welding

If you can't read please download the document
-
Upload
ramakrishna-ragam -
Category
Documents
-
view
2 -
download
0
description
this consist different types of resistance welding procesess
Transcript of welding
-
Electric Welding
-
Joining and Assembly
Joining - welding, brazing, soldering, and adhesive bonding
These processes form a permanent joint between parts
Assembly - mechanical methods (usually) of fastening parts together
Some of these methods allow for easy disassembly, while others do not
-
Welding is a materials joining process which produces coalescence of materials by heating them to suitable temperatures with or without the application of pressure or by the application of pressure alone, and with or without the use of filler material.
Welding is used for making permanent joints.
It is used in the manufacture of automobile bodies, aircraft frames, railway wagons, machine frames, structural works, tanks, furniture, boilers, general repair work and ship building.
WELDING
-
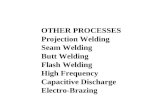
Classification of welding processes:(i) Arc welding
Carbon arc Metal arc
Shielded arc- coated electrode
Un-shield arc Metal inert gas Tungsten inert gas Plasma arc Hydrogen Submerged arc Electro-slag
(ii) Gas Welding Oxy-acetylene Air-acetylene Oxy-hydrogen
(iii) Resistance Welding Butt Spot Seam Projection Percussion
(iv) Thermit Welding(v)Solid State Welding
Friction Ultrasonic Diffusion Explosive
(vi)Newer Welding Electron-beam Laser
-
Types of Welding Processes
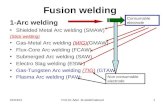
Welding processes can be divided into two major categories:Fusion welding
Arc welding (AW)
Resistance welding (RW)
Oxy-fuel gas welding (OFW)
Solid state welding: Joining processes using pressure alone or a combination of heat and pressure If heat is used, temperature is below melting point of metals being
welded
No filler metal is added in solid state welding
-
Five Types of Joints
(a) Butt joint, (b) corner joint, (c) lap joint, (d) tee joint, and (e) edge joint
-
Resistance Welding (RW)A group of fusion welding processes that use a combination of heat and pressure to accomplish coalescence Heat generated by electrical resistance to current flow at
junction to be welded The resistance of metal to the localized flow of current produces
heat Process variables
Current Time Force
Types of resistance welding Butt Spot Seam Projection Percussion
-
Components in Resistance Welding
Parts to be welded (usually sheet metal)
Two opposing electrodes
Means of applying pressure to squeeze parts between electrodes
Power supply from which a controlled current can be applied for a specified time duration
AC electric current (up to 100 000 A) is supplied through copper electrodes connected to the secondary coil of a welding transformer
-
Resistance Spot Welding (RSW)
Resistance welding process in which fusion of faying surfaces of a lap joint is achieved at one location by opposing electrodes
Used to join sheet metal parts
Widely used in mass production of automobiles, metal furniture, appliances, and other sheet metal products Typical car body has ~ 10,000 spot welds
Annual production of automobiles in the world is measured in tens of millions of units
-
(a) Spot welding cycle
(b) Plot of force and current
Cycle: (1) parts inserted between electrodes, (2) electrodes close, (3) current on, (4) current off, (5) electrodes opened
Spot Welding Cycle
-
Resistance Seam Welding (RSEW)
Uses rotating wheel electrodes to produce a series of overlapping spot welds along lap joint
Can produce air-tight joints Applications:
Gasoline tanks Automobile mufflers Various sheet metal containers
-
Resistance Projection Welding (RPW)
A resistance welding process in which coalescence occurs at one or more small contact points on the parts
Contact points determined by design of parts to be joined May consist of projections, embossments, or localized
intersections of parts
-
(1) Start of operation, contact between parts is at projections;
(2) when current is applied, weld nuggets similar to spot welding are formed at the projections
-
Projection Welding Operations
(a) Welding of fastener on sheetmetal and (b) cross-wire welding
-
Cross Section After Welding
Transformer
Movable Platen
Dies
Resistance Butt Welding is a Resistance Welding (RW) process, in which ends of wires or rods are held under a pressure and heated by an electric current passing through the contact area and producing a weld.
Resistance Butt\Flash Welding
A wide variety of materials in wire , tube, bar and strips can be welded by this method. The materials welded by this method are aluminum alloys, brass, copper, nickel alloys, stainless, low carbon and high carbon steels and gold
-
Typical applications of butt welding
(1) Butt welding of matching sections.
(2) Chain links.
(3) Railway lines.
(4) Window frames.
(5) Aero-engine rings.
(6) Car wheel rims.
(7) Metal strip in rolling mills.
Types of butt welding
Upset Butt Welding no arc
Flash Butt Welding arc between the to contacts
-
Percussion welding (PEW) is a type of resistance welding that blends
dissimilar metals together.
Percussion welding is similar to flash welding and upset welding
It is considered to be more complex because it uses an electric discharge at the
joint, followed by pressure being applied to join the materials together.
Percussion welding is used to join dissimilar metals together, or used when flash is
not required at the joint. Percussion welding is used on materials that have small
cross sectional areas.
Advantages of using percussion welding types include a shallow heat affected
zone, and the time cycle involved is very short. Typical times can be found to be
less than 16 milliseconds.
Percussion welding (PEW)
-
(1) Rotating part, no contact; (2) parts brought into contact to generate friction heat; (3) rotation stopped and axial pressure applied; and (4) weld created
-
Advantages and Drawbacks of Resistance Welding
Advantages: No filler metal required High production rates possible Lends itself to mechanization and automation Lower operator skill level than for arc welding Good repeatability and reliability High welding rates Low fumes Cost effectiveness Low distortions.Disadvantages: High initial equipment cost Limited to lap joints for most RW processes High equipment cost; Low strength of discontinuous welds; Thickness of welded sheets is limited -up to 1/4 (6 mm);
-
Arc Welding (AW)
A fusion welding process in which coalescence of the metals is achieved by the heat from an electric arc between an electrode and the work
Electric energy from the arc produces temperatures ~ 10,000 F (5500 C), hot enough to melt any metal
Most AW processes add filler metal to increase volume and strength of weld joint
-
What is an Electric Arc?
An electric arc is a discharge of electric current across a gap in a circuit
It is sustained by an ionized column of gas (plasma) through which the current flows
To initiate the arc in AW, electrode is brought into contact with work and then quickly separated from it by a short distance
-
A pool of molten metal is formed near electrode tip, and as electrode is moved along joint, molten weld pool solidifies in its wake
Arc Welding
-
Arc welding Equipments:
A welding generator (D.C.) or Transformer (A.C.)
Two cables- one for work and one for electrode
Electrode holder
Ground clamp
Electrode
Welding helmet and hand shield
Protective clothing including hand gloves
Protective shield
Gloves
Wire brush
Chipping hammer
Goggles
-
Types of arc welding
Carbon arc welding
Shielded metal arc welding
Gas metal arc welding
Submerged arc welding
-
Carbon Arc Welding
The carbon arc is very stable and easy to maintain. The length of the arc
can be varied over wide limits without causing the arc to go out. There is
no tendency for the electrode to freeze or stick, as in the case of the
metallic electrode. Accordingly the arc can be struck without difficulty.
The temperature produced is about 2,400C and 2,600C on the negative
electrode and positive electrode respectively.
For dc supply 50-60 volts and for ac supply 70-100 volts are used for
welding.
-
In this type of welding, a metal rod of the same metal as being welded
forms one of the electrode and also serves as a filler and no filler rod is
used separately.
This process is used for welding satellite tips to tools, copper to
aluminium or stainless steel, silver contact tips to copper, cast iron to
steel, lead-in-wires on electric lamps and zinc to steel. Gold, silver,
copper- tungsten, silver-tungsten and silver-cadmium oxide percussion
welded to copper alloys for commonly used assemblies for electric
contacts.
Metal-Arc Welding .
-
Shielded metal arc welding
This method flux coated electrodes are used. The coating have 3 functions
It creates inert atmosphere which shields the molten metal from oxygen and nitrogen present in the air
It forms a fast hardening slag
It adds deoxidizer or scavangers
-
Gas metal - arc welding
Here the consumable electrode is shielded from the atmosphere by an externally supplied protective atmosphere (usually CO2, ARGON-CO2 mixture, helium-base gases)
-
Submerged arc welding
A bare metal electrode is used and the arc is separately supplied blanket of
granular fusible flux. The flux, when cold, is non conductor but in molten
state it has high conductivity.
The arc as such is not visible from outside
-
Arc welding
Advantages Most efficient way to join
metals
Lowest-cost joining method
Affords lighter weight through better utilization of materials
Joins all commercial metals
Provides design flexibility
Limitations Manually applied, therefore high
labor cost.
Need high energy causing danger
Not convenient for disassembly.
Defects are hard to detect at
joints.
-
S. No Particular Resistance welding Arc welding
1 Supply. Usually ac only. AC or dc.
2 Voltage. Very low. The striking voltage is high so requiresvoltage control.
3 Power factor. Very low. Poor.
4 Additional material requirement.
No material is added in any form to get the two pieces joined.
Suitable filler metal electrodes are necessary to get proper strength.
5 External pressure External pressure is required. No external pressure is required hence the equipment is more simple and easy to control.
6 Development of heat.
Heat is developed due to flow of current through the contact resistance mainly.
Heat is developed due to arc between electrode and the work piece.
7 Temperature The temperature attained is not very high as in case of arc welding.
The temperature of the arc is very high and so likely to damage the work if not properly handled.
8 Applications. It cannot be used for repair work. It is most suitable for mass production.
It is not suitable for mass production. It is most suitable for repair work and where more metal is to be deposited.
-
Comparison of A.C. and D.C. arc welding
Alternating Current (from Transformer)
More efficiency
Power consumption less
Cost of equipment is less
Higher voltage hence not safe
Not suitable for welding non ferrous metals
Not preferred for welding thin sections
Any terminal can be connected to the work or electrode
-
Comparison of A.C. and D.C. arc welding
Direct Current (from Generator)Less efficiency
Power consumption more
Cost of equipment is more
Low voltage safer operation
suitable for both ferrous non ferrous metals
preferred for welding thin sections
Positive terminal connected to the work
Negative terminal connected to the electrode
-
Comparison between dc welding and ac welding is given below in tabular form.