






Languages
Pages
Legal


By Sadam shahani
WE WILL COVER FOLLOWING TOPICS
Introduction to Drying
Classification of Dryers
Principles of Drying
bull Temperature Patterns in Dryer
bull Heat Transfer in dryer
bull Phase Equilibria
The Drying Curve
Drying a Solid
Removal of relatively small amount of water or other liquid from solid material
Reduce the content of residual liquid to an acceptable low value
OPTIONS AVAILABLETO REDUCE REMOVE LIQUID FROM SOLIDS
Mechanically by PRESS
Centrifuges
Drying (thermally by Vaporization)
Location of Liquid to be VaporizedMay be on the surface of the solid (eg Drying salts crystals)
May be inside the solid (eg Solvent removal from sheet of polymer)
May be partly outside and partly inside
Feed for dryers may in the form ofLiquid in which the solid is suspended as particles
Solution
Which type of Industry
usesDryers
Textiles IndustriesPaper and Allied Product IndustriesChemical IndustriesFood IndustriesHerbal IndustriesPharmaceutical IndustriesDairy IndustriesTea Industries
Different FORMS of Solids
1 Flakes
2 Granules
3 Crystals
4 Powders
5 Slabs
6 Continuous sheets
All have widely different properties
Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
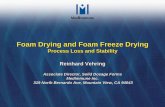
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

WE WILL COVER FOLLOWING TOPICS
Introduction to Drying
Classification of Dryers
Principles of Drying
bull Temperature Patterns in Dryer
bull Heat Transfer in dryer
bull Phase Equilibria
The Drying Curve
Drying a Solid
Removal of relatively small amount of water or other liquid from solid material
Reduce the content of residual liquid to an acceptable low value
OPTIONS AVAILABLETO REDUCE REMOVE LIQUID FROM SOLIDS
Mechanically by PRESS
Centrifuges
Drying (thermally by Vaporization)
Location of Liquid to be VaporizedMay be on the surface of the solid (eg Drying salts crystals)
May be inside the solid (eg Solvent removal from sheet of polymer)
May be partly outside and partly inside
Feed for dryers may in the form ofLiquid in which the solid is suspended as particles
Solution
Which type of Industry
usesDryers
Textiles IndustriesPaper and Allied Product IndustriesChemical IndustriesFood IndustriesHerbal IndustriesPharmaceutical IndustriesDairy IndustriesTea Industries
Different FORMS of Solids
1 Flakes
2 Granules
3 Crystals
4 Powders
5 Slabs
6 Continuous sheets
All have widely different properties
Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Drying a Solid
Removal of relatively small amount of water or other liquid from solid material
Reduce the content of residual liquid to an acceptable low value
OPTIONS AVAILABLETO REDUCE REMOVE LIQUID FROM SOLIDS
Mechanically by PRESS
Centrifuges
Drying (thermally by Vaporization)
Location of Liquid to be VaporizedMay be on the surface of the solid (eg Drying salts crystals)
May be inside the solid (eg Solvent removal from sheet of polymer)
May be partly outside and partly inside
Feed for dryers may in the form ofLiquid in which the solid is suspended as particles
Solution
Which type of Industry
usesDryers
Textiles IndustriesPaper and Allied Product IndustriesChemical IndustriesFood IndustriesHerbal IndustriesPharmaceutical IndustriesDairy IndustriesTea Industries
Different FORMS of Solids
1 Flakes
2 Granules
3 Crystals
4 Powders
5 Slabs
6 Continuous sheets
All have widely different properties
Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

OPTIONS AVAILABLETO REDUCE REMOVE LIQUID FROM SOLIDS
Mechanically by PRESS
Centrifuges
Drying (thermally by Vaporization)
Location of Liquid to be VaporizedMay be on the surface of the solid (eg Drying salts crystals)
May be inside the solid (eg Solvent removal from sheet of polymer)
May be partly outside and partly inside
Feed for dryers may in the form ofLiquid in which the solid is suspended as particles
Solution
Which type of Industry
usesDryers
Textiles IndustriesPaper and Allied Product IndustriesChemical IndustriesFood IndustriesHerbal IndustriesPharmaceutical IndustriesDairy IndustriesTea Industries
Different FORMS of Solids
1 Flakes
2 Granules
3 Crystals
4 Powders
5 Slabs
6 Continuous sheets
All have widely different properties
Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Location of Liquid to be VaporizedMay be on the surface of the solid (eg Drying salts crystals)
May be inside the solid (eg Solvent removal from sheet of polymer)
May be partly outside and partly inside
Feed for dryers may in the form ofLiquid in which the solid is suspended as particles
Solution
Which type of Industry
usesDryers
Textiles IndustriesPaper and Allied Product IndustriesChemical IndustriesFood IndustriesHerbal IndustriesPharmaceutical IndustriesDairy IndustriesTea Industries
Different FORMS of Solids
1 Flakes
2 Granules
3 Crystals
4 Powders
5 Slabs
6 Continuous sheets
All have widely different properties
Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Which type of Industry
usesDryers
Textiles IndustriesPaper and Allied Product IndustriesChemical IndustriesFood IndustriesHerbal IndustriesPharmaceutical IndustriesDairy IndustriesTea Industries
Different FORMS of Solids
1 Flakes
2 Granules
3 Crystals
4 Powders
5 Slabs
6 Continuous sheets
All have widely different properties
Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Textiles IndustriesPaper and Allied Product IndustriesChemical IndustriesFood IndustriesHerbal IndustriesPharmaceutical IndustriesDairy IndustriesTea Industries
Different FORMS of Solids
1 Flakes
2 Granules
3 Crystals
4 Powders
5 Slabs
6 Continuous sheets
All have widely different properties
Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Different FORMS of Solids
1 Flakes
2 Granules
3 Crystals
4 Powders
5 Slabs
6 Continuous sheets
All have widely different properties
Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Classification of DRYERS
1 Adiabatic or Direct DryersDryers that expose the solids to a hot gas (usually air) are called
Adiabatic or Direct Dryers
2 Non-Adiabatic or Indirect DryersDryers in which heat is transferred from an external medium are known as
non-adiabatic or Indirect Dryers
Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Solids Handling in Dryers
Heat is important only to describe the different
patterns of motion of solid particles through dryers
In Adiabatic Dryers solids are exposed
to the gas in the following ways
1 Cross-Circulation Drying
Gas is blown across the surface of a bed or slab of solids
2 Through Circulation Drying
Gas is blown through a bed of coarse granular solids that are
supported on a screen
3 Solids are showered downward through a slowly moving gas
stream in a rotary dryers
4 Gas passes through the solids at a velocity sufficient to fluidize
the bed
5 Solids are all entrained in a hi velocity gas stream and are
pneumatically conveyed from a mixing device to a mechanical
separator
In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

In Non-Adiabatic Dryers solids are exposed to the hot surface or other source of heat in the following ways
1Solids are spread over a stationary or slowly moving horizontal surface and cooked until dry
Surface may be heated Electrically
Heat transfer fluid stream or hot water
Radiant heater
2 Solids are moved over a heated surface cylindrical by an agitator or a screw or paddle conveyer
3 Solids slide by gravity over an inclined heated surface or are carried upward with the surface for a time and then slide new location (rotary dryer)
Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Commercially DRYERS are chiefly differ in
The way of solid are moved through the drying zone
The way in which heat is transferred
Some dryers are Continuous or other are Batch wise
Some dryers Agitate the Solids and other are Essentially un Agitated
Some dryers can handle almost any kind of material while others are severely limited to
specified type of feed
Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Major Division of Dryers on the basis of
mode of heat transfer
1 Dryers in which the solid is directly exposed to a hot gas (usually air)
2 Dryers in which heat is transfer to the solid from an external medium such as condensing steam
3 Dryers that are heated by dielectric radiant or microwave energy
4 Dryers which uses more then one mode of HT
eg Hot gas with heated surface
Hot gas with Radiation
Temperature vary depends upon
Nature and liquid content of the feedstock
Temperature of heating medium
Drying Time
Allowable final temperature of the dry solids
Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Typical Temperature Pattern
Batch Dryers
With heating medium at constant temperature
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Th= constant heating medium temp
In a non-adiabatic dryers with no sweep gas
Tv is essentially the BP of the liquid at the
pressure prevailing in the dryers
In a adiabatic dryers with sweep gas
Tv is near the WBT of the gas
Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Typical Temperature Pattern
cont
Ideal Continuous Dryers
In steady-state operation the temp at any given
point in a continuous dryer is constant but it
varies along the length of the dryers
Tsa= feed tempInitial solid temp
Tsb= Final Solids temp
Tv= Vaporization temp
Thb= gas temp at inlet
Tha= gas temp at outlet Temperature pattern for an adiabatic countercurrent dryer
Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Heat Transfer in Dryers
By definition it is a thermal process
It is often complicated by diffusion in the solid or through a gas
Solids can be dried by exposure to highly superheated steam there are no diffusion
limitation
Surface temp depends on the rates of mass transfer and heat transfer and this
concept is used in dryer calculation
Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Calculation of Heat DutyHeat must be applied to a dryer to accomplish the following
1 Heat the feed (solids amp liquids) to the vaporization temp
2 Vaporize the liquid
3 Heat the solid to their final temp
4 Heat the vapor to its final temp
5 Heat the air or other added gas to its final temp
All the other items are often negligible compared to the vaporization of liquid
Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Total rate of heat transferIf ms is the mass of bone-dry solids to be dried per unit time
Xa and Xb are the initial and final liquid content in mass of liquid per unit mass of bone-dry solid
Heat qT transferred per unit mass of bone-dry solid per unit time
qT = cps (Tsb-Tsa) + Xa cpl (Tv - Tsa) + (Xa-Xb) λms + Xb cpl (Tsb - Tv) + (Xa ndash Xb) cpv (Tva - Tv)
Where
Tsa ndash feed temperatureXa ndash initial liquid contents (mass of liquid per unit mass of bone-dry solid)Xb ndash final liquid contentsλ ndashheat of vaporizationcps cpL cpv ndash specific heats
In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

In adiabatic dryer heat transferred to the solids liquids and vapor comes from the
cooling of gas
For continuous adiabatic dryers the heat balance gives
qT = mg Csb (Thb - Tha)
Where
mg= mass rate of dry gass
Csb = humid heat of gas at inlet humidity
Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Basic heat transfer equation
q= UA ∆T
q = rate of heat transfer in a section of the dryer
U = Overall co-efficient
A= Heat transfer area
∆T = Average temp difference
Value of U can be predicted
Empirical correlation
Experimental data
Theory and correlation
Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Basic heat transfer equation (cont)
Value of A
For tray Dryers and moving Belt Dryers
A is the area of horizontal surface carrying the wet solids
For Drum Dryers
A is the active surface area of the drum
For Through-Circulation Dryers
A is the total surface area of the particles
For Screw Conveyor Dryers or Rotary DryersThe effective area for heat and mass transfer is hard to determine Such dryers are design on the basis of a volumetric heat transfer coefficient (Ua)
Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Phase Equilibria
Equilibrium data for moist solids are the commonly given as relationship between the Relative humidity of the gas and liquid content of the solid
Always independent of the temp
When a wet solid is brought into contact with air of low humidity than that corresponding to the moisture content of the solids as shown by the humidity-equlibrium curve the solids tends to lose moisture and dry to equlibrium with the air
When the air is more humid than the solid in equilibrium with it the solids absorbs moisture from the air until equilibrium is attained
Equilibrium moisture curve at 25 degree C
Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Equilibrium Moisture
Humidity of air is called equilibrium moisture
Free Water
The difference between the total water content XT of the solid and the equlibrium water content X
X = XT ndash X
Mechanism of drying depends on the bull nature of solids
bull methods of contracting the solids and gas
Solids are of three kinds1 Crystalline no Interior liquid drying occur at the surface
2 Porous such as pallets contain liquid in Interior channel
3 Non- Porous such as soap glue and plastic clay dense cellular solids such as wood and leather and many polymeric materials
For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

For each and every product there is a representative curve that describes the drying characteristics for that product at specific temperature velocity and pressure conditions
This curve is referred to as the drying curve for a specific product
Variations in the curve will occur principally in rate relative to carrier velocity and temperature
Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Drying occurs in three different phases
INITIAL PERIOD
Sensible heat is transferred to the feed that contained moisture
Heating up the feed from the inlet condition to the process condition
The rate of evaporation increases dramatically during this period with mostly free moisture being removed
Pre-processing can reduce or eliminate this phase
eg preheated by a source of waste energy
CONSTANT RATE PERIOD
Free moisture persists on the surface
Rate of evaporation alter very little as the moisture content reduces
Drying rates are high
There is a gradual and relatively small increase in the product temperature
Time scale of the constant rate period may determine and affect the rate of drying in the next phase
FALLING RATE PERIOD
Migration of moisture content from the particles to the outer surface becomes the limiting factor that reduces the drying rate
CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

CROSS-CIRCULATION DRYING gas flowing over slabs or beds of solids
bull Slow usually done batch wise
bull Displaced by other faster methods in most large scale drying operations
bull Still it is important especially for the production of pharmaceutical and fine
chemicals especially where drying conditions must be carefully controlled
Constant drying conditions
Assume that temperature humidity velocity and direction of flow of the air
across the drying surface are constant
Moisture content and other factors in the solids are changing with time and
position in the bed
Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Rates of Drying
The drying rate of solids containing internal liquids however depend on
Internal moisture flow
Distance it must travel to reach the surface
As the time passes the total moisture content XT typically falls
Graph AFirst XT graph becomes nearly linear after the feed material reaches Tv Graph stays this way for a considerable time so-called constant-rate period
Next falling-rate period Linear concave or convex drying-rate plots possible depending on the nature of solids and mechanism of internal moisture flow
Graph B Drying rate which is the derivative of curve A The rate is constant or decreasing slightly for a considerable period Typical plots of total moisture content and drying
rate
Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate

Critical Moisture Content
Point at which the constant-rate period ends (see point B)
Initial XT below critical value 1048774no constant-rate periodOther factors affecting thecritical contentThickness of materialRate of drying
Typical plots of total moisture content and drying rate
Top Related