Weld Qualification
21
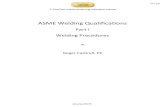
Weld Qualification Welding is an engineering process that joins components or parts of similar or dissimilar compatible materials. This is often done by melting the joining interfaces of the objects and adding a filler material to form a pool of molten material which forms a permanent joint after solidification. Several thermo-mechanical mechanisms are known to introduce the required heat to melt material. full-penetration-tee-butt-weldacceptable-weld-cross-section The most common welding process are MMAW, SMAW, GMAW, GTAW, PAW, SAW, FCAW, Oxygen-Fuel Welding, Resistance spot and seam weld, Thermit weld, Explosion weld, flash welding. There are numerous variables in these processes when uncontrolled can contribute to inadequate or unacceptable weld joint. As a standard practice, a weld sample is produced prior to commencing the final welding of the product. All welding variables are controlled and recorded when welding the weld sample or coupon. These welded coupons are then tested to ensure that the weld joint will be of acceptable quality. The welded sample or coupon is often tested at various stages of fabrication such as for Welding Procedure Qualification Record (WPQR), to qualify Welding Procedure Specification (WPS), to qualify welder as Welder Qualification Record ( WQ or WQR) and to accept the final product in the form of Production Weld test. LMATS provides services such as Welding Procedure Specification (WPS), Weld Procedure Development, Welding Procedure Qualification record Witnessing (WPQR), Welder Qualification Witnessing (WQR), WPQR Weld Qualification, Welder (Performance) Qualification, Visual examination, Visual Inspection of welds, Non-destructive examination of welds, all mechanical tests, welding machine calibration as required by several standards. LMATS comprises a team of Metallurgist, Engineers, Welding Engineers and technologist, Welding Supervisors and Inspectors, Scientist, Engineering Technologist and Non-destructive testing Technologist. The combination of these professionals from different speciality ensures that the welding task is completed efficiently and within shortest duration. Welding Procedure A welding procedure is a document which details every essential and non- essential variables in the welding process involved to weld a particular type of joint. A welding procedure contains details of material type, form and shape, welding process, consumables, joint design and preparation, welding current and voltage, polarity, preheat and postheat temperature, travel speed, etc.
-
Upload
narasimharaomirdoddi -
Category
Documents
-
view
14 -
download
2
description
Weld Qualification
Transcript of Weld Qualification

Weld QualificationWelding is an engineering process that joins components or parts of similar or dissimilar compatible materials.This is often done by melting the joining interfaces of the objects and adding a filler material to form a pool of molten material which forms a permanent joint after solidification.
Several thermo-mechanical mechanisms are known to introduce the required heat to melt material.full-penetration-tee-butt-weldacceptable-weld-cross-sectionThe most common welding process are MMAW, SMAW, GMAW, GTAW, PAW, SAW, FCAW, Oxygen-Fuel Welding, Resistance spot and seam weld, Thermit weld, Explosion weld, flash welding.
There are numerous variables in these processes when uncontrolled can contribute to inadequate or unacceptable weld joint. As a standard practice, a weld sample is produced prior to commencing the final welding of the product. All welding variables are controlled and recorded when welding the weld sample or coupon.These welded coupons are then tested to ensure that the weld joint will be of acceptable quality. The welded sample or coupon is often tested at various stages of fabrication such as for Welding Procedure Qualification Record (WPQR), to qualify Welding Procedure Specification (WPS), to qualify welder as Welder Qualification Record ( WQ or WQR) and to accept the final product in the form of Production Weld test.
LMATS provides services such as Welding Procedure Specification (WPS), Weld Procedure Development, Welding Procedure Qualification record Witnessing (WPQR), Welder Qualification Witnessing (WQR), WPQR Weld Qualification, Welder (Performance) Qualification, Visual examination, Visual Inspection of welds, Non-destructive examination of welds, all mechanical tests, welding machine calibration as required by several standards.
LMATS comprises a team of Metallurgist, Engineers, Welding Engineers and technologist, Welding Supervisors and Inspectors, Scientist, Engineering Technologist and Non-destructive testing Technologist. The combination of these professionals from different speciality ensures that the welding task is completed efficiently and within shortest duration.
Welding ProcedureA welding procedure is a document which details every essential and non-essential variables in the welding process involved to weld a particular type of joint. A welding procedure contains details of material type, form and shape, welding process, consumables, joint design and preparation, welding current and voltage, polarity, preheat and postheat temperature, travel speed, etc.
Weld Qualification testWeld qualification tests are performed on the sample welds welded for Welding Procedure Specification (WPS) Qualification, Welder Qualification (WQ) and Production Weld Qualification (PWQ) or Performance Qualification.
LMATS performs these tests in accordance with AS 3992, AS 1210, AS 4041, AS 4037, AS 2885.2 Tier 2, AS 1554.1, AS 1554.2, AS 1554.3, AS 1554.4, AS 1554.5, AS 1554.6, ASME IX, AWS D1.1, AWS D1.2,. AWS D1.3, AWS D1.4, AWS D1.5, AWS D1.6, ISO 15614.1, ISO 15614.2, ISO 15614.3, ISO 15614.4, ISO 15614.5, ISO 15614.6, ISO 15614.7, ISO 15614.8, ISO 15614.11, ISO 15614.12, ISO 15614.13, ISO 9606.1, ISO 9606.2, ISO 9606.3, ISO 9606.4, ISO 9606.5, EN 287.1, EN 287.2, EN 287.3, EN 287.4, EN 288.1, EN 288.2, EN 288.3, EN 288.4, DNV F101, API 650, EXXON Mobil, ESSO Shell specification and similar national and international standards.
Weld TestingFabricated welded joints requires various types of quality assurance tests such as simple visual scanning and inspection, non-destructive tests, occasional mechanical test e.g. hardness and corrosion resistance test e.g. surface contamination test.
Failure Analysis / Investigation

Failure analysis or investigation is the process of collecting and analysing facts or data to determine the root cause of a failure. This involves collecting data about operating conditions, visual examination of the failed product or component, fractography, non-destructive testing, evaluation of mechanical and chemical properties, metallography-microscopy, spectroscopy, analysis of the facts and findings, root cause conclusion and recommendations to prevent the failure from recurring. This process is very vital for heavy industries to prevent failure of affordable and unaffordable components which can cost loss of production in thousands and millions of dollars or injuring person or community. The process of identifying the root cause and implementing preventive actions reduces the risk of injuries, reduces the downtime and increases productivity in the mining industries, offshore and shipping industry and heavy engineering industries. Most of the quality endorsed organisations and insurance companies ensure that failure investigations are performed to reduce the risk of failure in future.
Material Identification
Material Identification is a systematic approach to identify particular grade of material for reverse engineering, alteration or repair of the existing assets or products, non-traceable material and use of substitute material.The initial stage in Material identification involves identifying the source of material ( stray, batch mix-up) product application( tensile, compression, fatigue), form of material ( casting, forgings, rolled, extruded, welded), shape of material ( plate, sheet, pipe, solid, preformed) followed by chemical analysis, surface and core hardness, tensile test, case depth evaluation, microstructure condition.
On most of the occasions, a simple positive material identification (PMI) using portable OES or XRF analyser such as Thermofisher Niton XLT 818 or Innov-X Alpha can identify most of the alloys.
xrf_pmi_analyser
For most of the carbon steel materials, mechanical testing is required to conclude the exact grade of material.
Metallography / Microstructure Examination
Macro test or macro examination is performed on the cross section, longitudinal section or 'Z' direction ( through thickness) as an independent test to evaluate subsurface conditions or as an subsequent step of another test to reveal the effects on the subsurface.
Generally macro test or examination is performed at less than 10x magnification. Several semi-finished and samples of finished products are subjected to macro test to reveal internal discontinuities such as impurities, inclusions in rolled products or grain flow in forgings after exposure to appropriate preparation and exposure to chemicals or heat.
Macro test is also performed on the test specimens exposed to other tests such corrosion resistance test, passivation, salt spray test, case depth measurement.
The most common test is weld cross section examination to reveal internal discontinuities, weld profile, weld passes and sequence, extent of penetration and the quality of weld.
replica-haz-crackreplication-microstructure-steam-pipe-cracksmicrostructural-stringersweld_macro_test
LMATS performs weld macro examination to satisfy the requirements of huge fabrication industry in Australia.
LMATS Melbourne and Sydney laboratories performs macro examination in accordance with AS 2205.5, ASME IX QW 183, QW 184, EN 1321, AS 1554, AS 3992, AS 2885.2 and similar national and international standards.
Metallography

Metallography is one of the metallurgical practices to study structure of material either by microscopy or macroscopy. Most of the features required for general engineering purpose are resolved in optical microscopy. Scanning Electron microscopy and Transmission electron microscopy are advanced methods of metallography which are time consuming and relatively expensive.
Metallography involves systematic sample preparation commencing from specimen extraction to final etching. The test specimens are extracted from the product or sample by cold cutting to prevent change in the microstructure from normal cutting. Occasionally, small and tiny specimens are mounted (hot or cold mounting) in phenolic or epoxy resins or bakelite. The test specimens are ground in stages commencing from coarse grained abrasives to fine grained followed by final polishing using diamond paste. Typical final polishing is performed using 1 micron diamond paste. Depending on the requirements, the test specimens are chemically etched to react with selective micro constituents which aids in discriminating each type of micro constituents.
Prepared specimens are examined under optical microscope or low magnification stereoscope to reveal and interpret the microstructure. Microscopy is also performed on actual products without destroying the product or diminishing the further use of the product. Replication of the microstructure is one of the examples of performing on-site, in-situ metallography on the product in service.
Micro Constituents CountingSeveral national and international standards specify microstructure requirements for a particular material grade or alloy commonly known as Micro Constituents Counting.LMATS is NATA accredited to perform manual volume fraction count in accordance with ASTM E562.
Austenitic, Duplex, Super-duplex stainless steels require adequate proportion of ferrite in the product to obtain acceptable corrosion resistance and strength and especially resistance to Stress Corrosion Cracking (SCC). The laboratory based destructive method such as microstructural analysis on the test specimen or sample obtained from the batch of the product or components provides statistical quality assurance.Manual volume fraction count or more commonly known as ferrite count in duplex stainless steel is the most common metallurgical evaluation for the fabrication industry.
Evaluation of intermetallics and precipitates (e.g. sigma, chi, etc) are commonly performed on duplex stainless steel samples.
Etch Structure ClassificationEtch structure classification or commonly known as oxalic acid etch test or sodium hydroxide etch test is performed as a screening test on austenitic and duplex stainless steel respectively prior to corrosion resistance test.
The oxalic acid etch test is a rapid method of identifying austenitic stainless steel sample that is essentially free of susceptibility to intergranular attack associated with chromium carbide precipitates. These specimens will have low corrosion rates in certain corrosion tests and therefore can be eliminated (screened) from testing as “acceptable.”
The sodium hydroxide etch test may be used for the acceptance of duplex stainless steel material but not for rejection. This test method may be used with other evaluation tests to provide a rapid method for identifying those specimens that are free of detrimental intermetallic phases as measured in these other tests.
LMATS is NATA accredited to perform etch structure classification in accordance with ASTM A262 and ASTM A923.
Case depth determination in heat-treated industrial steel productsCase depth determination in heat-treated industrial steel products using photothermal radiometric interferometric phase minima.

Case depth determination is a quantitative calibrated methodology based on photothermal radiometric (PTR) depth-profilometry for non-contact, non-intrusive determination of effective case depth in heat-treated case-hardened steel products was developed.
Several types of heat-treated C1018 industrial steel screw products (with hexagonal, cylindrical and spherical heads) are statistically evaluated using the case-depth-induced interferometric thermal-wave phase minima.
Calibration curves for each type of sample are established with the help of conventional destructive indenter measurements. It is shown that PTR thermal-wave interferometric phase minima can be used as a fast, on-line inspection methodology of industrial steel products for non-destructive quality and feedback control of heat-treating processes.
LMATS is NATA accredited to perform case depth measurement in accordance with AS 1982
Method 6.1: Hardness traverse Method 6.2: Micrographic test Method 6.3: Macroscopic test
LMATS can perform cased depth measurement in accordance with AS 1982
Method 6.4: Micro hardness test Method 6.5: Chemical test Method 6.6: Spectrometric test
Methods 6.1 to 6.3 are cost effective methods and Methods 6.4 to 6.6 are relatively expensive methods.
Graphite Classification TestThe comparison of observed graphite particles with the structures shown in the charts give only purely descriptive information on the type, distribution, and size of the graphite in the sample being evaluated. It does not indicate except in a very broad way the origin of the graphite, or the suitability of the iron-carbon alloy for a particular service.
The Graphite Classification Test method covers the classification of graphite in cast irons in terms of type, distribution, and size. This test method is intended to be applicable for all iron-carbon alloys containing graphite particles, and may be applied to gray irons, malleable irons, and the ductile (nodular) irons
LMATS is NATA accredited to perform graphite classification in accordance with AS 5049 and ISO 945.
This test method is used to designate graphite microstructure in cast irons.
Tensile TestingTensile test is the most elementary type of mechanical test performed on materials. Tensile tests are simple, economical and traceable to the national standards. A tensile test also known as tension test is performed by holding the test items or test specimens in a suitable equipment. An axial pulling force is applied on the test item or test specimen and its behaviour under force is recorded on a conventional graph or chart or computerised data acquisition method.

tensile-testGenerally this test is performed at ambient temperature. Where a material is subjected to elevated temperature such as boilers and pressure vessel applications, a high temperature tensile test is performed. In Australia, AS 2291 specifies test method requirements for high temperature tensile test.
This test provides information such as Proof load, 0.2% proof stress, Yield strength, Ultimate tensile strength or breaking force, Elongation, Reduction of area, modulus of elasticity, etc.
Compression TestA compression test is one of the mechanical (strength) tests performed on materials. The compression test determines material behaviour under compressive or crushing load. The test specimen or test item is compressed and deformation at various loads is recorded on conventional graph paper or charts or computerised data acquisition.
This test provides information such as Proof load, 0.1%, 0.2%, 0.5% proof stress, Yield strength, elastic limit, proportional limit, compressive strength or force, Elongation, Reduction of area, modulus of elasticity, etc.
Shear Test or Strength TestShear stress or strength is one of the mechanical properties of a material which is determined by either performing direct single or double shear test or calculated from tensile strength. This mechanical property is very vital in shear pins used in variety of application and cantilever beam loading applications.
Some of the common items on which a shear test is performed are shear pin in locomotive couplers, various automotive pins, valve pistons, bridges metallic rivets, spot and stud welds, etc.
Torque or Torsion TestA torque or torsion test is performed to determine material behaviour in torsional loading or rotational torque loading. This test is commonly applied on shafts, bolts, pins, wires, etc. The most common test is to measure a torque required to fracture or pull off studs, bolts, pins, universal joints, couplers, etc
Flexural or Modulus of Bend TestFlexural or modulus of bend test is more commonly known as three point or four point bend test. This test used to measure material’s bending moment, modulus of rupture and several other qualitative deformability and ductility properties. The commonly tested items are steel plates, tubular items for beam application, sheet metal for deformability and ductility properties.
Ductility (bend) test
bend test1
Ductility is a ability of a material to plastically deform without failure or fracture. In most applications higher ductility in a material is sought.
Ductility test or bend test is very common test for welded joints, piping products and reinforcing (reo bars) materials.
LMATS Melbourne & Sydney laboratories performs test in accordance with the following common standards - AS 2505, AS 1855, AS 2205, ASME IX QW 160, EN 288.4, DIN EN 910, AS 4671, API 5L, AS 1397, AS 1163, AS 1074, ASTM A450 and similar other national and international standards.

LMATS Melbourne & Sydney laboratories also perform ductility tests on protective coatings to qualify the coating process and to measure quality of the protective coatings in accordance to AS 1580.402.1, DNV, Offshore specifications, aerospace specifications and similar standards.
Coating Bond TestA coating bond test or adhesive test is performed to measure the required tensile force to break the coating (quantitative test) or bend test is performed to see if the coating is peeling or flaking off from the subsurface ( qualitative test). LMATS hold proven procedures and NATA accreditation in coating bond / adhesion test.
The test is performed in accordance with AS 1580.402.1, DNV, Offshore specifications, EXXON Mobil, ESSO Shell specification, aerospace specifications and other similar standards.
Weld fracture test - Fillet & Nick break
Fracture test revealing lack of fusion and porosity
Weld fracture test is performed to reveal embedded imperfections such as lack of fusion, incomplete penetration, cracking due to inadequate width to height ratio, slag inclusions and porosity.
The commonly known tests are butt weld fracture test, nick break test and fillet break test.
LMATS Melbourne and Sydney laboratories performs these tests in accordance with AS 2205.4.1, AS 2205.4.2, ISO 9017, ASME IX QW 182, AS 1665 and AS 2885.2 and similar international standards.
Charpy Impact test
Impact test
Impact or toughness strength is very important mechanical property for structures or components subject to shock loading and especially in shipping industry, offshore industry, aviation industry, pressure vessels and bridges in the cold and stormy conditions.
There are primarily 2 types of impact test - Charpy impact test and Izod impact test.
Both tests involves fracturing a notched specimen of standard dimension and measuring the amount of energy absorbed to fracture the specimen.
The absorbed energy is a measuring unit of a materials toughness or impact strength which is used to derive temperature dependent ductile to brittle transition or fracture point.
These tests can also be used to determine critical crack or notch depth.
LMATS Melbourne and Sydney laboratories performs these tests in accordance with AS 1544, AS 2205.7, ASTM E23, ASTM A370, ASME IX QW 170, AS 2885.2, AS 1554 series, AS 3992, AS 3678, AS 3679.1, AS 3679.2, AS 1163, ISO 15614 series, DIN EN 875, DIN EN 10045.1, DNV P2 C2 S1, AWS series, ISO 15614 series, ISO 9956, ISO 9606 series and similar test standards.
Hardness Test
Hardness is a mechanical property of material which refers to resistance to plastic deformation by indentation under applied force.

Hardness is very common terminology used by almost every engineering person to describe materials behaviour in terms of hard, soft, machinability, strength, etc.
Hardness values are used as a reference to determine materials machinability, ductility, elasticity, malleability, brittleness, toughness, strength in various modes and wear resistance.
Hardness test is also used to measure hardened case ( effective case depth and total case depth) on case carburised and hardened or induction or flame hardened ( surface hardening).
There are several types of hardness test.
The most common laboratory based hardness tests are Rockwell hardness, Vickers hardness, Vickers Micro-hardness, Brinell hardness.
The most common portable hardness testers are Brinell hardness tester (Mohr & Federhaff and King ), Leeb hardness tester ( Equotip, time, Mitech), Rockwell/Vickers hardness tester ( Akashi) and Poldi hardness tester. LMATS Melbourne and Sydney laboratories performs hardness test regularly in accordance with AS 1815, ISO 6508.1, ASTM E18, ASTM A370, ISO 6506, AS 1816, ASTM E10, ISO 6507, AS 1817, ASTM E92, ASTM E384, ASTM A956, ASTM E110, AS 1982, EXXON Mobil, ESSO Shell specification and similar other national and international standards.
LMATS Melbourne and Sydney laboratories can determine material grade by performing on-site hardness test using portable hardness tester. The hardness values are converted to equivalent tensile strength in accordance with AS 5016. The tensile properties and the chemical composition is matched to determine material grade.
Portable Hardness Tests
Portable hardness tests are performed by using various types of hardness test methods such as portable Brinell hardness test, Leeb hardness test, Poldi hardness test, impact telebrineller hardness test, ultrasonic hardness test and several other proprietary hardness methods such as Asaki and Krautkramer.
Embrittlement Test
The ductility test can also determine Embrittlement in certain components.
Embrittlement is the complete loss or partial loss of ductility in material where an embrittled product characteristically fails by fracture without appreciable deformation.
The most common Embrittlement is usually encountered in galvanized steel related to aging phenomena, cold working, and absorption of hydrogen.
Embrittlement or loss of ductility in steel is often associated with strain-aging.
train-aging refers to the delayed increase in hardness and strength, and loss of ductility and impact resistance which occur in susceptible steels as a result of the strains induced by cold working.
The aging changes proceed slowly at room temperature, but proceed at an accelerated rate as the aging temperature is raised and may occur rapidly at the galvanizing temperature of approximately 455°C (850°F).
Hydrogen Embrittlement may also occur due to the possibility of atomic hydrogen being absorbed by the steel.

The susceptibility to hydrogen Embrittlement is influenced by the type of steel, its previous heat treatment, and degree of previous cold work.In the case of galvanized steel, the acid pickling reaction prior to galvanizing presents a potential source of hydrogen.
However, the heat of the galvanizing bath partially expels hydrogen that may have been absorbed.
In practice hydrogen Embrittlement of galvanized steel is usually of concern only if the steel exceeds approximately 1100 MPa (150 ksi) in ultimate tensile strength, or if it has been severely cold worked prior to pickling.
Loss of ductility of cold-worked steels is dependent on many factors including the type of steel (strength level, aging characteristics), thickness of steel, and degree of cold work, and is accentuated by areas of stress concentration such as caused by notches, holes, fillets of small radii, sharp bends, etc.
LMATS Melbourne and Sydney laboratories can assist manufacturers and galvanisers by performing this test in accordance with ASTM A143, AS 4671, AS 4680, EXXON Mobil, ESSO Shell specification and similar national and international standards.http://www.wermac.org/others/ndt_pressure_testing_practice.htmlNon Destructive Testing - Hydrostatic testingHydrostatic testing of pressure piping systems in practice
Hydrostatic testing of pressure piping is a mandatory activity before finalization of any new or modified piping system. It is the final check of mechanical integrity of the whole system and should be followed religiously as after this activity the piping system has to be commissioned. This test is carried out at a pressure 1.5 times higher than the design pressure of a system regardless of the service conditions of a piping system. This article discuss some of the major requirements of hydrostatic testing of pressure piping as per ASME B31.3 for process piping and specifically provides guidelines on some issues not directly addressed in the code.Some guidlines
All joints in a test section shall be accessible during tests and shall not be painted, insulated, backfilled or otherwise covered until satisfactory completion of testing in accordance with the requirements in the specification. All equipment and piping to be pressure tested shall be thoroughly cleaned of all dirt, welding slag, construction debris, or other foreign matter. All vents and other connections which can serve as vents shall be open during filling so that all air is vented prior to applying test pressure to the system. Test vents shall be installed at high points. Drain points for fluid disposal after testing, shall be provided. Equipment which is not to be subjected to pressure test shall be either disconnected from the piping or blocked off during the test. Temporary spades and blanks installed for testing purposes shall be designed to withstand the test pressure without distortion. Presence of spades shall be clearly visible during testing. The recommended practice is to use standard blind flanges as per ASME B16.5 or B16.47 and spades acc. to ASME B16.48. Spring supports shall be restrained or removed and expansion bellows removed during hydrostatic testing. Piping which is spring or counterweight supported shall be blocked up temporarily to a degree sufficient to sustain the weight of the test medium. Holding pins shall not be removed from spring supports until testing is completed and the system is drained. Care shall be taken to avoid overloading any parts of the supporting structures during hydrostatic testing. Barriers shall be erected and where practical, Public Address announcements made and access restriction procedures such as permit to work implemented prior to any pressurisation commencing. Under no circumstances should anyone other than an authorised person be allowed within the safety barriers. An important aspect is, that materials used in pressure systems comply with all the required tests, all materials are certified and that the engineer has made the right choice of materials. (see main Menu "Societies" numerous ASTM material standards)

Hydrostatic test has to be performed after all hot works have been completed on a certain piping system. Hot work includes everything related to welding or the post weld heat treatment (PWHT). All radiographic and ultrasonic inspections should be carried out before the pressure test is started. Conducting 100% radiography of all the weld joints assure that your weld joints are defect free but can never provide you with the assurance of mechanical integrity of a system. This is also to be noted that radiography / ultrasonic inspection shall also not to be waived off if the pipeline is to be hydrostatically tested. The individual system documentation i.e. test pack shall be available prior to any testing and shall include information such as test limits, test pressure, test medium, duration, test blinds, blind flanges, vents and drains. The use of marked up P&Ids coupled with isolation registers should be utilised to identify the locations of blinds, Valves, vents and drains. Testing equipment such as pumps, manifold, pressure and temperature recorders, pressure gauges should be within calibration/certification (as per company procedures) and connected to the lowest convenient connection within the system to ensure best results.
Control Valves and soft-seal block Valves shall be removed from the piping prior to the test and replaced with pipe spools. Check Valves shall have the flap or piston removed for testing, where pressure can not be located on the upstream side of the Valve. The locking device of the flap pivot pin shall be reinstated together with the flap and a new cover gasket shall be installed after completion of the test. Piping which is normally open to the atmosphere, such as drains, vents, discharge piping from pressure relieving devices, sewers, and stack downstream of the seal drum, shall not be subjected to the piping test pressure Rotating machinery, such as pumps, turbines, and compressors. Machinery lube and seal oil systems which could be impaired by the presence of water, shall not be subjected to the piping test pressure. Strainer elements, filter elements, expansion joints, and pressure relieving devices, such as rupture discs and pressure Relief Valves. All locally mounted indicating pressure gauges.
Preparation and Testing
Pressure gauges should be fitted at both low and high point when testing large volume systems. The system shall be filled from the lowest available point; all vents and high point connections shall be open during this operation to allow the air in the system to vent off. After the system has been completely vented all vents and drains should be plugged or blinded. Verify that Valves are in place and open/closed as required. Maintain pressure for 10 minutes and then gradually increase pressure in steps of one tenth of the test pressure until the test pressure is attained. The recommended practice of a QC inspector is to walk through the whole piping system and check for leaks. Every single length of piping, welds, bolted connections shall be visually examined for any leakage. Duration of this activity varies with the span of piping system. For larger piping system time taken for this activity is enough to clear the hydrostatic test. In case of piping system having smaller span, 1 hour time may be made as standard practice. Whenever a leak is found from flanged connection, it is advisable not to perform any tightening before the system pressure is brought down to at least 70%. A leak from a weld joint, piping base metal or any other location which may require hot work shall only be addressed after de-pressurizing the piping under test. After any leaks have been repaired the system shall again be pressurised to the test pressure in stages. The test should be witnessed and accepted by a third party, client representative or a responsible person within the company and signed as accepted. Pressure and ambient temperatures should be recorded throughout the complete test cycle. These charts should form part of the Hydrostatic Test Documentation. On completion of the test, the system shall be depressurised by controlled means and all vents opened prior to draining of the system to avoid any vacuum within the system.Definition and Details of PipeDefinition of Pipe

Pipe is a hollow tube with round cross section for the conveyance of products. The products include fluids, gas, pellets, powders and more. The word pipe is used as distinguished from tube to apply to tubular products of dimensions commonly used for pipeline and piping systems. On this website, pipes conforming to the dimensional requirements of: ASME B36.10 Welded and Seamless Wrought Steel Pipe and ASME B36.19 Stainless Steel Pipe will be discussed.Pipe or Tube?
In the world of piping, the terms pipe and tube will be used. Pipe is customarily identified by "Nominal Pipe Size" (NPS), with wall thickness defined by "Schedule number" (SCH). Tube is customarily specified by its outside diameter (O.D.) and wall thickness (WT), expressed either in Birmingham wire gage (BWG) or in thousandths of an inch.
Pipe: NPS 1/2-SCH 40 is even to outside diameter 21,3 mm with a wall thickness of 2,77 mm.Tube: 1/2" x 1,5 is even to outside diameter 12,7 mm with a wall thickness of 1,5 mm.
The principal uses for tube are in Heat Exchangers, instrument lines and small interconnections on equipment such as compressors, boilers etc..Materials for Pipe
Engineering companies have materials engineers to determine materials to be used in piping systems. Most pipe is of carbon steel (depending on service) is manufactured to different ASTM standards.
Carbon-steel pipe is strong, ductile, weldable, machinable, reasonably, durable and is nearly always cheaper than pipe made from other materials. If carbon-steel pipe can meet the requirements of pressure, temperature, corrosion resistance and hygiene, it is the natural choice.
Iron pipe is made from cast-iron and ductile-iron. The principal uses are for water, gas and sewage lines.
Plastic pipe may be used to convey actively corrosive fluids, and is especially useful for handling corrosive or hazardous gases and dilute mineral acids.
Other Metals and Alloys pipe made from copper, lead, nickel, brass, aluminium and various stainless steels can be readily obtained. These materials are relatively expensive and are selected usually either because of their particular corrosion resistance to the process chemical, their good Heat Transfer, or for their tensile strength at high temperatures. Copper and copper alloys are traditional for instrument lines, food processing and Heat Transfer equipment. Stainless steels are increasingly being used for these.Lined Pipe
Some materials described above, have been combined to form lined pipe systems.For example, a carbon steel pipe can be internally lined with material able to withstand chemical attack permits its use to carry corrosive fluids. Linings (Teflon®, for example) can be applied after fabricating the piping, so it is possible to fabricate whole pipe spools before lining.
Other internal layers can be: glass, various plastics, concrete etc., also coatings, like Epoxy, Bituminous Asphalt, Zink etc. can help to protect the inner pipe.
Many things are important in determining the right material. The most important of these are pressure, temperature, product type, dimensions, costs etc..Definition and Details of Nominal Pipe SizeNominal Pipe Size
Nominal Pipe Size (NPS) is a North American set of standard sizes for pipes used for high or low pressures and temperatures. The name NPS is based on the earlier "Iron Pipe Size" (IPS) system.

That IPS system was established to designate the pipe size. The size represented the approximate inside diameter of the pipe in inches. An IPS 6" pipe is one whose inside diameter is approximately 6 inches. Users started to call the pipe as 2inch, 4inch, 6inch pipe and so on. To begin, each pipe size was produced to have one thickness, which later was termed as standard (STD) or standard weight (STD.WT.). The outside diameter of the pipe was standardized.
As the industrial requirements handling higher pressure fluids, pipes were manufactured with thicker walls, which has become known as an extra strong (XS) or extra heavy (XH). The higher pressure requirements increased further, with thicker wall pipes. Accordingly, pipes were made with double extra strong (XXS) or double extra heavy (XXH) walls, while the standardized outside diameters are unchanged. Note that on this website only terms XS and XXS are used.Pipe Schedule
So, at the IPS time only three walltickness were in use. In March 1927, the American Standards Association surveyed industry and created a system that designated wall thicknesses based on smaller steps between sizes. The designation known as nominal pipe size replaced iron pipe size, and the term schedule (SCH) was invented to specify the nominal wall thickness of pipe. By adding schedule numbers to the IPS standards, today we know a range of wall thicknesses, namely:
SCH 5, 5S, 10, 10S, 20, 30, 40, 40S, 60, 80, 80S, 100, 120, 140, 160, STD, XS and XXS.
Nominal pipe size (NPS) is a dimensionless designator of pipe size. It indicates standard pipe size when followed by the specific size designation number without an inch symbol. For example, NPS 6 indicates a pipe whose outside diameter is 168.3 mm.
The NPS is very loosely related to the inside diameter in inches, and NPS 12 and smaller pipe has outside diameter greater than the size designator. For NPS 14 and larger, the NPS is equal to 14inch.For a given NPS, the outside diameter stays constant and the wall thickness increases with larger schedule number. The inside diameter will depend upon the pipe wall thickness specified by the schedule number.
Summary:Pipe size is specified with two non-dimensional numbers,
nominal pipe size (NPS) schedule number (SCH)
and the relationship between these numbers determine the inside diameter of a pipe.
Stainless Steel Pipe dimensions determined by ASME B36.19 covering the outside diameter and the Schedule wall thickness. Note that stainless wall thicknesses to ASME B36.19 all have an "S" suffix. Sizes without an "S" suffix are to ASME B36.10 which is intended for carbon steel pipes.
The International Standards Organization (ISO) also employs a system with a dimensionless designator.Diameter nominal (DN) is used in the metric unit system. It indicates standard pipe size when followed by the specific size designation number without a millimeter symbol. For example, DN 80 is the equivalent designation of NPS 3. Below a table with equivalents for NPS and DN pipe sizes.NPS 1/2 3/4 1 1.1/4 1.1/2 2 2.1/2 3 3.1/2 4DN 15 20 25 32 40 50 65 80 90 100
Note: For NPS ≥ 4, the related DN = 25 multiplied by the NPS number.

Do you now what is "ein zweihunderter Rohr"?. Germans means with that a pipe NPS 8 or DN 200. In this case, the Dutch talking about a "8 duimer". I'm really curious how people in other countries indicates a pipe.Examples of actual O.D. and I.D.
Actual outside diameters
NPS 1 actual O.D. = 1.5/16" (33.4 mm) NPS 2 actual O.D. = 2.3/8" (60.3 mm) NPS 3 actual O.D. = 3.1/2" (88.9 mm) NPS 4 actual O.D. = 4.1/2" (114.3 mm) NPS 12 actual O.D. = 12.3/4" (323.9 mm) NPS 14 actual O.D. = 14" (355.6 mm)
Actual inside diameters of a 1 inch pipe.
NPS 1-SCH 40 = O.D.33,4 mm - WT 3,38 mm - I.D. 26,64 mm NPS 1-SCH 80 = O.D.33,4 mm - WT. 4,55 mm - I.D. 24,30 mm NPS 1-SCH 160 = O.D.33,4 mm - WT 6,35 mm - I.D. 20,70 mm
Such as above defined, no inside diameter corresponds to the truth 1" (25,4 mm).The inside diameter is determined by the wall thickness (WT).Facts you need to know!
Schedule 40 and 80 approaching the STD and XS and are in many cases the same.From NPS 12 and above the wall thickness between schedule 40 and STD are different, from NPS 10 and above the wall thickness between schedule 80 and XS are different.
Schedule 10, 40 and 80 are in many cases the same as schedule 10S, 40S and 80S.But watch out, from NPS 12 - NPS 22 the wall thicknesses in some cases are different. Pipes with suffix "S" have in that range thinner wall ticknesses.
ASME B36.19 does not cover all pipe sizes. Therefore, the dimensional requirements of ASME B36.10 apply to stainless steel pipe of the sizes and schedules not covered by ASME B36.19.The Story Behind Nominal Pipe Size March 9, 2006
A question was put to the PM Engineer (PME) staff (one of SUPPLY HOUSE TIMES sister magazines) asking how nominal pipe size came to be. Here is the answer provided by PME Editorial Director Julius Ballanco. The person directly responsible for the nominal pipe size was a gentleman by the name of Robert Briggs. Briggs was the superintendent of the Pascal Iron Works in Philadelphia. In 1862, he wrote a set of pipe specifications for iron pipe, and passed them around to all of the mills in the area. Realize that in 1862, the United States was engaged in the Civil War. Each pipe mill made its own pipe and fittings to its own specifications. Briggs tried to standardize the sizing, which would also help the war effort. The pipe and fittings would be interchangeable between mills. This was rather novel in 1862. The pipe standards went on to become known as the "Briggs Standards". They eventually became the American Standards, and finally the standards used for modern day pipe. The current ASTM A53 Steel Pipe Standard uses basically the Briggs Standard for pipe sizes 1/2 inch through 4 inch. You will notice that after 4 inches, pipe starts to get closer to the actual dimension used to identify the pipe. So, you are probably asking, where did the sizes come from ?. Well, they were the sizes of the dies used in Pascal Iron Works. Briggs made everyone adjust to him. Hence, the name "nominal" pipe size came about, meaning "close to" or "somewhere in the proximity of" the actual dimension.Grades of materials used forPipes - Fittings - Flanges - Valves - Stud Bolts

according to various AsTM standardsWhat are ASTM Grades?
ASTM standards define the specific manufacturing process of the material and determine the exact chemical composition of pipes, fittings and flanges, through percentages of the permitted quantities of carbon, magnesium, nickel, etc., and are indicated by "Grade".
For example, a carbon steel pipe can be identified with Grade A or B, a stainless-steel pipe with Grade TP304 or Grade TP321, a carbon steel fitting with Grade WPB etc..
Below you will find as an example 3 tables with chemical requirements for:
Flanges according to ASTM A182 Grade F304, F304L F316L Pipes according to ASTM A312 Grade TP304, TP304L, TP3016L Fittings according to ASTM A403 Grade WP304, WP304L, WP316L
Furthermore, a table with frequently used ASTM Grades, arranged on Pipes, Fittings, Flanges, Valves, Bolts & Nuts, which belong together as a group.
As you may be have noted, in the table below, ASTM A105 has no Grade. Sometimes ASTM A105N is described;N stands not for Grade, but for normalized. Normalizing is a type of heat treatment, applicable to ferrous metals only. The purpose of normalizing is to remove the internal stresses induced by heat treating, casting, forming etc..
Chemical requirements composition, %Flanges according to ASTM A182Grade C Mn P S Si Ni Cr MoF304 0.08 2.0 0.045 0.030 1.0 8.0-11.0 18.0-20.0 F304L 0.030 2.0 0.045 0.030 1.0 8.0-13.0 18.0-20.0 F316L 0.030 2.0 0.045 0.030 1.0 10.0-15.0 16.0-18.0 2.0-3.0Note:Grades F304, F304L, and F316L shall have a maximum Nitrogen content of 0.10%.
Pipes according to ASTM A312Grade C Mn P S Si Cr Ni MoTP304 0.08 2.0 0.045 0.030 1.0 18.0-20.0 8.0-11.0 TP304L 0.035 2.0 0.045 0.030 1.0 18.0-20.0 8.0-13.0 TP316L 0.035 2.0 0.045 0.030 1.0 16.0-18.0 10.0-14.0 2.0-3.0Note:For small diameter or thin walls or both, where many drawing passes are required, a Carbon maximum of 0.040% is necessary in grades TP304L and TP316L. Small outside diameter tubes are defined as those less than 0.50 in. [12.7 mm] in outside diameter and light wall tubes as those less than 0.049 in. [1.20 mm] in average wall thickness (0.044 in. [1.10 mm] in minimum wall thickness).
Fittings according to ASTM A403Grade C (1) Mn (1) P (1) S (1) Si (1) Ni Cr MoWP304 0.08 2.0 0.045 0.030 1.0 8.0-11.0 18.0-20.0 WP304L 0.030 (2) 2.0 0.045 0.030 1.0 8.0-12.0 18.0-20.0 WP316L 0.030 (2) 2.0 0.045 0.030 1.0 10.0-14.0 (3) 16.0-18.0 2.0-3.0Notes:(1) Maximum, unless otherwise indicated.

(2) For small diameter or thin walls or both, where many drawing passes are required, a Carbon maximum of 0.040% is necessary in grades TP304L and TP316L. Small outside diameter tubes are defined as those less than 0.50 in. [12.7 mm] in outside diameter and light wall tubes as those less than 0.049 in. [1.20 mm] in average wall thickness (0.044 in. [1.10 mm] in minimum wall thickness).(3) On pierced tubing, the Nickel may be 11.0-16.0%.Frequently used ASTM GradesMaterial Pipes Fittings Flanges Valves Bolts & Nuts Carbon Steel A106 Gr A A234 Gr WPA A105 A216 Gr WCB A193 Gr B7A194 Gr 2HA106 Gr B A234 Gr WPB A105 A216 Gr WCBA106 Gr C A234 Gr WPC A105 A216 Gr WCB Carbon SteelAlloyHigh-Temp A335 Gr P1 A234 Gr WP1 A182 Gr F1 A217 Gr WC1 A193 Gr B7A194 Gr 2HA335 Gr P11 A234 Gr WP11 A182 Gr F11 A217 Gr WC6A335 Gr P12 A234 Gr WP12 A182 Gr F12 A217 Gr WC6A335 Gr P22 A234 Gr WP22 A182 Gr F22 A217 Gr WC9A335 Gr P5 A234 Gr WP5 A182 Gr F5 A217 Gr C5A335 Gr P9 A234 Gr WP9 A182 Gr F9 A217 Gr C12 Carbon SteelAlloyLow-Temp A333 Gr 6 A420 Gr WPL6 A350 Gr LF2 A352 Gr LCB A320 Gr L7A194 Gr 7A333 Gr 3 A420 Gr WPL3 A350 Gr LF3 A352 Gr LC3 AusteniticStainlessSteel A312 Gr TP304 A403 Gr WP304 A182 Gr F304 A182 Gr F304 A193 Gr B8A194 Gr 8A312 Gr TP316 A403 Gr WP316 A182 Gr F316 A182 Gr F316A312 Gr TP321 A403 Gr WP321 A182 Gr F321 A182 Gr F321A312 Gr TP347 A403 Gr WP347 A182 Gr F347 A182 Gr F347 ASTM Materials
Pipes
A106 = This specification covers carbon steel pipe for high-temperature service. A335 = This specification covers seamless ferritic alloy-steel pipe for high-temperature service. A333 = This specification covers wall seamless and welded carbon and alloy steel pipe intended for use at low temperatures. A312 = Standard specification for seamless, straight-seam welded, and cold worked welded austenitic stainless steel pipe intended for high-temperature and general corrosive service.
Fittings
A234 = This specification covers wrought carbon steel and alloy steel fittings of seamless and welded construction.

A420 = Standard specification for piping fittings of wrought carbon steel and alloy steel for low-temperature service. A403 = Standard specification for wrought austenitic stainless steel piping fittings.
Flanges
A105 = This specification covers standards for forged carbon steel piping components, that is, flanges, fittings, Valves, and similar parts, for use in pressure systems at ambient and higher-temperature service conditions. A182 = This specification covers forged or rolled alloy and stainless steel pipe flanges, forged fittings, and Valves and parts for high-temperature service. A350 = This specification covers several grades of carbon and low alloy steel forged or ring-rolled flanges, forged fittings and Valves for low-temperature service.
Valves
A216 = This specification covers carbon steel castings for Valves, flanges, fittings, or other pressure-containing parts for high-temperature service and of quality suitable for assembly with other castings or wrought-steel parts by fusion welding. A217 = This specification covers steel castings, martensitic stainless steel and alloys steel castings for Valves, flanges, fittings, and other pressure-containing parts intended primarily for high-temperature and corrosive service. A352 = This specification covers steel castings for Valves, flanges, fittings, and other pressure-containing parts intended primarily for low-temperature service. A182 = This specification covers forged or rolled alloy and stainless steel pipe flanges, forged fittings, and Valves and parts for high-temperature service.
Bolts & Nuts
A193 = This specification covers alloy and stainless steel bolting material for pressure vessels, Valves, flanges, and fittings for high temperature or high pressure service, or other special purpose applications. A320 = Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for Low-Temperature Service. A194 = Standard specification for nuts in many different material types.


















