X5070 - Simetrisimetriteknik.com/static/katalog/yg1/milling_tools/3_X5070.pdf · X5070 X5070...
34
X5070 X5070 FRÄSER Being the best through innovation - High Hardened Steels HRc45 to HRc70, High Speed Machining, Dry Cutting - Für hoch gehärtete Stähle von Hrc45 bis HRc70. HSC-Technik. Trockenfräsen CARBIDE
Transcript of X5070 - Simetrisimetriteknik.com/static/katalog/yg1/milling_tools/3_X5070.pdf · X5070 X5070...

X5070X5070 FRÄSER
Being the best through innovation
- High Hardened Steels HRc45 to HRc70, High SpeedMachining, Dry Cutting
- Für hoch gehärtete Stähle von Hrc45 bis HRc70. HSC-Technik. Trockenfräsen
CARBIDE
572• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
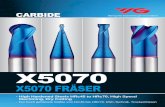
ITEM MODEL DESCRIPTIONSIZE
MIN MAXPAGE
CARBIDE, 2 FLUTE BALL NOSE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS für SCHMALE RIPPEN
CARBIDE, 2 FLUTE BALL NOSE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS für SCHMALE RIPPEN
CARBIDE, 2 FLUTE BALL NOSEVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS
CARBIDE, 2 FLUTE STUB LENGTH BALL NOSE with EXTENDED NECKVOLLHARTMETALL, 2 SCHNEIDEN EXTER KURZ STIRNRADIUS mit ABGESETZTEM SCHAFTTETL
CARBIDE, 2 FLUTE MINIATURE BALL NOSEVOLLHARTMETALL, 2 SCHNEIDEN MINI STIRNRADIUS
CARBIDE, 3 FLUTE BALL NOSEVOLLHARTMETALL, 3 SCHNEIDEN STIRNRADIUS
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN
CARBIDE, 2 FLUTE STUB LENGTH CORNER RADIUS with EXTENDED NECKVOLLHARTMETALL, 2 SCHNEIDEN EXTER KURZ EXKENRADIUS mit ABGESETZTEM SCHAFTTETL
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN
CARBIDE, 2 FLUTE MINIATURE CORNER RADIUSVOLLHARTMETALL, 2 SCHNEIDEN MINI ECKENRADIUS
CARBIDE, 4 FLUTE CORNER RADIUSVOLLHARTMETALL, 4 SCHNEIDEN ECKENRADIUS
CARBIDE, 4 FLUTE STUB LENGTH CORNER RADIUS with EXTENDED NECKVOLLHARTMETALL, 4 SCHNEIDEN EXTER KURZ ECKENRADIUS mit ABGESETZTEM SCHAFTTETL
CARBIDE, 4 FLUTE CORNER RADIUS with EXTENDED NECKVOLLHARTMETALL, 4 SCHNEIDEN ECKENRADIUS mit ABGESETZTEM SCHAFTTETL
CARBIDE, 6 FLUTE 45°HELIX CORNER RADIUSVOLLHARTMETALL, 6 SCHNEIDEN 45°RECHTSSPIRALE ECKENRADIUS
CARBIDE, 2 FLUTE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN für SCHMALE RIPPEN
CARBIDE, 2 FLUTEVOLLHARTMETALL, 2 SCHNEIDEN
CARBIDE, 4 FLUTEVOLLHARTMETALL, 4 SCHNEIDEN
RECOMMENDED CUTTING CONDITIONSEMPFOHLENE SCHNEIDKONDITIONEN
G8A46
G8A54
G8A28
G8A38
G8A53
G8A59
G8A60
G8A36
G8A52
G8A50
G8A47
G8A37
G8B08
G8A39
G8A45
G8A01
G8A02
R0.05
R0.25
R0.05
R0.5
R0.2
R1.5
D0.5
D0.3
D0.5
D0.3
D3.0
D1.0
D6.0
D6.0
D0.1
D0.1
D1.0
R2.0
R1.0
R6.0
R12.5
R1.0
R10.0
D12.0
D20.0
D2.0
D2.0
D12.0
D20.0
D12.0
D20.0
D4.0
D20.0
D20.0
SELECTION GUIDE
574
577
578
579
580
581
582
585
587
588
589
590
591
592
593
596
597
598
573•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
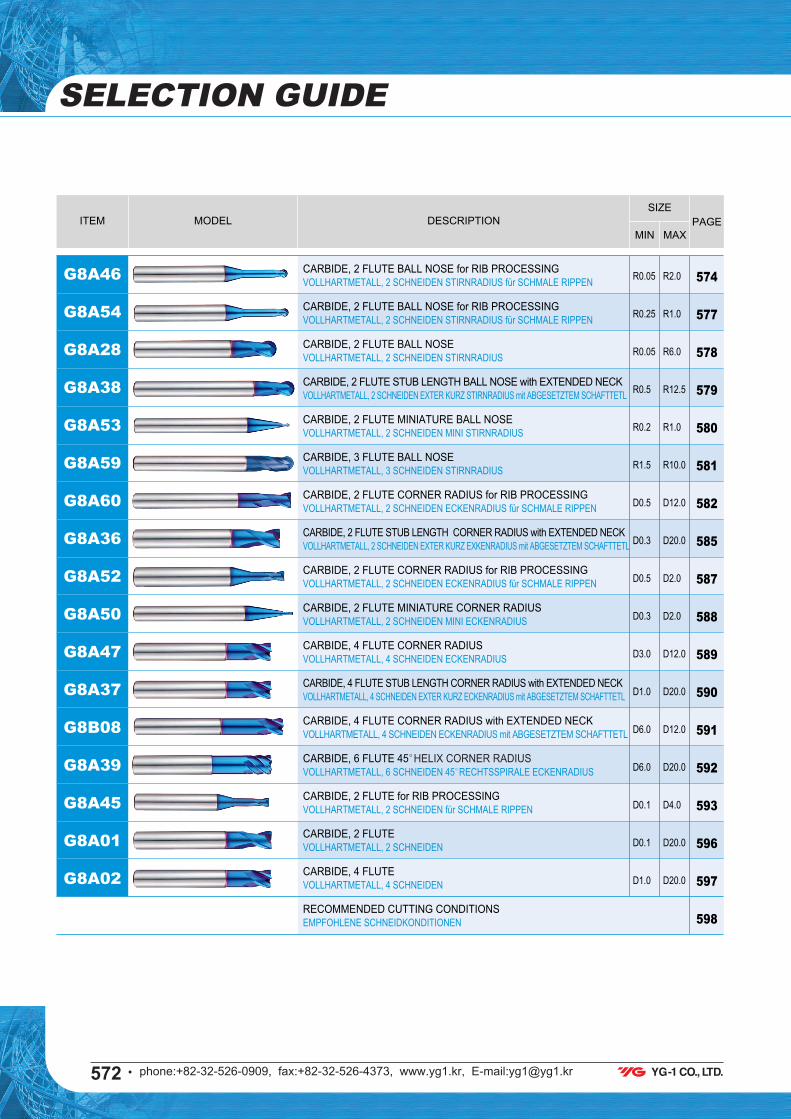
X5070 END MILLS
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
CarbonSteels
AlloySteels
Prehardened Steels
Copper Graphite Cast Iron Aluminum StainlessSteels Titanium Inconel
Hardened Steels High HardenedSteels
~HB225 HB225~325 HRc30~40 HRc40~45 HRc45~55 HRc55~70
◎ : Excellent, ◯ : Good

574• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A46 SERIES
L3
L1
L2
D3R
D1D2
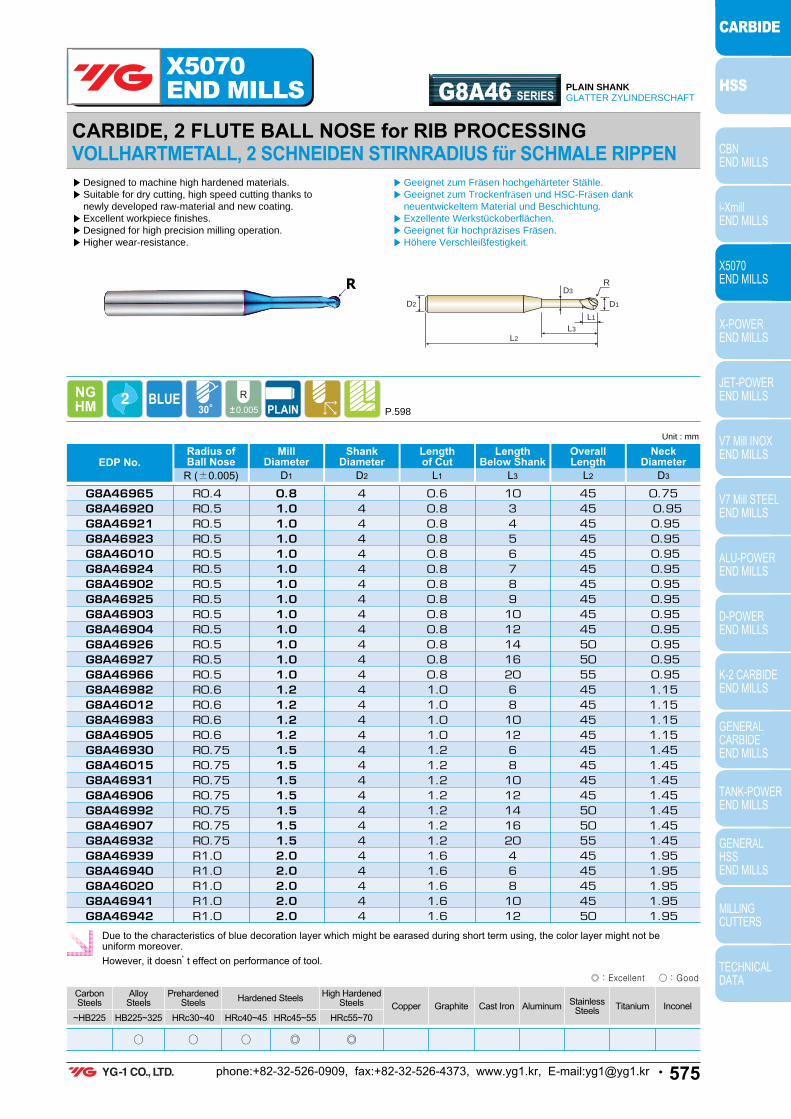
CARBIDE, 2 FLUTE BALL NOSE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS für SCHMALE RIPPEN
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.598
▶Designed to machine high hardened materials.▶Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶Excellent workpiece finish.▶Designed for high precision milling operation.▶Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
G8A46805G8A46806G8A46002G8A46977G8A46958G8A46003G8A46959G8A46986G8A46004G8A46960G8A46961G8A46981G8A46987G8A46005G8A46804G8A46962G8A46963G8A46964G8A46957G8A46988G8A46915G8A46989G8A46916G8A46917G8A46990G8A46918G8A46919G8A46008G8A46901
R0.05R0.05R0.1R0.1R0.1R0.15R0.15R0.15R0.2R0.2R0.2R0.2R0.25R0.25R0.25R0.25R0.3R0.3R0.3R0.3R0.3R0.3R0.3R0.4R0.4R0.4R0.4R0.4R0.4
0.10.10.20.20.20.30.30.30.40.40.40.40.50.50.50.50.60.60.60.60.60.60.60.80.80.80.80.80.8
0.10.10.20.20.20.30.30.30.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.60.60.60.60.60.6
0.30.50.51
1.5123123452
2.5468234568102468
4545454545454545454545454545454545454545454545454545454545
0.0850.0850.170.170.170.270.270.270.370.370.370.370.450.450.450.450.550.550.550.550.550.550.550.750.750.750.750.750.75
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
Radius ofBall Nose
R (±0.005)
Unit : mm
44444444444444444444444444444
ShankDiameter
D2
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not be uniform moreover.
However, it doesn’t effect on performance of tool.
575•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A46 SERIES
L3
L1
L2
D3R
D1D2
CARBIDE, 2 FLUTE BALL NOSE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS für SCHMALE RIPPEN
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.598
▶Designed to machine high hardened materials.▶Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶Excellent workpiece finishes.▶Designed for high precision milling operation.▶Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Exzellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
G8A46965G8A46920G8A46921G8A46923G8A46010G8A46924G8A46902G8A46925G8A46903G8A46904G8A46926G8A46927G8A46966G8A46982G8A46012G8A46983G8A46905G8A46930G8A46015G8A46931G8A46906G8A46992G8A46907G8A46932G8A46939G8A46940G8A46020G8A46941G8A46942
R0.4R0.5R0.5R0.5R0.5R0.5R0.5R0.5R0.5R0.5R0.5R0.5R0.5R0.6R0.6R0.6R0.6R0.75R0.75R0.75R0.75R0.75R0.75R0.75R1.0R1.0R1.0R1.0R1.0
0.81.01.01.01.01.01.01.01.01.01.01.01.01.21.21.21.21.51.51.51.51.51.51.52.02.02.02.02.0
0.60.80.80.80.80.80.80.80.80.80.80.80.81.01.01.01.01.21.21.21.21.21.21.21.61.61.61.61.6
10345678910121416206810126810121416204681012
4545454545454545454550505545454545454545455050554545454550
0.750.950.950.950.950.950.950.950.950.950.950.950.951.151.151.151.151.451.451.451.451.451.451.451.951.951.951.951.95
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
Radius ofBall Nose
R (±0.005)
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
44444444444444444444444444444
ShankDiameter
D2
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

576• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A46 SERIES
L3
L1
L2
D3R
D1D2
CARBIDE, 2 FLUTE BALL NOSE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS für SCHMALE RIPPEN
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.598
▶Designed to machine high hardened materials.▶Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶Excellent workpiece finish.▶Designed for high precision milling operation.▶Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
G8A46943G8A46909G8A46993G8A46910G8A46944G8A46945G8A46967G8A46948G8A46984G8A46030G8A46985G8A46911G8A46968G8A46969G8A46970G8A46950G8A46040G8A46912G8A46913G8A46971G8A46972G8A46973G8A46974G8A46975
R1.0R1.0R1.0R1.0R1.0R1.0R1.0R1.5R1.5R1.5R1.5R1.5R1.5R1.5R1.5R2.0R2.0R2.0R2.0R2.0R2.0R2.0R2.0R2.0
2.02.02.02.02.02.02.03.03.03.03.03.03.03.03.04.04.04.04.04.04.04.04.04.0
1.61.61.61.61.61.61.62.42.42.42.42.42.42.42.43.23.23.23.23.23.23.23.23.2
141618202225301214161820253035121620253035404550
5050555560607050555560606570806060657070809090100
1.951.951.951.951.951.951.952.852.852.852.852.852.852.852.853.853.853.853.853.853.853.853.853.85
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
Radius ofBall Nose
R (±0.005)
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
Mill Dia.Tolerance(mm)
0~-0.012
Shank Dia.Tolerance
h6
444444466666666666666666
ShankDiameter
D2
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

577•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A54 SERIES
L3
L1
L2
D3R
D1D2
CARBIDE, 2 FLUTE BALL NOSE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS für SCHMALE RIPPEN
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.598
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
G8A54005G8A54901G8A54006G8A54902G8A54008G8A54903G8A54010G8A54904G8A54905G8A54012G8A54906G8A54015G8A54907G8A54908G8A54020G8A54909G8A54910
R0.25R0.25R0.3R0.3R0.4R0.4R0.5R0.5R0.5R0.6R0.6R0.75R0.75R0.75R1.0R1.0R1.0
0.50.50.60.60.80.81.01.01.01.21.21.51.51.52.02.02.0
0.50.50.60.60.80.8111
1.21.21.51.51.5222
1.53.324
2.55.53.36.7124.485
9.71561320
5050505050505050505050505050505060
0.450.450.550.550.750.750.950.950.951.151.151.451.451.451.951.951.95
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
Radius ofBall Nose
R (±0.005)
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
66666666666666666
ShankDiameter
D2
Mill Dia.Tolerance(mm)
0~-0.012
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
578• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A28 SERIES
L1
L2
L3
D2
R
D1
D3
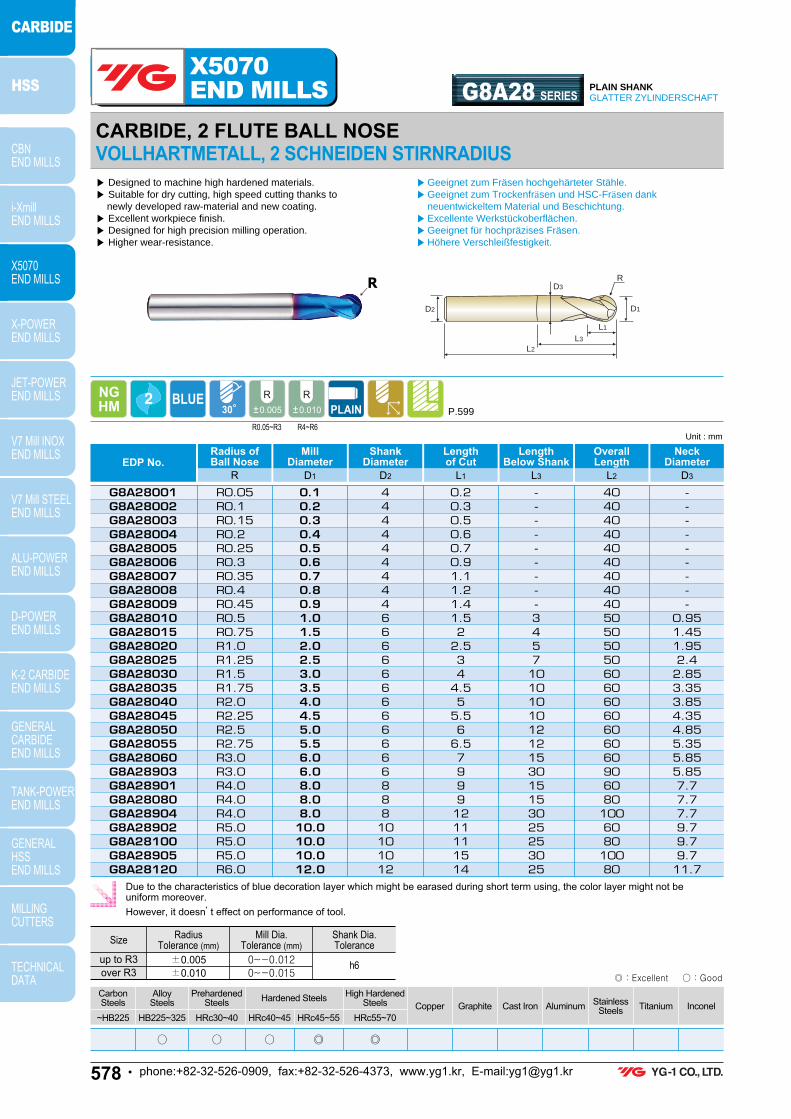
CARBIDE, 2 FLUTE BALL NOSEVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.599
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
G8A28001G8A28002G8A28003G8A28004G8A28005G8A28006G8A28007G8A28008G8A28009G8A28010G8A28015G8A28020G8A28025G8A28030G8A28035G8A28040G8A28045G8A28050G8A28055G8A28060G8A28903G8A28901G8A28080G8A28904G8A28902G8A28100G8A28905G8A28120
R0.05R0.1R0.15R0.2R0.25R0.3R0.35R0.4R0.45R0.5R0.75R1.0R1.25R1.5R1.75R2.0R2.25R2.5R2.75R3.0R3.0R4.0R4.0R4.0R5.0R5.0R5.0R6.0
0.10.20.30.40.50.60.70.80.91.01.52.02.53.03.54.04.55.05.56.06.08.08.08.0
10.010.010.012.0
0.20.30.50.60.70.91.11.21.41.52
2.534
4.55
5.56
6.579991211111514
---------3457101010101212153015153025253025
4040404040404040405050505060606060606060906080100608010080
---------
0.951.451.952.42.853.353.854.354.855.355.855.857.77.77.79.79.79.711.7
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
Radius ofBall Nose
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
444444444666666666666888
10101012
ShankDiameter
D2
R0.05~R3 R4~R6
RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.005±0.010
0~-0.0120~-0.015
up to R3over R3
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

579•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A38 SERIES
L1
L2
L3
D2
R
D1
D3
CARBIDE, 2 FLUTE STUB LENGTH BALL NOSE with EXTENDED NECKVOLLHARTMETALL, 2 SCHNEIDEN EXTRA KURZ STIRNRADIUS mit ABGESETZTEM SCHAFTTEIL
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.599
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
G8A38010G8A38012G8A38015G8A38020G8A38030G8A38040G8A38050G8A38060G8A38070G8A38080G8A38090G8A38100G8A38120G8A38140G8A38160G8A38180G8A38200G8A38250
R0.5R0.6R0.75R1.0R1.5R2.0R2.5R3.0R3.5R4.0R4.5R5.0R6.0R7.0R8.0R9.0R10.0R12.5
1.01.21.52.03.04.05.06.07.08.09.0
10.012.014.016.018.020.025.0
11.21.523456789
10121416182025
2.22.63468101214161820242832364050
505050506070809090
100100100110110140140160180
0.951.151.451.952.853.854.855.856.77.78.79.711.713.715.717.719.724.7
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
Radius ofBall Nose
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
4446666688
1010121416182025
ShankDiameter
D2
R0.05~R3 R3.5~R12.5
RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.005±0.010
0~-0.0120~-0.015
up to R3over R3
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
580• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A53 SERIES
L1
L2
D2
R
D1
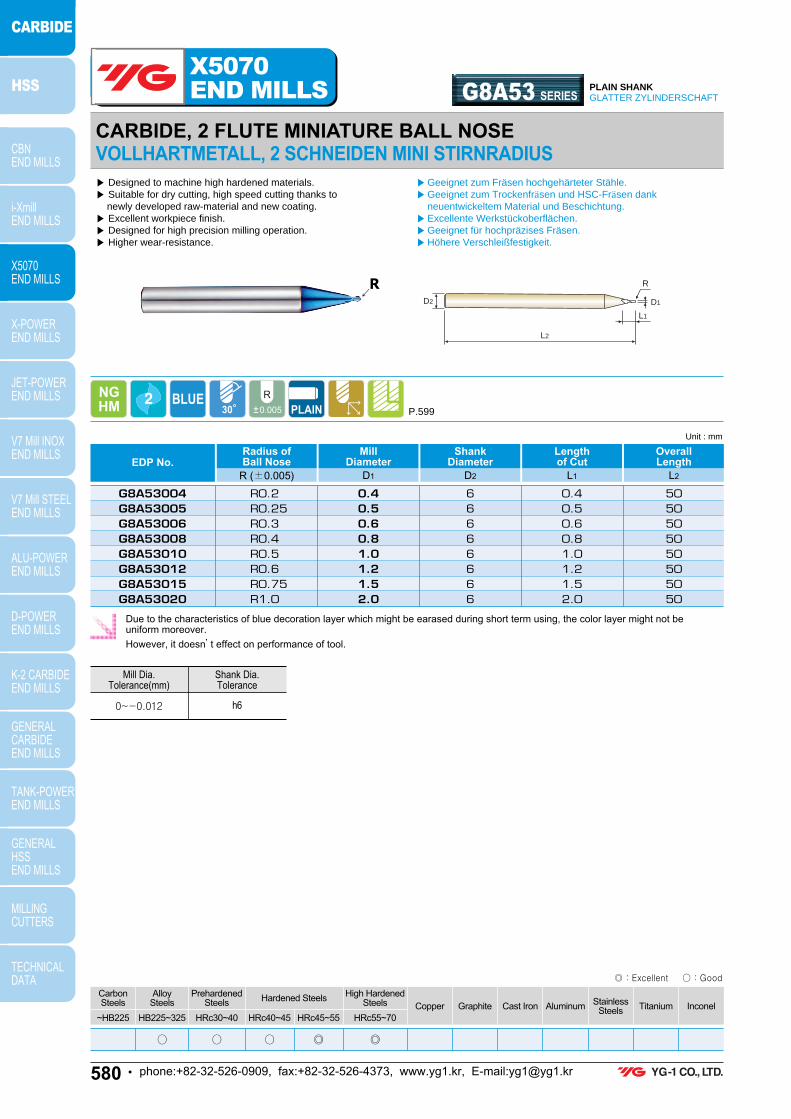
CARBIDE, 2 FLUTE MINIATURE BALL NOSEVOLLHARTMETALL, 2 SCHNEIDEN MINI STIRNRADIUS
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.599
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
G8A53004G8A53005G8A53006G8A53008G8A53010G8A53012G8A53015G8A53020
R0.2R0.25R0.3R0.4R0.5R0.6R0.75R1.0
5050505050505050
0.40.50.60.81.01.21.52.0
66666666
0.40.50.60.81.01.21.52.0
EDP No.OverallLength
L2
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
Radius ofBall Nose
R (±0.005)
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
Mill Dia.Tolerance(mm)
0~-0.012
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

581•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A59 SERIES
L2
L1
D2
R
D1
CARBIDE, 3 FLUTE BALL NOSEVOLLHARTMETALL, 3 SCHNEIDEN STIRNRADIUS
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
G8A59030G8A59040G8A59050G8A59060G8A59080G8A59100G8A59120G8A59160G8A59200
R1.5R2.0R2.5R3.0R4.0R5.0R6.0R8.0R10.0
60708090100100110140160
8810121418223038
66668
10121620
3.04.05.06.08.0
10.012.016.020.0
EDP No.OverallLength
L2
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
Radius ofBall Nose
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
P.598
R1.5~R3 R4~R10
RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.005±0.010
0~-0.0120~-0.015
up to R3over R3
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

582• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A60 SERIES
L2L3
L1
D2 D1
RD3
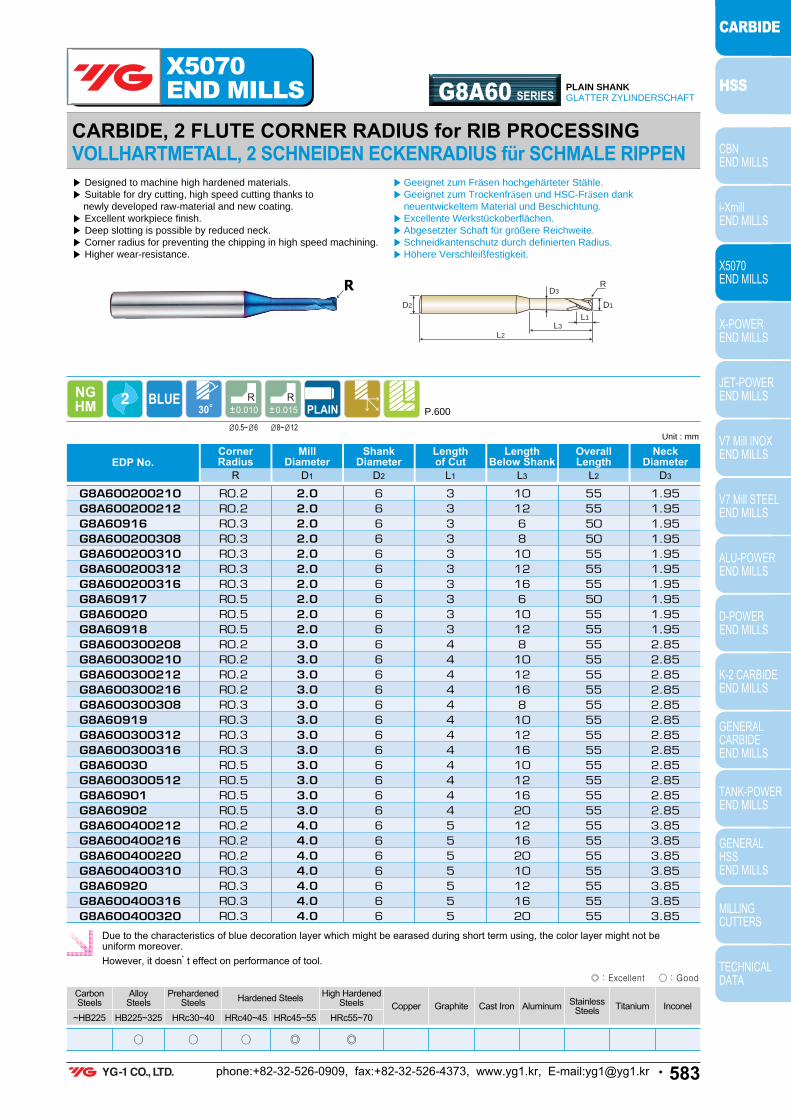
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.600
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A60936G8A60932G8A60935G8A60931G8A60933G8A60934G8A600060102G8A600070104G8A600080102G8A60008G8A60924G8A60925G8A60926G8A60010G8A60910G8A60911G8A60912G8A60930G8A600100308G8A60015G8A600150206G8A600150208G8A60913G8A60914G8A60915G8A600150306G8A600150308G8A60927G8A600200208
0.450.450.450.550.550.550.550.650.750.750.750.950.950.950.950.950.950.950.951.451.451.451.451.451.451.451.451.951.95
4545454545454545454545505050505050505050505050505050505050
1.52.542342424646468468468101246868
0.70.70.70.90.90.90.91
1.21.21.21.51.51.51.51.51.51.51.52.52.52.52.52.52.52.52.533
44444444444666666666666666666
0.50.50.50.60.60.60.60.70.80.80.81.01.01.01.01.01.01.01.01.51.51.51.51.51.51.51.52.02.0
R0.05R0.05R0.05R0.05R0.05R0.05R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.2R0.2R0.2R0.3R0.3R0.3R0.2R0.2R0.2R0.2R0.2R0.3R0.3R0.3R0.2R0.2
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
Ø0.5~Ø6 Ø8~Ø12
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
583•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A60 SERIES
L2L3
L1
D2 D1
RD3
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.600
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A600200210G8A600200212G8A60916G8A600200308G8A600200310G8A600200312G8A600200316G8A60917G8A60020G8A60918G8A600300208G8A600300210G8A600300212G8A600300216G8A600300308G8A60919G8A600300312G8A600300316G8A60030G8A600300512G8A60901G8A60902G8A600400212G8A600400216G8A600400220G8A600400310G8A60920G8A600400316G8A600400320
1.951.951.951.951.951.951.951.951.951.952.852.852.852.852.852.852.852.852.852.852.852.853.853.853.853.853.853.853.85
5555505055555550555555555555555555555555555555555555555555
101268
1012166
10128
1012168
1012161012162012162010121620
33333333334444444444445555555
66666666666666666666666666666
2.02.02.02.02.02.02.02.02.02.03.03.03.03.03.03.03.03.03.03.03.03.04.04.04.04.04.04.04.0
R0.2R0.2R0.3R0.3R0.3R0.3R0.3R0.5R0.5R0.5R0.2R0.2R0.2R0.2R0.3R0.3R0.3R0.3R0.5R0.5R0.5R0.5R0.2R0.2R0.2R0.3R0.3R0.3R0.3
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
Ø0.5~Ø6 Ø8~Ø12
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

584• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A60 SERIES
L3L1
D1D2
R
L2
D3
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.600
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A60040G8A60903G8A60904G8A600401012G8A600401016G8A60921G8A60060G8A60905G8A60906G8A600602020G8A60922G8A60929G8A60080G8A60907G8A600802025G8A60923G8A601000532G8A60100G8A60908G8A601002032G8A601200538G8A60120G8A60909G8A601202038
3.853.853.853.853.855.855.855.855.855.857.77.77.77.77.79.79.79.79.79.7
11.711.711.711.7
555555555560606060606060606060707070707080808080
121620121620202020202525252525323232323238383838
555557777799999111111111112121212
666666666688888101010101012121212
4.04.04.04.04.06.06.06.06.06.08.08.08.08.08.0
10.010.010.010.010.012.012.012.012.0
R0.5R0.5R0.5R1.0R1.0R0.3R0.5R1.0R1.5R2.0R0.3R0.5R1.0R1.5R2.0R0.3R0.5R1.0R1.5R2.0R0.5R1.0R1.5R2.0
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
Ø0.5~Ø6 Ø8~Ø12
Corner RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.010±0.015
0~-0.0120~-0.015
up to Ø6over Ø6
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
585•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
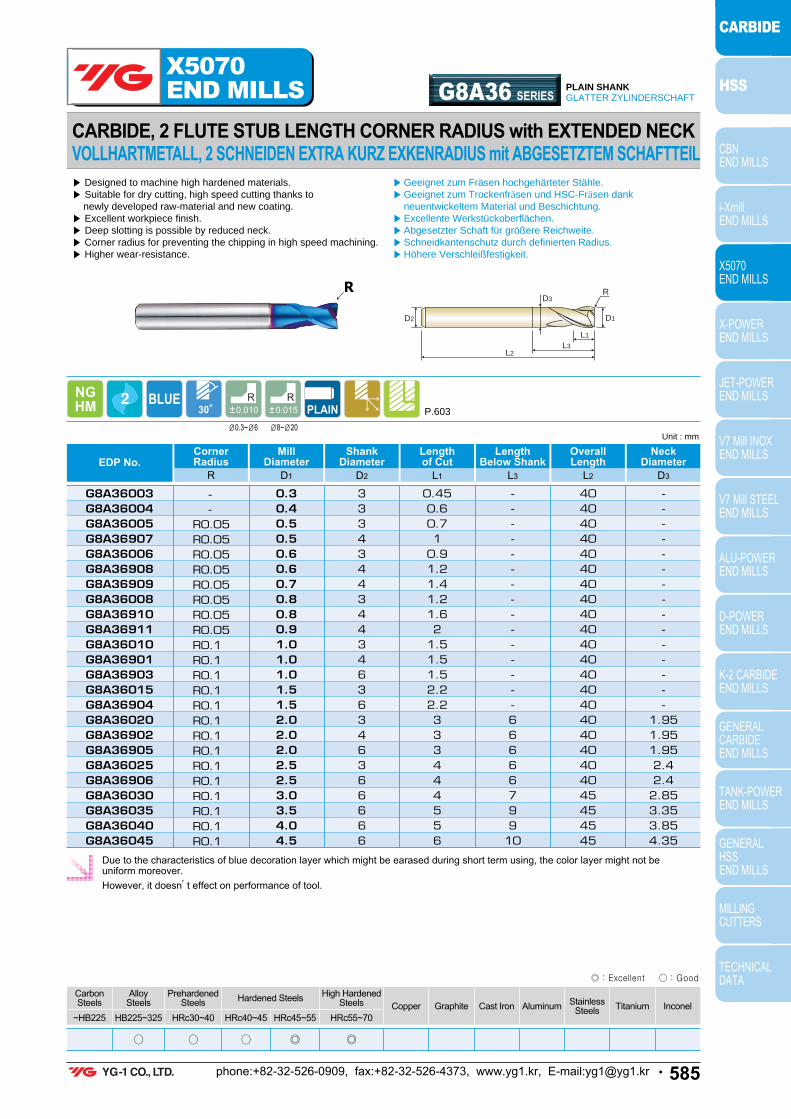
G8A36 SERIES
L3
L1
L2
D1D2
RD3
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A36003G8A36004G8A36005G8A36907G8A36006G8A36908G8A36909G8A36008G8A36910G8A36911G8A36010G8A36901G8A36903G8A36015G8A36904G8A36020G8A36902G8A36905G8A36025G8A36906G8A36030G8A36035G8A36040G8A36045
--
R0.05R0.05R0.05R0.05R0.05R0.05R0.05R0.05R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1
0.30.40.50.50.60.60.70.80.80.91.01.01.01.51.52.02.02.02.52.53.03.54.04.5
0.450.60.71
0.91.21.41.21.62
1.51.51.52.22.2333444556
---------------6666679910
404040404040404040404040404040404040404045454545
---------------
1.951.951.952.42.42.853.353.854.35
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
333434434434636346366666
ShankDiameter
D2
P.603
Ø0.3~Ø6 Ø8~Ø20
CARBIDE, 2 FLUTE STUB LENGTH CORNER RADIUS with EXTENDED NECKVOLLHARTMETALL, 2 SCHNEIDEN EXTRA KURZ EXKENRADIUS mit ABGESETZTEM SCHAFTTEIL
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
586• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
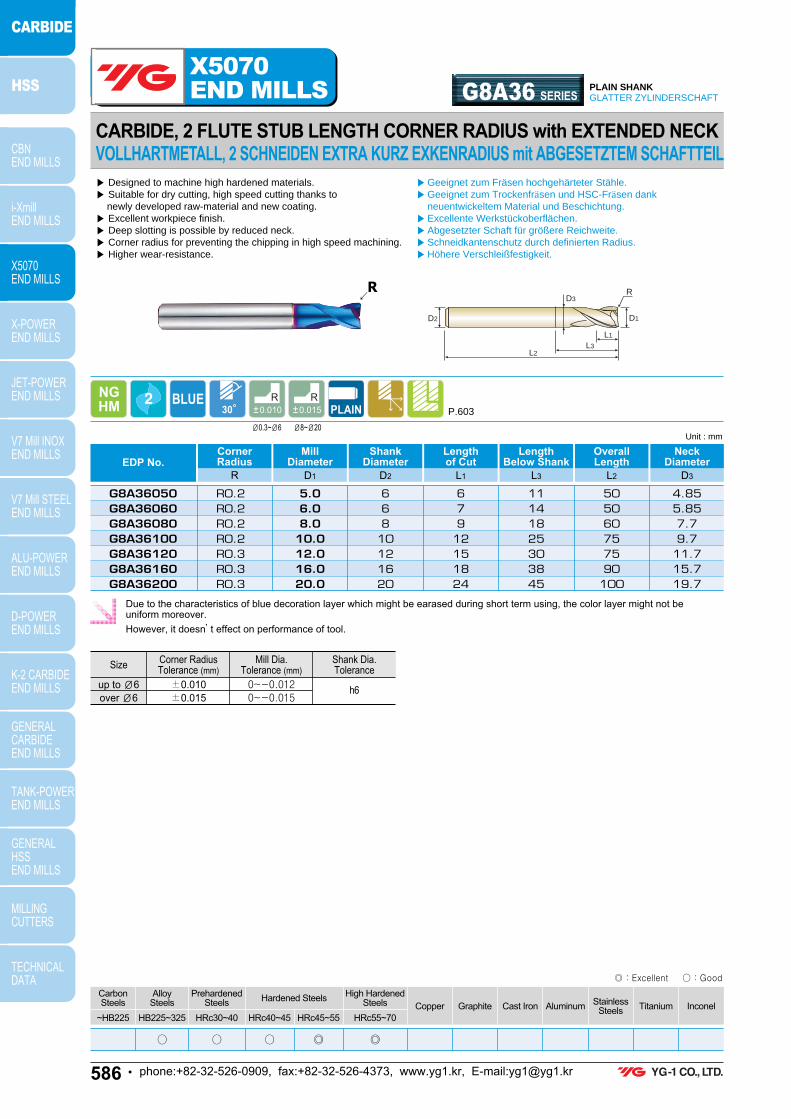
G8A36 SERIES
L3
L1
L2
D1D2
RD3
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A36050G8A36060G8A36080G8A36100G8A36120G8A36160G8A36200
R0.2R0.2R0.2R0.2R0.3R0.3R0.3
5.06.08.0
10.012.016.020.0
67912151824
11141825303845
505060757590100
4.855.857.79.711.715.719.7
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
668
10121620
ShankDiameter
D2
P.603
Ø0.3~Ø6 Ø8~Ø20
Corner RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.010±0.015
0~-0.0120~-0.015
up to Ø6over Ø6
Shank Dia.Tolerance
h6
CARBIDE, 2 FLUTE STUB LENGTH CORNER RADIUS with EXTENDED NECKVOLLHARTMETALL, 2 SCHNEIDEN EXTRA KURZ EXKENRADIUS mit ABGESETZTEM SCHAFTTEIL
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

587•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A52 SERIES
L1
L2
D1D2
L3
R
D3
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.601
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A52005G8A52901G8A52006G8A52902G8A52008G8A52903G8A52010G8A52904G8A52012G8A52905G8A52015G8A52906G8A52020G8A52907
R0.05R0.05R0.05R0.05R0.05R0.05R0.10R0.10R0.10R0.10R0.15R0.15R0.15R0.15
0.50.50.60.60.80.81.01.01.21.21.51.52.02.0
0.70.70.90.91.21.21.51.51.81.82.22.22.22.2
1.53.324
2.55.53.36.74.485
9.7613
5050505050505050505050505050
0.450.450.550.550.750.750.950.951.151.151.451.451.951.95
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
CornerRadius
R (±0.010)
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
66666666666666
ShankDiameter
D2
Mill Dia.Tolerance(mm)
0~-0.012
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

588• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
R↙
G8A50 SERIES
L1
L2
D2
R
D1
CARBIDE, 2 FLUTE MINIATURE CORNER RADIUSVOLLHARTMETALL, 2 SCHNEIDEN MINI ECKENRADIUS
PLAIN SHANKGLATTER ZYLINDERSCHAFT
P.601
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A50003G8A50004G8A50005G8A50006G8A50008G8A50010G8A50012G8A50015G8A50020
--
R0.05R0.05R0.05R0.10R0.10R0.15R0.15
505050505050505050
0.450.60.70.91.21.51.82.22.2
666666666
0.30.40.50.60.81.01.21.52.0
EDP No.OverallLength
L2
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
CornerRadius
R (±0.010)
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
Mill Dia.Tolerance(mm)
0~-0.012
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

589•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS G8A47 SERIES
L3L1
L2
D1D2
RD3R↙
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A47916G8A47917G8A47918G8A47030G8A47901G8A47902G8A47919G8A47920G8A47921G8A47040G8A47903G8A47904G8A47922G8A47060G8A47905G8A47906G8A47910G8A47080G8A47907G8A47913G8A47911G8A47100G8A47908G8A47914G8A47912G8A47120G8A47909G8A47915
R0.3R0.3R0.3R0.5R0.5R0.5R0.3R0.3R0.3R0.5R0.5R0.5R1.0R0.5R1.0R1.5R0.5R1.0R1.5R2.0R0.5R1.0R1.5R2.0R0.5R1.0R1.5R2.0
3.03.03.03.03.03.04.04.04.04.04.04.04.06.06.06.08.08.08.08.0
10.010.010.010.012.012.012.012.0
44444455555557779999
1111111112121212
12162010162012162012162012202020252525253232323238383838
55555555555555555555555555606060606060607070707080808080
2.852.852.852.852.852.853.853.853.853.853.853.853.855.855.855.857.77.77.77.79.79.79.79.711.711.711.711.7
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
66666666666666668888
1010101012121212
ShankDiameter
D2
P.602
Ø3~Ø6 Ø8~Ø12
Corner RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.010±0.015
0~-0.0120~-0.015
up to Ø6over Ø6
Shank Dia.Tolerance
h6
CARBIDE, 4 FLUTE CORNER RADIUSVOLLHARTMETALL, 4 SCHNEIDEN ECKENRADIUS
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

590• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS G8A37 SERIES
L2L3
L1
D1D2
RD3
R↙
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A37010G8A37901G8A37015G8A37902G8A37020G8A37903G8A37025G8A37904G8A37030G8A37035G8A37040G8A37045G8A37050G8A37060G8A37080G8A37100G8A37120G8A37160G8A37200
R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.1R0.2R0.2R0.2R0.2R0.3R0.3R0.3
1.01.01.51.52.02.02.52.53.03.54.04.55.06.08.0
10.012.016.020.0
1.51.52.22.23344455667912151824
----66667991011141825303845
404040404040404045454545505060757590100
----
1.951.952.42.42.853.353.854.354.855.857.79.711.715.719.7
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
363636366666668
10121620
ShankDiameter
D2
P.604
Ø1~Ø6 Ø8~Ø20
Corner RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.010±0.015
0~-0.0120~-0.015
up to Ø6over Ø6
Shank Dia.Tolerance
h6
CARBIDE, 4 FLUTE STUB LENGTH CORNER RADIUS with EXTENDED NECKVOLLHARTMETALL, 4 SCHNEIDEN EXTRA KURZ ECKENRADIUS mit ABGESETZTEM SCHAFTTEIL
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

591•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS G8B08 SERIES
L2
L3
L1
D1D2
RD3
R↙
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials.▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
P.602
Ø6 Ø8~Ø12
Corner RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.010±0.015
0~-0.0120~-0.015
up to Ø6over Ø6
Shank Dia.Tolerance
h6
CARBIDE, 4 FLUTE CORNER RADIUS with EXTENDED NECKVOLLHARTMETALL, 4 SCHNEIDEN ECKENRADIUS mit ABGESETZTEM SCHAFTTETL
G8B0806005090G8B0806010090G8B0808005100G8B0808010100G8B0810005100G8B0810010100G8B0810020100G8B0812005110G8B0812010110G8B0812020110
5.855.857.77.79.79.79.7
11.711.711.7
9090100100100100100110110110
20202525323232383838
99
1212151515181818
6688101010121212
6.06.08.08.0
10.010.010.012.012.012.0
R0.5R1.0R0.5R1.0R0.5R1.0R2.0R0.5R1.0R2.0
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

592• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS G8A39 SERIES
L2
L3
L1
D1D2
RD3R↙
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Deep slotting is possible by reduced neck.▶ Corner radius for preventing the chipping in high speed machining▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Abgesetzter Schaft für größere Reichweite.▶Schneidkantenschutz durch definierten Radius.▶Höhere Verschleißfestigkeit.
G8A39916G8A39060G8A39901G8A39910G8A39080G8A39902G8A39911G8A39903G8A39100G8A39904G8A39912G8A39905G8A39120G8A39906G8A39913G8A39160G8A39907G8A39914G8A39200G8A39908G8A39909G8A39915
R0.25R0.5R0.5R0.5R0.5R0.5R0.5R0.5R1.0R1.0R1.0R0.5R1.0R1.0R1.0R1.0R1.5R1.5R1.0R1.5R2.0R2.0
6.06.06.06.08.08.08.0
10.010.010.010.012.012.012.012.016.016.016.020.020.020.020.0
66132681936221022462612265632326638383876
1414--
24---
30---
30---------
505070706090901007010010011075110110130130130140140140140
5.855.85
--
7.7---
9.7---
11.7---------
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
MillDiameter
D1
CornerRadius
R
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
6666888101010101212121216161620202020
✽
✽
✽
✽
✽
✽
ShankDiameter
D2
P.604
Ø6 Ø8~Ø20
Corner RadiusTolerance (mm)
Mill Dia.Tolerance (mm)
Size
±0.010±0.015
0~0.02(✽Extra Long Type : 0~-0.03)
up to Ø6over Ø6
Shank Dia.Tolerance
h6
CARBIDE, 6 FLUTE 45。HELIX CORNER RADIUSVOLLHARTMETALL, 6 SCHNEIDEN 45。RECHTSSPIRALE ECKENRADIUS
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
593•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
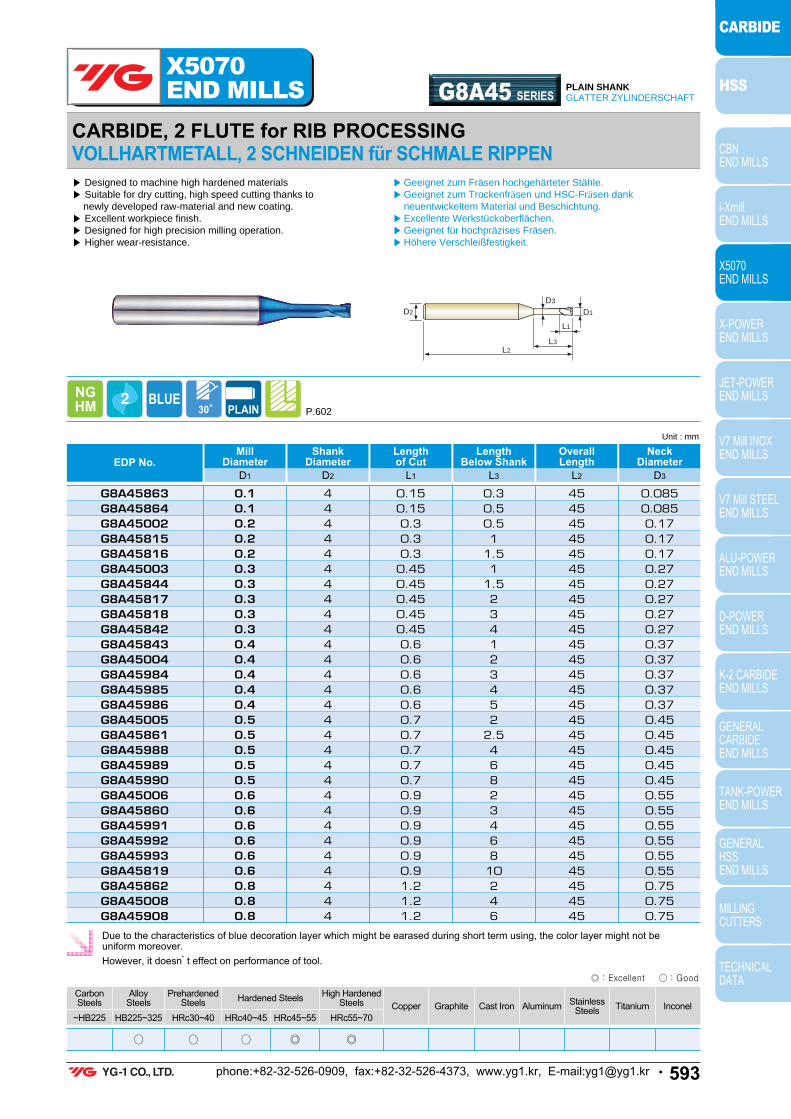
HSSX5070 END MILLS G8A45 SERIES
L1
L2
D1D2
L3
D3
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
P.602
CARBIDE, 2 FLUTE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN für SCHMALE RIPPEN
G8A45863G8A45864G8A45002G8A45815G8A45816G8A45003G8A45844G8A45817G8A45818G8A45842G8A45843G8A45004G8A45984G8A45985G8A45986G8A45005G8A45861G8A45988G8A45989G8A45990G8A45006G8A45860G8A45991G8A45992G8A45993G8A45819G8A45862G8A45008G8A45908
0.0850.0850.170.170.170.270.270.270.270.270.370.370.370.370.370.450.450.450.450.450.550.550.550.550.550.550.750.750.75
4545454545454545454545454545454545454545454545454545454545
0.30.50.51
1.51
1.5234123452
2.546823468
10246
0.150.150.30.30.3
0.450.450.450.450.450.60.60.60.60.60.70.70.70.70.70.90.90.90.90.90.91.21.21.2
44444444444444444444444444444
0.10.10.20.20.20.30.30.30.30.30.40.40.40.40.40.50.50.50.50.50.60.60.60.60.60.60.80.80.8
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
594• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
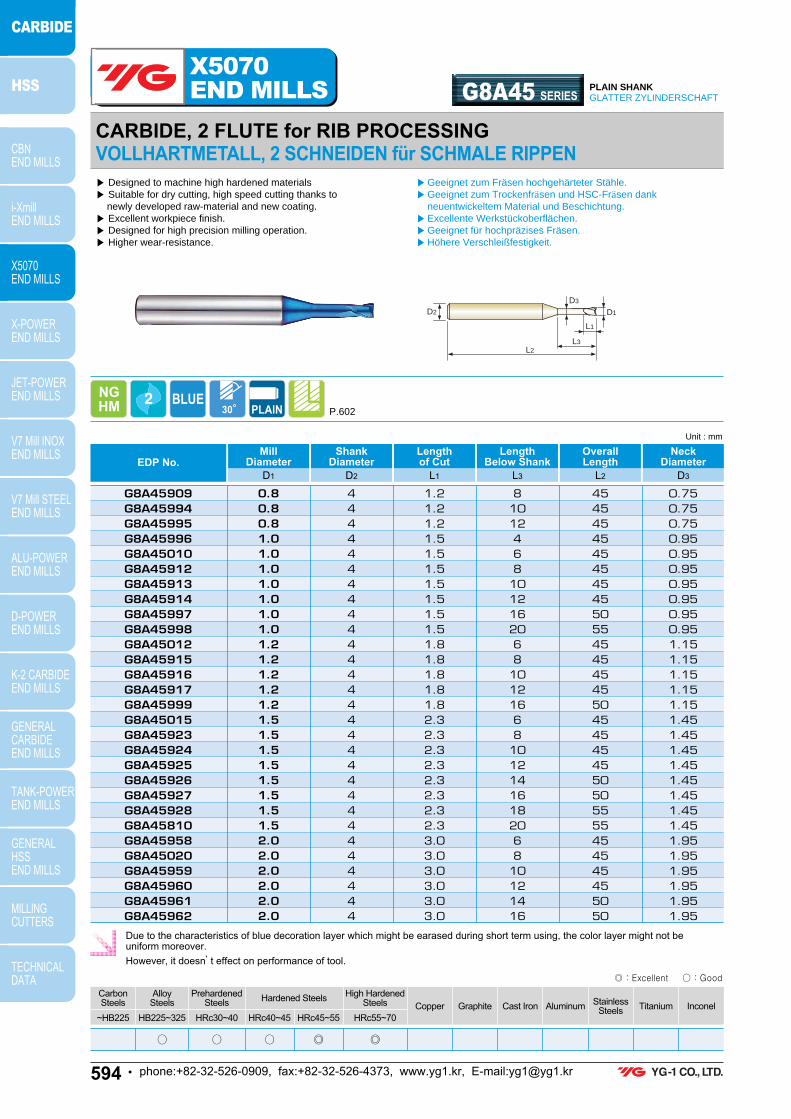
HSSX5070 END MILLS G8A45 SERIES
L1
L2
D1D2
L3
D3
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
P.602
CARBIDE, 2 FLUTE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN für SCHMALE RIPPEN
G8A45909G8A45994G8A45995G8A45996G8A45010G8A45912G8A45913G8A45914G8A45997G8A45998G8A45012G8A45915G8A45916G8A45917G8A45999G8A45015G8A45923G8A45924G8A45925G8A45926G8A45927G8A45928G8A45810G8A45958G8A45020G8A45959G8A45960G8A45961G8A45962
0.750.750.750.950.950.950.950.950.950.951.151.151.151.151.151.451.451.451.451.451.451.451.451.951.951.951.951.951.95
4545454545454545505545454545504545454550505555454545455050
810124681012162068101216681012141618206810121416
1.21.21.21.51.51.51.51.51.51.51.81.81.81.81.82.32.32.32.32.32.32.32.33.03.03.03.03.03.0
44444444444444444444444444444
0.80.80.81.01.01.01.01.01.01.01.21.21.21.21.21.51.51.51.51.51.51.51.52.02.02.02.02.02.0
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

595•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS G8A45 SERIES
L1
L2
D1D2
L3
D3
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
P.602
CARBIDE, 2 FLUTE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN für SCHMALE RIPPEN
G8A45963G8A45964G8A45966G8A45814G8A45975G8A45976G8A45977G8A45978G8A45979G8A45980G8A45981G8A45832G8A45833G8A45983G8A45040G8A45801G8A45802G8A45803G8A45834G8A45835G8A45836G8A45837G8A45838
1.951.951.951.952.852.852.852.852.852.852.852.852.852.853.853.853.853.853.853.853.853.853.85
55556070454550555560657080905060607070809090
100
1820253010121416182025303540121620253035404550
3.03.03.03.04.54.54.54.54.54.54.54.54.54.5666666666
44446666666666666666666
2.02.02.02.03.03.03.03.03.03.03.03.03.03.04.04.04.04.04.04.04.04.04.0
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
Mill Dia.Tolerance(mm)
0~-0.012
Shank Dia.Tolerance
h6
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

596• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
Mill Dia.Tolerance (mm)
Shank Dia.ToleranceSize
0~-0.0120~-0.015
h6up to Ø6over Ø6
G8A01 SERIES
L3L1
L2
D1D2
D3
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
P.603
CARBIDE, 2 FLUTEVOLLHARTMETALL, 2 SCHNEIDEN
G8A01001G8A01002G8A01003G8A01004G8A01005G8A01006G8A01007G8A01008G8A01009G8A01010G8A01015G8A01020G8A01025G8A01030G8A01035G8A01040G8A01050G8A01060G8A01080G8A01100G8A01120G8A01160G8A01200
---------
0.951.451.952.4
2.853.353.854.855.857.79.7
11.715.719.7
40404040404040404050505055555555555565758590
105
---------3456891013152025283240
0.20.40.60.81
1.21.41.62
1.51.72
2.53
3.54568
10121620
4444444446666666668
10121620
0.10.20.30.40.50.60.70.80.91.01.52.02.53.03.54.05.06.08.0
10.012.016.020.0
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good

597•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
Mill Dia.Tolerance (mm)
Shank Dia.ToleranceSize
0~-0.0120~-0.015
h6up to Ø6over Ø6
G8A02 SERIES
L2L3
L1
D1D2
D3
PLAIN SHANKGLATTER ZYLINDERSCHAFT
▶ Designed to machine high hardened materials▶ Suitable for dry cutting, high speed cutting thanks to
newly developed raw-material and new coating.▶ Excellent workpiece finish.▶ Designed for high precision milling operation.▶ Higher wear-resistance.
▶Geeignet zum Fräsen hochgehärteter Stähle.▶Geeignet zum Trockenfräsen und HSC-Fräsen dank
neuentwickeltem Material und Beschichtung.▶Excellente Werkstückoberflächen.▶Geeignet für hochpräzises Fräsen.▶Höhere Verschleißfestigkeit.
P.604
CARBIDE, 4 FLUTEVOLLHARTMETALL, 4 SCHNEIDEN
G8A02010G8A02020G8A02030G8A02040G8A02050G8A02060G8A02080G8A02100G8A02120G8A02160G8A02200
0.951.952.853.854.855.857.79.7
11.715.719.7
50505555555565758590
105
358
1013152025283240
1.5234568
10121620
666666810121620
1.02.03.04.05.06.08.0
10.012.016.020.0
EDP No.Neck
DiameterD3
OverallLength
L2
LengthBelow Shank
L3
Lengthof Cut
L1
ShankDiameter
D2
MillDiameter
D1
Unit : mm
Due to the characteristics of blue decoration layer which might be earased during short term using, the color layer might not beuniform moreover.
However, it doesn’t effect on performance of tool.
○ ○ ○ ◎ ◎
CarbonSteels
~HB225
AlloySteels
HB225~325
Prehardened Steels
HRc30~40
Hardened Steels High HardenedSteels
HRc40~45 HRc45~55 HRc55~70Copper Graphite Cast Iron Aluminum Stainless
Steels Titanium Inconel
◎ : Excellent ◯ : Good
RECOMMENDED CUTTING CONDITIONSEMPFOHLENE SCHNEIDKONDITIONEN
598• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
0.05D
0.02D
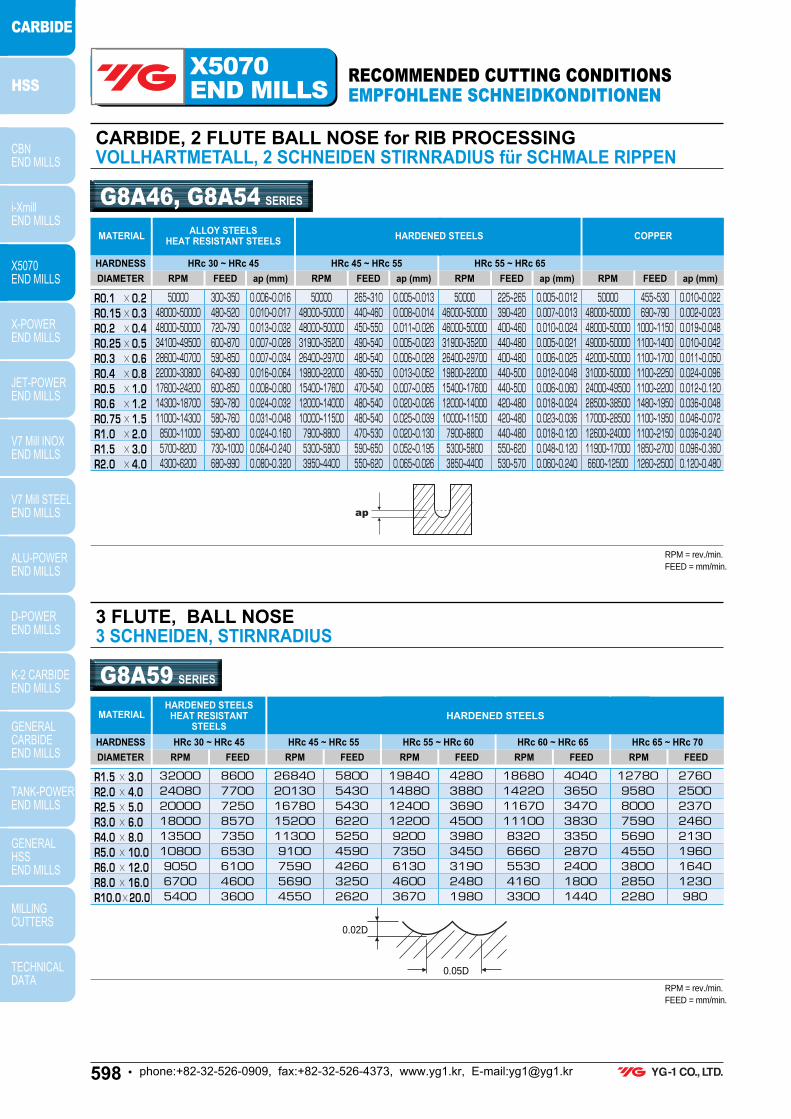
CARBIDE, 2 FLUTE BALL NOSE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN STIRNRADIUS für SCHMALE RIPPEN
G8A46, G8A54 SERIES
R0.1 ×0.2R0.15×0.3R0.2 ×0.4R0.25×0.5R0.3 ×0.6R0.4 ×0.8R0.5 ×1.0R0.6 ×1.2R0.75×1.5R1.0 ×2.0R1.5 ×3.0R2.0 ×4.0
5000048000~5000048000~5000034100~4950028600~4070022000~3080017600~2420014300~1870011000~143008500~110005700~82004300~6200
300~350480~520720~790600~870590~850640~890600~850590~780580~760590~800730~1000680~990
0.006~0.0160.010~0.0170.013~0.0320.007~0.0280.007~0.0340.016~0.0640.008~0.0800.024~0.0320.031~0.0480.024~0.1600.064~0.2400.080~0.320
5000048000~5000048000~5000031900~3520026400~2970019800~2200015400~1760012000~1400010000~115007900~88005300~58003950~4400
265~310440~460450~550490~540480~540490~550470~540480~540480~540470~530590~650550~620
0.005~0.0130.008~0.0140.011~0.0260.005~0.0230.006~0.0280.013~0.0520.007~0.0650.020~0.0260.025~0.0390.020~0.1300.052~0.1950.065~0.026
5000046000~5000046000~5000031900~3520026400~2970019800~2200015400~1760012000~1400010000~11500
7900~88005300~58003850~4400
225~265390~420400~460440~480400~480440~500440~500420~480420~480440~480550~620530~570
0.005~0.0120.007~0.0130.010~0.0240.005~0.0210.006~0.0250.012~0.0480.006~0.0600.018~0.0240.023~0.0360.018~0.1200.048~0.1200.060~0.240
5000048000~5000048000~5000049000~5000042000~5000031000~5000024000~4950028500~3850017000~2850012600~2400011900~170006600~12500
455~530690~790
1000~11501100~14001100~17001100~22501100~22001480~19501100~19501100~21501850~27001260~2500
0.010~0.0220.002~0.0230.019~0.0480.010~0.0420.011~0.0500.024~0.0960.012~0.1200.036~0.0480.046~0.0720.036~0.2400.096~0.3600.120~0.480
MATERIAL
HARDNESS HRc 30 ~ HRc 45 HRc 45 ~ HRc 55 HRc 55 ~ HRc 65
DIAMETER RPM FEED ap (mm) RPM FEED ap (mm) RPM FEED ap (mm) RPM FEED ap (mm)
ALLOY STEELSHEAT RESISTANT STEELS HARDENED STEELS COPPER
RPM = rev./min.FEED = mm/min.
3 FLUTE, BALL NOSE3 SCHNEIDEN, STIRNRADIUS
G8A59 SERIES
R1.5 × 3.0R2.0 × 4.0R2.5 × 5.0 R3.0 × 6.0R4.0 × 8.0 R5.0 × 10.0 R6.0 × 12.0 R8.0 × 16.0 R10.0×20.0
32000 24080 20000 18000 13500 10800 9050 6700 5400
8600 7700 7250 8570 7350 6530 6100 4600 3600
26840 20130 16780 15200 11300 9100 7590 5690 4550
5800 5430 5430 6220 5250 4590 4260 3250 2620
19840 14880 12400 12200 9200 7350 6130 4600 3670
4280 3880 3690 4500 3980 3450 3190 2480 1980
18680 14220 11670 11100 8320 6660 5530 4160 3300
4040 3650 3470 3830 3350 2870 2400 1800 1440
12780 9580 8000 7590 5690 4550 3800 2850 2280
2760 2500 2370 2460 2130 1960 1640 1230 980
MATERIAL
HARDNESS HRc 30 ~ HRc 45
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 45 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
RPM = rev./min.FEED = mm/min.
HARDENED STEELS

599•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
RECOMMENDED CUTTING CONDITIONSEMPFOHLENE SCHNEIDKONDITIONEN
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
CARBIDE, 3 FLUTE BALL NOSEVOLLHARTMETALL, 3 SCHNEIDEN STIRNRADIUS
G8A28, G8A38, G8A53 SERIES
R0.1 ×0.2R0.15×0.3R0.2 ×0.4R0.25×0.5R0.3 ×0.6R0.4 ×0.8R0.5 ×1.0R0.6 ×1.2 R0.75×1.5 R1.0 ×2.0 R1.5 ×3.0 R2.0 ×4.0 R2.5 ×5.0R3.0 ×6.0 R4.0 ×8.0 R5.0 ×10.0 R6.0 ×12.0 R8.0 ×16.0 R10.0×20.0
500005000050000 50000 50000 500005000050000 50000 49700 33100 24900 18600 13900 11100 9300 6950 5570 4450
120015001900 2400 2900 3900 4800 5100 5400 5700 6000 6000 5800 4850 4200 3700 2950 2650 2350
500005000050000 50000 50000 50000 5000048000 48000 47800 31800 23900 17800 13400 10700 8900 6680 5350 4300
105013501700 2100 2500 3300 42004300 4500 4800 5300 5300 4900 4100 3500 3100 2500 2200 1950
450004500045000 45000 45000 45000 45000 43000 43000 40000 26500 20000 15000 11000 9000 7500 5600 4500 3600
96012001500 1900 2200 3000 38003850 4000 4000 4000 4000 3750 3100 2700 2400 1900 1700 1500
400004000040000 40000 40000 400004000038000 37000 35000 23500 17500 13500 10000 8000 6600 5000 4000 3200
7709651200 1500 1800 2400 3000 3000 3100 3150 3150 3150 3050 2500 2150 1900 1550 1350 1200
350003500035000 35000 35000 35000 35000 34000 33000 32000 21000 16000 11500 8800 7000 5800 4400 3500 2800
6748401050 1300 1600 2100 26002700 2700 2800 2800 2800 2550 2150 1850 1650 1250 1000 800
31500315003150031500315003150035000 306002970028500 19000 14500 10500 8000 6500 5300 4000 3200 2550
5707008901100140018002300 230023002300 2300 2300 2100 1750 1550 1380 1050 850 660
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HARDENED STEELS
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
RPM = rev./min.FEED = mm/min.
0.05D
0.02D

RECOMMENDED CUTTING CONDITIONSEMPFOHLENE SCHNEIDKONDITIONEN
600• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSING - SLOTTINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN - NUTENFRÄSEN
G8A60 SERIES
0.50.60.81.0 2.0 3.0 4.0 5.0 6.0 8.0
10.0 12.0
50000500005000048000 33300 21800 16700 15700 13100 9880 7800 6650
295375480600680 680 704 800 760744 680680
45000450004500038000 26000 17300 13200 12500 10350 7800 6150 5250
225285350456544544560644616576544544
40000400003000025500 17500 11500 8800 8300 6900 5200 4100 3500
175225235288336336352400384356332332
33000300002500020500 14500 9500 7200 6400 5300 4000 3200 2650
110125145172208208216228224204192192
25000250001900016000 11000 7500 5600 5100 4200 3200 2550 2100
658590108128128136144144132124124
20000200001600012500 9500 6400 4750 4450 3700 2800 2200 1860
40505570929294
106104969090
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HARDENED STEELS
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
RPM = rev./min.FEED = mm/min.
D
0.05D
D
0.02D
0.03D
1.0D
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSING - SIDE CUTTINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN - SEITENFRÄSEN
G8A60 SERIES
0.50.60.81.0 2.0 3.0 4.0 5.0 6.0 8.0
10.0 12.0
50000500005000048000 33300 21800 16700 15700 13100 9880 7800 6650
2052653358409609601000116010801056960960
45000450004000038000 26000 17300 13200 12500 10350 7800 6150 5250
160200245656776776800920880824776776
40000400003000025500 17500 11500 8800 8300 6900 5200 4100 3500
125160165408480480500568552508472472
33000300002500020500 14500 9500 7200 6400 5300 4000 3200 2650
8090100248296296308328320292272272
25000250001900016000 11000 7500 5600 5100 4200 3200 2550 2100
456065152184184192208204188176176
20000200001600012500 9500 6400 4750 4450 3700 2800 2200 1860
303540
100132132136152148136128128
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HARDENED STEELS
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
RPM = rev./min.FEED = mm/min.

601•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
RECOMMENDED CUTTING CONDITIONSEMPFOHLENE SCHNEIDKONDITIONEN
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
CARBIDE, 2 FLUTE CORNER RADIUS for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN ECKENRADIUS für SCHMALE RIPPEN
G8A52 SERIES
0.5 0.6 0.8 1.0 1.2 1.5 2.0
25650~3300020900~3520016150~2640012300~1870010450~176009100~176006350~10550
370~470330~560360~590350~540350~590430~830340~570
0.0056~0.03500.0063~0.02940.0084~0.03920.0105~0.02800.0245~0.07000.0161~0.07700.0210~0.1400
23750~2600019900~2200015200~1670010500~115009100~100007000~80006100~6700
285~315260~290280~310250~280250~280250~280270~300
0.0040~0.02500.0450~0.02100.0060~0.02800.0075~0.02000.0150~0.04200.0115~0.05500.0150~0.1000
14200~1800011900~15500
9000~117006300~80505400~70004300~55003600~4700
115~130100~120110~125100~115100~115100~115100~120
0.0024~0.01500.0027~0.01260.0036~0.01680.0045~0.01200.0090~0.02520.0069~0.03300.0090~0.0600
MATERIAL
HARDNESS HRc 30 ~ HRc 45
DIAMETER RPM FEED ap (mm) RPM FEED ap (mm) RPM FEED ap (mm)
ALLOY STEELSHEAT RESISTANT STEELS
HRc 45 ~ HRc 55 HRc 55 ~ HRc 60
RPM = rev./min.FEED = mm/min.
CARBIDE, 2 FLUTE MINIATURE CORNER RADIUS - SLOTTINGVOLLHARTMETALL, 2 SCHNEIDEN MINI ECKENRADIUS - NUTENFRÄSEN
G8A50 SERIES
0.3 0.4 0.5 0.6 0.8 1.0 1.2 1.5 2.0
50000 50000 50000 50000 50000 48000 42000 37000 33300
190 235 370 470 600 750 790 800 850
45000 45000 45000 45000 40000 38000 34000 30500 26000
140 180 280 360 440 570 640 670 680
40000 40000 40000 40000 30000 25500 22500 21000 17500
115 140 220 285 295 360 380 410 420
33000 33000 33000 30000 25000 20500 20000 17000 14500
70 90
140 160 185 215 250 250 260
25000 25000 25000 25000 19000 16000 14500 13000 11000
40 55 85 105 110 135 145 155 160
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HRc 60 ~ HRc 65
RPM FEED
RPM = rev./min.FEED = mm/min.
HARDENED STEELS
HARDENED STEELS
D
0.05D
D
0.02D

RECOMMENDED CUTTING CONDITIONSEMPFOHLENE SCHNEIDKONDITIONEN
602• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
CARBIDE, 4 FLUTE CORNER RADIUSVOLLHARTMETALL, 4 SCHNEIDEN ECKENRADIUS
G8A45 SERIES
1.0 2.0 3.0 4.0 5.0 6.0 8.0
10.0 12.0 16.0 20.0
48000 33300 21800 16700 15700 13100 9880 7800 6650 4900 3900
11841400140014401600156015041400140012001040
38000 26000 17300 13200 12500 10350 7800 6150 5250 3900 3100
84010001000104012001120108010081008880776
25500 17500 11500 8800 8300 6900 5200 4100 3500 2600 2050
568672672704800760720672672584520
20500 14500 9500 7200 6400 5300 4000 3200 2650 2000 1600
344416416432464448416384384336304
16000 11000 7500 5600 5100 4200 3200 2550 2100 1600 1300
216256256268296280264248240216200
12500 9500 6400 4750 4450 3700 2800 2200 1860 1400 1100
140184184192216208192176176160144
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HARDENED STEELS
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
RPM = rev./min.FEED = mm/min.
CARBIDE, 2 FLUTE for RIB PROCESSINGVOLLHARTMETALL, 2 SCHNEIDEN für SCHMALE RIPPEN
G8A47, G8B08 SERIES
0.20.3 0.4 0.5 0.6 0.8 1.0 1.2 1.5 2.0 3.0 4.0
5000043000~5000031400~5000025650~3300020900~3520016150~2640012300~1870010450~176009100~176006350~105504300~70503200~5300
300~350330~420350~590370~470330~560360~590350~540350~590430~830340~570550~900400~675
0.006~0.0160.006~0.0150.005~0.0280.006~0.0350.007~0.0300.009~0.0400.011~0.0280.025~0.0700.017~0.0770.021~0.1400.056~0.2100.074~0.280
5000039900~4620030500~3520023750~2600019900~2200015200~1670010500~115009100~100007000~80006100~67003990~46003000~3400
265~310265~310295~340285~315260~290280~310250~280250~280250~280270~300445~515335~380
0.005~0.0130.004~0.0110.003~0.0200.004~0.0250.005~0.0210.006~0.0280.008~0.0200.015~0.0420.012~0.0550.015~01000.040~0.1500.053~0.200
5000023900~3230018300~2460014200~1800011900~15500
9000~117006300~80505400~70004300~55003600~47002400~32001800~2400
225~265105~185120~200115~130100~120110~125100~115100~115100~115100~120105~31075~230
0.005~0.0120.003~0.0070.002~0.0120.003~0.0150.003~0.0130.004~0.0170.005~0.0120.009~0.0260.007~0.0330.009~0.0600.024~0.0900.032~0.120
5000048000~5000048000~5000044000~5000037500~5000028500~4700022500~3400022500~3150014500~2500011500~185009000~130006750~9750
455~530550~640790~920800~1150770~1250770~1300810~1300950~1350770~1320770~1250
1400~21101050~1575
0.010~0.0220.010~0.0250.008~0.0480.010~0.0600.011~0.0510.015~0.0680.018~0.0480.036~0.1010.028~0.1320.036~0.2400.096~0.3600.128~0.480
MATERIAL
HARDNESS HRc 30 ~ HRc 45 HRc 45 ~ HRc 55 HRc 55 ~ HRc 65
DIAMETER RPM FEED ap (mm) RPM FEED ap (mm) RPM FEED ap (mm) RPM FEED ap (mm)
ALLOY STEELSHEAT RESISTANT STEELS HARDENED STEELS COPPER
RPM = rev./min.FEED = mm/min.
0.03D
1.0D

603•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
RECOMMENDED CUTTING CONDITIONSEMPFOHLENE SCHNEIDKONDITIONEN
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
CARBIDE, 2 FLUTE - SLOTTINGVOLLHARTMETALL, 2 SCHNEIDEN - NUTENFRÄSEN
0.20.3 0.4 0.5 0.6 0.8 0.91.0 2.0 3.0 4.0 5.0 6.0 8.0
10.0 12.0 16.0 20.0
5000050000 50000 50000 50000 50000 49000 48000 33300 21800 16700 15700 13100 9880 7800 6650 4900 3900
130190 235 370 470 600 655750 850 850 880 1000 950 930 850 850 730 660
4500045000 45000 45000 45000 40000 3900038000 26000 17300 13200 12500 10350 7800 6150 5250 3900 3100
115140 180 280 360 440 520570 680 680 700 805 770 720 680 680 580 525
4000040000 40000 40000 40000 30000 2780025500 17500 11500 8800 8300 6900 5200 4100 3500 2600 2050
95115 140 220 285 295 330360 420 420 440 500 480 445 415 415 365 335
3300033000 33000 33000 30000 25000 2270020500 14500 9500 7200 6400 5300 4000 3200 2650 2000 1600
6070 90 140 160 185 205215 260 260 270 285 280 255 240 240 210 195
3300025000 25000 25000 25000 19000 1750016000 11000 7500 5600 5100 4200 3200 2550 2100 1600 1300
4550 55 85
105 110 125135 160 160 170 180 180 165 155 155 135 125
2640020000200002000020000152001400012500 9500 6400 4750 4450 3700 2800 2200 1860 1400 1100
3035406075809085 115 115 118 132 130 120 112 112 95 85
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HARDENED STEELS
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
G8A01, G8A36 SERIES
CARBIDE, 2 FLUTE - SIDE CUTTINGVOLLHARTMETALL, 2 SCHNEIDEN - SEITENFRÄSEN
1.0 2.0 3.0 4.0 5.0 6.0 8.0
10.0 12.0 16.0 20.0
48000 33300 21800 16700 15700 13100 9880 7800 6650 4900 3900
1050 1200 1200 1250 1450 1350 1320 1200 1200 1050 950
38000 26000 17300 13200 12500 10350 7800 6150 5250 3900 3100
820 970 970
1000 1150 1100 1030 970 970 840 750
25500 17500 11500 8800 8300 6900 5200 4100 3500 2600 2050
510 600 600 625 710 690 635 590 590 520 475
20500 14500 9500 7200 6400 5300 4000 3200 2650 2000 1600
310 370 370 385 410 400 365 340 340 300 275
16000 11000 7500 5600 5100 4200 3200 2550 2100 1600 1300
190 230 230 240 260 255 235 220 220 190 175
12500 9500 6400 4750 4450 3700 2800 2200 1860 1400 1100
125 165 165 170 190 185 170 160 160 140 125
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HARDENED STEELS
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
RPM = rev./min.FEED = mm/min.
RPM = rev./min., FEED = mm/min.
G8A01, G8A36 SERIES
D
0.05D
D
0.02D
0.03D
1.0D

RECOMMENDED CUTTING CONDITIONSEMPFOHLENE SCHNEIDKONDITIONEN
604• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
CBN END MILLS
i-XmillEND MILLS
X5070END MILLS
X-POWEREND MILLS
JET-POWEREND MILLS
V7 Mill INOXEND MILLS
V7 Mill STEELEND MILLS
ALU-POWEREND MILLS
D-POWEREND MILLS
K-2 CARBIDEEND MILLS
GENERALCARBIDEEND MILLS
TANK-POWEREND MILLS
GENERALHSSEND MILLS
MILLINGCUTTERS
TECHNICALDATA
CARBIDE
HSSX5070 END MILLS
CARBIDE, 4 FLUTE - SIDE CUTTINGVOLLHARTMETALL, 4 SCHNEIDEN - SEITENFRÄSEN
1.0 2.0 3.0 4.0 5.0 6.0 8.0
10.0 12.0 16.0 20.0
48000 33300 21800 16700 15700 13100 9880 7800 6650 4900 3900
1480 1750 1750 1800 2000 1950 1880 1750 1750 1500 1300
38000 26000 17300 13200 12500 10350 7800 6150 5250 3900 3100
1050 1250 1250 1300 1500 1400 1350 1260 1260 1100 970
25500 17500 11500 8800 8300 6900 5200 4100 3500 2600 2050
710 840 840 880 1000 950 900 840 840 730 650
20500 14500 9500 7200 6400 5300 4000 3200 2650 2000 1600
430 520 520 540 580 560 520 480 480 420 380
16000 11000 7500 5600 5100 4200 3200 2550 2100 1600 1300
270 320 320 335 370 350 330 310 300 270 250
12500 9500 6400 4750 4450 3700 2800 2200 1860 1400 1100
175 230 230 240 270 260 240 220 220 200 180
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HARDENED STEELS
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
RPM = rev./min.FEED = mm/min.
G8A02, G8A37 SERIES
0.03D
1.0D
CARBIDE, 6 FLUTE 45。。HELIX CORNER RADIUSVOLLHARTMETALL, 6 SCHNEIDEN 45。。RECHTSSPIRALE, ECKENRADIUS
6.0 8.0
10.0 12.0 16.0 20.0
24800 20000 16000 13000 10000 8000
5350 5500 4900 4500 4000 3350
23500 19000 15500 12500 9700 7800
4900 5000 4500 4100 3700 3400
16000 12000 9500 8000 6000 4800
4900 4600 4100 3800 3400 3200
13500 10000 8000 6600 5000 4000
3300 3100 2900 2500 2300 2100
10500 8000 6400 5300 4000 3200
2100 2000 1800 1600 1250 1020
8000 6000 4800 4000 3000 2400
1450 1400 1300 1150 870 690
MATERIAL
HARDNESS HRc 30 ~ HRc 40
DIAMETER RPM FEED
HARDENED STEELSHEAT RESISTANT
STEELS
HRc 40 ~ HRc 50
RPM FEED
HRc 50 ~ HRc 55
RPM FEED
HRc 55 ~ HRc 60
RPM FEED
HARDENED STEELS
HRc 60 ~ HRc 65
RPM FEED
HRc 65 ~ HRc 70
RPM FEED
RPM = rev./min.FEED = mm/min.
0.05D
1.0D
0.03D
1.0D
G8A39 SERIES
※ The Feed, in long & extra long types, should be reduced by around 50%.