






Languages
Pages
Legal

DRforPipesInspectionDigitalRadiographyorDRisanadvancementoftraditionalRadiography.Thistechnique utilizes DDAs (Digital Detector Arrays) instead of Film or CR(ComputedRadiography) inordertocreatean instant Image.TheRadiationreaches the DDA, which has passed through the object, converted by aScintillator into visible light and then translated into a digital Image. Thephysics (Angles, Penetration, technique etc.) remain similar and only mildchangesarerequiredtomakethetransitiontoDigitalRadiography.WhydoweinspectPipes?Pipes,whetherinservice,inproductionorduringinstallation,haveavarietyofpotentialproblemswhichcanleadtofailures.Typicalinspectionsofpipesareperformedinordertoinspectthewelds,measurewallthinning,Corrosionandcloggingdueresiduebuild-up.WhatwouldIgainbyusingPortableDRforpipeinspection?Theadvantagesareenormous inalmosteveryaspect. Startingwith the timeneededtoacquireanimage,fromsetupuntiltheinterpretationstage,noneedforreturningtositeforre-shoots,theaddedsafetyduetosignificantly lowerdoseandexposuretimeandthefactthatconsumablesnolongertakepart.It isno longernecessary touseneitheraDark roomnorChemicalswith thistechnology.WherearePipeinspectionsperformed?Inspectionsaremainlydoneatthefacilitieswherethepipesareinservice;IntheOilandGasIndustrywearetalkingaboutallthestagesofMidstreamandDownstreamoperations,hencestarting fromtheTransportationstageof theCrudeOil (orGas) upuntil the final product is produced. Locations couldbearoundOilwells,inRefineriesandinPowergenerationstations.DoIneedtousespecialsourcesofRadiationwithDR?No,allthesourcesofRadiation(X-rayandIsotopes)whichcurrentlyexistatyourworkshoparesuitableforusewithDR.Infact,withIsotopesyouarenowabletoextendthelifecyclesinceDRrequiresloweractivity(ci)thusreplacingthemlessfrequently.
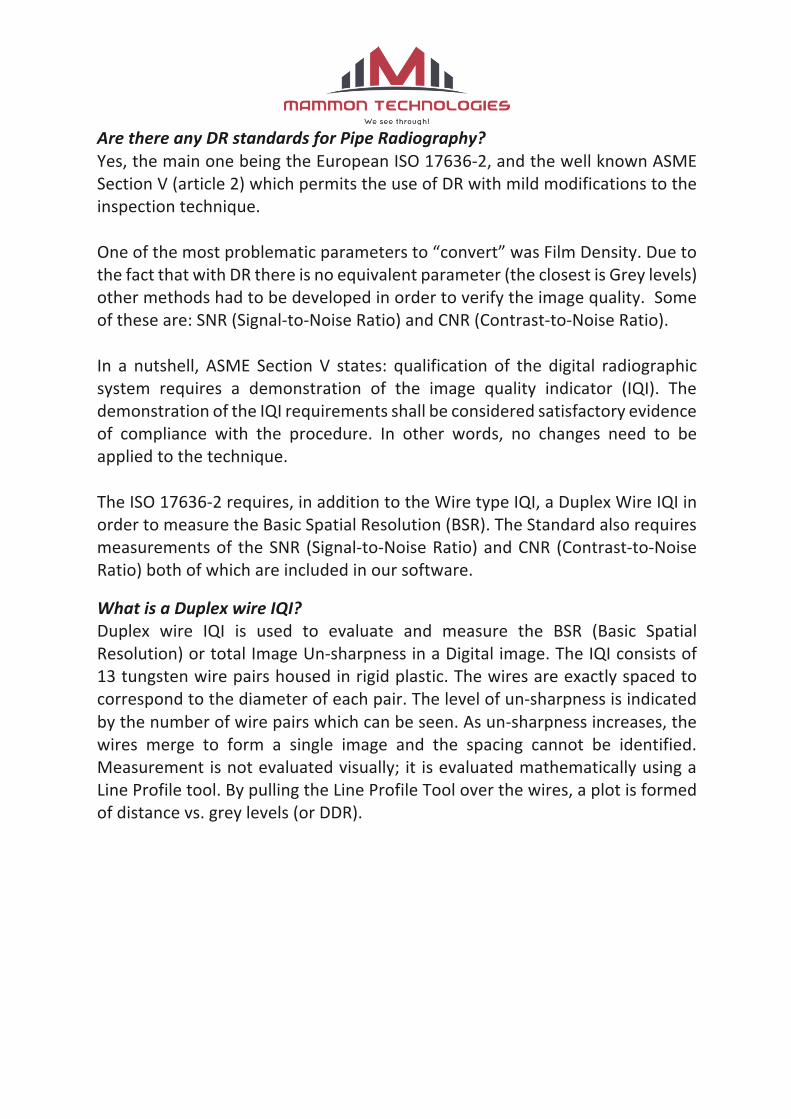
ArethereanyDRstandardsforPipeRadiography?Yes,themainonebeingtheEuropeanISO17636-2,andthewellknownASMESectionV(article2)whichpermitstheuseofDRwithmildmodificationstotheinspectiontechnique.Oneofthemostproblematicparametersto“convert”wasFilmDensity.DuetothefactthatwithDRthereisnoequivalentparameter(theclosestisGreylevels)othermethodshadtobedevelopedinordertoverifytheimagequality.Someoftheseare:SNR(Signal-to-NoiseRatio)andCNR(Contrast-to-NoiseRatio).In a nutshell, ASME SectionV states: qualification of the digital radiographicsystem requires a demonstration of the image quality indicator (IQI). ThedemonstrationoftheIQIrequirementsshallbeconsideredsatisfactoryevidenceof compliance with the procedure. In other words, no changes need to beappliedtothetechnique.TheISO17636-2requires,inadditiontotheWiretypeIQI,aDuplexWireIQIinordertomeasuretheBasicSpatialResolution(BSR).TheStandardalsorequiresmeasurementsof theSNR (Signal-to-NoiseRatio)andCNR(Contrast-to-NoiseRatio)bothofwhichareincludedinoursoftware. WhatisaDuplexwireIQI?Duplex wire IQI is used to evaluate and measure the BSR (Basic SpatialResolution)ortotalImageUn-sharpnessinaDigitalimage.TheIQIconsistsof13tungstenwirepairshousedinrigidplastic.Thewiresareexactlyspacedtocorrespondtothediameterofeachpair.Thelevelofun-sharpnessisindicatedbythenumberofwirepairswhichcanbeseen.Asun-sharpnessincreases,thewires merge to form a single image and the spacing cannot be identified.Measurementisnotevaluatedvisually; it isevaluatedmathematicallyusingaLineProfiletool.BypullingtheLineProfileTooloverthewires,aplotisformedofdistancevs.greylevels(orDDR).
DuplexWireIQI
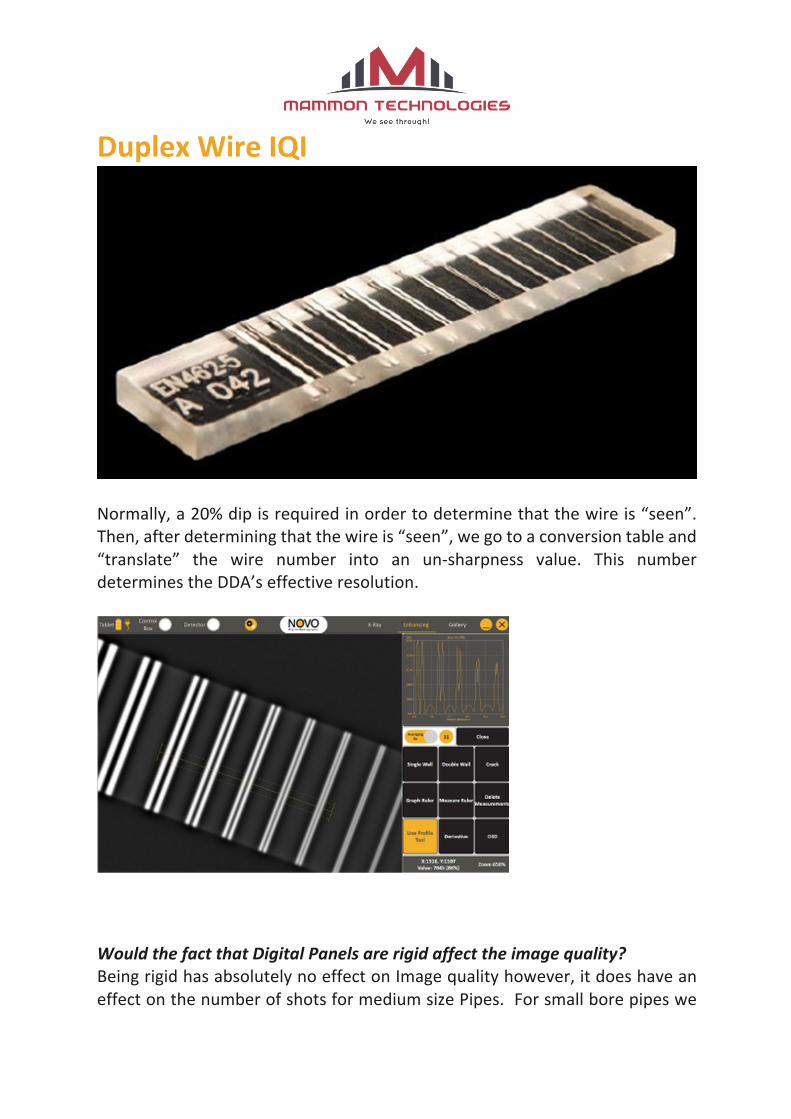
Normally,a20%dipisrequiredinordertodeterminethatthewireis“seen”.Then,afterdeterminingthatthewireis“seen”,wegotoaconversiontableand“translate” the wire number into an un-sharpness value. This numberdeterminestheDDA’seffectiveresolution.
WouldthefactthatDigitalPanelsarerigidaffecttheimagequality?BeingrigidhasabsolutelynoeffectonImagequalityhowever,itdoeshaveaneffectonthenumberofshotsformediumsizePipes.Forsmallborepipeswe

needtotaketwoshotsjustaswithFilm.Inlargediameters,thecurvatureofthepipesdoesnotcausesignificanteffectontheun-sharpness(Ug) intheImagethereforethenumberofshotsremainthesame.Moreover,DigitalRadiographystandardssuchasISO17636-2statethesamenumberofshotsaswithFilm.Just as with conventional Radiography, Pipes are inspected for three mainpurposes:• Corrosionmonitoring• Wallthickness(Wallthinning)• Weldquality(lookingforCracks,Gasinclusions,Porosity,lackofpenetration
etc.)
PipeinspectionsusingaDRsystem AsopposedtoconventionalFilmRadiography,withDRweareabletoutilizeasafer alternative to Isotopes (for thin walled Pipes) which is a Pulsed X-raysource.ThisismainlyduetothedosesensitivityoftheDetectorswhichrequirealowerdose/energycomparedtoconventionalFilmRadiography.However,using an X-ray source for wall thickness measurements requires applying aslightlydifferentmethodologyduetothedifferencesbetweentheSpectrumofanX-raysourceandtheSpectrumofanIsotope.UsinganIsotoperequiresonlyoneexposureinordertovisualizetheinnerwallwhilenot“burning”theouterwall;usinganX-raysourcerequirestakingtwoshotsattwodifferentexposures(lowexposureandhighexposure)sinceitisnotpossibletovisualizetheinnerwallwithout“burning”theouterwall.Inotherwords,withanX-raysourcewewill take a low exposure “shot”, in order to see the outer wall, and a highexposure “shot”, in order to see the innerwall. These two images are thencombined,processedandpresentedasoneeasy-to-interpretimage.Belowisachart(A)whichexplainsthelimitationsoftheTangentialtechnique.
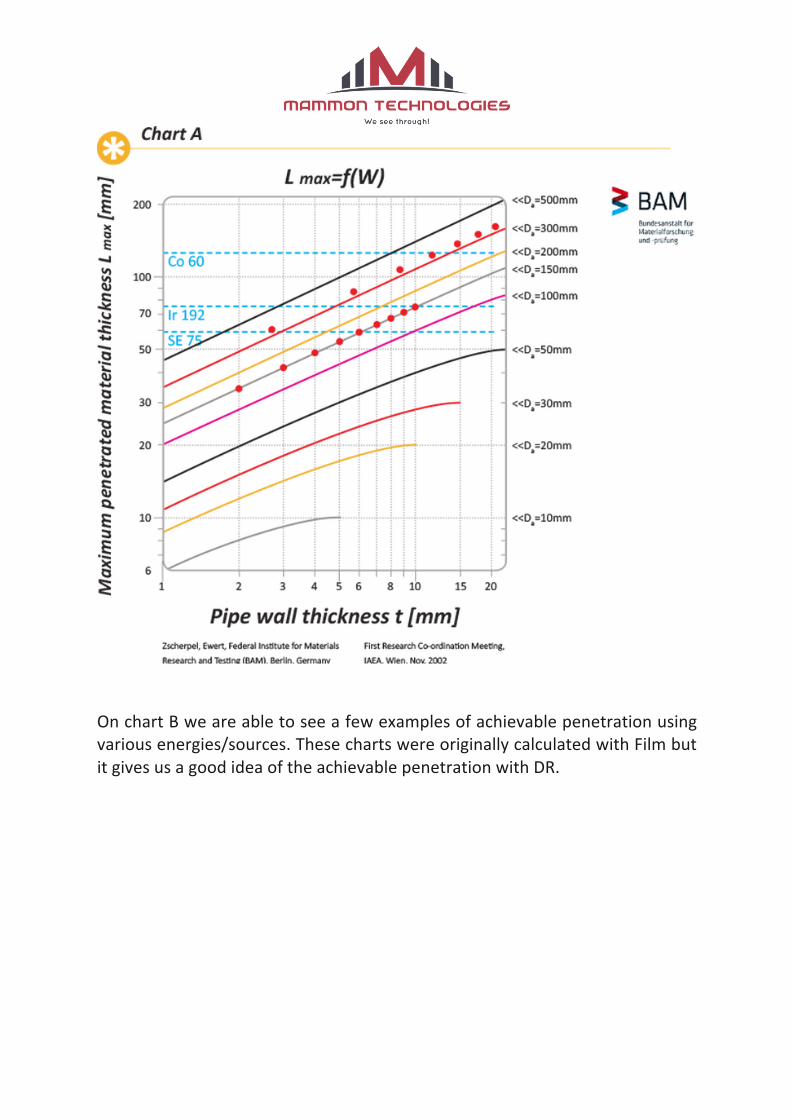
OnchartBweareabletoseeafewexamplesofachievablepenetrationusingvariousenergies/sources.ThesechartswereoriginallycalculatedwithFilmbutitgivesusagoodideaoftheachievablepenetrationwithDR.

Let’stakealookforexample,attheachievablepenetrationofIR-192.Itisknown(andseenonchartB)thatIR-192canpenetrateupto±75mmofSteel. Startingfromthe75mmpointonchartA(Y-axis)wepullalineallthewaytotheorangeline(whichrepresents200mmOD);fromthere,droppinga90deglinetothebottom,wereach±7,5mmwallthickness.ThismeansthatthatwithIr-192anda200mmODpipethemaximumwallthicknesswhichcanbepenetratedis±7,5mm.We can again take a look at the 75mm point and this time locate it at theintersectionwiththegreyline(whichrepresents150mmOD);inthiscasethemaximumwallthicknesswhichcanbepenetratedis10mm.Inbothexamplesabove,theLmaxstaysthesameat75mmandasnoticed,it’sactuallyatrade-offbetweenODandwallthickness.With the help of chart, A, we can see many combinations of OD and wallthicknesses which assist us in understanding penetration limitations andthereby the limitations of Tangential Radiography. Alternatively, rather thanusingthechart,itispossibletousetheformulaabovetocalculatetheLmaxoranyotherparameterwhichappearsthere(aslongasminimumof2parametersareknown).

TheDWT(DoubleWallthickness)TechniqueThe DWT technique is complementary to the Tangential technique. Whenhaving thick walled pipes it becomes difficult to perform wall thicknessmeasurements due to the very large cross section which needs to bepenetrated.TheDWTtechniquerequirespenetratingonlytwicethewall(frontandback)thusallowingusinglowerEnergiesorlowerexposuretimes.
Withthistechniqueweactuallyconvertgreylevelsintomaterialthickness(mmor inch) as opposed to counting the number of pixels in the TangentialTechnique.When using DWT we must know or calculate the absorption coefficient (µ)whichisspecificforeachmaterialasafunctionoftheenergy(kV).Thisislesscomplicatedthanitseemssincethesoftwarewilldothecalculationforus(withalittlebitofourhelp).WiththeAutomaticmeasurementtoolthetechniciancaneasilyperformhighaccuracymeasurementswithoneortwoscreentaps.Alineprofileisstretchedoverthedefectorpipeandwithasimpletap,thesoftwarewillautomaticallydetecttheedgesofthecrackor,theend&startofthewallthusprovidingthe
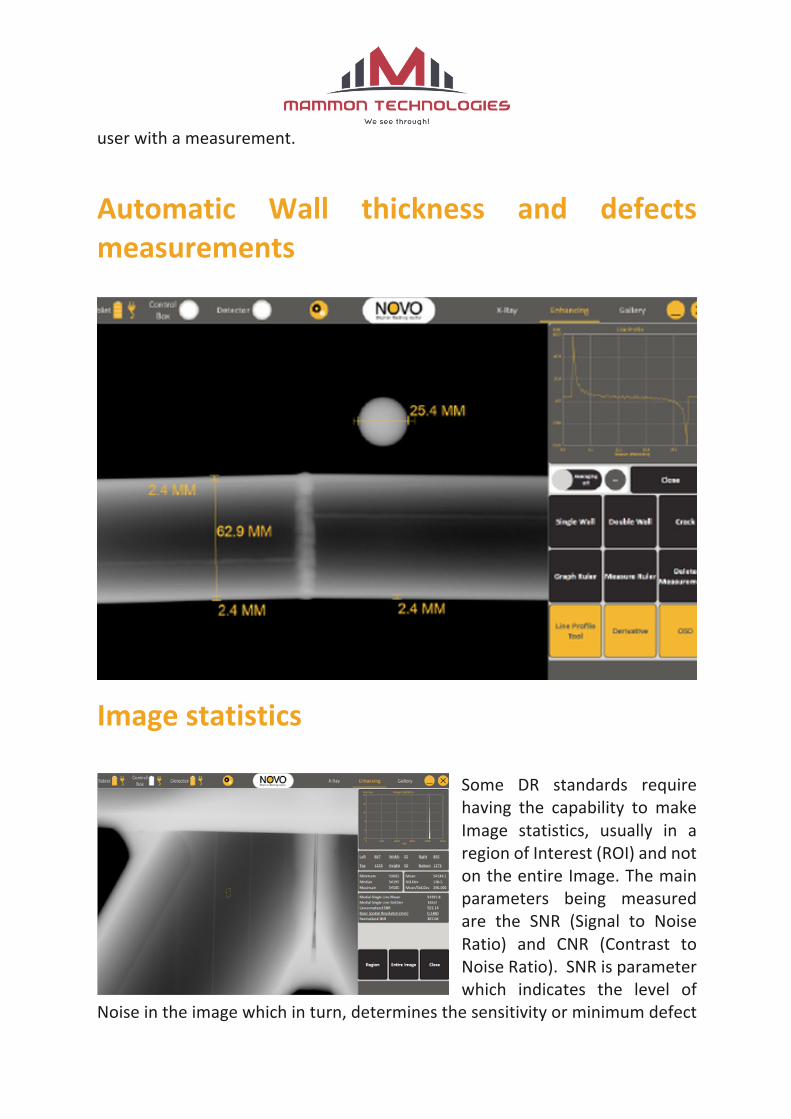
userwithameasurement.
Automatic Wall thickness and defectsmeasurements
Imagestatistics
Some DR standards requirehaving the capability to makeImage statistics, usually in aregionofInterest(ROI)andnotontheentireImage.Themainparameters being measuredare the SNR (Signal to NoiseRatio) and CNR (Contrast toNoiseRatio).SNRisparameterwhich indicates the level of
Noiseintheimagewhichinturn,determinesthesensitivityorminimumdefect

sizewhichcanbe identified in thecurrentsetup.CNR isameasureof imagequalitybasedonthecontrastvs.noise,ratherthanontherawsignal.
Top Related