WAVELET TRANSFORMS IN FRACTAL-BASED FORM TOLERANCING · 2018. 3. 14. · cularity of a shaft....
13
DE-Vol. 53, Design Theory and Methodology ASME 1993 ELET TRANSFORMS IN FRACTAL-BASED FORM TOLERANCING R. S. Srinivasan and Kristin L. Wood Department of Mechanical Engineering The University of Texas Austin, Texas ABSTRACT Tolerancing is a crucial problem for mechanical designers, as it has quality and cost implications on product design. Research in tolerancing has addresse specific areas of the problem. Building upon previous research, a unified approach for ge- ometric tolerancing with fractal-based parameters has been recently proposed. This paper explores an alteative error profile a.nalysis and synthesis method, based on wavelets, that maintains and ex- tends the use of actals for surface error abstrac- tion. An overview of the theory of wavelets is pro- vided, and the link between fractals and wavelets is established. Experimental data are used to illus- trate the application of wavelet theory to surface profile reconstruction and syntl1esis. The synthe- sis methods are then implemented in the design of ball-bearing elements, demonstrating the utility of fractal-based tolerancing. Plans r further study and implementation conclude the paper. INTRODUCTION The scope of mechanical design has expanded consider- ably in the last decade, as designers are faced with the de- mand for higher quality products, and shorter turnaround time from design to market. The demand for higher quality and reliable performance has strong links to the precision of the products. The designer must specify the allowable m- its on the error, so that function is not impaired and so that cost is maintained at a minimal level. These limits on the erro r of manufactured parts are called tolerances. With respect to the engineering disciplines, tolerances as- sume a variety of meanings. We are primarily interested in mechanical tolerances applied to physical-product features, such as machined parts and assemblies. Mechanical toler- ances, in this sense, are basically categorized as: 51 • Size Tolerances: control the error on the overall size of a particular feature, e.g., length of a pipe or diameter of a shaft. • Geometric Tolerances: specify permissible devia- tions in the geometric characteristics of the part or feature, e.g., straightness of the axis of a pipe or cir- cularity of a shaft. Geometric tolerances re f ine the size tolerances to exercise a closer control over form and function. Geometric tolerances conform to the ANSI Y14.5M standards, and are subclassi f ied into f orm, ori- entation, and location tolerances. This paper is re- stricted to the study of the rm tolerance subset. An example part with a specified size and geometric ( cir- cularity) tolerance is shown in FigLtre 1. Current indus- trial practices to assign such tolerances are usually based on highly specialized experimentation or experience. This specialintion is compounded by difficulties in establishing a clear link between tolerance specification and part function. Without such a link, costly production errors can result, leading to rework, part rejection, and increased manufactur- ing scrap. The need is thus paramount to develop general geometric tolerancing techniques that elucidate the function- tolerance relationship. The Tolerance-Function Connection in Mechanical Design The inter-relationship between tolerances or submacroge- ometric errors and the functionality of machine elements re- mains poorly defined and understood (Tipnis, 1992). The elucidation of such a relationship is a pressing need in the modern context of advances in materials and manufacturing technology. New materials processing and manufacturing techniques pave the road for achieving closer precision in machine components. For example, the Rolls-Royce com- pany predicts a significant increase in gearbox capacity for
Transcript of WAVELET TRANSFORMS IN FRACTAL-BASED FORM TOLERANCING · 2018. 3. 14. · cularity of a shaft....

DE-Vol. 53, Design Theory and Methodology ASME 1993
WAVELET TRANSFORMS IN FRACTAL-BASED
FORM TOLERANCING
R. S. Srinivasan and Kristin L. Wood
Department of Mechanical Engineering
The University of Texas
Austin, Texas
ABSTRACT
Tolerancing is a crucial problem for mechanical designers, as it has quality and cost implications on product design. Research in tolerancing has addressee! specific areas of the problem. Building upon previous research, a unified approach for geometric tolerancing with fractal-based parameters has been recently proposed. This paper explores an alternative error profile a.nalysis and synthesis method, based on wavelets, that maintains and extends the use of fractals for surface error abstraction. An overview of the theory of wavelets is provided, and the link between fractals and wavelets is established. Experimental data are used to illustrate the application of wavelet theory to surface profile reconstruction and syntl1esis. The synthesis methods are then implemented in the design of ball-bearing elements, demonstrating the utility of fractal-based tolerancing. Plans for further study and implementation conclude the paper.
INTRODUCTION
The scope of mechanical design has expanded considerably in the last decade, as designers are faced with the demand for higher quality products, and shorter turnaround time from design to market. The demand for higher quality and reliable performance has strong links to the precision of the products. The designer must specify the allowable limits on the error, so that function is not impaired and so that cost is maintained at a minimal level. These limits on the error of manufactured parts are called tolerances.
With respect to the engineering disciplines, tolerances assume a variety of meanings. We are primarily interested in mechanical tolerances applied to physical-product features, such as machined parts and assemblies. Mechanical tolerances, in this sense, are basically categorized as:
51
• Size Tolerances: control the error on the overall sizeof a particular feature, e.g., length of a pipe or diameterof a shaft.
• Geometric Tolerances: specify permissible deviations in the geometric characteristics of the part orfeature, e.g., straightness of the axis of a pipe or circularity of a shaft. Geometric tolerances re fine the sizetolerances to exercise a closer control over form andfunction. Geometric tolerances conform to the ANSIY14.5M standards, and are subclassified into form, orientation, and location tolerances. This paper is restricted to the study of the form tolerance subset.
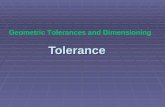
An example part with a specified size and geometric ( circularity) tolerance is shown in FigLtre 1. Current industrial practices to assign such tolerances are usually based on highly specialized experimentation or experience. This specialintion is compounded by difficulties in establishing a clear link between tolerance specification and part function. Without such a link, costly production errors can result, leading to rework, part rejection, and increased manufacturing scrap. The need is thus paramount to develop general
geometric tolerancing techniques that elucidate the functiontolerance relationship.
The Tolerance-Function Connection in Mechanical
Design
The inter-relationship between tolerances or submacrogeometric errors and the functionality of machine elements remains poorly defined and understood (Tipnis, 1992). The elucidation of such a relationship is a pressing need in the modern context of advances in materials and manufacturing technology. New materials processing and manufacturing techniques pave the road for achieving closer precision in machine components. For example, the Rolls-Royce company predicts a significant increase in gearbox capacity for

�,-I--'--+---+A
Size Tolerance (Diameter)
Circularity Tolerance (refining size tolerance)
Figure 1: Size and Circularity Tolerances,
aerospace geared power transm1ss10ns, with a reduction in the gear tooth composite error (McI<eown 1
1987). The same company also projects improved compressor efficiency, as a consequence of more accurate aerofoil profiles in the rotor and stator blades of axial compressors. VVhile the predicted improvement in performance is promising, the designers do not have the tools to specify, understand, and control the errors on machine elements, in a cost-efficient and effective manner. In order to realize the benefits of improved performance, a rational basis for relating component errors to performance, without resorting to expensive trials, is required.
Recogtlition of the criticality of tolerances and the shortcomings of current practices have led Lo the need to develop a theoretical basis for tolerancing, especially in the context of a function-tolerance relationship. We have proposed a. fractal-based approach to geometric tolerancing {Srinivasan and \rVood
1 19926); the salient feature of this method is the
abstraction of error information from manufacturing processes in terms of a fractional dimension. The fractal information is tlsecl to represent manufacturing processes and process parameters, and to generate realistic part models in design. However, in order to develop a uniform procedure for error abstraction {manufacturing) and utilization (design), a versatile tool is required for the analysis and synthesis of manufactured part profiles. Wavelet transforms are hypothesized in this paper to be an appropriate tool for these purposes, representing a significant advancement in a theoretical basis of geometric tolerancing.
The layout of the paper is as -follows: the next section provides an overview of manufactured surfaces, the impact of errors of different wavelengths on design function, and a review of tolerance research; this is followed by a review of fractalbased tolerancing, a historical perspective of wavelets, and the reasons for the choice of wavelet transforms; the two subsequent sections contain an introduction to wavelet theory, the pertinent definitions, and implementation procedures; the relationship between fractals and wavelets is then examined, focusing on how the -fractal dimension is linked to wavelet theory; in addition, an example for the implementation is provided using an experimental profile; a practical design application is presented in the following section, with a finale of concluding remarks and a discussion of fnture work.
SURFACE
RESEARCH
ERRORS, AND TOLERANCE
52
Manufactured Surfaces and Function
Tolerances and manufactured surfaces are critical aspects of mechanical assemblies. In static assemblies, where the component parts do not move relative to one another, the principal requirement is that the parts must be assembled with proper clearance, interference, or transition fits as specified by the designer. In dynamic assemblies, where the parts have a moving interface, the surface errors prominently influence the -function. For example in a journal bearing, the circularity errors increase or decrease the effective clearance between the journal and the bearing, thereby affecting the hydrodynamic action. Another example is a machine tool slideway, which carries and guides the carriage and toolpost. In this case, the flatness and surface texture of the contacting surfaces determine the effective area of contact and the stress transmitted. Because of the criticality of surface errors with respect to assemblies, it is important to understand the apparent "structure" of surface profiles produced from machining operations.
In the course of ma.chining a part, the machining system is subjected to a number of error sources (Srinivasan and VVood, 1992a). These errors manifest in different wavelengths (VVhitehouse, 1978). Long wavelength errors are identified as form or waviness phenomena, and short wavelength errors correspond to surface roughness. The distinction between these error structures is ill-defined. In practice, all wavelengths outside a specified range of interest are filtered, and the resulting profile is studied (Shunmugam, 1991). Through such a filtering process, the structure of the profile is lost. Likewise, because the errors at all scales affect design function, it is difficult to construct suitable prnfile models for representing manufacturing processes and for generating design analysis.
In the light of tolerance-function importance, geometric tolerancing techniques should provide a means o( abstracting surfaces errors for use in design. Such abstrnctions should realistically represent the long- and short-wavelength structure of profiles across manufacturing processes and process parameters. They should also require a minimum set of information (parameters), without losing impol'Lant structural information for design analysis. The fractal-based geometric tolerancing proposed in (Srinivasan and Wood, 19926) is intended to satisfy these goals, such that form error is expressed in terms of a fractal dimension (where the decimal part of the dimension quantifies the surface error). Using the fractal dimension, realistic surface profiles from a variety of machining processes may be abstracted and synthesized for design applications. In this paper, wavelet transforms are investigated as a mechanism for completing these abstraction and synthesis tasks. The following section presents an overview of current tolerancing research, indicating the problem areas.
Status of Tolerancing Research
The field of tolerance research contains a number of diverse and interesting problems; the assignment of tolerances

in design, the assessment and control of the prec1s10n of manufacturing processes, the representation of tolerances in geometric models, metrological issues concerning the verification of tolerances, and cost-tolerance-quality interactions. Some of the important advancements such as the offset-solids theory (Requicha), virtual boundaries theory (Jayaraman and Srinivasan), and M-space theory (Turner and Wozny) have been discussed in the authors' earlier papers (Srinivasan and Wood, 1992b; Wood et al., 1993).
As it will be impossible to review all the notable research contributions in this continually growing field, one approach from each of the above areas is described below to illustrate the trends of investigation. Zhang and Huq (1992), in a recent review paper provide a wider coverage of the state-ofthe-art in tolerance theories and techniques.
Taguchi formalized the quality-tolerance interaction, by defining quality in terms of a continuous loss to society as a function of departure from a target value. A more recent approach in this area is due to Vasseur et al. (1993), wherein product cost is linked to process accuracies and inspection methods. The emphasis is on the cost of the product, than on synthesizing part models for design. In metrology-related research, Ge et al. (1992) have developed computer-integrated inspection modules for tolerance specification and verification, enabling the user to specify and modify tolerance information, and to evaluate the part, with respect to a datum reference frame and a minimum zone of acceptance. However, the concept of a zone to define the errors is not necessarily a true indicator of part performance; e.g., the structure of the errors within the tolerance zone isalso an important factor influencing the function (Srinivasanand Wood, 1992a). In research related to geometric modeling, Shah and Miller (1989) assign geometric tolerances toselected features, based on evaluated boundary entities. Theassignment however, does not consider part function explicitly. Li and Zhang (1989) introduce a tolerance control module in a CAPP system, to automatically calculate dimensionsand tolerances for each step in a machining process, usingtolerance graphs. The focus is on tolerance control in machining, as opposed to tolerance design.
Most of the recent approaches deal with one of the above aspects of tolerance research, and some problems warrant such exclusive treatment, e.g., tolerance representation in solid models. However, in a recent mechanical tolerancing workshop, Tipnis (1992) indicates that " ... participants could not present any documented case studies as to why specific tolerances wern chosen and how these tolerances were achieved . .. ". This reveals the need for a formal theory and methods to assess the effect of tolerance scale errors on part performance, the precursor to assigning appropriate tolerances. This paper addresses this important area of modern design.
ISSUES IN FRACTAL-BASED TOLERANCING
The conceptual propositions of fractal-based tolerances have been experimentally verified for processes such as milling (Wood et al., 1993). These experiments demonstrate that surface profiles at tolerance scales are indeed fractal in
53
1946 1988 1989
Daubechie Mallat wavelets "Transform"
Figure 2: Time-line Tracing the Development of Wavelets.
structure. The potential utility of fractal tolerancing in mechanical design has also been demonstrated in (Srinivasan and Wood, 19926). A fractional Brownian motion (fBm) method for generating profile errors is used to show the feasibility of fractal-based tolerances in the design of slider bearings. Although the fBm approach produces useful results, a more robust model is needed, that enables forward and inverse mapping of fractal-based error information. Wavelet
transforms are proposed in this paper as a suitable model for the analysis and synthesis of profile errors.
Fractals and Wavelets
In order to propose wavelets as a possible mechanism for fractal-based tolerancing, a comparison o[ frnctal and wavelet properties is needed. Two fractal properties of primary interest are non-stationarity and statistical selfsimilarity. Machining processes are characterized by nonstationarity (Peklenik and Jerele, 1992); this implies the generation of non-stationary random profiles. A machined profile can be interpreted as a signal, e.g., the output from a suit,1ble transducer like a profiling instrument. The wavelet transform is well suited for processing non-stationary signals. Another salient property of fractals is statistical selfsimilarity (Mandelbrot, 1983), i.e., the scaled version o[ a part of an original entity possesses the same statistical properties a.5 the parent entity. This idea of scale is a key to the analysis and quantification o[ fractal profiles. Srnle is also central to the wavelet analysis of signals, which uses the dilations and translations of a basic function called the "mother wavelet". Since wavelets and fractals share these two properties, the mathematical theory of wavelets should be directly applicable to entities possessing fractal structure. Some historical landmarks, which put the development of the theory of wavelets in perspective, are identified in the next subsection.
Historical Background of Wavelets
The theory of wavelets had its formal genesis from the tools developed for seismic studies (Strang, 1989). However the scientific antecedents of wavelets have a long history which is well presented by Resnikoff (1992). Some important historical landmarks that contributed to and constitute the theoretical development of wavelets are indicated on the time-line shown in Figure 2. The basic theory and generalized versions of wavelets are described in (Chui, 1992; Danbechies, 1990). In this paper, the presentation of the theory is restricted to orthonormal wavelets, in view of their analytical simplicity and numerical implementation properties. In this context, we use the formalism of multiresolution

analysis (Mallat, 19 89}. Multiresolution analysis (MRA} implies the study of a physical profile structure at different resolutions. From the surface error viewpoint, this can be interpreted as measuring the form error using a range of diameters on the styJ!. us of a profiling instrument, or studying the different scales of errors through the range of applicable wavelengths. The mathematical framework of multiresolution analysis is presented in the next sections.
MULTIRESOLU1ION ANALYSIS
Multiresolution analysis provides the theoretical basis for implementing wavelet concepts in fractal-based tolerancing. The goal here is to use this analysis to formally and rigorously develop the J.ink between wavelets and fractals. Four steps provide a logical construction of this formal link. The first step is to define the necessary mathematical operations based on Hilbert spaces. Using these operations, the next two steps entail the development of the "approximation" and "detail" spaces of surface profile signals. These two spaces form the core of nnultiresolution analysis. The approximation space is the minimum information needed to represent a signal, whereas the detail space is the additional information needed to exactly reconstruct a signal. In terms of surface profile errors (tolerances), the approximation space represents a profili.e t1sing a minimum level (resolution) of information, and the detail space provides the needed details (wavelets) to reconstruct the structure of the profile. The final step in t.his formal development is the derivation of a relationship between wavelets and the fractal dimension. The power spectra. of fractal surfaces are used to derive this relationship. FrorTI the fractal-wavelet relationship, profiles of manufactured surfaces may be directly synthesized.
Notation and D Efinitions
The central idea in multi resolution analysis is to examine a given signal or data sequence (e.g., an error profile) as successive approximations with an increased ( or decreased) degree of smoothing. The name multiresolution analysis derives from the fact that the successive approximations correspond to different resolutions. The difference between two approximations is called the detail. The approximations are defined in approximation spaces and the details are described in corresponding £1etail spaces. To formalize these concepts, the following mat. bematical operations are needed.
The sets of integers, real numbers, and complex numbers are denoted by Z, R, and C respectively. An error profile of a mechanical surface (height variation) is denoted by a function f(x), where x is the one-dimensional spatial variable. Since all machining errors are measurable and finite, formally, f(x) E L2(R), which implies:
11./112 = ;_: lf(x}l
2
dx < oo, (1)
where jjfjj 2 is thte norm of tile function f(x). The inner
product of two profile functions is denned as:
(!, g) = ;_: f(x)g(x)dx (f,g E L2(R)), (2)
where g(x) indicates the complex conjugate of g(x). The Fourier transform of a function f(x) E L2(R) is given by,
54
(E E R). (3)
The convolution of two functions is defined by,
f * g(u) = ;_: f(x)g(t1 - x)dx (f,g E L2
(R)). (4)
The Approximation Operation
Using the mathematical operations defined above, we can construct the approximation space of multiresolution theory. Consider the approximation of the original profile signal f(x) E L2(R) at a resolution 2m ,m E Z. This operation is denoted by Am f(x). Mathematically, Am is the (orthogonal) projection of functions in L2(R) on a vector space Vm E L2(R), i.e., Vm is the approximation space corresponding to the resolution 2m, and contains all possible approximations of the function at this resolution. (Note that Amf(x) is the "best" approximation of f(x) as it is the orthogonal projection.) Successive approximations define a family of approximation spaces Vm E L2(R), m E Z. This family of spaces has the following properties:
Property 1 Since the approximc1tion of a signal at a lowe1· resolution cari be extracted from its approximation ctt (1 higher resolution, this implies a nesting property of the approximation spaces:
Property 2 Increasing the resolution to infinity will repmduce the original signal exactly, and reducing the resolution infinitesimally will result iri losing all information about the signal:
n Vm = {D}. (6) m m
The set of all approximation spaces (Vm) satisfying the above properties is called a multiresolution approximation of L2(R).
Recall the definition of Am as the orthogonal projection on the approximation space Vm . An orthonormal basis of Vm can be developed from the dilations and translations of a scaling function¢,( x) (Mallat, 1989). Formally, if we define <Pm (x) = i
m ¢,(2"' x),m E Z, then
kEZ (7)

forms an orthonormal basis of Vm . As a consequence of Equation 5, ¢(:z:) satisfies the two-scale dilation equation:
=
¢(x) = V2 � "• ¢(2x - k), (8) k=-co
where {ak) are the coefficients of the scaling function. The approximation of a function f(x) (e.g., a surface pro
file) can be obtained in terms of the orthonormal basis defined above:
00
k=-co
(9)
This approximation is characterized by the coefficients in the above decomposition; these coefficients are called the discrete approximations of the given function/signal f(x) and are written as
k E Z. (10)
At this juncture, we have obtained a mathematical basis for describing an approximation to any signal f(x). If J(x)repl'esents an error profile produced from a machining process, Equation 9 may be used to represent the profile with minimal information. We now describe the detail space of a. signal that is needed to reconstruct the signal from theapproximation space.
The Extraction of Detail The information obtained about a signal varies as it is
approximated at different resolutions. The information lost when stepping from an approximation space Vm+1 to another space Vm is called the detail. The detail is contained in a detail space Wm , defined as the complement space of Vm
in Vm+ 1 (Daubechies, 1988). Symbolically, this relationship is represented as,
(11)
The above result follows directly from the Projection Theorem (Anton, 1984, page 195).
In a development similar to that of the approximation space, the detail space can be generated by a function VJ( x),called the wavelet Junction, defined as follows (Daubechies, 1988):
Definition 1 For each ¢ with adequate decay and smoothness, the associated wavelet function is defined by
,J,(x) = V2 � (-l)"a,-• ¢(2x- k). (12) k
Defining ,Pm(x) = 2m ,j,(2m x), m E Z, then
kEZ (13)
55
X
z -r, -
-
-- -r
fxy
y
t' - Original vector - -rxy - Approximation rz - Detail
Figure 3: Illustration of approximation and detail extraction operations.
forms an orthonormal basis of Wm. Other names used for the wavelet function are, mother wavelet(Gilbert, 1992), and cmalyzing wavelet (Meyer, 1987). The name "wa.velet'1 derives from the conditions imposed on 7/J(x) (Meyer, 1987), i.e., ,J,(x) E L2 (R), implying finite energy, and J�00 ,j,(x)clx = 0, indicating the presence of oscillations. Taken together, the above two conditions indicate that 1/.i( x) is a small, oscillating waveform, a wavelet.
The detail extraction operator is denoted by Dm . Along the same lines as the development for the approximation operator, we can define the detail of a signal J ( x) at a resolution 2m as follows:
00
Dmf(x) = z-= � (f(u), \Vm(u - 2-mk))k=-oo
The inner product coefficients which characterize this approximation are called the discrete details of the signal at the resolution 2m and are expressed as
k E Z. (15)
The steps in implementing the approximation and detail extraction operations are given below. Before discussing the implementation, however, we digress briefly in the next section to present a conceptual illustration.
Conceptual Aid
The ideas presented in the preceding section can be illustrated by resorting to a diagrammatic aid as in Figure 3. In this figure, a three-dimensional vector space is shown, with a representative signal in this space denoted by the vector T. We use this vector to illustrate the concepts of approximation and detail. The projection off' onto the xy plane iscalled T:s:y , and this forms the best "approximation)) of Tinthe xy plane. The familiar dot product operation in vectorsis a simpler version of the inner product. Since the unit vectors I, and J form an orthonormal basis for the xy plane, T:s:y

is expressed in dot product form as:
r,,y = (r,i) i + (r,J) J. (16)
Note the similarity between Equations 9 and 16. In approximatiDg r by Try , the information lost is the z component or the height from the xy plane, i.e., Tz . As this is orthogonal to the xy plane, this forms the "detail" counterpart, in accordance with Equation 11. The approximation operation can l:> e carried out for one more step, e.g., by projecting i':.y , on to the x axis, viz. T:r; , The complement, r
y forms the
detail. The above figure and explanation lack mathematical rigor, but illustrate the concepts from a familiar viewpoint.
IMPLEMENTATION OF THE OPERATIONS
Tn.is section presents the steps in the implementation of the a;forementioned approximation and detail extraction operations, as well as the reconstruction operation. An iterative procedure is adopted for this implementation, and is a nat.ural outgrowth of the properties of the multiresolution analysis.
App11roximation
The output of a profiling instrument. is at a specific resolution, depending on the instrument capabilities and the desired measurement scale. This is taken to be the "base" resohntion for the rnultiresolution analysis and is denoted by 2m=O
= 1. Since the profile is usually given in terms of theheigh.I (from a specified datum) at discrete points along the workpiece, this data sequence is indicated by Agf. From the :nesting property (Equation 5), the approximations at resoh_1tions m < 0 can be obtained from AgJ.
Consider the function </>m (-u - 2-mk) E Vm - Expanding this f:unction in terms of the orthonormal basis of Vm+1 ( refer t.o Ec1uation 7) and changing variables in the inner product yields,
L (rp-1(u), rp(u. - (n - 2k))) n::::-oo
(17)
Usin.{?; the above result, the discrete approximation at the reso.l' ut.ion 2"' can be calculated as follows (refer to Equation 10):
00
= L (</>-i(u),rp(u-(n-2k))} n=-oo
(f(u), <Pm+1 (x - T"' -1n)). (18)
The above operation can be written in a simplified form conducive for computation, using the concepts of filtering from digital signal processing.
Equation 18 is interpreted in terms of filtering the signal witn. a low-pass filter (approximation). Consider a discrete filter H with the following impulse response:
h1c = ('P-1(u), rp(u - k)), k E Z. (19)
56
The mirror filter (�allat, 1989) fI is defined as having the impulse response hk = h_k, Using this notation, Equation 18 can be written as:
00
n=-oo
(20) n=-oo
This implies that the approximation at resolution 2"' is obtained by filtering the approximation at resolution 2m+I with the filter fl and retaining every other data point.
Following a similar procedure as outlined above, the detail operation can also be implemented, extracting the detail of error profiles. Since Wm is a subspace of Vm+1 (Equation 11), the function 1/Jm(x -2-mk) E Wm can be expressed in terms of the orthonormal basis of Vm+1:
00
L (�•-1(u), ¢(u - (n - 2k))) n=-oo
The discrete detail at resolution 2m can be obtained by (from Equation 15):
(D�.!)d
L (1/J-1(u),rp(u -(n - 2k)))n=-oo
Operations 18 and 22 are applied successively on the original signal Ag J to obtain a wavelet representation.
Equation 22 can also be rewritten with the filter interpretation as follows: let Yk be the impulse response of the discrete filter G:
9k = (1P-1(u),</>(u - k)), k E Z. (23)
Defining a corresponding mirror filter G with impulse response 9k = Y->c, Equation 22 is given by:
00
n=-oo
00
n=-oo
(24)

Reconstruction of Profile
Based on the implementation of the approximation and detail operators for surface profiles, a method is needed for reconstructing the profile signal. The reconstruction of the signal from the approximations and details is a natural consequence of the fact that Vm and Wm a.re orthogonal subspaces of Vm+l (Equation 11). In other words
1
✓2-m ;lm (x - r"'k), and � Wm(z 2-mk) form anorthonormal basis for the space Vm+1. Using this property,the function ¢m+1 (x - 2-m-l k) E Vrn+l is expanded as;
¢m+1(x 2-m-lk) =
""
2-m L (,Pm(1'- 2-mn), ¢m+1(tt Tm-l k))
n=-co
n=-co
(25)
The discrete approximation at resolution 2m+t is given by the coefficients obtained by the inner product of J(x) with botb sides of Equation 25. This follows from Equation 10. Slnce the approximations and details at tile coarser resolutions are known, the reconstruction yields the requisite approximation at finer resolutions.
The above reconstruction formula ls written in terms of the filtering operation by simplification and by using the filter definitions in Equations 19, and 23:
n=-co
2 L g,_,n (J(n), 1/Jm(x - z-mn)), (26)
00
(A:,,+d)a = 2 I: hh-2n ( ,1::,/)a +
n=-oo
00
2 I: 9k-2n (D;:,f)a, (27) 11:=-,x,
These three operations presented above ! i.e.i approx:imation1
detail extraction, and reconstruction, are illustrated in Figure 4, The procedures are shown in terms of the «filters)!
interpretation. Am+1f represents the signal at resolution m + L This is decomposed into approximation Arn/, and detail Dmf, by passing it through the filters i'I, and G respectively. The ! 2 implies that the approximation and the detail ,..,.fil possess only half the number of points as the original signal. The reconstruction can also be similarly interpreted, the difference being that the reconstruction ,vill have twice as many points as the detail or approximation, and different filters are used, as indica.ted above.
Reconstruction
Figure 4: Approximation, Detail Extraction, and Reconstruction Operations.
57
The next section describes a metrological analogy to multiresolution analysis) drawn from the measurement of surface profiles.
Analogy: A Metrological Forerunner to
Multiresolution Analysis
The central idea of multiresolution analysis is the representation of the profile or signal at various resolutions, A similar concept has been in vogue for the measurement of machined profiles, to quantify roughness and to separate roughness from waviness and form errors. This system of measurement is called the Envelope or E-system (\1Vhitehouse and Vanherck, 1972; Radhakrishnan, 1971) 1 wherein the following geometric procedure is used to construct 'tenvelopes1' of the total profile. Given the profile data, digitized at a high resolution� envelope profiles are generated by cirdes of different radii traversing the profile. The smaller the radius of the circlet the closer the envelope is to the original profile. As the radius increases, the envelope is dictated by the peaks in the proftle (Figure 5). The idea is to standardize the radius fo:i: effective separation of waviness. It is evident that the hierarchy of approximation operations corresponds to the coustrnction of envelope profiles of varying radii, where the details can be interpreted as the difference in information between successive envelopes. The wavelet theory is thus symbolic of a mathematical profiler, analogous to a profile measurement instrument.
THE LINK BETWEEN FRACTALS AND
WAVELETS
As indicated in the subsection Fractals and Wavelets, both share the properties of non-stationarity and self�similarity. A number of researchers have examined this link more closely, notably Mallat (1989), Warnell (1991), and Arneodo et al. (1992). The approaches followed by the above authors use the common property o[ scale-dependence. Mallat and Womell use the power spectrum method� which is presented in the next section.

Machined Profile
Envelope #1 [Approximation l]
Original profile
Figure 5: The Envelope System for Profile Measurement.
Power Spectrum Approach
Fractal profiles and surfaces are characterized by power spectra P(e) of the form (Mandelbrot, 1983):
(28)
where l is the frequency and D t is the fractal dimension. Consider the discrete details (Equation 15) of a fractal profile. An alternative interpretation of the detail is given as:
(D:nf)d = (f(u),i/im(u-2-"'k)) = (f(u)*1Pm(-u))(2-mk). (29)
The above result follows from the definition of the inner product (Equation 2). This implies a filtering (or convolution) of the signal with i/im(-x) and sampling the filtered signal at a rate of zm . It is now proposed to calculate the power spectrum of the filtered and sampled signal. The spectrum of the filtered signal is given by:
(30)
The power spectrum of the filtered and sampled signal is likewise given by:
<XI
P!(e) = 2m � Pm((+ 2m 2kir). (31) k=-co
The energy of the detail signal is then expressed as:
(32)
Substituting for p;:_(e), it can be established from Equation 32, that
(33)
Hence the fra.ctal dimension, DI, can be calculated from the ratio of the energies at successive resolutions (Mallat, 1989).
58
The proofs for Equations 30, through 33 are not included here for the sake of brevity.
Wornell (1991) presents a similar scaling argument m terms of the variance of the discrete detail signals D';,, f:
(34}
where Vo is a constant. This parameter plays a crucial role in determining the magnitude of vari,ition. With this equation the fractal dimension is calculated from the slope of the log-log plot of the variance versus the scale zm . In addition, the random process constructed with a set of mutually uncorrelated, zero-mean random variables, with variances as given in Equation 34, yields a 1/ f (fractal) profile.
Synthesis of Profiles from Fractal Parameters
The power-law relationship proposed by Equation 34 provides a vehicle for the analysis of manufactured profiles and for the synthesis of "representative" profiles for the creation of realistic part models in design. This relationship is at the heart of the synthesis procedure outlined below. Sample profiles from experiments in a milling process are discussed next, to serve as benchmarks for the synthesis results.
A factorial study of the influence of cutting parameters has been conducted, and partial results are presented in (Wood et a.I., 1993). The process under study is the milling process of aluminum workpieces. A typical profile from the experiments is selected to verify the fidelity of the proposed synthesis procedure. The choice of a suitable scaling function q,( x), and the wavelet decomposition, reconstruction, and synthesis (from relationship 34) procedures are described below in the context of this experimental profile.
The Daubechies Scaling and Wavelet Functions. In order to implement the operations described above, an appropriate scaling and wavelet functions are required. Functions with discontinuities are not suitable as they influence the synthesis (Warnell, 1991, pa.ge 69). Hence, the choice of more regular basis functions is desirable. In this regard, the Daubechies scaling and wavelet functions are chosenj

,,�-----------------,
OS
,J{rj
0
--OSO '
2
,.,
0
... ,
o., 2 25
Figure 6: ¢,( x) and ,µ( x): the Dau bechies scaling and wavelet fnnctions.
they have fom coefficients for {ak} {defined in Equations 81
and 12). The derivation of these coefficients is described in Daubechles (1988). The functions are shown in Figure 6. However, in order to compute the discrete approximations and details, the filter coefficients hk, and Uk are needed. It, can be shown that the filter coefficients are related to { ak} as follows:
hk a,J../2, g,, = (-1)' a,_,/../2.
Reconstruction from Approximations and Details. One of the pl'.'ime requirements of any tolerancing theory is that the actual toletancing procedures must be made available to the user in a simple form, without the mathematical complexity (Tipnis1 1992). This section presents the essentials of computation involved in the wavelet method.
The experimental profiles a.re available at 256(= 2') discrete points, which constitute eight distinct scales. This is taken as the base :resolution, and the profile is decomposed into approximations and details a.t coarser resolutions, with
59
each operation yielding ha]{ the number of points of the previous resolution. The approximations and details result from the convolution with the scaling and wavelet coefficients, using: Approximation:
�
(A�/)d = I: h»-n {A;:,+d)a, (35) n=-oo
Detail: 00
(D;;.i)d = I: /i2k-n (A;:,+,J)d, (36) n=-=
As the original profile has :t points, the decomposition (fineto-coarse) is carried on to eight levels so that (A�8J}d has only one point, The original profile can be represented in terms of this single point a.nd all the details corresponding to the range (-8 :5 m :5 -1). Profiles from experiments or simulations are analyzed using this decomposition. The variance of the details at different scales is ca.kulated and the fradal dimension computed from the slope of the log('variance) vs. log( scale) plot.
From the above representation, the approximations can be reconstrncted (coarse-to-fine) using: Reconstruction:
""
(A�+d)a = 2 I: [he-2n (A;'nf)d+Y>-2n (D;:,f)d], (37)n=-oo
The above operations result in perfect decomposition and reconstruction of tlte original signali the result of the reconstruction of a typical experimental profile is shown in Figure 7.
Synthesis. While the above reconstrnction procedure is an important step, the main thrust of this research is to abstract the variational structure of machined profiles in a minimal parameter set. The fractal dimension has been identified as one (abstract) measure of the variation. So 1
instead of :retaining all the approximations and details 1 the power�law relationship between the variances of the details and the scales (Equation 34) is nsed to generate profiles with minimum data. The pivotal theorem, proposed and proved by Wornell (1991), in essence states that the reconstruction with discrete signals, which are mutually uncorrelated zero� mean random variables with varfonces following the power/aw (34), yield, nearly fractal profiles.
Thls theorem is verified using the experimental profile. The original profile is decomposed to eight levels (i.e., 2° -2�8}, and the variance of the details at ea.ch level is calcu� lated. With the information about the variances and the coarsest approximation [(A�8/)d] 1 the synthesis is carried out, The result for the experimental profile is shown in Figure 7. The synthesized profile reflects the strudure of errots in the original profile remarkably well. However, an interesting result is the emergence of a second parameter to totally define the variance of the details, and hence the variational properties of the profile; this is the parameter ¼ in the defining equation, and it manifests as the y�intercept

0 .10
! 0 .06
3 0. 02
-o. 02
"
-0 .06 "
1
-0 .02
-o .06
-0 .10
0 .10
j 0 .06
" 0. 02
.� " -o .02
-0 .06 Df., 1.87, VO "' Sc-4 -
" -0 .10
0 62 93 124 155 186 217 2413 Distance on x-axis (c-lmm)
Figure 7: Experimental Reconstructed, and Synthesized profiles.
in the log-transformed version. In the present context, it is called the "magnitude factor".
In a related context, involving the study of filtering profilometer data, Stupak et al. (1992) identify the log-intercept as influencing the size of the features in a fractal analysis. A similar interpretation is adapted herej i.e.
1 the fractal di
mension is related to the irregularity of the profile, while the magnitude factor dictates the range of variation. It is anticipated that the magnitude factor is related to the tolerance/error zone of the profile. This idea is used in synthesizing profiles for the design example, which is described in the next section.
A DESIGN EXAMPLE: ROUNDNESS OF BALL
BEARING ELEMENTS
A major advantage of fractal-based form tolerancing in comparison with other methods is that it facilitates study of the tolerance-function relationship (Srinivasan and Wood, 1992b ). The theory of wavelets is perceived as an enhancement of the procedure proposed in the above reference. In order to illustrate the application of the theory outlined in this paper, a design example is presented.
One of the generic sub-functions of many mechanical designs is the ability to "support load". An important machine element fulfilling this requirement is the ball bearing; support for machine tool spindles is a typical application. The problem considered here is the roundness errors in the rolling elements of ball bearings supporting a thrust loadj
these errors are a main source of vibration (Wardle, 1988). The designer has to exercise control on these geometric errors, by prescribing appropriate circularity tolerances. The geometry of ball bearings, the force calculations, and the use of the proposed theory in determining appropriate tolerances are described in the following sections.
Analysis of Bearing Forces
The important components of a ball bearing are shown in Figure 8. Specifically, this is an angular-contact ball bearing, which can carry combined axial (thrust) and radial loads. The additional assumptions made in calculating bearing forces are: the bearing has N equispaced balls, firmly in contact with the inner and outer races; the rotational speed of the bearing is moderate, implying negligible centrifugal forces, and diametrically opposite contact points for the ball with the races; and the outer race is stationary.
60
As indicated by Wardle (1988) 1 geometric errors in the rolling elements result in both axial and radial vibration forces in addition to a moment. Since the applied load is assumed to be a thrust load, only the pertinent calculations are given. In the above reference, Wardle considers waviness in all rolling elements, viz., the inner and outer races aud the balls. The e�rors are modeled by a. sinusoidal function. However, waviness from actual manufacturing processes is not a periodic function by default (Whitehouse and Vanherck, 1972). In this section, the error is synthesized using the theory developed above and is superposed on the circumference of the outer race. The inner race and the balls are considered to have ideal geometries.
The equations for the axial vibration force can be derived from the Hertzian contact forces. The normal load Qi on a ball i can be written in terms of the corresponding deflection 8i as:
O :c; i :c; N - !, (38)
where K- is the contact compliance factor. The contact deflection 8; is influenced by the geometric errors in the outer race, and is hence expressed as a nominal deflection 80 (i.e., in the absence of any geometric error) and a time-varying component 8i (t) 1 which is dependent on the relative position of the ball i, and the outer racei
S, = 80 + S,(t). (39)
The total axial force on the bearing is calculated from the sum of the axial components of the normal forces on all the balls (Figure 8):
N-1
Fa= I: Qi sm a.i=O
(40)
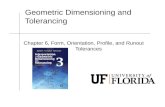
These equations are used in the calculation of axial vibration force for a test bearing. The data for the test bearing are adapted from (Wardle, 1988), and are furnished in Table 1.
Vibration Force with Synthesized Profiles
Eqnation 40 is used to calculate the axial force at various points in time, from O < t < Ta/ N, where To is the time

Axinl Load
Ball Bearing Components Circularity errors in bearing components
Bearing: Half section a. - Contact AngleQ - Nonnnl Force
Figure 8: Angula.r�conta.ct Ball Bearing: Geometry and Forces.
II Parameter Value II Type angular-contact
No. of balls 16 ' Ball diameter 11.111 mm
Pitch circle diameter 53,3 mm ' Radial clearance 0.032 mm
Test load (axial) 1000 N Test speed 1800 rpm
Contact deflection Oo 0.0092 mm
Compliance factor rt 9.56 x 109 Nm213
Contact Angle a 18.8'
Table 1: Relevant data for test bearing.
for one revolution of the bearing. Note tha.t the force pattern will be periodic with period To/ N, as the balls and the inner race ate as:sumed to have ideal profiles, The powe:tlaw relationship between the variance of the details and the corresponding scale (Equation 34) is used to simulate profiles. As indk:ated in Wornell's theorem 1 the discrete details are generated as the samples of a zero-mean Gaussian process (Priestley, 1981), and applied in the reconstruction algorithm. Assuming that no other infonnation is available1 the approximation (A'.:.8 /)d is taken to be zero, and the fractal dimension and the magnitude fa.::tor are used to define the variance of the details cr2{Dfnf} corresponding to the scale 2m as in Equation 34,
The synthesized profile is superposed on the ideal circumference of the outer race. Hence, the error at the point of contact augments the contact deflection of the ball; i.e., iu Equation 39 the error Si(t) is a contribution of the roundness error. As the outer race is assumed to be stationary, the correspondence between the error as a function of circumferential position and time is straightforward. Three different
61
5
I !
� �
'"'
"JJ�O
tHO
51140
sue
HOO
;tao
,�;:o / ZHO
;\
/ \
)!c;ol.""l Tl>II<:. l,on<:I ...,_ eue l: N w l,ZO Vt� J,o-J .......,._
t:U<.' 1, nf w l OS v," 2<'-;\ *�C..u ;, Dt � ,. OS VD a 2,...$ '<!-
I�
L'S�O
,
·,✓/ \ ,,,/ \ -..__,,---0 -o--G--u--o~--0--o-i:r---"W,-{--0--0-- ---o·
'"' ' 1.Q U, 7
1'1"1c {<1-4 """'•) !5.�
Figure 9: Force Patterns corresponding to various pro-files.
error profiles are synthesized, and the corresponding axial vib:ra.tion forces are calculated from Eqnation 40. The resulting force patterns are depicted in Figure 9.
Comments on Test Results
The study of force patterns in Figure 9 lea.ds to some interesting observations. Case 1 corresponds to the largest values of both controlling parametersi and hence the maximum er� tor. The variance % is selected as the average value from the experimental pro-filesj hence
1 this higher variance of de�
tails corresponds to the milling process, with a lower fractal dimension implying the choice of suitable machine parameters to minimize error (Case 2). Milling is inappropriate as a final process for the bearing outer race, as it is primarily a roughing or semi�finishing process. As anticipated}
large contact deflections induce axial vibration forces well

in excess of the nominal test load with large fluctuations, for both Cases 1 and 2. This can lead to excessively high contact stresses on the rolling elements. A finishing process is mandatory to control the error in the raceways. Case 3 corresponds to a hypothetical finishing process with a lower Vo and a low fractal dimension. The axial vibration forces are still larger than the nominal load1 but the fluctuations are within a small band.
This simple design example illustrates that the proposed method can be a useful tool for the designer to assess the impact of different errors (manufacturing processes) on the performance of the component. The road ahead in the refinement of the theory is mapped in the next section, with some culminative remarks.
CONCLUSION
The theory of wavelets has been identified as a viable tool in the study of form tolerances using fractal-based parameters. The wavelet transform which is described as a "mathematical microscope" has the requisite analysis and synthesis tools to implement the concepts of fractal-based tolerancing. In this context, it can be construed as a mathematical profiler. The theory is presented in a multiresolution analysis framework, wherein the profile is approximated at a succession of fine-to-coarse resolutions; while the approximations at two consecutive scales are redundant, the details embody crucial profile information. The power law relationship of the variances of the details with the corresponding scales is exploited in the synthesis procedure, which is essentially a refinement from coarse-to-fine resolutions. This provides an artifact to abstract the variational information of the profile in the form of a fractal dimension and a magnitude factor. A design example illustrntes the potential of the method as a very useful tool for the designer. Some open questions persist, and these are described in the next section.
Open Questions
One of the problems experienced in the wavelet analysis of pro.files, is that the power law relationship provides an incorrect (higher) estimate of the fractu-1 dimension for profiles with a low profile error. This paradoxical result emerged from the analysis of some smooth experimental profiles. Another problem is 'the failure of the synthesis procedure to capture the apparent periodic structure of the original profiles. Both these problems can possibly be attributed to the properties of the functions qS(x), and 1.p(x). In the present case, the Daubechies functions have limited smoothness and this is possibly influencing the synthesis procedures (Wornell 1
1991). Other basis functions with a higher degree of smoothness will be examined to obtain more consistent analysis and synthesis results. In any event, these issues warrant a closer and more rigorous study.
An important result from the synthesis procedure, is the identification of the second parameter Vo, which is required for a complete characterization of the error. It is anticipated that this parameter will exhibit a decreasing trend
1 as one
scans the spectrum of manufacturing processes1 from roughing to finishing. This assumption must be validated by the
results from grinding experiments. Another important component in the future work is the comparison with other mathematical approaches, e.g., Karhunen-Loeve method, and tolerance theories, e .g., Taguchi method.
ACKNOWLEDGEMENTS
This material is based upon work supported, in part, by The National Science Foundation
1 Grant No. DDM-9111372, and an NSF Presidential Young Investigator Award. Any opm1ons, findings1 conclusions or recommendations expressed in this publication are those of the authors and do not necessarily reflect the views of the sponsors. The authors thank Dr. John E. Gilbert of the Department of Mathematics
1 at the University of Texas, for a number of useful discussions relating to wavelets.
REFERENCES
Anton, H., 1984 1 Elementary Linear Algebra (4th edition). John Wiley & Sons1 New York.
Arneodo1
A., Argoul, F.1
Muzy, J. F., Pouligny, B., and Freysz, E.) 1992, "The Optical Wavelet Transform/ In Ruskai, M. B. ed.
1 Wavelets and Their Applications, pp.
241-273. Jones and Bartlett Publishers, Boston.
Chui1
C. IC, 1992, An Introduction to Wavelets WaveletAnalysis and its Applications. Academic Press, Boston.
Daubechies, I., 1988, "Orthonormal Bases of Compactly Supported Wavelets,'' Communications on Pure and Applied Mathematics, Vol. XLI, (No. 7), pp. 909-996.
62
Daubechies1
I., 1990, "The Wavelet Transform, Time Frequency Localization, and Signal Analysis/' IEEE Transactions on Information Theory, Vol. 36, (No. 5), pp. 961-1005.
Ge, Q., Chen1 B.1
Smith1
P., and Menq, C. I-I., 19921
"Tolerance Specification and Comparative Analysis for Computer-Integrated Dimensional Inspection," International Journal of Production Research, Vol. 30, (No. 9), pp. 2173-2197.
Gilbert, J. E., 1992, "Wavelets: Theory and Applications,n Lecture Notes M391, The University of Texas at Austin.
Li1
J. K., and Zhang, C., 1989, "Operational Dimensioual and Tolerances Calculation in CAPP System for Precision Manufacturing,'1 Annals of the GIRP, Vol. 38 1
(No. 1), pp.403-406.
Mallat, S. G., 1989, '1A Theory for Multiresolution Signal Decomposition: The Wavelet Representation/' IEEE Transactions on Pattern Analysis and Machine Intelli
gence, Vol. 11, (No. 7), pp. 674-693.
Mandelbrot, B. B., 19831 The Fractal Geometry of Na
ture (2nd edition). W. H. Freeman and Co., San Frallcisco.

McKeown, P., 1987, "The Role of Precision Engineering in Manufacturing of the Future," Annals of the CIRP
1 Vol.
36, (No. 2), pp. 495-501.
Meyer, Y., 1987, {(Orthonormal Wavelets/ In Combes, J. M. ed., Wavelets: Time-Frequency Methods and PhaseSpace, pp. 21-37 Berlin. Springer Verlag.
Peklenik, J., and Jerele1
A., 1992, "Some Basic Relationships for Identification of the Machining Processes," Annals
of the CJRP, Vol. 41, (No. 1), pp. 155-159.
Priestley, M. B., 1981, Spectral Analysis and Time Series, Vol. 1 Academic Press, Inc., London.
Radhakrishnan, V., 1971, "On an Appropriate Radius for the Enveloping Circle for Roughness Measurement in the E-System," Annals of the CIRP, Vol. 20, (No. 1), pp. 109-110.
Resnikoff,Processing," 1229-1234.
H. 1., 1992, 1'Wavelets and Adaptive SignalOptical Engineering, Vol. 31, (No. 6), pp.
Shah, J ., and Miller I
D., 1989, ((A Structure for Supporting Geometric Tolerances for Computer Integrated Manufacturing/ In Proceedings of the ASME Annual Meeting, pp. 344-351. ASME.
Shunmugam1
M. S., 1991, "Criteria for Computer-Aided Form Evaluation," ASME Transactions lotH"nal of Engineering for Industry, Vol. 113, pp. 233-238.
Srinivasan, R. S., and Wood, K. 1., 1992u.1
"A Computational Investigation into the Structure of Form and Size Errors Based on Machining Mechanics," In Advances in Design Automation 1992
1 Vol. 1, pp. 161-171 Pheonix,
AZ. ASME.
Srinivasan, R. S., aud Wood, IC 1., 1992b, <iFractalBased Geometric Tolernncing in Mechanical Design," In Proceedings of the 1992 ASME DTM Conference, pp. 107-115 Pheonix, AZ. ASME.
Strang, G., 1989, "Wavelets and Dilation Equations: A Brief Introduction,'' SIAM Review, Vol. 31, (No. 4)
1 pp. 614-627.
Stupak1
P. R., Kang, J. H., and Donovan, J. A., 1992,('The Effect of Filtering Profilometer Data on Fractal Parameters," Wear, Vol. 154, (No. 1) 1 pp. 109-114.
Tipnis, V. A. ed .. , 1992, Tolerance and Deviation Information, New York. ASME CRTD-15-1.
Vasseur, H., Kurfess, T., and Cagan, J., 1993, "Optimal Tolerance Allocation for Improved Productivity/' In Pro
ceedings of the 1998 NSF Design and Manufacturing Systems Conference, pp. 715-719 Charlotte
1 NC. NSF, SME.
63
Wardle, F. P., 1988, "Vibration Forces Produced by the Waviness of the Rolling Surfaces of Thrust Loaded Ball Bearings - Parts 1 and 2,1' Proceedings of the Institution of Mechanical Engineers, Vol. 202, (No. CS), pp. 305-319.
Whitehouse, D. J ., 1978, "Surfaces - A Link between Manufacture and Design,'' Proceedings of the Institution of Mechanical Engineers, Vol. 192, pp. 179-188.
Whitehouse, D. J., aud Vanherck, P., 1972, "Survey of Reference Lines in the Assessment of Surface Texture,'1 Annals of the CIRP, Vol. 21, (No. 2), pp. 267-273.
Wood, K. 1., Srinivasan, R. S., Turner, I. Y., and Cavin, R., 1993, "Fractal-Based Tolerancing: Theory, Dynamic Process Modeling, Test Bed Development, and Experiments," In Proceedings of the 1993 NSF Design and Afontifacturing Systems Conference, pp. 731-740 Charlotte, NC. NSF, SME.
Warnell, G. YV., 1991 1 "Synthesis, Analysis, u.nd Processing of Fractal Signals/' Tech. rep. 566, Massachusetts Institute of Technology, Cambridge, MA.
Zhang, H. C., and Huq, M. E., 1992, "Tolerancing Techniques: the state-of-the-art," International Journal of Production Research, Vol. 30, (No. 9), pp. 2111-2135.