Welds
31
Igor Kokcharov and Anatolii Lepikhin Welding is a method of joining two parts by melting and/or pressing them together. Welds are permanent joints of metals (iron, steels, aluminum alloys, titanium alloys) or plastic materials. Aluminum and steel cannot be melted together since they have different melting points (temperatures). There are the following types of welds: A. butt-weld B. corner weld C. T-weld D. lap weld Static and fatigue strength is highest for a lap-weld in comparison with other joints from the list. n forge welding, A, for steel chain manufacturing, two parts are heated and then hammered together. Gas welding, B, uses an oxy-acetylene flame to 8 WELDS http://www.kokch.kts.ru/me/t8/index.html# 1 of 31 6/5/2012 11:36 PM
-
Upload
khushpreet-singh -
Category
Documents
-
view
57 -
download
2
Transcript of Welds

Igor Kokcharov and Anatolii Lepikhin
Welding is a method of joining two parts bymelting and/or pressing them together.Welds are permanent joints of metals (iron,steels, aluminum alloys, titanium alloys) orplastic materials.Aluminum and steel cannot be melted togethersince they have different melting points(temperatures).
There are the following types of welds:A. butt-weldB. corner weldC. T-weldD. lap weld
Static and fatigue strength is highest for alap-weld in comparison with other joints fromthe list.
n forge welding, A, for steel chainmanufacturing, two parts are heated and thenhammered together.Gas welding, B, uses an oxy-acetylene flame to
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
1 of 31 6/5/2012 11:36 PM

heat the metal and a rod of metallic fillermaterial.In electric-arc welding, C the filler rod formsone electrode and the metal itself another.Electric current passes across the gap betweenthe electrodes by arcing or sparking and meltsthe surfaces together. The electric current (acor dc, alternating current or direct current) isstable with an amperage of 150 - 500 Amperes. Industrial power sources usually workwith voltages between 22 - 36 Volts.Contrary to gas welding, electric-arc welding is used for thick pieces of metal and hightemperature.If an electric current passes through two metal surfaces in close contact the temperaturerises and melts the surfaces together known as spot welding or seam welding, D. Thismethod is used in mass production.
There are the following types of butt-welds:A. without a gapB. with a gapC. with one-sided bevelD. with two-sided bevel
A butt-weld without a gap is used if there is aguarantee of full melting. A butt-weld with a gap isused for thin-walled structures.
Edge preparation guarantees full melting andimproved quality of the joint. There are Y-, U- andX-shaped edge preparation. U-shaped edgepreparation is used instead of X-shaped edgepreparation for thick parts if it is not possible toweld from two sides. Joints can be welded in asingle pass or by few passes.
Weld joining of thick tubes also involves edgepreparation, B in contrary to thin-walled tubes,A. Additional casing, C can be used.Welds with a В«smoothВ» transition correspondto a stronger structure.A great deal of skill is required to produce areliable weld.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
2 of 31 6/5/2012 11:36 PM

Arc heat is expended during the melting ofmetal electrodes as it is in the heating of baseparts. Approximate values of arc heat expendedin shielded metal-arc welding:
A. Dissipation into the neighboring environment- 20%B. Transition with molten drops - 26%C. Vaporization of electrode metal - 24%D. Absorption by base metal - 30%
Mechanical properties are directly related to thematerial structure of weld and base metal. Weldmetal is comprised of the metals of electrode andmolten edges of base parts. High temperatureaffects the structure of base metal. Grain sizeenlarges at boundaries of the weld joint - in theheat affected zone (HAZ). Large grains haverelatively poor mechanical properties. Outside theHAZ grain size is the same as in the base metal.
In molten weld metal the grains grow from colderparts of base metal.
Lower amounts of molten metal correspond tolower heat and smaller HAZ. HAZ is smaller forelectron beam welding:
A. Arc welding, butt-jointB. Electron beam welding, butt-jointC. Multi-layer arc welding, butt-joint
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
3 of 31 6/5/2012 11:36 PM

D. Gas welding, build-up weld
For steel welds mechanical properties areusually highest at the weld. The hardness islower in the weld.
Mechanical properties of a high-strength steelweld depend on carbon content in the material.Increase in strength corresponds to decrease inductility (elongation is a measure of ductility).
Fast cooling, similar to quenching, could resultin strength increase. Yield strength and ultimatetensile strength increase with higher coolingrate.
There are special tests for weld joints. Thewelded specimen is tested until a crack firststarts. The weld is stronger if it lies for a longtime before a test.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
4 of 31 6/5/2012 11:36 PM

A large angle a characterizes the ductility of theweld joint. There are welded joints for which theangle could reach 180o.
Passing through welds, inner forces meetobstacles on their path. They concentrate at theends of weld. The force lines bend smoothly asthey pass through the welds, lines cannot bendsharply.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
5 of 31 6/5/2012 11:36 PM

The figure shows a stress profile in the butt-weld. There is stress concentration incorners. Stress in the wider central section of weld doesn't exceed the nominal value.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
6 of 31 6/5/2012 11:36 PM

This stress pattern is typical for a welded joint.Sum of the area (force) under the curve must beequal to the sum of the area under the linecorresponding to nominal value.
Nominal shear stress is twice as large as theshorter welds. Stress concentration is higher ifrigidities of connected parts are different. Stressis higher in the beginning of the short weld.
Stress concentration depends on the surfaceshape, not inside geometry of the weld. Thelarger the angle q, the smaller the stressconcentration factor. In order to fulfill theserequirements, a special cutting operation ismade. Fatigue strength of a machined joint ishigher than the first one.
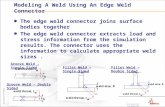
A large fraction of inner force goes through theend nugget in the row. The numbers indicateapproximate values of the parameter.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
7 of 31 6/5/2012 11:36 PM

8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
8 of 31 6/5/2012 11:36 PM

Stress concentration can be evaluated by stress concentration factor a
s which is equal to the ratio of maximum and nominal stresses.
The quality of weld depends on many factors:
A. undercutting is caused by high amperageB. porosity is caused by fast travel or dirtymaterial surfacesC. slag included in bead is caused by lowamperage and short arcD. lack of fusion is caused by low amperage andimproper edge preparationE. overlap is caused by electrode shaking
Surface defects perpendicular to tensile force are usually more dangerous than an innerdefect of the same size. Lack of fusion, D is the sharpest and the most dangerousdefect.
The quality of manual welding is usually less than that for other methods. Someimperfections that are not dangerous:A. Electroslag welding: 0.56 defects / 10 meters.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
9 of 31 6/5/2012 11:36 PM

B. Automated welding under flux: 2.5 defects / 10 meters.C. Electric arc manual welding: 35 defects / 10 meters.
A. Incomplete penetrationB. Excess metal handingC. Curved weldD. Narrow weld at underside
Incomplete penetration means that tensileforce lines meet obstacles on their path,causing high stress concentration. Otherdefects from the list do not cause high stressconcentration.
Better melting takes place if there is a gapbetween the parts of Tee-weld. Residualstresses and cracking are smaller in thissituation.
A. Cracking: toe, longitudinal, transverse, andunderbead cracksB. Incomplete fusionC. Undercutting and underfillingD. Surface damage: small droplets and arcstrike (electrode touch)
Cleaning the weld area prior ro weldingimproves the fusion of weld and base parts. Theoperation can guard against incomplete fusion,B.
A surface defect E in the heat-affected zone canbe considered the most dangerous defect in theTee-joint.
Residual tensile stresses in the vertical plate isless than in the first instance. The secondinstance is poor for heavy welded construction,showing lack of ductility through the thicknessof the material.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
10 of 31 6/5/2012 11:36 PM

Friction welding of steel bars. The bars arerotated relative to each other and squeezedtogether.
A. Uniform weld is preferentialB. High pressure or low speedC. Low pressure or high speed
Two defects can be considered as one if thedistance between them is on the order of it'sown size. The depth of the defect is moreimportant than the length.
Unhomogenous heating causes local thermalexpansion of metals. This is reflected in residualstress after cooling. Residual stress is a tensilestress in the center of a weld. Tensile stress in aweld is compensated by compressive stress inbase metal.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
11 of 31 6/5/2012 11:36 PM

Weld metal is squeezed as it cools. Duringwelding, edges move relative to each other,mostly perpendicular to the welding direction.Residual stress results in shrinkage of thestructure.
The choice of welding sequence affects thedistortion of the welded structure. If a welder
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
12 of 31 6/5/2012 11:36 PM

uses opposite directions, the distortion is smaller.
If a weld is below the neutral axis the shape isconcave up. If a weld is over the neutral axisthe shape is concave down.
The angle b is small for small weld depths. Theangle is not too large if the weld depth is equal tothe thickness of the plate.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
13 of 31 6/5/2012 11:36 PM

A similar effect can be observed in a tee-joint. For thin plates the displacement causedby residual stress is rather large, it decreases as thickness increases.
Residual stress is at a maximum for a rigidstructure with a large number of welds and withclosed loops. The structures are shown in orderof increasing rigidity.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
14 of 31 6/5/2012 11:36 PM

The residual stress decreases as annealing temperature increases. There are annealingprocedures that can reduce residual stress to zero.
Strength of a welded joint depends on weldgeometry and strength of materials. Theminimum cross section of a weld is consideredin strength calculations. Throat a is at aminimum. Throat is the distance from the rootto the surface of a fillet weld. The throat of afillet is a measure of the weld size. Critical forceP for a lap joint using a 45 degree filet weld
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
15 of 31 6/5/2012 11:36 PM

depends on allowable shear stress for the weldmaterial tallowable.
Bending stress is small if moment of inertia ofthe weld cross-section is large. The momentdepends on the cross sectional area and it'sdistance from the neutral axis shown in thefigure. The second example is three timesstronger than the first.
The tensile strength of a butt-joint is higher forthe case with low stress concentration. Build-upwelds are often produced to increase wearresistance, not tensile strength.
Spot resistance welding. The nugget is strongerunder shear than in tension. Strength of nuggetincreases with thickness.
Contrary to uniform low-carbon steel plate, it'sweld joint can have a brittle fracturemechanism: smaller critical stress at lowtemperature. Usually the temperature of brittle-
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
16 of 31 6/5/2012 11:36 PM

ductile transition is below zero, ranging from-100oC to -40oC. Annealing increases theductility of materials and prevents brittlefracture.
Crack resistance characteristic - the criticalvalue of stress intensity factor depends on testtemperature. Usually the brittle fracture forbase metal, weld and heat-affected zone aresimilar, lower limits are equivalent. Thecharacteristic of ductile fracture (upper limit) isusually smaller in the welded zone.
Presence of oxygen in weld material affects theembrittlement of the material. High oxygencontent corresponds to embrittlement(relatively high transition temperature).
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
17 of 31 6/5/2012 11:36 PM

8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
18 of 31 6/5/2012 11:36 PM

Fatigue strength is the strength of material under cyclic loading. It has unit of stress,[MPa]. Fatigue strength is usually two or more times less than ultimate tensile strength.Fatigue is characterized by fatigue strength sR, [MPa] and fatigue life N, [cycles]. R is
cycle parameter, equal to the ratio of minimum and maximum stress.
During the initial cycles a notched ductile steel specimen can sustain stress exceedingthe ultimate tensile stress. Fatigue strength at N=105 of notched specimen is usuallylower than the unnotched.
The figure shows approximate values of fatiguestrength for carbon steel welded joints. Thefatigue strength varies over a wide range.
Geometry of weld affects the fatigue strength.A machined weld demonstrates greater fatiguestrength. The numbers shows percentage offatigue strength of a uniform plate undertension.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
19 of 31 6/5/2012 11:36 PM

Fatigue cracks can start from all defects, but only one crack becomes dominate andresults in failure. Lack of fusion on the surface is a case where the fatigue crack growsfastest.
Initial manufacturing defects in welds decreasefatigue strength. The critical stress issufficiently smaller than the static one.
There are two main mechanisms of fatiguecrack growth: I for small weld sizes s and II forlarge s. For large values of s the parameterdoes not affect the fatigue life of the joint.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
20 of 31 6/5/2012 11:36 PM

A large angle q corresponds to high fatigue strength. The effect of stress increase ishigher for fatigue strength than for tensile strength.
Imperfections such as offset d decreasesfatigue strength of butt-welds. It creates highstress concentration, fatigue crack is initiatedfaster for a weld with an offset.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
21 of 31 6/5/2012 11:36 PM

Fatigue strength decreases for greater cross-section due to larger number of surfacedefects and lower ability to deform plastically.
Loading with negative cycle parameter R leadsto increased local plastic deformation andfaster crack initiation. Fatigue strength is lowerat negative cycle parameter R.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
22 of 31 6/5/2012 11:36 PM

There are three basic fractures connected withwelded structures:
1) brittle fracture: fast crack propagated from awelding defect into a heat-affected zone,usually occurring within a second;2) fatigue fracture: fatigue crack growingslowly from welding defects under cyclicloading;3) corrosion fatigue: a crack propagated byjoint action of corrosion (local embrittlement)and cyclic loading.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
23 of 31 6/5/2012 11:36 PM

For complex structures, the trajectory of a fatiguecrack can be curved. A fatigue crack initiates fromor tends to zones of maximum tensile stress. Thestrongest welded structures have the smallestconcentration of welding defects and residual stressin the most highly loaded zones.
Some welding defects can be observed at theweld surface. Defects in welds have differentgeometry and location:
A. Hot cracks are usually curved and open.B. Cold cracks are usually straight.C. Lamellar cracks are perpendicular to thethick plate surface.
Scale effect. For wider welds there is a higherprobability of weld defects and fatigue cracks.Fatigue life decreases with weld size increase.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
24 of 31 6/5/2012 11:36 PM

Weldability is the ability of materials (orstructures) to form a strong defect-free weld.Poor weldability results in hot cracking, coldcracking or lack of fusion. Preliminary heatingof base parts (preheating) decreases hotcracking. The best weldability can be obtainedin the gravity position. Weldability depends onmaterials.
This list is in order of decreasing weldability:
Steel 0.2%C, cold-rolledStainless steelAluminum alloy 7075-T6Ductile iron
The melting points of aluminum alloy and steel differ by more than 500 degrees Celsius.The metals cannot be melted together.
To form a defect-free tee-joint it is better to usesimilar thickness of welded parts. An all-aroundwelding of two massive (rigid) parts results inhot cracking.
The more rigid a welded structure, the moresusceptible to hot cracking. The specimens areshown in increasing order for susceptibility tohot cracking and decreasing order ofweldability.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
25 of 31 6/5/2012 11:36 PM

8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
26 of 31 6/5/2012 11:36 PM

8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
27 of 31 6/5/2012 11:36 PM

1. Y-groove restrain cracking test for heavy plates with a new weld in the center. Hotcracking in the new weld is under investigation. This test helps to estimate susceptibilityto hot cracking.
2.The implant method for studying weldability and determining susceptibility to coldcracking.
3.Tension of a machined specimen for studying susceptibility to lamellar cracking.
There are some simple rules how to design a reliable welded structure. We mention afew of them here:
A. Keep welds away from zones of high stressconcentration.
B. Keep welds away from surfaces to be machined.
C. Don't make butt-weld intersections.
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
28 of 31 6/5/2012 11:36 PM

D. Place vertical walls where force is applied.
E. Choose proper weld size.
F. Avoid gaps.
G. Don't use sharp rigidity transition in tensile
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
29 of 31 6/5/2012 11:36 PM

flange.
Cary, H.B. Modern Welding Technology, Englewood Cliffs, N.J.: Prentice-Hall,1979.
Gray, T.G.F., J. Spence, and T.H. North Rational Welding Design, New York :Butterworths, 1975.
Kalpakjian S. Manufacturing Engineering And Technology, Addison-WesleyPublishing Company, 1989.
Metals Handbook, 9th ed., Vol. 6: Welding, Brazing, and Soldering, MetalsPark, Ohio: American Society for Metals, 1983.
Welding Handbook 8th ed., 3 vols, Maiami: American Welding Society, 1987.
Theme 1. Stress ConcentrationTheme 2. Fracure MechanicsTheme 3. Mechanical PropertiesTheme 4. Strength of MaterialsTheme 5. Theory of ElasticityTheme 6. Structural SafetyTheme 7. Material ScienceTheme 8. WeldsTheme 9.Composite Materials
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
30 of 31 6/5/2012 11:36 PM

Theme 10. Finite Element Analysis
_____________________ 2011______________________
/html>
8 WELDS http://www.kokch.kts.ru/me/t8/index.html#
31 of 31 6/5/2012 11:36 PM