Weldlink® connection system brochure
9
WeldLink® Connection System The benchmark for weldable connectors
-
Upload
swagelining-limited -
Category
Documents
-
view
239 -
download
1
description
Â
Transcript of Weldlink® connection system brochure

WeldLink® Connection SystemThe benchmark for weldable connectors

Contents
1 - 2 Introduction
3 Typical Onshore and Subsea Applications
4 - 5 End Termination - Spoolpiece Fabrication
6 Tie In Welding Using WeldLink®
7 Cutting Pipeline to Length Using End Termination Spoolpiece
WeldLink® Connection SystemThe benchmark for weldable connectors

7
WeldLink® Connection SystemThe benchmark for weldable connectors
Introduction
Connector technology that changed an industry.
Deepwater, huge swells, remote location and
a water injection pipeline system that needs
to last over 25 years without maintenance.
As the installation method is by reelship, the
PE lined carbon steel pipe strings need to be
welded together to form the flowlines. Quite a
series set of design inputs for any project.
Until then, no one had needed a connector
that would enable PE lined strings to be
joined by welding in any industry, onshore or
subsea. In 1994, there was no such device in
existence. Never mind the added challenge
that it would have to be capable of being
reeled and straightened several times as part
of the Pre-Qualification Testing plan and for
installation. Necessity is often the mother of
invention and sometimes, from the toughest
of challenges emerges the most rugged
of solutions.
The WeldLink® connector was designed
to satisfy those demands successfully by
engineers from the organisation responsible for
the development of Swagelining® technology.
Since those days, polymer lining and weldable
connector technologies have been applied
together on many ground-breaking – and
ordinary – projects onshore and subsea.
Since its first application in that remote
subsea field development in 1995, the
WeldLink® has been used more often than
any other connector to join PE lined carbon
steel flowlines for installation in the subsea
environment.
As a testimony to its originality, the design
has stood the test of time and the connector
remains in use today in onshore and subsea
projects. Over 3000 WeldLinks have been
installed in subsea projects completed in the
Atlantic Frontier, UK and Norwegian North
Sea, Nigeria and Angola. Onshore use includes
Middle East, West Africa and North Africa.
Email: [email protected] • International calls: +44 (0) 141 404 8011 • International faxes: +44 (0) 141 404 8029 • www.swagelining.com
1
The WeldLink® Connector has many ‘firsts’
to its credit since it entered service:
• First weldable connector used in reeled
subsea water injection
• Installation in subsea pipelines by reel- lay,
CMDT (bundle), J-lay and HDD
• Installed in double joints and in 1500m
strings
• Smallest WeldLink® Connector
used to date is 4”
• Largest WeldLink® Connectors
used to date is 24”
• Post reeling, the WeldLink® has been
hydrotested to 476 bar (7000 psi)
• Installed by J-lay in a riser system
in 2000m (6500 ft) water depth
• Approaching 20 years in continuous
subsea service

Email: [email protected] • International calls: +44 (0) 141 404 8011 • International faxes: +44 (0) 141 404 8029 • www.swagelining.com
2
WeldLink® Connection SystemThe benchmark for weldable connectors
Introduction
Proven reliability underpins its longevity in service
In 2007, a PE lined section from the end of
a water injection flowline was retrieved from
the seabed when the system architecture
was being modified. The spool comprised
a WeldLink® connector that was welded to
a clad flanged end termination. The pipe
section was lined with a PE80 (MDPE) and
terminated by a compression ring inside the
WeldLink®.
The water injection flowline had been
installed by reeling followed by 13 years in
high pressure service (280 bar) before being
retrieved from the seabed. The PE line spool
and connector were subjected to a detailed
condition assessment that looked at every
part of the corrosion protection and the end
connector details.
The full condition assessment was delivered
in a conference paper which is available
for download via www.swagelining.com/
effectivenessf.html. In summary, the detailed
inspection found that the carbon steel
flowline remained in excellent condition
despite the harsh service environment. In
particular, the WeldLink® seal was found to
be intact by physical testing and this was
supported by the condition of the internal
wall of the carbon steel host pipe which had
suffered almost nil corrosion.
From its origins in the harshest of service
in 1994, the WeldLink® design is subject to
continuous review to ensure the product
remains compliant with current pipeline
design codes whilst being adapted for
changing installation and operational
conditions. One example of this review
process is a plan to fabricate end termination
spoolpieces onshore using WeldLink®
Connectors. The PE lined spools would be
welded to the PE lined flowline offshore to
enable flowline to be accurately cut to length
without the need for CRA end termination
pipes. This is an example of using weldable
connector technology to enable pipelay route
variation with increased flexibility and lower
costs. This plan is illustrated herein.
The WeldLink® Connector changed the
way that PE liners are used subsea. It is an
example of truly enabling technology.
The reliability and cost effectiveness of
delivering internal corrosion protection
by polymer lining in high pressure subsea
flowlines would not have been possible
without this pioneering connector.
The WeldLink® is a registered trademark.
The WeldLink® Connector is protected by
a range of patents globally

WeldLink® Connection SystemThe benchmark for weldable connectors
Typical Onshore and Subsea Applications
Reel Lay
OnshoreJ - Lay
Typical tie in connection
CRA completionGirth Weld
Non-lined surface protected by CRA Cladding
Controlled Mid Depth Tow
Sea bed
Tether
Email: [email protected] • International calls: +44 (0) 141 404 8011 • International faxes: +44 (0) 141 404 8029 • www.swagelining.com
3

Carbon SteelProject Pipe or Forging
CRACladding
COMPONENTS FABRICATIONS
End section machined and inlaid with CRA Cladding
Continuedon next page
• Project matched pipe • End section machined and inlaid with CRA cladding
CRACladding
WeldPrep
CS to CSWeld
Project Pipe Cut to Length
• CRA cladding machined to form castellations and cut to length spool connected with CS to CS weld
Profile
MachinedCastellations
Email: [email protected] • International calls: +44 (0) 141 404 8011 • International faxes: +44 (0) 141 404 8029 • www.swagelining.com
WeldLink® Connection SystemThe benchmark for weldable connectors
End Termination - Spoolpiece Fabrication
4
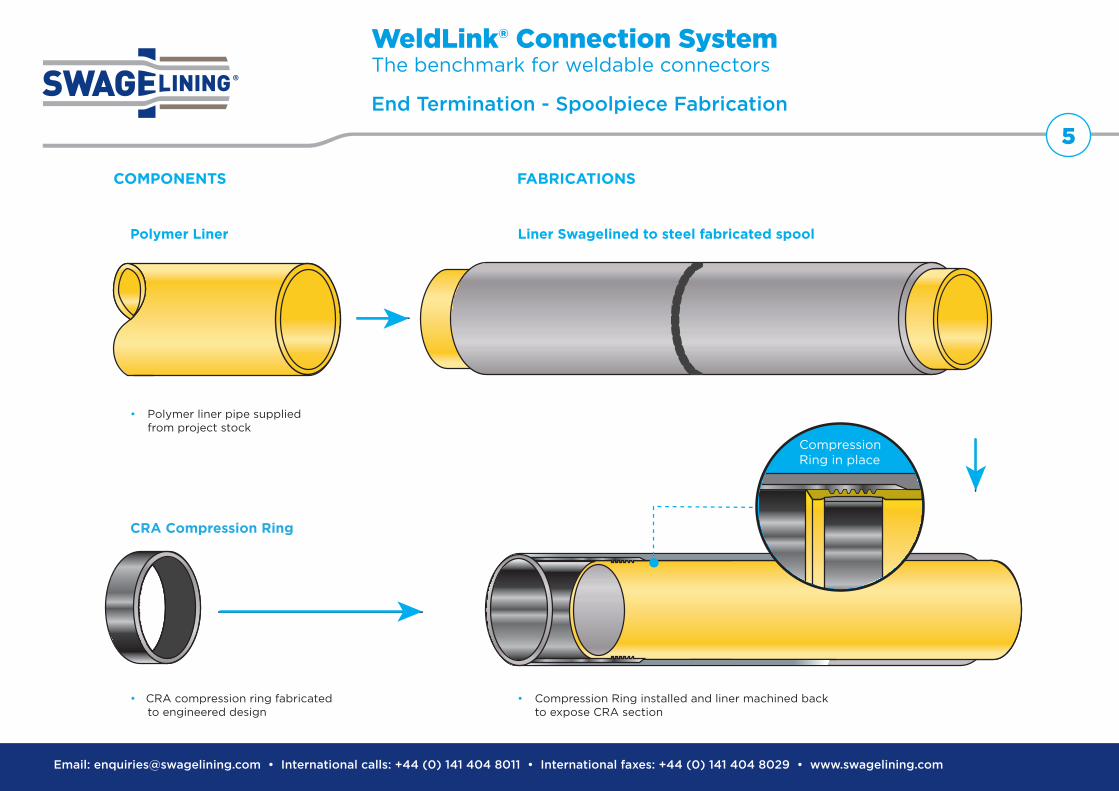
Polymer Liner Liner Swagelined to steel fabricated spool
CRA Compression Ring
• CRA compression ring fabricated to engineered design
• Polymer liner pipe supplied from project stock
• Compression Ring installed and liner machined back to expose CRA section
COMPONENTS FABRICATIONS
Compression Ring in place
Email: [email protected] • International calls: +44 (0) 141 404 8011 • International faxes: +44 (0) 141 404 8029 • www.swagelining.com
5
WeldLink® Connection SystemThe benchmark for weldable connectors
End Termination - Spoolpiece Fabrication

Carbon Steel to Carbon Steel
Weld
Carbon Steel to Carbon Steel
Weld
CRAGirth Weld
PolymerLiner
Carbon Steel PipeLineCastellations
Compression Ring
Detail View
CRAInlay
CRAInlay
CRA GirthWeld
Email: [email protected] • International calls: +44 (0) 141 404 8011 • International faxes: +44 (0) 141 404 8029 • www.swagelining.com
6
WeldLink® Connection SystemThe benchmark for weldable connectors
Tie In Welding Using WeldLink®

Email: [email protected] • International calls: +44 (0) 141 404 8011 • International faxes: +44 (0) 141 404 8029 • www.swagelining.com
7
WeldLink® Connection SystemThe benchmark for weldable connectors
Cutting Pipeline to Length Using End Termination Spoolpiece
The PE Lined Flowline is cut to length offshore
LinerBridge Connector enables carbon steel tie in welding
in the field
The end termination spool is completed onshore
• If the PE lined flowline is terminating in an in-line facility (PLET, Tee, Valve etc.) the PE lined End Termination Spoolpiece may be pre-welded to the in-line facility onshore. Offshore tie in remains a carbon steel weld using the LinerBridge®
CS to CSGirth Weld