplex coating s ystem ( hot dip
galvanizing plus powder coating )
Where cable support s ystems are
installed f or maintenance f ree extendedlif e span the above duplex coating
s ystem has proved to be highl y
ef f ective.
For a number of decades, till the end of
the 1980’s, ninet y f ive per cent of all
steel cable management products were
either hot dip galvanized ( cable ladders,
cable tra ys and metal f raming s ystems )
or powder coated ( power skirting, some
ladders, tra ys and metal f raming f or
aesthetic purposes ). It is thus
understandable wh y the industr y
developed its interest in duplex s ystemsalmost exclusivel y on the use of hot dip
galvanizing and powder coating.
In earl y use, the f inal powder coating
was applied to the hot dip galvanized
coating, onl y af ter application of a
strontium chromate primer. As the
strontium chromate coating was
proving extremel y costl y, attempts were
made to eliminate the primer b y
mechanical and/or chemical
transf ormation of the hot dip galvanized
substrate. Resulting f rom these ef f orts
a number of powder coaters toda y areable to achieve the necessar y adhesion
between the hot dip galvanized
substrate and the powder without the
strontium chromate wet spra y.
Resulting f rom a number of duplex
f ailures, notabl y at Zimbali
( continuousl y galvanized wire coated
with epox y powder ) and on the West
Coast of Namibia ( hot dip galvanized
commercial grade mild steel and
pol yester powder ), sound reasoning
would suggest exercising extreme
caution in of f ering duplex coating
s ystems f or severe corrosiveenvironments, unless f ull y supported b y
the powder ( or paint ) manuf acturer
concerned as well as the specif ier. It is
encouraging to notice that at least one
powder manuf acturer has entered the
precarious area of specif ying a duplex
solution with hot dip galvanizing f or
severe corrosive environments.
It is m y view that duplex coating
s ystems of hot dip galvanizing and
powder/paint will onl y come into their
own when both the specif ier and the
manuf acturers of paint and powders ystems take f ull responsibilit y f or their
products f or all corrosive environments,
as well as the correct application
thereof through the appointment of
approved applicators, particularl y where
coating on hot dip galvanized steel is
concerned. Rather than to continue
marketing the obvious merits of duplex
coating, I would much rather see the
HDGASA embarking on a joint venture
with a number of recognised industrial
paint manuf acturers and powder
manuf acturers to test duplex coatings
in severe corrosive environments wheref ailures are known to have taken place.
This will give those of us who believe
that hot dip galvanizing is a wonderf ul
corrosion protection s ystem f or steel,
another product that we can market
with total conf idence.
T h e As s o c i a t i o n w o u l d l i k e t o t h a n k P i e t e r U y s
o f S t r u t f a s t , a n a f f i l i a t e m e m b e r , f o r t h i s a r t i c l e .
Edgemounted cable ladder.
Top Related