







Languages
Pages
Legal


Designing a Flue Gas Condenser System for Lomma Power Plant
KET050: Feasibility Studies on Industrial Plants
Per Nobel, Marilia Vasconcelos, Fredrik Tegnér, Ferran Pérez Serrano
5/17/2014

2
Executive Summary The fitting of a flue gas condenser unit to a biofuel powered boiler can increase the overall
power plant efficiency substantially as the sensible and latent heat of moist flue gases is
recovered. In this report, the flue gas condenser at the new wood-fired power plant at Örtofta
is evaluated. The findings of the operating conditions and used design are then implemented
when designing a similar flue gas condenser unit for the smaller boiler at the power plant of
Lomma. The process is evaluated using three different compositions of fuel ratios of wood
chips and demolition wood. Appropriate operating conditions and design variables were
found through solving a systems of equations with energy and mass balances over the
combustion process, using MATLAB R2012a©
.
In addition, the treatment of condensate from the condenser was considered. Through the pre-
treatment of condensate using membrane technology, condensate can be used as make-up
water for the boiler and the district heating network using the existing treatment facility at the
Lomma plant. Thus, the consumption of city water for this purpose can be reduced.
The cost estimation for the project was performed by three different methods showing similar
results and both net present value and pay off times were calculated. According to the Ulrich
manual method the pay off time will be 45.1 years when using wood chips only (case 1).
When using 50 % each of wood chips and demolition wood, the pay off time is 4.66 years
(case 2). The best choice is using demolition wood only (case 3) since the pay of time is only
2.56 years. This option also implies the best annual income and net present value for the
investment. This is due to the increased energy output when using wood chips not making up
for the increase in the fuel cost.

3
Acknowledgements We would like to thank SEKaftringen for giving us the opportunity to study the flue gas
condenser unit at the Örtofta plant. We feel that we have learnt a lot about flue gas
condensing when designing for a similar unit at the Lomma plant, but especially we have
received some experience in real process design. We would especially like to thank Marie
Caesar for enthusiastically presenting the two power plants and for giving answers to tricky
technical questions and information requests. We also would like to give special thanks to
Prof. Stig Stenström, our tutor, for supporting us in every way and discussing the
thermodynamics of combustion. We thank Prof. Ann-Sofi for here expert correspondence in
membrane technology and condensate treatment. Finally, we would like to thank Prof. Hans
T. Karlsson on any information on the art of wet scrubbing and saturation of hot flue gases.

4
Table of symbols
Symbol Unit Definition
LATIN SYMBOLS
a SEK/year Annual net payment
A m2 Heat transfer area
ALomma m2 Quench cross section area in Lomma
Amembrane m2 Membrane area
AÖrtofta m2
Quench cross section area in Örtofta
CBM,$ US$ Cost in united states dollars
CBM,SEK SEK Cost in SEK
CFeed ppm Concentration of the feed going into the membrane
Cp US$ Purchased equipment cost
Cp,i J/kg·K Specific heat
CPermeate ppm Concentration of the permeate leaving the membrane
D hours/year Plant operating time a year
Fbp,rec l/s Water flow bypassed to the recipient
Fcond l/s Water flow from the flue gas condensate
FFeed l/s Water flow to the RO-Feed tank
Fpermeate l/s Membrane permeate flow
Fquench l/s Water flow back to the quench
Fα
BM - Cost factor
G m3/s Actual flue gas flow rate in the quench
g Nm3/s Gas flow rate
Ginv SEK Year zero investment
g0 Nm3/s Flue gas
g0,H2O Nm3/s Water in the flue gas
g0,i Nm3/s Flue gas of component i
g0t Nm3/s Dry flue gas
gH2O,quench Nm3/s Required water in the quench
h kJ/kg Specific enthalpy
HF,G MJ/kg Enthalpy of the flue gas entering the quench
Hi MJ/kg Effective heat value
HS MJ/kg Calorimetric heat value
HS,C MJ/kg Calorimetric heat value from carbon
HS,H MJ/kg Calorimetric heat value from hydrogen
I SEK/year Annual income
i - Interest rate
ICE - Chemical engineering plant cost index
Icur SEK/US$ Currency exchange index
J l/s· m2
Membrane flux
k W(m2K) Heat transfer coefficient
L l/s Liquid flow ratio
L/G l/m3
Liquid to gas flow ratio
L0t,excess Nm3/s Excess dry air
ṁ kg/s Mass flow of fuel to the boiler

5
ṁcondensate kg/s Condensate mass flow
ṁD.H kg/s District heat mass flow
ṁquench kg/s Mass flow of required water in the quench
np years Pay off time
nv 106·SEK Net present value
O2,out - Percentage of oxygen in the flue gas
P MJ/kg Boiler energy output
pD.H. SEK/MWh District heating price
pH2O Pa Partial pressure of water
Pin Pa Pressure at the membrane inflow
Pout Pa Pressure at the membrane outflow
Ppermeate Pa Pressure at the permeate
Q J Heat
gH2O,max Nm3/s Maximum amount of water in the flue gasses
R - Retention
RRO - Retention of conductivity for RO-membranes
T K Temperature
TD.H K District heat temperature
TF.G. K Temperature of the flue gas
TMP Pa Transmembrane pressure
U SEK/year Expenses
vquench m/s Flue gas velocity in the quench
VR - Volume reduction
zcone m Height of quench conical part
GREEK SYMBOLS
xi - Fraction of component i
xmoist - Moist fraction
ΔHVAP J/kg Water enthalpy of vaporization
ΔTln K Logarithmic temperature difference
ΔP SEK Price difference
η - Boiler efficiency
ρ kg/m3 Density
σcond μS/cm Conductivity of the flow from the condensate
σFeed μS/cm Conductivity of the flow to the RO-Feed tank
σp,i μS/cm Conductivity of the permeate after membrane step “i”
ϕ m Quench diameter

6
Table of Contents Executive Summary ...................................................................................................................... 2
Acknowledgements ...................................................................................................................... 3
Table of symbols .......................................................................................................................... 4
Part I - Introduction ...................................................................................................................... 9
1.1 Project objectives ........................................................................................................................ 10
1.2 Method ........................................................................................................................................ 10
Part II – Theoretical Background ................................................................................................. 12
2.1 Effects of boiler fuels and boiler load on flue gas condenser operation .................................... 12
2.2 Condenser design options with cost estimations ....................................................................... 13
2.2.1 Theoretical considerations involved in designing a heat exchanger.................................... 14
2.2.2 Implementing a condenser to an existing plant: a case study review ................................ 16
2.2.3 Dehumidifying condenser .................................................................................................... 18
2.3 Flue gas cleaning and particle removal. ...................................................................................... 19
2.4 Condensate treatment and boiler water production at power plants ....................................... 20
2.4.1 Using membrane technology for condensate cleaning. ....................................................... 21
2.5 Alternative methods for the condensation of flue gases ............................................................ 22
2.5.1 Venturi scrubbers – efficient particle collectors .................................................................. 23
2.5.2 Direct and indirect heat exchange of flue gases .................................................................. 24
2.5.3 Membrane technology for flue gas processing .................................................................... 25
2.5.4 Introducing heat pumps with a flue gas condenser unit ...................................................... 27
Part III - Calculations ................................................................................................................... 29
3.1 Material calculations ................................................................................................................... 29
3.1.1 Material composition ........................................................................................................... 29
3.1.2 Material energy calculations ................................................................................................ 29
3.2 Flue gas calculations .................................................................................................................... 30
3.2.1 Flue gas composition calculations ........................................................................................ 30
3.2.2 Flue gas energy calculations ................................................................................................. 31
3.3 Quench basic calculations ........................................................................................................... 31
3.3.1 Quench temperature ............................................................................................................ 31
3.4 Condenser basic calculations ...................................................................................................... 32
3.4.1 Condenser energy balance ................................................................................................... 32
3.5 Condensate water calculations ................................................................................................... 33
3.5.1 Condensate flow ................................................................................................................... 33

7
3.5.2 Quench flow ......................................................................................................................... 33
Part IV - Designing the Flue Gas Condenser Unit for Lomma Power Plant .................................... 34
4.1 Quench dimensions ..................................................................................................................... 35
4.1.1 Liquid-to-gas flow ratio ........................................................................................................ 36
4.2 Preliminary thermal design of the condenser ............................................................................. 37
Part V - Design for the Treatment of Condensate Water at the Lomma Plant................................ 41
5.1 Make-up water production at Lomma today .............................................................................. 41
5.2 Treatment of condensate for make-up water production at Örtofta ......................................... 42
5.2 Proposed design for the condensate water treatment at Lomma Power Plant ............................. 43
5.2.1 Design calculations for the pre-treatment of condensate at Lomma .................................. 44
5.2.2 Membrane area estimations .................................................................................................... 45
Part VI – Estimation of Costs ....................................................................................................... 47
6.1 Investment ................................................................................................................................... 47
6.1.1 Quench ................................................................................................................................. 47
6.1.2 Condenser............................................................................................................................. 47
6.1.3 Water treatment .................................................................................................................. 47
6.2 Income & expenses ..................................................................................................................... 48
6.3 Results ......................................................................................................................................... 49
6.3.1 Pay off method ..................................................................................................................... 49
6.3.2 Net present value ................................................................................................................. 49
6.4 Sensitivity analysis ....................................................................................................................... 50
6.4.1 Condenser outgoing temperature changes .......................................................................... 50
6.4.2 Fuel price changes ................................................................................................................ 50
Part VII – Discussion & Conclusions ............................................................................................. 52
7.1 Alternative methods for the condensation of flue gases ............................................................ 52
7.1.1 Venturi scrubbing ................................................................................................................. 52
7.1.2 Flue gas condensation with membranes .............................................................................. 52
7.1.3 Direct and indirect heat exchange of flue gases ................................................................... 52
7.1.4 Heat pump ............................................................................................................................ 52
7.2 Design considerations ................................................................................................................. 53
7.2.1 Quench design ...................................................................................................................... 53
7.2.2 Condenser design ................................................................................................................. 53
7.2.3 Design for the treatment of condensate .............................................................................. 53
7.3 Case investment evaluation ........................................................................................................ 54

8
7.4 Conclusions .................................................................................................................................. 55
Part VIII – Appendix .................................................................................................................... 58
9.1 Fuel data sheet ............................................................................................................................ 58
9.2 Overall process sheet for the flue gas condenser at the power plants of Örtofta and Lomma. 59
9.3 Örtofta combustion/boiler .......................................................................................................... 60
9.4 Örtofta quench ............................................................................................................................ 61
9.5 Örtofta condenser ....................................................................................................................... 62
9.6 Lomma case 1 overall balance..................................................................................................... 63
9.7 Lomma case 2 overall balance..................................................................................................... 64
9.8 Lomma case 3 overall balance..................................................................................................... 65
9.9 Present configuration for boiler water production at the Lomma plant .................................... 66
9.10 Condensate treatment and boiler water production at the Örtofta plant. .............................. 67
9.11 Proposed design for Lomma condensate treatment and boiler water production. ................. 68

9
Part I - Introduction
The aim of the following report is to design an implementation of a flue gas condenser unit in
the biomass fired boiler energy plant situated in Lomma, in order to recover heat from the gas
stream and increase the plant efficiency.
For this purpose the current flue gas condenser unit installed at the Örtofta power plant, which
also uses biomass, is to be examined.
The main advantage of biomass fired boilers is that they use a renewable source of energy as
opposed to fossil fuel fired boilers. There are several fuels that are considered biomass
(agricultural waste, wood, landfill gases). In the power plant in Örtofta wood chips,
demolition wood and peat are being used in different mixtures.
Out of the 120,2 MW produced in the combustion chamber 10,9MW will be dedicated not
only to heat up the flue gases but also to evaporate the water content in them. Therefore a flue
gas condenser offers the possibility to recover a large sum of energy.
The purpose of the flue gas condenser units is to recover heat form the gaseous flue gas
streams leaving the plant. In order to do so the water contained in the stream is condensed.
Due to the high vaporization heat of water this allows a high energy recovery.
In the setup used in Örtofta the flue gas first enters a quench where it sprayed with water in
order to saturate the water content in the gas to increase the condensation efficiency, and then
this stream enters the condenser where it is first sprayed with water again and then heat
exchanged with the district heating network in order to heat up the water circulating in this
network. This condenser then produces water that can be treated in order to be used as make
up water for the boiler and the district heat network.
In order to study the feasibility of adapting this technology currently existing in Örtofta to the
Lomma power plant, the following report will study the design of the quench and the
condenser for the flue gas condensing unit and also the design of the water treatment process,
taking into account the different operating conditions at Lomma. Then, a cost estimation will
be performed for the proposed design in order to give an estimation of the cost of this
implementation.

10
1.1 Project objectives The objectives for the project are:
First to calculate the operating conditions of the flue gas condensing unit currently
operating in the Örtofta power plant, with the objective to recover as much energy in
the condenser as possible.
Then these same calculations will be applied for the power plant operating in Lomma.
The calculations must be adapted for the different flue gas composition in this power
plant and should be done for three different cases. This power plant is currently only
operating by using demolition wood as fuel but calculations should also be performed
for different mixtures of wood chips added to the demolition wood.
The next step is to design the flue gas condenser unit that should operate in the
Lomma power plant. This part should include the design of both a quench and the
condenser itself.
The present water treatment process, for the production of the boiler make up water
and district heat network make up water, will be redesigned. This process should use
the water obtained in the condenser in order to reduce the consumption of softened
city water.
Lastly a cost estimation of the project must be done to calculate the reliability of
implementing the flue gas condenser to Lomma återbruket.
1.2 Method As it has already been mentioned, the purpose of the study is to examine the feasibility of
implementing a flue gas condensing system at the power plant situated in Lomma. This will
be done by means of studying the power plant situated at Örtofta which already has a flue gas
condensing system. The principal idea of the flue gas condenser is illustrated in appendix 9.2.
Both power plants operate by burning biomass. In Örtofta this is mainly in the form of a
mixture of demolition wood and wood chips, on the other hand the Lomma power plant burns
only demolition wood. The possible benefit of using wood chips at Lomma will be also
studied at this report.
The main difference between both power plants is obviously the different size of both plants,
and total energy output. The plant situated at Örtofta produces 110 MW whereas the one
situated at Lomma produces only 16 MW of energy.
At Örtofta the power plant consist of a boiler where the biomass is fired to produce heat to
generate steam in the steam cycle for the production of electricity and/or district heat. Then
the flue gases coming out of the boiler are driven into the flue gas condensing unit. This unit
consists of a quench and a condenser.
First in the quench, the flue gas is humidified by means of spraying water into it. This helps
the later condensing of the water present in the flue gas at the condenser and also lowers the
temperature of the flue gases.

11
Then in the condenser the flue gases are heat exchanged with water coming from the district
network, thus transferring heat into the district heating network and condensing the water
present in the flue gas.
Both these units are to be studied and tuned down and designed for the Lomma power plant.
Also both plants have a water treatment system. Its purpose at Lomma is the production of
boiler make up water from softened city water but at Örtofta it also uses the condensate water
from the flue gas for the same purpose and the production of makeup water for the district
heat network. Thus, it contains equipment not present in Lomma such as ultrafiltration and
microfiltration steps that might be required in order to also treat the condensate produced in
Lomma if the flue gas condenser is to be installed.
All of the required calculations for the implementation at Lomma will be done considering
three different cases of fuel composition. One case will assume the use of only wood chips to
fire the boiler, the second case will consider the use of 50% wood chips 50% demolition
wood, and case 3 studies the use of only demolition wood as it is operating at the moment.

12
Part II – Theoretical Background There are several reasons for fitting boilers with flue gas condensers. Adding a condensing
flue gas heat exchanger to a boiler leads to an increase in the plant energy efficiency due to
the recovery of both sensible and latent heat. By lowering the flue gas temperature below the
dew point the water vapor can be condensed, recovering the latent heat released. Taking the
lower heating value as the basis for calculation, the efficiency can reach or even exceed
100%. The flue gas can have 15 to 40% of the fuel energy content [1]. Also, the condensed
flue gas water can be processed and used as boiler make up water.
Another reason for flue gas condensation is for emission reduction. For example, particle
emissions can be severely reduced through condensing heat exchangers. In Finland, about 25
% of the total direct 4.5 emissions, that is particles less than 2.5 micro millimeters, are from
wood combustion. The use of a condensing flue gas scrubber can lead to the removal of 44%
of 3.0 and 84% of total solid particles [2]. These emissions are expected to increase since the
use of renewable sources, like wood, increases for combustion processes. Small particles
imply a health risk since it can be hazardous to inhale them at higher concentrations [3].
At present, there is a lot of research in flue gas condensation and new inventions and
techniques are being developed. The current design at the plant at Örtofta is successful in the
recovery of flue gas heat, increasing the overall plant efficiency substantially. The question is
if the design is equally applicable to the much smaller heat and power plant in Lomma, using
similar fuels. Looking into scientific publications, this chapter brings forward important
matters of consideration for flue gas processing. Also, alternative techniques and methods are
presented and briefly evaluated.
2.1 Effects of boiler fuels and boiler load on flue gas condenser operation Blumberga et al [4] emphasize the EU goal of increasing the amount of renewable energy
sources to 20 % by 2020, and point out the efficient combustion of wood fuels as a
contribution in achieving this goal. It is also stressed that the moisture content of wood chip
fuels shall not exceed 25 % according to EU standards. For the Lomma plant, the moisture
content is clearly a strict fuel quality parameter; the higher the moisture content, the more heat
will be devoted to evaporate the moisture and less heat can be allocated to steam production.
Thus, a high moisture content of the fuel implies an ineffective heat production process. On
the other hand, for a plant with flue gas heat recovery, like Örtofta, one should also keep in
mind that a moist fuel will give flue gases with high energy content which can be recovered in
the flue gas condensation unit.
Based on experiments performed on a commercial scale plant, Blumberga et al [4] evaluated
the correlation between total specific heat recovered in a gas condenser and the load on the
boiler. It is found that as the boiler load increases, the amount of heat energy recovered per
unit of produced heat decreases. This can partly be explained by condensation limitations. An
interpretation is that it is important to dimension the flue gas heat recovery system to the
capacity of the boiler in order to ensure an effective heat recovery and plant efficiency, which
seems intuitive. The authors find that for the evaluated plant, it is possible to recover heat

13
energy in the range of 100-180 kWh/MWh of produced heat in the boiler. It is thus important
to know the overall boiler load throughout the year in order to adapt the condenser type and
surface area for efficient heat recovery. Appropriate condenser surface area evaluations and
material alternatives are further evaluated in section 4.2.
2.2 Condenser design options with cost estimations When designing heat exchangers some factors need to be taken in consideration. In a
condenser heat will be transferred through conduction and convection. For large Reynolds
numbers, the energy transferred will be mostly by convection. As a condenser is being
designed, both the latent and sensible heat is of interest [5]. In a condenser, there is phase
change, and transfer of latent heat. The rate of phase change is dependent on the rate of heat
transfer, on the rate of nucleation of drops and on the behaviour of the new phase. The
condensation process can vary depending on the composition of the vapour; however, the
temperature will only be constant if a few conditions are met. The vapour must be a single
component vapour, not superheated, and not sub cooled below condensing temperature. The
condensing temperature is determined by the pressure in the shell side, which, considering
there are only small friction losses in the process can be considered constant [6].
The addition of a condenser to the plant will lead to an increase in the investment costs. The
costs can vary with the heat exchanger material and area needed; the setting of the material;
the increase in the power consumption caused by an added resistance; extra piping and valves;
manufacture, installation maintenance and repair costs [1]. The design and installation of the
condenser can influence the performance observed in the plant [2]. However, installing a
condenser will save energy and the payback time could be estimated for a natural gas fired
boiler to be between 3 to 4,5 years [1], for a biomass fired boiler this period can vary between
2 and 7 years [2] – with great influence from the chosen material for the heat exchanger. If the
exiting flue gas temperature is decreased too much it can lead to an increase in the needed
heat exchanger area, increasing the installation costs and thus the payback time. Due to the
slightly acid nature of the condensate this material needs to be resistant to corrosion. It is of
interest to have the largest possible difference of temperature between the boiler and the
return water. The amount of recovered heat can vary with the season and geographic location
as the temperature of the return water changes. [1]
Chen et al [2] evaluated the technical and economic feasibility of using condensing boilers in
a large district heating system. In order to avoid the corrosion that usually accompanies the
use of low temperature heat, using a corrosion resistant material is necessary. The recovery of
the latent heat improves the thermal efficiency, especially when dealing with lower excess air
ratios, as increasing the excess air decreases the vapour partial pressure, lowering the dew
point, and thus the amount of condensable water. The formation of the condensate can help in
the reduction of particles emissions as it removes most of the particulates generated with the
combustion. [2]
The return water temperature is directly related to the boiler efficiency, as it will determine
how much latent heat can be captured and how much vapour is condensed. Higher
temperatures mean that less vapour condenses. This temperature must be below the dew point

14
of the condensable gas. If the return water cannot be used directly as a heat sink a heat pump
can be added. [2] The addition of a heat pump is further discussed in section 2.5.4 (high
energy use and increase in capital costs).
2.2.1 Theoretical considerations involved in designing a heat exchanger
In order to solve heat transfer problems it is necessary to resolve the energy balances and to
estimate the rates of heat transfer. Considering operation at steady state; there is no shaft
work, negligible potential, mechanical and kinetic energies. Thus (neglecting the heat transfer
into the outside environment) the energy balance can be given by the overall enthalpy balance
(equation 2.1). Equation 2.2 gives the balance for a condenser, with transfer of both sensible
and latent heat; considering saturated vapour at the inlet and vapour at condensing
temperature on the outlet [6].
(2.1)
(2.2)
In order to simplify the calculations of the heat flux and of the heat transfer coefficients, the
average temperature of the cross section profile can be considered as the temperature of the
stream. The heat flux is proportional to the driving force (the temperature difference between
the streams), and the driving force varies along the tube. The heat flux also changes
throughout the tube.
(2.3)
The local overall heat transfer coefficient varies with the fluids temperatures, but if the
temperature ranges are reasonable, it can be considered constant, and equation 2.3 can then be
integrated to find equation 2.4, that can be used to predict the performance of a heat
exchanger or to calculate the area needed in a new heat exchanger [6].
(2.4)
The heat transfer coefficient for heat transfer between a moving fluid and a solid surface
depends on the thermal conductivity and on the thickness of the fluid film. The thickness of
the fluid film will vary depending on the fluid properties, velocity and the type of fluid flow.
By making some assumptions (within reason) approximate solutions can be calculated. Some
compromises must be made in order to achieve the best possible outcome, as for a set heat
transfer rate, if the fluid velocity is low, less power is required; however, a higher surface area
is needed. [5].
Condensation can happen in drop wise or film-type. In film-type condensation, the liquid
condensate forms a continuous layer in the surface of the tubes – this layer gives the
resistance to the flow of heat). In drop wise, the condensation happens at microscopic
nucleation sites, with growth of the droplets to form rivulets and then an extremely thin film
with very low thermal resistance. Drop wise condensation has higher heat transfer coefficients
than film-type condensation. Despite this fact, it is harder to establish the conditions for drop

15
wise condensation through the entire length of the tube, especially for steel. For this reason,
the condensing will be modelled assuming film-type condensation [6].
The coefficients for film-type condensation are calculated assuming that the liquid is at
condensing temperature and neglecting super-heat of the vapour. The Nusselt equations give
the rate of heat transfer in film-type condensation, with the vapour and liquid in
thermodynamic equilibrium. Some assumptions about the layer of condensate need to be
made: the flow is laminar and downwards; there is no velocity at the wall; the temperatures at
the wall and of the vapour are constant; and that the velocity of the outside layer of the film is
independent of the velocity of the vapour. The average heat transfer coefficient for the local
tube is three quarters of the local coefficient at the bottom of the condenser. The local
coefficient can be calculated using equation 2.5 and 2.6, taking the properties at the average
film temperature (2.7) [6].
(2.5)
(2.6)
(2.7)
Individual resistances are added to find the overall resistance (combined resistances in series).
When considering a heat flux between two fluids separated by a wall, there are three
temperature profiles to be taken into consideration. The resistance of the wall is usually small.
The fluid resistances are correlations for individual heat transfer coefficients or film
coefficients. To calculate the overall coefficient the individual coefficients are added in the
same equation:
(2.8)
However, the areas vary for the individual coefficients of each tube, as the fluid inside the
tube uses the inner area of the tubes, the fluid outside uses the outer area and the resistance of
the wall uses a logarithmic mean of both areas. To define one overall coefficient for the
system it is necessary to base the heat transfer rate in either the inside or the outside area of
the tubes. Equation (2.9) shows the overall heat transfer coefficient for the outside area of the
tubes:
(2.9)
In order to simplify the calculations, the area of the side with the highest resistance (lowest h)
can be used. Assuming that the fouling effects are negligible, and that one h is much larger
than the other the overall coefficient can be given by:
(2.10)

16
To calculate the coefficients for the tube side and for the shell side there are some correlations
that can be used for each case that takes in consideration the flow and fluid properties of each
side. As the coefficients are calculated using temperature dependant fluid properties and there
are temperature variations associated with the heat exchange, it is logic to say that the values
of the coefficients vary throughout the condenser. However, if the coefficient varies less than
by a factor of 2:1, an averaged value can be used to find the overall coefficient. For the shell
side, the calculation is more complex as it has to take in consideration the presence of baffles
and the area occupied by the tubes [6].
The deposition on the surface of the tubes of solids, scale and dirt, among other components
(present in the fluids doing the heat exchange) lead to an added resistance called fouling
resistance. This reduces the overall coefficient. A term for the fouling resistance should be
added to the total thermal resistance for each side of the tube. [5, 6]
When designing a shell-and-tube heat exchanger the choice of which fluid will pass through
the tubes and which will go through the shell must be made. Corrosive fluids should go on the
inside of the tubes, so that only the inside of the tubes have to be of a corrosive resistant
material; very hot fluids should also go on the inside of the tubes to reduce heat loss to the
ambient; and dirty fluids that will lead to the formation of deposits and fouling should also be
on the inside as it is easier to clean, mixtures of condensable and non-condensable gases can
also go on the inside of the tubes. Viscous fluids are usually on the shell side as to increase
flow velocity and turbulence. Still, the final decision of the fluids side is done by considering
which arrangement gives the higher overall coefficient and the lower pressure drop. [6,15]
2.2.2 Implementing a condenser to an existing plant: a case study review
In Chen’s et al case study [2] the heat exchanger evaluated was an indirect contact shell and
tube heat exchanger, appropriate for liquid-to-liquid and liquid-to-phase change heat transfer
applications and also for high pressure differences. The flue gas goes through the shell-side
and the return water through the tube-side of the heat exchanger. When designing the heat
exchanger the optimum between high heat transfer coefficients and minimum pressure drop is
of interest. A lower diameter can increase the heat exchanger coefficients leading to more
compact heat exchangers, which in turns mean higher pressure drops. Two materials were
evaluated for the heat exchanger: stainless steel and carbon steel, some of the most common
materials for heat exchangers. In order to use carbon steel it is necessary to coat the surfaces
with a corrosion resistant material, which in this study was polypropylene. Before the heat
exchanger the flue gas goes through a pre-treatment to remove particles [2].
With the use of a condensation curve shown in Figure 2.1 it can be seen that the tube side
(return water) temperature changes linearly while in the shell-side (flue gas) there is a de-
superheating zone before the condensation in the presence of non-condensable gases starts.
The diagram was divided into zones so that the temperature between the shell and the tube
varies linearly. The maximum driving force for the heat transfer was calculated using the
logarithm mean temperature difference (LMTD) with a correction factor F due to the flow
studied being cross-flow and not counter current. The equilibrium condensation temperature

17
decreases as the water vapour condenses, reducing the temperature difference between the
shell and tube side [2].
In the plant at Örtofta the flue gases go through the quench and are humidified and cooled
before entering the condenser. Due to this, the de-superheating part shown figure 1 does not
apply for the case studied. At Örtofta the flue gas enters the condenser at a temperature of
approximately 65°C and leaves at 45°C. In Lomma this same temperature difference is
maintained when designing the plant. However, at the plant in Örtofta, the flue gas flows
inside the tubes while the return water goes on the shell side.
Figure 2.1: Condensation curve for the flue gas in a shell and tube heat-exchanger [2].
In order to adequately estimate the surface area of the heat exchanger a thermal design should
be done, finding the heat transfer coefficients. The presence of non-condensable components
in the flue gas should be taken in consideration. The correlation used in the tube side
considered fully developed turbulent flow in smooth tubes in order to find the heat transfer
coefficient. On the shell-side the heat resistances due to the condensate film and to the cooling
of the sensible heat of the flue gases were considered, and the thermal resistance of the gas
stream (the inverse of the heat transfer coefficient of the gases) and the resistance of the
condensate film were calculated (for zones II – IV).
Fouling effects are expected in condensing boilers, both inside and outside the tubes.
However, since it is a time dependent problem, for the design of the heat exchanger a fixed
value should be used. In this case study, due to the polymeric coating, carbon steel has a
higher thermal resistance than stainless steel. The thermal resistances for both condensers are
higher on the shell-side, especially before the condensation starts. To determine the overall
heat transfer coefficient, first the local overall coefficient from the shell to the tube side can be
calculated. These can then be used to find the coefficients at the boundaries of each zone,
obtaining afterwards the mean overall heat transfer coefficient for each zone. After these
determinations the size of the condenser can then be determined as well as the heat flux that
ranges between 1.5 and 2.5 kW/m2 [2].

18
The pressure drop was calculated as it has great influence over the determination of the
necessary pumping power and fan work input, both of which incurs in extra operating and
capital costs. Due to the higher thermal resistance (caused by the polymeric coating), the
carbon steel condenser has longer tubes and larger surface area. Thus, the pressure drop is
also higher. The values for the pressure drop and the power for the pump and for the fan for
both types of heat exchangers are shown in Table 2.1 [2]. The pressure drop on the shell side
is high for both materials; this could be due to the condenser also being used to de-superheat
the flue gas before the condensation starts.
Table 2.1: Pressure drop and needed pump and fan power for carbon steel and stainless steel.
Pressure drop Pump power Fan power
Tube side Shell side Tube side Shell side
Stainless steel 3.2 kPa 28.4 kPa 0.43 kW 828.3 kW
Carbon steel 3.8 kPa 23.1 kPa 0.50 kW 993.4 kW
In the cost estimation the capital, equipment, installation, operating and maintenance costs
were estimated for both condensers. In the estimation of the operating and maintenance costs
the electricity consumption, the chemical treatment of the condensate and fouling removal
were considered, as well as an approximated 6% of fixed capital cost as the maintenance cost.
The stainless steel has a higher cost as material; however, the carbon steel condenser has
higher operating costs and higher electricity consumption. This leads to a total operating and
maintenance cost to be similar for both materials. Carbon steel has a lower life expectancy but
a shorter period for cash return; it also has less sensitivity to the change in interest rates. The
cash return is expected after 2 years for carbon steel condensers and 5 to 7 years for stainless
steel condensers [2].
2.2.3 Dehumidifying condenser
In a dehumidifying condenser, where a mix of condensable and non-condensable gases is
present, the vapour is condensed inside the tubes with the coolant flowing through the shell in
a vertical setup. This is the scheme used in Örtofta and an illustration of this can be seen in
Figure 2.2. In this figure there is use of baffles that increase turbulence, of a floating heat to
provide for the thermal expansion and a vapour liquid separating cone in order to ease the
separation of the condensate flow from the non-condensable gases and uncondensed vapour.
In this set up, the formation of stagnant inert gas regions is avoided [6].
For in tube condensation, the choices of correlation for the heat exchanger coefficient and for
other parameters must agree. If the flow has low velocities, the pressure drop along the tube
can be neglected, and the Nusselt correlation for laminar flow can be applied. In this case it is
possible to have vapour super-heat and presence of non-condensable. If the flow has high
velocity, though, the choice of the nondimensional parameters is harder, as the influence of
the gravity and of the vapour-shear must be known. It is hard to predict the pressure drop [15].

19
Figure 2.2: Dehumidifying cooler-condenser.
2.3 Flue gas cleaning and particle removal Whether or not the flue gases are to be condensed or let directly to the chimney, they should
be treated in a flue gas cleaning unit first. Ash, salt and smaller particles can cause fouling and
corrosion to the flue gas condenser unit and the chimney. In addition, emissions to the
environment should be kept below threshold levels.
A common technique for particle removal is a fabric bag house filter units. Figure 2.3 shows
the principle of this technique. The idea is that the unclean flue gases pass through to the
inside of the bag, leaving particles stuck on the bag outer surfaces. Therefore, a filter cake will
form on the surface after some time. To remove the filter cake, a pulse of high pressurized air
is let down the bag, causing the bag to be flexed and expanded. This will break up the cake
and particles will consequently fall to the bottom of the unit where they are collected and
removed. This type of bag house filter cleaning technique is referred to as “pulse-jet” or
“pressure-jet” cleaning [7].

20
Figure 2.3: Principle of fabric bag house filter unit for flue gas particle removal [7]
Particle removal units, like bag house filter units, are most often combined with flue gas
desulfurization units, FGD. In the FGD, lime reacts with the sulfuric content of the flue gases
where upon the sulfur precipitates into particulate matter. These particles are then separated in
the particle removal unit and removed.
2.4 Condensate treatment and boiler water production at power plants Introducing a flue gas condenser unit to a power boiler, one must of course consider the need
to clean the condensate. Even though most of pollutants and small particles are removed in
the flue gas cleaning and the quench, some of it will be dissolved in the condensate at the
condenser. The condenser is thus partly a flue gas cleaning step in itself. If the condensate is
let directly to a recipient, collected dust particles can cause unclear water and harm to the
aquatic life. Also considerate amounts of heavy metals can be present in the condensate,
although biofuels only give rise to modest levels. Therefore, the condensate should preferably
be filtrated before let to the recipient [8].
If the condensate is treated well enough, it can eventually be used as make-up water for the
steam cycle or at least for the district heating network. Usually, plants treat softened city
water for this purpose. Although not too expensive, an extensive use of city water implies
high costs in the long run. In addition, city water enters the water treatment unit at a low
temperature whereas the condensate is much warmer. Since make-up water needs to be pre-
heated, using condensate for this purpose has clear advantages in terms of energy.
The quality demands on boiler feed water are high. Especially, it is important that the water
has a low conductivity, i.e. contains low amounts of salts. This is also true for district heating

21
make up water, although the demands are not quite as high. Salts can cause corrosion of pipes,
heat exchangers, boiler equipment etc.
2.4.1 Using membrane technology for condensate cleaning.
Membrane technology encompasses a wide range of separation with regard to the size of
particles and solutes. Reverse osmosis-membranes (RO) have the finest pore-sizes and retards
dissolved salts [8]. However, the feed water to the RO-membranes should only contain very
small particles in order to ensure a good function of the membranes. If flue gas condensate is
used, it must thus be pre-treated to remove most of colloids and macromolecules [9, 10]. This
can be achieved through the introduction of coarser membranes prior to the RO-stage. One
option is to have microfiltration (MF) and ultrafiltration (UF) units coupled in series for RO-
feed water pre-treatment.
In order to be able to design for condensate treatment using membranes, one should be
acquainted with fundamental concepts of membrane technology. Theory on membranes is
rather intuitive but it is still important to be familiar with its most central ideas.
The feed stream to a membrane, in this case the condensate water, will be split up into two
streams. The permeate stream holds the molecules that has been able to pass through the
membrane whereas the retentate stream holds the molecules retarded by the membrane. The
retention, R, is a measure of the rate of separation for a given substance. It can be defined
according to equation 2.11, relating the substance concentrations in the permeate and feed
solutions.
(2.11)
To be precise, is the observed retention. The intristic retention describes the relation
between the concentrations in the permeate and at the membrane surface on the feed side. The
concentration at the membrane surface will be higher than in the bulk solution at the feed side
in the membrane module. Since the concentration at the membrane surface cannot be
measured, the observed retention is often used for estimations and calculations. A rough
estimation of the concentrations of salts for any water is the conductivity. Conductivity differs
between different ionic compositions and the conductivity is also significantly temperature
dependent. Still, it is a good estimate when measuring changes in water quality [10]. For RO-
membranes, it is possible to define retention for conductivity, according to equation 2.12.
(2.12)
Another important concept is the flux, J, which relates the flow rate of permeate to membrane
area. For membrane plants, the total costs are often approximated from the membrane areas. It
is thus desirable to keep a high flux in order minimize investment costs. The membrane area
can be calculated according to equation 2.13.
(2.13)

22
There is however limitations to what flux magnitude that can be tolerated in a membrane
plant. The cross-flow velocity through the membrane modules can be increased which implies
both a higher flux and a higher retention up to a certain limit. High cross-flow velocities do
however require more electrical power to feed- and circulation pumps, which is a major cost
concern for membrane plants. A higher temperature of the feed solution usually implies lower
viscosity and thus higher flux. However, a high solution temperature often comes with a
lower retention. In addition, heating of the feed solution can induce additional costs as well.
The trans membrane pressure (TMP) is of great significance for the flux and the retention. It
is defined according to equation 2.14.
(2.14)
The pressure at the permeate side, , can be decreased by opening the permeate valve,
thus increasing the flux. The average pressure over the bulk solution, calculated as the mean
of the pressure in ( ) and out of the membrane module can be increased with
additional pump power. At lower pressures, both the retention and the flux normally increase
with higher TMP. At further increased rates of TMP, the flux will however level off and
eventually decrease. Running at high trans membrane pressures implies a heavy load on
pumps, sealing and other components and will result in a higher energy use.
There are of course other parameters that can affect the flux magnitude and retention, like for
example the pH-level.
When designing membrane plants for water treatment, the aim is usually to recover as much
clean water as possible. The permeate stream, which can be regarded as the product, should
therefore preferably be large in relation to the retentate stream. For continuous membrane
plants, the volume reduction, , is simply expressed as the relation between the flow rates of
the permeate ( and feed streams (
(2.15)
Finally, one should keep in mind the persistent issues of fouling and scaling of the membranes
which normally requires cleaning routines. For plants with continuous production, this means
that stacks of membrane modules must be taken out of action regularly for cleaning.
Consequently, it can be useful to have additional stacks which can operate as others are
cleaned in order to sustain full production. This should be considered when designing the
membrane plant and when estimating its investment costs [11].
2.5 Alternative methods for the condensation of flue gases In this study, the design of a flue gas condenser unit to the power plant at Lomma has been
very much based on the present design of the unit at Örtofta. This section will bring forward
possible alternatives to this design and present contemporary scientific findings on the
subject.

23
2.5.1 Venturi scrubbers – efficient particle collectors
As mentioned the purpose of a quench prior to the flue gas condenser is to pre-cool the flue
gases to facilitate condensation but also to saturate the gases with moist in order to increase
the amount of recovered condensation heat. In addition, the sprayed water over the hot flue
gases will collect some of the particles in the flue gases and the quench will thus contribute
the separation of particles from the gases.
Quenches and scrubbers are often designed with a venturi. With such a design, spray nozzles
can be omitted. There are several disadvantages with spray nozzles. They often tend to
corrode, erode and get plug up since the recirculated spray water generally contains solid
particles. Also, they require several pipes and valves [12].
The main problem of a venturi design is that it requires high pressure drop, the more efficient
particle collection needed the more the gas should be accelerated and hence higher pressure
drop is obtained. This means that venturi scrubbers have high operation costs.
Johnson et al [12] presents a patented alternative to the use of spray nozzles. Instead of
introducing the gas close to the bottom of the quench, it can be let in at the top through a
venturi. Water is pumped from the bottom of the quench and introduced adjacent to the
venturi from a wier. The water will then pour as a thin film at the sides of the venturi passage.
At the throat, the gas is accelerated, resulting in a pressure drop. At the same time, the high
velocity gas will shear the water into small droplets. The droplets will act to saturate and cool
the gas to the adiabatic saturation temperature. Figure 2.4 shows the proposed design.
Figure 2.4: Principle of a venturi placed inside a quench [12]. Saturation of flue gases without spray-
nozzles.

24
2.5.2 Direct and indirect heat exchange of flue gases
The method of recovering energy from high temperature flue gases usually consist of the
condensation of the water present in them by heat exchanging the wet flue gas with a lower
temperature liquid medium.
Indirect heat exchanging configurations such as the one used in the Örtofta flue gas condenser
usually require the flue gas to be sprayed with water before being condensed in the heat
exchanger system. The heat can then be retrieved and supplied to a heating district network.
An alternative application is to use the wet flue gas in another stage to heat up water in order
to be used to heat up and humidify the combustion air before going into the boiler.
The patent of Mats O.J. Westermark [13] shows a method by which the energy of the flue
gases is recovered by cooling them under the dew point and condensing the water content
using indirect contact heat exchangers. In the shown process the energy coming from the
water condensation in the flue gas is transferred to the water in a district heating network but
also partly to a circuit in which water is being used to heat and saturate the air which will be
used in the combustion chamber.
Figure 2.5: Mats O.J. Westermark process [13]
In the presented arrangement the incoming flue gas first passes a spraying chamber where it
gets humidified, and then it gets heat exchanged with the heating network. After that it passes
through the second condensing stage where it is heat exchanged with the water working in the
humidifier. Flue gas can also be heated prior to the gas stack to avoid corrosion.
For the proper operating of this unit it must also be noted the fact that in order to prevent
concentrating impurities in the humidification water, this is continuously removed from the
humidifier through a pipe.
A direct heat exchanging assembly offers a different alternative to recover heat from high
temperature flue gases, in such configurations a liquid medium can be used counter currently
25
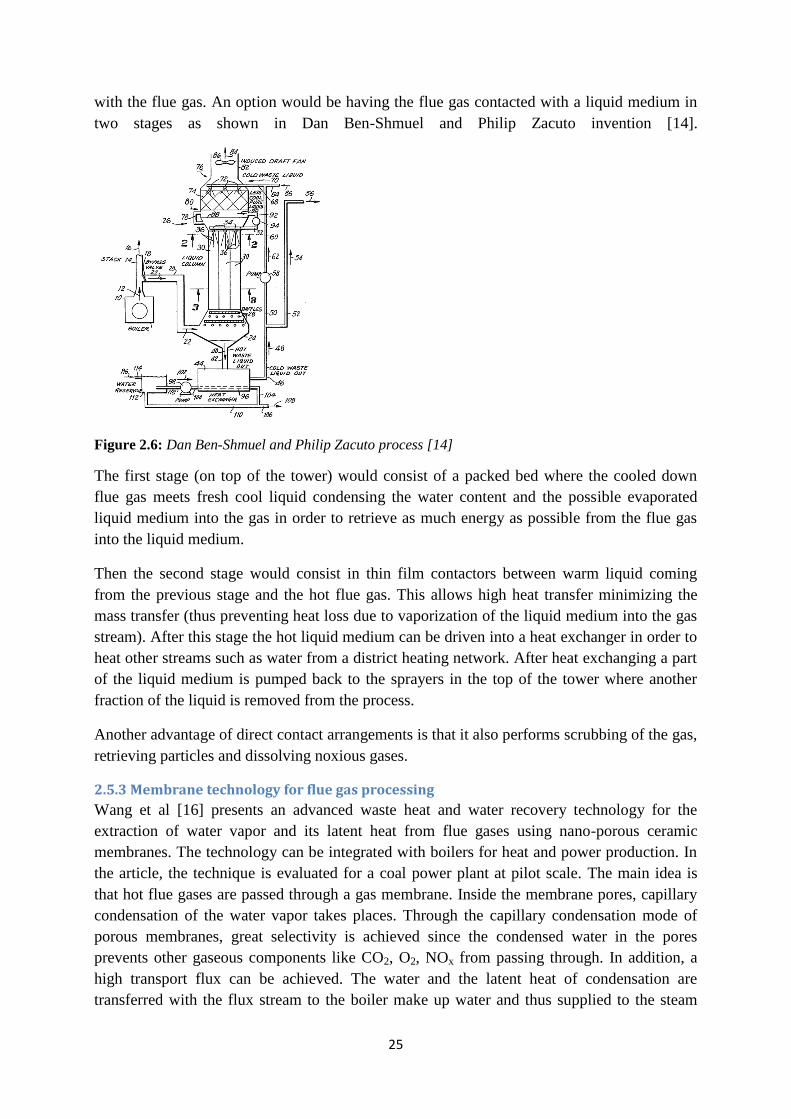
with the flue gas. An option would be having the flue gas contacted with a liquid medium in
two stages as shown in Dan Ben-Shmuel and Philip Zacuto invention [14].
Figure 2.6: Dan Ben-Shmuel and Philip Zacuto process [14]
The first stage (on top of the tower) would consist of a packed bed where the cooled down
flue gas meets fresh cool liquid condensing the water content and the possible evaporated
liquid medium into the gas in order to retrieve as much energy as possible from the flue gas
into the liquid medium.
Then the second stage would consist in thin film contactors between warm liquid coming
from the previous stage and the hot flue gas. This allows high heat transfer minimizing the
mass transfer (thus preventing heat loss due to vaporization of the liquid medium into the gas
stream). After this stage the hot liquid medium can be driven into a heat exchanger in order to
heat other streams such as water from a district heating network. After heat exchanging a part
of the liquid medium is pumped back to the sprayers in the top of the tower where another
fraction of the liquid is removed from the process.
Another advantage of direct contact arrangements is that it also performs scrubbing of the gas,
retrieving particles and dissolving noxious gases.
2.5.3 Membrane technology for flue gas processing
Wang et al [16] presents an advanced waste heat and water recovery technology for the
extraction of water vapor and its latent heat from flue gases using nano-porous ceramic
membranes. The technology can be integrated with boilers for heat and power production. In
the article, the technique is evaluated for a coal power plant at pilot scale. The main idea is
that hot flue gases are passed through a gas membrane. Inside the membrane pores, capillary
condensation of the water vapor takes places. Through the capillary condensation mode of
porous membranes, great selectivity is achieved since the condensed water in the pores
prevents other gaseous components like CO2, O2, NOx from passing through. In addition, a
high transport flux can be achieved. The water and the latent heat of condensation are
transferred with the flux stream to the boiler make up water and thus supplied to the steam

26
cycle. Heat taken for the evaporation of moist in the fuel is then regained and the plant
efficiency consequently increased [16]. A schematic for the process is depicted in Figure 2.7.
The technology uses patented Transport Membrane Condensers (TMC). The technique has
already been commercialized for industrial laundry applications and gas-fired package boilers.
It is however believed to be particularly beneficial for coal-fired plants using moist fuels
and/or flue gas desulfurization (FGD) for the cleaning of flue gases. It should be noted that
the sulfur content in flue gases from wood combustion is small. Applied to industrial steam
boilers, the TMC technology has proven to be able to recover up to 40 % of exhaust water
vapor and to increase the overall efficiency with up to five percent [16].
Figure 2.7: Schematic of the TMC concept [16]
Sijbesma et al [17] explores the possibility of removing water from flue gases using
polymeric membranes through experiments and simulations. A problem with flue gas
treatment is that the gases are cooled down and thus saturated with water before entering the
stack, which can cause condensation problems. Therefore, flue gases are typically reheated
before leaving through the stack. This can be a rather energy consuming process. Through the
dehydration of flue gases with membranes, the reheating becomes redundant. In addition,
clean water can be derived which can be reused. Membrane technology is attractive for flue
gas dehydration since it is energy efficient, reliable and leaves a small footprint. In addition,
an advantage with membrane dehydration over flue gas condensation in a gas condenser is
that there are corrosive substances in the flue gases (for example sulfur) which can damage
the condenser. This is a problem for coal fired boilers but perhaps not as much for wood fired

27
boilers due to the less corrosive nature of the flue gases. Finally, there is a possibility for
direct CO2 removal through the treatment of flue gases with membranes [17].
2.5.4 Introducing heat pumps with a flue gas condenser unit
The temperature of the return district heat flow determines how much water that will
condense in the flue gas condenser. With a high temperature the effect of a flue gas condenser
will drastically drop. For a lot of plants this means that a flue gas condenser is not profitable
enough.
In order to lower the temperature in the flue gas condenser the return district heat flow needs
to go through an installed heat pump. There are three options to implement a heat pump with
a flue gas condenser. The first option (figure 2.8) is to divide the return district heat flow into
two flows, one flow that goes though the evaporator of the heat pump and one that goes
through its condenser. The second option is to also divide the district heat flow into two
flows, but instead of letting it to pass the heat pump evaporator, it passes the top of the flue
gas condenser. The energy in the evaporator comes from a closed system between the
evaporator and the lower part of the flue gas condenser. The third option is to make the
district heat flow pass the heat pump condenser, in which the heat pump is connected with the
flue gas condenser within a closed system. The first option is considered to be the most
efficient for plants with an already installed flue gas condenser.
There are three types of heat pumps that could be applied to the system; an electric powered
heat pump, a steam driven heat pump or a steam driven adsorption heat pump. All types give
approximately the same increase in flue gas condenser effect. The electric powered heat pump
is the only alternative for plants without a steam cycle. For plants with a steam cycle all the
alternatives are possible. The decision to make is whether the plant should specialize in
electricity or heat production, because the steam powered adsorption heat pump requires
significantly more steam from the steam cycle than the steam powered heat pump.
The advantage with implementing a heat pump to a flue gas condenser is that the total
efficiency increases at least five percentage units, due to the increasing amount of condensing
water in the flue gas condenser.
The disadvantage with implementing a heat pump is that the heat pump is powered by steam
or electricity which lowers the plants electricity production. Another disadvantage is that the
temperature of the return district heating flow most be above 50°C too get a sufficient
efficiency gain in the flue gas condenser, in order for the heat pump to become cost-efficient.
[18]

28
Figure 2.8: An example of a flue gas condenser combined with a heat pump [18].

29
Part III - Calculations In this chapter the basic calculations and estimations for both Örtofta and Lomma power plant
will be presented. All equations and data constants is taken from “Data och Diagram” by
Sten-Erik Mörtstedt and Gunnar Hellsten [19] and from Örtofta which can be seen in the
appendix chapter. A process sheet is presented in appendix 9.2. The results are presented in
each chapter and also as an overall energy balance in appendix 9.3-9.8. All the calculations
are calculated with MATLAB R2012a©
.
3.1 Material calculations In material calculations the fuel material composition and energy will be calculated.
3.1.1 Material composition
The data for the different material composition were given from Örtofta and can be seen in
appendix 9.1. For this study two types of material was given, wood chips and demolition
wood. In the calculations the average number for each component was used. The components
that were used in the calculations were carbon, hydrogen, oxygen, nitrogen and water. With
the ashes the components adds up to 99.8% of the total material. The rest assumes not to take
an important part of the material- and energy balances.
3.1.2 Material energy calculations
To calculate the calorimetric heat value equation 3.1 is used. Equation 3.1 adds the energy
from the carbon and the hydrogen to get a total value for the fuel.
(3.1)
Because the fuel contains and produces water the calorimetric heat value doesn’t give the
correct result. To take into account the total amount of water, equation 3.2 were used to
calculate the effective heat value.
(3.2)
To calculate the fuel flow to the boiler equation 3.3 is used. All the results from the energy
calculations can be seen in table 3.1 below.
(3.3)
Table 3.1: The table shows the calorimetric heat value, effective heat
value and the amount of fuel needed for each case.
HS (MJ/kg) Hi (MJ/kg) fuel (kg/s)
Örtofta composition 14.7 10.7 11.2
Lomma case 1 13.6 9.69 1.83
Lomma case 2 15.1 11.1 1.60
Lomma case 3 16.6 12.5 1.42

30
3.2 Flue gas calculations In this chapter the flue gases produced by the fuel is calculated. The system boundaries for the
calculations are from the combustion to the start of the quench. The cleaning steps between
the boiler and the quench will not be taking in consideration in the calculations, and the flue
gas will be assumed to have approximately the same composition after the boiler as in to the
quench.
3.2.1 Flue gas composition calculations
The total amount of flue gas produced by the fuel is calculated with equation 3.4. In equation
3.4 each substance fraction is multiplied with a substance constant and then summed to a total
volume flue gas for 1 kg of fuel. For the amount of dry flue gas the same equation can be
applied by using a dry constant for the hydrogen and disregard the moist fraction. Equation
3.4 can also be used to calculate the amount of dry air needed in the boiler. The only
substances necessary for the air calculations are carbon, hydrogen and oxygen with
corresponding air constant.
(3.4)
To calculate the excess air flow needed in the boiler the requirement of oxygen content in the
dry flue gases is important, see equation 3.5. The dry air is assumed to contain 21% oxygen.
In table 3.2 below the different volumes for each substance is presented. The table likewise
presents the total volume for the flue gas.
(3.5)
The flue gas is assumed to only contain carbon dioxide, nitrogen, oxygen and water. From the
flue gas produced by carbon 20.95% is carbon dioxide and the rest is nitrogen. From the
combustion of hydrogen 23.61% becomes water and the rest is also nitrogen. In the excess air
21% consists of oxygen and 79% nitrogen. g0 and L0t,excess added together makes up the total
flue gas flow (g).
Table 3.2: The table shows the volume flue gas in Nm3/s for each component
produced per second and the total volume of flue gas produced both dry and wet.
CO2 O2 N2 H2O g gt
Örtofta compilation 6.82 1.68 11.6 5.00 52.5 42.1
Lomma case 1 1.03 0.365 5.49 0.773 8.65 6.88
Lomma case 2 0.996 0.353 5.10 0.749 8.13 6.67
Lomma case 3 0.968 0.234 5.19 0.78 7.74 6.50

31
3.2.2 Flue gas energy calculations
To calculate the enthalpy of the flue gas entering the quench equation 3.6 are used.
(3.6)
The flue gas enthalpy doesn’t take in consideration that the water vapor holds vaporization
energy. The vaporization energy shouldn’t be considered until the condenser. Therefore the
enthalpy given by equation 3.6 is the energy quantity that’s accessible to the quench.
3.3 Quench basic calculations In this part of the project important parameters for the quench is calculated. The optimizing of
the quench is presented in chapter 4.1.
3.3.1 Quench temperature
It’s assumed that the flue gas in the quench gets fully saturated. To get the flue gas fully
saturated the energy in the flue gas need to be sufficient to evaporate enough water. To
evaporate enough water, flue gas need to transfer energy, thereby lowering the temperature
and lowering the highest possible partial pressure of water in the flue gases, as seen in
equation 3.7 also called Antoine’s equation.
(3.7)
The highest possible amount of water the flue gases can hold can be calculated with equation
8. The partial pressure in equation 3.7 is given in Pascal and in equation 3.8 the partial
pressure is given in partial pressure/total pressure.
(3.8)
The temperature in the quench is calculated with equation 3.9. The left hand side describes the
energy needed to evaporate the added quench water. The right hand side describes the energy
given by the flue gases.
(3.9)
The temperature for each case and Örtofta is between 61°C and 65°C. To design the quench
for each case the gas flow is the only variable needed and is in table 3.2.

32
3.4 Condenser basic calculations For the calculations of the condenser the important numbers are the area, k-value and the
energy transferred to the district heating network. In this chapter these numbers will be
presented and in chapter 4.2 the numbers are used to design the condenser.
3.4.1 Condenser energy balance
To calculate the total energy output from the condenser equation 3.10 is used. First the energy
from the flue gas including water vapor is calculated from the temperature of the quench to
the outgoing temperature from the condenser. Afterwards some of the water vapor in the flue
gas will condense at the outgoing temperature and thereby achieving most part of the energy.
The amount of water vapor that not will condense is calculated with help of equation 3.7. In
reality the water vapor in the condenser will start condensing at the start, but to simplify the
calculations the condensing water vapor is calculated at the lower temperature.
(3.10)
The energy given from equation 3.10 is used in equation 3.11 to calculate the temperature of
the outgoing district heat.
(3.11)
With all the ingoing and outgoing temperatures to the condenser the logarithmic temperature
is calculated with equation 3.12.
(3.12)
To get a proper economic evaluation of the condenser the same k-value as the one in Örtofta
is applied to all cases in Lomma. The area of the condenser in Örtofta is set to 5500 2, which
means that equation 3.13 can calculate the average k-value for all condensers. All the values
for each case are presented in Table 3.3.
(3.13)
Table 3.3: The table shows the results of the condenser calculations.
A (m2)2) k (kW/ m
2)2K) Q (kW) ΔTln (ᵒC)
Örtofta 5500 0.576 17800 5.62
Lomma case 1 872 0.576 2880 5.73
Lomma case 2 712 0.576 2280 5.57
Lomma case 3 595 0.576 1840 5.35

33
3.5 Condensate water calculations The condensate flow from the condenser needs to be cleaned before let out to the
environment. The design for water treatment will be presented and discussed in Part V. This
chapter will present the calculations from the condenser to the first membrane and the water
needed to be provided the quench.
3.5.1 Condensate flow
The condensate flow from the condenser is calculated with equation 3.14. In order to get the
right unit (kg/s) the constant 1.265 converts from Nm3 to kg.
(3.14)
3.5.2 Quench flow
To calculate the quench water flow a small part of equation 3.9 is used to create equation
3.15. The required amount of water needed for saturation in the quench, , can be
derived as the difference between the amount of water which the gases holds at saturation and
the amount which enters with the flue gases going in to the quench. This amount can be
converted into a liquid mass flow (kg/s) according to equation 3.15.
(3.15)
The results from each case can be seen in Table 3.4 together with the condensate temperature.
Table 3.4: The table shows the condensate flow, the minimum
needed quench flow and the temperature of the condensate.
(kg/s) Tcond (ᵒC)
Örtofta 7.01 2.67 47
Lomma case 1 1.12 0.336 46
Lomma case 2 0.892 0.325 46
Lomma case 3 0.716 0.316 46

34
Part IV - Designing the Flue Gas Condenser Unit
for Lomma Power Plant As described in section 1.2, the flue gases coming from the flue gas cleaning unit at the
Örtofta plant are cooled and saturated with water in a quench. The quench consists of a
cylindrical vessel, with a conical bottom for particle collection. The vessel is 10 m high
except for the conical part, which accounts for an additional 4 m. The diameter of the vessel is
5.5 m. The vessel is coated with glass-fiber reinforced plastic, which is common for a quench
or a scrubber [20]. In the existing design, reject water from the water cleaning unit are
introduced at three levels in the tower through spraying nozzles. The cooling water will thus
meet the gas flow in a counter-current direction. In addition, some water is also sprayed over
the gas just prior to the quench gas inlet. A picture of the principle for the quench design is
given in Figure 4.1 (not to scale).
Figure 4.1: Principle of the quench at Örtofta to be implemented at the Lomma plant.
It has been pointed out that the main purpose of cooling the flue gases and saturating them
with water is to facilitate the condensation in the condenser, increasing the amount of
acquired latent heat delivered to the district heating network. But the quench will also help
removing particulate matter from the flue gases, which will partly be transported to the
bottom of the quench along with the formed liquid film on the inside walls of the vessel. The
particles are then transported as sludge back to the boiler and burnt. Still, most small particles
are separated in the efficient gas cleaning unit before reaching the quench.
Since the plant of Lomma has an efficient flue gas cleaning system, the problem of clogged
spray nozzles may be negligible. Also, wood-fired boilers produce less corrosive flue gases
than does e.g. coal fired boilers. Therefore, traditional spray-nozzles can be acceptable, and

35
the nozzle-free venturi design described in section 2.5.1 can be omitted. The flue gas cleaning
technique used is fabric bag house filters. Moreover, there is a flue gas desulfurization unit
(FGD) in place (see section 2.6 for further description).
4.1 Quench dimensions
The most straight forward way of constructing the quench at the Lomma plant would be to
use the same quench design as for the Örtofta plant but at a scale proportional to the smaller
flow rate of flue gases. In order to be sure to reach saturation, the gas residence time, and the
gas velocity should be the same for the two plants. Intuitively, this means that the two vessels
should have an equal height. Consequently, the cross-section area, of the vessel should be
adapted for the smaller gas flow rate. The gas velocity at Örtofta can be calculated as:
(4.1)
Where is the mean flue gas flow rate (including excess air) through the quench,
expressed as real cubic meters per second . Assuming atmospheric pressure in the
quench, can be calculated as
(4.2)
where is the flue gas flow rate, including moist and excess air, expressed as normal cubic
meters per second Since the temperature of the gases in the quench are cooled
throughout the quench, from the bottom to the top, a mean gas temperature, is used to get the
mean gas flow rate. The flow rate expressed as real cubic meters will decrease as the gases are
cooled off to the adiabatic saturation temperature, . The actual gas velocity will
consequently also decrease as the gases travels up through the quench. The mean quench
temperature is approximated as the mean value between the temperature of the entering flue
gases and the adiabatic saturation temperature, which is the temperature of the gases as they
leave the quench.
(4.3)
The quench cross-sectional area of the quench can be calculated as:
(4.4)
This means that the diameter at the Lomma plant can be calculated as:
(4.5)
(4.6)
The gas flow rate, G, for the three fuel composition cases analyzed at the Lomma plant and
the one at the Örtofta plant along with quench design parameters are given in Table 4.1.

36
Table 4.1 Flue gas flow rate and design parameters for the quench.
Örtofta 52.5 73.2 3.08 64.8 5.50 23.8
Lomma case 1 8.65 11.7 3.08 64.2 2.20 3.81
Lomma case 2 8.13 11.0 3.08 62.1 2.13 3.57
Lomma case 3 7.74 10.4 3.08 60.2 2.08 3.39
Results given in Table 4.1 indicate that the quench diameter should be approximately the
same irrespective of what fuel composition is used. A calculated mean quench diameter based
on the three alternative fuel compositions are given below and is recommended for an
appropriate gas velocity and residence time
The calculated quench diameter implies a quite oblong vessel. Introducing a venturi design,
the gas velocity could have been kept high, achieving saturation with a less tall design.
Section 2.5.1 shows a proposed design for a venturi inside a quench vessel. The conical
bottom part can be kept much smaller due to the lower amount of particle collection compared
to the Örtofta plant. Since the Örtofta plant has a flue gas flow rate 7 times larger than the
Lomma plant, the amount of particles can be expected to be 7 times larger as well. A straight
forward option is to design the conical part of the quench at Lomma in order for the volume
of the cone to be 1/7 of that at the Örtofta plant. Based on the mean quench diameter for the
Lomma plant, this means that the height of the conical part should be about 2.7 m.
When cooling flue gases to the adiabatic saturation temperature it is important to reach a good
dispersion of the sprayed droplets over the gases. Also the size of the droplets can have an
impact on the cooling and the absorption of particulate matter [21]. If spray nozzles are to be
used, it is important that these are arranged in the most efficient way. It is common, as is the
case at Örtofta, to have spray nozzles positioned at several levels in the quench. The distance
between the nozzles should be appropriate in order for jets not to intersect [22].
4.1.1 Liquid-to-gas flow ratio
Also, the flow rate of water through the nozzles should be decided. In the terminology of wet
scrubbing, this is usually given as the liquid- to-gas ratio. If the purpose is particle collection,
a typical number is , that is litres of water per real cubic meters of
treated gas. In this case, the main purpose is cooling and saturation of the gases and can
thus be kept much smaller. It is proposed that the circulated flow of water, , is to be two
times the amount of water taken up by the gases as they are saturated. This way, the load on
the quench water circulation pump will be moderate. The required supply of water for
saturation in the quench, , was given in section 3.5.2. A recommended design value
for L is thus:

37
(4.7)
The water to the quench is assumed to be supplied at the adiabatic saturation temperature.
Table 4.2 gives values for L and the liquid-to-gas ratio, L/G.
Table 4.2: Required liquid circulation rate and liquid-to-gas ratio for the quench at Lomma.
Lomma case 1 0.336 0.981 0.686 63.3
Lomma case 2 0.325 0.982 0.661 65.5
Lomma case 3 0.316 0.983 0.644 67.4
In order to supply enough of water to the quench, a design value for L should be based on the
fuel composition of case 1, which requires the most water. Adding some margin, an
appropriate number is:
This corresponds to a -ratio of:
which is much less than ordinary ratios for wet scrubber particle collection.
4.2 Preliminary thermal design of the condenser There are three types of heat exchangers, recuperator, regenerator and evaporative. The
condenser in Örtofta and designed for Lomma is a recuperator, which means that the fluids
doing the heat exchange are on different sides of a dividing wall. The flow can be parallel,
counter current or cross-flow. The heat transfer coefficients will vary along the length of the
tube, so average values must be calculated – finding then a mean value for the overall
coefficient [5].
In this preliminary thermal design of the condenser some assumptions and simplifications
were done. To design a condenser there are several factors that must be determined. The ones
described in this section are: flow side, material, heat transfer area, number of tubes, tube
length and diameter, tube layout, number of shell and tube passes, type of exchanger, tube
pitch, number of baffles, type and size.
In the design of the condenser for Lomma the choice of shell and tube side flows was to have
the district heating water flow through the shell and the flue gas on the inside of the tubes, as
it is done in Örtofta. Commonly for condensation when applying shell-and-tube condensers is
to have condensation on the shell-side – this is however a set up that works better for mixtures
of condensable vapours only. For vertical in-tube condensation, if the pressure drop is not an
issue, this configuration can lead to higher heat-transfer coefficient than shell-side

38
condensation. The pressure drop can be estimated with the methods used for pure-component
condensation [15]. The material suggested for building the condenser is to also use acid
treated stainless steel in both shell and tubes - as it is in the condenser at Örtofta.
Vertical tubes preferred for subcooling of the condensate. If the vapour is superheated,
sensible and latent heat can be recovered. For multicomponent condensation there are
sensible-heat changes [15]. However, due to its low specific heat compared to the large latent
heat, the heat of superheat of the vapour is usually small. As in this case the vapour is not
highly superheated, its net effect can be disregarded. The use of the quench reduce the needed
area for the condenser as, by spraying the flue gas with water, the vapour is cooled and can be
condensed directly without needing to be de-superheated [6].
Material and energy balances are used to calculate the required heat transfer rate; and with the
overall coefficient and the temperature variation, the required area is found. The energy
balance of the condenser was done using equation 3.10, 3.11 and 3.13. The areas needed for
the heat transfer were calculated in section 3.4, based on the average k-value calculated with
the known area of the condenser at Örtofta. To have a security margin in the design, these
calculated areas were increased in 5%. As the standard sizes of tubes and equipment are given
in feet and inches, the increased areas were converted to square feet and rounded up. These
values can be seen in Table 4.3.
The tube outside diameter OD is chosen to be 25.4 mm (1 in), the tube thickness should be
chosen so that it withstands internal pressure and corrosion. The use of longer tube lengths
can reduce the diameter of the shell, but it can also lead to higher pressure drop in the shell
side. For this reason, a tube length of 6.096m (20ft) is suggested. The number of tubes needed
to achieve the calculated heat exchange area can be calculated with equation 4.8:
(4.8)
Table 4.3 Rounded up areas in square meters and in square feet and number of
tubes needed.
A (m2)
2) A (ft
2) 2K) nt
Lomma case 1 916 9900 1892
Lomma case 2 748 8100 1548
Lomma case 3 524 6800 1300
There are many possible configurations for shell-and-tube heat exchangers. A single pass 1-1
heat exchanger is more economical for requiring less metal. But the coefficients must be large
on both sides, and it is interesting to have high velocity and turbulence, also on both sides
(addition of baffles on the shell side can help to achieve this). The tubes can be placed in a
triangular or square distribution. The first is harder to clean but has a higher heat transfer area,
while the latter has lower shell-side pressure drop. This single pass configuration, however,
can suffer from vibration problems due to the high velocity flows [6].

39
The condenser type of a fixed-tube-sheet (tube sheets are welded to the shell [15]) with one
tube side and one shell side pass in counter-flow (a greater range of temperature is possible
and the required area needed is less for this configuration [5]) so it is reasonable to propose
such model for the condenser at Lomma. The tubes should fill the shell so that the maximum
number possible of tubes are fitted in there, with the tube walls having a close fit to the tube
bundle as possible. The distance between the outer layer of tubes and the inside diameter of
the shell is of 13 mm (½ in) for shells with more than 635 mm (25 in) diameters [15].
In order to have a better heat transfer, better use of area and increased turbulence, the tubes
can be placed in a triangular pattern with the tube pitch (distance between tubes from centre to
centre) of 1.25 times the outside diameter of the tubes. The suggested distribution of the tubes
is with a central tube and adding tubes in surrounding hexagons, as illustrated in Figure 4.2.
To supply the needed number of tubes for case 1 a shell with 2.01 m (79 in) in diameter is
needed, for case 2 a shell diameter of 1.85m (73 in) and for case 3 a shell diameter of 1.7 m
(67 in). In this diameter size the needed distance between the tube bundle and the shell wall is
already included. As the diameter differences for all the cases are small, it is of interest to
make a condenser with 2.0 m of diameter. This way, it will be adequate for all the cases and
have some extra tubes as a security margin, compensating for simplifications and
approximations done in the calculations and design.
Condenser Shell
Tube
Tube pitch
Figure 4.2 Tube layout in the condenser and tube pitch.
The condenser can be a baffled or an un-baffled shell-and-tube condenser. The presence of
baffles helps in stabilizing the tubes and reducing vibration problems [15]. The minimal
distance between baffles is usually of one fifth of Ds (inside diameter of the shell).
Positioning the baffles closer increases the turbulence and the heat transfer coefficient, but

40
gives a higher pressure-drop. The maximal baffle spacing is determined so that the tubes are
properly supported, the maximal tube span that can be unsupported is given by 74∙do0.75
(in
inches) [15]. In this case, with the tube diameter as 1 in, the maximal tube unsupported length
is of 74 in. For the chosen tube length of 6.09 m (20ft), this means that at least 4 baffles will
be needed. A commonly used baffle is the one with a segmental cut – a 20% cut leads to a
good heat transfer with acceptable pressure drop. If the condensation was on the shell side, it
would be interesting to have the maximum cut (45%), and use this calculated maximum
spacing in order to minimize the pressure drop [15].

41
Part V - Design for the Treatment of Condensate
Water at the Lomma Plant As previously stated, the flue gas condensate from a wood-fired power boiler plant typically
needs to be cleaned before let to any watercourse, despite efficient flue gas cleaning steps. Of
course, the demands for water purity depend on the properties of the recipient. At the power
plant of Örtofta, excess condensate is let out to the Kävlinge river after treatment. The power
plant at Lomma is close to the Höje river, which is an appropriate recipient for treated
condensate. When letting treated water to these rivers, it is of course important that neither the
aquatic life is disturbed nor the attractiveness of the water diminished. At the Örtofta plant
today, the condensate is treated with a series of membrane units with different degrees of
particle and salt retardations before being let to the recipient.
At the Örtofta plant, the condensate is partly used as make-up water for the steam cycle and
also for the district heating network. Because the condensate from the flue gas condenser is
warm, , the use of condensate for this purpose implies significant energy savings
compared to only relying on softened city water which enters at a lower temperature (also see
section 2.7). From the condenser energy balance and calculations (section 3.4 and 3.5) it was
made clear that the flue gas condensate at the Lomma plant will be almost as warm, . It
should however be remembered that the condensate temperature can be higher, up to 60
due to operational regularities.
In this section, a proposed design for the use of condensate for make-up water production is
presented, in which the present water treatment plant is utilized. In the same manner as
before, the design for condensate pre-treatment will be based on the present design at Örtofta,
which uses a combination of micro- and ultrafiltration.
5.1 Make-up water production at Lomma today Figure 9.1 in appendix shows a process flow-sheet for the current water treatment plant at
Lomma. In this setup, softened city water is treated to be used for the production of make-up
water for the steam cycle but also for the district heating network. For that purpose, the city
water is first driven through a series of reverse osmosis membranes. After these, the water
stream goes through a mixed bed in order to retain ions that have not been separated. Having
passed the mixed bed, the water goes to a tank from which it will be used either as make-up
water for the boiler or for the district heating network. In order to know how to adapt the
current design for the treatment of flue gas condensate, the next section will describe the
condensate treatment at the Örtofta plant.

42
5.2 Treatment of condensate for make-up water production at Örtofta As can be seen from the process flow-sheet for the condensate treatment and make-up water
production at the Örtofta plant, Appendix 9.9, the production of make-up water is performed
in a similar manner as for the Lomma plant. The Örtofta plant also use city water for the
production of make-up water. However, the city water is partly mixed with pre-filtered
condensate before going through the various steps of revered osmosis.
Before the condensate can be treated by the reverse osmosis steps, it needs to be pre-treated.
At Örtofta, this is done through a combination of micro- and ultrafiltration units, (MF/UF).
This is a very efficient treatment method which guarantees good water quality to the RO-units
more or less independently of the quality of the raw condensate. It is however one of the most
expensive alternatives to reversed osmosis pre-treatment [10]. As can be seen from Appendix
9.10, the flue gas condensate is first passed through the coarser MF step to get rid of smaller
particles. The reject water stream of this step is sent to the quench where it used to saturate the
flue gases.
In the next step, sodium hydroxide is added to increase the pH-level. An adapted pH-level is
important for the function and longevity of the membranes. The RO retention of salts is
significantly higher for neutral condensate compared to acidic. Also, the higher pH can
enhance the precipitation of heavy metals in the condensate in order for these to be separated
by the ultrafiltration membrane [8].
The condensate stream is then heat exchanged with the colder stream of cleaned make-up
water from the mixed bed and subsequently further cooled wither other process cooling. The
reason for additional process cooling is that only the more expensive UF- and RO-membranes
can withstand higher temperatures. The condensate normally has a temperature of after
the two stage cooling, which is a temperature that standard UF and RO-membranes can
handle [9]. This UF feed temperature can however be as high as 37 . The reject from the UF
membrane unit also goes to the quench whereas the permeate goes to the feed tank before
being further cleaned into make-up water.
At Örtofta, there is also an electrodeionization unit, EDI, with a preceding -removing step
before the mixed bed. EDI units are often coupled as tertiary treatment units to reversed
osmosis, producing ultra-clean water with conductivities below . The -
removing step is important since carbon dioxide in its dissolved form will put an unnecessary
load on the EDI, which could cause it to perform less well. However, it has been proved that
RO-systems can produce water with conductivities less than as well, which is why
it can be omitted at the Lomma plant [23].

43
5.2 Proposed design for the condensate water treatment at Lomma Power Plant
The proposed design for the condensate treatment is described in Appendix 9.11. The setup is
very much based on that used at Örtofta. It includes the MF and UF steps for pre-filtration of
macro-molecules and colloids, the addition of NaOH and exchanger for heat between the UF-
feed water and the treated make-up water. An RO-feed tank is introduced which can receive
both city water and pre-treated condensate.
A concern in implementing the membrane pre-treatment of condensate at the Lomma plant is
the quality of the permeate from the UF-filtration. If the permeate quality is worse than that of
the softened city water, there will be an increased load on the RO-membranes when
substituting city water for condensate. A higher ionic concentration in the RO feed water
means that more membrane surface area might be needed to separate the ions. It is known that
the conductivity of the raw condensate at the Örtofta plant is , supposedly at the
standard reference temperature of . The quality of the city water is which
means that the city water has a somewhat lower ionic concentration.
Sometimes, there is room for additional membranes in the existing module housing. If not,
additional modules are needed, implying even higher costs. Another main factor to take into
consideration is the power capacity of the feed pump which must be able to maintain the
pressure drop for the increased amount of membranes.
Appendix 9.11 highlights the possible position of an extra RO-membrane module, before the
RO-feed tank and the existing make-up water production plant (Appendix 9.9). This RO-unit
will work as a polish step, decreasing the concentration of salts to approximately the same
level as the softened city water. Since the condensate flow is much larger than then the
original intake of city water, it is proposed that the condensate should substitute for the city
water completely. That way, city water will only have to be brought in when the treatment of
condensate is not in operation, for example during cleaning of the membranes.
Another concern is the flow rate of condensate to the RO treatment facility. Since the flow
rate of condensate is significantly larger than the original intake of city water used for make-
up water production, the existing RO-facility will not be able to treat all the condensate, even
though the intake of city water is completely terminated and some condensate sent back to the
quench. In order to solve for this problem, some of the pre-treated water is sent to the
recipient after the extra RO-unit and not to the RO-feed tank. This water will have
conductivity as low as city water, which implies salt concentrations corresponding to fresh
water. Actually, plants are obliged to pass flue gas condensate through at least one step of
reversed osmosis. Also, this water will have reduced concentrations of sulfur, heavy metals
and COD due to the MF/UF pre-filtration steps.
The quantity of pre-treated condensate send to the RO-feed tank should equal the amount of
city water previously received to the treatment plant and everything else should be send to the
recipient. This way, no changes will have to be made to the existing treatment plant for make-
up water production, since it will receive treated condensate of the same quality and quantity
as it is currently receiving city water.

44
5.2.1 Design calculations for the pre-treatment of condensate at Lomma
Design calculations for the pre-treatment of condensate where performed by solving a system
of equations with Matlab. Used variables are depicted in the flow sheet presented in Figure
9.3. The flow rates of condensate to the membranes and retentate to the quench was calculated
from the corresponding mass flows, table 3.4, assuming an average water density. In the water
pre-treatment plant, the temperature varies between 30 and 46 . For simplicity, the density
used for all flow conversions was therefore .
It is assumed that the concentration of salts in the feed water to the extra RO-stage will be the
same as for the raw condensate from the condenser. This is because MF and UF membranes
typically do not retard any dissolved salts. Also, the addition of NaOH for bringing the
solution at a neutral or slightly alkaline level of pH corresponds to a negligible increase of the
salt concentration. RO-membranes are characterized by high retention of conductivity. A
typical number i at a neutral pH. [10]. However, condensate is harder to treat than
for example city water. At Örtofta, retentions between 75 – 85% have been observed.
Therefore, the retention, , was set to 75 % in this case. From equation 2.12, it is known
that the conductivity of the permeate from the extra RO-unit can be calculated according to
equation 5.1.
(5.1)
Since the raw condensate has a conductivity of about , permeate from this unit,
that is the feed water to the RO-tank and the RO-permeate led to the recipient, will have a
conductivity of . As stated previously, this corresponds to city water quality and
should not harm the recipient.
The permeate flow rates from the MF, UF and the extra RO-unit can be expressed according
to equation 5.2-4.
(5.2)
(5.3)
(5.4)
The feed water to the tank equals the extra RO-unit permeate subtracted by the bypassed
water going to the recipient, equation 5.5.
(5.5)
In order to adapt for the supply of water to the quench, constituted by the retentate streams of
the pre-filtration units, the volume reductions for each of these units must be decided. It
should be possible to use the retentate streams of existing RO-units for this purpose, but since
the operation conditions of these are unknown that option was omitted. The volume reduction
of RO-units is typically in the range of . For calculations, the volume reduction of
the extra RO-unit was set to 85%. The volume reductions of the MF and the UF units were
then adapted so as to meet the demand for quench water exactly. To simplify calculations, the

45
MF and UF were set to be the same, equation 5.6. Note that the flow of raw condensate and
demands for quench water will be different for all of the three options of fuel composition.
(5.6)
Finally, one can put up an overall mass balance over the membrane pre-treatment plant,
equation 5.7.
(5.7)
The equations 5.1 – 5.7 make up a system of equations of 7 unknown variables. The system is
thus defined and solvable. Table 5.1 summarizes the most central results. As can be seen, the
volume reductions should be in the range of in order to supply the quench with an
appropriate amount of water. About of the raw condensate from the condenser
will be led to the recipient after pre-treatment and will not be used for make-up water
production.
Table 5.1: Central design parameters for the membrane plant for condensate pre-
treatment.
l/s
l/s
Lomma case 1 1.13 0.118 0.934 0.934 0.496
Lomma case 2 0.898 0.107 0.892 0.892 0.378
Lomma case 3 0.721 0.98 0.836 0.836 0.238
5.2.2 Membrane area estimations The required membrane areas for the MF, UF and extra RO-units where estimated assuming
an average permeate flux for the membranes. As described in section 2.7.1, the flux depends
on the trans membrane pressure. RO-units are operated at both high and at lower pressures in
the industry. A standard TMP is about 35 bar, at which the flux can be expected to be about
at a temperature of [10]. The flux for the MF and UF units were expected
to be somewhat higher due to the higher feed temperatures for these units. Even if the flux can
be even higher for MF and UF units this will have a small impact of the total membrane
investment cost since RO-membranes are much more expensive than MF and UF membranes.
Also, a higher flux implies a higher energy use and thus higher costs (see section 2.5.3).
Estimated flux magnitudes for calculations are given in table 5.2
The membrane areas where calculated as the ratio between the permeate flow rate and the flux
for each unit, according to equation 2.12. Table 5.3 gives the calculated results of the areas.

46
Table 5.2: Permeate flux of pre-treatment membrane units.
JMF (l/m2 h) JUF (l/m
2 h) JRO (l/m
2 h)
Lomma case 1 35 30 20
Lomma case 2 35 30 20
Lomma case 3 35 30 20
Table 5.3: Estimation of required membrane area of the three pre-filtration units.
Lomma case 1 109 119 143
Lomma case 2 82.4 85.7 103
Lomma case 3 62.0 60.5 73.0

47
Part VI – Estimation of Costs This chapter is investigating if it’s profitable to install a flue gas condenser at Lomma
återbruk. It starts with an assessment of the investment for each case. For each case an annual
income and expense is calculated. The results is given with two methods, pay off method and
net present value method. The results are also tested with a sensitivity analysis to confirm a
secure investment.
6.1 Investment The investment cost can be divided into separate parts, each with a different way of determine
its cost. The price for each part is presented in Table 6.1 and Table 6.2. Too individually
estimate the cost of each part the Ulrich method are used. There are two versions of Ulrich
method, manual and interactive. The two different total investment costs will be compared
with Radscans offer on 15 million SEK. The version described below is Ulrich manual
method. Both Ulrich methods give total costs in American dollars and uses CE plant cost
index equal to 400. In the tables the total cost is transformed to Swedish SEK with
equation 6.1. The CE plant cost index is approximated to 565 and the currency is 7.4 SEK/$
(6.1)
6.1.1 Quench
The quench is approximated to a vertically oriented process vessel. The cost is obtained with
the height and the diameter. Together with the combined factor the total cost for the quench
can be calculated according to equation 6.2. The material used in the quench is glass fiber
which gives a material factor of 4. Because the pressure is under 2 bar the pressure factor is 1.
These two factors give a combined factor of 9.5.
(6.2)
6.1.2 Condenser
The condenser is designed as a shell and tube heat exchanger. The cost for the condenser is
acquired with the area of the tubes. The material factor of the stainless steel condenser is 3
and the pressure factor is 1. Together the combined factor becomes 6. To calculate the total
cost for the condenser equation 6.2 is used.
6.1.3 Water treatment
The water treatment is divided into three parts, micro filtration membrane (MF), ultra
filtration membrane (UF) and reverse osmosis membrane (RO). The cost for each membrane
is determined by the membrane area. The total cost for the membranes is given without any
factor but an increase in annual spare parts is needed due to expensive membrane exchanges.

48
Table 6.1: the table shows the results from Ulrich manual method for each part and
the total investment cost. (MSEK)
quench condenser MF UF RO ∑
Lomma case 1 5.46 3.76 0.732 0.732 2.09 12.8
Lomma case 2 5.46 2.82 0.679 0.627 1.67 11.3
Lomma case 3 5.46 2.51 0.470 0.418 1.36 10.2
Table 6.2: The table shows the results from Ulrich interactive method for each part
and the total investment cost. (MSEK)
quench condenser MF UF RO ∑
Lomma case 1 5.71 4.16 0.814 0.740 2.10 13.5
Lomma case 2 5.71 2.94 0.636 0.548 1.67 11.5
Lomma case 3 5.71 2.48 0.496 0.400 1.30 10.4
6.2 Income & expenses To calculate the annual income from each case equation 6.3 is used. The price for the district
heating is given by SEKaftringen AB and is 360 SEK/MWh. The operating time for Lomma
återbruk is 9.5 months/year. The power produced each year depends on each case.
(6.3)
The expense varies a lot between the cases. That’s because the fuel cost in case 1 and 2 is
higher. In case 3 the fuel is the same as before and therefore no extra expense for the fuel. The
annual cost for maintenances and repairs is assumed to be approximately 5% of the
investment. It’s assumed that the different membranes need to be exchange at an annual or
biannual rate. The cost for spare parts is therefore approximated to add 15% of the
maintenance and repair costs.
(6.4)
The annual net cash flow is calculated with equation 6.4 and is the difference between the annual
income and the annual expenses. In Table 6.3 the results from the annual income, annual expense and
the annual net cash flow is presented for each case.
Table 6.3: The table shows the annual income, annual
expense and the annual net cash flow for each case.
(MSEK/year)
Income Expense a
Lomma case 1 7.18 6.90 0.284
Lomma case 2 5.70 3.29 2.42
Lomma case 3 4.58 0.588 4.00

49
6.3 Results The results will be presented with two different methods, Pay off method and net present
value method. The pay off method gives the time in years that will pay back the investment
without taking into account the internal interest rate. The net present value method gives the
resulting investment profit for the economic lifetime of 10 years. The internal interest rate is
given by SEKaftringen AB at 9%.
6.3.1 Pay off method
To calculate the pay off time for the investment equation 6.5 is used. The pay off method is a
fast and easy way of investigating if an investment is profitable or not. The time is calculated
without using the internal interest rate by divide the investment with the annual net cash flow.
For case 1 it will take more than 40 year to pay of the investment. Case 2 is much better and
gives a pay off time of approximately 5 years. The best result gives case 3 with the pay off
time from 2.6 years. All the results can be seen in Table 6.4.
(6.5)
Table 6.4: The table shows the results from the pay off method for
each investment method. (years)
Ulrichman Ulrichint Radscan
Lomma case 1 45.1 47.7 52.9
Lomma case 2 4.66 4.76 6.20
Lomma case 3 2.56 2.60 3.75
6.3.2 Net present value
With the net present value method a more accurate result is achieved. The results are
calculated with equation 6.6. The net present value method takes each annual net cash flow
and converts it to a present value with the use of the internal interest rate. The sum of the
converted net cash flows is compared with the investment giving a total investment profit. For
all investment methods case 3 gives the best profit. Case 1 gives a negative result which
means that the investment will give a loss instead of profit. The results can be seen
in Table 6.4.
(6.6)
Table 6.5: The table shows the results from the net present value
method for each investment method and all the cases. (MSEK)
Ulrichman Ulrichint Radscan
Lomma case 1 -11.0 -11.7 -13.2
Lomma case 2 4.26 4.02 0.520
Lomma case 3 15.4 15.3 10.6

50
6.4 Sensitivity analysis In the sensitivity analysis the stability of the results will be tested. The two constants,
condenser outgoing temperature and price difference between the fuels, will be changed. The
sensitivity analysis calculations are based on the Ulrich manual method and will be compared
with the results from the previous chapter.
6.4.1 Condenser outgoing temperature changes
If the outgoing condenser temperature goes up the needed condenser area will be smaller
thereby lowering the investment cost. Also the condensate flow will be lower, giving less
membrane area, thus achieving a lower investment cost. But the smaller condenser area will
give a smaller energy output. The result when the outgoing condenser temperature is 50ᵒC can
be seen in Table 6.6 and 54ᵒC in Table 6.7. From the results it can be seen that case 1 is
highly sensitive to temperature rise in compare to case 3 that gives both a good result in pay
off time and in net present value for both temperatures.
Table 6.6: The table shows the change in condenser area, energy output, investment
cost, pay off result and net present value result when the outgoing temperature in the
condenser is 50°C
A (m2) Q (MW) Ginv (MSEK) np (years) nv (MSEK)
Lomma case 1 481 2.47 10.7 ∞ -14.6
Lomma case 2 377 1.89 9.48 6.18 0.369
Lomma case 3 300 1.45 8.44 2.69 11.7
Table 6.7: The table shows the change in condenser area, energy output, investment cost,
pay off result and net present value result when the outgoing temperature in the
condenser is 54°C
A (m2) Q (MW) Ginv (MSEK) np (years) nv (MSEK)
Lomma case 1 289 1.97 9.54 ∞ -21.1
Lomma case 2 212 1.41 8.00 19.0 -5.30
Lomma case 3 153 0.989 7.13 3.46 6.09
6.4.2 Fuel price changes
Lomma återbruk already uses demolition wood which means that the fuel cost is already paid
for in case 3. But for case 1 and 2 there are a difference in price per MWh. This difference can
change during the flue gas condensers life-span. The difference in price per MWh between the
fuels is 50 SEK (May-2014). The results are presented with pay off method in Table 6.8 and
with net present value in Table 6.9. The results show that case1 and 2 is sensitive to changes
in fuel prices.

51
Table 6.8: The table shows the result with the pay off method when the
change in price difference between the fuels varies. (years)
np Δp=75SEK np Δp=25SEK np Δp=0SEK
Lomma case 1 ∞ 3.80 1.98
Lomma case 2 10.4 3.00 2.21
Lomma case 3 2.56 2.56 2.56
Table 6.9: The table shows the result with the net present value method
when the change in price difference between the fuels varies. (MSEK)
nv Δp=75SEK nv Δp=25SEK nv Δp=0SEK
Lomma case 1 -30.7 8.82 28.6
Lomma case 2 -4.34 12.9 21.5
Lomma case 3 15.4 15.4 15.4

52
Part VII – Discussion & Conclusions
In this section, alternatives for the proposed design for the flue gas condenser unit and the
condensate treatment plant are presented and evaluated. Advantages and disadvantages are
presented and assumptions for design calculations discussed.
7.1 Alternative methods for the condensation of flue gases In section 2.5, several alternative methods for the condensation of hot flue gases were
presented. Here, these are evaluated and compared to the proposed design.
7.1.1 Venturi scrubbing
An alternative design for a plain cylindrical vessel for the quench design was to introduce a
venturi scrubber. With a venturi, a high gas velocity can be achieved without having to make
the quench vessel very narrow and oblong in order to adapt for the lower flue gas flow rate at
the Lomma plant. It was also mentioned that venturi scrubbers can be designed without spray
nozzles, which often get clogged up or corroded. Also, the particle collection efficiency might
be higher. Particle collection is however not the main purpose of the quench in this case, but
instead the quench is intended to saturate the flue gases with moist. In addition, the plain
quench design seemed more simple and cheaper to operate since venture scrubbers need a
high energy input to work due to the inherent pressure drop required for their operation.
7.1.2 Flue gas condensation with membranes
The use of membranes for the condensation of flue gases is an interesting alternative to the
traditional condenser design. Condensation with membranes also gives rise to a considerable
increase of the overall plant efficiency. The perhaps most apparent advantage is the separation
of gases like CO2 and NOx, reducing the emissions of these to the atmosphere. This
technology is however less proven on a commercial scale than the more traditional design for
flue gas condensation used at Örtofta.
7.1.3 Direct and indirect heat exchange of flue gases
A studied alternative method to the current arrangement of the flue gas condenser unit in
Örtofta was studied. That is the use of a direct heat exchanging assembly instead of indirect
heat exchanging. That meant that the flue gas would be in contact with a liquid medium to
retrieve heat from them. The main advantage of such an arrangement was that it also performs
scrubbing duties on the flue gas reducing particle content but it was not used since the
presence of the flue gas cleaning unit and to a lesser extent the quench already clean the flue
gas from particles to the desired levels.
7.1.4 Heat pump
Because of the low district heat incoming temperature installing a heat pump to Lomma
återbruk will not be cost efficient. It’s possible for a larger power plant like Örtofta to be able
to produce enough extra power that will make the heat pump profitable, even when the
temperature of the district heat is as low as 45°C. Lomma återbruk is therefor too small for a

53
possible installation of a heat pump when the temperature of the district heat is lower than
50°C.
7.2 Design considerations When designing for the flue gas condenser unit and the condensate treatment plant, one has to
make evaluations for the operating conditions and assumptions for the calculations. Here,
important considerations for the main steps of design are discussed.
7.2.1 Quench design
To scale the quench vessel down for the Lomma plant to adapt for the lower flow rate of flue
gases compared to the plant at Örtofta is a straight forward way to go for the quench design.
The quench dimensions should be adapted in order to reach an efficient saturation and particle
collection of the flue gases. This could be achieved by keeping the residence time and gas
velocity the same as for the Örtofta plant. If the vessel height and the flue gas velocity is kept
constant, the residence time should be the same. However, the actual gas velocity changes
with the height of the vessel. Therefore, average numbers for gas velocity had to be used. On
the whole, the dimensioning of the quench is rather approximate and the proposed design
dimensions might not be optimized for best performance. Still, the quench design calculations
give a good idea of the quench costs. Also, fuel composition and flue gas flow rates might be
changed and it is consequently hard to give optimal dimensions anyway.
7.2.2 Condenser design
Due to the complexity associated to condensers, some uncertainty is present in the designing
of the unit. The final design is a compromise that gives the best performance while still
concurring with the existing requirements and limitations. An optimal heat exchanger
balances the heat transfer area with the energy cost of pumping the fluids. There are a few
problems associated with the design, they are to reduce the pressure drop, as it can affect the
thermal efficiency; avoid the build-up of non-condensable gases that can lead to poor
performance and a reduction in the condensation rate; and the estimation of the heat transfer
coefficient of the condensate film. The issues to consider are the removal of non-condensable
gases with the addition of vents, and assuring the vapour has paths to access all the areas of
the tube-bundle.
7.2.3 Design for the treatment of condensate
The condensate from the flue gas condenser should be treated before entering the recipient in
order to avoid any substantial environmental impact. It is proposed that the water treatment is
to be done similarly to the way it is done at Örtofta, using MF- and UF pre-filtration and then
RO-membranes.
The proposed design for the pre-treatment of condensate makes it possible to use a part of the
condensate for boiler and district heating make-up water. The supply of condensate will be
large enough to substitute for the city water currently bought for this purpose. However, the
cost savings of not buying city water will be minor, only about 60 000 SEK/year for an intake
of 20 m3/day at a water price of 10 SEK/m3. The investment cost for the membranes for
condensate pre-treatment is about 2.2 – 3.5 million SEK, depending on which fuel
composition case is considered, and then there are also the costs of operation. It is thus not

54
motivated to pre-treat the condensate for make-up water production from an economical point
of view. The reason why it was proposed that condensate is to be used for make-up water
production is that this water must be pre-filtered anyway, before reaching the recipient.
Whether or not used for make-up water, the condensate should be treated with MF and UF
units to prevent ashes, tar, heavy metals and incomplete combusted organic material to enter
the recipient. The concentration of salt in the condensate corresponds to threshold levels for
fresh water. Treating the condensate that goes to the recipient with reversed osmosis is
perhaps not necessary for the protection of the river water. However, power plants are obliged
by law to treat all condensate with at least one step of reversed osmosis and this is also done
at the Örtofta plant. The extra RO-unit will bear the by far highest investment cost of the
proposed membrane units, more than three times higher than the MF and UF-units.
7.3 Case investment evaluation It’s possible to get more energy output with case 1 in compare to case 2 and 3 but that comes
with extra expenses. These expenses make case 1 highly sensitive to changes in the
production and in prices, especially if the outgoing condensate temperature becomes a few
degrees higher. The extra expenses consist mainly of the additional cost for wood chips.
Because Lomma återbruk already uses demolition wood these fuel expenses is already taken
care of with the steam cycle. That means that if Lomma återbruk instead changes to wood
chips only because of the flue gas condenser, then the extra fuel expenses should be paid with
the income from the condenser unit.
A more stable version is case 3. Case 3 uses only demolition wood as fuel which means that
no extra expense thereby stabilizing the investment. Case 3 will give a lower income because
of a lower energy output from the condenser, but with the low annual expenses case 3 gives
best results in both in the pay off method and in the net present value method. Case 3 also
shows a stable result in the sensitivity analysis making case 3 the safest investment. Case 2 is
a combination of case 1 and 3, that gives a higher energy output then case 3 and with lower
annual expenses then case 1. That means that case 2 also is more stable the case 1 and give a
higher annual income then case 3. But case 2 have a small window between the other cases
when it’s considered most profitable. That makes case 2 most profitable during precise time
intervals.
According to Table 6.4 and Table 6.5 it’s most profitable with case 3 when the investment
cost is the same for each case. This means it’s possible to design for case 1 and run the plant
with demolition wood and still be more profitable then with wood chips. That makes it
possible to change to wood chips when the conditions are such that it’s more profitable to fire
with wood chips.

55
7.4 Conclusions In order to calculate the operating conditions for Lomma, the calculations were based on the
power plant at Örtofta which already has a flue gas condensing unit operating, and were tuned
down for the smaller plant. Three different cases were considered when operating for Lomma
with three different fuel mixtures. From a cost point of view the optimal case resulted to be
case 3, using only demolition wood, and therefore the following conclusions will be referring
to that case.
A new quench and condenser were designed for the implementation at Lomma power plant.
The main idea with the quench design was to scale the quench at Örtofta in order to process
the lesser amount of flue gas but keeping the same gas velocity and residence time. Therefore
a thinner quench but with the same height was designed. The diameter of the quench was
calculated to 2.14 m.
In a similar way the condenser was designed as a tuned down version of the one in Örtofta
with less surface area which was calculated to 595 m2. This condenser would recover 1840
kW.
The present water treatment at Lomma was redesigned in order to treat the condensate coming
from the flue gas condenser unit. This part was also designed in a similar way to the one
present in Örtofta, with micro- and ultrafiltration units prior to the existing water treatment
facility but also an extra reverse osmosis step was added. The required membrane area is 62.0
m2 of microfiltration, 60.5 m
2 of ultrafiltration and 73.0 m
2 of reverse osmosis. By
implementing this design, the consumption of city water for the production of make-up water
for the boiler and the district heating network is also reduced thus reducing the total expenses.
Finally the cost of the implementation of the project was calculated and the results show that
the most profitable situation is using case 3 i.e. using only demolition wood as fuel. This
corresponds to an annual income of 4.58 million SEK, a relatively short pay off time of 2.56
years and a net present investment value of 15.4 million SEK.

56
Part VIII – References
[1] D.Che, Y. Liu, C. Gao. “Evaluation of retrofitting a conventional natural gas fired boiler
into a condensing boiler”. Energy Conversion and Management. 2004, no 45, p1051-1066.
[2]Q. Chen et al. “Condensing boilers applications in the process industry”. Applied Energy.
2012, no 89, 22-36.
[3] Gröhn, Suonmaa, Auvinen, Lethinen, Jokiniemi. ”Reduction of Fine Particle Emissions
from Wood Combustion with Optimized Condensing Heat Exchangers”. Environ. Sci.
Technol. 2009, No: 43, p.6269–6274.
[4] D. Blumberga, E. Vigants, I. Veidenbergs. ”Analysis of Flue Gas Condenser Operation”.
Lativan Journal of Physics and Technical Sciences. 2011, No 4.
[5] T. D. Eastop, A. McConkey. “Applied Thermodynamics for Engineering Technologists”.
Longman. 5th
rev. edition (1993)
[6] W. L. McCabe, J. C. Smith, P. Harriott. “Unit Operations of Chemical Engineering”.
McGraw-Hill International Edition. 7th
edition (2005)
[7] Beachler, David S. - Joseph, Jerry - Pompelia, Mick. " Fabric Filter Bag Cleaning". North
Carolina State University. 1995.
[8] Westermark, Mats. ”Flue Gas Condensation Cleaning Technology ”. Stiftelsen för
värmeteknisk forskning, (1996)
[9] Falk, Ian – Svensson, Jan. “Tillämpning av membranteknik för behandling av
processvatten vid Energiproduktionsanläggningar”. Stiftelsen för värmeteknisk forskning,
(1992)
[10] Axby, Fredrik. ”Avsaltning av varmt rökgaskondensat med membranteknik”.
Värmeforsk, (1998)
[11] Jönsson, Ann-Sofi. “Membranprocesser – grundläggande begrepp”. Inst. of Chemical
Engineering, LTH. Lund: 2014.
[12] Johnson, Bruce – Trimble, Robert - Desai, Randhir. Method and Apparatus for
Quenching Hot Flue Gases. U.S. Patent No: 6,149,137. (2000)
[13] Mats O.J. Westermark. “Method and arrangement for condensing flue gases”. U.S.
Patent 4,799,941, 24 January 1989.
[14] Dan Ben-Shmuel, Philip Zacuto “Process for recovering heat from stack or flue gas”.
U.S. Patent 4,230,572, 20 July 1982.
[15] D. W. Green, R. H. Perry, R. L. Shilling, P. M. Bernhagen, V. M. Goldschimidt, P. S.
Hrnjak, D. Johnson, K. D. Timmerhaus. “Perry’s Chemical Engineers Handbook – Heat-
Transfer Equipment”. McGraw-Hill Companies. 8th edition (2008)

57
[16] D. Wang, A. Bao, W. Kunc, W. Liss. “Coal power plant flue gas waste heat and water
recovery”. Applied Energy. 2012, No: 91, p.231–238
[17] Sijbesma et al. “Flue gas dehydration using polymer membranes”. Journal of Membrane
Science. No: 93, p.263–276, 2008.
[18] Fredrik Axby, Camilla Pettersson. ”Rökgaskondensering med värmepump”. Värmeforsk
– värmeteknisk forskning och utveckling, November 2004.
[19] Mörstedt, Sten-Erik – Hellsten, Gunnar. ”Data och diagram. Energi- och kemitekniska
tabeller”. Stockholm: Liber Ab, 2012.
[20] Ragnarsson, Sven. Method and Apparatus for Treating Flue Gas. U.S. Patent No:
6,562,83 B1. (2003)
[21] Silva, A.M. - Teixeira, J.C.F. – Teixeira, S.F.C.F. “Experiments in large scale venturi
scrubber. Part II. Droplet size”. Chemical Engineering and Processing 48, p. 424–49. (2009)
[22] Ananthanarayanan, Nochur – Viswanathan, Shekar. “Effect of Nozzle Arrangement on
Venturi Scrubber Performance”. Ind. Eng. Chem. Res. 38, 4889 – 4900. (1999)
[23] Čuda, P – Pospíšil, P – Tenglerová, J. “Reverse osmosis in water treatment for boilers”.
Desalination. 2006, no 198, 171–46.

58
Part VIII – Appendix
9.1 Fuel data sheet

59
9.2 Overall process sheet for the flue gas condenser at the power plants of
Örtofta and Lomma.

60
9.3 Örtofta combustion/boiler
Flue gases:
T = 150°C
Combustion/boiler Steam cycle = 110 MW
Fuel:
ṁ = 11.2 kg/s
C = 3.42 kg/s
H = 0.402 kg/s
O =2.69 kg/s
N = 0.0323 kg/s
H2O = 4.49 kg/s
Hi = 10.72 MW
Air:
L0 = 32.6 Nm3/s
excess air = 7.58 Nm3/s
T = 0°C
Qin = 120.2 MW
Flue gas (with water vapor) energy:
Q = 10.9 MW Latent Heat:
Q = 20.7 MW

61
9.4 Örtofta quench
Flue gases:
T = 150°C
Quench EB:
IN = 32.3 MW
UT = 32.0 MW
Flue gas (with water vapor) energy:
Q = 10.9 MW
Latent Heat:
Q = 20.7 MW
Water energy:
Q = 0.7 MW
Water:
ṁ = 2.7 kg/s
Flue gas (with water vapor) energy:
Q = 4.6 MW
Latent Heat:
Q = 27.4 MW
Flue gases:
T = 64.8°C

62
9.5 Örtofta condenser
Flue gases:
T = 64.8°C
D.H.
Q = 17.8
MW
Condenser EB:
IN = 32.0 MW
UT = 32.1 MW
Flue gas (with water vapor) energy:
Q = 4.6 MW
Latent Heat:
Q = 27.4 MW
Flue gas (with water vapor)
energy:
Q = 3.0 MW
Latent Heat:
Q = 9.9 MW
Flue gas (with water vapor)
energy:
Q = 1.1 MW
Latent Heat:
Q = 16.7 MW
Flue gas:
T = 47°C
Condensate:
ṁ = 7.0 kg/s
T = 47°C
Water energy:
Q = 1.4 MW

63
9.6 Lomma case 1 overall balance
D.H.
flue gas energy
Q = 0.187 MW
condensing water energy
Q = 2.88 MW
Fuel = 1.83 kg/s Air = 6.56 Nm3/s
T = 0ᵒC
Combustion
IN = 17.78 MW
UT = 17.78 MW
Boiler
IN = 17.78 MW
UT = 17.55 MW Steam cycle = 16 MW
Quench (T = 64.2°C)
IN = 5.14 MW
UT = 5.095 MW
Extra water
T = 64.2ᵒC
Q = 0.090 MW
Flue gas energy
Q = 1.55 MW (Latent heat 3.50 MW)
T = 130ᵒC
Condenser (T = 46°C)
IN = 5.095 MW
UT = 5.285 MW
Flue gas energy
Q = 0.755 MW (Latent heat 4.34 MW)
T = 64.2ᵒC
Flue gas energy
Q = 0.472 MW (Latent heat 1.53 MW)
T = 46ᵒC
Condensate energy
Q = 0.216 MW
T = 46ᵒC
Total
IN = 17.87 MW
UT = 21.28 MW

64
9.7 Lomma case 2 overall balance
D.H.
flue gas energy
Q = 0.151 MW
condensing water energy
Q = 2.134 MW
Fuel = 1.60 kg/s Air = 6.37 Nm3/s
T = 0ᵒC
Combustion
IN = 17.78 MW
UT = 17.78 MW
Boiler
IN = 17.78 MW
UT = 17.45 MW Steam cycle = 16 MW
Quench (T = 62.1°C)
IN = 4.434 MW
UT = 4.394 MW
Extra water
T = 62.1ᵒC
Q = 0.084 MW
Flue gas energy
Q = 1.45 MW (Latent heat 2.90 MW)
T = 130ᵒC
Condenser (T = 46°C)
IN = 4.394 MW
UT = 4.393 MW
Flue gas energy
Q = 0.684 MW (Latent heat 3.71 MW)
T = 62.1ᵒC
Flue gas energy
Q = 0.457 MW (Latent heat 1.48 MW)
T = 46ᵒC
Condensate energy
Q = 0.171 MW
T = 46ᵒC
Total
IN = 17.864 MW
UT = 20.393 MW

65
9.8 Lomma case 3 overall balance
D.H.
flue gas energy
Q = 0.122 MW
condensing water energy
Q = 1.714 MW
Fuel = 1.42 kg/s Air = 6.22 Nm3/s
T = 0ᵒC
Combustion
IN = 17.78 MW
UT = 17.78 MW
Boiler
IN = 17.78 MW
UT = 17.37 MW Steam cycle = 16 MW
Quench (T = 60.2°C)
IN = 3.890 MW
UT = 3.859 MW
Extra water
T = 60.2ᵒC
Q = 0.080 MW
Flue gas energy
Q = 1.37 MW (Latent heat 2.44 MW)
T = 130ᵒC
Condenser (T = 46°C)
IN = 3.859 MW
UT = 3.860 MW
Flue gas energy
Q = 0.629 MW (Latent heat 3.23 MW)
T = 60.2ᵒC
Flue gas energy
Q = 0.446 MW (Latent heat 1.44 MW)
T = 46ᵒC
Condensate energy
Q = 0.138 MW
T = 46ᵒC
Total
IN = 17.860 MW
UT = 19.860 MW

66
9.9 Present configuration for boiler water production at the Lomma plant
Demi water tank
Softened city water, 150 μS/cm
To boiler feed water tank
Disctrict heating water
To recipient
Reverse Osmosis Mixed bed

67
9.10 Condensate treatment and boiler water production at the Örtofta
plant.

68
9.11 Proposed design for Lomma condensate treatment and boiler water
production.
Top Related