







Languages
Pages
Legal

Disposable Technologies for Purification of Biopharmaceuticals
Thomas C. RansohoffBioProcess Technology Consultants, Inc.
NE Society for Industrial Microbiology Winter Meeting Boston, MA
December 14, 2009
From Clone to Commercial®
OutlineWhy Disposables/Single‐Use?
Single‐Use Technology Overview
BioSMB – An Enabling Disposable Purification Technology
Why Disposables?
From Clone to Commercial®
Definition of BiopharmaceuticalsBiologic Products are products that are made by or composed of viable organisms or biopolymer analogs
• Recombinant Proteins
• Monoclonal Antibodies
• Natural Hormones and Enzymes
• Synthetic Peptides and Oligonucleotides
• Antibiotics, Plant & Animal Extracts, Allergens
• Vaccines
• Gene Therapy Products, Human & Xenogenic Cells & Tissues
• Blood & Blood Derivatives, including polyclonal antibodies
From Clone to Commercial®
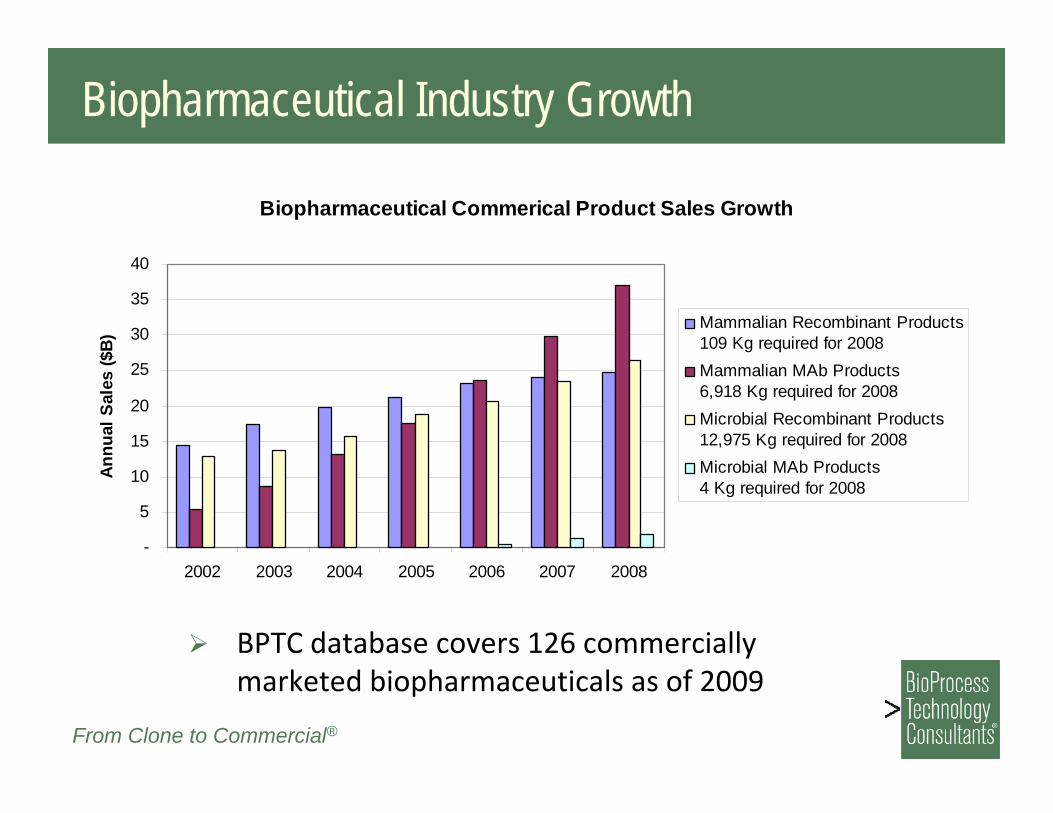
Biopharmaceutical Industry Growth
BPTC database covers 126 commercially marketed biopharmaceuticals as of 2009
Biopharmaceutical Commerical Product Sales Growth
-
5
10
15
20
25
30
35
40
2002 2003 2004 2005 2006 2007 2008
Annu
al S
ales
($B)
Mammalian Recombinant Products109 Kg required for 2008Mammalian MAb Products6,918 Kg required for 2008Microbial Recombinant Products12,975 Kg required for 2008Microbial MAb Products4 Kg required for 2008
From Clone to Commercial®
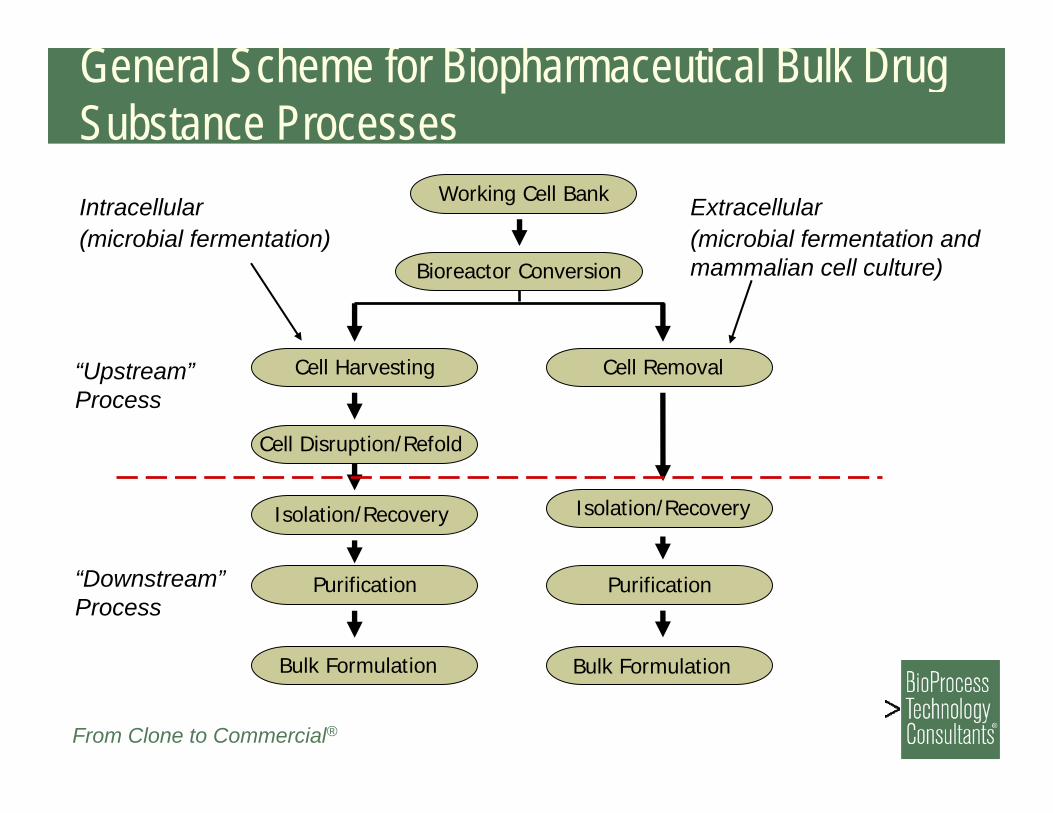
General Scheme for Biopharmaceutical Bulk Drug Substance ProcessesIntracellular(microbial fermentation)
Bulk Formulation
PurificationPurification
Isolation/Recovery Isolation/Recovery
Cell Disruption/Refold
Cell Harvesting Cell Removal
Bioreactor Conversion
Bulk Formulation
Working Cell Bank Extracellular(microbial fermentation and mammalian cell culture)
“Downstream”Process
“Upstream”Process
From Clone to Commercial®
20,000 L Fermentation Suite
Source: Lonza Presentation, “US Operations Overview”
From Clone to Commercial®
Purification – Large-Scale Chromatography
Source: Lonza Presentation, “US Operations Overview”
From Clone to Commercial®
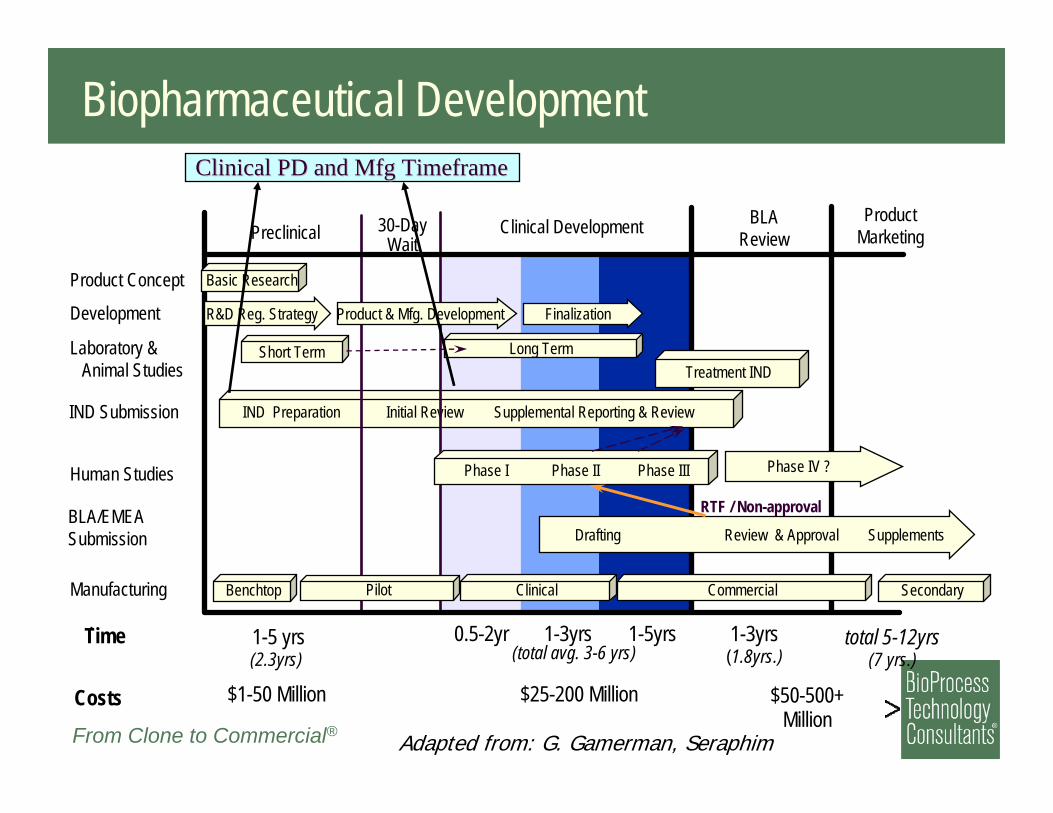
Biopharmaceutical Development
Costs $1-50 Million $25-200 Million
Product Concept
Development
Laboratory & Animal Studies
IND Submission
Human Studies
BLA/EMEA Submission
Preclinical 30-DayWait
Clinical Development BLA Review
ProductMarketing
Treatment IND
Manufacturing
IND Preparation Initial Review Supplemental Reporting & Review
Phase IV ?Phase I Phase II Phase III
1-5 yrs(2.3yrs)
1-3yrs(1.8yrs.)
0.5-2yr 1-3yrs 1-5yrs(total avg. 3-6 yrs)
RTF / Non-approval
Short Term Long Term
Basic Research
Benchtop SecondaryClinicalPilot Commercial
R&D Reg. Strategy Product & Mfg. Development Finalization
Drafting Review & Approval Supplements
total 5-12yrs (7 yrs.)
Time
$50-500+ Million
Clinical PD and Mfg TimeframeClinical PD and Mfg Timeframe
Adapted from: G. Gamerman, Seraphim
From Clone to Commercial®
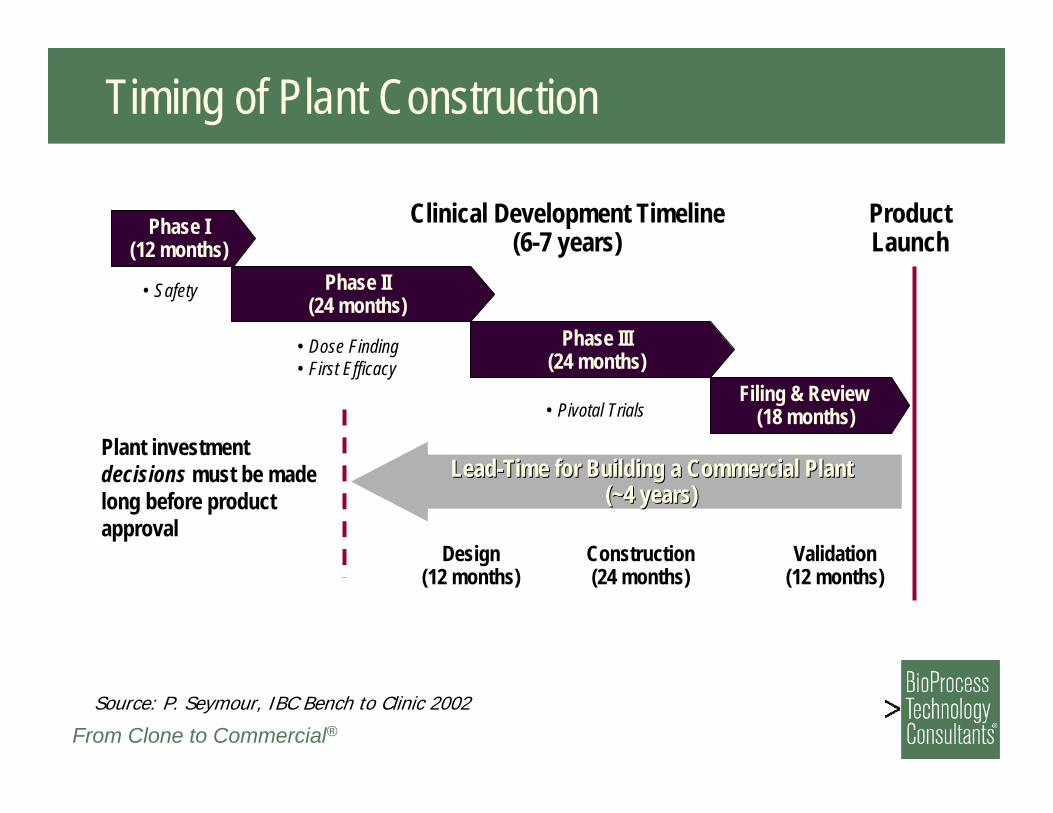
Phase I(12 months)
Phase II(24 months)
Phase III(24 months)
Filing & Review (18 months)
• Dose Finding • First Efficacy
• Safety
• Pivotal Trials
LeadLead--Time for Building a Commercial PlantTime for Building a Commercial Plant(~4 years)(~4 years)
Design(12 months)
Construction(24 months)
Validation(12 months)
Clinical Development Timeline(6-7 years)
ProductLaunch
Plant investment decisions must be made long before product approval
Timing of Plant Construction
Source: P. Seymour, IBC Bench to Clinic 2002
From Clone to Commercial®
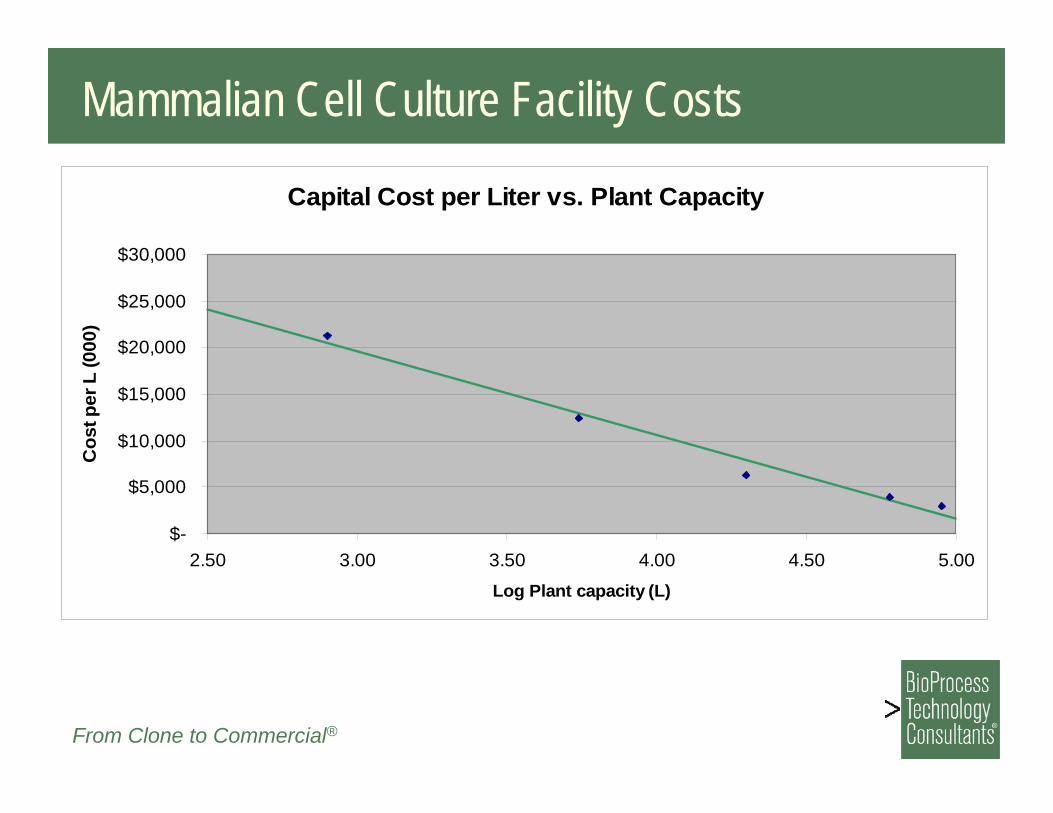
Mammalian Cell Culture Facility Costs
Capital Cost per Liter vs. Plant Capacity
$-
$5,000
$10,000
$15,000
$20,000
$25,000
$30,000
2.50 3.00 3.50 4.00 4.50 5.00Log Plant capacity (L)
Cos
t per
L (0
00)
From Clone to Commercial®
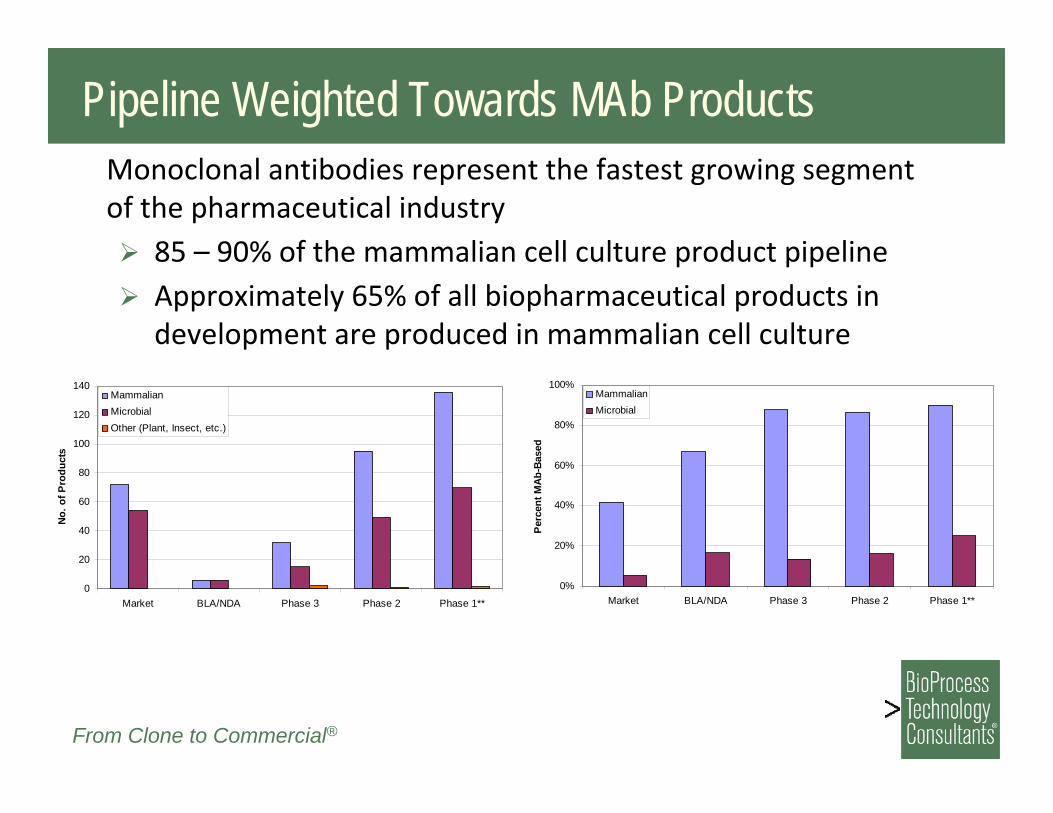
Pipeline Weighted Towards MAb ProductsMonoclonal antibodies represent the fastest growing segment of the pharmaceutical industry
85 – 90% of the mammalian cell culture product pipelineApproximately 65% of all biopharmaceutical products in development are produced in mammalian cell culture
0
20
40
60
80
100
120
140
Market BLA/NDA Phase 3 Phase 2 Phase 1**
No. o
f Pro
duct
s
MammalianMicrobialOther (Plant, Insect, etc.)
0%
20%
40%
60%
80%
100%
Market BLA/NDA Phase 3 Phase 2 Phase 1**
Per
cent
MA
b-Ba
sed
MammalianMicrobial
From Clone to Commercial®
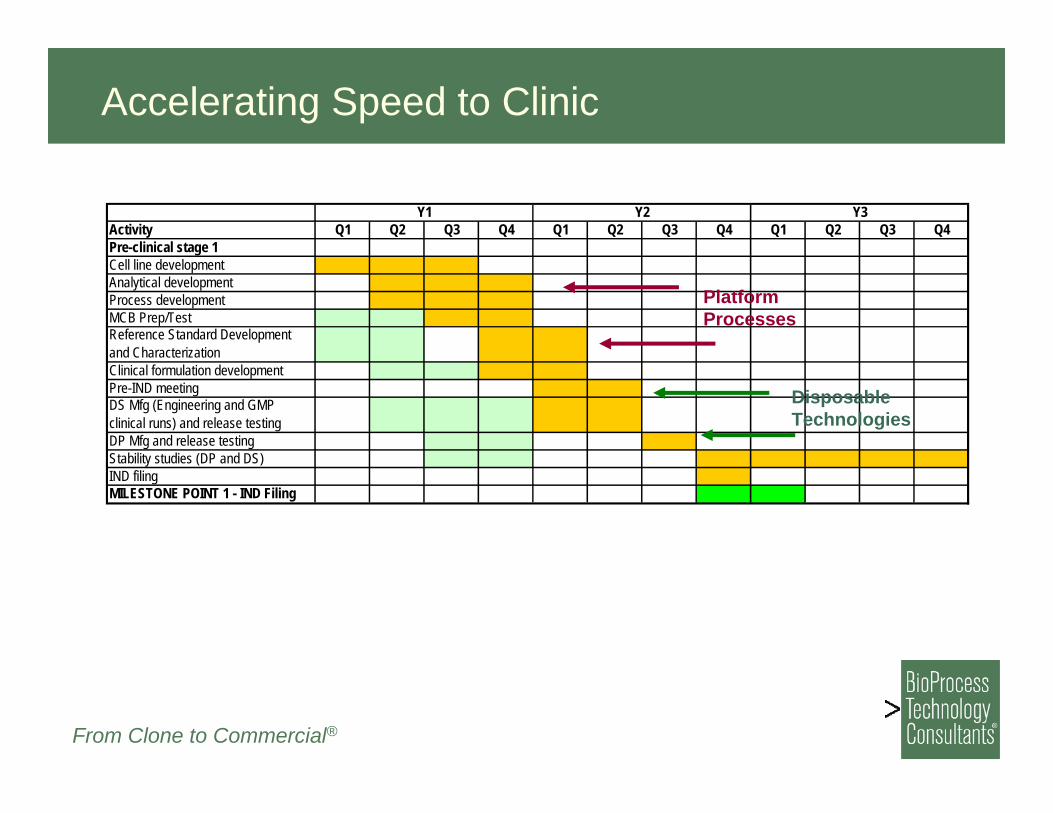
Activity Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4Pre-clinical stage 1Cell line developmentAnalytical developmentProcess developmentMCB Prep/TestReference Standard Development and CharacterizationClinical formulation developmentPre-IND meetingDS Mfg (Engineering and GMP clinical runs) and release testingDP Mfg and release testingStability studies (DP and DS)IND filingMILESTONE POINT 1 - IND Filing
Y2 Y3Y1
Platform Processes
Disposable Technologies
Accelerating Speed to Clinic
From Clone to Commercial®
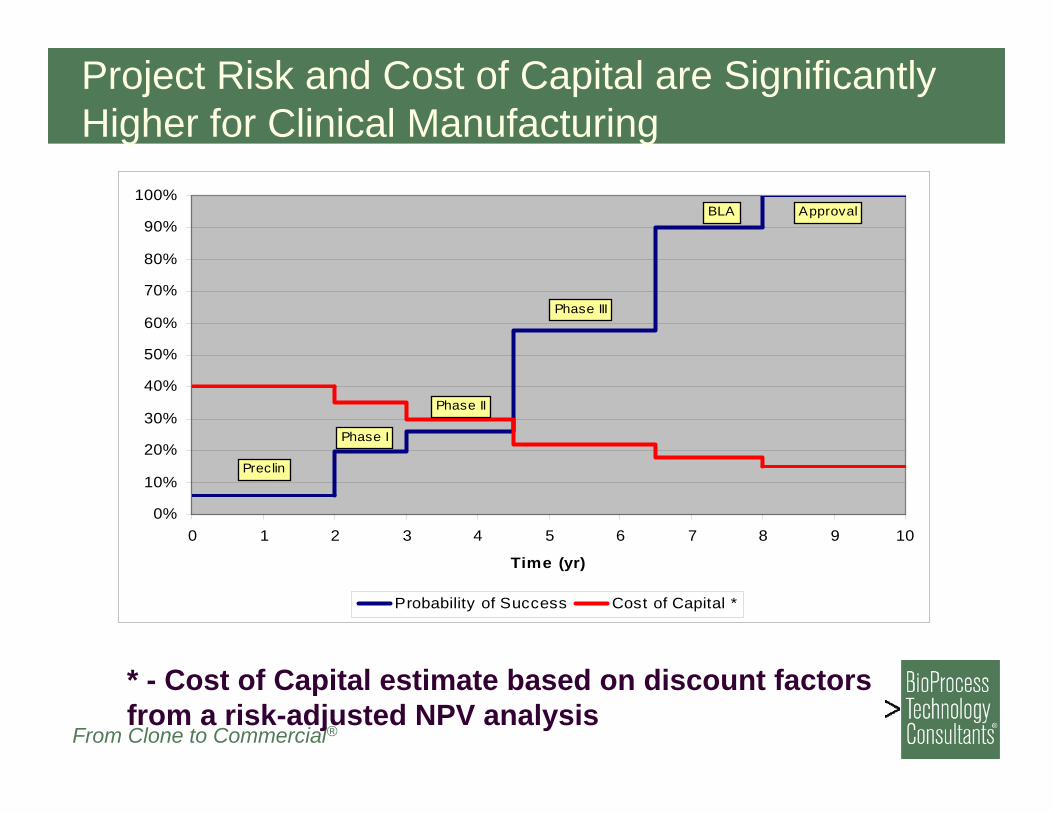
Project Risk and Cost of Capital are Significantly Higher for Clinical Manufacturing
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 1 2 3 4 5 6 7 8 9 10
Time (yr)
Probability of Success Cost of Capital *
Preclin
Phase I
Phase II
Phase III
BLA Approval
* - Cost of Capital estimate based on discount factors from a risk-adjusted NPV analysis
From Clone to Commercial®
1) Technologies that • reduce capital investment and/or• increase speed to risk-reduction milestones
are inherently more valuable in high-risk projects2) CMC is often on the critical path in early-stage biopharmaceutical development
⇒There is a compelling financial and risk-management argument for disposable manufacturing technologies inearly-stage biopharmaceutical development
From Clone to Commercial®
Driving Forces for Single-Use Technologies
Improved return on capital
• Reduced and deferred capital investment
• Increased speed of deployment
Process control and portability
Process and product flexibility
Improved ability to manage and implement change
From Clone to Commercial®
The Biopharmaceutical Facility of the FutureFacility design will incorporate high titer (>10 g/L) processes
Facilities of the future will require greater DSP space and capabilities to better handle the high titer bioreactor output
• Ratio of bioreactor space to DSP space will decrease
Use of disposable technologies can reduce capital investment by over 50% and operating costs of manufacturing facilities (Roebers, 2009)
Smaller bioreactors will produce similar quantities to today’s larger bioreactors
Smaller facility requirements may enable smaller companies to construct and manage their own facilities more cost effectively
Roebers J, “Future trends in biopharmaceutical operations and facilities,” presented at BPI 2009, Raleigh NC
Single-Use Technology Overview
From Clone to Commercial®
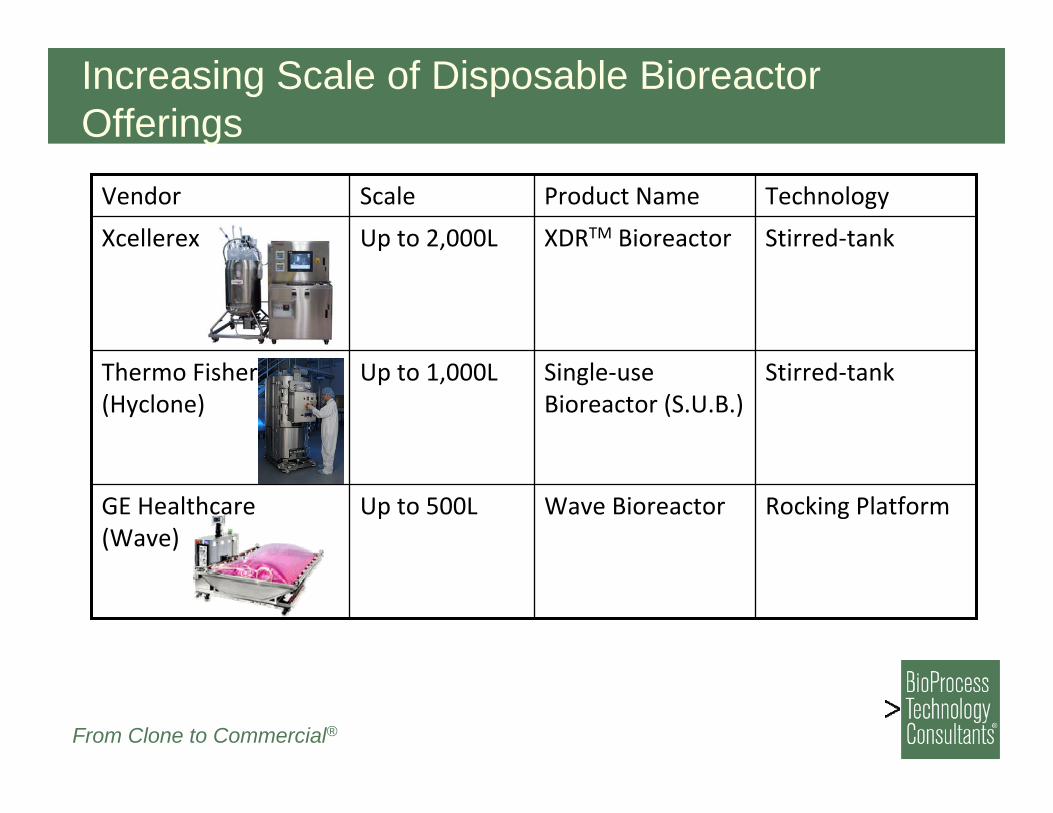
Increasing Scale of Disposable Bioreactor Offerings
Rocking PlatformWave BioreactorUp to 500LGE Healthcare (Wave)
Stirred‐tankSingle‐use Bioreactor (S.U.B.)
Up to 1,000LThermo Fisher (Hyclone)
Stirred‐tankXDRTM BioreactorUp to 2,000LXcellerex
TechnologyProduct NameScaleVendor
From Clone to Commercial®
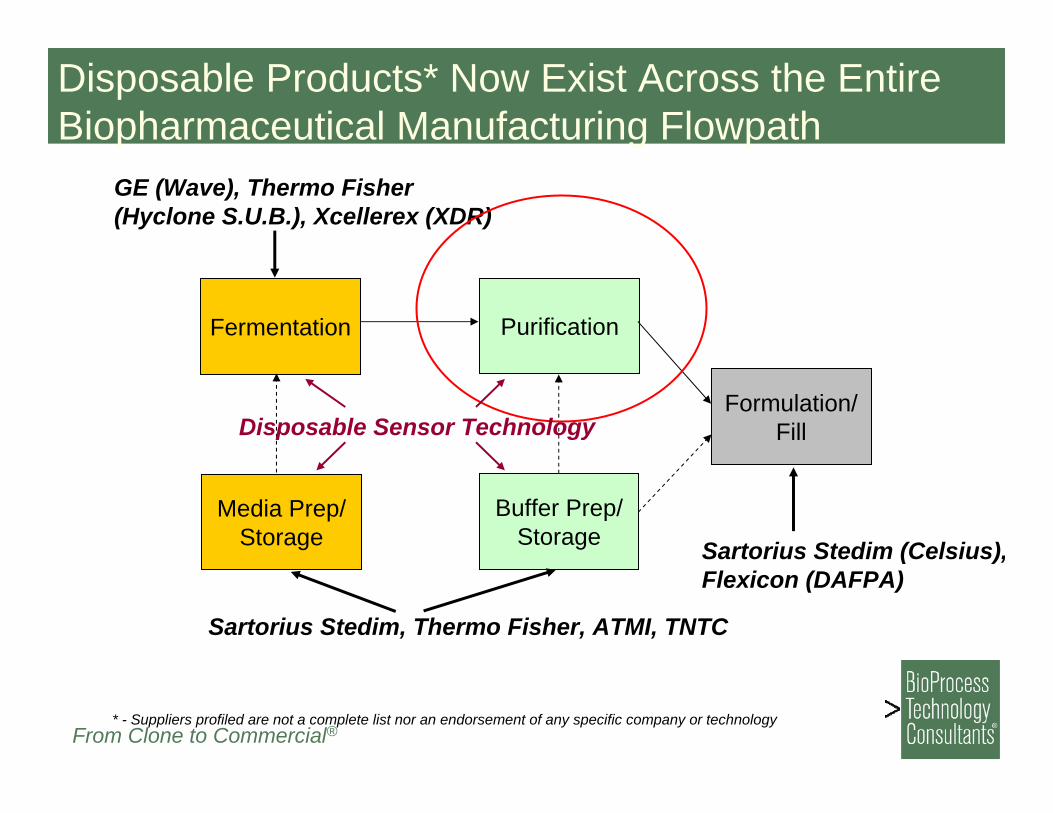
Disposable Products* Now Exist Across the Entire Biopharmaceutical Manufacturing Flowpath
Fermentation
Media Prep/Storage
Purification
Buffer Prep/Storage
Formulation/Fill
Sartorius Stedim (Celsius),Flexicon (DAFPA)
Sartorius Stedim, Thermo Fisher, ATMI, TNTC
GE (Wave), Thermo Fisher(Hyclone S.U.B.), Xcellerex (XDR)
* - Suppliers profiled are not a complete list nor an endorsement of any specific company or technology
Disposable Sensor Technology
From Clone to Commercial®
Downstream processing unit operations
Normal Flow Filtration• Depth filtration for
clarification• Nanofiltration for virus
removal• Sterile filtration Tangential Flow Filtration• Ultrafiltration for
concentration and buffer exchange
• Microfiltration for clarification
Centrifugation• Clarification• Inclusion body isolation
Cell Breakage/Homogenization
• For recovery of products expressed intracellularly
Refolding
• For some E. coli products
Crystallization/Precipitation
Chromatography and adsorptive separations
• Typical downstream process includes 3 – 4 chromatography and/or membrane adsorber steps
Ion exchange
Hydrophobic interaction
Affinity
Size exclusion
Reverse phase
From Clone to Commercial®
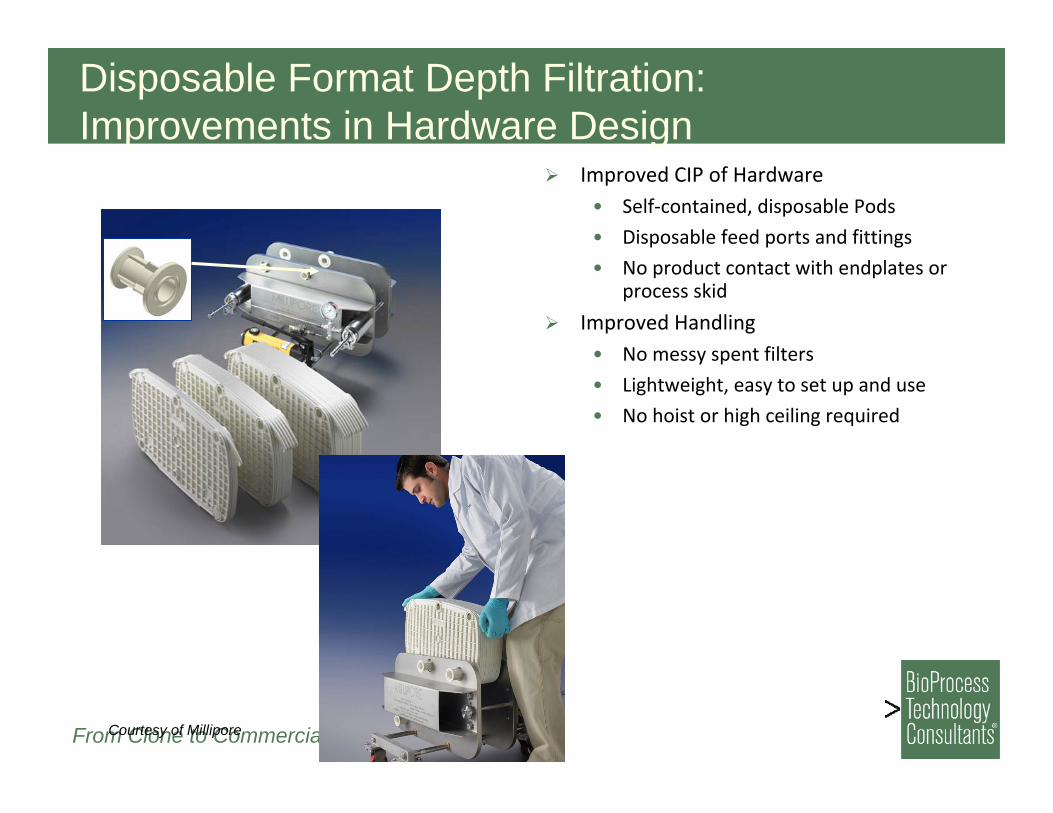
Disposable Format Depth Filtration:Improvements in Hardware Design
Improved CIP of Hardware• Self‐contained, disposable Pods
• Disposable feed ports and fittings
• No product contact with endplates or process skid
Improved Handling• No messy spent filters
• Lightweight, easy to set up and use
• No hoist or high ceiling required
Courtesy of Millipore
From Clone to Commercial®
Disposable format purification product examples:Chromatography and Adsorptive SeparationsMembrane adsorbers
• Sartorius Sartobind®
• Pall Mustang®
Disposable chromatography columns
• GE Ready‐to‐ProcessTM
• BioFlashTM
Other
• Scouting columns and technologies
* - Suppliers profiled are not a complete list nor an endorsement of any specific company or technology
From Clone to Commercial®
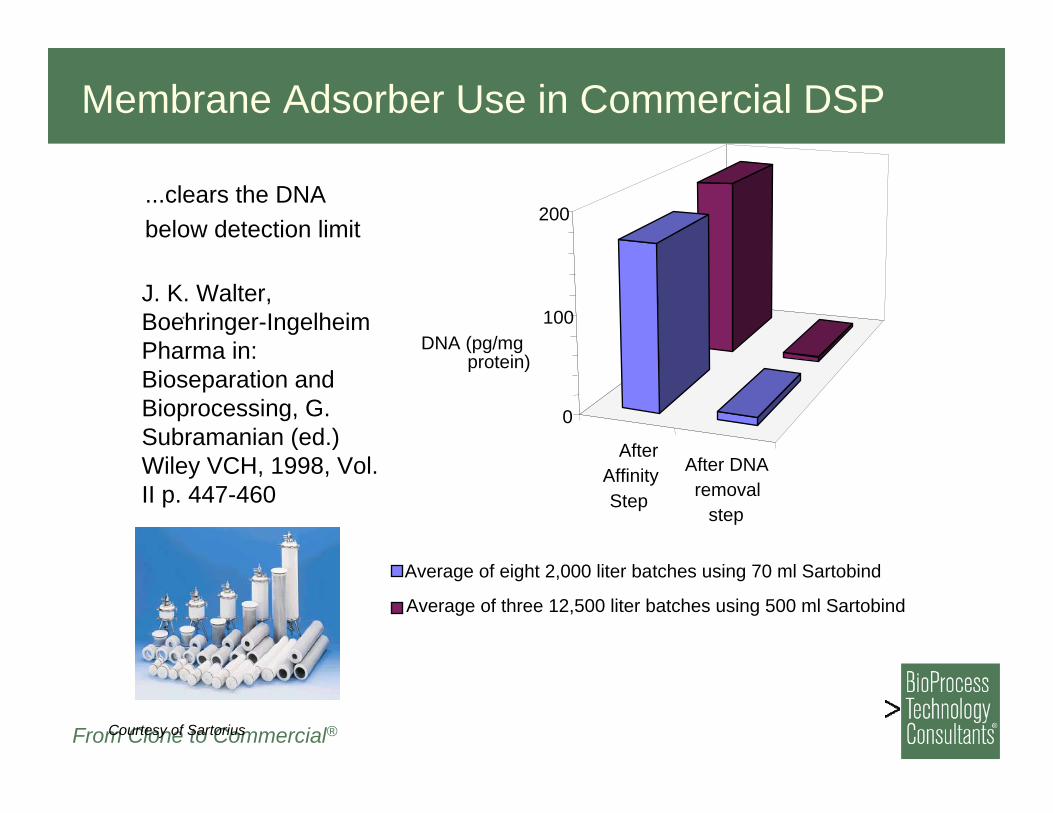
Membrane Adsorber Use in Commercial DSP
AfterAffinityStep
After DNAremoval
step
0
100
200
DNA (pg/mgprotein)
Average of eight 2,000 liter batches using 70 ml Sartobind
Average of three 12,500 liter batches using 500 ml Sartobind
...clears the DNAbelow detection limit
.J. K. Walter, Boehringer-IngelheimPharma in: Bioseparation andBioprocessing, G. Subramanian (ed.) Wiley VCH, 1998, Vol. II p. 447-460
Courtesy of Sartorius
From Clone to Commercial®
Other Literature Examples of Process Use of Membrane AdsorbersMartin J, “Case Study – Orthogonal Membrane Technologies for Viral and DNA Clearance,” presented at SCI Membrane Chromatography Conference (2004).
Haber C et al, “Membrane chromatography of DNA: conformation‐induced capacity and selectivity,” BiotechnolBioeng, 88(1) (2004).
Slepushkin V et al, “Large‐scale Purification of a LentiviralVector by Size Exclusion Chromatography or Mustang Q Ion Exchange Capsule,” Bioprocessing Journal, Sep/Oct 2003.
Vogel J et al, “Industrial‐Scale Membrane Chromatography for Rapid Capture of Complex Protein Drugs from Continuous Perfusion Culture,” presented at Recovery of Biological Products 13 (2008).
From Clone to Commercial®
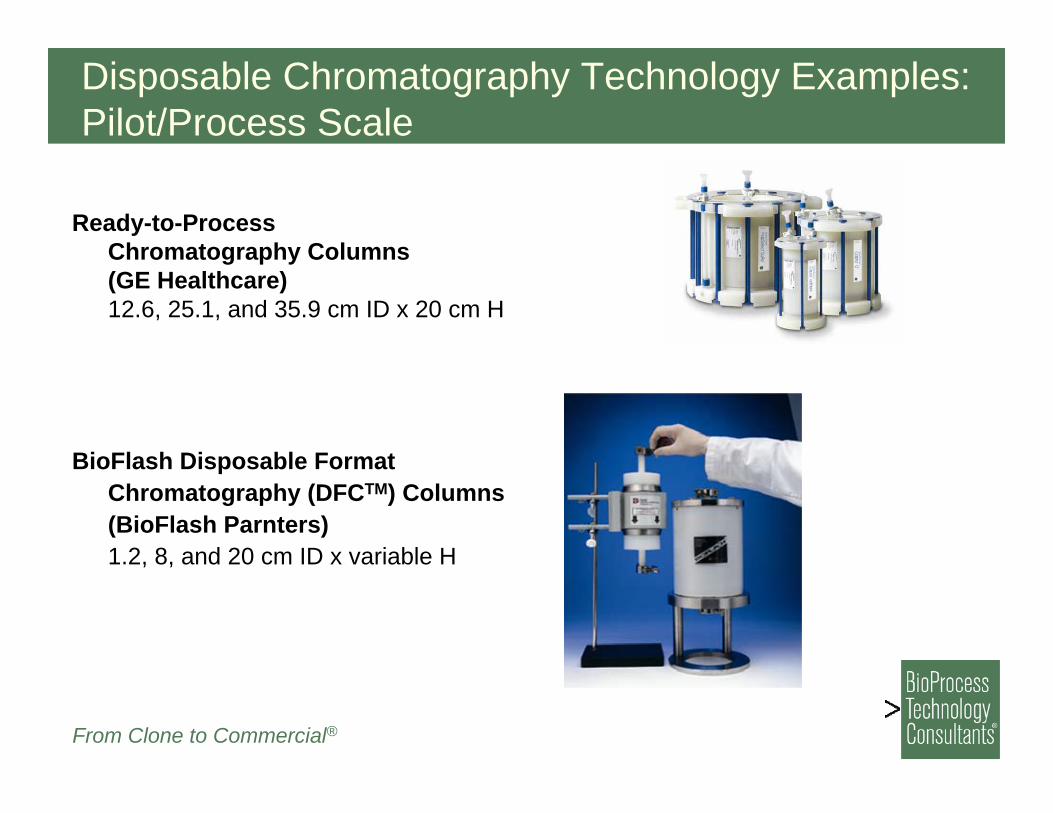
Ready-to-Process Chromatography Columns(GE Healthcare)12.6, 25.1, and 35.9 cm ID x 20 cm H
BioFlash Disposable FormatChromatography (DFCTM) Columns(BioFlash Parnters)1.2, 8, and 20 cm ID x variable H
Disposable Chromatography Technology Examples: Pilot/Process Scale
From Clone to Commercial®
Downstream processing unit operations
Normal Flow Filtration• Depth filtration for
clarification• Nanofiltration for virus
removal• Sterile filtrationTangential Flow Filtration• Ultrafiltration for
concentration and buffer exchange
• Microfiltration for clarification
Centrifugation• Clarification• Inclusion body isolation
Cell Breakage/Homogenization
• For recovery of products expressed intracellularly
Refolding
• For some E. coli products
Crystallization/Precipitation
Chromatography and adsorptive separations
• Typical downstream process includes 3 – 4 chromatography and/or membrane adsorber steps
Ion exchange
Hydrophobic interaction
Affinity
Size exclusion
Reverse phaseExample of emerging TFF technology: Sius (Novasep); SPF (Pall); Petrone J, RXIII Conference
Example of emerging Centrifuge technology: Centritech (Pneumatic Scale)
BioSMB: An Enabling Disposable Purification Technology
From Clone to Commercial®
The Biopharmaceutical Facility of the FuturePlant has 6 x 2,000 L bioreactors (possibly single use bioreactors)
12 day fed‐batch CHO culture for MAb Production
• 2,000 L volume, 10 g/L = 20 Kg MAb in harvest
• 80% purification yield = 16 Kg per batch
Harvest every 4 days
• 85 harvests/year (340 days) = 1,360 Kg/year
Capital investment < $100M
Overall COGS < $70 per gram
From Clone to Commercial®
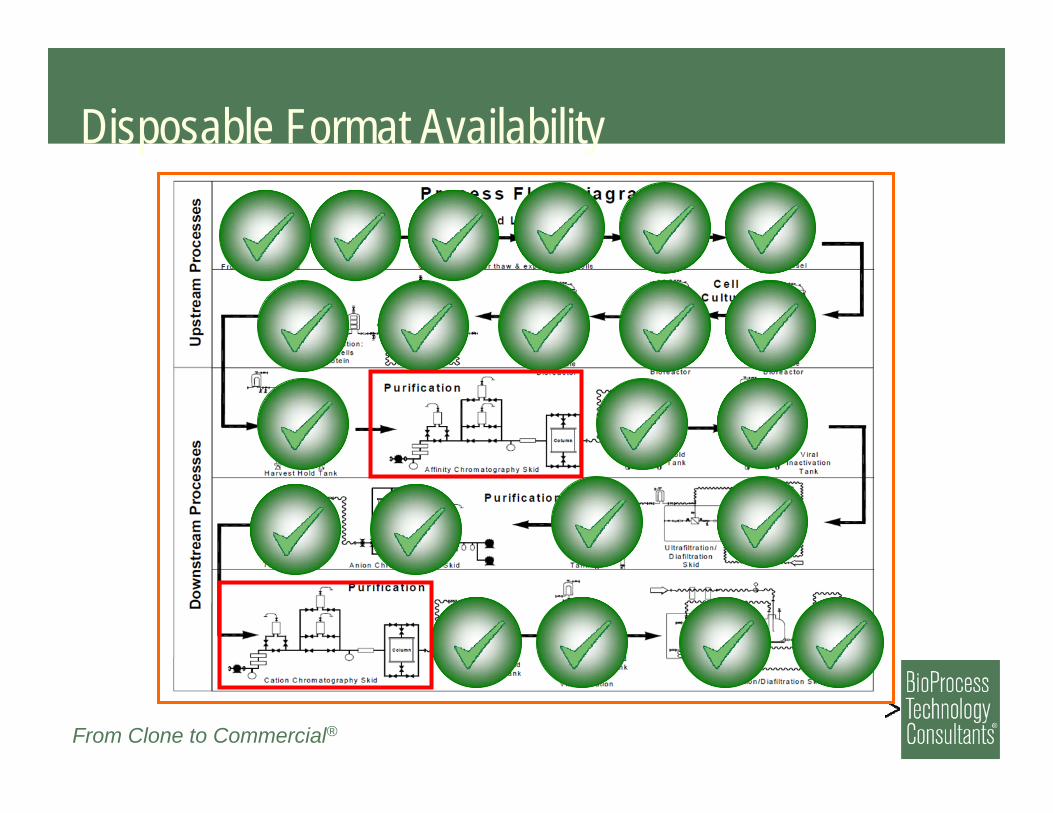
Disposable Format Availability
From Clone to Commercial®
Status & History of SMB TechnologySMB and Continuous Chromatography are well established unit operations
Advantages:
• Reduction in buffers & solvents (40 – 60%)
• Reduction in resin volume (40 – 60%)
History of SMB:
• 1950 – 1960 SMB developed for petrochemical industry
• 1960 – 1970 First applications in food industries
• 1980 – 1990 Fine chemical industries applications
• 1990 – 2000 Chiral separations for pharma industry
• 2000 – 2010 Biopharmaceutical applications
From Clone to Commercial®
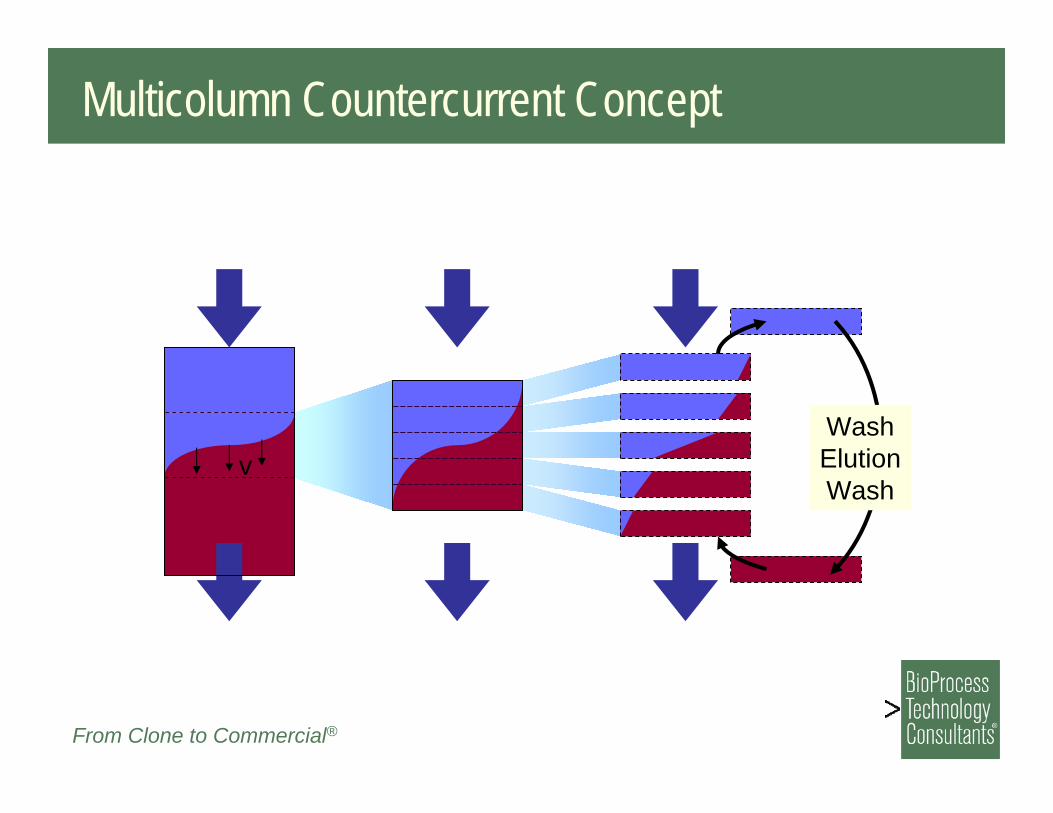
Multicolumn Countercurrent Concept
vWashElutionWash

From Clone to Commercial®
SMB Technology: Market PlaceStatic Type SMB
UOP
NovaSep
Mitsubishi
Puritech
Carousel Type SMB
Calgon Carbon Corporation
SepTor Technologies
From Clone to Commercial®
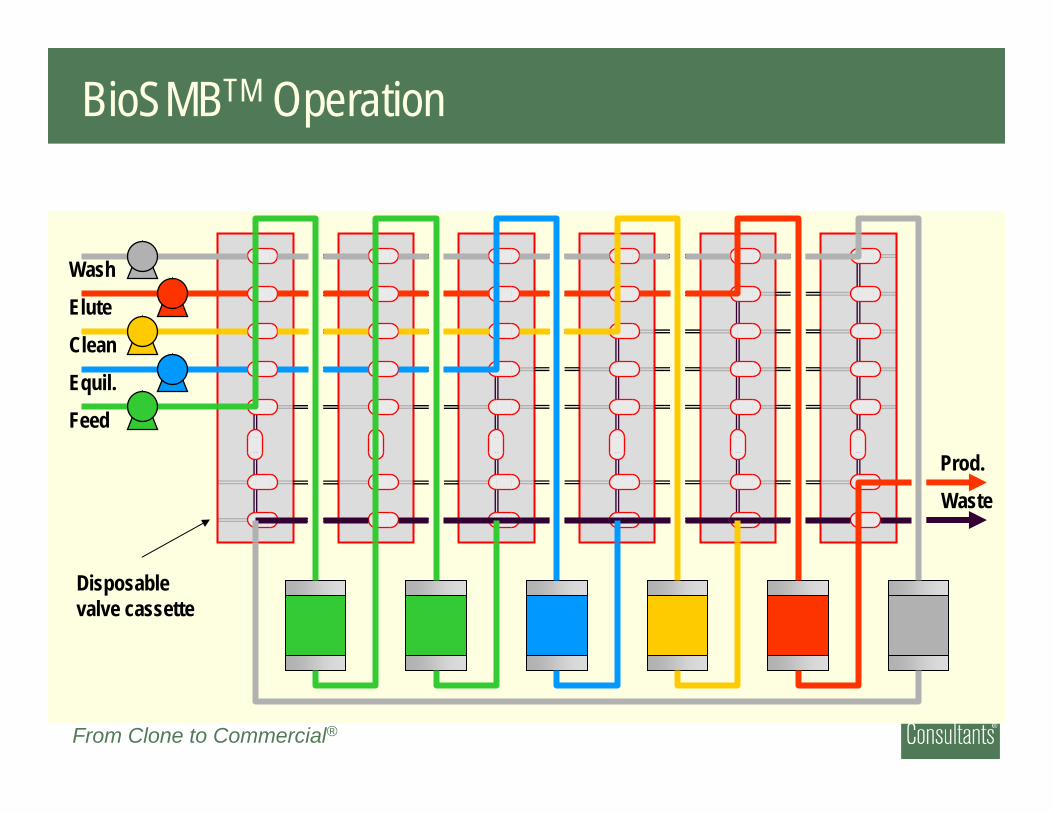
BioSMBTM Operation
FeedEquil.
Clean
Elute
Wash
WasteProd.
Disposable valve cassette
From Clone to Commercial®
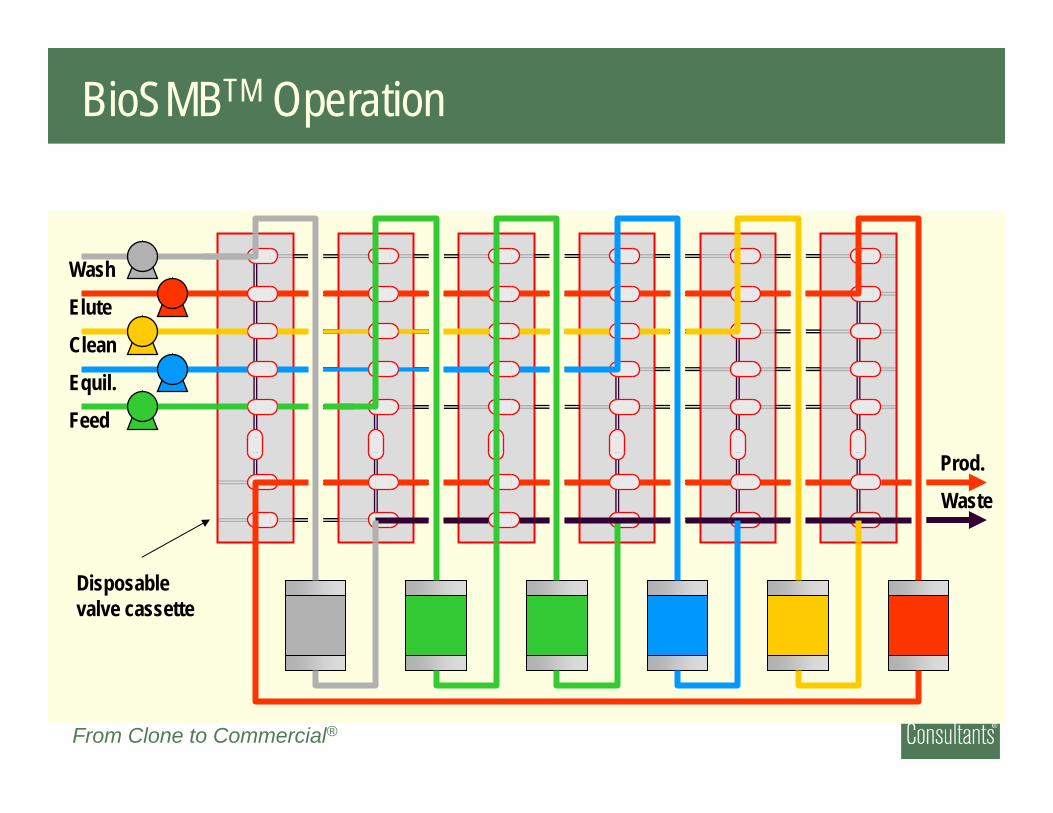
BioSMBTM Operation
FeedEquil.
Clean
Elute
Wash
WasteProd.
Disposable valve cassette
From Clone to Commercial®
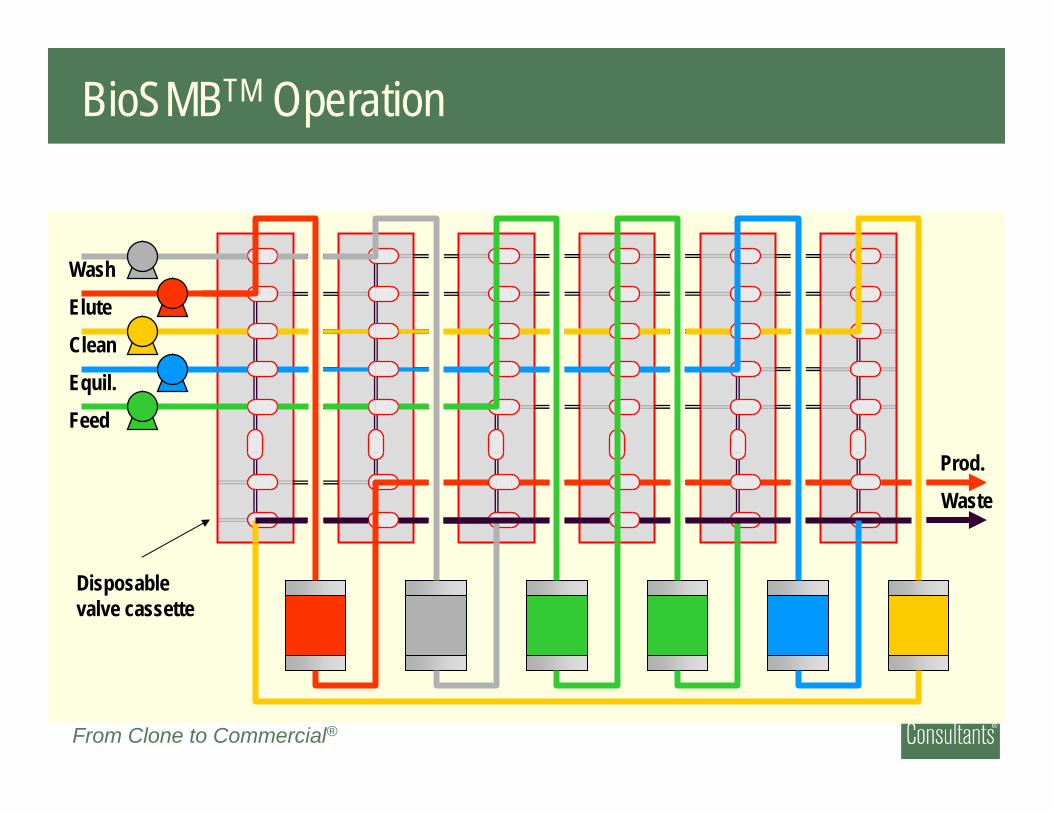
BioSMBTM Operation
FeedEquil.
Clean
Elute
Wash
WasteProd.
Disposable valve cassette
From Clone to Commercial®
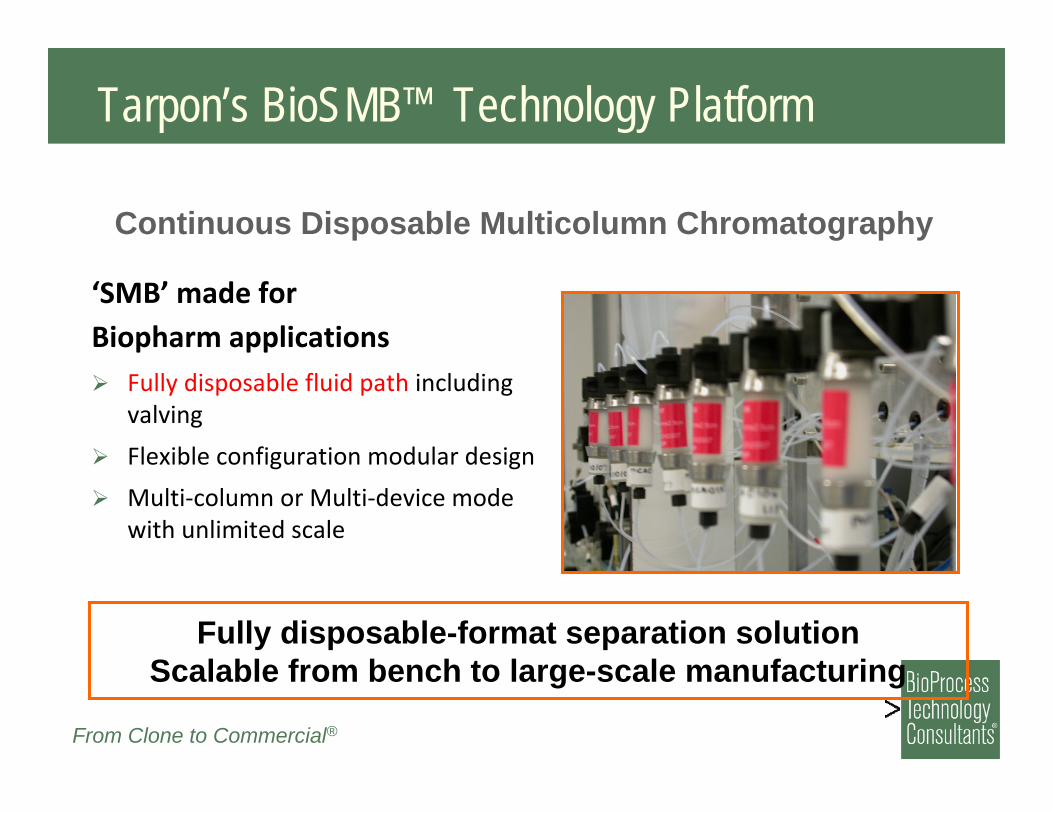
Fully disposable-format separation solutionScalable from bench to large-scale manufacturing
Tarpon’s BioSMB™ Technology Platform
‘SMB’ made forBiopharm applications
Fully disposable fluid path including valving
Flexible configuration modular design
Multi‐column or Multi‐device mode with unlimited scale
Continuous Disposable Multicolumn Chromatography
From Clone to Commercial®
BioFlash DFCTM CartridgesFeatures:
Various sizes available
Biocompatible & sanitary
Fully prepacked & tested
Wide range of bioprocess separation media possible
Consistent high performance
Designed for cleanability to allow multiple cycles
From Clone to Commercial®
BioSMB ApplicationsFully disposable processing train• Paired with disposable bioreactors (up to 2,000 L)
• Clinical manufacturing of MAbs
• Full scale production for some rProtein therapeutics and MAbs
• Vaccine manufacturing
Large scale processes (5,000 – 20,000 L bioreactors) • Substantial reduction of purification and total manufacturing costs
• Smaller footprint process and support systems such as buffer tanks, WFI (More product purified per sq ft manufacturing space)
• Facility fit: enable newer high titer processes to fit inexisting facilites
Smaller, less expensive, more flexible downstream processingIncreased titer: add more disposables to the same hardware
From Clone to Commercial®
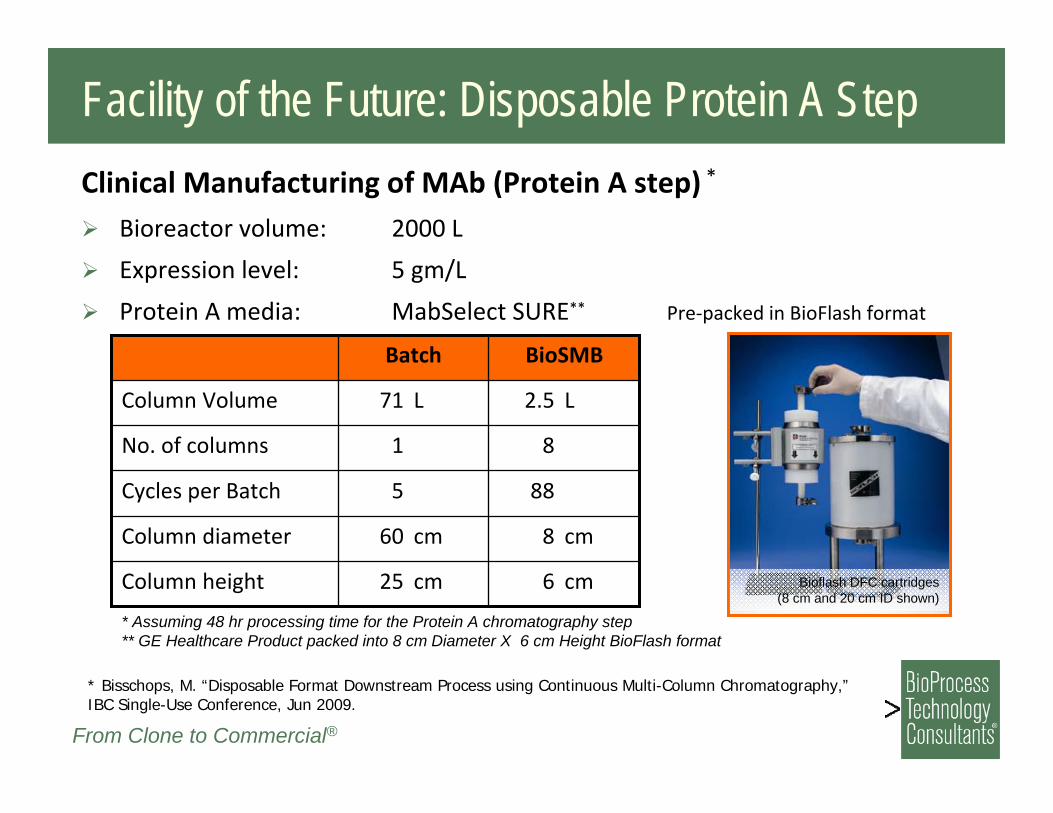
Facility of the Future: Disposable Protein A StepClinical Manufacturing of MAb (Protein A step) *
Bioreactor volume: 2000 L
Expression level: 5 gm/L
Protein A media: MabSelect SURE** Pre‐packed in BioFlash format
81No. of columns
6 cm25 cmColumn height
8 cm60 cmColumn diameter
885Cycles per Batch
2.5 L71 LColumn Volume
BioSMBBatch
Bioflash DFC cartridges(8 cm and 20 cm ID shown)
* Assuming 48 hr processing time for the Protein A chromatography step** GE Healthcare Product packed into 8 cm Diameter X 6 cm Height BioFlash format
* Bisschops, M. “Disposable Format Downstream Process using Continuous Multi-Column Chromatography,”IBC Single-Use Conference, Jun 2009.
From Clone to Commercial®
BioSMB™ OpportunitiesProof of principle has been delivered using:
Prepacked columns (Bioflash DFC™);
Monolithic cartridges (BIA Separations CIM);
Expanded Bed Adsorption (Upfront Rhobust™);
Membrane Adsorbers (Undisclosed).
Protein A chromatography;
IX chromatography;
HIC chromatography;
Mixed mode chromatography;
Gel filtration chromatography.
From Clone to Commercial®
ConclusionsProduct and process innovations resulting in higher yields per batch and lower demand for bioreactor capacity implies:• Investments in manufacturing facilities will continue to slow
• Disposable/single‐use technologies possible for some commercial supply
Single‐use, disposable format purification technologies are increasingly available to support output from disposable bioreactors• All conventional DSP unit operations now have disposable
format solutions
• Technologies such as BioSMB offer potential to address commercial disposable purification requirements

From Clone to Commercial®
Thank you!BioProcess Technology Consultants, Inc.
289 Great Road, Suite 303
Acton, MA 01720
978.266.9154 (phone)
978.266.9152 (fax)
www.bioprocessconsultants.com
Top Related