Incredible increase in Karyn White’s Fanbase + People talking about Karyn’s Page.

1
Water Gas PlantsA profile of water gas plants, their history,design, development, application and thetype of contaminants which may beassociated with them.
Prepared by Dr Russell Thomas, Technical DirectorParsons Brinckerhoff, Redland, Bristol, UK, 0117-933-9262, [email protected] [email protected]. The author isgrateful to fellow members of the Institution ofGas Engineers and Managers Panel for theHistory of the Industry and the staff of theNational Grid Gas Archive for their kindassistance.
Introduction
This article describes the manufacture of gas usingthe water gas process. Early water gas plants(Figure 1) were based on retorts used for coalcarbonisation; however, later water gas plants(Photograph 1) more closely resembled producergas plants in the design of the generator and in theirmode of operation. Water gas plants were popular inthe UK and worldwide, particularly in the USA wherethey were first successfully commercialised.
One of the major issues with producing gas bycarbonising coal was the length of time taken to getthe gas plant operational and producing gas. Thisled to a heavy reliance on storage in gasholders.Without sufficient gas storage, the retorts wouldhave to be kept heated on standby to accommodaterapid increases in gas production. This was bothinefficient and uneconomic for the gasmanufacturer. An alternative method to meet peakdemand for gas was required, leading to thedevelopment of water gas plants.
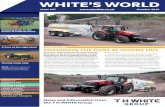
Photograph 1. The inside of the water gas plant building at the former East Greenwich Gasworks.Image courtesy of the National Grid Gas Archive.

2
Water gas plant could produce gas much morerapidly (within 1-3 hours) than traditional coalcarbonisation plant, allowing gas companies tosatisfy peak demand more effectively. Whilst thisprocess was commonly employed on many largertown and city gasworks to produce gas rapidly andsupplement coal gas supplies, plant was alsodeveloped for smaller gasworks. In Britain, watergas was mixed with coal gas (30% water gas to70% coal gas) prior to distribution.
Photograph 2. The exterior of a water gas plantbuilding at the former Beckton Gasworks, circa1960. Image courtesy of the National Grid GasArchive.
The Early Development of Water Gas
The discovery of water gas was attributed to theItalian physicist Felice Fontana in 1780. Hediscovered that when steam was passed throughincandescent carbon, the oxygen of the watermolecules in the steam had a greater affinity for thecarbon than the hydrogen to which it was bonded.This led to the formation of carbon monoxide andhydrogen from the water and carbon in the reaction:
C + H2O = H2 + CO.
This finding predated William Murdoch’s discoveryof a commercial process to produce coal gas. Givenits composition, water gas had little or noilluminating power when burnt, so little use wasmade of the discovery. Henry Cavendish, AntoineLavoisier, Charles Meusnier and others also latermade the same discovery as Fontana.
The first patent taken out for water gas productionwas believed to have been by W. Vere and H.S.Crane in 1823. The patent described the use ofadmitting water or steam into a retort containingcoal, oil or other suitable material undergoingdecomposition, but was not developed further.
In 1824, John Holt Ibbetson made the first attempt toutilise water gas on a commercial scale. Heexperimented by steaming the coke which remainedin the horizontal retorts at the end of the period ofcarbonisation. Ibbetson published a patent in 1826but did not develop the technology further. On6 October 1830, Michael Donovan received a patentfor lighting by water gas. To improve the illuminatingability he mixed the gas with vapours of turpentine,tar, naphthalene and other illuminants. This wastested on the street lights of Dublin. The scale of thisdemonstration is uncertain; however, it did not meetwith much success and soon failed.
Despite earlier work by others, George Lowe is oftenquoted as the first exponent of a carburetted (oilenriched) water gas process when he discharged hotcoke into a water gas generator and intermittentlyinjected steam and air. His patent described that thegas produced should be enriched with essential oil.The process did not achieve commercial success.
A Belgian scientist (M. Jobard) successfullyexperimented with water gas production circa 1833.It is reported that he sold his invention toAlexander Selligue of Paris and Florimont Tripier of
Lille. Selligue was then recognised as the inventor.Under Seligue’s name, the water gas process wasintroduced to Dijon, Strasbourg and Antwerp, as wellas parts of Paris and Lyon. The Jobard/Selligueprocess started by decomposing the water; theresulting hydrogen was then mixed with hydrocarbon(either oil vapour or heated resin) which then passedinto a retort containing hot coke. The process lostpopularity when Selligue as unmasked as a fraud.
The next major interest in water gas occurred in1847 when Stephen White of Manchester took out apatented ‘hydrocarbon process’ which hadsimilarities to that of Jobard. White’s idea was toproduce a very rich gas, from fat, oil or tar, and diluteit to a reasonable candle power using a cheap, low-grade carrier gas. White’s success was boosted by
Figure 1. The design of the Sanders watergas apparatus. Courtesy of the author.
1
2
3Rosin
Steam
1

3
favourable reports from Samuel Clegg andDr E. Frankland. White’s method was tested on alarge scale at a mill gasworks in Manchester and atthe gasworks of the South Metropolitan GasCompany in London. Whilst these trials did not leadto permanent installations, White’s method wasadopted as the original form of gas lighting in thetown of Stockport in Lancashire until 1853. Whiteclaimed that 60% more gas could be produced fromhis method than from conventional coalcarbonisation.
White’s usual method was to set the stop-endedretorts in a single setting (above one furnace). Thecentral (water gas) retort contained hot iron scrap (orcoke) onto which a trickle of water would fall,producing water gas. The other two ‘coal’ retortsmade rich coal gas, being operated in theconventional way and receiving a supply of watergas by a connecting pipe from the mouthpiece of thecentral retort.
Ruthin in Wales, and Comrie and Dunkeld inScotland, also adopted White’s process for gasmanufacture. The town of Petersfield in Hampshire,England, adopted White’s method but using cokeinstead of scrap iron in the central retort. The mainfailure of White’s process was the greater complexityof controlling this water gas process compared withcoal gas. The relative amounts of rich gas and watergas produced had to be carefully controlled toensure correct gas quality.
The process was exported, and in 1850 it wastrialled over several months at the PhiladelphiaGasworks (USA), but the results did not support full-scale adoption.
Joseph Gillard made major advances in his works atNarbonne, France in 1856. Gillard managed to lightthe town by burning blue-water gas with argandburners over which platinum wire cage mantles were
placed. Argand burners were the first scientificallydesigned burners, originally designed for oil lampsbut later adapted for use in the gas industry. Theyconsisted of a cylindrical wick housed between twoconcentric tubes. Air rose in the internal tube throughsupporting combustion on the inner surface of theflame as well as the outer surface. A glass chimneyincreased the draft. The blue-water gas flame heateda platinum mantle, which would emit a bright light.The high price of platinum made the costeffectiveness of this process very poor, and it failed.
The term ‘blue-water gas’ came from the fact that thewater gas burnt with a blue flame which producedlittle light, so was no use for lighting purposes. Theblue colour was due to the complete combustion ofhydrogen and carbon monoxide in the water gas, thelatter burning a pale blue colour. When coal gas wasused for lighting, soot formed from the incompletecombustion of the organic compounds in the gas.When soot particles entered the flame front of thegas burner they glowed, emitting bright white light.
Further developments in America were undertakenby Dr J. M. Sanders. In 1858, he erected a plant inPhiladelphia consisting of an L-shaped cast-ironretort (Figure 1, No.1) which was externally heatedby a furnace underneath (Figure 1, No.2). Theretorts were filled with charcoal and superheatedsteam together with melted rosin (a form of resinobtained from pine and some other plants) whichwas injected into the top of the retorts via a pipe(Figure 1, No.3). The gas produced from the processwas 10% more expensive than coal gas, it was notstable and the retorts deteriorated rapidly, thesefactors prevented the adoption of this processcommercially. Similar work had also beenundertaken by Mr Brown of Baltimore and Mr Aubinof Albany in the 1850s.
In the 1870s, Mr R.P. Spice made water gas inhorizontal retorts at a gasworks he leased in
Chichester (England) for experimental purposes. Hewent on to build a fairly large water gas plant atWormwood Scrubs, London. This used verticalretorts developed for Scottish shale-oil practice andwas successful, but the gasworks’ lease reverted tothe Great Western Railway in 1880 and the watergas plant was no longer used.
A historical review led by John Cresson for thePhiladelphia Gasworks and reported in ScientificAmerican in 1861 concluded that water gas failedmainly because of economics, it being moreexpensive than coal gas. Deterioration of the plantand difficulties in controlling the process alsocontributed to its lack of success. At the time of thereview, water gas was being produced at theNorthern Liberties Gasworks in Philadelphia.
1
2
Generator Superheater
To wash box.scrubber,
andcondenser
Oil
pipe
s
AirDoor
SmokeStack
Air
Figure 2. The Lowe water gas system.Courtesy of the author.

4
Different Systems Used for the Manufacture ofWater Gas
A wide range of different systems were developed tomanufacture water gas, many unsuccessful orimpractical. Systems for making water gas could beclassified under three headings: (1) The IntermittentSystem; (2) The Continuous System; (3) The Neat-Oxygen Method. In reality, only the intermittentsystem was a commerical success, however, shortdescriptions of the others are provided for historicalreference.
The intermittent system with ‘run’ and ‘blow’ phasessucceeding each other at regular intervals was themost widely used and thought to be the onlypracticable method. This is described in detail in alater section of this document.
The continuous system was heavily investigated inthe early development of water gas as it sought tomake the process more efficient (by independentexternal heating of the vessels) and enable thecontinuous production of gas. It suffered frompractical difficulties due to problems with heattransfer and general process inefficiency.
The third system was the neat oxygen method whichproduced a gas practically free from nitrogen, butcontaining 65-70 per cent carbon monoxide. Steamentered the base of the generator along with astream of pure oxygen. Whilst steam combined witha portion of the carbon to form water gas, the heatlost by the endothermic reaction was replaced by theexothermic combination of the oxygen with thecarbon. If steam and oxygen were regulatedcorrectly, the process would work effectively; itsdrawback was the difficulty obtaining pure oxygeneconomically.
All water gas processes were gasification processeswhere the fuel (coke/oil) was converted to gas.
The Development of Intermittent Water GasPlants
Intermittent water gas systems were introducedcirca 1873 when two similar methods weredeveloped in the United States: the ‘Strong process’and the ‘Lowe process’. These systems were bothbased on alternate periods of ‘run’ and ‘blow’,described in more detail on page 6.
The Strong process (not shown) employed a highgenerator made from firebricks and two secondarychambers also packed with firebrick. These latterchambers, heated up during the blow, wereemployed as superheaters for the steam. Strongaimed purely at making a gas suitable for thepurpose of heating.
Thaddeus Sobieski Coulincourt Lowe set out tomake a gas for illumination purposes. The originalLowe plant design was very similar to that employedin later water gas plants. The Lowe systemconsisted of a generator, a brick-lined cylindricalvessel (labelled 1 on Fig. 2), the outer shell of whichwas made from wrought iron. The fuel was placed inthe generator on grate bars above a closed ash-pit.Air and steam were introduced alternately into thegenerator. Air was used to heat the chamber bycombustion of the coal, with the steam injected togenerate the water gas which was passed on to alarge superheater (2 on Fig 2). The superheater waspacked with firebricks. Lowe’s original idea of 1874was to spray oil on to the coke in the generator toenrich the gas. Lowe’s later design of 1884incorporated an additional chamber called thecarburettor, between the generator and superheater.This was a similar brick-lined vessel into which theoil was sprayed and gasified.
Lowe’s development coincided with the availabilityof cheap naphtha and oils in the USA which couldbe used to enrich the gas. These had come from the
production of lamp oils and lubricating oils frompetroleum in the USA. This gave the development ofCarburetted Water Gas (CWG) a massive boost andby 1882 a considerable portion of gas production inthe USA was made using this process. Possibly,Lowe’s main contribution was constructing the plantfrom refractory material in a steel shell; this gave theplant both rigidity and flexibility to cope with thetemperature changes caused by the cyclical natureof the intermittent process.
Photograph 3. Dr Alexander Humphreys andArthur Glasgow, founders of Humphreys andGlasgow.
The first water gas plant built in Britain was a smallplant erected by the British Water-Gas Syndicate in1888. This company was wound up in 1893 by itsChairman, Samson Fox, a proponent of water gas.Two of the biggest companies involved in themanufacture of water gas plant were the United GasImprovement Co. and Humphreys and Glasgow Ltd,two closely related companies. United GasImprovement Co (UGI) was incorporated in 1882 in

5
Pennsylvania to exploit the new process of watergas manufacture developed by Lowe.
UGI manufactured, sold and installed equipmentneeded for the Lowe process. The company alsoleased the production and distribution facilities ofexisting gasworks, operated the plants and sold thegas. UGI moved into the supply of gas andelectricity, eventually moving away from themanufacture of gas, and into natural gas. Thecompany still exists in the form of the UGICorporation. Whilst UGI was very big in theAmerican market, it had limited interest in theEuropean market. The Gas Light and CokeCompany (GL&C Co) of London took an interest inthe development of water gas and sent its chiefengineer to visit UGI. As a result, two 14k m3 (0.5mft3) per day plants were ordered by the GL&C Co.Arthur Glasgow (Photograph 3) was dispatched byUGI to assist the GL&C Co to commission the watergas plants which were to be built at Beckton, nearLondon. On Glasgow’s return to the USA, he tried topersuade UGI to expand into Europe, withoutsuccess.
Glasgow then persuaded Dr Alexander Humphreys(Photograph 3), then a senior UGI executive, to setup Humphreys and Glasgow in London in 1892.Both were American and experienced gasengineers, Dr Humphreys having undertaken muchof the pioneering work on water gas at UGI.Humphreys and Glasgow (H&G) had an agreementwith UGI to use its patents and any improvementsdeveloped.
H&G became the major player in the British andEuropean market. H&G’s first contract was to buildtwo water gas plants in Copenhagen. Its firstcontract in the United Kingdom was at the BelfastCorporation gasworks in Northern Ireland. H&Gestablished operations in London, Brussels andNew York. It was very successful and its gas plants
were to be installed all over the world. By 1898, ithad undertaken 91 water gas plant installationprojects and by 1914 had installed 1,303 water gasplants across the world. H&G prospered until the1960s, with many contracts from the area GasBoards in post-war Britain. The company diversifiedinto petrochemicals but its fortunes declined asBritain switched to natural gas. H&G was laterbought by an American company and split into on-shore and off-shore operations. What remains of itson-shore operations is now owned by JacobsEngineering Group.
The Power Gas Corporation was a very keencompetitor of H&G and produced many British watergas plants. The Power Gas Corporation Ltd wasformed by Dr Ludwig Mond to exploit his Mond Gasprocess patents. Power Gas became a majorsupplier of both producer gas and water gas plant(Figure 12), and later expanded into petrochemicaltechnologies. The remains of the Power Gasbusiness exist within Davy Process Technology,part of Johnson Matthey.
Many other companies produced water gas plants(e.g. R & J Dempster built Dellwik plants in the UK)and some of these are also featured in thisdocument.
In Britain, water gas allowed the gas undertakings tomeet peak gas demand whilst utilising by-productcoke and enabling some control over the price ofcoke by reducing its supply. Most medium and largetown gasworks in Britain operated water gas plant atsome point during their operational history. In thenorth-eastern states of the USA, CWG became thepre-eminent method of gas production, beingcheaper to produce than coal gas. It was oftensupplemented by coke oven gas, where available.Another regional variation in the USA occurred onthe western Pacific coast, where coal and coke were
dispensed with completely and gas was made
directly from oil (oil gasification).The water gas process generated gas through theaction of steam upon red-hot carbon (generally in theform of coke). The generator (Figure 3) would befilled with fuel, ignited and brought to temperaturethrough the ‘blow’ phase. Once brought totemperature, the system would enter the ’run’ phaseand steam would be admitted.The gas was produced on the principle that heatedcarbon acted as a reducing agent for the steam as it
Figure 3. A hand-clinkered water gas generator,typical of those used on smaller gasworks.Courtesy of the author.
Charging door
Gas outlet
SteamInlet
Blast inlet
Grate
Firebricklining

6
passed through, the oxygen in the water combiningwith the carbon and giving off hydrogen gas (theoxygen having a greater affinity for the heatedcarbon than for the hydrogen).
Photograph 4. The upper floor of a water gasplant. Image courtesy of the National Grid GasArchive.
The ‘Run’ and ‘Blow’
The ‘run’ and ‘blow’ were the principal componentsof the manufacture of water gas, each working insequence to produce the water gas in a cyclicalfashion.The object of the blow period was to store themaximum quantity of heat in the generator fuel bed
(usually coke) which could then be used in theendothermic steam:carbon reaction during the runstage.
Photograph 5. Blowers (fans) used to providethe blast air on an H&G Water Gas Plant. Imagecourtesy of the National Grid Gas Archive.
During the blow, air was blown by fans (Photograph5) into the base of the fuel bed, providing oxygen toallow the fuel to burn and heat the generator.
The following reactions occurred within the fuel bed,which overall were highly exothermic.
(i) C + O2 CO2 - exothermic(ii) C + CO2 2CO - endothermic(iii) 2C + O2 2CO - exothermic(iv) 2CO + O2 2CO2 - exothermic
This would form carbon dioxide in much largerproportions to carbon monoxide. As the carbondioxide rich gas passed through the remainder of thehot fuel bed, some of it was partially reduced tocarbon monoxide. This was formed by a secondaryreaction between the carbon dioxide and hot carbonwhich was endothermic, in effect cooling thegenerator. For this reason the presence of large
amounts of carbon monoxide at this stage was notdesirable.
The gas exiting the generator was similar to a poor-quality producer gas which would be burnt in thesubsequent carburettor and superheater, heatingthem. Burning carbon to carbon dioxide releasedabout three times as much heat as when it was itwas burnt to carbon monoxide only.
As the blow proceeded, the temperature of the fuelbed rose, increasing the amount of carbon monoxidein the gas leaving the generator. The blow had toavoid excessive combustion of the carbon (coke), sothe air supplied was carefully controlled.
By the end of the blow, the generator, carburettorand superheater would all be sufficiently hot for therun to take place.
During the run, steam was injected into thegenerator and reacted with the carbon. As the runproceeded, the fuel bed started to cool, andgradually the proportion of carbon dioxide in the gasproduced increased. This had the effect ofincreasing the amount of inert substances in the gas,reducing its heating qualities.
During the run, within the lower part of the fuel bed,the water (steam) reacted with the heated carbonforming carbon dioxide, and some carbon monoxideas shown below.
(i) C+2H2O CO2 +2H2 - endothermic
(ii) C + H2O CO +H2 - endothermic

7
Condenser Scrubber Washer Superheater Carburettor Generator Blower, Boiler and Machinery
Oil Spray
Coke Pile
Oil heater
The carbon monoxide generated could also reactwith the steam, forming carbon dioxide andhydrogen, which was an exothermic reaction
(iii) CO + H2O CO2 + H2 - exothermic
As the carbon dioxide formed passed up through thebed of coke, it was reduced by further hot carbonhigher up the fuel bed forming carbon monoxidethrough an endothermic reaction:
(iv) C + CO2 2CO - endothermic
This reaction was reversible and the amount ofcarbon dioxide converted to carbon monoxide washighly dependent on changes in pressure andtemperature. A decrease in pressure and increase intemperature made the formation of carbon monoxidepreferential; whereas if this was reversed, theformation of carbon dioxide was preferential. At850°C, the reaction forming carbon dioxide wasfound to proceed 166 times more rapidly than thereverse reaction.
A schematic of the H&G water gas plant is shown inFigure 4.
Down Run
Experience showed that if steam was continuallyadmitted to the base of the generator, the lowerportion of the fuel-bed (which had continually toperform the heaviest duty of decomposing thesteam) became cool and inactive over time, and thesteam condensed instead of being converted intogas. The succeeding blow, therefore, further chilledthe lower layers of the fuel bed instead of rekindlingthe fire.
To rectify this, one of the developments introducedby Dr Humphreys was the ‘down run’ (Figures 11and 12). He discovered that the control of the water
gas generator and also the management of theclinker could be greatly improved if the operation ofthe generator was periodically reversed. After everyfew runs, the steam was admitted to the top of thegenerator above the fuel and it descended throughthe fuel bed and was withdrawn at the bottom.Following this, the gas flowed to the carburettor asusual.
Types of Intermittent Water Gas Plant
Although a wide variety of water gas plants weredeveloped, the main difference between the plantswas whether they produced raw ‘blue’ water gas orenriched ‘carburetted’ water gas (CWG). The blue
gas was purely an unenriched gas comprisingprimarily carbon dioxide, carbon monoxide,hydrogen and nitrogen. It derived its name from theblue colour of the flame, which gave little light.
Many plants originally built as blue-water gas plantswere later retrofitted with a small carburettor,enabling them to yield enriched gas.
CWG was the same as raw blue-water gas whichwas then enriched by oil (and in some cases resinor tar) to improve its calorific value and illuminatingpower. This enriching process is described later inthis document.
Figure 4. A schematic of a carburetted water gas system based on the Humphreys and Glasgowdesign. Courtesy of the author.

8
Blue-water gas had a calorific value of 10.8-11.1MegaJoules per metre cubed (MJ/m3) or 290-300British Thermal Units per cubic feet (Btu/ft3) whichwere the standard units of measurement at the time.The enriched CWG had a calorific value ofapproximately 14.1-18.6 MJ/m3 (380-500 BTU/ft3);by comparison, natural gas which is currently usedin Britain has a calorific value of between 37.5MJ/m3 to 43.0 MJ/m3 (1009-1154 BTU/ft3).
Water gas was originally seen as a cheap method ofproducing gas, but if CWG was to be produced, itseconomics became heavily reliant on the cost of oil.Whilst in the early years of its development aplentiful supply of gas oil was available, this laterdiminished when motor vehicles used this fuel. Theoil-enriched CWG was more important when gaswas predominantly used for illumination.
Later, when illumination was not so important,unenriched blue gas became more popular,especially at times when oil costs were high.
Blue-Water Gas Plants
Two popular blue-water gas plants were those builtby Kramers and Aarts (K and A, Figure 5), and theDellwik plant (Figure 6).
The K and A Plant (Figure 5) had two generatorvessels as opposed to the single generator vesselused on the Lowe-type system. During the run, thegenerators were used in series, while during theblow they were used in parallel; this reduced theduration of the blow to a quarter of that used on aLowe-type plant, allowing more gas to be produced.
Regenerator
Regenerator
GeneratorGeneratorSteam
Gas
GeneratorGenerator
Figure 5. A schematic of Kramers and Aartsblue-gas plant. Courtesy of the author Relief gasholder Purifier Scrubber Superheater Generator
Working stage
Ground level
Gas Outlet
Figure 6. The Dellwik blue-gas plant. Courtesy of the author.

9
In addition to the two generators, the K and A plantalso had a regenerator. During the blow phase, theregenerator was heated through the passage of hotgases from the generator. During the run phase,steam was introduced into one of the generatorswhere it was converted into carbon dioxide andcarbon monoxide and then entered the regenerator.
Within the regenerator, the steam was split up andthe gas superheated; from here, the gas passedthrough to the second generator where the carbondioxide was reduced to carbon monoxide.
When the plant was run again, the direction of flowthrough the system was reversed, making the finalgenerator the first generator and vice versa. K & Aplants were supplied in Britain by the K & A Water-Gas Co. Ltd. of London. The Dellwik blue-gas plantdeveloped by Karl Dellwik produced a gas whichwas very similar in composition to the K and A plant,but the plant was structurally very different, using asingle generator preceded by a superheater. Thelatter heated the steam before it passed into thegenerator. The gas then passed directly from thegenerator to the superheater, and then through acoke scrubber. Karl Dellwik was known for his workin restructuring the air supply to the water-gas plant.This minimised carbon monoxide production duringthe blow, increasing the heat generated in the water-gas plant during the blow and maximising theamount of water gas production during the run.Dellwik plants were built by R & J Dempster ofManchester in Britain
Another type of water gas plant was the Simplexplant. Designed as a low-cost method of producinggas quickly, it was primarily suitable for smallergasworks.
Unlike other water-gas plants which used oil in thecarburettor, the Simplex plant used tar. The Simplexplant was also built without an outer steel shell, just
brickwork. These plants were produced in Britain bythe Vertical Gas Retort Syndicate Ltd of London.
A variation of the water-gas plant was the singlesuperheater plant (SSP) which varied significantlyfrom the traditional layout shown in Figure 4 for theHumphreys and Glasgow plant. In the SSP, thecarburettor and superheater were merged into asingle large vessel, similar to the original plantdeveloped by Lowe and shown in Figure 2. One ofthe benefits of this plant over the Lowe-type water-gas system was the reduced capital expenditure.
The Operation of an Intermittent CarburettedWater-Gas Plant
From looking at the figures in this document, it canbe seen that there were many differentconfigurations of a carburettor water-gas plant.There follows a description of the key plant involvedin the process.
A typical CWG apparatus is shown in Figure 4,consisting of a generator, carburettor, superheater,oil heater, washer and condenser. The cylindricalgenerator, carburettor and superheater all lookedsimilar, the outer shell of the units constructed fromsteel plates and lined with firebricks. More modernCWG plants can be seen in diagramatic form inFigures 11 and 12. A flow diagram of the CWGprocess can be seen in Figure 8.
Generator
The function of the generator was to contain the fuelbed which, as described earlier, was used forheating the system and generating incandescentcarbon to decompose the steam during the run.These processes and reactions have been describedalready so will not be described further here.
Annular boiler
Grate
Water seal
Fire bricks
Blast inlet
Figure 7. A water-sealedself-clinkering grate.Courtesy of the author.

10
The generator was quite simple in design, being acircular vessel lined with firebricks. It contained agrate at its base supporting the fuel bed, underneathwhich were two pipes, one which supplied steamand one which supplied blast air.
At the top of the generator was a charging doorthrough which fuel could be added. Below this wasthe outlet through which the gas was removed. Thegrate was a very important feature of the generator,as removing the ash could be problematic, especiallyif clinker formed instead of ash, as it often did. Theclinker would affect the reactions in the fuel bed andreduce the amount of control which could be exertedon the system.
Removal of clinker by hand was very arduous andcould reduce the amount of time the generator wasmaking gas by 10%, as well as giving rise toadditional unwanted heat loss. A diagram of a simplehand-clinkered water-gas unit is shown in Figure 3.Most CWG plants producing over 28,000 m3 (1m ft3)of gas per day were mechanically operated with aself-clinkering grate. Circa 1948, mechanicallyoperated plant with a capacity of 280,000 m3 (10mft3) of gas per day were routinely being used at largegasworks.
Whilst the grate in a hand-clinkered unit was littlemore than a set of iron bars, a Kerperley-type gratewas used in a self-clinkering unit. These had theappearance of a pyramidal or cone shape (Figure 7).The grate was mounted eccentrically on thegenerator base. The base plate and the grate rotatedslowly and, as this happened, the clinker and asheswere crushed in the annulus between the grate andgenerator wall. The crushed ash was removed by astationary plough dipping into the outer water seal.The base of the generator had water lutes internallyand externally, providing a water seal (Figure 7). Thedepth of the water seal was dependent on waterpressure. Where high blast pressures were used, a
Oil storage
Generator
Fuel (coke) storage
Blower
Carburettor
Superheater
Oilheater
Oilpump
Waste heat boiler
Washbox
Relief holder
Tar separator
Tarwell
Water
Stack
Tar sales tomarket
Exhauster
Tar extractor
Purifier
Blending with coal gas or Stationmeter and distribution
Fuel or gasAir or waste gasWater or tarSteam
Condenser
Inlet drip
Outlet drip
Figure 8. Material flow sheet fora carburetted water-gas plant.Adapted from J.J. Morgan, WaterGas, Chemistry of CoalUtilisation, 1945. Courtesy of theauthor.

11
dry seal (Figure 9) was preferable as deep waterseals could surge under high pressure.
The dry grate used a revolving motion of a differentdesign to sweep ash into compartments for itscollection (clinker pocket). On dry grates, the base ofthe generator was surrounded by a water jacketwhich prevented clinker sticking to the lower part ofthe generator and blocking the fuel bed, whilstserving as a boiler for steam production. Given theavailable fuels for gasmaking, the wet seal waspreferred for use in British water-gas plants.
Photograph 6. A small CWG plant. Imagecourtesy of the National Grid Gas Archive.
The firebricks within the generator were prone towear and tear, and so generators would have aninner lining (to take the wear and tear) and an outerlining (to act as an insulator) of fire bricks (Figure 3).This double layer often only extended two thirds ofthe way up the fuel bed, to avoid disturbing the latter.
There was a gap of between 2-5cm between theouter firebricks and the steel outer shell. This wasfilled with asbestos, slag wool, silocel or celite and itallowed the lining to expand on heating. If possible,large bricks were used to reduce the number ofjoints required. Joints were areas where clinkerwould more readily adhere to the walls of thegenerator. There was, however, a limitation to thesize of the brick, as above a size of approximately22cm (9 inches) they had a tendency to crack andspall.
Carburettor
Both the carburettor and superheater were filled withfirebricks arranged in a chequerboard pattern.During the blow, the firebricks in both were heatedby the hot gases carried over from the generator andfrom the combustion of any gases which were notburnt in the generator. A centrifugal oil spray wasfitted in the top of the carburettor. Oil was supplied
from a tank using a steam pump and passed throughan oil heater located in the outlet pipe from thesuperheater. The carburettor was responsible forheating and vapourising this oil and the extensivebrick surface aided the cracking of the oil intosmaller gas phase molecules which would remain ina permanent gaseous state.
It was important that both the generator andsubsequent superheater were operated at thecorrect temperatures, the chequerboard firebrick wasmaintained in good condition, and the rate of oilspray and its distribution in the generator was suchthat the gasification of the oil was maximised.
Superheater
The superheater fulfilled a similar function to thecarburettor, thermally cracking as much as possibleof the remaining oil into a gas. Although thecarburettor was designed to maximise the amount of
Annular boiler
Grate
Crushing stool
Clinker pocket
Worm wheel
Pusher
Figure 9. A Humphreys and Glasgow dry-sealed grate. Courtesy of the author.
Blast inlet

12
oil gasified, some oil would still pass through thesuperheater as oil, especially if heavy oil was used.At the top of the superheater was a stack valvewhich was opened during the blow. The gasescaping the valve would be between 600-750°Cand could contain unburnt carbon monoxide gas. In1916, waste heat boilers were introduced in Britain;these could recover this escaping energy by using itto heat water and raise steam.
This valve was closed during the gasmaking runphase, and the gas made its way through theremainder of the purification plant. Benefits could begained by injecting the oil at multiple points in thecarburettor and superheater and against the flow ofgas. This caused the most volatile components ofthe oil to vapourise immediately into the gas. Thehigher molecular weight oils, which would bethermally cracked, descended to the base of thevessel before being carried on the flow of gas fromthe base to the top of the superheater.
Purification Plant
Like coal gas, water gas required purification afterproduction (Figure 8). The non-curburetting water-gas plant was relatively ‘clean’ when using coke,producing little or no tar and placing a limitedburden on the purification plant. The CWGpurification process was very demanding, given theburden of tar and oil which had to be removed fromthe gas. The difficulties and amount of tar producedwere dependent primarily on the type of oil usedand whether coke or coal was used as the fuel.
The plant used to purifiy water gas (Figure 8) wassimilar to coal gas, but additional plant was used toattempt to seperate the CWG tar from water, e.g. tarseparators and settling tanks. Containing up to 85%water, CWG tar could have a similar density towater and could readily emulsify, making its removalvery difficult.
Figure 10. A cut-through diagram showing aconical-bottomed washer. Courtesy of theauthor.
The Washer/Seal/Wash Box
The first part of the purification process was thewasher (also known as the seal or wash box). Therole of the washer was to provide a safety seal whichprevented the gas from being pushed back into thesuperheater (by the pressure exerted by the reliefholder) during the periods of the blow. Another rolefor the washer was to remove considerable amountsof tar formed from CWG plant (tar formed from blue-water gas plants using coke would be negligible). Asthe gas bubbled through the washer, some of theresidues from the gas were removed. Certainwashers (e.g. Western seal tar batter) weredesigned with baffles and water sprays to aid tarremoval.
Whilst operational, the water within the washer waskept hot by a continuous flow of water from theboiler. Tar condensing out would leave the washerby the effluent overflow and via the seal pot to the tarseperator (Figure 10). During the run (up-run andback-run), gas would exit through the washer.
The Scrubber and/or Condenser
The purpose of both the scrubber and condenserwas to cool the gas and remove tar, oil and anydust/free carbon which remained suspended in thegas. A scrubber tended to be used on plants whichproduced below 28,300 m3 (1m ft3) of gas per day;above this figure a condenser was used.
Photograph 7. Condensers used on an H&Gcarburetted water-gas plant. Image courtesy ofthe National Grid Gas Archive.
From the washer, the gas passed into the scrubber,a cylindrical tank fitted with trays made from wood,containing coke or other inert material; this provideda large surface area, kept moist by a spray of water.
Most of the tar residues were removed here anddrained to the base of the scrubber. The scrubber
Gas outlet
Gas inletWater inlet
Effluentoverflow
To tarseparator
Seal potSludge dischargevalve

13
also cooled down the gas to a normal temperatureprior to condensation. The gas was generally freefrom ammonia (when coke was used), butoccasional traces existed and would be removed bythe scrubber. Within the scrubber, the water directlycooled the gas, creating problems for the disposal ofthe large amounts of potentially polluted watergenerated.
Condensers were used with large water-gas plants.The condensers could be atmospheric air cooled orwater cooled (the two condensers in Photograph 7were the latter). To cool the gas, the air-cooledcondenser relied on the differential between theambient air temperature and that of the hot gas.This process was more successful in the winter,when the outside air temperature was cold.
Within a water-cooled condenser, the gas waspassed through rows of pipes cooled by waterflowing in a countercurrent direction. There was nodirect contact between the cooling water and thegas, so the water did not need to be treated andinstead could be recycled. Later plant used moreefficient and complex spiral-tube condensers. Thecooled gas was temporarily stored in a reliefgasholder
Relief Holder
Although constructed in the same way as a normalgas holder, a relief gasholder was had a differentnfunction: to buffer the cyclical run and blow phasesof gas production.
The relief holder was often (but not always) an oldgasholder which had become too small for generalgas storage requirements. Alternatively, newgasholders were purpose built. It was possible toreplace a relief holder with a much smallercompensation holder, if there was insufficient space.
Exhauster
The exhauster was a gas- or steam-driven pumpwhich would draw the gas from the relief holder andpush it through the tar extractor and purifiers untilfinally being mixed with coal gas in the gasholders.Water gas was mixed with coal gas at a proportion ofapproximately 30% water gas to 70% coal gas.
Photograph 8. A gasholder typical of the typeemployed as a water gas relief holder. Imagecourtesy of the National Grid Gas Archive.
Tar Extractor
Prior to tar extraction, the gas was sometimespassed through filter boxes filled with layers of coke(as they did at the Garston gasworks in Liverpool).The coke would remove any heavy tar whichremained trapped within the gas.A range of tar extraction systems were developed,but the most popular (prior to the development ofelectrostatic detarrers) was a Pelouze and Audaintar extractor. This consisted of an outer cylindricalcasing with the gas inlet entering through the centreof the base. A bell similar to a small gasholder wassuspended over the inlet pipe and had its base
sealed in liquor. This created various perforatedwalls through which the gas would have to travel,providing the greatest possible disturbance to thegas and maximising the possibility for removing tar.This machine was automatic and could increase itssurface area if gas flows increased.The electrostatic detarrer was introduced into Britainon some larger gasworks post 1930. It removed tarusing an electrostatic attraction. As the gas passedthrough the electrostatic detarrer (Photograph 9), itwas exposed to a very high negative voltage, givingthe tar particles a negative electrical charge. As thegas continued through the detarrer, it was exposedto a high positive voltage. The negative chargeobtained by the tar particles would then attract themto the positive electrode, where the tar would beremoved.
Further processing was not normally required for tarsproduced from coal carbonisation; it was, however,required for CWG tars, as their neutral density(similar to water), made them very hard to separatefrom water and they could emulsify. The followingtwo sections describe plant used specifically for thetreatment of water-gas tars.
Tar Separator
Tars from the processing plant described abovewould be passed to the tar separator. The latter wasa relatively simple device operating on the principleof gravity separation. Tar separators used ongasworks would typically be installed at least 1.8mbelow ground, so the top of the separator was atground level.
The separator was built from concrete and the topwas covered by planks. If not built robustly, tar andliquor could escape from cracks in the separatorwall. If volumes of tar were too great, it could escapeover the top of the separator. Separation wasachieved by gravity across a drop of about 0.3m

14
(1ft), with wooden planks inserted to increase theflow path across weirs to encourage separation. Theseparator was usually adjacent to the point ofdischarge for the gas-liquor waste water. Tarseparators were not effective for all tars and somerequired further treatment.
Tar Settling Tanks and Lagoons
The tarry emulsions which could form under certainconditions required a large storage capacity to allowthe tar emulsions to settle. The tank of the reliefholder often provided part of this storage capacity,but specific tanks were also constructed. Thesetanks allowed the tarry emulsions to very graduallysettle into the constituent tar and water, so the tarcould be decanted off.
Difficult tar emulsions could be treated by heating,reducing the viscosity of the tar, and making it easierfor the water droplets to coalesce. Hightemperatures were required to produce very fineparticles of water. These tanks were heatedindirectly by steam, and the tar and water decantedoff. Heating could also be undertaken at highpressures to aid seperation.
Some CWG plants used lagoons for tar settlement;including unlined lagoons constructed as atemporary measure to deal with large volumes oftarry emulsions. Being unlined, they also operatedas soakaways and could be a major source ofpollution. Such lagoons have been well documentedin the USA, however their use in other countries isless well understood.
On larger gasworks’ centrifuges, distillation units orspray baths would have been used. The formerTottenham gasworks (UK) used both centrifuges andcyclones to separate waste-gas tars. Post 1945,chemical treatment (e.g. surfactants) to separate thetar and water phases became a regular practice.
Photograph 9. Electrostatic detarrer. Imagecourtesy of the National Grid Gas Archive.
Purifiers
Water gas contained hydrogen sulphide and organicsulphur compounds (e.g. carbon disulphide), whichrequired removal. This was achieved by using apurifier, a square cast-iron box supported on woodengrids and containing layers of iron oxide mixed withwood shavings. If tar reached the purifiers it wasfiltered out of the gas by the wood shavings.
Waste-Heat Boiler
The blast gases from the blow phase exited the plantvia a waste-heat boiler (Figures 11 and 12). Thisrecovered some of the heat and energy from the
exiting blow gases, which would otherwise be lost.This was a common feature of plant in excess of28,000 m3 (1m ft3) per day.
Photograph 10. A Power Gas carburetted water-gas plant hydraulic operator. Image courtesy ofthe National Grid Gas Archive.
Operation
Early water gas plants were manually operated.Given the cyclical nature of the process, this wastime consuming and could be prone to error. Tominimise the risk of mistakes, interlocking gearswere developed to prevent operationat the wrongtime or out of sequence. This allowed all operations(except removal of clinker) to be controlledmechanically from the raised floor at the top of thegenerator (Photographs 4 and 6). Later, the removalof clinker also became mechanically automated.
As water gas plants increased in capacity, themanual effort required to operate them became sogreat that, in 1915, hydraulic operating systems(Photograph 10) were introduced. These systems

15
had progressed so much by 1921 that a singlecentralised operating unit was introduced,automating the whole process. In the early 1920s,automatic coke-charging units were introduced,allowing continuous operation of the plant.
Up-run and Back-run
As the water gas process became more advancedand sophisticated, the run bacame split into twoseparate phases: the up-run and the back-run(Figures 11 and 12).
Air
Annul ar
Fire bricks
Tertiary Blast valve
CarburettedBlast valve
openChargerFilling
Air Blower
GeneratorBlast valve
open
Generator Carburettor Superheater
Washer
Wasteheatboiler
Condenser
Waste heatboiler stackvalve open
Generator blast gas Waste Gas
Air
Annul ar
Fire bric ks
Generator Carburettor Superheater
Wasteheatboiler
Washer Condenser
Blue water gas Carburetted water gas Oil
Base Steamon
Oil sprayon
Butterflyvalve open
Tostorage
Air
Annul ar
Generator Carburettor Superheater
back runsteam on
Wasteheat
boiler
Condenser
Blue water gas Steam
Chargeremptying
Butterflyvalve
closed
Tostorage
Back runvalve open
Figure 11. Operation of a Water sealed Humphreys and Glasgow type water gas plant, showing the Blow (a), Up-run (b) and Back-run (c). Courtesyof the author.
(a) The Blow
(b) The Up-run
(c) The Back-run

16
Blow Up Run Back Run
Figure 12. A section through a CWG plant manufactured by the Power Gas Corperation, usingreverse-flow carburettor and superheater. Courtesy of the author.
Fuel Elevator
Fuel Bunker
Air blowers
Generator
Grate
MechanicalScreen
Carbur-ettor
Super heater
Secondary air
Primary air
Pumps
Back Run
Tar Settling tank
Coke Filter
Condenser
Lymm Washer –used with heavyoil
ToGasholder
Stack
Stack
Grit Arrester
ExternalSteamSupply
WashBox
Up runSteam
Back RunSteam
Waste heatboiler
Washer
(c)
The up-run (Figure 12) was the phase during whichall the enriching oil was added to the gas. It was themain gasmaking phase, analogous to the ‘run’described earlier.
After reaching a temperature of approximately1200ºC during the blow phase, steam was admittedto the base of the generator forming blue-water gasas it passed upwards through the fuel bed (by theprocesses described earlier). As gas passed throughthe carburettor, oil was sprayed; this vapourised inthe chamber and on the chequer brick, becomingfixed in a gaseous state in this chamber and thesuperheater. The gas then passed through thewasher and other auxillary processing plant.
During the back-run, the plant was run in reverse.Steam was admitted to the top of the superheater,travelling down and up through the carburettor, andabsorbing heat in the process. It then entered thefuel bed (generator), returning the heat and alsoproducing blue-water gas.
Types of Fuel used
Coke and anthracite (a high rank coal) were thefuels most commonly used in Britain for the water-gas process. When these fuels were in short supply,unavailable or very expensive, other forms of coalwere used. The fuel type affected the design of thewater-gas plant, so adaptations needed to be made.Fuel use varied from region to region, depending onavailability.
Coke
Coke was the preferred fuel source for water-gasplant in Britain. Coke used for gasmaking would beegg-sized lumps of uniform coke and free from fines.If the coke was produced on a gasworks to makewater gas, it would be screened to remove breezebelow 2cm diameter size. Denser coke would allow
more fuel to be stored in the generator, but less-dense coke was thought to be more reactive. Theimportant factor was a low sulphur content and lowash content.
Anthracite
Anthracite was the most dense form of carbon thatcould be used in water-gas plant. It was also used atan egg size, with minimal fines,and contained
approximately 10% ash, although the lowestpossible ash content was preferred.
Bituminous Coal
Bituminous coal could be used in water-gasproduction, but was avoided where possible giventhe complications it would cause within the generatorand in the gas purification. It was not until 1917-18that war restrictions on coke supplies in the USA ledto alternative fuels being tested. In states such as

17
Illinois, where the availability of coke or anthracitewas limited, cheaper sources of bituminous coalwere available and could be sourced locally. TheUSA continued to use this coal after 1918. Itpresented three main problems:
i) Reduced plant capacity due to problemsassociated with maintaining the burning fuelbed.
ii) The checker brick in the carburettor andsuperheater became covered in fine fuel fromthe generator.
iii) Smoke generation from the incompletecombustion of the tarry matter from the coalwhen freshly charged.
When used in the water-gas plant, bituminous coalwould act in a similar way to coking coals in a cokeoven. Most of the activity would be confined to theperipheral edges of the fuel bed; the latter wouldthen shrink away from the wall, forming a plasticmass in the centre of the fuel bed. This was moreresistant to both the blast air and the steam, andminimised the areas of activity in the generator. Thiscould be overcome be a modified design called thepier design, in which the generator would containone or two central piers. Further reference to thismethod can be found in Lowry 1945, listed in theBibliography.
Coal was rarely used in British gasworks to fuelwater-gas plants, as coke was generally available.When used in CWG production, bituminous coalwas found to increase the formation of emulsionswithin the tar produced, although this was moredependent on the type of oil used.
Oil Feedstocks used to enrich Water Gas
The choice of oils used in CWG production wasoriginally limited to gas oil as prescribed by Lowe.
Given the fluctuations in the availability and cost ofoil feedstocks, a variety of oils were eventually used,ranging from light fractions such as Naphtha toheavy fuel oils such as Bunker C or #6 fuel oil.
Photograph 11. An advert for gas oil by theAnglo-American Oil Company (circa 1920), acompany set up by Standard Oil of New Jersey.
In the early development of CWG technology, thepreferred oils for use in the carburettor were in therange between naphtha and gas oils. Their specificgravity was between 0.845 and 0.865, their colourvaried from yellow to green, and they were viscousin appearance. These light distillates produced littleor no tar when used with coke or anthracite.
Across the world, and in the USA in particular,different practices developed in operating water-gasplants largely as a result of the availability and costof generator fuels and oils. Gas oils became moreexpensive as they became in greater demand formotor vehicles. At the same time, demand for oilopened up new fields in the US Mid-Continent andGulf coast. These new fields contained oils withmuch greater asphaltic content than the previouslyused paraffinic oils from Pennsylvania.
In Britain, early supplies of oil came fromRussian/Azerbaijani oil fields, Romania or Scottishoil shales. Oils from the USA and Middle Eastbecame available later. As oils with greaterasphaltene content and higher carbon-to-hydrogenratio were used, more tar was formed. For heavyoils, as much as 30% of the volume of the oil couldbe converted into tar. Some plants becamespecifically designed for use with heavy oils, such asthe UGI heavy-oil process.
There was therefore a great deal of variation in oilfeedstock used in CWG plants, regionally andinternationally, based on the availability of supplyand economics.
Photograph 12. Construction of a traditionalabove-ground oil storage tank at BrentfordGasworks in 1929, showing the perimeter wallprotecting the tank and the construction of thestank roof and walls. Image courtesy of theNational Grid Gas Archive.
Storage of Gas Oil
Gas oil was almost always stored in above-groundcylindrical tanks constructed from steel. These tanks

18
were generally placed vertically (Photograph 12) butcould also be horizontal (Photograph 13). Some latertanks were built from reinforced concrete, andspecial paints were developed to make the tanksimpervious to oil.
These tanks often had minimal or no bunding.Logically, the oil tank would have been located nearthe CWG plant, but often this was not the case. Thiswas due to site space constraints, the practicality ofimporting oil to the site from roads or rail sidings, orthe historical development of the site using oil tanksfrom previous builds of CWG plant.
Oil Gas
‘Oil gas’ was sometimes incorrectly used as a namefor water gas, in particular carburetted water gas.This is a slightly contentious point as CWG is acombination of blue-water gas and oil gasification.
Oil gasification was first practiced in the early 19th
century where gas was made from fish andvegetable oils. It was manufactured by heating theoil in an iron retort, producing a gaseous mixture ofhydrocarbon vapours resulting from the directconversion of oil into gas by thermal cracking. Theoil gas would have an illuminating power of 60 to 70candles. As with the CWG process, the cracking ofthe oil produced a tarry residue consisting of freecarbon, light oils and high molecular weighthydrocarbons which had not been converted to gas.The gas was washed with oil to remove anyhydrocarbons in a non-gaseous phase, the residueremaining as a coke. This early type of oil gas led toa number of oil gas companies being established inBristol, Plymouth, Edinburgh and Dublin. Many soonfailed. and those that survived switched to coal gasproduction. Many of these companies wereestablished in the European continent and werelonger lived in areas where coal was not easilyavailable.
Conventional oil gasification, as practiced in theUSA, was never a popular process in the UK, as aready local supply of oil was not available. Oneexception was areas of Scotland such as Broxburn,where the Broxburn Gas Company was establishedto make gas from the local oil shales.
Photograph 13. Horizontal cylindrical gas oiltanks at the Glynne Gap Gasworks in 1962.Image courtesy of the National Grid Gas Archive.
Oil gas manufacturing processes which were popularin the USA, such as the Jones Process and HallProcess, used carburettors for a similar function tothe CWG process: to crack the oil into gas-phasehydrocarbons. These plants were not particularlypopular in Britain, the most notable installation beingat the Gloucester gasworks. Later, catalytic oil gasplant such as the SEGAS and ONIA-GEGI didbecome popular at gasworks across Britain.Theseplants sprayed oil onto a hot catalyst to crack it intogas-phase hydrocarbons.
One industry which did use oil gas in Britain was therailway, which produced oil gas using the Pintsch oil
gas process. This was used for lighting railwaycarriages and stations.
Gasmaking from oil and refinery by-productsbecame more popular with the introduction of cyclicand continuous catalytic reforming processes(Photograph 14). This complex technology isdiscussed in more detail in the separate document“The History and Operation of Gasworks”. Reformingwas a more intensive process than the more usualcracking process, and would require greater heatsand the use of catalysts. Reforming processes weregenerally ‘clean’, and did not produce significantquantities of tar.
Photograph 14. Oil reforming plant at the formerTipton Gasworks. Image courtesy of the NationalGrid Gas Archive.
It should be highlighted that, as an added point ofcomplexity, some water-gas plants were adapted toundertake fuel bed reforming, a common practice insome parts of Britain, such as South Wales. Theseprocesses would have also produced tars whereheavy oils were used and could add yet anotherlevel of complexity to understanding the implicationsof the types of tars produced by CWG plants.

19
The Advantages and Disadvantages of Water-Gas Systems in Gas Manufacture
The advantages in using water gas were:
1. Water gas plants required a relatively lowcapital outlay, estimated by the gas engineerAlwyn Meade to be about one-third of thecost of a coal gas plant.
2. The footprint of a water-gas plant wasconsiderably smaller than that of a coalgas plant, requiring only a ninth of thespace, approximately. Water-gas plantswere effective in reacting to suddenincreases in demand and could produce gaswithin 1-3 houprs of starting operations,compared to much longer timescales for aretort bench.
3. The calorific value of the gas could be easilyadjusted by regulating the amount of oiladded for gas enrichment.
4. Coke use could be reduced by not having tohave retort furnaces operating on a slowburn.
5. Coke could be used for water-gasproduction; as coke was a by-product ofcoal-gas manufacture, it gave greaterflexibility and independence with regard tocoal supplies.
6. As water gas could be made from coke, thewater-gas plant exerted influence over thecoke market, avoiding the build-up of largestocks of coke.
7. The sulphur impurities in water gas weremuch lower than in coal gas, between 76%and 85% less hydrogen sulphide andbetween 80% and 58% less carbondisulphide and other sulphur compounds.
8. Operating a water-gas plant required lessmanual labour than a coal-gas plant.
9. The wear and tear involved in a water-gasplant was less than for a horizontal-chargedcoal-gas plant.
10. The system was relatively flexible; it could beused with a range of petroleum-derived oilsand a variety of fuels from coke tobituminous coals.
The disadvantages of using water gas were:
1. Water gas contained a very high percentageof carbon monoxide, three or four times theamount found in coal gas. Carbon monoxideis highly toxic and therefore water gas poseda greater risk of poisoning.
2. At times of high oil costs, the manufacturingcosts of carburetted water gas were higherthan for coal gas. The relative costs of oiland coal varied throughout the history of thegas industry, with coal eventually losing outwhen the price of oil fell.
3. The process required good quality coke or itwas liable to fail.
4. As the CWG process used oils, it made thewater-gas process much more potentiallypolluting, especially if using heavy oils and/orbituminous coals; these made the tar muchmore difficult to separate and dispose of.
5. CWG was dependent on the availability ofreasonably priced oil or oil by-products.
Contaminants Associated with Water-Gas Plants
Water-gas plants posed slightly differentenvironmental risks to traditional coal carbonisationplants. Whilst the blue-water gas process wasrelatively ‘clean’, producing little or no tar, the CWG
process produced more contaminating by-products,especially water-gas tars. The properties of thesetars were highly dependent on the oil feedstocksused to enrich the gas.
Ash
Ash was the waste material remaining after theburning of the coke in the generator, and it wasremoved from the base of the same (Photograph15). It contained heavy metals (e.g. arsenic andlead), though generally only at low concentrations,and some PAH such as Benzo(a)pyrene. Asheswere often used for raising ground levels or oncinder paths.
Ammonia/Ammonium
Ammonia was not a problem generally associatedwith water-gas production, as most nitrogenouscomponents of coal which would form ammoniawere removed from coke during the priorcarbonisation process. Any residual ammoniaforming in the gas would have been removed in thewasher/seal or scrubber. Ammonia would become amore serious issue if bituminous coals were used inthe generator. This situation would then beanalogous to gas produced from coal carbonisation,and larger washers and scrubbers would berequired to remove ammonia.
Tars
Blue-water gas plants would not generatesignificant amounts of tar. By comparison, CWGplants could generate significant concentrations oftars, especially if they used heavy oil to enrich thegas. The exact composition of the tar produced wasdependent on many factors, the most importantbeing the type of oil used for carburetting the gas.

20
In Britain, CWG plants were operated primarily withcoke or anthracite (a high rank coal describedearlier), but bituminous coals may have also beenused. In the USA, the country where the CWGprocess developed into a commercial reality, cokeand anthracite were used; however, there was alsoa tendency to use bituminous coals as generatorfeedstock, especially in the Midwest.
Circa 1903 there was a shift from eastern(Pennsylvanian) paraffinic oils to Texan andCalifornian asphaltic oils, which produced more tar.These problems were exacerbated when directcontact cooling became prevalent around 1907.
In the 1920s, there was competition from motorvehicles for gas oil, increasing its cost. For thisreason there was also a tendency to use crude orother heavy oils such as Bunker C or #6 fuel oilwithin the carburettor. This change to heavier oilswas also observed in Britain, although to a lesserdegree.
Tars produced in the CWG process from coke andgas oil were not particularly voluminous or difficult totreat. Switching to heavier oil increased the amountof tar produced by up to 30% of the volume of the oilgasified. It also increased the moisture (water)content of the CWG tars, creating what came to beknown as ‘tar-water emulsion’. These had greaterthan the 4-5% water-content limit which wasgenerally imposed by purchasers of gasworks tar(the tar distilling industry). Tar emulsions couldcontain up to 85% water content. To combat thisissue, ‘tar separators’ were developed to separatethe CWG tars and gas liquors, as described earlier.
Emulsions became an issue with the switch toheavier oils. Emulsions are a mixture of two or moreliquids that are normally immiscible (unblendable),such as egg yolks and oil or milk.
The mixing of such fluids incorporates smallparticles of one into the other. In the case of CWGtar, fine droplets of water would becomeincorporated in the tar (the reverse could alsooccur). The characteristics of these tar and wateremulsions could be quite different to thecharacteristics of the water and tar separately. Aswater content increased, the tars became moreviscous.
Photograph 15. The base of the H&G water gasplant installed at the former Southall Gasworks.Image courtesy of the National Grid Gas Archive.
It was shown in research undertaken in the 1920’sand 1930’s that the emulsified water droplets weresurrounded by an outer layer of carbon-basedparticles (composed of particles of elemental carbonand pitch) and a membrane of asphaltene. Theseprevented the water droplets from coagulating andkept them stable within the emulsion.
These carbon particles acted as nucleation points,enabling the emulsions to form. The free carbonmay have originated from fine particles of carbonexiting the generator or from smoke/soot producedwhen bituminous coal was used but insufficient airsupplied. Alternatively, it could have been causedby using too high a temperature in the carburettor,forming carbon black from cracking heavy oils.
CWG tars are problematic in that they were oftenneutral Non-Aqueous Phase Liquids (NAPL), whichmakes them much more difficult to recover from theground than dense or light NAPLs, as they formedthe emulsions described above when agitated.
Component of water-gas tar % composition byweight
Benzene 1.19Toluene 3.83Light paraffin 8.51Solvent naphtha 17.96Phenols TraceMiddle oils 29.14Creosote oils 24.26Naphthalene 1.28Anthracene 0.93Coke 9.80Other unidentifiedcompounds
3.10
Table 1. Composition of water-gas tarmanufactured using Russian oil (Royle, 1907).
The composition of one particular CWG tar is givenin Table 1. This CWG tar was produced usingRussian ‘Solar’ type oil, probably sourced from theoilfields near Baku in the country now known asAzerbaijan.
Sludges would form in the base of the washer asshown in Figure 15, and contained dust and gritcarried over, as well as tars; these would have

21
drained to a sludge tank prior to disposal. The maincontaminants of water-gas tars and sludges were:
Aromatic and aliphatic petroleumhydrocarbons (including paraffins &naphtha).
Polycyclic aromatic hydrocarbons (PAH). Phenolic compounds (e.g. phenol & cresol). Benzene, toluene, ethyl benzene and xylene
(BTEX) compounds. Ammonia, organic and inorganic forms of
sulphur, styrene, carbazole anddibenzofuran.
Spent Oxide
Bog iron ore, a fine granulated form of iron, wasused to purify gas from water-gas plants. Like coalgas, water gas would also contain hydrogen sulphideand organic sulphur compounds such as carbondisulphide, which would require purification prior todistribution. Like ammonium, the nitrogenouscompounds which would form cyanide would havebeen removed from the coke during carbonisation,so little cyanide would be expected in the resultingspent oxide. Additionally, hydrated lime may havealso been used in combination with the the iron orein the purification of the gas.
The sulphur-saturated bog iron ore could beregenerated up to three times by exposure to theatmosphere, after which it became spent oxide,which contained about 50% sulphur. Any cyanidecontained in the spent oxide would be much lessthan the approximate 8% cyanide found in spentoxide from coal carbonisation.
Water-Gas Composition
Tables 2 and 3 provide a comparison of the varioustypes of water gas and coal gas.
% composition
CoalGas
CarburettedWater Gas
Blue-WaterGas
DellwickFleisher
gas
H2COCO2CH4
HydrocarbonsNO
47.07.753.527.53.510.50.25
30.3-35.029.1-32.03.4-4.5
21.3-13.010.0-12.33.1-5.30.2-0.5
52.038.04.51.00
4.30.2
50.839.654.650.820.953.830.2
CandlePowerMJ/m3
BTU/ft3
13.519.3520
18.021.6580
011.1300
N/AN/AN/A
Table 2. Composition of manufactured gases.
US 1BWG
US 2BWG
UK 1BWG
UK 2CWGwith
gas oil
UK 2CWGwithlight
distillateCO2 5.4 4.5 5.3 0.7 4.3
O 0.7 0.1 0.2 0.3 0.2CO 37.0 40.7 39.2 32.7 27.0H2 47.3 49.2 48.6 42.7 52.6N 8.3 4.9 5.8 6.7 5.3
CH4 1.3 0.6 0.8 4.9 7.7C2H6 - - - 1.1 0.1
Hydro-carbons
- - - 4.9 2.6
Totalheatingvalue inMJ/m3
BTU/ft310.6287
11.0296
10.6285
14.4389
14.4389
Table 3. Composition of water gas, based ondata compiled in Chemistry of Coal Utilisation(1945) and Gasmaking (1965). BWG = blue watergas and CWG = carburetted water gas.
Water gas was seldom used as a sole source of gasin the UK, but instead was mixed and blended withcoal gas at a rate of approximately 30% water gas
to 70% coal gas prior to distribution. In some areasof Britain (e.g. Newport, South Wales and parts ofWest and South Yorkshire) where coke oven gaswas available, the local gasworks stopped coal-gasproduction, but maintained the ability to produceCWG gas for periods of high demand.
Units used in this Document.
All units used in this document have been convertedto SI Units. Some are also shown as their formerimperial units, as the data was taken fromdocuments using this format. One unit commonlyused in the gas industry and still in partial use is theBritish Thermal Unit (Btu), a common unit for themeasurement of energy in the gas industry. 1 Btu isequivalent to 1.055 Kilojoules (0.001 MJ). The Btuwas often expressed as Btu/ft3; this has now beenreplaced by the Megajoule per cubic metre,expressed as MJ/m3.
Selected Bibliography
Below is a selected bibliography of books whichmay be of interest to the reader:
1. King C. Editor – Kings Manual of GasManufacture, 1948, Chapter 7. Water Gasand Complete Gasification, Walter King Ltd.
2. Lowry, H.H. – Chemistry of Coal Utilisation,Vol 2, Chapter 37, Water Gas, 1945, JohnWiley and Sons Inc.
3. Meade, A., Modern Gas Works Practice,1916, 1921, 1934, Benn Brothers, London.
4. Morgan, J. J., A Textbook of American GasPractice, 1931, Published by the Author.

22
5. Morgan, J. J., and Stolzenbach C. F.,Heavy Oil Tar Emulsions in the Water GasProcess, 1934. American Gas AssociationMonthly, July.
6. Terrace, J., Terrace’s Notebook for GasEngineers & Students, 1948, Ernest BennLtd., London.
7. Odell, W., Water-Gas Tar Emulsions,Technical Paper no. 304, U.S. Bureau ofMines, 1923.
8. Griffith R.H., The Manufacture of Gas, Ed.Hollings, H., Volume 1 – Water Gas, ErnestBenn Ltd., London.
9. Chandler, D. and Lacey, A.D. The rise of thegas industry in Britain, 1949, British GasCouncil.
10. British Petroleum – Gasmaking, 1959 and1965, The British Petroleum Company Ltd,London.
Acknowledgments
The author would like to thank the assistance of theNational Grid Gas Archive, Warrington, UK, withoutwhose assistance this publication would not bepossible. The author would also like to thank MariaLaffey of Parsons Brinckerhoff and John Horne ofIGEM Panel for the History of the Industry, for theirassistance in reviewing this document.
Disclaimer. The purpose of this document is to act as a pointer tothe activities carried out on former water gas plants. The author willnot be responsible for any loss, however arising, from the use of, orreliance on, this information. This document (‘this publication’) isprovided ‘as is’, without warranty of any kind, either expressed orimplied. You should not assume that this publication is error-free orthat it will be suitable for the particular purpose which you have inmind. We assume no responsibility or liability for errors or omissionsin this publication. Readers are advised to use the informationcontained herein purely as a guide and to take appropriateprofessional advice where necessary. Photograph 16. Installation of a CWG plant at the Swindon Gasworks, showing from left to right the
generator, carburetter and superheater. Image courtesy of the National Grid Gas Archive.