Weld Dilution
11
WELDING RESEARCH -s 237 WELDING JOURNAL ABSTRACT. Al-Mg-Si alloys are known to be highly susceptible to solidification cracking except when using an appropri- ate filler metal (e.g., 4043 or 5356), al- though the amount of dilution required to avoid cracking has never been a well- defined quantity. The aim of the present study is to determine a relationship be- tween filler metal dilution, local strain rate conditions, and cracking susceptibility. Making use of the controlled tensile weld- ability (CTW) test and local strain exten- someter measurements, a boundary has been established between crack and no- crack conditions for different local strain rates and dilution amounts, holding all other welding parameters constant. This boundary, presented in the form of a crit- ical strain rate-dilution map, defines the critical amount of 4043 filler metal re- quired to avoid solidification cracking when arc welding 6060 aluminum, de- pending upon local strain rate. Introduction Al-Mg-Si extrusion alloys are widely used in fabricated structures because of their good corrosion resistance, moderate strength achieved through heat treatment, and good weldability when using an ap- propriate filler metal. When welded auto- genously, however, these alloys are known to be highly susceptible to solidification cracking (Refs. 1–3). Typical welding filler metals, such as Alloy 4043 (Al-5%Si) or Alloy 5356 (Al-5%Mg), shift the weld pool composition to an alloy regime that is less crack sensitive. Because the filler and base metals have different compositions, the amount of dilution will influence the com- position of the weld pool, determining its metallurgical and mechanical properties and cracking susceptibility. The choice of the filler is sometimes related not only to the weld cracking susceptibility, but to the desired mechanical properties of the welds. Normally, Alloy 5356 is selected for higher strength, whereas 4043 is selected for improved cracking resistance. Although it is well established that use of an appropriate filler metal improves weldability, the amount of filler dilution required to avoid cracking has remained an undefined quantity. Curiously, this has never been considered an important issue to industry, perhaps because standard welding practice routinely results in suffi- cient dilution to avoid cracking. This would particularly be true for gas metal arc welding, where high filler metal dilu- tion (30–60%) is common. The objective of the present study was to characterize the solidification cracking susceptibility of the 6060 aluminum base metal welded with 4043 filler metal. Alloy 6060 was selected because of its high sus- ceptibility to solidification cracking (Ref. 4). Using a newly developed controlled tensile weldability (CTW) test, the amount of 4043 dilution required to avoid crack formation was determined for dif- ferent local strain rate conditions. Strain rate was identified as an important para- meter to monitor, particularly because of its direct relationship to cracking mecha- nisms as is discussed further in this paper. Also, in realization of the importance of solidification range and liquid feeding to cracking, the solidification path was char- acterized using thermal analysis tech- niques combined with metallographic ob- servations. A new approach to crack evaluation was taken whereby a strain rate vs. dilution map was developed to identify critical conditions needed for cracking. Background Cracking Mechanism Research work spanning 50 years has led to the belief that tensile stresses and strains at the trailing end of the weld pool are responsible for forming solidification cracks (Refs. 5–10). Likewise, it has long been understood that some alloys have greater susceptibility to cracking, and that this higher susceptibility can sometimes be related to solidification range (Refs. 11–13) or the ability to feed shrinkage (Ref. 14). Strain accumulated as a result of solidification shrinkage and thermal con- traction serves to pull weld metal grains apart in the mushy zone, resulting in the separation of grain boundary liquid films. Pellini (Ref. 5), Prokhorov (Ref. 6), and Senda et al. (Ref. 7), in succession, helped develop a concept for cracking based upon limited ductility, assuming that only a lim- ited strain can be accommodated over a brittle temperature range (BTR) during solidification. Strain rate was also realized to be an im- portant factor by these same researchers (Refs. 6, 7), but only insofar as it serves to determine how much strain can be accu- mulated during the time of solidification. Accordingly, several weldability tests have been developed specifically to measure critical strain rate, including the variable tensile strain test (Ref. 15), the slow bend- ing trans-varestraint test (Ref. 16), and the variable deformation rate (VDR) test (Ref. 17). Meanwhile, new models arising from a better understanding of nonequilibrium so- lidification have suggested that strain rate may play a more direct role in the actual liq- uid fracture mechanism, e.g., controlling the pressure drop in the interdendritic liq- uid to initiate cracks (Ref. 18). Crack growth mechanisms have been less studied, but it appears that strain rate may likewise play a direct role, influencing the balance between transverse displacement, liquid feeding, and crack advancement (Ref. 19). Defining a Critical Weld Dilution to Avoid Solidification Cracking in Aluminum A new weldability test and a new approach for relating cracking susceptibility, filler metal dilution, and local strain rate conditions inaluminum welds were developed BY N. CONIGLIO, C. E. CROSS, T. MICHAEL, AND M. LAMMERS KEYWORDS Dilution Solidification Cracking Al-Mg-Si Alloys 6060 Aluminum Arc Welding Strain Rate N. CONIGLIO, C. E. CROSS, T. MICHAEL, and M. LAMMERS are with Federal Institute for Materials Research and Testing (BAM), Berlin, Germany.
description
Weld dilution
Transcript of Weld Dilution
-
WELDING RESEARCH
-s237WELDING JOURNAL
ABSTRACT. Al-Mg-Si alloys are knownto be highly susceptible to solidificationcracking except when using an appropri-ate filler metal (e.g., 4043 or 5356), al-though the amount of dilution required toavoid cracking has never been a well-defined quantity. The aim of the presentstudy is to determine a relationship be-tween filler metal dilution, local strain rateconditions, and cracking susceptibility.Making use of the controlled tensile weld-ability (CTW) test and local strain exten-someter measurements, a boundary hasbeen established between crack and no-crack conditions for different local strainrates and dilution amounts, holding allother welding parameters constant. Thisboundary, presented in the form of a crit-ical strain rate-dilution map, defines thecritical amount of 4043 filler metal re-quired to avoid solidification crackingwhen arc welding 6060 aluminum, de-pending upon local strain rate.
Introduction
Al-Mg-Si extrusion alloys are widelyused in fabricated structures because oftheir good corrosion resistance, moderatestrength achieved through heat treatment,and good weldability when using an ap-propriate filler metal. When welded auto-genously, however, these alloys are knownto be highly susceptible to solidificationcracking (Refs. 13). Typical welding fillermetals, such as Alloy 4043 (Al-5%Si) orAlloy 5356 (Al-5%Mg), shift the weld poolcomposition to an alloy regime that is lesscrack sensitive. Because the filler and basemetals have different compositions, theamount of dilution will influence the com-position of the weld pool, determining itsmetallurgical and mechanical propertiesand cracking susceptibility. The choice ofthe filler is sometimes related not only tothe weld cracking susceptibility, but to the
desired mechanical properties of thewelds. Normally, Alloy 5356 is selected forhigher strength, whereas 4043 is selectedfor improved cracking resistance.
Although it is well established that useof an appropriate filler metal improvesweldability, the amount of filler dilutionrequired to avoid cracking has remainedan undefined quantity. Curiously, this hasnever been considered an important issueto industry, perhaps because standardwelding practice routinely results in suffi-cient dilution to avoid cracking. Thiswould particularly be true for gas metalarc welding, where high filler metal dilu-tion (3060%) is common.
The objective of the present study wasto characterize the solidification crackingsusceptibility of the 6060 aluminum basemetal welded with 4043 filler metal. Alloy6060 was selected because of its high sus-ceptibility to solidification cracking (Ref.4). Using a newly developed controlledtensile weldability (CTW) test, theamount of 4043 dilution required to avoidcrack formation was determined for dif-ferent local strain rate conditions. Strainrate was identified as an important para-meter to monitor, particularly because ofits direct relationship to cracking mecha-nisms as is discussed further in this paper.Also, in realization of the importance ofsolidification range and liquid feeding tocracking, the solidification path was char-acterized using thermal analysis tech-niques combined with metallographic ob-servations. A new approach to crackevaluation was taken whereby a strain ratevs. dilution map was developed to identify
critical conditions needed for cracking.
BackgroundCracking Mechanism
Research work spanning 50 years hasled to the belief that tensile stresses andstrains at the trailing end of the weld poolare responsible for forming solidificationcracks (Refs. 510). Likewise, it has longbeen understood that some alloys havegreater susceptibility to cracking, and thatthis higher susceptibility can sometimes berelated to solidification range (Refs.1113) or the ability to feed shrinkage(Ref. 14). Strain accumulated as a result ofsolidification shrinkage and thermal con-traction serves to pull weld metal grainsapart in the mushy zone, resulting in theseparation of grain boundary liquid films.Pellini (Ref. 5), Prokhorov (Ref. 6), andSenda et al. (Ref. 7), in succession, helpeddevelop a concept for cracking based uponlimited ductility, assuming that only a lim-ited strain can be accommodated over abrittle temperature range (BTR) duringsolidification.
Strain rate was also realized to be an im-portant factor by these same researchers(Refs. 6, 7), but only insofar as it serves todetermine how much strain can be accu-mulated during the time of solidification.Accordingly, several weldability tests havebeen developed specifically to measurecritical strain rate, including the variabletensile strain test (Ref. 15), the slow bend-ing trans-varestraint test (Ref. 16), and thevariable deformation rate (VDR) test (Ref.17). Meanwhile, new models arising from abetter understanding of nonequilibrium so-lidification have suggested that strain ratemay play a more direct role in the actual liq-uid fracture mechanism, e.g., controllingthe pressure drop in the interdendritic liq-uid to initiate cracks (Ref. 18). Crackgrowth mechanisms have been less studied,but it appears that strain rate may likewiseplay a direct role, influencing the balancebetween transverse displacement, liquidfeeding, and crack advancement (Ref. 19).
Defining a Critical Weld Dilution to AvoidSolidification Cracking in Aluminum
A new weldability test and a new approach for relating cracking susceptibility, filler metal dilution, and local strain
rate conditions inaluminum welds were developed
BY N. CONIGLIO, C. E. CROSS, T. MICHAEL, AND M. LAMMERS
KEYWORDS
DilutionSolidification CrackingAl-Mg-Si Alloys6060 AluminumArc WeldingStrain RateN. CONIGLIO, C. E. CROSS, T. MICHAEL,
and M. LAMMERS are with Federal Institute forMaterials Research and Testing (BAM), Berlin,Germany.
Coniglio Sept 2008layout:Layout 1 8/7/08 8:55 AM Page 237
-
Weldability of Al-Mg-Si Alloys
Jennings et al. (Ref. 20) examined theinfluence of composition on the crackingsusceptibility of high-purity Al-Mg-Siternary alloys (Fig. 1) using a ring casting
test. A ridge of high cracking susceptibil-ity is observed along the Al-Mg2Si quasi-binary line (Mg/Si = 1.73, weight ratio)with a peak in cracking susceptibility oc-curring at 0.4 wt-% Si and 0.3 wt-% Mg.Alloy 6060 sits close to this peak, andhence should have a high susceptibility to
WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s238
Fig. 2 Comparison of as-cast structures noting the different phases (Ref.23) for the following: A 6060; B 6060+20% 4043 .
Fig. 1 Quasi-binary line superimposed on ring casting data of Jen-nings et al. (Ref. 20) showing solidification cracking susceptibility forAl-Mg-Si ternary alloy system.
Table 1 Nominal Mid-Range Compositionfor Aluminum Alloy 6060 and 6060/4043 Mix-tures (Ref. 21)
Aluminum Alloy Composition (wt- %)Si Mg Fe
6060 0.50 0.50 0.206060+5%4043 0.72 0.48 0.216060+10%4043 0.95 0.46 0.226060+15%4043 1.17 0.43 0.236060+10%4043 1.40 0.41 0.24
4043 5.00 0.05 0.40
Table 2 Phase Reactions in Al-Mg-Si-Fe Quaternary System for Aluminum 6060 Castings withand without 4043 Dilution (Ref. 23)
Temperature (C)No. Phase Reaction 6060 6060+20%40431 Start solidification 666 6662 L+TiAl3(Al) 666 6663 L(Al) 653650 6506474 Coherency Point 642637 6426395 L(Al)+(Al8Fe2Si) 6 L(Al)+(Al5FeSi) 609597 7 L(Al)+Mg2Si 597589 8 L(Al)+Si 587578 5845779 L(Al)+Si(Al5FeSi) 564 556
10 L+(Al)+Si+(FeMg3Si6Al8) 53953411 LMg2Si+Si+(Al)+(FeMg3Si6Al8) 52450912 End Solidification 578 509
Table 3 Base Welding Parameters forGTAWCWF Process
Current 110AVoltage 17.8
Arch Length 2 mmElectrode Diameter 3.2 mmElectrode Type Tungsten + 1% LaO2Electrode Tip Angle 30 deg
Torch Gas HeliumGas Flow Rate 0.33 L/s
Polarity DCENTorch Travel Speed 4 mm/sWire Diameter 0.8 mm
Wire Feed 041.7 mm/s
A
B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:56 AM Page 238
-
WELDING RESEARCH
-s239WELDING JOURNAL
cracking, something that has been verifiedin circular patch tests (Ref. 4). The weldmetal composition is shifted to a lesscrack-sensitive region when diluted withAlloy 4043, changing primarily the siliconcontent (Table 1), increased by a factor of3 for 20% filler dilution.
In relation to the quasi-binary line, it isexpected that when welding with 4043 fillermetal and an increased weld metal siliconcontent, the microstructure should consistof increasing amounts of silicon phase in ad-dition to the quasi-binary eutectic phaseMg2Si (Ref. 22). However, due to the pres-ence of the impurity iron (0.20 wt-% Fe,Table 1), the phase reactions that actuallyoccur are considerably more complex for assuggested in Table 2 for castings. Even atlow concentrations, iron has a strong influ-ence on solidification structure due to itsstrong capacity to partition (equilibriumpartition ratio: k = 0.03) and form com-pounds with silicon and aluminum.
Based upon thermal analysis, mi-crostructure observations and available lit-erature, small increases in Si content havebeen found to have a major effect on the so-lidification path of 6060 castings (Ref. 23).Increasing silicon from 0.50 to 1.40 wt-%causes the solidus temperature to dropfrom 577 to 509C, increases the quantityof interdendritic constituent from 2 to 14vol-%, and results in different phase for-mation. Binary (Al5FeSi) and Mg2Siphases are replaced with ternary (Al5FeSi), (FeMg3Si6Al8), and a lowmelting quaternary eutectic Fig. 2.Higher silicon content has also been ob-served to result in grain refinement and re-duced solidification shrinkage.
Experimental
Controlled Tensile Weldability Test
Solidification cracking susceptibilitywas studied by means of a newly developed
controlled tensileweldability testshown in Fig. 3A,consisting of ahorizontal tensiletest apparatus(500-kN load ca-pacity) that canapply a plane ten-sile strain duringwelding, trans-verse to the weld-ing direction, at acontrolled strainrate. This test pro-vides a way to de-termine the criti-cal strain rateneeded for solidification crack formation.The concept for such a test is not new, withdifferent variations appearing in the litera-ture (Refs. 15, 24). In comparison, for ex-ample, the programmable deformationcracking (PVR) test consists of applying atensile strain during welding, in the direc-
tion of welding, while ramping up the strainrate (Ref. 24). The point at which crackingis first observed defines a critical strain rate.While such tensile tests can be used toapply a global strain at a fixed strain rateduring welding, of more importance is thelocal strain and strain rate (i.e., in the
Fig. 3 A Overview of CTW test machine; B dimensions of test coupon showing test coupon joined to two load-transfer plates.
Fig. 4 Illustration for dilution calculation from weld metal cross section.
Table 4 Etchants Used for Oxide Removal and Metallographic Analysis
Etchant DescriptionE1 869 mL H2O, 125 mL HNO3 65%, 6.25 mL HF 48%E2 100 mL H2O, 66 mL HCI, 66 mL HNO3 16 mL HFE3 100 mL H2O, 4g KMnO4, 1g NaOH
Table 5 CTW Test Sequence
Step Distance from theNumber Weld Start (mm) Related Action
1 0 Start weld2 30 Start cross-head travel3 50 Electrode at the top of the extensometer4 90 Stop cross-head travel5 100 Stop weld
A B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:57 AM Page 239
-
WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s240
mushy zone or vicinity), which is not thesame as global strain values and hence mustbe measured separately.
Welding Parameters
Welding was performed using the gas-tungsten arc, cold wire feed process(GTAW-CWF). Weld coupons 120 mm inlength were cut from 40 4 -mm extrudedbars of 6060-T4, with a hardness of 40HV0.5. In preparation for testing, eachcoupon was welded to two load-transferaluminum plates (300 150 8 mm, Fig.3B), suitable for clamping into the head-stock of the CTW machine. Followingtesting, coupons were cut out and theload-transfer plates reused. The basewelding parameters, held constantthroughout this study, are listed in Table 3.Arc voltage was kept constant using an arcvoltage control system, maintaining a 2-mm arc length corresponding to a 17.8-Varc voltage. Parameters were developed toobtain a complete-joint-penetration,
bead-on-plate weld. Welding wire speedand tensile cross-head speed were experi-mental variables. Welding wire speed wasvaried from 0.0 to 41.7 mm/s in incremen-tal steps of 8.3 mm/s. Prior to welding, theoxide layer on the test coupon was chemi-cally removed (etch E1 applied at roomtemperature for 15 min, Table 4), followedby degreasing with acetone.
CTW Test Sequence
The CTW test sequence is summarizedin Table 5. A preload of 15 kN was appliedprior to welding to compensate for ther-mal expansion of the weld coupon duringwelding, maintaining it in tension even ata 0 mm/s transverse cross-head speed. Thearc was initiated by touch contact betweenthe electrode and the weld coupon. In a100-mm-long weld, the transverse cross-head speed was applied 30 mm after thestart of welding. Local strain was mea-sured at the weld midlength. At the end ofthe weld, the arc was abruptly extin-
guished, providing information as to theshape of the weld pool. Each individualtest was run at a constant applied strainrate, where the tensile transverse cross-head speed was varied from 0.000 to 0.083mm/s in incremental steps of 0.017 mm/sper test. This globally applied strain rateresulted in variations in local strain rate(i.e., region adjacent to weld pool), whichwas measured with an extensometer.
Local Strain Rate Measurement
Ideally, what is most pertinent to crack-ing is the strain rate experienced at thegrain boundaries in the mushy zone (i.e.,grain boundary strain rate). Attempts tomeasure this have been reported in the lit-erature, e.g., the MISO technique (Ref.25), whereby video recordings of the topsurface of the weld metal were analyzed bynoting the displacement of oxide particlesover time. However, this analysis is cum-bersome, not necessarily accurate, and isnot easily adapted for regular application.In this study, the strain rate was measuredinstead using an extensometer in the localvicinity of the weld (referred to as localstrain rate).
Strain distribution measurements madeusing digital image correlation (DIC) sug-gest that the strain rate is constant withinthe immediate vicinity of the weld (Ref. 26).This means that the extensometer mea-surements made in this study are related towhat is happening at mushy zone grainboundaries. What is not known is how thelocal strain (and strain rate) is partitionedwithin the mushy zone. It can be argued, forexample, that most of the strain in themushy zone will occur at grain boundaries,which would explain the importance ofgrain refinement in improving crack resis-tance. However, because of our limited un-
Fig. 5 Weld pool measurements from top surface as follows: A Width (A); B distance behind electrode (B) and distance in front of electrode (C).
Table 6 Measured Chemical Analysis for Aluminum Alloy 6060 and 6060/4043 Mixtures (WetChemical Analysis for 4043 Welding Wire and Spectrometry for 6060 Base Metal)
Aluminum Composition (wt%)Alloy Si Mg Fe Mn Cu Cr Ni Zn Ti Zr
6060-T4 0.42 0.59 0.19 0.020 0.012 0.004 0.004 0.009 0.020 0.001
6060+5% 4043 0.66 0.56 0.19 0.019 0.012 0.004 0.004 0.009 0.019 0.001
6060+9%4043 0.86 0.54 0.19 0.018 0.013 0.004 0.004 0.009 0.018 0.001
6060+11%4043 0.96 0.53 0.19 0.018 0.013 0.004 0.004 0.009 0.018 0.001
6060+14%4043 1.10 0.51 0.19 0.018 0.013 0.004 0.004 0.008 0.018 0.001
6060+16%4043 1.20 0.50 0.19 0.017 0.013 0.004 0.004 0.008 0.017 0.001
4043 5.30 0.002 0.22 0.003 0.018 0.002 0.005 0.005 0.003 0.002
A B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:57 AM Page 240
creo
-
WELDING RESEARCH
-s241WELDING JOURNAL
derstanding of strain distribution within themushy zone, the measurement of strain ratein the local weld vicinity will be taken as auseful indicator to reflect upon what is hap-pening in the mushy zone.
An extensometer was attached under-neath the weld coupon, in the path of theweld at midlength (Fig. 3B), to measurethe local transverse strain across the weldpool during the welding process. Thegauge length of the extensometer was 10.5mm, spanning across an 8-mm-wide weldbead. The extensometer output wasrecorded at a 100-Hz frequency during theentire test using CATMAN 4.5 computersoftware for data acquisition and a Spider8 analog-to-digital converter. Local strain
rates were calculated from these recordedstrains and, with incrementally increasedapplied strain rate for each succeedingtest, the critical local strain rate for crack-
ing was identified when cracks were firstobserved.
Strain and strain rate values were ex-amined at the coherency temperature
Fig. 6 Grain structure at the top surface of the weld metal for Al 6060 with the following amounts of dilution with the 4043 filler metal: A 0%; B 5%,C 9%; D 11%; E 14%; F 16%.
Fig. 7 Weld metal cross sections for the case of zero cross-head speed: A 6060; B 6060+16% 4043.
Table 7 Weld Pool Measurements According to Fig. 5
Filler Top Width: Distance behind Distance in Front ofDilution A Electrode: B Electrode: C
(%) (mm) (mm) (mm)0 7.5 6.1 4.75 7.8 6.0 4.69 8.0 6.3 4.811 8.1 6.3 4.714 8.1 5.9 4.616 8.1 5.9 4.8
A
D E F
B C
A B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:58 AM Page 241
creo
-
WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s242
Fig. 8 Shrinkage cavity observed in castings of the following: A 6060; B 6060+20% 4043. Cooling rate was 9C/s between 750 and500C.
Fig. 9 SEM-EBSD micrographs for Al-6060 with the following amountsof dilution: A 0%; B 16% 4043.
(i.e., when the mushy zone passed over theextensometer), corresponding to the pointduring solidification where the secondaryarms of adjacent dendrites first begin tocoalesce. This is normally taken to be theregion where cracking initiates (Ref. 11),and can be determined experimentallyfrom thermal analysis corresponding tothe first arrest in the cooling curve follow-ing the beginning of -Al dendrite solidi-fication (Ref. 27). Coherency represents a
sharp reduction in interdendritic liquidfeeding and thus a change in convectiveheat flow. The position of coherency rela-tive to the torch along the weld centerlinewas determined from weld pool size (i.e.,distance between torch and trailing weldpool boundary) and cooling rate measure-ments (i.e., time between liquidus and co-herency temperatures). The position ofthe torch relative to the extensometer wasdetermined from time of travel.
A few select strain rate measurementswere made by moving the extensometer todifferent locations along the weld length,including the actual site where cracks wereobserved to form. The difference betweenthese values and those measurements ob-tained at midlength was found to be withinthe error of experiment ( 0.05%/s). Also,because welds were made complete pene-tration on relatively thin (4-mm-thick)coupons, it was assumed that conditions ofplane strain exist and that transversestrain in the through-thickness direction isthe same as at the surface.
Thermal Analysis
Cooling curves for the weld pool at 0and 16% 4043 dilution were examinedduring solidification to determine the po-sition of the coherency point relative tothe liquidus and to determine the solidifi-cation range. A hole, 0.6 mm in diameterand 1 mm deep, was drilled from the bot-
Table 8 Characteristic Dimensions of Weld Metal Depending on Filler Dilution
Welding Wire Filler Cross-Section Bead Root Overbead OverbeadSpeed Dilution Area Thickness Width Width Curvature(mm/s) (%) (mm2) (mm) (mm) (mm) (mm1)
0 0 25.1 4.2 5.5 7.5 -0.0688.3 5 25.5 4.4 5.1 7.8 0.023
16.7 9 25.9 4.6 5.4 8.0 0.03125.0 11 28.0 4.7 5.4 8.1 0.00733.3 14 29.0 4.9 5.7 8.1 0.00741.7 16 31.7 5.0 6.5 8.1 0.011
A A
BB
Coniglio Sept 2008layout:Layout 1 8/7/08 8:58 AM Page 242
-
WELDING RESEARCH
-s243WELDING JOURNAL
Fig. 10 Application of cooling rate methods to the 6060 aluminum weld metal with the following: A 0%; B 16% 4043. Arrest numbers correspond tonumbered reactions in Table 9.
tom side of the weld coupon, in the pathof welding at weld midlength. A 0.5-mmouter diameter, sheathed, electricallyground, nickel/chrome-nickel (Type K)thermocouple was preplaced inside thishole (friction fit) before welding. Thethermocouple output was recorded at a200-Hz frequency during solidificationusing CATMAN 4.5 computer softwarefor data acquisition and a Spider 8 analog-to-digital converter.
Metallographic Analysis
Metallographic cross sections were cuttransverse to the weld, at weld midlength.These sections were ground and polishedto 1 m and then chemically polishedusing a slightly basic solution of colloidalsilicon dioxide. The microstructure wasexamined using optical metallography.Electron backscattered diffraction(EBSD) was employed to help define
grain boundaries for grain size measure-ment. Grain size was measured using aline-intercept technique, taking a meanvalue of four line-intercept measure-ments. Other polished cross sections wereetched with Etch E3 (Table 4) for 45 s toreveal the weld pool size and geometry.
Dilution Measurements
The critical strain rate to form crackswas compared for several different fillermetal dilutions: 0, 5, 9, 11, 14, and 16%4043, calculated using Equation 1
where A is the cross-sectional meltedarea of the 6060 base metal, and B+C isthe difference between the total area of
the weld metal and A Fig. 4. Measuredweld metal compositions are comparedin Table 6 for each of these weld dilu-tions. As expected, it is observed that sil-icon is the primary alloying element af-fected by dilution.
In CTW testing, for each dilutionlevel the transverse cross-head speed wasincremented in steps of 0.017 mm/s from0.000 to 0.068 mm/s, noting the valuewhere cracking first occurred. Becauseof the fixed incremental step of trans-verse cross-head speed (0.017 mm/s), theexact location of the crack-no crackboundary lies somewhere within thisfixed step. This corresponds to the dif-ference between the highest measuredstrain rate without cracking and a strainrate slightly greater than that required toform a crack. Hence, the accuracy for de-termining the critical strain rate, for agiven dilution, is limited by the magni-
filler dilutionB C
A B C=
+
+ + 100% (1)
Fig. 11 Micrographs for Al-6060 weld metal with the following amount of dilution: A 0%; B 16% 4043.
A
A B
B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:59 AM Page 243
-
WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s244
tude of this step. Data were plotted as acritical strain rate-dilution map, demark-ing the region between crack and no-crack conditions.
Results and Discussion
Weld Pool/Weld Metal Characterization
Application of Etch E2 at room tem-perature for 1 min (Table 4) revealed thegrain structure and weld pool shape fromthe top surface as shown in Fig. 5. Weldpool shape was approximately constantfor different 4043 dilutions, with distancesA, B, and C summarized in Table 7. Ofparticular importance is distance B, ap-proximately 6 mm, which represents thedistance between the electrode and the fu-sion boundary along the weld centerline.Thus, with a torch travel speed of 4 mm/s,solidification along the weld centerlinestarts approximately 1.5 s after passage ofthe electrode.
Observation of weld metal microstruc-ture from the top surface reveals stray cen-terline grains for autogenous welds (i.e.,with no 4043 filler added, Fig. 6A). Thesestray grains are no longer observed with aslittle as 5% filler dilution (Fig. 6B), withadditional increases in dilution causingfurther grain refinement (Fig. 6AF).
Metallographic transverse cross sec-tions taken from the weld midlength wereexamined for all 4043 dilutions, and weldbead dimensions were measured as sum-marized in Table 8. An example of weldcross sections made on 6060 coupons with0 and 16% 4043 dilution are compared inFig. 7, showing an increase in weld beadthickness from 4.2 to 5.0 mm and only aslight increase in bead width. Cross-sectional area also increased with dilutionand overbead curvature changed from0.068 (concave) to +0.011 mm1 (con-vex). The change in curvature from con-cave to convex occurred between 11 and14% filler dilution, and is reported to pro-vide better cracking resistance (Ref. 28).
Increased filler dilution is also likely toaffect solidification shrinkage. Silicon isknown to reduce the shrinkage volume ofdie-cast aluminum alloys, where shrinkagedecreases linearly in Al-Si binary alloys toreach a zero value at 25% Si (Ref. 22).This behavior is believed due to the vol-ume expansion of silicon as it solidifies,compensating in part for the solidificationshrinkage of aluminum (Ref. 29). Alloy6060 castings made in-house have alsodemonstrated this, where the shrinkagecavity is reduced when increasing 4043 di-lution Fig. 8. Considering the shrinkagefeeding theory of Feurer (Ref. 14), a re-
duction in solidification shrinkage shouldimprove weldability.
Grain size measurements for weldcross sections were made for 0 and 16%4043 dilution with the aid of ESBD to helpdelineate grain boundaries, as shown inFig. 9. Increasing 4043 dilution from 0 to16% decreases the mean grain size from63 to 51 m. This small refinement in grainsize may contribute at least in part to im-proved weldability, based upon a previousstudy (Ref. 4).
Thermal Analysis
The solidification path was character-ized by examining cooling curves for lowand high levels of filler dilution in thewelds Fig. 10. The solidificationstart/stop and coherency temperaturesidentified from Fig. 10 are compared inTable 9. These critical temperatures wereidentified from the first derivative curvesbased upon thermal arrest behavior char-acterized in previous work for 6060/4043castings (Ref. 23). Increasing 4043 dilu-tion decreases the coherency point by ap-proximately 12C, but had little effect onsolidification start and stop. This behavioris different from that observed for6060/4043 castings (Table 2). Unlike incastings, the solidification range remainsat around 165C, independent of the 4043dilution. This is also suggested by the mi-crographs of the weld cross sections (Fig.11), which differ from the micrographs of6060/4043 castings (Fig. 2) in that they ap-pear unaffected by 4043 dilution.
Increasing 4043 dilution from 0 to 16%decreases the mean cooling rate during so-lidification from 114 to 94C/s. This couldbe due to either an increase in latent heat,or to an increase in weld pool size (Table 8),both possibilities resulting in a higher quan-
Table 9 Solidification Start /Stop and Coherency Temperatures for Aluminum 6060 Welds withand without 4043 Dilution Taken from Fig. 10
No. Reaction Temperature (C)
6060 6060+16%4043
1 Start solidification 660 6592 Coherency point 624 6123 End solidification 494 488
Fig. 12 A CTW test sequence superimposed on measured strain; B calculated strain rate, for test conditions 6060 + 9% 4043 dilution and 0.067 mm/scross-head speed.
A B
Coniglio Sept 2008layout:Layout 1 8/7/08 9:00 AM Page 244
-
WELDING RESEARCH
-s245WELDING JOURNAL
tity of heat evolved during solidification.This observation supports the Feurer the-ory (Ref. 14), where a lower cooling rateshould reduce the rate of shrinkage andthus decrease the cracking susceptibility, asobserved when adding 4043 to 6060.
For all dilution conditions, thermalanalysis showed that the time it takes forthe temperature to drop from the liquidusto the coherency temperature is approxi-mately 0.2 s. Thus, for a 4 mm/s travelspeed, the distance from the weld inter-face to the coherency point is approxi-mately 0.8 mm along the weld centerline.Combining this with weld pool shape mea-surements (distance B in Table 7), the co-herency temperature along the weld cen-terline is reached approximately 1.7 s afterthe passage of the welding electrode.
Local Strain Rate Measurement
An example of strain measurementmade during a CTW test is presented inFig. 12A, shown as a function of time withthe CTW test sequence superimposedfrom Table 5. Positive strain representsdisplacement toward the weld centerline.Note that the strain becomes negative be-tween 5 and 15 s, which is likely due tothermal expansion in the test samplecaused by heating ahead of the advancingweld torch (Ref. 30). Figure 12B shows thecalculated strain rate from point 3 to point4 during weld solidification. Time hasbeen set to zero in Fig. 12B, correspond-ing to step 3. The local strain rate value istaken at the coherency point, 1.7 s behindthe torch (torch is at point 3) as discussedin the previous section.
Although a continuous centerlinecrack is formed under the test conditionsrepresented in Fig. 12, the irregularity inthe curve (at 1 s, Fig. 12B) likely repre-sents erratic crack growth, as has been ob-served by other researchers (Ref. 31). Therepeatability of CTW test results was ex-
amined for the test conditions 11% 4043dilution and 0.033 mm/s cross-head speed.Performing the CTW test three times forthese fixed conditions resulted in a varia-tion in measured strain rates of between+0.10 and +0.11%/s (0.005%/s) demon-strating good repeatability within 10%.
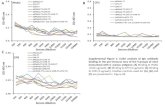
Additional strain rate plots are com-pared in Figs. 13 and 14 showing, respec-tively, the influence of cross-head speedand dilution on cracking susceptibility.Both the liquidus and coherency temper-atures are indicated to identify the regionof interest to solidification cracking. Ageneral trend is observed for strain rateover time, whereby it either continuouslyincreases (for the case of crack forma-tion), or it first increases and then plateaus(for the case of no crack formation). In thecase of cracking, the increase in cracklength over time reduces the specimen re-sistance to the applied transverse cross-head speed, and thus the local strain ratecontinues to increase. In the case whereno crack forms, a plateau appears oncewelding is complete and the thermal con-dition is stabilized.
For a fixed filler metal dilution of 9%(Fig. 13), the cross-head speed is observedto have a direct effect on strain rate. In-creasing the cross-head speed increases thelocal strain rate, as to be expected. For across-head speed up to 0.033 mm/s (curvesa, b, c) no cracking was observed. Over0.050 mm/s (curves d and e), a continuouscenterline crack was formed, with a crackforming instantaneously with the applica-tion of strain. The critical condition forcrack formation is bounded by the curves(c) and (d), where the maximum strain ratemeasured without cracking (point A) cor-responds to a value close to the criticalstrain rate required to form cracking.When considering mechanisms for crackformation, one must be careful to distin-guish between crack nucleation andgrowth. However, it is not understood at
this point which of these two phenomena isactually being represented here by theseobserved critical strain rate conditions.
Figure 14 illustrates the influence offiller dilution on strain rate and crackingsusceptibility, in this case for a cross-headspeed of 0.050 mm/s. A continuous cen-terline crack formed with up to 9% dilu-tion (curves a, b, c), but with 11% dilution(curve d) only discontinuous cracks wereformed. For welds made with over 14% di-lution (curves e and f), no cracking was ob-served. As was the case in Fig. 13, crack-free welds exhibited lower strain rates.Irregularities were observed on strain ratecurves that are close to the critical condi-tions needed to form cracking (Fig. 13,curve d; Fig. 14, curve c), suggesting thatcrack growth is unstable.
Dilution affects local strain rates evenfor uncracked welds (Fig. 13, curves e andf). This could be due to the lower coolingrate at higher filler metal dilution (Fig. 10)resulting in lower rates of solidificationshrinkage and thermal contraction, or an in-creased weld pool width in relation to afixed extensometer gauge length (10.5 mm).
Negative local strain rates were some-times measured at low (or zero) appliedtensile cross-head speeds. For example, atensile cross-head speed of 0.017 mm/s fora dilution of 9% resulted in a negative(compressive) local strain rate Fig. 13,curve b. This suggests the existence oflocal compressive cells behind the weldpool, formed in reaction to thermal andshrinkage stresses (Ref. 30), precludingthe possibility for crack nucleation orgrowth. The development of such com-pressive cells was proposed by Zacharia(Ref. 8) as a means to avoid cracking.
Cracking Susceptibility Evaluation
Filler metal dilution was calculated perEquation 1 and plotted as a function ofwelding wire speed as shown in Fig. 15.
Fig. 13 Strain rate measurements for a filler dilution of 9% and a cross-head speed of (a) 0; (b) 0.017; (c) 0.033; (d) 0.050; (e) 0.067 mm/s. Notethe points A (insufficient strain rate to form crack) and B (sufficient strainrate to form crack).
Fig. 14 Strain rate measurements for a cross-head speed of 0.050 mm/sand a filler dilution of (a) 0%; (b) 5%; (c) 9%; (d) 11%; (e) 14%; (f) 16%.
Coniglio Sept 2008layout:Layout 1 8/7/08 9:00 AM Page 245
-
WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s246
Filler dilution was found to vary between0 and 16% for welding wire speeds be-tween 0.0 and 41.7 mm/s. For each dilutionexamined, the weld metal composition isgiven in Table 6, showing that silicon con-tent is the main compositional changewhen increasing 4043 dilution.
The type of crack encountered in CTWtesting is plotted as a function of localstrain rate and filler dilution in Fig. 16. Aborder (approximated with dashed line) isestablished between crack and no-crackconditions, with discontinuous crackingoccurring near the dashed line. Crackingsusceptibility is seen to increase with localstrain rate, requiring a higher amount of4043 dilution to avoid cracking. The strainrate is, by convention, negative when thematerial is moving toward the weld cen-terline, and positive when it is movingaway. Solidification cracking forms at alocal strain rate of 0.16%/s at 0% 4043 di-lution and 0.35%/s at 16% 4043 dilution.Note that at low 4043 dilution, a solidifi-cation crack can form even under a nega-
tive (i.e., compressive) local strain rate.This suggests that this low compressivelocal strain rate does not entirely compen-sate for solidification shrinkage, still per-mitting tensile strains in the mushy zone.
Critical strain rates measured using theCTW test for crack formation are com-pared in Table 10 against values obtainedfrom other tests taken from the literature,including the variable tensile strain testusing an extensometer (Ref. 15) and theslow bending trans-varestraint test using theMISO strain measurement technique (Ref.16). Critical strain rates are found to reflectdirectly upon weldability, where alloys withrelatively poor weldability have low (or insome cases negative) critical strain rates.These values are typically on the order of afew tenths of a percent per second, for eachof the different testing methods.
Conclusion
A new CTW weldability test and testprocedure has been developed that allows
for the experimental determination of thecritical strain rate needed for solidificationcrack formation during welding. In partic-ular, the weldability of aluminum Alloy6060 was examined for different 4043 dilu-tion levels. Use was made of a critical strainrate-dilution map to identify the boundarybetween crack-no crack conditions for the6060/4043 alloy system, where it was foundthat higher local strain rates require higherfiller dilution levels to avoid cracking. Theimprovement in weldability observed withincreased 4043 dilution may be due to anumber of different factors including grainrefinement, concave bead shape, and re-duced solidification shrinkage. However,the solidification range remained indepen-dent of 4043 dilution for the dilution levelsexamined in this study.
Although the CTW test is in some re-gards unique in its application of con-trolled transverse global strain rate, whatis of particular importance here is themeasurement of local strain rate critical tocrack formation. The same approachcould be accomplished using other estab-lished weldability tests incorporating ten-sile tests (e.g., VTS (Ref. 15) or PVR (Ref.24)) or prestress applied in the plane ofthe test specimen (e.g., Sigmajig (Ref. 32)or PLTS (Ref. 33)). Weldability tests thatdo not lend themselves to this approachare those involving bending, where thestrain rate is not uniform throughout theduration of the test or through the testspecimen. The disadvantage of strain rateanalysis is that it adds to test complexityand is time consuming. However, express-ing cracking susceptibility in terms of acritical parameter directly related to acracking mechanism has the advantage ofproviding a more meaningful representa-tion of weldability. Of particular impor-tance is the possibility to use these data inthe modeling of cracking mechanisms, al-lowing for future prediction of cracking.
Fig. 15 Calculated dilution as a function of welding wire speed. Fig. 16 Cracking susceptibility of Alloy 6060 for variable 4043 dilutionshown as a function of local strain rate (10.5-mm gauge).
Table 10 Critical Strain Rates Required for Solidification Crack Formation
Test Welding Speed Aluminum Alloy Critical Strain Rate(mm/s) Base Metal/Filler Metal for Cracking Formation (%/s)
6063/4043 (0%) 0.246060/4043 (5%) 0.06
CTW Test 4 6060/4043 (9%) 0.08(present study) 6060/4043 (11%) 0.15
6060/4043 (14%) 0.266060/4043 (16%) 0.33
Variable Tensile Strain Test 5052 0.15(Ref. 15) 5 5083 0.20
2017 0.155083 0.47
Slow BendingTrans- 2219 0.50Varestraint Test 1.7 5052 0.64
(Ref.16) 5154 0.701070 5.00
Coniglio Sept 2008layout:Layout 1 8/7/08 9:01 AM Page 246
-
WELDING RESEARCH
-s247WELDING JOURNAL
Acknowledgments
The authors are grateful to BAM and, inparticular, Th. Bllinghaus for providing in-ternal funding for this doctoral researchproject. In addition, technical support atBAM was greatly appreciated, with specialthanks given to C. Hesse-Andres, A. Han-nemann, P. Friedersdorf, K. Scheideck, M.Richter, and R. Breu.
References
1. Dudas, J. H., and Collins, F. R. 1966. Pre-venting weld cracks in high-strength aluminumalloys. Welding Journal 45(6): 241-s to 249-s.
2. Liptak, J. A., and Baysinger, F. R. 1968.Welding dissimilar aluminum alloys. WeldingJournal 47(4): 173-s to 180-s.
3. Mousavi, M. G., Cross, C. E., Grong, .,and Hval, M. 1997. Controlling weld metal di-lution for optimized weld performance in alu-minum. Sci. Tech. Weld. Joining 2(6): 275278.
4. Mousavi, M. G., Cross, C. E., and Grong,. 1999. Effect of scandium and titanium-boron on grain refinement and hot cracking ofaluminium Alloy 7108. Sci. Tech. Weld. Joining4(6): 381388.
5. Pellini, W. S. 1952. Strain theory for hottearing. Foundry 80: 125199.
6. Prokhorov, N. N. 1956. The problem ofthe strength of metals while solidifying duringwelding. Svarochnoe Proizvodstvo 6: 511.
7. Senda, T., Matsuda, F., Takano, G.,Watanabe, K., Kobayashi, T., and Matsuzaka, T.1971. Experimental investigations on solidifica-tion crack susceptibility for weld metals withtrans-varestraint test. Trans. JWS 2(2): 141162.
8. Zacharia, T. 1994. Dynamic stresses inweld metal hot cracking. Welding Journal 73(7):164-s to 172-s.
9. Feng, Z., Zacharia, T., and David, S. A.1997. On the thermomechanical conditions forweld metal solidification cracking. Mathemati-cal Modelling of Weld Phenomena 3, pp.114148. London, UK: Inst Materials, London.
10. Dike, J. J., Brooks, J. A., and Li, M. 1998.Comparison of failure criteria in weld solidifi-cation cracking simulations. MathematicalModelling of Weld Phenomena 4, pp. 199222.
London, UK: IOM.11. Pumphrey, W. I., and Jennings, P. H.
1948. A consideration of the nature of brittle-ness and temperature above the solidus in cast-ings and welds in aluminum alloys. J. Inst. Met-als 75: 235256.
12. Cross, C. E., and Olson, D. L. 1986. Hottearing model to assess aluminum weldability.Conf. Proc. Aluminum Alloys, Charlottesville,pp. 18691875.
13. Cross, C. E., Kramer, L. S., Tack, W. T.,and Loechel, L. W. 1990. Aluminum weldabil-ity and hot tearing theory. Welding of Materials,pp. 275282. Materials Park, Ohio: ASM Int.
14. Feurer, U. 1977. Influence of alloy com-position and solidification conditions on den-drite arm spacing, feeding, and hot tear prop-erties of aluminum alloys. Proc. InternationalSymposium Engineering Alloys, pp. 131145.Delft, The Netherlands.
15. Tamura, H., Kato, N., Ochiai, S., andKatagiri, Y. 1977. Cracking study of aluminiumalloys by the variable tensile strain hot crackingtest. Trans. JWS 8(2): 1622.
16. Arata, Y., Matsuda, F., Nakata, K., andShinozaki, K. 1977. Solidification crack suscep-tibility of aluminum alloy weld metals (ReportII) Effect of straining rate on crackingthreshold in weld metal during solidification.Trans. of JWRI 6(1): 91104.
17. Matsuda, F., Nakagawa, H., Nakata, K.,and Okada, H. 1979. The VDR cracking test forsolidification crack susceptibility on weld met-als and its application to aluminum alloys.Trans. of JWRI 8: 8595.
18. Rappaz, M., Drezet, J.-M., and Gre-maud, M. 1999. A new hot-tearing criterion.Met. Mat. Trans. 30A(2): 449455.
19. Braccini, M., Martin, C. L., Sury, M.,and Brchet, Y. 2000. Relation between themushy zone rheology and hot tearing phenom-ena in Al-Cu alloys. Modeling of Casting, Weld-ing, and Advanced Solidification Processes IX,pp. 1824. Shaker Verlag Aachen.
20. Jennings, P. H., Singer, A. R. E., andPumphrey, W. I. 1948. Hot-shortness of somehigh-purity alloys in the systems Al-Cu-Si andAl-Mg-Si. J. Inst. Metals 74: 227248.
21. The Aluminum Association. 2006. In-ternational Alloy Designations and ChemicalComposition Limits for Wrought Aluminum
and Wrought Aluminum Alloys.22. Mondolfo, L. F. 1976. Aluminum Alloys-
Structure & Properties. Butterwor ths.23. Coniglio, N., and Cross, C. E. 2006.
Characterization of solidification path for Alu-minium 6060 weld metal with variable 4043filler dilution. Doc. IIW-1755-06. Welding in theWorld 50(11/12): 1423.
24. Herold, H., Streitenberger, M., andPchennikov, A. 2001. Modelling of the PVRtest to examine the origin of different hot crack-ing types. Mathematical Modelling of Weld Phe-nomena 5, pp.783792. London, UK: IOM.
25. Matsuda, F., Nakagawa, H., Nakata, K.,Kohmoto, H., and Honda, Y. 1983. Quantita-tive evaluation of solidification brittleness ofweld metal during solidification by means of in-situ observation and measurement (Report I) Development of the MISO technique. Trans.of JWRI 12(1): 6572.
26. Coniglio, N. 2008. Aluminum alloy weld-ability: Identification of weld solidificationcracking mechanisms through novel experi-mental technique and model development.Doctoral thesis. Magdeburg, Germany, Otto-von-Guericke University.
27. Bckerud, L., Krol, E., and Tamminen, J.1986. Solidification Characteristics of AluminumAlloys. Vol. 1. Oslo, Norway: Skanaluminum.
28. Blodgett, O. W. 1966. Design of WeldedStructures. The James F. Lincoln Arc WeldingFoundation.
29. Wang, L., Makhlouf, M., and Apelian,D. 1995. Aluminum die casting alloys: Alloycomposition, microstructure, and properties-performance relationships. Int. Materials Re-views 40(6): 221238.
30. Chihoski, R. A. 1972. The character ofstress field around a weld arc moving on alu-minum sheet. Welding Journal 51(1): 9-s to 18-s.
31. Dixon, B. 1988. Weld metal solidifica-tion cracking in steels. IIW Asian Pacific Re-gional Congress, Hobart, Tasmania: pp.731751.
32. Goodwin, G. M. 1987. Development ofa new hot cracking test The Sigmajig. Weld-ing Journal 66(2): 33-s to 38-s.
33. Nishimoto, K., and Mori, H. 2004. Hotcracking susceptibility in laser weld metal ofhigh nitrogen stainless steels. Sci. Tech. Adv.Mat. 5: 231240.
Call for Papers1st International Conference on Welding Technologies 09
June 1113, 2009Gazi University, Ankara, Turkey
Abstract submission deadline: October 25, 2008
The following areas and topics are proposed as a guide for papers, but authors are not limited to these topics. Welding Metallurgy Mechanical Properties Welding Processes Welding Defects and Testing Industrial Applications Modeling/Simulation Microjoining Education and Training on Welding Automation Advanced Welding Technologies Welding Design Health and Environment
Authors are invited to submit abstracts of papers for presentation in the conference technical program. Abstracts must be 100150words and should not contain figures or tables. Abstracts should include title, name and full address of the author, and names andaddresses of coauthors, if any. Authors should indicate whether they prefer to present their papers orally or as a poster. Submit ab-stracts online at [email protected]. For additional information, visit the conference Web site at www.icwet09.org.
Coniglio Sept 2008layout:Layout 1 8/7/08 9:01 AM Page 247