





Languages
Pages
Legal


Composites. The High-performance Programme.
Tooling Resins Blocks Auxiliaries Silicones

Prepreg tool made with ebaboard EP 978
Adhesives, repair putty and casting resins for ebaboard and ebablock®
Adhesive and repair putty brown
Bonding and repairing of ebaboard S-1.
Mixing ratio p.b.w. 100:50
Adhesive 551/18 Bonding of ebaboard EP 978, colour
brown-transparent. Mixing ratio p.b.w. 100:18
Repair putty and putty P185 blue
Repairing of ebablock® P 185.
Mixing ratio p.b.w. 100:33 and 100:13
Epoxy repair paste 879 R
Repairing of ebaboard EP 978, light-blue.
Mixing ratio p.b.w. 100:100
Master model for prepreg tool made of ebablock® P 185. Size: 3760 x 2990 x 1640 mm, weight: 5,500 kg
We´ve been supporting model and tool makers as well as foundry pattern makers with innovative products for over 40 years. Our board and block materials and our lay-up pastes are especially developed for the requirements of your geometries.
ebalta Boards, Blocks and Lay-up Pastes forMould Making. Market leader quality for each geometry.
Product recommendation Colour Material properties
Density at 20 °C [g/cm³]
Coefficient of thermal expan-sion [10¯6K¯¹]
Heat resistance HDT ISO 75 [°C]
ebaboard S-1 red-brown PU board material, master models,
dense surface, fine structure
0.70 approx. 62 87 ± 3
ebaboard EP 978 light-blue EP board material, prepreg tools,
very fine structure
0.68 approx. 32 145 (165 accord.
to DMA)
ebablock® EP 138 mint EP block material, prepreg tools, heat
resistant up to 140 °C
0.82 approx. 49 140 ± 3
ebablock® P 185 blue PU block material,big prepreg tools,
low thermal expansion
1.86 approx. 39 115 ± 5
P 25 red-brown modelling EP-paste, low density 0.50 approx. 100 75 ± 3
P 26 red-brown modelling EP-paste,
layer up to 35 mm
0.75 approx. 65 72 ± 3
Boar
ds/B
lock
s/La
y-up
Pas
tes

ebalta epoxy resin systems for composites have been especially developed for the manufacture of high-strength components reinforced with glass and carbon fibres. They are used, for example, in high-tech fields such as racing, boatbuilding, the automotive industry, rail vehicle construction and wind turbines.
High-performance Epoxy ResinsFor your strongest ideas
High quality and efficient:our composite resin systems and materials for composites
Laminating and infusion resins
for composites and for mould making
Standard dimension board materials, near net-shape
casting block materials and lay-up pastes
Consumables for vacuum infusion processes
Additives and ancillary equipment
Epoxy resin systems are our world.And composites the future.Over 40 years of experience in the production of high-qua-
lity tooling resins – this is the driving motivation for
ebalta to devote itself to the development of first-class
materials for high-performance composites. The result:
ebalta epoxy resin systems are ideal for the manufacture of
composite components and mould making. Should you have
any specific questions relating to products or the manu-
facturing process, just contact ebalta or its distributors.
Our Product Manager Stefan Koppmair is your expert for
Composites and fabrication of moulds and parts. In addition
we offer in-house training on vacuum infusion.
Please feel free to contact Stefan Koppmair directly:
mobile: + 49 171 / 7 99 81 54
e-mail: [email protected]
Temperature range up to 80 °C up to 100 °C up to 120 °C up to 175 °C up to 200 °C
Resin AH 150 LH 25 AH 120 AH 110 AH 140 AH 140 LH 28-1 LH 30
Hardener IP 10 IP 25 IP 55 IP 430 LH 25 TL SR TGL LI 20 LI 60 LI 130-2 TC 60 TC 90-1 TM LH 30
Mixing ratio (p.b.w.) 100:30 100:15 100 : 25 100:22 100:35 100:30 100:32 100:40 100:42
Pot life approx. [min] 200 g (20 °C) 10-13 15-25 50-60 300-430 50-60 80-90 13-15 55-65 18-22 50-60 120-140 55-65 90-105 240-360 160-200
Mixing viscosity [mPas] (25 °C) 300 ± 50 550 ± 80 350 ± 80 250 ± 50 950 ± 100 800 ± 100 1850 ± 200 1000 ± 150 600 ± 75 600 ± 75 550 ± 75 600 ± 75 425 ± 75 750 ± 100 2200 ± 500
Glass transition temperature TG appprox. [°C] after curing
77
(HDT)
80
(HDT)
78
(HDT)
79
(HDT)
89 91 100 102 83
(83*)
88
(95*)
90
(100*)
93
(108*)
98 (HDT)
(114*)
182 200
Curing [h / °C] 3-5 / 80 3-5 / 80 3-5 / 80 3-5 / 80 12-16 / 80 6-8 / 50-60
+ 3-5 / 80-90
12 / 80 12 / 80 4 / 60
+ 6-8 /
80
4 / 60
+ 8 / 80
4 / 60
+ 8 / 80
4-6 / 60
+ 5-6 / 80
4-6 / 60
+ 5-6 / 80
Gradual post curing
up to 160°C
Gradual post curing
up to 180°C
Properties and applications • Infusion and laminating resin for components and
moulds for the automotive industry, aerospace or
boatbuilding
• Low viscosity, good fibre wetting, long flow paths,
adjustable potlife
• economically priced
• Flameproof
laminating resin for
precision compo-
nents according to
DIN 5510-2
• High strength • High-strength
laminating resin
• Bonding resin for fillers
• Hardener SR and TGL
also cure well at room
temperature
• Cures tack free
• Vacuum infusion of carbon-
and glass fibre parts
• Hand lay-up of carbon- and
glass fibre parts
• Temperature-resistant,
low-viscosity system e.g.
carbon fibre visible parts
• With hardener TC 60
also cures well at room
temperature
• High-tempera-
ture resistant
infusion and
laminating resin
for components
and moulds
• High-tempera-
ture resistant
laminating and
bonding resin
for moulds
Epox
y re
sins

Release agents and sealer
T 1-1 liquid, fast drying, polishable,
also available as spray
T 03-1 liquid, heat resistant
T 7 pasty, well polishable,
heat resistant up to 80 °C
Release agent 17
Semi-permanent release agent for multiple
demoulding, high-temperature resistant
Sealer 02Sealer 09
Sealing of EP and PU Board materials,
heat resistance over 200°CAddi
tive
s an
d an
cilla
ry e
quip
men
t
*at additional post curing within 4h / 120 °C
Roding Roadster R1 made with AH 140 From: Roding Automobile GmbH Roding CFK-chassis made of AH 140 from vacuum infusion
Temperature range up to 80 °C up to 100 °C up to 120 °C up to 175 °C up to 200 °C
Resin AH 150 LH 25 AH 120 AH 110 AH 140 AH 140 LH 28-1 LH 30
Hardener IP 10 IP 25 IP 55 IP 430 LH 25 TL SR TGL LI 20 LI 60 LI 130-2 TC 60 TC 90-1 TM LH 30
Mixing ratio (p.b.w.) 100:30 100:15 100 : 25 100:22 100:35 100:30 100:32 100:40 100:42
Pot life approx. [min] 200 g (20 °C) 10-13 15-25 50-60 300-430 50-60 80-90 13-15 55-65 18-22 50-60 120-140 55-65 90-105 240-360 160-200
Mixing viscosity [mPas] (25 °C) 300 ± 50 550 ± 80 350 ± 80 250 ± 50 950 ± 100 800 ± 100 1850 ± 200 1000 ± 150 600 ± 75 600 ± 75 550 ± 75 600 ± 75 425 ± 75 750 ± 100 2200 ± 500
Glass transition temperature TG appprox. [°C] after curing
77
(HDT)
80
(HDT)
78
(HDT)
79
(HDT)
89 91 100 102 83
(83*)
88
(95*)
90
(100*)
93
(108*)
98 (HDT)
(114*)
182 200
Curing [h / °C] 3-5 / 80 3-5 / 80 3-5 / 80 3-5 / 80 12-16 / 80 6-8 / 50-60
+ 3-5 / 80-90
12 / 80 12 / 80 4 / 60
+ 6-8 /
80
4 / 60
+ 8 / 80
4 / 60
+ 8 / 80
4-6 / 60
+ 5-6 / 80
4-6 / 60
+ 5-6 / 80
Gradual post curing
up to 160°C
Gradual post curing
up to 180°C
Properties and applications • Infusion and laminating resin for components and
moulds for the automotive industry, aerospace or
boatbuilding
• Low viscosity, good fibre wetting, long flow paths,
adjustable potlife
• economically priced
• Flameproof
laminating resin for
precision compo-
nents according to
DIN 5510-2
• High strength • High-strength
laminating resin
• Bonding resin for fillers
• Hardener SR and TGL
also cure well at room
temperature
• Cures tack free
• Vacuum infusion of carbon-
and glass fibre parts
• Hand lay-up of carbon- and
glass fibre parts
• Temperature-resistant,
low-viscosity system e.g.
carbon fibre visible parts
• With hardener TC 60
also cures well at room
temperature
• High-tempera-
ture resistant
infusion and
laminating resin
for components
and moulds
• High-tempera-
ture resistant
laminating and
bonding resin
for moulds
Glass and carbon fibres
Stapel fibre cloth
thin, middle, thick
170 g/m², 280 g/m², 445 g/m²,
fast build-up of big laminate thicknesses
Glass filament fabrics
thin, middle, thick
163 g/m², 280 g/m²,
600 g/m², high strength
Carbon fibres 93 g/m2, 160 g/m2, 200 g/m2,
245 g/m2, 400 g/m2, 600 g/m2
Ancillary materialsfor vacuum infusion
peel ply, flow medium, Sealing tape,
vacuum bagging film, spiral tubings
Synthetic gypsum ebacryl-laminating system,
Ludur XL

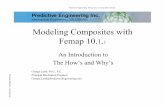
Vacuum infusion – modern manufacturing for high-quality composite parts
With the vacuum infusion you will obtain a lower resin and higher fabrics content by comparable weight of pieces.
Closed process and clean working conditions. Constant quality of the components (even and bubble-free saturation),
resin content fluctuates by less than 0.5 %, almost no differences in thickness.
1. The various fabrics (1) are cut to size and placed in the
tools or moulds in dry condition depending on the
desired wall thickness and strength.
2. The peel ply (2) is then placed on the glass or carbon
fibre fabric followed by the perforated release film (3).
Flow medium and hoses can be easily removed through
the perforated release film after curing of the resin.
3. The flow medium (4) is now placed in position and fixed.
4. The resin feed (5) and vacuum hoses (6) are attached
and fixed with an adhesive tape.
1 2 3
4
5
6
7
8
5. The vacuum film (7) is then applied and sealed with the
aid of sealant tapes (8).
Infusion resin flow
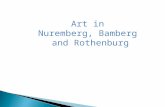
0 20 40 60 80 100
Comparison of fibre volume contents of various manufacturing processes
Source: Institut für Kunststoffverarbeitung Aachen (Institute of Plastics Processing Aachen, Germany)Fibre volume content in %
Vacuum bagging 40 - 66 %
Hand laminating 10 - 37 %
Prepreg/Autoclave 50 - 70 %
Vacuum infusion 40 - 66 %
RTM 25 - 66 %

Composites. The High-performance Programme.
ebalta Kunststoff GmbH
Erlbacher Straße 100
91541 Rothenburg ob der Tauber
Germany
Tel. : +49 9861 7007-0
Fax : +49 9861 7007-77
www.ebalta.de Stan
d 09
/201
5
Download composites brochure
Our Distributors in EuropeAustria / Croatia / Slovenia FDW-Handelsges. m.b.H.8940 Liezen/Stmk.Phone +43 3 61 22 55 75E-mail [email protected]
Czech RepublicKTK Blansko, spol. s r.o.Phone +42 0 51 64 43 57 2E-mail [email protected]
DenmarkLindberg & Lund ApS3060 EspergaerdePhone +45 30357002E-mail [email protected]
France ebalta France 95100 ArgenteuilPhone +33 1 34 10 82 95E-Mail [email protected]
Italy Tecno Espanso Resine s.r.l.10071 Borgaro T.se (TO)Phone +39 011 450 08 04E-mail [email protected]
The Netherlands James Kunststof 7213 VW Gorssel Phone +31 575 49 07 87E-mail [email protected]
Norway SVAS KJEMI AS1900 FetsundPhone +47 63 88 55 00E-mail [email protected]
Poland Prec-Odlew Sp. z o.o.32-050 SkawinaPhone +48 1 22 76 49 95E-Mail [email protected]
Portugal Remoldes LDA. 4485-947 Vilar de PinheiroPhone +351 22 92 79 60 0E-mail [email protected]
RussiaMashimport LLC107023 MoskowPhone +7 49 57 81 55 11E-mail [email protected]
Sweden ABIC Kemi AB 60006 NorrköpingPhone +46 11 14 90 30 E-Mail [email protected]
Spain SAFIC ALCAN ESPECIALIDADES, S.A.08029 BarcelonaPhone +34 93 3 22 04 53E-mail [email protected]
Switzerland Langer AG 4123 AllschwilPhone +41 61 4 82 34 32E-mail [email protected]
Turkey Epoks Kimyevi ÜrünlerSan. Tic. Ltd. Sti.34212 Günesli / Bagcilar-ISTANBUL Phone +90 212 4 74 87 48E-mail [email protected]
United Kingdom ebalta Distribution LimitedArundel BN18 0HYPhone +44 1243 53 99 10E-mail [email protected]
Our Distributors WorlwideAustralia Cast Metal Services Pty. Ltd. (Head Office)Northgate, Brisbane Queensland, 4013Phone +61 7 33 26 48 00E-mail [email protected]
IndiaElectrocoating & Insulation Technologies Pvt.Ltd. Hinjawadi Pune 411057Phone +91 20 22 93 40 52 / +91 2 29 32 35E-mail [email protected]
Indonesia PT. TRIPURI MITRA NOBELINDO Jakarta 11520Phone +62 21 58 05 90 6E-mail [email protected]
Mexico José Alfredo Díaz Calderón C.P 72310 Santa Margarita Puebla Pue.Phone +52 22 22 53 80 60E-Mail [email protected]
People’s Republic of China Shanghai Rocsky Trading Co. Ltd.Electronic Equipment Co.Ltd. Shanghai 201108Phone +86 21 64 78 95 85E-mail [email protected]
Republic of South Africa Speciality Polymers S.A. (PTY) Ltd Cape Town 7530Phone +27 (0) 83 4 57 24 68E-mail glkoen@iafriapprox. com
Taiwan Santom CorporationNew Taipei City, 23145Phone +88 62 29 12 91 91E-mail [email protected]
Top Related