
WHRB Tender Specification Document · WHRB Tender Specification Document Page 2 of 26 2. Design...
26
WHRB Tender Specification Document Page 1 of 26 Tender Specification Document Title of the work: Design, Fabrication, Inspection, Testing, Supply, Erection & Commissioning of Waste Heat Recovery Boiler Part I: Technical Specifications 1.0 Purpose: Waste Heat Recovery Boiler (WHRB) is meant for generating steam from waste heat of process at the CNA/N2O4 production plant, Propellant Complex, Rasayani 1.1 SCOPE OF WORK i) The scope of work involves Design, Fabrication, Inspection, Testing, Supply, Erection & Commissioning of Waste Heat Recovery Boiler (WHRB). ii) The intended WHRB is proposed to be a one – to – one replacement of existing unit in the operational CNA / N2O4 plant. Hence the new unit has to be dimensionally correct and performance shall match the requirements of the existing unit. iii) In the technical bid, bidder shall enclose the copies of design reports of similar work carried out earlier to ascertain the bidder’s design capabilities. iv) If any advanced features based on the modern improvements in Design are to be implemented mainly to address the operating conditions (as mentioned under 2.4 of this document), the same shall also be proposed in the technical bid. v) The successful bidder shall submit detailed design calculations to Purchaser before fabrication. vi) Mechanical Design shall be approved by IBR vii) Overall dimensions and nozzle details shall be as per attached drawing. This drawing is only meant to indicate the dimensions of the existing unit. viii) The detailed fabrication drawing as per approved design of new unit and having outer dimensions equal to existing unit shall be proposed by the successful bidder. ix) Fabrication shall be taken up only after the drawing approval from the purchaser. Fabrication drawings and plan shall also be approved by IBR Authority. x) The detailed specifications are as per this tender specification document for Design, Fabrication, Inspection, Testing, Supply, Erection & Commissioning of Waste Heat Recovery Boiler to Propellant complex, Rasayani, ISRO (PCRI), Govt. of India, Dist.; Raigad, Maharashtra PIN-410207. xi) The scope of work also includes the removal of existing Waste Heat Recovery Boiler from the plant. The bidder shall arrange necessary equipments & resources to execute the removal of existing Waste Heat Recovery Boiler. The schedule of these works for execution shall be discussed with the purchaser and to be finalized before dispatch of the new unit to PCRI. xii) Quantity Required – 01 Unit
Transcript of WHRB Tender Specification Document · WHRB Tender Specification Document Page 2 of 26 2. Design...

WHRB Tender Specification Document
Page 1 of 26
Tender Specification Document
Title of the work: Design, Fabrication, Inspection, Testing, Supply, Erection & Commissioning of Waste Heat Recovery Boiler
Part I: Technical Specifications
1.0 Purpose: Waste Heat Recovery Boiler (WHRB) is meant for generating steam from waste heat of
process at the CNA/N2O4 production plant, Propellant Complex, Rasayani
1.1 SCOPE OF WORK
i) The scope of work involves Design, Fabrication, Inspection, Testing, Supply,
Erection & Commissioning of Waste Heat Recovery Boiler (WHRB). ii) The intended WHRB is proposed to be a one – to – one replacement of existing unit
in the operational CNA / N2O4 plant. Hence the new unit has to be dimensionally correct
and performance shall match the requirements of the existing unit.
iii) In the technical bid, bidder shall enclose the copies of design reports of similar
work carried out earlier to ascertain the bidder’s design capabilities.
iv) If any advanced features based on the modern improvements in Design are to be implemented mainly to address the operating conditions (as mentioned
under 2.4 of this document), the same shall also be proposed in the technical bid.
v) The successful bidder shall submit detailed design calculations to Purchaser
before fabrication. vi) Mechanical Design shall be approved by IBR
vii) Overall dimensions and nozzle details shall be as per attached drawing. This
drawing is only meant to indicate the dimensions of the existing unit.
viii) The detailed fabrication drawing as per approved design of new unit and having
outer dimensions equal to existing unit shall be proposed by the successful bidder.
ix) Fabrication shall be taken up only after the drawing approval from the purchaser.
Fabrication drawings and plan shall also be approved by IBR Authority.
x) The detailed specifications are as per this tender specification document for
Design, Fabrication, Inspection, Testing, Supply, Erection & Commissioning of Waste
Heat Recovery Boiler to Propellant complex, Rasayani, ISRO (PCRI), Govt. of India,
Dist.; Raigad, Maharashtra PIN-410207. xi) The scope of work also includes the removal of existing Waste Heat Recovery Boiler from the plant. The bidder shall arrange necessary equipments & resources to execute the removal of existing Waste Heat Recovery Boiler. The schedule of
these works for execution shall be discussed with the purchaser and to be finalized before dispatch of the new unit to PCRI.
xii) Quantity Required – 01 Unit
WHRB Tender Specification Document
Page 2 of 26
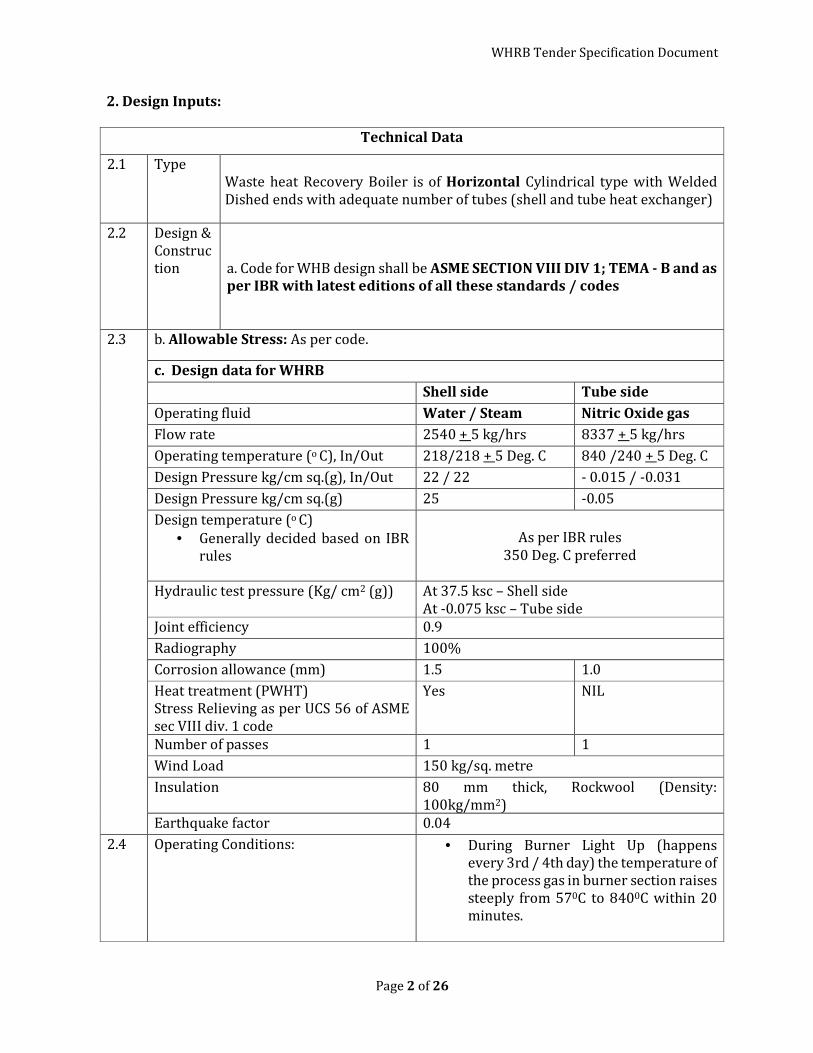
2. Design Inputs:
Technical Data
2.1
Type Waste heat Recovery Boiler is of Horizontal Cylindrical type with Welded
Dished ends with adequate number of tubes (shell and tube heat exchanger)
2.2 Design &
Construc
tion
a. Code for WHB design shall be ASME SECTION VIII DIV 1; TEMA - B and as per IBR with latest editions of all these standards / codes
2.3 b. Allowable Stress: As per code.
c. Design data for WHRB
Shell side Tube side
Operating fluid Water / Steam Nitric Oxide gas
Flow rate 2540 + 5 kg/hrs 8337 + 5 kg/hrs
Operating temperature (o C), In/Out 218/218 + 5 Deg. C 840 /240 + 5 Deg. C
Design Pressure kg/cm sq.(g), In/Out 22 / 22 - 0.015 / -0.031
Design Pressure kg/cm sq.(g) 25 -0.05
Design temperature (o C)
• Generally decided based on IBR
rules
As per IBR rules
350 Deg. C preferred
Hydraulic test pressure (Kg/ cm2 (g)) At 37.5 ksc – Shell side
At -0.075 ksc – Tube side
Joint efficiency 0.9
Radiography 100%
Corrosion allowance (mm) 1.5 1.0
Heat treatment (PWHT)
Stress Relieving as per UCS 56 of ASME
sec VIII div. 1 code
Yes NIL
Number of passes 1 1
Wind Load 150 kg/sq. metre
Insulation 80 mm thick, Rockwool (Density:
100kg/mm2)
Earthquake factor 0.04
2.4 Operating Conditions: • During Burner Light Up (happens
every 3rd / 4th day) the temperature of
the process gas in burner section raises
steeply from 570C to 8400C within 20
minutes.

WHRB Tender Specification Document
Page 3 of 26
Technical Data
• WHRB is at ambient temperature
before startup. Hence, before the
burner light up preheating of WHRB is
being done by injecting steam to WHRB
and burner basket to raise the
temperature from ambient to about
1000C.
2.5 Engineering Data of existing WHRB • Surface Area: 197m2
• Heat exchanged: 1245000 kcal/hr
• Mean temperature difference
corrected: 1610C
• Overall Heat transfer coefficient: 42
kcal/m2 hr 0C
• Empty Weight:6950 kgs
• Weight with full of water:9950 kgs
2.6 Material selection • Proposed materials are as per Table-1.
However, designer may propose
superior alternative materials, if any, in
the technical bid itself for the
consideration of the purchaser along
with separate proposal in the
commercial offer.

WHRB Tender Specification Document
Page 4 of 26
Table-1
Proposed Material Specifications for Waste Heat Recovery Boiler
Sl
No Components
Material as per following codes
& standards of ASTM / IS
1 Shell plate SA 515 Gr 60 /70 or SA285 Gr C or
SA 516 Gr 60 /70
2 Tube Sheet SA 515 Gr 60
3 Tube A 179
4 Baffle Plate IS 2002 Gr B / SA285 Gr C
5 Pad plate for lug support SA 516 Gr 60
6 Stud and Nuts A193GrB7/A194Gr2H
7 Gaskets As per Drawing / Design
8 Gusset for lug support IS 2002 Gr B
9 TOP Plate IS 2002 Gr B
10 Gusset plate IS 2002 Gr B
11 All nozzle flanges, Blind flange A 105
12 All Nozzle neck A 106 Gr B
13 Anchor bolt IS226
14 Slide plate IS226
15 Stiffeners IS 2002 Gr B
16 R.F PAD for nozzles SA 516 Gr 60
17 Baffles IS 2002 Gr B
18 Carbon content of all welded parts shall be less than 0.22%
Additional Requirements of Material selection, Design, Fabrication & Testing
2.7 The raw materials for tubes and tubesheets shall be produced by electric arc melting
process.
2.8 Autogenous welding process: Only automatic TIG is acceptable by orbital welding
machine
2.9 WHRB consists of LHS & RHS tubesheets in which tube holes are to be drilled in a circular
pitch. Each hole shall be provided with two inside grooves at a distance of 10mm & 20mm
from the inner face of tubesheets for additional longitudinal load resistance of tubes.
2.10 The tubes shall be rolled & seal welded to tubesheets at both the ends.
2.11 The strength rolling (7-10% thinning) of tubes is carried out during which expanded
tubes grips inside the grooves. This arrangement also acts as a mechanical seal for
arresting the entry of water into the gap between the tube OD & tubesheet hole. Thus,
deep crevices are eliminated in the design by strength rolling of tubes in the tubesheets.
2.12 Face grooves are machined with tight tolerances on face of each hole on the tubesheet
which provides a thinner section for seal/lip welding to get the desired weld profile. This
also helps in minimizing the heat input required for seal welding and makes a perfect
fusion of the base materials (tube & tubesheet).
2.13 Even though conventional heat exchanger tube to tubesheet joints are executed first by
welding and then rolling, WHRB tube to tubesheet joints are proposed first by rolling by
using mechanical tube expanders and then single pass seal welding by automatic pulsed
TIG welding process without addition of filler wire.

WHRB Tender Specification Document
Page 5 of 26
2.14 This is to avoid probable stresses induced in the welds during tube expansion step which
may result in subsequent failure of the weld joints during transient WHRB operating
conditions.
2.15 The automatic welding process ensures repeatability & consistency in quality of tube to
tubesheet weld joints.
2.16 The process parameters of welding like pre - purge time, up slope, speed of welding, down
slope, post purge time. The weld quality with respect to shape and soundness shall be
controlled by process parameters.
2.17 Tube to tubesheet seal welding shall be carried out by autogenous pulsed TIG process
after rolling. The seal weld is subjected for visual examination and fluorescent LPE as per
ASTM E-165 type-1, method C for examination of lack of fusion at the edge of hole in the
tubesheet, surface pores, cavities, cracks etc.
2.18 Tubes to be expanded before and after tube to tube-sheet welding.
2.19 Tube Pitch is to be considered as triangular pitch.
2.20 Baffle are to be considered for tube support, care should be taken for water circulation.
2.21 Construction and workmanship to be followed as per IBR / ASME requirements.
2.22 WELDING Welding shall be carried out by autogenous pulsed TIG process after rolling only. Orbital welding
machine shall be used.
2.19 RADIOGRAPHY and DP TESTS:
i) Radiography : Spot – 10% + all T joints. All welds shall be DP tested. The dye used
for Dye-penetrant test shall not have chlorides more than 50 PPM (Preferable
brands: Magnaflux / Checkmate).
ii) Radiographs have to be carried out using x-ray Source with a sensitivity of 2-2T as
per ASME sec V.
2.20 HEAT TREATMENT: Heat treatment (PWHT): Stress Relieving as per UCS 56 of ASME sec VIII div. 1 code at
5930C with a hold time of 1 hr. shall be carried out for shell only.
2.21 NOZZLES: As per drawing
i) All nozzles to shell welds (Root & Final run) shall be examined by DP test.
ii) All nozzles fabricated from plates shall be 100% radio graphed.
2.22 TESTING: A) Testing of materials: As per IBR Authority.
1. All materials used shall be tested as per Code in the Reputed Govt. approved
testing labs before fabrication.
2. The plates/pipes/tubes used for construction of Equipment shall also be ensured free from any lamination and manufacturing defects by
100% ultrasonic testing as per Practice ASTM A-435.

WHRB Tender Specification Document
Page 6 of 26
3. Material Test certificates shall be furnished to purchaser for approval
before start of fabrication.
B) Hydraulic Pressure Test: i) Hydraulic test is to be conducted for shell side of WHRB. The test pressure shall
be as per design code and same shall be carried-out in the presence of IBR
Authority & purchaser. Clean potable water with chloride content less than 25
PPM, shall be used for hydro testing.
ii) After the final hydraulic pressure test, the vessel has to be degreased and painted. iii) The cleaning is to be carried out for both inside and outside surfaces of the
Equipment.
C) Pneumatic Leak Test: After Hydro test, pneumatic test for both the sides (shell & tube) of WHRB shall
be carried out individually with suitable closures using dry Nitrogen gas with dew point of minus 40 Deg. C or better and leak check with soap solution.
2.23 QAP to be prepared prior to fabrication and testing and shall be submitted to the IBR
Authority/ Purchaser for approval. During the course of fabrication, different stages of
inspection are to be identified. At every stage, purchaser’s clearance has to be obtained.
2.24 The fabrication shall be carried out using tested and qualified materials only.
2.25 Equipment shall be provided with nozzles as indicated in the drawing.
2.26 The proposed QAP is as per Annexure - I
2.27 The recommended cleaning procedure to be followed for the fabricated equipment shall be
as per Annexure – II
2.28 The bidder shall fill the proforma as per Annexure- III and submit along with technical offer.
2.29 Special Conditions
a. The waste heat Recovery Boiler shall be fabricated under the inspection of IBR
Authority.
b. At the time of submitting technical bid, party shall quote the names of IBR
authority that will be engaged during the course of entire work.
c. At the time of submitting technical bid, party shall attach documentary evidence
indicating IBR approval of the fabrication shop.
d. If the bidder is not a manufacturer, then bidder shall attach Authorized dealer
certificate or a valid partnership agreement or technical collaboration agreement
or authorized designer – business relationship agreement between designer &
fabrication agency along with technical bid.
e. Bidder shall enclose his/her credentials demonstrating Design Capabilities of
Waste Heat Recovery Boiler or similar IBR inspected heat exchanger or equivalent
equipment in the form of earlier works executed with the documentary evidence.

WHRB Tender Specification Document
Page 7 of 26
f. PCRI reserves the right to reject any of the offers at technical/financial stage, if the
same is not meeting the specifications without any future communication.
g. Detailed technical offer shall be submitted by the bidder under the “Vendor
Solicited Documents” section on our e-procurement portal elaborating proposed
design scheme, major heat transfer calculations, important technical parameters,
etc.
h. IBR Authority Inspection charges for both at Manufacture’s site as well as
purchaser’s erection site shall be quoted in the price bid. (Charges will be paid
against submission of documentary evidence. The charges will be paid “on actuals”
or quoted price, whichever is lower)
i. Annexure – VII shall be filled as part of specifications compliance while submitting
the offer in On-line mode.
3.0 PART-II GENERAL CONDITIONS OF SUPPLY
3.1 Submission of drawings to the purchaser for approval prior to taking up fabrication.
a. Bidder shall prepare detailed fabrication drawings and submit to Purchaser / IBR
authority within 2-3 weeks of placing the order.
b. In case of any clarifications, the supplier shall contact purchaser through e-mail /
letter, after satisfactory reply only he shall proceed further. 3.2 Monitoring
a. The IBR Authority / Purchaser will monitor the progress of work during the course of
fabrication.
b. After receipt of the order, the fabricator should prepare a detailed PERT chart showing
all mile stone activities of fabrication, testing, chemical cleaning etc., and submit to the
IBR Authority for approval. The approved PERT shall not be modified without the
concurrence of the Purchaser.
3.3 The bidder shall engage IBR Authority, only as per Government of Maharashtra
authorized person. IBR approved private agency will not be accepted.
The inspection Charges for IBR Authority Inspection shall be paid “On Actuals” against
submission of documentary proof. However, the approximate IBR Authority inspection
charges shall be quoted separately.
3.4 Delivery:
a. Transportation, Erection and commissioning shall be carried out by the bidder at Propellant Complex Rasayani, Tal.: Panvel, Dist.: Raigad, PIN-410207, Maharastra.
b. All necessary Equipments like welding machine, Gas cutting set, Grinding M/C, etc, and
Consumables like Welding Electrodes, Gases, Grinding Wheels, paints, brushes, etc.,
including material handling support, skilled and semi-skilled labour required for carrying
out the above work shall be in the scope of the bidder.

WHRB Tender Specification Document
Page 8 of 26
c. During activities at Propellant Complex Rasayani, Electrical supply for welding,
Drilling/Grinding etc., shall be provided at a
single point at free of cost by the purchaser. However further
distributions shall be made by the contractor thorough proper
distribution boards which meets the safety standards.
d. The equipment shall be fabricated, tested and delivered within 4 months from the date
of PO release. All open ends of nozzles shall be dummied with end caps / blinds at the
time of delivery.
3.5 Production Master File
The successful bidder along with the consignment shall supply three copies of
production master files. Production master file should contain the following.
- Purchaser Order
- Fabrication Drawings (As – built) 3 COPIES approved by IBR Authority.
- Bill of Materials
- Materials Test Certificates
- WPS, WPQ, PQR and Welding Layouts
- Radiographic reports with sketch
- Pneumatic and Hydrostatic test certificates
- Certificates of clearance
- Name plate details.
All the above reports / test results shall be bound neatly.
3.6 One set of soft copy of as-built drawings approved by IBR Authority shall be supplied to
the purchaser
3.7 All the testing charges like UT of plates/pipes, IGC, NDT, mechanical & chemical testing,
etc., should be included in the quotation.
3.8 All radiography films pertaining to the equipment shall be submitted to the Purchaser.
3.9 General Conditions :
3.9.1 Bidder shall carefully study all the points mentioned in the general notes of the enclosed
drawing and incorporate the same as and where applicable.
3.9.2 Any deviations, whatsoever from these specifications mentioned above shall be clearly
mentioned in the technical bid.
3.9.3 Bidder shall clearly mention exceptions / deviations, if any as per Annexure – V
3.9.4 Bidder shall mandatorily fill Annexure – VI and upload
3.9.5 The bidder shall submit the details as per Annexure – III & IV indicating the bidder’s
understanding of the technical requirements and company profile compliance status.

WHRB Tender Specification Document
Page 9 of 26
4.0 TWO PART BID: Bidders shall quote the tender in two-part bid basis. Technical bid shall be
evaluated first, only technically suitable bidders quotes are eligible for opening of price bid.
4.1 Technical BID QUALIFICATION CRITERIA
Bidders who are qualifying / meeting following Technical and financial criteria are eligible to be
considered for further evaluation. Bidder shall furnish all the information mentioned in the
criteria with documentary proof and submit along with quotation. Bids of the parties which are
not meeting the following criteria will not be considered for evaluation and will be rejected
without seeking any further clarifications.
4.1.1. Technical Qualification Requirements:
a. The bidder shall meet the technical specification and other requirements and shall submit
relevant certificates to establish his credentials.
b. The Bidder shall be a party who has already executed similar / identical works with
minimum 3 years of experience in executing similar fabrication works of boilers, heat exchangers, etc. under the IBR authority inspection and having IBR approved fabrication shop
4.1.2. Financial Qualification Requirements:
a. Documentary proof shall be submitted with the offer indicating execution of at least one
order of value of Rs. 30 lakhs or two orders of value of Rs 20 Lakhs each or three orders
of Rs. 15 Lakhs each during preceding three Audited financial years.
b. IT/ TDS certificate shall be submitted with Loss & Profit statement for previous three
years.
c. Bidder shall submit audited statement of financial status for previous three years.
d. Bidder shall submit audited statement of financial status for preceding three years.
4.1.3 The following documents shall be submitted along with the bid for prequalification of
Bidder:
a. Firm establishment certificate and nature of work or the documents as listed under 2.29
of this document.
b. Details of work of similar type completed by providing copies of purchase orders.
c. Satisfactory work Completion certificates from the clients, with the work order copies
d. Copy of the purchase orders related to similar type of works under Execution, if any,
with purchase order name and address.
4.1.4 Bid Selection Procedure and Process of Pre-Qualification
a. Short listing based on documents submitted, satisfying all the eligibility criteria given
above by the firm or individual along with their Bid / application. (Non-submission of
any document as given in above list within stipulated time leads to rejection of Bid).
b. Subsequently Bidder's competency, their technical achievements and financial status
will be evaluated suitable for this work. Feedbacks from Bidder's clients will be
verified, if required.
Party evaluation:

WHRB Tender Specification Document
Page 10 of 26
c. Visit to vendor’s premises by our technical team for accessing the technical capabilities
of bidder, if required.
d. The documents listed in Sl. No. 4.1.1 to 4.1.3 of this section will be reviewed by the
purchaser during factory visit, if required.
e. It is proposed to evaluate the bidder based on the previous experience in execution of
the similar nature of works. The supplier has to furnish/confirm the details as enclosed
in the vendor evaluation format as per Annexure – IV.

WHRB Tender Specification Document
Page 11 of 26
4.2 Price Bid
To be Filled On-line only
S. No
Description Unit
Unit Cost
GST, % Landed
Cost
(in Rs.)
1
Cost of Design, Fabrication, Inspection,
Testing, Supply, Erection &
Commissioning of new WHRB and
Removal of old WHRB at Propellant
Complex, Rasayani
1 lot
To be filled On-line Only
2
Approximate IBR Authority Inspection
charges for both at Manufacture’s site as
well as purchaser’s erection site
(Charges will be paid against
documentary evidence “on actuals” or
quoted cost, whichever is lower )
1 lot
To be filled On-line Only

WHRB Tender Specification Document
Page 12 of 26
ANNEXURE-I
SCOPE OF INSPECTION: AS PER QAP The equipment shall be fabricated under the inspection of IBR Authority/Purchaser
Representative as per the following QAP
PROPOSED INDICATIVE QUALITY ASSURANCE PLAN (QAP)
Sl. No.
Characteristics / type of check
Ref. Document
Method of check
Quantum of check
Manufac-turer
QC
IBR
Authority
Purc
haser
1.a Identification of plate material
with Mill T/C & ultrasonic T/C. As per PO Visual 100% H 100% R R
1.b Identification of material for
plates, pipes, fittings, etc. As per PO Visual 100% H 100% R R
2 Review of fabrication drawings
and Design Calculation
As per PO/
drawing
Material as
per design 100% H 100% R R
3 Review of welding procedure &
Qualification AWS Review 100% H 100% R R
4 Checking of root run & final
weld by dye Penetrant test As per PO Visual 100% W 100% R R
5 Marking of nozzle orientation As per
drawing
Location of
nozzle 100% W 100% W R
6 Dye Penetrant test on all fillet
welds. As per PO Visual 100% W 100% R R
7 Visual & Dimensional
inspection
As per
approved
drawing
Dimension 100% W 100% W R
8 Fit up of nozzles and welding As per std Visual 100% W 100% W R
9 Evaluation of radiography films
of weld joints As per PO
Film
evaluation 100% W 100% R R
10 Stress relieving As per PO Graph 100% W 100% W R
11 Mechanical cleaning at
accessible places. As per PO Visual 100% W 100% R R
12
Hydraulic test of Shell and Tube
shall be done separately for
WHRB as per design code
As per PO
Pressure
hold
method
100% W 100% W W

WHRB Tender Specification Document
Page 13 of 26
Sl. No.
Characteristics / type of check
Ref. Document
Method of check
Quantum of check
Manufac-turer
QC
IBR
Authority
Purc
haser
13 Pneumatic leak test
(separate for tubes & shell) As per PO
Pressure
hold
method
100% W 100% W W
14 Painting As per PO Visual 100% W 100%
R R
15 Filling with dry nitrogen at 0.5
bar (g) As per PO
Gauge
reading 100% W 100% W R
16 Stamping of the vessel and issue
of certificates As per PO Visual 100% R 100% W R
17 Verification of Material test
certificates As per PO Review 100% R 100% R R
18 Insulation As per PO Review 100% R 100% R R
19 Removal of existing WHRB As per PO Review 100% R -- R
20
Mounting of WHRB at site at
identified location &
commissioning including IBR
certification on mounting of
new unit at PCR
As per PO Review 100% W 100% W W
21 Production master file As per PO Document 100% R -- R
Legend: R – Review, W – Witness, H – Hold. Note:
The purchaser reserve right to participate in the Inspection at any stage of fabrication & the supplier has to intimate the work progress periodically.

WHRB Tender Specification Document
Page 14 of 26
ANNEXURE-II PROCEDURE FOR CLEANING & PAINTING
i) Mechanical Cleaning: All metallic surfaces inside and outside having scales and foreign materials and all welded
surfaces shall be cleaned. This can be done by scrubbing with metallic brush (Stainless
Steel) followed by buffing to get a polished surface. The loose scales and powders
obtained from the above process shall be cleaned by blowing, sucking or washing with
water. Mechanical cleaning and buffing shall be carried out after stress relieving, but before hydro test.
ii) Method for: a) Degreasing :
Degreasing has to be done by soaking in acetone at 60 Deg. to 70 Deg. C for at least 2 hours
or till satisfaction.
b) Passivation: The composition of passivation solution shall be as follows;
Sodium nitrite : 1 to 2%
Di-sodium hydrogen phosphate : 0.5 to 1%
Water : Balance %
Temperature : 70 deg. C
Duration :2 to 3 hours
c) Pickling:
The composition of pickling solution shall be as follows;
Hydrochloric acid : 5 to 15%
Inhibitor : 0.5 to 1%
Non-ionic wetting agent : 0.005%
Water : Balance %
Duration : 2 to 6 hours
Temperature : Ambient
The bath solution shall be changed if the level of iron in the batch reaches 8 g/liter
d) Drying The drying is done to remove water and this is done as given below:
Passing dry Nitrogen /Air having dew point less than –40 Deg. C and free from oil and grease
(less than 10 PPM) at 60 Deg. C till the moisture level at the exit comes to the inlet concentration
value.
e) Painting Carbon steel surfaces to be sand blasted & TWO coats of Red Oxide Primer to be applied
120 to 130 microns DFT followed by 30-40 microns of finish coat on outer surface of the
vessel.
WHRB Tender Specification Document
Page 15 of 26
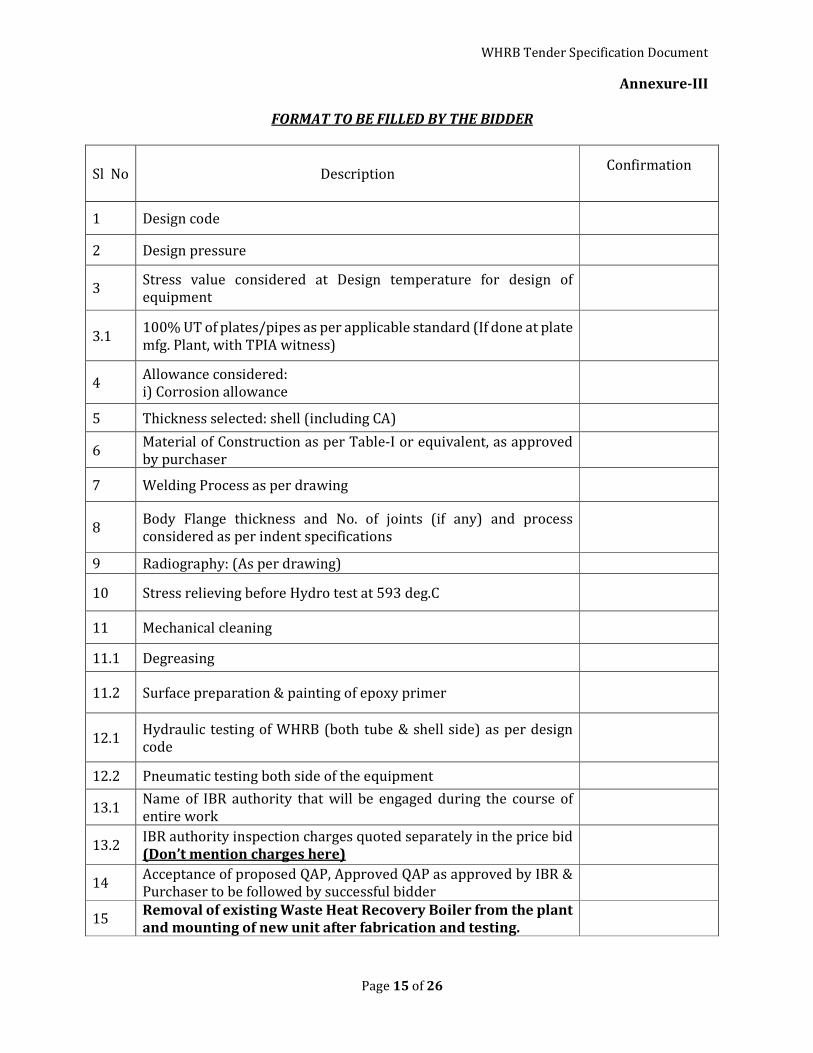
Annexure-III
FORMAT TO BE FILLED BY THE BIDDER
Sl No Description Confirmation
1 Design code
2 Design pressure
3 Stress value considered at Design temperature for design of
equipment
3.1 100% UT of plates/pipes as per applicable standard (If done at plate
mfg. Plant, with TPIA witness)
4 Allowance considered:
i) Corrosion allowance
5 Thickness selected: shell (including CA)
6 Material of Construction as per Table-I or equivalent, as approved
by purchaser
7 Welding Process as per drawing
8 Body Flange thickness and No. of joints (if any) and process
considered as per indent specifications
9 Radiography: (As per drawing)
10 Stress relieving before Hydro test at 593 deg.C
11 Mechanical cleaning
11.1 Degreasing
11.2 Surface preparation & painting of epoxy primer
12.1 Hydraulic testing of WHRB (both tube & shell side) as per design
code
12.2 Pneumatic testing both side of the equipment
13.1 Name of IBR authority that will be engaged during the course of
entire work
13.2 IBR authority inspection charges quoted separately in the price bid
(Don’t mention charges here)
14 Acceptance of proposed QAP, Approved QAP as approved by IBR &
Purchaser to be followed by successful bidder
15 Removal of existing Waste Heat Recovery Boiler from the plant and mounting of new unit after fabrication and testing.

WHRB Tender Specification Document
Page 16 of 26
Annexure - IV
VENDOR EVALUATION FORMAT
The Bidder must submit the following table with documentary proof to confirm his acceptance
to meet the requirements detailed above, without which the offer will not be considered.
SR.
NO.
DESCRIPTION To be filled / confirmed by
the bidder
1. Name of Company
2. Address of Company
3. Type of Company (Proprietary/Pvt. Ltd /Public
Ltd/Joint Venture/Consortium)
4. Registration number
5. Year of inception of the company
6. Registered address
7. Name & address of the office of the Chief Executive
of the company
8. Name & Designation of the officer of the Bidder to
whom all correspondence shall be made for
expeditious technical/ commercial co-ordination.
Telephone number
Fax number
E-mail address
9. Bidder’s previous track record: The Manufacturer
should be a Company/Society/Firm registered
since last 3 (three) years or more.
10. Locations of the Branches of Company (if any)
11. Annual turn-over of the company for the last three
years
12. IT returns for the last 3 years
13. Enclose copies of the similar Purchase Orders
executed
WHRB Tender Specification Document
Page 17 of 26
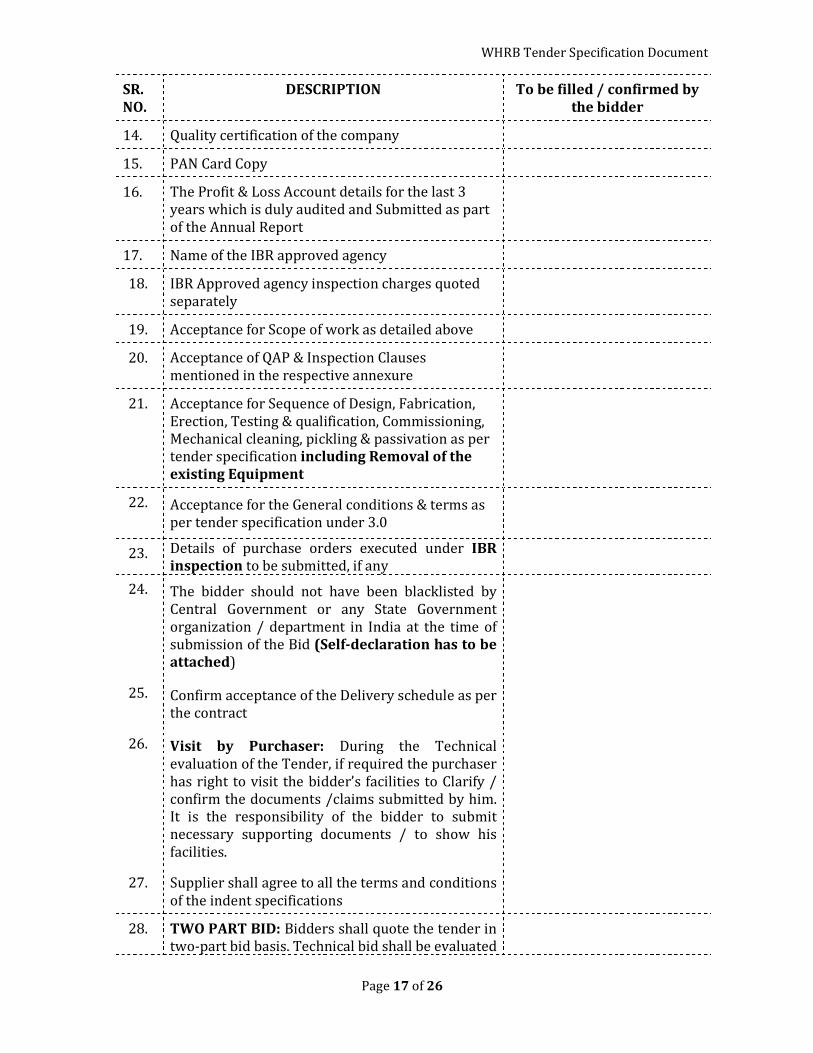
SR.
NO.
DESCRIPTION To be filled / confirmed by
the bidder
14. Quality certification of the company
15. PAN Card Copy
16. The Profit & Loss Account details for the last 3
years which is duly audited and Submitted as part
of the Annual Report
17. Name of the IBR approved agency
18. IBR Approved agency inspection charges quoted
separately
19. Acceptance for Scope of work as detailed above
20. Acceptance of QAP & Inspection Clauses
mentioned in the respective annexure
21. Acceptance for Sequence of Design, Fabrication,
Erection, Testing & qualification, Commissioning,
Mechanical cleaning, pickling & passivation as per
tender specification including Removal of the
existing Equipment
22. Acceptance for the General conditions & terms as
per tender specification under 3.0
23. Details of purchase orders executed under IBR inspection to be submitted, if any
24. The bidder should not have been blacklisted by
Central Government or any State Government
organization / department in India at the time of
submission of the Bid (Self-declaration has to be attached)
25. Confirm acceptance of the Delivery schedule as per
the contract
26. Visit by Purchaser: During the Technical
evaluation of the Tender, if required the purchaser
has right to visit the bidder’s facilities to Clarify /
confirm the documents /claims submitted by him.
It is the responsibility of the bidder to submit
necessary supporting documents / to show his
facilities.
27. Supplier shall agree to all the terms and conditions
of the indent specifications
28. TWO PART BID: Bidders shall quote the tender in
two-part bid basis. Technical bid shall be evaluated

WHRB Tender Specification Document
Page 18 of 26
SR.
NO.
DESCRIPTION To be filled / confirmed by
the bidder
first, only technically suitable bidders shall be
allowed for price bid.
SIGNATURE :
NAME :
DESIGNATION:
DATE :

WHRB Tender Specification Document
Page 19 of 26
Annexure V
EXCEPTIONS AND DEVIATIONS
In line with Proposal Document, Bidder may stipulate Exceptions and deviations to the Proposal
conditions if considered unavoidable.
SL.NO
Reference in Specification
Purchaser Spécification
Offered Spécification
DEVIATION
PAGE
NO CLAUSE
NO
NOTE : Only deviations are to be written in this Annexure.
Any deviations taken by the Bidder to the stipulations of the Proposal document shall be brought
out strictly as per this format and enclosed along with the bid.
Any deviations not brought out as per this Proforma and written elsewhere in the Proposal
document shall not be recognized and the same is treated as null and void.
Any willful attempt by the Bidder to camouflage the deviations by giving them in the covering
letter or in any other documents that are enclosed may render the Bid itself non-responsive.
(SIGNATURE OF BIDDER)

WHRB Tender Specification Document
Page 20 of 26
Annexure - VI
TENDER ACCEPTANCE LETTER
(To be given on Company Letter Head & Uploaded on website)
Date:
To,
SPSO, SDSC SHAR
Sub: Acceptance of Terms & Conditions of Tender.
Tender Reference No: ________________________
Name of Tender / Work: - .
Dear Sir,
1. I/ We have downloaded / obtained the tender document(s) for the above mentioned
‘Tender/Work’ from the web site(s) / Through Post.
2. I / We hereby certify that I / we have read the entire terms and conditions of the tender
documents of all pages (including all documents like annexure(s), schedule(s), etc.,), which
form part of the contract agreement and I / we shall abide hereby by the terms / conditions
/ clauses contained therein.
3. The corrigendum(s) issued from time to time by department/ organization too has also
been taken into consideration, while submitting this acceptance letter.
4. I / We hereby unconditionally accept the tender conditions of above mentioned tender
document(s) / corrigendum(s) in its totality / entirety.
5. I / We do hereby declare that our Firm has not been blacklisted/ debarred by any Govt.
Department/Public sector undertaking/Private organization.
6. I / We certify that all information furnished by the our Firm is true & correct and in the
event that the information is found to be incorrect/untrue or found violated, then
department/ organization shall without giving any notice or reason therefore or summarily
reject the bid or terminate the contract , without prejudice to any other rights or remedy
including the forfeiture of the full said earnest money deposit /Security deposit or both
absolutely.
Date:
Place: Signature of authorized person
Full Name & Designation:
Company’s Seal

WHRB Tender Specification Document
Page 21 of 26
Annexure – VII
Check-list to be filled by the bidder and to be uploaded under vendor solicited documents
Sl. No.
Description / Specification Bidder Response / Compliance information
1 The scope of work involves Design, Fabrication, Inspection, Testing, Supply,
Erection & Commissioning of Waste Heat Recovery Boiler (WHRB).
2 The intended WHRB is proposed to be a one – to – one replacement of existing
unit in the operational CNA / N2O4 plant. Hence the new unit has to be
dimensionally correct and performance shall match the requirements of the
existing unit.
3 In the technical bid, bidder shall enclose the copies of design reports of similar
work carried out earlier to ascertain the bidder’s design capabilities.
4 If any advanced features based on the modern improvements in Design are to
be implemented mainly to address the operating conditions (as mentioned
under 2.4 of this document), the same shall also be proposed in the technical
bid.
5 Mechanical Design shall be approved by IBR
6 Overall dimensions and nozzle details shall be as per attached drawing. This
drawing is only meant to indicate the dimensions of the existing unit
7 The detailed fabrication drawing as per approved design of new unit and
having outer dimensions equal to existing unit shall be proposed by the
successful bidder
8 The detailed specifications are as per tender specification document for
Design, Fabrication, Inspection, Testing, Supply, Erection & Commissioning of
Waste Heat Recovery Boiler to Propellant complex, Rasayani, ISRO (PCRI), Govt. of India, Dist.; Raigad, Maharashtra PIN-410207
9 The scope of work also includes the removal of existing Waste Heat Recovery Boiler from the plant. The bidder shall arrange necessary
equipments & resources to execute the removal of existing Waste Heat Recovery Boiler. The schedule of these works for execution shall be
discussed with the purchaser and to be finalized before dispatch of the new unit to PCRI
10 Quantity Required – 01 Unit
11 2. Design Inputs:
Technical Data
2.1
Type Waste heat Recovery Boiler is of Horizontal Cylindrical type with Welded Dished ends with
adequate number of tubes (shell and tube heat
exchanger)
2.2 Design &
Construction
a. Code for WHB design shall be ASME SECTION VIII DIV 1; TEMA - B and as per IBR with latest editions of all these standards / codes
WHRB Tender Specification Document
Page 22 of 26
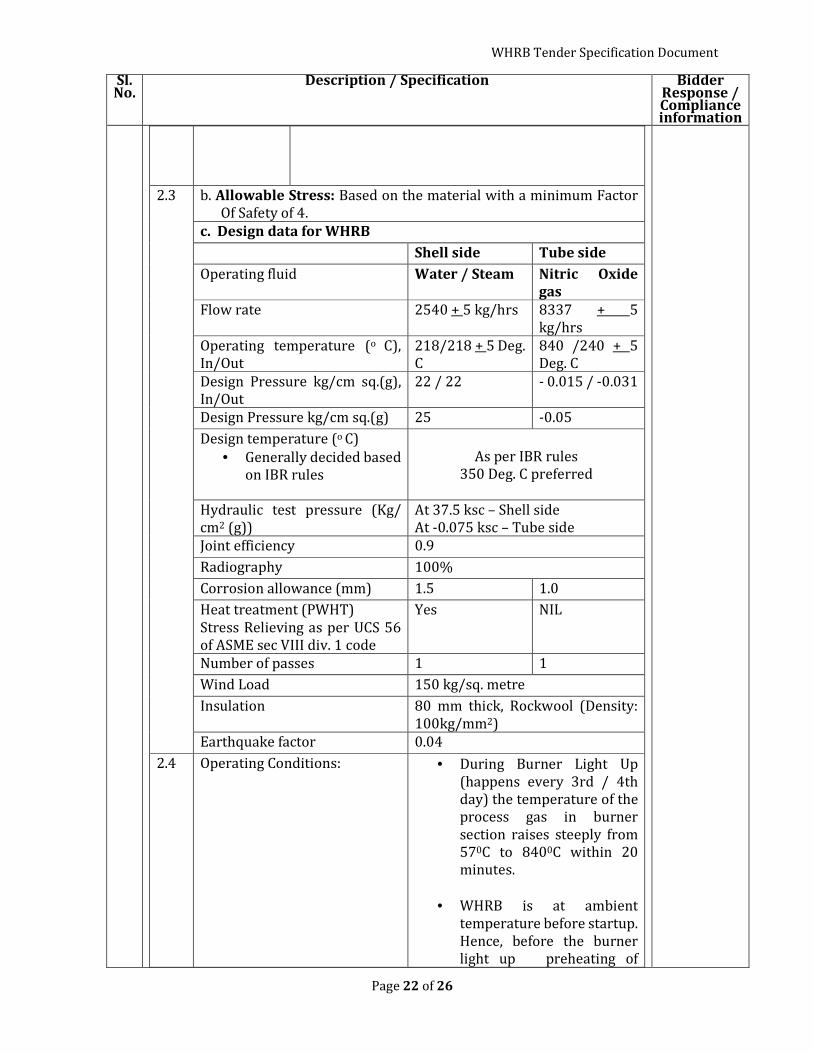
Sl. No.
Description / Specification Bidder Response / Compliance information
2.3 b. Allowable Stress: Based on the material with a minimum Factor
Of Safety of 4.
c. Design data for WHRB
Shell side Tube side
Operating fluid Water / Steam Nitric Oxide gas
Flow rate 2540 + 5 kg/hrs 8337 + 5
kg/hrs
Operating temperature (o C),
In/Out
218/218 + 5 Deg.
C
840 /240 + 5
Deg. C
Design Pressure kg/cm sq.(g),
In/Out
22 / 22 - 0.015 / -0.031
Design Pressure kg/cm sq.(g) 25 -0.05
Design temperature (o C)
• Generally decided based
on IBR rules
As per IBR rules
350 Deg. C preferred
Hydraulic test pressure (Kg/
cm2 (g))
At 37.5 ksc – Shell side
At -0.075 ksc – Tube side
Joint efficiency 0.9
Radiography 100%
Corrosion allowance (mm) 1.5 1.0
Heat treatment (PWHT)
Stress Relieving as per UCS 56
of ASME sec VIII div. 1 code
Yes NIL
Number of passes 1 1
Wind Load 150 kg/sq. metre
Insulation 80 mm thick, Rockwool (Density:
100kg/mm2)
Earthquake factor 0.04
2.4 Operating Conditions: • During Burner Light Up
(happens every 3rd / 4th
day) the temperature of the
process gas in burner
section raises steeply from
570C to 8400C within 20
minutes.
• WHRB is at ambient
temperature before startup.
Hence, before the burner
light up preheating of

WHRB Tender Specification Document
Page 23 of 26
Sl. No.
Description / Specification Bidder Response / Compliance information
WHRB is being done by
injecting steam to WHRB
and burner basket to raise
the temperature from
ambient to about 1000C.
2.5 Engineering Data of existing
WHRB • Surface Area: 197m2
• Heat exchanged: 1245000
kcal/hr
• Mean temperature
difference corrected: 1610C
• Overall Heat transfer
coefficient: 42 kcal/m2 hr 0C
• Empty Weight:6950 kgs
• Weight with full of
water:9950 kgs
2.6 Material selection • Proposed materials are as
per Table-1. However,
designer may propose
superior alternative
materials, if any, in the
technical bid itself for the
consideration of the
purchaser along with
separate proposal in the
commercial offer.
12 Additional Requirements of Material selection, Design, Fabrication & Testing
2.23 The raw materials for tubes and tubesheets shall be produced by
electric arc melting process.
2.24 Autogenous welding process: Only automatic TIG is acceptable by
orbital welding machine
2.25 WHRB consists of LHS & RHS tubesheets in which tube holes are to be
drilled in a circular pitch. Each hole shall be provided with two inside
grooves at a distance of 10mm & 20mm from the inner face of
tubesheets for additional longitudinal load resistance of tubes.
2.26 The tubes shall be rolled & seal welded to tubesheets at both the ends.
2.27 The strength rolling (7-10% thinning) of tubes is carried out during
which expanded tubes grips inside the grooves. This arrangement also
acts as a mechanical seal for arresting the entry of water into the gap
between the tube OD & tubesheet hole. Thus, deep crevices are
eliminated in the design by strength rolling of tubes in the tubesheets.
2.28 Face grooves are machined with tight tolerances on face of each hole
on the tubesheet which provides a thinner section for seal/lip welding
to get the desired weld profile. This also helps in minimizing the heat
input required for seal welding and makes a perfect fusion of the base
materials (tube & tubesheet).

WHRB Tender Specification Document
Page 24 of 26
Sl. No.
Description / Specification Bidder Response / Compliance information
2.29 Even though conventional heat exchanger tube to tubesheet joints are
executed first by welding and then rolling, WHRB tube to tubesheet
joints are proposed first by rolling by using mechanical tube expanders
and then single pass seal welding by automatic pulsed TIG welding
process without addition of filler wire.
2.30 This is to avoid probable stresses induced in the welds during tube
expansion step which may result in subsequent failure of the weld
joints during transient WHRB operating conditions.
2.31 The automatic welding process ensures repeatability & consistency in
quality of tube to tubesheet weld joints.
2.32 The process parameters of welding like pre - purge time, up slope,
speed of welding, down slope, post purge time. The weld quality with
respect to shape and soundness shall be controlled by process
parameters.
2.33 Tube to tubesheet seal welding shall be carried out by autogenous
pulsed TIG process after rolling. The seal weld is subjected for visual
examination and fluorescent LPE as per ASTM E-165 type-1, method C
for examination of lack of fusion at the edge of hole in the tubesheet,
surface pores, cavities, cracks etc.
2.34 Tubes to be expanded before and after tube to tube-sheet welding.
2.35 Tube Pitch is to be considered as triangular pitch.
2.36 Baffle are to be considered for tube support, care should be taken for
water circulation.
2.37 Construction and workmanship to be followed as per IBR / ASME
requirements. 13 Welding shall be carried out by autogenous pulsed TIG process after rolling
only. Orbital welding machine shall be used.
14 a) Radiography : Spot – 10% + all T joints. All welds shall be DP tested.
The dye used for Dye-penetrant test shall not have chlorides more than
50 PPM (Preferable brands: Magnaflux / Checkmate).
b) Radiographs have to be carried out using x-ray Source with a sensitivity
of 2-2T as per ASME sec V.
15 Heat treatment (PWHT): Stress Relieving as per UCS 56 of ASME sec VIII div.
1 code at 5930C with a hold time of 1 hr. shall be carried out for shell only.
16 a) All materials used shall be tested as per Code in the Reputed Govt.
approved testing labs before fabrication.
b) The plates/pipes/tubes used for construction of Equipment shall
also be ensured free from any lamination and manufacturing defects by 100% ultrasonic testing as per Practice ASTM A-435.
c) Material Test certificates shall be furnished to purchaser for approval
before start of fabrication.
17 Hydraulic Pressure Test
18 Pneumatic Leak Test
19 The recommended cleaning procedure to be followed for the fabricated
equipment shall be as per Annexure – II
20 The bidder shall fill the proforma as per Annexure- III and submit along with
technical offer.

WHRB Tender Specification Document
Page 25 of 26
Sl. No.
Description / Specification Bidder Response / Compliance information
21 The waste heat Recovery Boiler shall be fabricated under the inspection of IBR
Authority.
22 At the time of submitting technical bid, party shall quote the names of IBR
authority that will be engaged during the course of entire work.
23 At the time of submitting technical bid, party shall attach documentary
evidence indicating IBR approval of the fabrication shop
24 If the bidder is not a manufacturer, then bidder shall attach Authorized dealer
certificate or a valid partnership agreement or technical collaboration
agreement or authorized designer – business relationship agreement between
designer & fabrication agency along with technical bid
25 Bidder shall enclose his/her credentials demonstrating Design Capabilities of
Waste Heat Recovery Boiler or similar IBR inspected heat exchanger or
equivalent equipment in the form of earlier works executed with the
documentary evidence.
26 IBR Authority Inspection charges for both at Manufacture’s site as well as
purchaser’s erection site shall be quoted in the price bid. (Charges will be paid
against submission of documentary evidence. The charges will be paid “on
actuals” or quoted price, whichever is lower)
27 Delivery: e. Transportation, Erection and commissioning shall be carried out
by the bidder at Propellant Complex Rasayani, Tal.: Panvel, Dist.:
Raigad, PIN-410207, Maharastra. f. All necessary Equipments like welding machine, Gas cutting set,
Grinding M/C, etc, and Consumables like Welding Electrodes, Gases,
Grinding Wheels, paints, brushes, etc., including material handling
support, skilled and semi-skilled labour required for carrying out the
above work shall be in the scope of the bidder.
g. During activities at Propellant Complex Rasayani, Electrical supply for
welding, Drilling/Grinding etc., shall be provided at a
single point at free of cost by the purchaser. However further
distributions shall be made by the contractor thorough proper
distribution boards which meets the safety standards.
h. The equipment shall be fabricated, tested and delivered within 4
months from the date of PO release. All open ends of nozzles shall be
dummied with end caps / blinds at the time of delivery.
28 Technical Qualification Requirements:
c. The bidder shall meet the technical specification and other
requirements and shall submit relevant certificates to establish his
credentials.
d. The Bidder shall be a party who has already executed similar /
identical works with minimum 3 years of experience in executing similar fabrication works of boilers, heat exchangers, etc. under the IBR authority inspection and having IBR approved fabrication
shop
29 Financial Qualification Requirements:
WHRB Tender Specification Document
Page 26 of 26
Sl. No.
Description / Specification Bidder Response / Compliance information
e. Documentary proof shall be submitted with the offer indicating
execution of at least one order of value of Rs. 30 lakhs or two orders of
value of Rs 20 Lakhs each or three orders of Rs. 15 Lakhs each during
preceding three Audited financial years.
f. IT/ TDS certificate shall be submitted with Loss & Profit statement for
previous three years.
g. Bidder shall submit audited statement of financial status for previous
three years. h. Bidder shall submit audited statement of financial status for preceding
three years 30 The following documents shall be submitted along with the bid for
prequalification of Bidder:
e. Firm establishment certificate and nature of work or the documents as
listed under 2.29 of this document.
f. Details of work of similar type completed by providing copies of
purchase orders.
g. Satisfactory work Completion certificates from the clients, with the
work order copies
h. Copy of the purchase orders related to similar type of works under
Execution, if any, with purchase order name and address.


















