
Plastic deformation to enhance plasma-assisted nitriding ...

bull HEATTREATIINIGI _
Bojian Podgomik and middotJoief Viiiintin
SummaryIn this study wear behavior of pia ma and pili e plasma
nitrided gears made from 42CrM04 steel was evaluated undera lubricated sliding and pitting wear regime The nitrided sam-ple were fully characterized before and after wear testing usingmetallographic microhardness and surface examination tech-niques Sliding wear tests were carried out on a pin-on-di cmachine in which hardened ball-bearing steel discs were matedto nitrided pin Pitting wear te ts were performed u ing tiletandard FZG machine with C-type gear (FlG refers to the
Gear Research Centre a part ofthe Insnture for MachineElements at the Technical University of Munich Gennany)
Also economic evaluation and comparison of hardening andplasma nitriding processes were carried out The test resultsindicate thai sliding wear resi lance and even more so pittingwear resistance of 42CrM04 steel gears can be greatly improvedby mean of pIa rna and pul e plasma nitriding
IntroductionTraditionally gear manufacturers employ techniques such as
carburizing flame hardening induction hardening and gasnirriding [0 increase the trength of gearing components Whilecarburizing is the most common and effective surface hardeningmethod used to improve load-carrying capacity of gears thetechnique has hown ubstantial difficulties in the production oflarge gears (Ref 1) The quench hardening from a high austen-
itizing temperature often results in unpredictable level of toothdeflection helix angle change and overall distortion (Ref 2)
During conventionalga and bath nitriding a multiphasecompound layer is formed on the nitrided urface (Ref 3) Thislayer contains high internal stresses in fhe transitional regionsbetween the various lattice structures which make the layer brill-tIe and can cause it to spall off in service Such layers are dear-ly undesirable and hence have to be removed from load-carryingsurface before the gears can be u ed in service (Ref 4)
One of a new generation of heat treatment proce se that habeen employed 10 improve the performance characteristic ofgears is pIa rna nitriding (Refs 5 and 6) Plasma nitriding anenvironmentally clean method of nitriding permit a fully auto-mated and controlled nitrogen-diffusion proces which makes itpossible to perform niuiding without a compound layer forma-tion (Ref 7) Furthermore the low temperatures used in plasma
18111e1--1l)ot8 i15of lI1elHllllt rlS8tnlllB1 Pracu55l1sProcess Gas
mixture Temp (OC) Time (hrs) Pulse (sec1
Through Hardening oil Quenched I 870180 21Plasma Nitriding 994 Hz
iQS Nz 540 17Pulse Piasma 994 Hz
iiNitriding 06 N2 540 17 0481002
Figure 1--fZG gear t st rig
os
l 06
ar 01
Through Hardbullbull ing PIs Nitlidlng Pylu PIum Nili6inl
figure Z-Surlllce roughness
Dr Bojan Podgornikis an assistant professor in IIII mechanical engineering facllly at the Universitraquoof Ljubljalla Slovenia He also works ill the universitys Centre for Tribotograquoand Technical Diagnostics Specializing ill surfoce engineering GIld hard coormiddotings Podgomik has researched the mechanical and tribologicol properties ofhardened and plasma nitrided steels
Dr JofefViiintinis tr professor ill lire University of Ljrlbljan(js mechanical engilleerillg facullyand is head of the Centre for Tribology and Technical Diagno tics He hasresearched the surface engineering and (ribIlY ofdifferem materials For hisdocorale Viimin studied powerossein gears
nilridillg and the absence of a quenching requirement assurewwwpowertlansmissioncom- wwwgeartechnologycom bull IGIEAIRIECHNlIiLIDGV MARC HAPRI L 2003 33
bull IIHIEATTREATliNG _
1000
700
minimal distortion and dimensional variations (Ref 8)Therefore by using plasma nitriding the need for a subse-
quent grinding operation can be reduced or evenelirninaredMore advanced pulse plasma technology employing pulse dura-tion and duty cycle control allows the use of the smallestamount of plasma power for the process to prevent overheatingand to ensure uniform temperature distribution Furthermorealmost every type of steel can be nitrided using a pulsed plasmatechnology (Ref 9)
ExperimentalThe material used in the present investigation was commer-
cial structural steel for hardening and nirriding 42CrM04(O5C 10Cr 02Mo) After the specimens (pins andgears) were machined from hardened and tempered bars (300HVObull5) they were ground (R 04 jlIn) and degreased beforeplasma nitriding
The specimen were nitrided in a commercial sensor-con-trolled plasmanitriding furnace Plasma nitriding was carriedout with precise control of all process parameters under plasmaand pulse plasma mode to form a nitrided case with a nitridingdepth of 03 rnrn and surface structure without a compoundlayer (Table 1) which was realized using low nitrogen contentin the plasma (Ref to) For comparison purposes one group ofspecimens was also hardened (oil quenched and tempered at180oq ground to a surface roughness of =035 um
Stylus profilometry was used to analyze surface roughnessand topography of thermochemically treated specimens Surfacehardness and subsurface hardness distribution were measuredusing a Vickers microhardness tester at a 50 g indentation load
Sliding wear resistance of heat treated flat-ended pins ($ 2mm) was determined on a pin-on-disc machine The pin wasloaded against a rotating ball-bearing steel disc hardened to 700H-VO5 and ground to an average roughness value of =04 11mLubricated sliding wear tests (nen-aditivated [S[ VG68 oil)were carried out at room temperature (20oq and relativehumidity of about 50 sliding speeds of 01 mls and ] rnsandnormal loads of 60 N and 100 N Wear tests were stopped after2000 m of sliding
Pitting wear tests were performed using the standard FZGmachine (Fig l) with the C-type gears A detailed description ofthe test rig is given by Winter and Michaelis (Ref 11) The arneheat treatment process was used for the pinion and the gearwheel Heattreated gears were lubricated by formulated gear oillSI VG68 Pitting wear tests were carried out as a two-stepprocess at an oil temperature of 90QC After a running-illsequence (2 MS at 94 I N-m-stage 5) the test was run at 2393Nsm torque (stage 8) until pitting failure occurred The failurecriterion was the occurrence of a pitted area on one pillion toothgreater than 4 of the tooths area
Results-Surface PropertiesAfter nitriding both the average roughness value Ra and the
maximum peak-to-valley height Rnuu increased when compared
875
750
34 MARC HAPR I L 2003- GEAR TECHNOLOGV bull wwwgeartecllnologycom bull wwwpowertransmissio(Jcom
625
375corc2S~O-+-+---r--+---+--
125
nrough Hadllli~g I18sm1Iitridinu Pul flawl Nilriding
Figure 3-Surface mlcrohardness-__-
800
700 Thraugh Hlrd8ning
----~-oDD
j 500J
Pufu PIbullbull maNilridinl
400
PII Nilrid-nu
200 ~==~======~--------__--~[) 100 200 300 400 500 600
10 istance from srface 1J1m]
Figure 4-Micrllhardness distribulionI~ o Through Hardening Pulse PlaSIamp Nftriding I
-
Fillure iWearvolume of heat treated pins as 8llInction of Iload and slidinglspeed
05
Fiigure G-PrillcipalshearS1ress distribution (tIp of tested gears (Il = 01T 2393 Nmiddotm contactir8dius 8= IUD mm contact pressure p U25 Nmm
with the original ground surface The average roughness of theoriginal surface changed from 035 IJm to approximately 065LImmeasured for plasma and pulse plasma nitrided pecimensPulse plasma nitridilng however was found to cause larger scat-tering of the results as shown in Figure 2
Characteristic surface microhardness of heat treated42CrM04 steel is hewn in Figure 3 Compared to hardeningwith the highe t obtainable surface hardness of 600 HVosanda constant hardne s over hardened zone r= 1 mm) plasmanitriding increased the urface hardness ofinvesngated steel 10
approximately 700 HVO5bull For both plasma nitriding technique the hardness decreased gradually with increasing distance fromthe surface (Fig 4) Compari all of plasma and pul e plasmanitrided 42CrM04 teel showed larger cattering of the surfacehardness value in the ca e of pulse plasma nitrided specimens(Fig 3) Furthermore pulse plasma niltriding was found to pro-duce almost the same nitriding depth (03 mm) compared withplasma nilriding as shown in Figure 4
Weal Pr-operties-Pin-on-Disc IestFrom the pin-ca-di c test it was found that under all test-
ing condition the coefficient of friction wa largely independ-ent of differences among heat treatments used in this study Inall cases thecoefficieat of friction was in the range of 015Eguxe 5 bows wear volume of heat treated pins a a functionof heat treatment test load and sliding peed after 2000 m oflubricated sliding Depending on the testing conditions plasmaand pulse plasma nitriding were found to improve sliding wearre istance of 42CrM04 reel by 30--40 as compared to hard-ening (Fig 5) which is in agreement with earlier results (Refs]2-14) However comparison of pta rna and pulse plasmanitriding hawed no noticeable difference in wear of plasma andpulse plasmanitrided pins as shown in Figure 5
FZGTestContact stresses of tested gears (pilch point C) were calcu-
lated using Hertzian equations (Ref 15) taking into accountcoefficient of friction measured on pin-on-disc machine (v = Imis FN = 60 N) and load conditions and geometry of testinggear As shown in Figure 6 maximum principal hear stresseoftested gears are located 012 mm below the surface whichfor nitrided gears is inside he nitrided zone However in thecase of highly loaded gears longer nitriding times hould beu ed in order to obtain larger nitridLng depths and adequatestrength of the material (Refs 5 and 16)
The results of the pitling wear rests are shown in Figure 7Plasma nitridedand pulse plasmanjtrided 42CrM04 teel gearsshowed greatly improved pitting wear resistance a compared tohardened steel gears In the ca e of hardened gears pitting fail-ure occurred after 2 million cycles Nilriding increased pittingwear resistance of 42CrM04 steel by a factor of 5 The increasecan be attributed to the combination of a high surface hardne sa fine surface micro micture and a tough core obtained bynitriding A in the case of sliding wear tests plasma and pulse
WWlwpowertrallsmissiollcom- wwwgeartechlJolofycom bull IGEAIIIIECHNIULOGY MARCHAPRIL 2003 35
_ bullbullbullbullbull -IHIEATTREATiliNG bullbullbullbull _IHEAT TREATING
Full Service - Fast - EHicient- FUlllline of gear heat treating services
+ Carbwizing carbonllJicllnamphardening (up to 48 diameter)
+ Indlldioo HanlfIIlnR (toodt-to-tooIh Ipinnd
+ MlI~ for DltordoaControl
bull ma Pftss QueDdJing UP10W dilmelerl
Other services include
+ NltridlngIFerrltk Nltrcarbur-biRR (up to ST cIIamecer andUJ71oog)
bull FJaune HardeaIDa (Gean QI
~ urSMftupIDW IIIId 156
bull AlwnInwn ProretIIua+ Neutral salt bath hardenInampbull stress relieving+ Tool steel processingbull High temperature alloy age
hardening
bull Long Parts (uP to UIS1onRgtbull Stainless steel PnxainKbull SuIHero treadng
bull Meaurpal coaJItinIbull AmaIDa ad normalizing bmor larlb)1nM IAn
CiRcIIIIIIIII ON 4122IPhDnlII13I27I-3173Fa ISI3l m-3510
wwwstMllnltingcom
eFord Ql Appro ed
u~--~middot----=----=---------~imiddotmiddot Machine and Gear Corporation
Custom Bevel Gear MfgPer your Sample andor Blueprint Specs
r Y
Spiral Brevel Gears= 66 PDStraigbt Bevel Gears 80 PDSpurs Helicals SplfnceShaftsGearbox Repair IHeat Treat Faeilijy In-House
BREAKDOWN SERVICES
l-lOO~238middot06SJ bull Fax 731-456ltmiddot3073
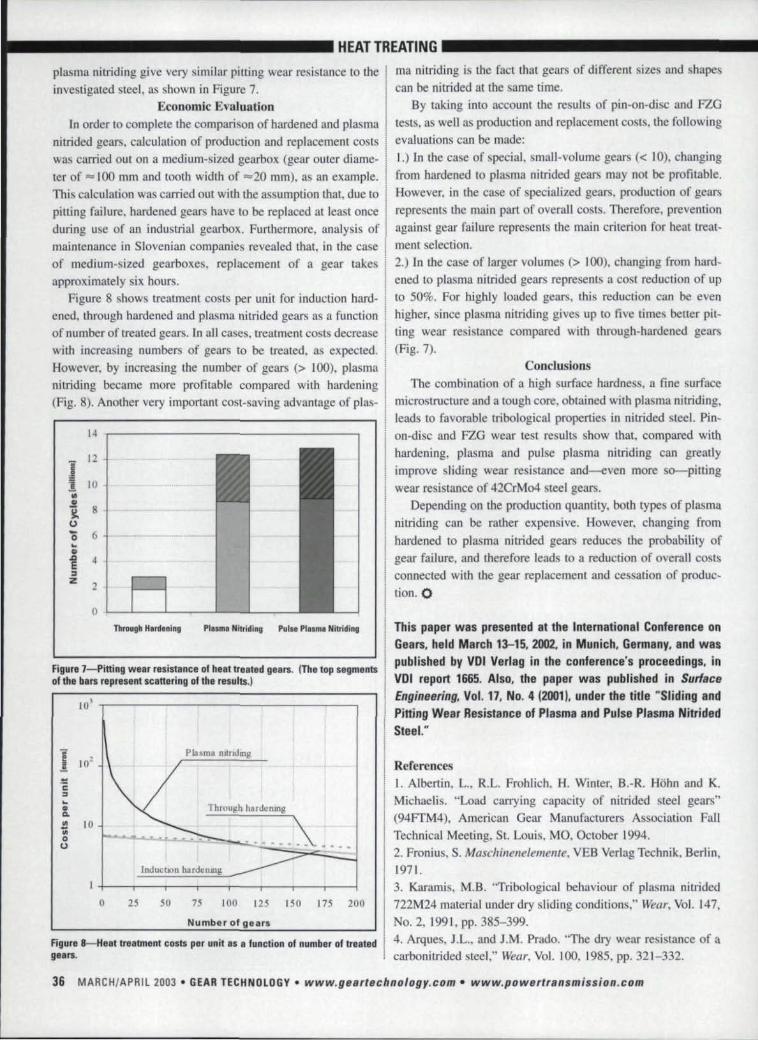
1_-------------HEATTREATING-------------plasma nitriding give very similar pitting wear resistance to theinvestigated steel as shown in Figure 7
Economic EvaluationIn order to complete the comparison of hardened and plasma
nitrided gears calculation of production and replacement costswas carried out all a medium-sized gearbox (gear outer diame-ter of =100 mm and tooth width of =20 mm)as an exampleThi calculation was carried out with the assumption that due topitting failure hardened gears have to be replaced at lea t onceduring use of an industrial gearbox Furthermore analysis ofmaintenance in Slovenian companies revealed that in the caseof medium-sized gearboxes replacement of a gear takesapproximately six hours
Figure 8 shows treatment costs per unit for induction hard-ened through hardened and plasma nitrided gears as a functionof number of treated gearsIn all cases treatment costs decrea ewith increasing numbers of gears to be treated as expectedHowever by increasing the number of gears (gt ]00) plasmanitriding became more profitable compared with hardening(Fig 8) Another very important cost-saving advantage of pIas-
14
i12
5es
]0A11011middot
~ se0 6-OIlmiddot
bullQ 4EIzmiddot
0
Through Hardening PIbullbull ma Nilriding rgt-ulsePIsma Nitriding
Figuremiddot l-Pitti ng wear Iresistance middotofheallrealed ge ars (Thetop se fmentsot tbe barsrepreseld scatt~ring of the results1
-CIltraquol11 10Oieu
10 ~----------------------------------~
Through hardening
lnductjon harde nmg
o 25 50 75 100 [25 150 [75 20() I
I
figure 8-ilieat treatment costs Iper unit as a fuaetion of number of treatedgears
rna nitriding is the fact that gears of different sizes and shapescan be nitrided at the arne time
By taking into account the results of pin-on-disc and FZGtest as well as production and replacement costs the followingevaluations can be made1) In the case of special small-volume gears laquo 10) changingfrom hardened to plasma nitrided gears may not be profitableHowever in the case of pecialized gears production of gearsrepresents the main part of overall costs Therefore preventionagainst gear failure represents the main criterion for heat treat-
ment selection2) In the case of larger volumes (gt 100) changing from hard-ened to plasma nitrided gears represents a cost reduction of upto 50 For highly loaded gears this reduction can be evenhigher since plasma nitriding gives up to five time better pit-ting wear resistance compared whh through-hardened gears(Fig 7)
ConclusionsThe combination of a high surface hardness a fine surface
microstructure and a tough core obtained with plasma nitridingleads to favorable tribological properties in nitrided steel Pin-on-disc and FZG wear test results show that compared withhardening pia rna and pulse plasma nitriding can greatlyimprove sliding wear resistance and-even more so=-pitringwear resistance of 42CrM04 steel gears
Depending on the production quantity both types of plasmanitriding can be rather expensive However changing fromhardened to plasma nitrided gears reduces the probability ofgear failure and therefore leads to a reduction of overall costsconnected with the gear replacement and cessation of produc-tion 0This paper was Ipresentedl at the International tmiddotonferencel onGears held March 13-152002 in Munich Germany and waspublished by VOI Verlagl in the conferences iproceedingsinVDII report 1665 Also the Ipaper was published in SurfaceEngineering Vot 17 No 4120011 under the title Sliding andPiHiing Wear Resistance of Plasma and Pulse Plasma NitllilledSteel
ReferencesI Albertin L RL Frohlich H Winter B-R Hahn and KMichaelis Load carrying capacity of nitrided steel gears(94FfM4) American Gear Manufacturers Association FallTechnical Meeting St Louis MO October 19942 Fronius S Maschinenelemente VEB Verlag Technik Berlin197]3 Karamis MB Tribological behaviour of plasma nitrided722M24 material under dry sliding conditions Wear Vol 147
02 1991 pp 385-3994 Arques lL and 1M Prado The dry wear resistance of acarbonitrided steel Wear Vol 100 1985 pp 321-332
36 MARCHAPRil 2003 bull GEAR lECHNOLOGV bull wwwgeartechnologycom bull wwwpmiddotowerlransmssoncom
_----- HEATliREATINIG bull5 Roelandt A J Blwart and W Rembges Plasma nitriding ofgear wheels in mass production Surface Engineering Vol l No3 1985 pp ]87-~9l6 Bell T Towards de igner surface Industrial Lubricationand Tribolagy VOl 44 o 1 1992 pp 3-]1
7 Lampe T S Eisenberg and G Lauden Compound layerformatinn during plasma nitriding and plasma nitrocarburisingSurface Engineering Vol 9 o I 1993pp 69-768 Karamis MB friction and wear behaviour of pla rna-nitrided layers all 3 Cr-Mo steel Thin Solid Films Vol 203
0 1 1991 pp 49-609 Huehel U l Crummenauer S Stramke and S DresslerPulsed pia rna nitriding and combined processes Proceedingsof the 5th World Seminar on Heat Treatment and SurfaeeEngineering (]FHT95) Isfahan [ran 1995 pp 329-335W Sun Y and T Bell Modeling of the plasma nitriding oflow alloy reels Development in the nitriding of iron and tita-
nium based alloys Royal Society London London UK 1995ll Winter H and K Michaelis FZG Gear Test Rig-De cription and te t possibilities CEC 2nd InternationalSymposium of Performance Evaluation of Automotive Fuelsand Lubricants Wolfsburg Germany June 198512 Podgornik B I Vizintin and V Le kov ek Dry slidingwear chnracteristics of induction hardened conventional plasmanitrided and pulse plasma nitrided AISI 4140 steelProceedings of the COST 516 Tiibology Symposium EspooFinland May 1998 pp 369-37913 Podgornik B J Vizinlin and V Leskovsek Wear proper-
ties of induction hardened conventional plasma nitrided andput e plasma nirrided AfSI 4140 steel in dry sllding condition Wear Vol 232 02 1999 pp 231-24214 Pcdgomik B J Vizintin and V Le kovsek Sliding wearcharacteristics of induction hardened conventional plasmanitrided and pul e plasma nitrided structural reels Proceed-illgs of the 2nd COST 56 Tribgy Symposium AntwerpBelgium May 1999 pp 171-[79IS Johnson KL Contact Mechanics Cambridge Univer ityPre s Cambridge UK 198516 Karamis MB Experimental rudy of the abrasive wearbehaviour of plasma nitrided gearing steel Wear Vol 1611993 PI 199-206
Tell Us What You Think Visit wwwganfIChnoogycom tobull Rate this articlebull Request more informationbull Contact the authors mentionedbull Make a suggestionOr cIIi (8471437-660410talk to one of our editors
IGROUND GEARS- Ten or Ten ThousandI For small to medium quanlilies of spurs or helicals that have to meet close-tolerance AGMA or DINI specs our Reishauer grinders
and MampM gear analysis systems are the perfect combinationFor Long runs we offer the unique liebherr CBN grinding
process with full SPC quality control and documentationSo whether your needs are lor ten or tens of thousands we
invite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivllrY
Q PHClNE918-448-6368FAX 918-448-51155
WEB inscocorpcomrISCO 412 Main Street Groton Massachusetts 01450
ORPOfIATION
ISO9001 Registered
Contact us with your requirements atFassl er Corporation131 WILaytDnAve bull Ste 3011Milwaukee Wl 53Z0ilPhone (4141769-0072middot Fax(414) 769middot8610E-mailusafaessar-agchl
FasslerHigh qluallity and competitive pricingl
From the people who invented the Fassler DSA Grinding WheelDressing processWe woud Ilike to Ipresent our new moduIa range ID~ diamonddressers ~or flank and tip dressing
Your benefitslaquolncreased toollif9o Attractivefactorymiddotdirect pricingbull Original Swiss-predsionqualityo Higher wear resistance bull Bauer cutting abilityo Short deliveryo For Fiissler DSA~ Reisllauer SPA and RP2 systems
WWwpowerlransmissioncom bull wwwgeartechnologycom bull GEAR TECJIINOLlUlV bull MARCHAPRIL 2003 31

bull IIHIEATTREATliNG _
1000
700
minimal distortion and dimensional variations (Ref 8)Therefore by using plasma nitriding the need for a subse-
quent grinding operation can be reduced or evenelirninaredMore advanced pulse plasma technology employing pulse dura-tion and duty cycle control allows the use of the smallestamount of plasma power for the process to prevent overheatingand to ensure uniform temperature distribution Furthermorealmost every type of steel can be nitrided using a pulsed plasmatechnology (Ref 9)
ExperimentalThe material used in the present investigation was commer-
cial structural steel for hardening and nirriding 42CrM04(O5C 10Cr 02Mo) After the specimens (pins andgears) were machined from hardened and tempered bars (300HVObull5) they were ground (R 04 jlIn) and degreased beforeplasma nitriding
The specimen were nitrided in a commercial sensor-con-trolled plasmanitriding furnace Plasma nitriding was carriedout with precise control of all process parameters under plasmaand pulse plasma mode to form a nitrided case with a nitridingdepth of 03 rnrn and surface structure without a compoundlayer (Table 1) which was realized using low nitrogen contentin the plasma (Ref to) For comparison purposes one group ofspecimens was also hardened (oil quenched and tempered at180oq ground to a surface roughness of =035 um
Stylus profilometry was used to analyze surface roughnessand topography of thermochemically treated specimens Surfacehardness and subsurface hardness distribution were measuredusing a Vickers microhardness tester at a 50 g indentation load
Sliding wear resistance of heat treated flat-ended pins ($ 2mm) was determined on a pin-on-disc machine The pin wasloaded against a rotating ball-bearing steel disc hardened to 700H-VO5 and ground to an average roughness value of =04 11mLubricated sliding wear tests (nen-aditivated [S[ VG68 oil)were carried out at room temperature (20oq and relativehumidity of about 50 sliding speeds of 01 mls and ] rnsandnormal loads of 60 N and 100 N Wear tests were stopped after2000 m of sliding
Pitting wear tests were performed using the standard FZGmachine (Fig l) with the C-type gears A detailed description ofthe test rig is given by Winter and Michaelis (Ref 11) The arneheat treatment process was used for the pinion and the gearwheel Heattreated gears were lubricated by formulated gear oillSI VG68 Pitting wear tests were carried out as a two-stepprocess at an oil temperature of 90QC After a running-illsequence (2 MS at 94 I N-m-stage 5) the test was run at 2393Nsm torque (stage 8) until pitting failure occurred The failurecriterion was the occurrence of a pitted area on one pillion toothgreater than 4 of the tooths area
Results-Surface PropertiesAfter nitriding both the average roughness value Ra and the
maximum peak-to-valley height Rnuu increased when compared
875
750
34 MARC HAPR I L 2003- GEAR TECHNOLOGV bull wwwgeartecllnologycom bull wwwpowertransmissio(Jcom
625
375corc2S~O-+-+---r--+---+--
125
nrough Hadllli~g I18sm1Iitridinu Pul flawl Nilriding
Figure 3-Surface mlcrohardness-__-
800
700 Thraugh Hlrd8ning
----~-oDD
j 500J
Pufu PIbullbull maNilridinl
400
PII Nilrid-nu
200 ~==~======~--------__--~[) 100 200 300 400 500 600
10 istance from srface 1J1m]
Figure 4-Micrllhardness distribulionI~ o Through Hardening Pulse PlaSIamp Nftriding I
-
Fillure iWearvolume of heat treated pins as 8llInction of Iload and slidinglspeed
05
Fiigure G-PrillcipalshearS1ress distribution (tIp of tested gears (Il = 01T 2393 Nmiddotm contactir8dius 8= IUD mm contact pressure p U25 Nmm
with the original ground surface The average roughness of theoriginal surface changed from 035 IJm to approximately 065LImmeasured for plasma and pulse plasma nitrided pecimensPulse plasma nitridilng however was found to cause larger scat-tering of the results as shown in Figure 2
Characteristic surface microhardness of heat treated42CrM04 steel is hewn in Figure 3 Compared to hardeningwith the highe t obtainable surface hardness of 600 HVosanda constant hardne s over hardened zone r= 1 mm) plasmanitriding increased the urface hardness ofinvesngated steel 10
approximately 700 HVO5bull For both plasma nitriding technique the hardness decreased gradually with increasing distance fromthe surface (Fig 4) Compari all of plasma and pul e plasmanitrided 42CrM04 teel showed larger cattering of the surfacehardness value in the ca e of pulse plasma nitrided specimens(Fig 3) Furthermore pulse plasma niltriding was found to pro-duce almost the same nitriding depth (03 mm) compared withplasma nilriding as shown in Figure 4
Weal Pr-operties-Pin-on-Disc IestFrom the pin-ca-di c test it was found that under all test-
ing condition the coefficient of friction wa largely independ-ent of differences among heat treatments used in this study Inall cases thecoefficieat of friction was in the range of 015Eguxe 5 bows wear volume of heat treated pins a a functionof heat treatment test load and sliding peed after 2000 m oflubricated sliding Depending on the testing conditions plasmaand pulse plasma nitriding were found to improve sliding wearre istance of 42CrM04 reel by 30--40 as compared to hard-ening (Fig 5) which is in agreement with earlier results (Refs]2-14) However comparison of pta rna and pulse plasmanitriding hawed no noticeable difference in wear of plasma andpulse plasmanitrided pins as shown in Figure 5
FZGTestContact stresses of tested gears (pilch point C) were calcu-
lated using Hertzian equations (Ref 15) taking into accountcoefficient of friction measured on pin-on-disc machine (v = Imis FN = 60 N) and load conditions and geometry of testinggear As shown in Figure 6 maximum principal hear stresseoftested gears are located 012 mm below the surface whichfor nitrided gears is inside he nitrided zone However in thecase of highly loaded gears longer nitriding times hould beu ed in order to obtain larger nitridLng depths and adequatestrength of the material (Refs 5 and 16)
The results of the pitling wear rests are shown in Figure 7Plasma nitridedand pulse plasmanjtrided 42CrM04 teel gearsshowed greatly improved pitting wear resistance a compared tohardened steel gears In the ca e of hardened gears pitting fail-ure occurred after 2 million cycles Nilriding increased pittingwear resistance of 42CrM04 steel by a factor of 5 The increasecan be attributed to the combination of a high surface hardne sa fine surface micro micture and a tough core obtained bynitriding A in the case of sliding wear tests plasma and pulse
WWlwpowertrallsmissiollcom- wwwgeartechlJolofycom bull IGEAIIIIECHNIULOGY MARCHAPRIL 2003 35
_ bullbullbullbullbull -IHIEATTREATiliNG bullbullbullbull _IHEAT TREATING
Full Service - Fast - EHicient- FUlllline of gear heat treating services
+ Carbwizing carbonllJicllnamphardening (up to 48 diameter)
+ Indlldioo HanlfIIlnR (toodt-to-tooIh Ipinnd
+ MlI~ for DltordoaControl
bull ma Pftss QueDdJing UP10W dilmelerl
Other services include
+ NltridlngIFerrltk Nltrcarbur-biRR (up to ST cIIamecer andUJ71oog)
bull FJaune HardeaIDa (Gean QI
~ urSMftupIDW IIIId 156
bull AlwnInwn ProretIIua+ Neutral salt bath hardenInampbull stress relieving+ Tool steel processingbull High temperature alloy age
hardening
bull Long Parts (uP to UIS1onRgtbull Stainless steel PnxainKbull SuIHero treadng
bull Meaurpal coaJItinIbull AmaIDa ad normalizing bmor larlb)1nM IAn
CiRcIIIIIIIII ON 4122IPhDnlII13I27I-3173Fa ISI3l m-3510
wwwstMllnltingcom
eFord Ql Appro ed
u~--~middot----=----=---------~imiddotmiddot Machine and Gear Corporation
Custom Bevel Gear MfgPer your Sample andor Blueprint Specs
r Y
Spiral Brevel Gears= 66 PDStraigbt Bevel Gears 80 PDSpurs Helicals SplfnceShaftsGearbox Repair IHeat Treat Faeilijy In-House
BREAKDOWN SERVICES
l-lOO~238middot06SJ bull Fax 731-456ltmiddot3073
1_-------------HEATTREATING-------------plasma nitriding give very similar pitting wear resistance to theinvestigated steel as shown in Figure 7
Economic EvaluationIn order to complete the comparison of hardened and plasma
nitrided gears calculation of production and replacement costswas carried out all a medium-sized gearbox (gear outer diame-ter of =100 mm and tooth width of =20 mm)as an exampleThi calculation was carried out with the assumption that due topitting failure hardened gears have to be replaced at lea t onceduring use of an industrial gearbox Furthermore analysis ofmaintenance in Slovenian companies revealed that in the caseof medium-sized gearboxes replacement of a gear takesapproximately six hours
Figure 8 shows treatment costs per unit for induction hard-ened through hardened and plasma nitrided gears as a functionof number of treated gearsIn all cases treatment costs decrea ewith increasing numbers of gears to be treated as expectedHowever by increasing the number of gears (gt ]00) plasmanitriding became more profitable compared with hardening(Fig 8) Another very important cost-saving advantage of pIas-
14
i12
5es
]0A11011middot
~ se0 6-OIlmiddot
bullQ 4EIzmiddot
0
Through Hardening PIbullbull ma Nilriding rgt-ulsePIsma Nitriding
Figuremiddot l-Pitti ng wear Iresistance middotofheallrealed ge ars (Thetop se fmentsot tbe barsrepreseld scatt~ring of the results1
-CIltraquol11 10Oieu
10 ~----------------------------------~
Through hardening
lnductjon harde nmg
o 25 50 75 100 [25 150 [75 20() I
I
figure 8-ilieat treatment costs Iper unit as a fuaetion of number of treatedgears
rna nitriding is the fact that gears of different sizes and shapescan be nitrided at the arne time
By taking into account the results of pin-on-disc and FZGtest as well as production and replacement costs the followingevaluations can be made1) In the case of special small-volume gears laquo 10) changingfrom hardened to plasma nitrided gears may not be profitableHowever in the case of pecialized gears production of gearsrepresents the main part of overall costs Therefore preventionagainst gear failure represents the main criterion for heat treat-
ment selection2) In the case of larger volumes (gt 100) changing from hard-ened to plasma nitrided gears represents a cost reduction of upto 50 For highly loaded gears this reduction can be evenhigher since plasma nitriding gives up to five time better pit-ting wear resistance compared whh through-hardened gears(Fig 7)
ConclusionsThe combination of a high surface hardness a fine surface
microstructure and a tough core obtained with plasma nitridingleads to favorable tribological properties in nitrided steel Pin-on-disc and FZG wear test results show that compared withhardening pia rna and pulse plasma nitriding can greatlyimprove sliding wear resistance and-even more so=-pitringwear resistance of 42CrM04 steel gears
Depending on the production quantity both types of plasmanitriding can be rather expensive However changing fromhardened to plasma nitrided gears reduces the probability ofgear failure and therefore leads to a reduction of overall costsconnected with the gear replacement and cessation of produc-tion 0This paper was Ipresentedl at the International tmiddotonferencel onGears held March 13-152002 in Munich Germany and waspublished by VOI Verlagl in the conferences iproceedingsinVDII report 1665 Also the Ipaper was published in SurfaceEngineering Vot 17 No 4120011 under the title Sliding andPiHiing Wear Resistance of Plasma and Pulse Plasma NitllilledSteel
ReferencesI Albertin L RL Frohlich H Winter B-R Hahn and KMichaelis Load carrying capacity of nitrided steel gears(94FfM4) American Gear Manufacturers Association FallTechnical Meeting St Louis MO October 19942 Fronius S Maschinenelemente VEB Verlag Technik Berlin197]3 Karamis MB Tribological behaviour of plasma nitrided722M24 material under dry sliding conditions Wear Vol 147
02 1991 pp 385-3994 Arques lL and 1M Prado The dry wear resistance of acarbonitrided steel Wear Vol 100 1985 pp 321-332
36 MARCHAPRil 2003 bull GEAR lECHNOLOGV bull wwwgeartechnologycom bull wwwpmiddotowerlransmssoncom
_----- HEATliREATINIG bull5 Roelandt A J Blwart and W Rembges Plasma nitriding ofgear wheels in mass production Surface Engineering Vol l No3 1985 pp ]87-~9l6 Bell T Towards de igner surface Industrial Lubricationand Tribolagy VOl 44 o 1 1992 pp 3-]1
7 Lampe T S Eisenberg and G Lauden Compound layerformatinn during plasma nitriding and plasma nitrocarburisingSurface Engineering Vol 9 o I 1993pp 69-768 Karamis MB friction and wear behaviour of pla rna-nitrided layers all 3 Cr-Mo steel Thin Solid Films Vol 203
0 1 1991 pp 49-609 Huehel U l Crummenauer S Stramke and S DresslerPulsed pia rna nitriding and combined processes Proceedingsof the 5th World Seminar on Heat Treatment and SurfaeeEngineering (]FHT95) Isfahan [ran 1995 pp 329-335W Sun Y and T Bell Modeling of the plasma nitriding oflow alloy reels Development in the nitriding of iron and tita-
nium based alloys Royal Society London London UK 1995ll Winter H and K Michaelis FZG Gear Test Rig-De cription and te t possibilities CEC 2nd InternationalSymposium of Performance Evaluation of Automotive Fuelsand Lubricants Wolfsburg Germany June 198512 Podgornik B I Vizintin and V Le kov ek Dry slidingwear chnracteristics of induction hardened conventional plasmanitrided and pulse plasma nitrided AISI 4140 steelProceedings of the COST 516 Tiibology Symposium EspooFinland May 1998 pp 369-37913 Podgornik B J Vizinlin and V Leskovsek Wear proper-
ties of induction hardened conventional plasma nitrided andput e plasma nirrided AfSI 4140 steel in dry sllding condition Wear Vol 232 02 1999 pp 231-24214 Pcdgomik B J Vizintin and V Le kovsek Sliding wearcharacteristics of induction hardened conventional plasmanitrided and pul e plasma nitrided structural reels Proceed-illgs of the 2nd COST 56 Tribgy Symposium AntwerpBelgium May 1999 pp 171-[79IS Johnson KL Contact Mechanics Cambridge Univer ityPre s Cambridge UK 198516 Karamis MB Experimental rudy of the abrasive wearbehaviour of plasma nitrided gearing steel Wear Vol 1611993 PI 199-206
Tell Us What You Think Visit wwwganfIChnoogycom tobull Rate this articlebull Request more informationbull Contact the authors mentionedbull Make a suggestionOr cIIi (8471437-660410talk to one of our editors
IGROUND GEARS- Ten or Ten ThousandI For small to medium quanlilies of spurs or helicals that have to meet close-tolerance AGMA or DINI specs our Reishauer grinders
and MampM gear analysis systems are the perfect combinationFor Long runs we offer the unique liebherr CBN grinding
process with full SPC quality control and documentationSo whether your needs are lor ten or tens of thousands we
invite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivllrY
Q PHClNE918-448-6368FAX 918-448-51155
WEB inscocorpcomrISCO 412 Main Street Groton Massachusetts 01450
ORPOfIATION
ISO9001 Registered
Contact us with your requirements atFassl er Corporation131 WILaytDnAve bull Ste 3011Milwaukee Wl 53Z0ilPhone (4141769-0072middot Fax(414) 769middot8610E-mailusafaessar-agchl
FasslerHigh qluallity and competitive pricingl
From the people who invented the Fassler DSA Grinding WheelDressing processWe woud Ilike to Ipresent our new moduIa range ID~ diamonddressers ~or flank and tip dressing
Your benefitslaquolncreased toollif9o Attractivefactorymiddotdirect pricingbull Original Swiss-predsionqualityo Higher wear resistance bull Bauer cutting abilityo Short deliveryo For Fiissler DSA~ Reisllauer SPA and RP2 systems
WWwpowerlransmissioncom bull wwwgeartechnologycom bull GEAR TECJIINOLlUlV bull MARCHAPRIL 2003 31

with the original ground surface The average roughness of theoriginal surface changed from 035 IJm to approximately 065LImmeasured for plasma and pulse plasma nitrided pecimensPulse plasma nitridilng however was found to cause larger scat-tering of the results as shown in Figure 2
Characteristic surface microhardness of heat treated42CrM04 steel is hewn in Figure 3 Compared to hardeningwith the highe t obtainable surface hardness of 600 HVosanda constant hardne s over hardened zone r= 1 mm) plasmanitriding increased the urface hardness ofinvesngated steel 10
approximately 700 HVO5bull For both plasma nitriding technique the hardness decreased gradually with increasing distance fromthe surface (Fig 4) Compari all of plasma and pul e plasmanitrided 42CrM04 teel showed larger cattering of the surfacehardness value in the ca e of pulse plasma nitrided specimens(Fig 3) Furthermore pulse plasma niltriding was found to pro-duce almost the same nitriding depth (03 mm) compared withplasma nilriding as shown in Figure 4
Weal Pr-operties-Pin-on-Disc IestFrom the pin-ca-di c test it was found that under all test-
ing condition the coefficient of friction wa largely independ-ent of differences among heat treatments used in this study Inall cases thecoefficieat of friction was in the range of 015Eguxe 5 bows wear volume of heat treated pins a a functionof heat treatment test load and sliding peed after 2000 m oflubricated sliding Depending on the testing conditions plasmaand pulse plasma nitriding were found to improve sliding wearre istance of 42CrM04 reel by 30--40 as compared to hard-ening (Fig 5) which is in agreement with earlier results (Refs]2-14) However comparison of pta rna and pulse plasmanitriding hawed no noticeable difference in wear of plasma andpulse plasmanitrided pins as shown in Figure 5
FZGTestContact stresses of tested gears (pilch point C) were calcu-
lated using Hertzian equations (Ref 15) taking into accountcoefficient of friction measured on pin-on-disc machine (v = Imis FN = 60 N) and load conditions and geometry of testinggear As shown in Figure 6 maximum principal hear stresseoftested gears are located 012 mm below the surface whichfor nitrided gears is inside he nitrided zone However in thecase of highly loaded gears longer nitriding times hould beu ed in order to obtain larger nitridLng depths and adequatestrength of the material (Refs 5 and 16)
The results of the pitling wear rests are shown in Figure 7Plasma nitridedand pulse plasmanjtrided 42CrM04 teel gearsshowed greatly improved pitting wear resistance a compared tohardened steel gears In the ca e of hardened gears pitting fail-ure occurred after 2 million cycles Nilriding increased pittingwear resistance of 42CrM04 steel by a factor of 5 The increasecan be attributed to the combination of a high surface hardne sa fine surface micro micture and a tough core obtained bynitriding A in the case of sliding wear tests plasma and pulse
WWlwpowertrallsmissiollcom- wwwgeartechlJolofycom bull IGEAIIIIECHNIULOGY MARCHAPRIL 2003 35
_ bullbullbullbullbull -IHIEATTREATiliNG bullbullbullbull _IHEAT TREATING
Full Service - Fast - EHicient- FUlllline of gear heat treating services
+ Carbwizing carbonllJicllnamphardening (up to 48 diameter)
+ Indlldioo HanlfIIlnR (toodt-to-tooIh Ipinnd
+ MlI~ for DltordoaControl
bull ma Pftss QueDdJing UP10W dilmelerl
Other services include
+ NltridlngIFerrltk Nltrcarbur-biRR (up to ST cIIamecer andUJ71oog)
bull FJaune HardeaIDa (Gean QI
~ urSMftupIDW IIIId 156
bull AlwnInwn ProretIIua+ Neutral salt bath hardenInampbull stress relieving+ Tool steel processingbull High temperature alloy age
hardening
bull Long Parts (uP to UIS1onRgtbull Stainless steel PnxainKbull SuIHero treadng
bull Meaurpal coaJItinIbull AmaIDa ad normalizing bmor larlb)1nM IAn
CiRcIIIIIIIII ON 4122IPhDnlII13I27I-3173Fa ISI3l m-3510
wwwstMllnltingcom
eFord Ql Appro ed
u~--~middot----=----=---------~imiddotmiddot Machine and Gear Corporation
Custom Bevel Gear MfgPer your Sample andor Blueprint Specs
r Y
Spiral Brevel Gears= 66 PDStraigbt Bevel Gears 80 PDSpurs Helicals SplfnceShaftsGearbox Repair IHeat Treat Faeilijy In-House
BREAKDOWN SERVICES
l-lOO~238middot06SJ bull Fax 731-456ltmiddot3073
1_-------------HEATTREATING-------------plasma nitriding give very similar pitting wear resistance to theinvestigated steel as shown in Figure 7
Economic EvaluationIn order to complete the comparison of hardened and plasma
nitrided gears calculation of production and replacement costswas carried out all a medium-sized gearbox (gear outer diame-ter of =100 mm and tooth width of =20 mm)as an exampleThi calculation was carried out with the assumption that due topitting failure hardened gears have to be replaced at lea t onceduring use of an industrial gearbox Furthermore analysis ofmaintenance in Slovenian companies revealed that in the caseof medium-sized gearboxes replacement of a gear takesapproximately six hours
Figure 8 shows treatment costs per unit for induction hard-ened through hardened and plasma nitrided gears as a functionof number of treated gearsIn all cases treatment costs decrea ewith increasing numbers of gears to be treated as expectedHowever by increasing the number of gears (gt ]00) plasmanitriding became more profitable compared with hardening(Fig 8) Another very important cost-saving advantage of pIas-
14
i12
5es
]0A11011middot
~ se0 6-OIlmiddot
bullQ 4EIzmiddot
0
Through Hardening PIbullbull ma Nilriding rgt-ulsePIsma Nitriding
Figuremiddot l-Pitti ng wear Iresistance middotofheallrealed ge ars (Thetop se fmentsot tbe barsrepreseld scatt~ring of the results1
-CIltraquol11 10Oieu
10 ~----------------------------------~
Through hardening
lnductjon harde nmg
o 25 50 75 100 [25 150 [75 20() I
I
figure 8-ilieat treatment costs Iper unit as a fuaetion of number of treatedgears
rna nitriding is the fact that gears of different sizes and shapescan be nitrided at the arne time
By taking into account the results of pin-on-disc and FZGtest as well as production and replacement costs the followingevaluations can be made1) In the case of special small-volume gears laquo 10) changingfrom hardened to plasma nitrided gears may not be profitableHowever in the case of pecialized gears production of gearsrepresents the main part of overall costs Therefore preventionagainst gear failure represents the main criterion for heat treat-
ment selection2) In the case of larger volumes (gt 100) changing from hard-ened to plasma nitrided gears represents a cost reduction of upto 50 For highly loaded gears this reduction can be evenhigher since plasma nitriding gives up to five time better pit-ting wear resistance compared whh through-hardened gears(Fig 7)
ConclusionsThe combination of a high surface hardness a fine surface
microstructure and a tough core obtained with plasma nitridingleads to favorable tribological properties in nitrided steel Pin-on-disc and FZG wear test results show that compared withhardening pia rna and pulse plasma nitriding can greatlyimprove sliding wear resistance and-even more so=-pitringwear resistance of 42CrM04 steel gears
Depending on the production quantity both types of plasmanitriding can be rather expensive However changing fromhardened to plasma nitrided gears reduces the probability ofgear failure and therefore leads to a reduction of overall costsconnected with the gear replacement and cessation of produc-tion 0This paper was Ipresentedl at the International tmiddotonferencel onGears held March 13-152002 in Munich Germany and waspublished by VOI Verlagl in the conferences iproceedingsinVDII report 1665 Also the Ipaper was published in SurfaceEngineering Vot 17 No 4120011 under the title Sliding andPiHiing Wear Resistance of Plasma and Pulse Plasma NitllilledSteel
ReferencesI Albertin L RL Frohlich H Winter B-R Hahn and KMichaelis Load carrying capacity of nitrided steel gears(94FfM4) American Gear Manufacturers Association FallTechnical Meeting St Louis MO October 19942 Fronius S Maschinenelemente VEB Verlag Technik Berlin197]3 Karamis MB Tribological behaviour of plasma nitrided722M24 material under dry sliding conditions Wear Vol 147
02 1991 pp 385-3994 Arques lL and 1M Prado The dry wear resistance of acarbonitrided steel Wear Vol 100 1985 pp 321-332
36 MARCHAPRil 2003 bull GEAR lECHNOLOGV bull wwwgeartechnologycom bull wwwpmiddotowerlransmssoncom
_----- HEATliREATINIG bull5 Roelandt A J Blwart and W Rembges Plasma nitriding ofgear wheels in mass production Surface Engineering Vol l No3 1985 pp ]87-~9l6 Bell T Towards de igner surface Industrial Lubricationand Tribolagy VOl 44 o 1 1992 pp 3-]1
7 Lampe T S Eisenberg and G Lauden Compound layerformatinn during plasma nitriding and plasma nitrocarburisingSurface Engineering Vol 9 o I 1993pp 69-768 Karamis MB friction and wear behaviour of pla rna-nitrided layers all 3 Cr-Mo steel Thin Solid Films Vol 203
0 1 1991 pp 49-609 Huehel U l Crummenauer S Stramke and S DresslerPulsed pia rna nitriding and combined processes Proceedingsof the 5th World Seminar on Heat Treatment and SurfaeeEngineering (]FHT95) Isfahan [ran 1995 pp 329-335W Sun Y and T Bell Modeling of the plasma nitriding oflow alloy reels Development in the nitriding of iron and tita-
nium based alloys Royal Society London London UK 1995ll Winter H and K Michaelis FZG Gear Test Rig-De cription and te t possibilities CEC 2nd InternationalSymposium of Performance Evaluation of Automotive Fuelsand Lubricants Wolfsburg Germany June 198512 Podgornik B I Vizintin and V Le kov ek Dry slidingwear chnracteristics of induction hardened conventional plasmanitrided and pulse plasma nitrided AISI 4140 steelProceedings of the COST 516 Tiibology Symposium EspooFinland May 1998 pp 369-37913 Podgornik B J Vizinlin and V Leskovsek Wear proper-
ties of induction hardened conventional plasma nitrided andput e plasma nirrided AfSI 4140 steel in dry sllding condition Wear Vol 232 02 1999 pp 231-24214 Pcdgomik B J Vizintin and V Le kovsek Sliding wearcharacteristics of induction hardened conventional plasmanitrided and pul e plasma nitrided structural reels Proceed-illgs of the 2nd COST 56 Tribgy Symposium AntwerpBelgium May 1999 pp 171-[79IS Johnson KL Contact Mechanics Cambridge Univer ityPre s Cambridge UK 198516 Karamis MB Experimental rudy of the abrasive wearbehaviour of plasma nitrided gearing steel Wear Vol 1611993 PI 199-206
Tell Us What You Think Visit wwwganfIChnoogycom tobull Rate this articlebull Request more informationbull Contact the authors mentionedbull Make a suggestionOr cIIi (8471437-660410talk to one of our editors
IGROUND GEARS- Ten or Ten ThousandI For small to medium quanlilies of spurs or helicals that have to meet close-tolerance AGMA or DINI specs our Reishauer grinders
and MampM gear analysis systems are the perfect combinationFor Long runs we offer the unique liebherr CBN grinding
process with full SPC quality control and documentationSo whether your needs are lor ten or tens of thousands we
invite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivllrY
Q PHClNE918-448-6368FAX 918-448-51155
WEB inscocorpcomrISCO 412 Main Street Groton Massachusetts 01450
ORPOfIATION
ISO9001 Registered
Contact us with your requirements atFassl er Corporation131 WILaytDnAve bull Ste 3011Milwaukee Wl 53Z0ilPhone (4141769-0072middot Fax(414) 769middot8610E-mailusafaessar-agchl
FasslerHigh qluallity and competitive pricingl
From the people who invented the Fassler DSA Grinding WheelDressing processWe woud Ilike to Ipresent our new moduIa range ID~ diamonddressers ~or flank and tip dressing
Your benefitslaquolncreased toollif9o Attractivefactorymiddotdirect pricingbull Original Swiss-predsionqualityo Higher wear resistance bull Bauer cutting abilityo Short deliveryo For Fiissler DSA~ Reisllauer SPA and RP2 systems
WWwpowerlransmissioncom bull wwwgeartechnologycom bull GEAR TECJIINOLlUlV bull MARCHAPRIL 2003 31
1_-------------HEATTREATING-------------plasma nitriding give very similar pitting wear resistance to theinvestigated steel as shown in Figure 7
Economic EvaluationIn order to complete the comparison of hardened and plasma
nitrided gears calculation of production and replacement costswas carried out all a medium-sized gearbox (gear outer diame-ter of =100 mm and tooth width of =20 mm)as an exampleThi calculation was carried out with the assumption that due topitting failure hardened gears have to be replaced at lea t onceduring use of an industrial gearbox Furthermore analysis ofmaintenance in Slovenian companies revealed that in the caseof medium-sized gearboxes replacement of a gear takesapproximately six hours
Figure 8 shows treatment costs per unit for induction hard-ened through hardened and plasma nitrided gears as a functionof number of treated gearsIn all cases treatment costs decrea ewith increasing numbers of gears to be treated as expectedHowever by increasing the number of gears (gt ]00) plasmanitriding became more profitable compared with hardening(Fig 8) Another very important cost-saving advantage of pIas-
14
i12
5es
]0A11011middot
~ se0 6-OIlmiddot
bullQ 4EIzmiddot
0
Through Hardening PIbullbull ma Nilriding rgt-ulsePIsma Nitriding
Figuremiddot l-Pitti ng wear Iresistance middotofheallrealed ge ars (Thetop se fmentsot tbe barsrepreseld scatt~ring of the results1
-CIltraquol11 10Oieu
10 ~----------------------------------~
Through hardening
lnductjon harde nmg
o 25 50 75 100 [25 150 [75 20() I
I
figure 8-ilieat treatment costs Iper unit as a fuaetion of number of treatedgears
rna nitriding is the fact that gears of different sizes and shapescan be nitrided at the arne time
By taking into account the results of pin-on-disc and FZGtest as well as production and replacement costs the followingevaluations can be made1) In the case of special small-volume gears laquo 10) changingfrom hardened to plasma nitrided gears may not be profitableHowever in the case of pecialized gears production of gearsrepresents the main part of overall costs Therefore preventionagainst gear failure represents the main criterion for heat treat-
ment selection2) In the case of larger volumes (gt 100) changing from hard-ened to plasma nitrided gears represents a cost reduction of upto 50 For highly loaded gears this reduction can be evenhigher since plasma nitriding gives up to five time better pit-ting wear resistance compared whh through-hardened gears(Fig 7)
ConclusionsThe combination of a high surface hardness a fine surface
microstructure and a tough core obtained with plasma nitridingleads to favorable tribological properties in nitrided steel Pin-on-disc and FZG wear test results show that compared withhardening pia rna and pulse plasma nitriding can greatlyimprove sliding wear resistance and-even more so=-pitringwear resistance of 42CrM04 steel gears
Depending on the production quantity both types of plasmanitriding can be rather expensive However changing fromhardened to plasma nitrided gears reduces the probability ofgear failure and therefore leads to a reduction of overall costsconnected with the gear replacement and cessation of produc-tion 0This paper was Ipresentedl at the International tmiddotonferencel onGears held March 13-152002 in Munich Germany and waspublished by VOI Verlagl in the conferences iproceedingsinVDII report 1665 Also the Ipaper was published in SurfaceEngineering Vot 17 No 4120011 under the title Sliding andPiHiing Wear Resistance of Plasma and Pulse Plasma NitllilledSteel
ReferencesI Albertin L RL Frohlich H Winter B-R Hahn and KMichaelis Load carrying capacity of nitrided steel gears(94FfM4) American Gear Manufacturers Association FallTechnical Meeting St Louis MO October 19942 Fronius S Maschinenelemente VEB Verlag Technik Berlin197]3 Karamis MB Tribological behaviour of plasma nitrided722M24 material under dry sliding conditions Wear Vol 147
02 1991 pp 385-3994 Arques lL and 1M Prado The dry wear resistance of acarbonitrided steel Wear Vol 100 1985 pp 321-332
36 MARCHAPRil 2003 bull GEAR lECHNOLOGV bull wwwgeartechnologycom bull wwwpmiddotowerlransmssoncom
_----- HEATliREATINIG bull5 Roelandt A J Blwart and W Rembges Plasma nitriding ofgear wheels in mass production Surface Engineering Vol l No3 1985 pp ]87-~9l6 Bell T Towards de igner surface Industrial Lubricationand Tribolagy VOl 44 o 1 1992 pp 3-]1
7 Lampe T S Eisenberg and G Lauden Compound layerformatinn during plasma nitriding and plasma nitrocarburisingSurface Engineering Vol 9 o I 1993pp 69-768 Karamis MB friction and wear behaviour of pla rna-nitrided layers all 3 Cr-Mo steel Thin Solid Films Vol 203
0 1 1991 pp 49-609 Huehel U l Crummenauer S Stramke and S DresslerPulsed pia rna nitriding and combined processes Proceedingsof the 5th World Seminar on Heat Treatment and SurfaeeEngineering (]FHT95) Isfahan [ran 1995 pp 329-335W Sun Y and T Bell Modeling of the plasma nitriding oflow alloy reels Development in the nitriding of iron and tita-
nium based alloys Royal Society London London UK 1995ll Winter H and K Michaelis FZG Gear Test Rig-De cription and te t possibilities CEC 2nd InternationalSymposium of Performance Evaluation of Automotive Fuelsand Lubricants Wolfsburg Germany June 198512 Podgornik B I Vizintin and V Le kov ek Dry slidingwear chnracteristics of induction hardened conventional plasmanitrided and pulse plasma nitrided AISI 4140 steelProceedings of the COST 516 Tiibology Symposium EspooFinland May 1998 pp 369-37913 Podgornik B J Vizinlin and V Leskovsek Wear proper-
ties of induction hardened conventional plasma nitrided andput e plasma nirrided AfSI 4140 steel in dry sllding condition Wear Vol 232 02 1999 pp 231-24214 Pcdgomik B J Vizintin and V Le kovsek Sliding wearcharacteristics of induction hardened conventional plasmanitrided and pul e plasma nitrided structural reels Proceed-illgs of the 2nd COST 56 Tribgy Symposium AntwerpBelgium May 1999 pp 171-[79IS Johnson KL Contact Mechanics Cambridge Univer ityPre s Cambridge UK 198516 Karamis MB Experimental rudy of the abrasive wearbehaviour of plasma nitrided gearing steel Wear Vol 1611993 PI 199-206
Tell Us What You Think Visit wwwganfIChnoogycom tobull Rate this articlebull Request more informationbull Contact the authors mentionedbull Make a suggestionOr cIIi (8471437-660410talk to one of our editors
IGROUND GEARS- Ten or Ten ThousandI For small to medium quanlilies of spurs or helicals that have to meet close-tolerance AGMA or DINI specs our Reishauer grinders
and MampM gear analysis systems are the perfect combinationFor Long runs we offer the unique liebherr CBN grinding
process with full SPC quality control and documentationSo whether your needs are lor ten or tens of thousands we
invite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivllrY
Q PHClNE918-448-6368FAX 918-448-51155
WEB inscocorpcomrISCO 412 Main Street Groton Massachusetts 01450
ORPOfIATION
ISO9001 Registered
Contact us with your requirements atFassl er Corporation131 WILaytDnAve bull Ste 3011Milwaukee Wl 53Z0ilPhone (4141769-0072middot Fax(414) 769middot8610E-mailusafaessar-agchl
FasslerHigh qluallity and competitive pricingl
From the people who invented the Fassler DSA Grinding WheelDressing processWe woud Ilike to Ipresent our new moduIa range ID~ diamonddressers ~or flank and tip dressing
Your benefitslaquolncreased toollif9o Attractivefactorymiddotdirect pricingbull Original Swiss-predsionqualityo Higher wear resistance bull Bauer cutting abilityo Short deliveryo For Fiissler DSA~ Reisllauer SPA and RP2 systems
WWwpowerlransmissioncom bull wwwgeartechnologycom bull GEAR TECJIINOLlUlV bull MARCHAPRIL 2003 31

_----- HEATliREATINIG bull5 Roelandt A J Blwart and W Rembges Plasma nitriding ofgear wheels in mass production Surface Engineering Vol l No3 1985 pp ]87-~9l6 Bell T Towards de igner surface Industrial Lubricationand Tribolagy VOl 44 o 1 1992 pp 3-]1
7 Lampe T S Eisenberg and G Lauden Compound layerformatinn during plasma nitriding and plasma nitrocarburisingSurface Engineering Vol 9 o I 1993pp 69-768 Karamis MB friction and wear behaviour of pla rna-nitrided layers all 3 Cr-Mo steel Thin Solid Films Vol 203
0 1 1991 pp 49-609 Huehel U l Crummenauer S Stramke and S DresslerPulsed pia rna nitriding and combined processes Proceedingsof the 5th World Seminar on Heat Treatment and SurfaeeEngineering (]FHT95) Isfahan [ran 1995 pp 329-335W Sun Y and T Bell Modeling of the plasma nitriding oflow alloy reels Development in the nitriding of iron and tita-
nium based alloys Royal Society London London UK 1995ll Winter H and K Michaelis FZG Gear Test Rig-De cription and te t possibilities CEC 2nd InternationalSymposium of Performance Evaluation of Automotive Fuelsand Lubricants Wolfsburg Germany June 198512 Podgornik B I Vizintin and V Le kov ek Dry slidingwear chnracteristics of induction hardened conventional plasmanitrided and pulse plasma nitrided AISI 4140 steelProceedings of the COST 516 Tiibology Symposium EspooFinland May 1998 pp 369-37913 Podgornik B J Vizinlin and V Leskovsek Wear proper-
ties of induction hardened conventional plasma nitrided andput e plasma nirrided AfSI 4140 steel in dry sllding condition Wear Vol 232 02 1999 pp 231-24214 Pcdgomik B J Vizintin and V Le kovsek Sliding wearcharacteristics of induction hardened conventional plasmanitrided and pul e plasma nitrided structural reels Proceed-illgs of the 2nd COST 56 Tribgy Symposium AntwerpBelgium May 1999 pp 171-[79IS Johnson KL Contact Mechanics Cambridge Univer ityPre s Cambridge UK 198516 Karamis MB Experimental rudy of the abrasive wearbehaviour of plasma nitrided gearing steel Wear Vol 1611993 PI 199-206
Tell Us What You Think Visit wwwganfIChnoogycom tobull Rate this articlebull Request more informationbull Contact the authors mentionedbull Make a suggestionOr cIIi (8471437-660410talk to one of our editors
IGROUND GEARS- Ten or Ten ThousandI For small to medium quanlilies of spurs or helicals that have to meet close-tolerance AGMA or DINI specs our Reishauer grinders
and MampM gear analysis systems are the perfect combinationFor Long runs we offer the unique liebherr CBN grinding
process with full SPC quality control and documentationSo whether your needs are lor ten or tens of thousands we
invite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivllrY
Q PHClNE918-448-6368FAX 918-448-51155
WEB inscocorpcomrISCO 412 Main Street Groton Massachusetts 01450
ORPOfIATION
ISO9001 Registered
Contact us with your requirements atFassl er Corporation131 WILaytDnAve bull Ste 3011Milwaukee Wl 53Z0ilPhone (4141769-0072middot Fax(414) 769middot8610E-mailusafaessar-agchl
FasslerHigh qluallity and competitive pricingl
From the people who invented the Fassler DSA Grinding WheelDressing processWe woud Ilike to Ipresent our new moduIa range ID~ diamonddressers ~or flank and tip dressing
Your benefitslaquolncreased toollif9o Attractivefactorymiddotdirect pricingbull Original Swiss-predsionqualityo Higher wear resistance bull Bauer cutting abilityo Short deliveryo For Fiissler DSA~ Reisllauer SPA and RP2 systems
WWwpowerlransmissioncom bull wwwgeartechnologycom bull GEAR TECJIINOLlUlV bull MARCHAPRIL 2003 31


















