Why dehydrated Products
47
Transcript of Why dehydrated Products


Why dehydrated ProductsWhy dehydrated Products

Why dehydrated ProductsWhy dehydrated Products

Why dehydrate productsWhy dehydrate products
Food shelf life / Food storage•To prolong shelf life for longer storage period
•To minimise food wastage due to microbial activity
Food safety•To minimise/inactivate microbial activity
•To eliminate microbial proliferation
•To avoid generation of microbial toxins, mycotoxins
Diversifying Food Product•Value-added food product – better profit margin
Part of the Food Processing•Grinding to produce powder; Grinding for extraction

What can happen during drying?What can happen during drying?
Quality changes•Physical and Chemical
•Taste
•Colour
•Texture
•Size
•Shape
•Functionality associated with the product
Food spoilage•Microbial count
•Contamination
•Toxin generation

Why food quality is important?Why food quality is important?
•Value – added
• Improve profit margin
• Improve product quality
•Tap into a new market –health care

Why food quality is important?Why food quality is important?
•Point of view from 2 sides:
• Flavor and aroma• Appearance• Texture• Shelf life• Convenience• Nutritional values• Safety• Value for money
• Hygiene• Nutritional values• Compliance with
regulations
Consumer Public

What are the quality changes during drying?What are the quality changes during drying?
•Physical
•Chemical
•Nutritional
•Biological
•Sensory
• Colour• Texture• Shrinkage• Porosity
• Flavour• Water
activity• Food
nutrients• antioxidant

Quality Changes Quality Changes –– Physical Physical -- ColourColour
•Pigments degradation
•Maillard reactions (Non-enzymatic browning)
•Enzymatic browning

What causes colour changes?What causes colour changes?
• Often, temperature and pH play an important role

How to measure colour change?How to measure colour change?
• 2 types – destructive; non-destructive
Destructive method
• Extract colour pigment
• Evaluate the extracted pigments spectrophotometrically using HPLC
• Non-destructive method
• Measure CIE LAB colour space (L*a*b*)
• L* - light-dark spectrum: 0 (black) to 100 (white)
• a* - the green-red spectrum: -60 (green) to +60 (red)
• b* - blue-yellow spectrum: -60 (blue) to +60 (yellow)

• Hue angle
• Croma
• Total colour change
⎟⎟⎠
⎞⎜⎜⎝
⎛= *
**
abarctan )(H angle Hue
*2*2 ba (C*) Chroma +=
2*ref
*2*ref
*2*ref
* )bb()aa()LL( E)( changecolour Total −+−+−=Δ
More colour parametersMore colour parameters

• High Hue Angle – less browning
• Chroma – measure strength of colour (e.g. intensity, saturation)
• Total Colour Change – Colour change from the original colour and lightness
How to interpret the colour parameters?How to interpret the colour parameters?

Further analysis on colour changeFurther analysis on colour change
• Analyse colour change kinetics
• Zero order:
• First order :
• The purpose of modeling is to relate the kinetic of colour changes to the moisture content reduction and product temperature evolution during drying.
ktYY 0 ±=
kt)exp(YY 0 ±=

Case study Case study –– hot drying of ciku (Manilkara zapota)hot drying of ciku (Manilkara zapota)
• Higher temperature – higher total colour change

Case study Case study –– the importance of colour on dehydrated the importance of colour on dehydrated birdnestbirdnest
• Global market – 1500 mt – RM4k per kg (raw EBN)
• RM 6 trillion (raw) – RM 15 trillion (cleaned dehydrated EBN)
• Doubled in 2020
• Conventional processing:
Raw EBN Preliminary cleaning
Soaking and
cleaning
PasteurizingDe-feathering
Dehydration and shaping

Case study Case study –– What is the problem with conventional What is the problem with conventional method?method?
• Long processing time
• Low retention of bio-active ingredients
• Non-uniform product quality
• Easily contaminated
• Easily affected by weather condition – dehydration
•• High colour change High colour change -- browning browning –– lower gradelower grade
• Bleaching agents – H2O2, SO2, SO3

Quality Changes Quality Changes –– Physical Physical -- TextureTexture
• Drying – moisture removal – structural collapse –textural changes
• Shrinkage, changes in porosity
• Textural attributes:1. Hardness
2. Fracturability
3. Springiness
4. Chewiness
5. Gumminess
6. Cohesiveness
7. Resilience

How to determine the textural attributes?How to determine the textural attributes?
• From textural profile analysis

Factors influencing texture profile analysisFactors influencing texture profile analysis
• Sample size
• Shape
• Compression speed
• Extent of compressionKinetics of texture changesKinetics of texture changes
• F – Textural attribute, n – kinetic order
nkFdtdF
±=
tissueHardeSoft tissu tissueRaw 21 kk ⎯→⎯⎯→⎯A more complicated modelA more complicated model
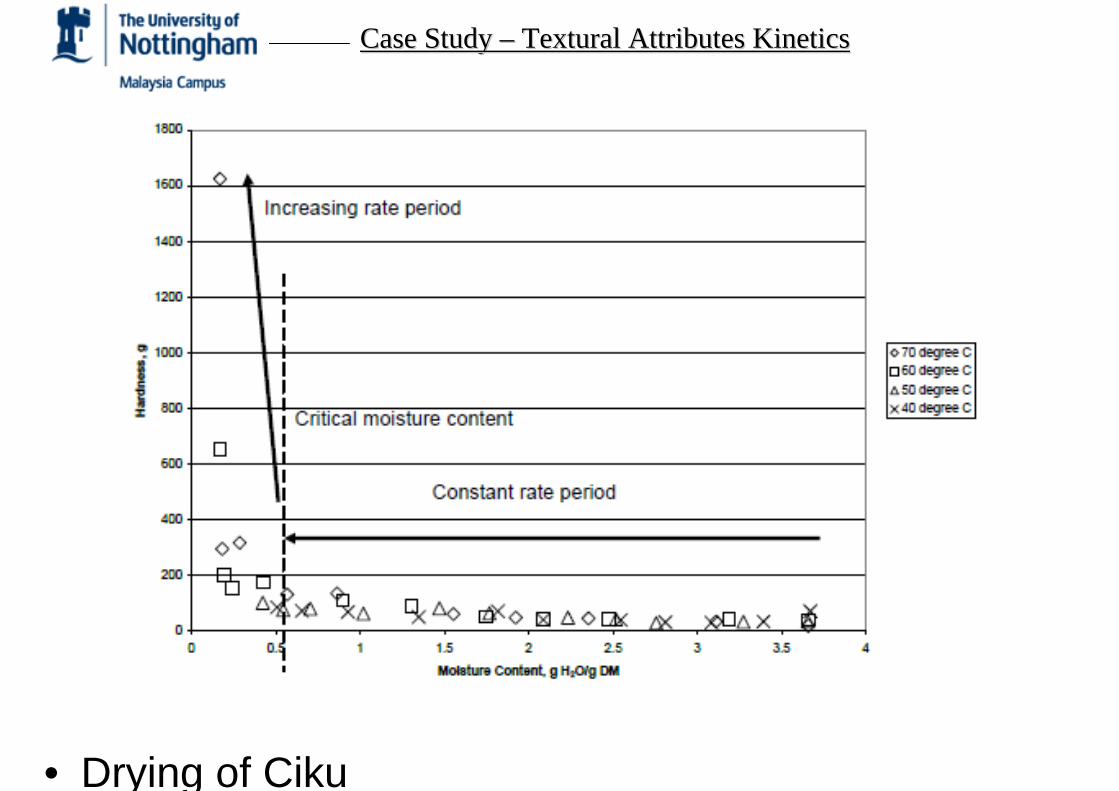
Case Study Case Study –– Textural Attributes KineticsTextural Attributes Kinetics
• Drying of Ciku

Case Study Case Study –– Textural Attributes KineticsTextural Attributes Kinetics
• Drying of Zapota
0
1000
2000
3000
4000
5000
6000
0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 0.900 1.000Moisture Content, g H2O/ g DM
Har
dnes
s. g
HA
4H-2C-18H
4C-20H
5H-1C-18H
5C-19H
2H-4C-18H
2C-22H
3H-3C-18H
3C-21H
LTDA
(a) Hardness Kinetics
Progression of Drying
Constant periodHardness values are fluatuating from 2.0 to 36.0 g while the moisture content reduced from 3.0 to 1.0 g H2O/g DM
3.000
End point of hot air
End point of intermittent drying

Case Study Case Study –– Textural Attributes KineticsTextural Attributes Kinetics
• Drying of Zapota
0
100
200
300
400
500
600
700
800
900
1000
0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 0.900 1.000Moisture Content, g H2O/ g DM
Che
win
ess,
g
HA
LTDA
4H-2C-18H
5H-1C-19H
4C-20H
5C-19H
2H-4C-18H
3H-3C-18H
3C-21H
2C-22H
Progression of Drying
Constant periodChewiness values are fluctuating from 2.0 to 10.0 g while the moisture content reduced from 3.0 to 1.0 g H2O/g DM
(b) Chewiness Kinetics
3.000
End point of hot air
End point of intermittent drying

Quality Changes Quality Changes –– Physical Physical -- ShrinkageShrinkage
• Drying – moisture removal – pressure unbalance between inner and external parts – generate contracting stress – shrinkage, changes in shape, cracking – affect product’s visual appearance

Quality Changes Quality Changes –– Physical Physical -- PorosityPorosity
• Volume fraction of air in the food product
• Transport, mechanical and textural properties are affected by porosity
• Changes in porosity is dependant on processing temperature
• Desirable – undesirable
1. cereal product: a crust product that prevents moisture absorption
2. dehydrated vegetables in instant noodles should contain high pores for their fast rehydration

Quality Changes Quality Changes -- PorosityPorosity
• If T < Tg; structural collapse is negligible (more porous) –freeze drying – porous dehydrated product
• If T > Tg; structural collapse is significant and shrinkage is proportional to the temperature difference – hardened
• If product experiences case hardening and crust formation, pores development is impeded
• Surface tension, structure, environment pressure and mechanisms of moisture transport play significant roles in the development of porosity

Quality Changes Quality Changes –– Porosity (formation of pores)Porosity (formation of pores)
• Formation of pores – with inversion point; without
• Extrinsic factors: temperature, pressure, relative humidity, gas atmosphere, air circulation, electromagnetic radiation applied in the process
• Intrinsic factors: chemical composition, initial structure
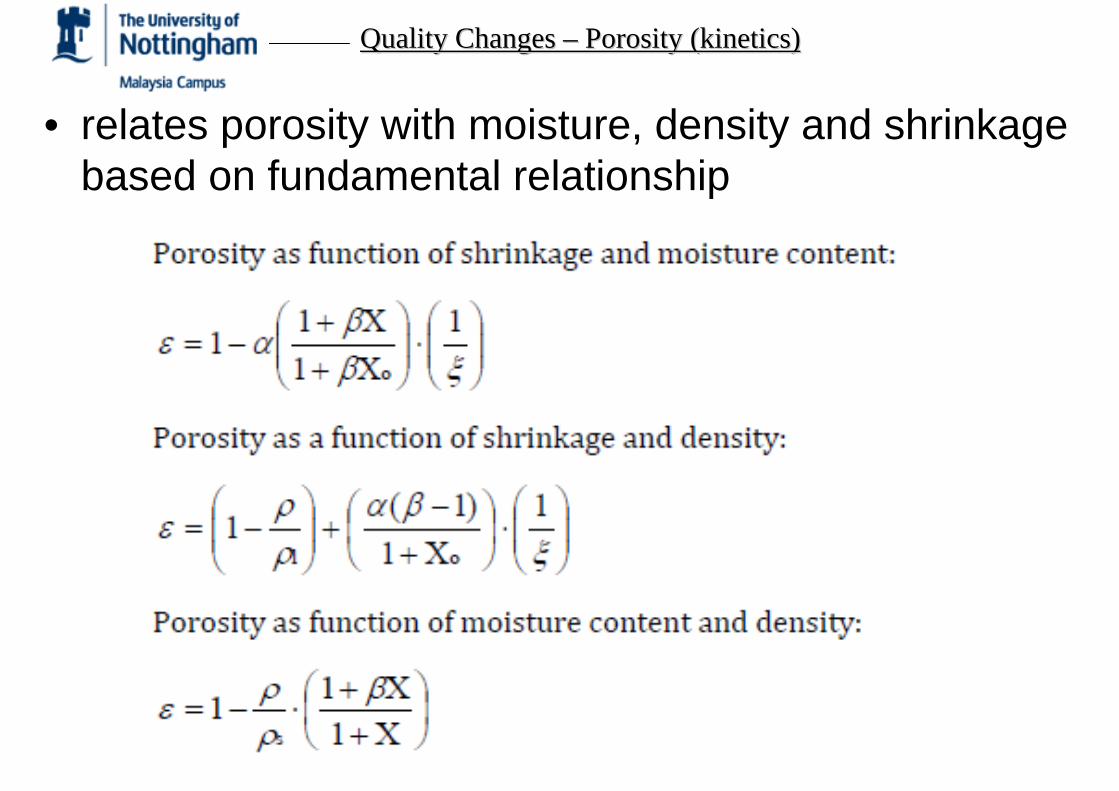
Quality Changes Quality Changes –– Porosity (kinetics)Porosity (kinetics)
• relates porosity with moisture, density and shrinkage based on fundamental relationship

Quality Changes Quality Changes –– Chemical Chemical -- FlavourFlavour
• Food aroma compounds - taste and odour
• Some flavour compounds – volatile – disappear
• Change in shape and texture may influence the microstructure of the food product and controls the release of flavour during processing and consumption
• Analysed via chemical analyses (e.g. by chromatography method) or sensory evaluation
• Chemical evaluation - quantitative details of the aroma compounds – no indication of consumer acceptance
• Sensory evaluation - comparing the test product to a reference sample and rating is given

Quality Changes Quality Changes –– Chemical Chemical -- FlavourFlavour
• Undesirable flavour - product spoilage
• Dried food with high fat content - rancid due to fat oxidation
• Oxygen level below 1% is effective in delaying rancidity, staleness and other deteriorative activities in dried food product
• High fat content dried food could also pick up foreign odour easily such as from smoke exhaust, drying with other strong odour materials, contaminated packaging bags and etc

Case Study Case Study –– Cocoa Cocoa FlavourFlavour
Excellent COCOA flavor quality
Heat pump drying using step-up profile gives flavor quality comparable to the world best flavor quality – Ghanaian cocoa bean standard
Heat pump drying using step-up profile gives flavor quality comparable to the world best flavor quality – Ghanaian cocoa bean standard
Source: Hii, C.L. & LAW, C.L. 2010. Drying Technology.

Quality Changes Quality Changes –– Chemical Chemical –– Water Activity (MC)Water Activity (MC)
• Food safety, food stability
• The removal of moisture content reduces the water activity during drying
• General rule of thumb – aw < 0.6 for safe storage
• Low aw inhibits the growth of various microorganisms and prevents oxidation and enzymatic reactions
Source: Timmons, 2007

Quality Changes Quality Changes –– Chemical Chemical –– Water Activity (MC)Water Activity (MC)
Source: Timmons, 2007

Quality Changes Quality Changes –– Chemical Chemical –– Water Activity (mold and Water Activity (mold and toxin)toxin)
• Mold can grow at aw low as 0.61
• Also dependant on temperature and pH
• Penicillium roqueforti germinates at aw 0.82 at 25C, 0.86 at 30C, stop at 37C
• Eurotium repens germinates at aw 0.70 at 30C, but at aw 0.74 at both 25 and 37C
• These fungi grow faster under acidic
• Toxins, notably mycotoxins in the case of feedstuffs, may be formed during the course of microbial growth, but not below 0.80 Aw
• Formation of mycotoxins depends on the type of mold, substrate and storage conditions - pH, temperature, aw
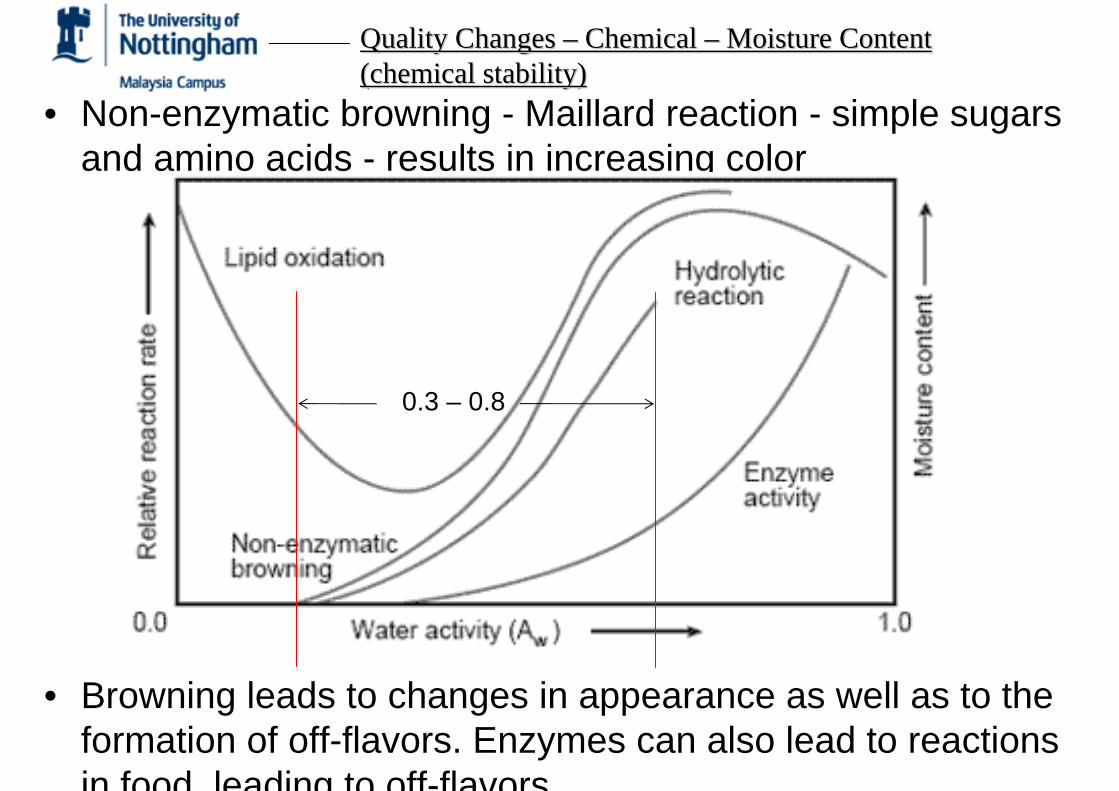
Quality Changes Quality Changes –– Chemical Chemical –– Moisture Content Moisture Content (chemical stability)(chemical stability)
• Non-enzymatic browning - Maillard reaction - simple sugars and amino acids - results in increasing color
• Browning leads to changes in appearance as well as to the formation of off-flavors. Enzymes can also lead to reactions in food leading to off-flavors
0.3 – 0.8
Quality Changes Quality Changes –– NutritionalNutritional–– Food NutrientsFood Nutrients
• Degrade during drying
• The magnitude of change depends on - foodstuff and the drying conditions
• Loss of nutrients can be minimized by applying:
1. Suitable pretreatments
2. Selection of appropriate dying method
3. Optimization of drying conditions
• Generally, nutritional loss increases with the severity in the process conditions during processing

Quality Changes Quality Changes –– NutritionalNutritional–– Food NutrientsFood Nutrients

Quality Changes Quality Changes –– NutritionalNutritional–– Food NutrientsFood Nutrients
• The degradation of a nutrient during drying can be described using a first order reaction model
)[N]k([N]
dt)[N]d([N]
dtd[N]
x0x0 −−=
−=
RTE
0
a
expkk−
=

Case Study Retention of Vitamin C in Case Study Retention of Vitamin C in SalakSalak
High retention of vitamin C in dehydrated SALAK FRUIT
17.7a
14.1b
12.4c
7.7e
10.0d11.4c
11.6c
13.6b
11.4c
5.9f
2.9h3.8g
12.3c
0
2
4
6
8
10
12
14
16
18
20
H1 H2 H1H2 H2H2 H2B5 H2B6 H2B7 FDWOL FDWL HA40 HA50 HA70 HA90
Heat pump drying Freeze drying Hot air drying
Asc
orbi
c ac
id c
once
ntra
tion
(mg/
100g
dw
)
Hot air and blanching at high temperature is detrimental to Vitamin C. HPD retains very high content of Vitamin C
Hot air and blanching at high temperature is detrimental to Vitamin C. HPD retains very high content of Vitamin C
Source: Ong, S.P. & LAW, C.L. 2010. Drying Technology.
Blanching at higher temperature reduces the retention
Hot air drying at higher temperature reduces the retention

Quality Changes Quality Changes –– NutritionalNutritional–– AntioxidantAntioxidant
• Antioxidants - beneficial to human health
• Antioxidants from plant chemical:
1. Vitamin C
2. Vitamin E
3. Carotenoids
4. Polyphenols
5. Melanoidins
6. Indoles
7. Sensitive to heat – drying - thermal degradation – loss of nutrients
0
2
4
6
8
10
12
Oven (50°C) Oven (50°C,1.4 m/s)
VaccumOven (50°C,
50 mbar)
VaccumOven (50°C,100 mbar)
VaccumOven (50°C,200 mbar)
HPD FD
Drying methods
Cru
de G
anod
eric
Aci
ds C
onte
nt (x
10-6
g/g
dry
wt.)
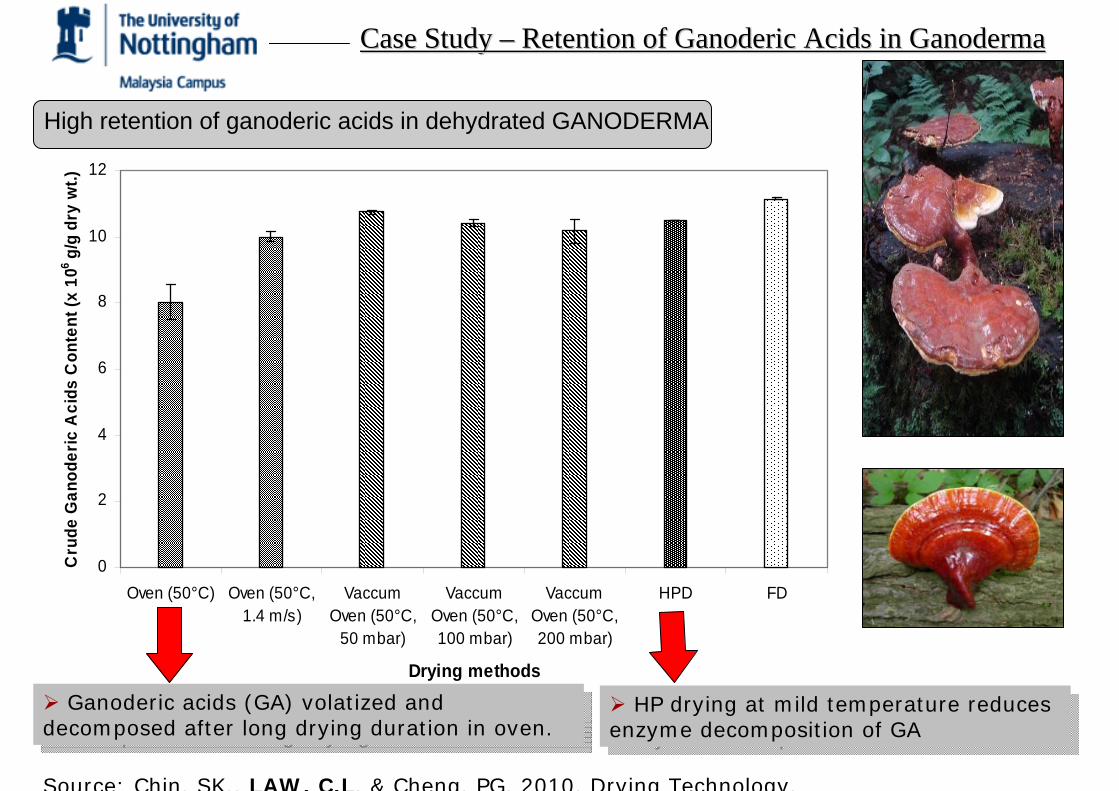
Case Study Case Study –– Retention of Retention of GanodericGanoderic Acids in Acids in GanodermaGanoderma
High retention of ganoderic acids in dehydrated GANODERMA
Ganoderic acids (GA) volatized and decomposed after long drying duration in oven.
Ganoderic acids (GA) volatized and decomposed after long drying duration in oven.
HP drying at mild temperature reduces enzyme decomposition of GA
HP drying at mild temperature reduces enzyme decomposition of GA
Source: Chin, SK., LAW, C.L. & Cheng, PG. 2010. Drying Technology.

Quality Changes Quality Changes –– Biological Biological –– Microbial GrowthMicrobial Growth
• Microbiological specifications
1. Mould and yeast
2. E. coli
3. Salmonella
4. and etc.
• Failure to comply with these specifications could cause fatality upon consumption of the food product.
Quality Changes Quality Changes –– Biological Biological -- MycotoxinsMycotoxins
• Mycotoxins have been shown to be potent carcinogens, mutagens and tetratogens
• The most important groups of mycotoxins present in food
1. Aflatoxins
2. Ochratoxins
3. Trichothecenes
4. Zearzlenone
5. Fumonisins
• The occurrence of these toxins can be traced prior to harvest and also during storage if moisture exceeds the critical value for mould growth (aw=0.65)

Quality Changes Quality Changes –– Biological Biological -- MycotoxinsMycotoxins
• The most common mycotoxin-producing fungi:
1. Aspergillius flavus
2. Aspergillius parasiticus
3. Aspergillius ochraceus
4. Fusarium verticillioides
5. Fusarium graminearum
6. Penicillium spp.
• EU standard for total aflatoxins in all food is 4 ng/g (other than peanuts) and 15 ng/g in peanuts

Quality Changes Quality Changes –– SensorySensory

Closing RemarksClosing Remarks
• Drying causes physical and chemical changes that influence:
1. quality attributes (e.g. colour, texture, shrinkage, porosity, rehydration, flavor and nutrients)
2. the level of acceptance of the product by consumers (sensory).
• Important quality criteria should be fulfilled:
1. successful market acceptance
2. safe consumption
• Appropriate means should be used to monitor and evaluate these quality attributes

47
- Thank You -