
Waste Audit Study of the Commercial Printing Industryinfohouse.p2ric.org/ref/29/28665.pdf ·...
62
1.0 SUMMARY ANDCONCLUSIONS Titis study reviewed the operations ,of commercial printiny companies, identifie techniqies that would allow these companies to reduce their wastes, and developed set of self-audit checklists to assist printers in setting up a waste reduction program This report emphasizes the reduction of hazardous waste produced. It also identifie techniques for reducing the amount of air emissions, wastewater discharges, an nonhazardous solid wastes that printers dispose of. This study focuses on letterpress printing, offset lithography, screen printing, an etching and engraving. These processes are used for printing books, periodicals brochures, newspapers, advertisements, pamphlets, certificates, announcement packaging materials, and special applications. Of these processes, offset lithograph is predominant. Three printing companies were visited as part of this study. The visits reviewed wast minimization techniques currently in operation. The visits discussed potential new waste minimization techniques. A literature review identified additional wast minimization techniques. The three components of waste minimization are source reduction, recycling an resource recovery, and treatment. Source reduction and recycling are the mos effective for the printing industry. Onsite treatment techniques for waste reductio are generally uneconomical and/or impractical for most printers. The one majo exception is using incineration for reducing emissions of volatile organic cornponds t the atmosphere. Source Reduction Source reduction techniques applicable to the printing industry are primarily goo operating practices, input material changes and process changes. Most good operatin practices can be implemented with little cost and can reduce the costs of inpu materials, waste treatment, and disposal. Source reduction includes proper equipmen cleaning techniques, proper storage and handling of materials, and employee training.
Transcript of Waste Audit Study of the Commercial Printing Industryinfohouse.p2ric.org/ref/29/28665.pdf ·...

f h w
1.0 SUMMARY ANDCONCLUSIONS
Titis study reviewed the operations ,of commercial printiny companies, identified
techniqies that would allow these companies to reduce their wastes, and developed a
set of self-audit checklists t o assist printers in sett ing up a waste reduction program.
This report emphasizes the reduction of hazardous waste produced. I t also identifies
techniques for reducing the amount of air emissions, wastewater discharges, and nonhazardous solid wastes that printers dispose of.
This study focuses on letterpress printing, offset lithography, screen printing, and
etching and engraving. These processes are used for printing books, periodicals,
brochures, newspapers, advertisements, pamphlets, certif icates, announcements,
packaging materials, and special applications. Of these processes, offset lithography
is predominant.
Three printing companies were visited as part of this study. The visits reviewed waste minimization techniques currently in operation. The visits discussed potential new
waste minimization techniques. A l i terature review identified additional waste minimization techniques.
The three components of waste minimization are source reduction, recycling and
resource recovery, and treatment. Source reduction and recycling are the most
effective for the printing industry. Onsite t reatment techniques for waste reduction
are generally uneconomical and/or impractical for most printers. The one major exception is using incineration for reducing emissions of volatile organic cornponds to the atmosphere.
Source Reduction
Source reduction techniques applicable t o the printing industry a r e primarily good
operating practices, input material changes and process changes. Most good operating practices can be implemented with l i t t le cost and can reduce the costs of input
materials, waste t reatment , and disposal. Source reduction includes proper equipment cleaning techniques, proper storage and handling of materials, and employee training.

Input material changes are substitutions
for hazardous materials. This has been -) of nonhazardous
applied to inks,
or less hazardous materials
image processing and plate
processing chemicals, and cleaning solvents. Such substitutions have already resulted
in reduced hazardous waste generation, volati le organic compounds air ernissions, and
contaminated wastewater discharges.
An important question is whether inks are hazardous. Because of lack of information,
some printers throw hazardous inks into the trash and some manifest nonhazardous
inks t o Class I landfills. The printing industry and ink manufacturing industry should
implement a program to determine whether various inks are hazardous. Ink
manufacturers should develop more nonhazardous inks t o replace hazardous inks.
Advancing technology and government regulation has led t o process changes in the
print ing industry. Metal etching and metal plating operations are quickly being
replaced by platemaking processes that do not produce hazardous wastewater
discharges. The use of presonsi t ized aluminum plates in offset lithography generates
l i t t l e or no hazardous wastes. Computerized pro-press systems greatly improve the
productivity of the image processing step, while reducing or eliminating hazardous
waste generation. 1
Recyclinq and Resaurce Recovery
The two predominant applications of recycling and resource recovery arc (1) recycling
and reuse o f waste inks, (2) recovery of silver f rom photoprocessing wastewater and
from used film, and (3) the sale of used films, used plates, and waste paper to offsi te
recyclers. Ink recycling equipment i s available for producing black ink from waste
colored inks. This technology can reduce waste inks sent to landfills, while reducing
the purchases of new black inks. A case-by-case application and review procedure i s
available to exempt the offsi te recycling of waste inks from hazardous waste
regulations.
Equipment i s available for precipitating or plating silver from photoprocessinq
wastewater. In doing so, hazardous silver compounds are removed froin the
wastewater. Saleable silver i s recovered.
3
Self-Audit Checklists
A series of self-audit checklists have been prepared. The checklists allow printers to
conduct their own waste audits and identi fy waste reduction opportunities.
Conclusions
It is recommended that th is report and the checklists be made widely available to the
commercial printing industry. One avenue is through a technology transfer program
for printers by the bepartment of Health Services (DHS). A secorid approach is to
provide this report to industry associations such as the local aff i l iates of the Print ing
Industries o f America (PIA). Among other things, PIA provides printers wi th
information and assistance in complying wi th environmental regulations.

2.0 RECOMhENDATIONS
This study identifies source reduction and recycling techniques that will allow a commercial printing company to minimize hazardous wastes, as well a s air emissions, wastewater, and trash. Some of these techniques were in use at the three printing plants visited. Based on this study, Jacobs makes the following specific
recommendations:
I I I I I I I I I
o This report should be made available to commercial printers who do
letterpress, flexographic, offset lithographic, and screen printing. Two
effective means of distributing this report would be (1) through technology
transfer programs sponsored by the California Department of Health Services (DHS) and (2) through the offices of the Printing Industries of
America (PIA). The PIA is a t rade association of commercial printers, with affiliated associations in Los Angeles, San Francisco, and San Diego. This
report would supplement e f for t s already ongoing by t h e PIA t o keep printers up to date on environmental regulations.
o There is considerable uncertainty as to which inks are indeed hazardous. I t
is possible tha t many waste inks containing hazardous components are thrown in the trash while many nonhazardous waste inks are manifested
and sent t o Class I landfills. Ink manufacturers should conduct the tests necessary to determine which waste inks should be classified as hazardous.
o DHS should promote exempting waste ink recycling from hazardous waste
regulations. This exemption applies t o waste inks used for reformulating
the waste ink into usable black ink. This occurs when the printer t ums
over waste inks to a recycler, t o another printer with ink recycling equipment, or to an ink manufacturer. Section 25143.2(a) of the California Health and Safety Code states tha t hazardous materials are considered
hazardous waste when they are recycled. However, this requirement is
exempted in Section 25143.2(b) when the materials (1) are used or reused as an ingredient in a process without prior treatment, (2) are used or reused as a substi tute for a commercial product, and (3) are returned to the original
process from which they were generated, as a substitute for the raw
materials. Currently, DHS is providing these exemptions on a case-by-case I I
4

'7) basis. A printer can recycle i ts own waste ink onsite without a treatment,
storage, or disposal faci l i ty (TSD) permit.
Declaring waste inks as hazardous when they are recycled offsi te creates a
disincentive t o recycling. A large printer or ink manufacturer is required
to f i le 8 TSD Part B permit, or apply for an exemption, when it accepts and
reformulates waste inks f rom other printers. Requiring a TSD permi t
presents a major barrier to recycling. A special e f fo r t by DHS to promote
exemptions would reduce this barrier. Offsi te recycling of waste inks has
the positive environmental e f fect o f reducing the amount o f waste inks
that would otherwise have t o be incinerated or disposed o f in a landfill.

3.0 WTROOUCTION
I II
I
The Department of Health Services (DHS) of the State of California i s responsible for
proinotincj hazardous waste rninimization. As part of this effort, the Department has a
waste audit study program of technical assistance t o California industries. DHS
contracted with Jacobs Engineering Group to conduct a waste audit study of the
commercial printing industry to identify appropriate source reduction and recycling
o pp or t un it i e s.
This study looks a t four segments o f the printing industry:
o Periodicals (SIC 2721)
o
o Lithographic printing (SIC 2752) o
Letterpress and screen (SIC 2751)
Etching and engraving (SIC 2753)
In this study, waste minimization audits were conducted a t three printing plants in the
Los Angeles area. A set o f self-audit guidelines was developed based on these audits.
The commercial print ing industry is one o f the largest manufacturing industries in
California. In 1983, there were nearly 7,400 establishments in the state employing
over 126,000 employees. Of this, commercial print ing (SIC 275) accounts for over
45,000 employees. Periodicals (SIC 2721) account for about 6,700 employees. The
industry is characterized by a large number o f small establishments (Bureau o f Census
1985).
Inks and paper are the primary raw materials used in printing. Other input materials
include photoprocessing and platemaking materials, fountain solutions, cleaning
solvents and solutions, and lubricating oils. Waste inks represent the largest
"hazardous" material. Because of the variety of processes used, many different inks
are used. These depend on the type of print ing process and the desired properties o f
the f inal printed product. Some inks may contain flammable and toxic solvents and/or
toxic heavy metals. On the other hand, many inks used are claimed to be
nonhazardous. The print ing industry has made substantial progress toward less
hazardous and nonhazardous materials.

4.0 PROJECT APPROACH
I I
The commercial printing facilities studied in this audit were chosen based on their
willirqnr?so to participate, the study objectives, arid the usefulness of the study to
other oornmercial printing plants. Oased on these cri teria, three plants were chosen.
Plant A is a mediurn-sized commercial printer that prints a variety of products,
including advertising materials and inserts, business forms, brochures and pamphlets. Plant €3 is a large printer concentrating on newspaper advertising inserts and circulars. Plant C is a small printer dealing prirnarily in custom and specialty commercial
printing. These three plants cover a wide range of sires and include much of t he
printing operations encountered in the industry.
The waste audit study looked a t current printing operations. This includes image
processing, plate processing, printing, and finishing; inaterial storage and handling;
plant management; and waste management. I t also involved existing and potential new waste reduction options. Economic analyses were included.
Waste audits were first performed at Plants A and R. This consisted of two visits to
each plant and a plant report for each. Based on these audits, a collection of waste audit guidelines was assembled and a checklist was developed. The checklist is designed to be used a s a self-audit by a printing company plant manager. This
checklist was given to the plant manager of Plant C to fill out. The audit report for
Plant C was based on an initial visit and the completed checklist. The results indicated tha t the self-audit checklist can identify waste reduction opportunities.
5.0 PRINTING INDUSTRY BACKGROUND
I I
In the graphic arts industry, the three most common printing processes are offset
lithography, gravure, and flexoqraphy. Letterpress and screen printing are the other
two major commercial processes. Figure 5-1 presents the historical and projected
market shares for each process.
Figure 5-2 illustrates the typical commercial printing steps. The actual operations
differ, depending on the process. The differences are most pronounced in the
platemaking and printing steps.
Printing begins with the preparation o f artwork or copy, which produces an image that
is transferred to a plate or cylinder. In the platemaking step, the image areas of the
plate are made receptive to the ink. In the printing step, ink is applied to the plate
and then, in turn, applied to the paper substrate. The substrate absorbs the ink,
reproducing the image. The substrate is then cut, folded, and bound to produce the
final product.
Printing can be either direct or offset. In direct printing (for example, letterpress) the
ink i s transferred directly f rom the plate t o the substrate. In offset printing, the ink is
transferred f i r s t from the plate a rubber blanket and then to the substrate.
Lithography is an example o f offset printing.
Printing presses are categorized by the form o f paper or other substrate used. Web
presses, which are used for larger printing runs, pr in t the image onto a continuous roll (web) of paper. Af ter printing, the paper is then slit (cut) and trimmed to the
preferred size. Sheet-fed presses print on individual sheets o f paper or other
substrate.
5.1 TYPES OF PRINTING PROCESSES
The different processes are discussed below. Figure 5-3 describes letterpress, gravure,
lithography, and screen printing.
8

7) Figure 5-1. Market Share of Printing Processes
son
40%
30% Market Sharo
20%
10%
0%
1 - Lithography -
1977 1980 1985 1990 1995 Year
Source Profit from Pollution Prevention (Campbell and Glenn 1982), Statui of Printing in tho USA (Bruno 1985).

Figure 5-2. General Flowsheet for Printing Operations
Plates from Platemaking b
Plate Processing Plate processing
chemicals b B _I
Image on plate
Ink
Printing and Drying Fountain solution
Cleaning solvent
Untrimmed, unbound product
Finishing
Final product 1
Dirty Rags
+ Used plam
--b Air emissions
Waste Ink
lwater
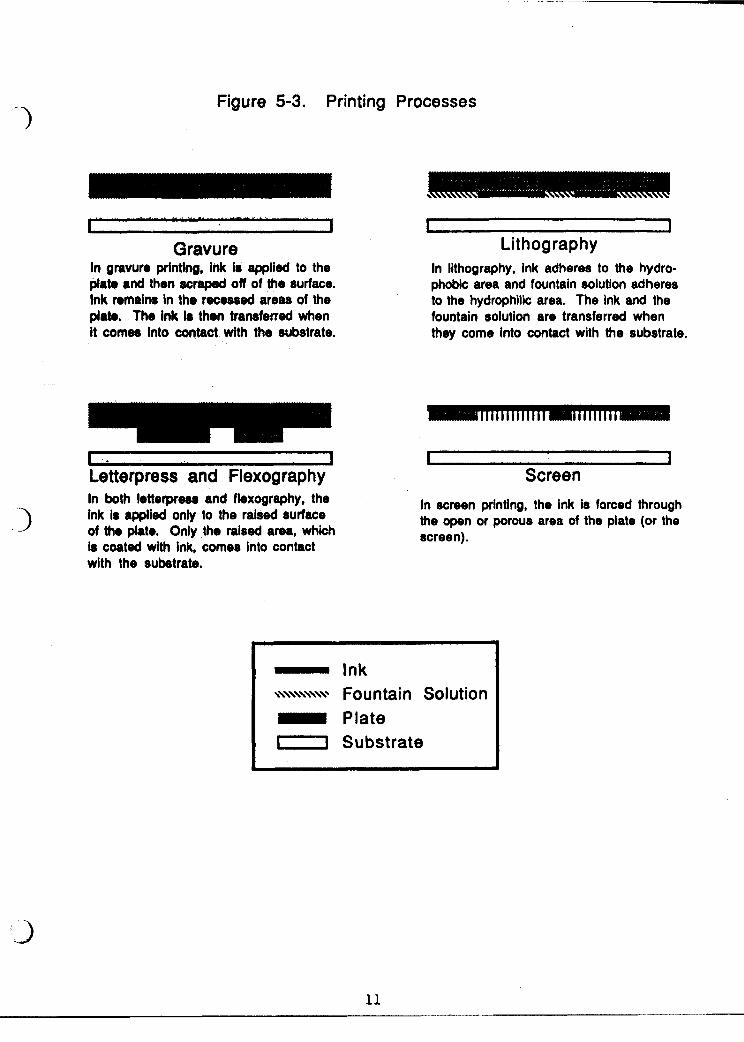
Figure 5-3. Printing Processes
1 I P
Gravure In gravure printing, ink is applied to the plat, and then scraped off of the surface. Ink nmalrrs in the recessed areas of the plat,. The ink is then tramfened when it come@ Into contact with the substrate.
Letterpress and Flexography In both Ietterprw and flexography, the ink is applied only to the raised surface of the plat.. Only the raised area, which Is coated with Ink, comes into contact with the subetrate.
I Lit hog rap h y
In lithography, ink adheres to the hydro- phobic area and fountain solution adheres to the hydrophilic area. The ink and the fountain solution are transferred when they come into contact with the substrate.
I I Screen
In screen printing, the ink is forced through the open or porous area of the plate (or the screen).
- Ink \---------’ Fountain Solution - Plate I 1 Substrate
1 il 1 I L I P
1 L 1 I

I 1 L
I
I I Ij
Letterpress
) In letterpress the image area of the plate is raised above the non-image area through
the use of cast metal type or plates. Only the raised area is coated wi th ink and
comes into contact "ith the substrate. Letterpress i s the oldest method of printing.
Web letterpress i s currently used for printing newspapers and magazines. However, i t s
use i s declining, being supplanted by lithography. Sheet-fed letterpress i s used for
books, printed stationery, announcements, business cards, and advertising brochures.
Letterpress i s particularly useful for price lists, parts lists, and directories, where
individual changes can be made on a plate without having to redo the entire plate. In
this case, however, computerized image making i s replacing the practice of having
standing typeset plates upon which small changes can be made.
Whereas letterpress i s direct printing, letterset is the offset version of letterpress.
Letterset can be done on many offset lithograph presses. However, modifications are
required to these presses, since letterset plates are thicker than lithographic plates.
Flexoqraphy
Flexography i s a form o f letterpress that uses a flexible plastic or rubber plate in a
rotary web press. It is used prirnarily for packaging. This includes plastic wrappers,
corrugated boxes, milk cartons, shower curtains, foil, and paper bags. Flexography
works well when printing a large solid surface area and glossy colors. Because of the
growth of packaging, the use o f flexography has shown a steady increase.
Gravure
In gravure printing, the image area is depressed below the surface of the plate or cylinder. The entire plate is covered w i th ink, then the ink is wiped o f f the surface by
a doctor blade. This leaves only the ink remaining in the depressed area. When the
plate comes into contact wi th the substrate, the ink is transferred, thereby
reproducing the image. Gravure print ing can reproduce high-quality pictures.
Gravure printing plates are made out of metal. The depressed image area is made by
etching wi th acidic or alkaline solutions. For this reason, the costs of gravure printing
are high and i ts use is generally l imi ted t o large volume printing or high quality

pictures. Typical applications include il lustrated supplements for Sunday newspapers,
large volume mail-order catalogs, and postage stamps. Gravure printing i s expected t o
continue a slow, steady growth in the industry behind lithography. -)
Gravure print ing is not within the scope of study. The gravure platemaking processes
are very similar to those used for printed circui t board manufacturing and other meta l
etching operations. This similarly extends t o the associated waste management
practices and waste reduction opportunities.
Lithoqraphy
Lithography is also known as offset printing. It uses an oil-based ink and a water-
based fountain (or dampening) solution. The ink and fountain solution are immiscible.
Treated plates are used in which the ink adheres to the image area and is repelled
from the non-image area. Conversely, the fountain solution adheres t o the non-image
area and is repelled from the image area. In the printing step, the fountain solution is
f i rs t applied t o the plate cylinder, followed by the ink. The image is then transferred
to the rubber blanket cylinder and, in tum, to the substrate. .I Lithography is the predominant printing process. I t s growth is expected to continue
into the 1990s and then stabilize at just under 50% of a l l pr int ing applications. Sheet-
fed lithography is used for print ing books, posters, greeting cards, labels, packaging,
advertising flyers and brochures, periodicals, and for reproducing artwork. Web offset
lithography is used for periodicals, newspapers, advertising, books, catalogs, and
business formts. Most new lithograph presses are web presses.
Screen
In screen printing, a stencil is placed over a fine fabric screen of silk, synthetic fiber,
or stainless steel. Ink is then forced through the porous open area of the screen and
onto the substrate.
Screen printing can print on virtually any substrate, including wood, glass, fabrics,
plastics, and metals. It i s used for specialty printing, T-shirts, posters and banners,
decals, and wallpapers. This type o f printing makes up a small but growing segment of
the printing industry. Screen printing is also used to pr int patterns on electronic circuit boards prior t o etching.
a’

II R rr D II R I I I I I I t I I I I I
Other Processes
Other commercial printing processes applications include photocopying, reprography
including blueprinting, and laser printing, and inkjet printing. These processes are
generally used for small volume applications and are not in the scope o f this study.
1
14

6.0 PRINTING STEPS
Printing can be divided into four separate steps: (1) image processing, (2) platemaking,
(3) printing, and (4) finishing. The operations involved in these steps and the wastes
produced are detailed below.
6.1 IMAGE PROCESSING
Image processing is the preparation of artwork or copy, typesetting, and
photoprocessing. The discussion concentrates on photoprocessing, since it is the
primary source o f waste f rom image processing.
The printing industry employs graphic arts photography in the reproduction o f both
artwork and copy, using materials similar to those in other fields o f photography. The
materials include a paper, plastic film, or glass base covered w i th a light-sensitive
coating called a photographic emulsion. This emulsion is usually composed of silver
halide salts in gelatin. Silver halides include silver chloride, silver bromide and silver
iodide. Most photographic fi lms are made of polyester, although some cellulose
acetate fi lms are s t i l l in use.
A photographic process generally produces a negative in which l ight parts o f the copy
that was photographed are represented by heavy deposits of silver, causing them t o
appear dark. Dark parts o f the copy are represented by l i t t l e or no deposits o f silver,
causing them to appear light or transparent. Some processes such as letterpress or lithography use the photographic negative to transfer an image to the plate. Gravure,
screen printing, and other lithographic processes require positives. These are produced
by printing negatives onto paper or film. The resulting images have tone values
similar to the object or copy that was photographed.
A photograph or other image made up of a gradation o f shades is called continuous
tone. Gravure, collotype and screenless lithography produce continuous tone pictures
by varying the ink density. Continuous tones cannot be reproduced, however, in offset
lithography or letterpress by varying the ink density. These processes print either a
solid density o f color, or none at all. To approximate the tones of the image, these
processes employ a halftone screen. The continuous tone image is converted into a
pattern of small dots of different sizes. Areas meant to appear dark have larger dots,

while Light areas use small dots. Due to the l imi ted resolving power of the human eye,
the overall e f fect is very similar to a continuous-tone photograph. "3 Uevelopinq
Oxidation and reduction reactions develop an exposed photographic emulsion. The
exposed film or plates is f i r s t immersed in a developer. This converts the silver halide
in the photographic emulsion to metall ic silver, in proportion to the amount o f
exposure it has received. Developers typically contain benzene derivatives. These
include pyrogallol, hydroquinone, catechol, p-phenylene diamine, p-aminophenol,
metol (or elon), amidol, and pyramidol. These compounds contain two -OH (hydroxyl)
groups, two -NH2 (amino) groups, or one o f each. The two most common developing
agents are hydroquinone and metol.
m LI
In general the developer solution also contains an accelerator, preservative, and
restrainer. The accelerator is an alkaline material such as sodium hydroxide, sodium
carbonate, or sodium tetraborate (borax), which increases the act iv i ty o f the developer
by neutralizing the acid formed during the development process. The preservative,
typically sodium sulfite, reduces oxidation damage to the developing agent. The
restrainer, potassium bromide, reduces the formation o f "fog" on the images.
A n a l l purpose developer might contain the two developing agents, such as metol and
hydroquinone, a sodium carbonate accelerator, a sodium sulfite preservative and a
potassium bromide accelerator. A low-contrast developer frequently employs borax
instead of sodium carbonate as the accelerator, and uses no potassium bromide.
The introduction of automatic film processors has resulted in dif ferent developer
formulas. The developer is a
low-contrast type employing a special restrainer to reduce fogging o f films at the high
developer temperatures. The developer also has a high concentration of sodium
sulfite. In rapid-access processing, films develop in 60 to 90 seconds in a developer
bath that exceeds 100° F (Hartsuch 1983).
One type is specifically for rapid-access processing.
16

II II U I I 13 II E M I B t I I I I I I
Fixinq
The developing action is stopped by immersing the film in a fixing bath of soaium
thiosulfate ("hypo"), ammonium thiosulfate, or sodium hyposulfite. These chemicals
convert the silver halides f rom the photographic emulsion to soluble complexes. This
prevents them from turning to metall ic silver, which would make the image in the
emu Is ion black.
Hypo is typically the major ingredient o f a fixing bath. Acetic acid, sodium sulfite,
potassium alum, and boric acid are also usually present. Potassium alum, which
prevents excess swelling of the photo emulsion gelatin, is not stable in a neutral or alkaline solute; precipitation o f aluminum hydroxide w i l l result unless an agent such as
acetic acid is added to keep the p H low. The major reason for the low p H is to
neutralize the alkalinity o f any developing solution remaining on the film and thus stop
the developing action.
Hypo wi l l decompose in an acid solution, forming elementary sulfur as a precipitate.
Sodium sulfite is added to combine w i th the sulfur precipitate and form more sodium
thiosulfate. Thus, the sodium sulfite stabilizes the f ixing solution. )
Boric acid is added t o buffer the fixing solution and limit pH changes. This helps t o
prevent precipitation o f aluminum compounds (aluminum is a constituent o f potassium
alum).
Each t ime film or paper is immersed in the f ixing bath, a small amount o f silver enters
the bath f rom the photographic emulsion. Insoluble Compounds that are formed af ter
the silver concentration reaches a certain level cannot be removed from the
photographic emulsion. The bath should be recycled before this point is reached. The
cr i t ica l silver concentration for f ixing baths is 0.27 ounces per gallon (2 grams/liter),
while that for f i lms is 0.8 ounces/gallon (6 gm/l) when hypo is the f ixing agent. Use of
ammonium thiosulfate doubles the maximum allowable concentrations o f silver. The
amount of silver present in a f ixing bath can be determined w i th silver test papers
available f rom most graphic arts suppliers.
A fresh fixing bath typically has a pH of 4.1 (Hartsuch 1983). Fi lms and prints
immersed in the fixer carry some alkaline developing bath w i th them. This raises the

pH o f the fixing bath slightly. When the p H reaches 5.5, the potassium
effective. The bath is then either changed, or the p H is lowered by adding 1 alum is less
more acetic
acid. Sometimes an acid stop bath is used prior to the fixing bath to stop the action of
the developing solution. The stop bath prevents most of the pH rise of the fixing bath.
J
Wash B a N
After a negative or positive is fixed, some of the f ixing bath chemicals remain in the
gelat in emulsion layer. One o f the chemicals present is hypo. If it is not removed
from the emulsion, it can react with the silver to form yellowish-brown silver sulfide,
which impairs the quality of the image. Complex silver salts w i l l also react w i th the
hypo to form silver sulfide. To prevent sulfide formation, f ixing chemicals are washed
from the emulsion. Fi lms are washed in a water bath that dissolves the hypo from the
emulsion until an equilibrium is reached between the hypo in the water and that in the
emulsion, a t which point the water is changed, and more hypo is dissolved out of the
emulsion. Alternatively, films can be washed in running water. The flow of water into
the wash tray is adjusted to typically give a complete water change every f ive
minutes. Washwater a t about 800F increases the efficiency o f hypo removal. The p H
o f most washes is kept above 4.9. This prevents the gelatin of the photographic
emulsion from absorbing thiosulfate ions.
~
1
Photoqraphic Reducers and Intensifiers
Chemicals are sometimes used to reduce or increase the density o f the metall ic
deposit on the film, in order to change the image contrast. Reducers act by oxidizing
some o f the metal l ic silver in the emulsion to a soluble salt. Reducers include ferric
ammonium sulfate, sulfuric acid, and potassium ferricyanide. Intensifiers increase the
blackness of a silver deposit by adding silver or mercury to the developed silver grains
in the emulsion. One common intensifier contains silver nitrate, pyrogallol and c i t r ic
acid; another contains a mercury salt, metal and c i t r ic acid.
Waste Streams from Imaqe Processinq
The primary waste streams are wastewaters containing photoprocessing chemicals and
silver dissolved from the developed film. Most spent photoprocessing chemicals are
biodegradable and are discharged into sanitary sewers. Sanitation districts require '3
18

1
1 I 1 I 1 R I
permits to discharge of the chemicals into the sewer. The chemicals have a significant biochemical oxygen demand (BOO). Printing shops that use very large quantities of photographic chemicals may find i t necessary to install package biological treatment systems to reduce 600 before disposal into the sewer. Larger
printers may find it both necessary and economical t o recover the silver from the
spent solutions before discharge t o the sewer. Solutions that contain hazardous
compounds, such a s mercury compounds, may require special handling.
6.2 PLATE PROCESSING
The printing process revolves around t h e intermediate image carrier, a plate or cylinder tha t accepts ink off a roller and transfers the image to the rubber blanket.
The blanket, in tum, transfers i t to the paper. Each printing process uses a different
type of image carrier. The type of ink and press used, the number of Impressions tha t can be printed, t h e speed with which they are printed and the characterist ics of the
image are all determined by the type of image carrier.
Four different methods have been generally used for producing image carriers. These
a re manual, mechanical, electrostatic, and photomechanical.
o Manual image carr iers consist of hand-set composition, wood cuts, linoleum
blocks, copperplate or steel-die engravings. Manually made images are seldom used now except for commercial use in screen printing.
o Mechanical image carr iers are produced mainly for relief printing. There are two categories: (1) hot metal machine composition and (2) duplicate printing plates. Intaglio printing also uses mechanically made plates.
These include pantograph engravings, used for steel-die engraving, and engravings made with geometric lathes, which produce scrolls for stock and
bond cer t i f icates and paper currency. Mechanically-made gravure
cylinders are also used for printing textiles, wrapping papers, wallpapers, and plastics.
o Electrostatic plates are popular in reprography (offset duplicating) where
electrophotographic cameras convert original images or pasteups to litho- graphic plates used on copier/duplicators. Electrostatically produced

3 plates are also used for imaging from pasteups and for laser platemaking
used in newspaper printing.
o Photomechanical platemaking is the common method of platemaking.
These image carriers use l ight sensitive coatings on which images are
produced photographically. Photomechanics is capable of reproducing
photographs and other pictorial subjects. This overcomes the l imitations o f
manually- and mechanically -produced plates.
Photomechanics
The photomechanical process use light sensitive coatings whose physical properties
change af ter exposure to light. The exposed coating areas become insoluble in water
or other solutions, such as diazo solutions. The unexposed areas dissolve, leaving the
exposed port ion as an image or as a stencil to form an image.
Natural organic substances such as asphalt, shellac, albumin, and gum arabic have been
used as photomechanical coatings. New coatings include polyvinyl alcohol, diazo
compounds, and synthetic photopolymer resins. Bichromates, which were used as a
sensitizing agent until the diazo coatings were introduced, are now becoming obsolete
because of their toxicity. However they are s t i l l used in bichromated gelatin for
gravure carbon tissue and collotype and in bichromated gum arabic for deep etch and
bimetal plates (Bruno 1983).
Two common coatings are diazo and photopolymer. Diazo coatings are used for presensitized wipe-on aluminum lithographic plates. The coatings are thin and are
generally used for press runs under 100,000 impressions, although some pre-lacquered
plates can run for up t o twice as many impressions. Diazo coatings have the
advantage o f not being affected by changes in temperature and relative humidity.
Photopolymer coatings are inert and abrasion resistant, which allows for press runs
longer than a diazo-coated plate. The photopolymer coatings also have a low
sensitivity to changes in temperature and relative humidity. The polymerization
reaction occurs under a U V light.
I 8 D 1
P P E II I b 11
I m

I I B I I I I I I I I
Li thoqraphic Pr int inq Plates
In lithographic printing, both the image and non-image areas are on the same plane.
Lithographic plates have the image areas ink-recept ive and non-image areas water-
receptive. This is achieved through a chemical change on the coated plate surface.
This i s typically brought about through a photochemical process in the l ight sensitive
coating. The plate can either be exposed to a negative or to a positive. W i t h the
negative the image area reacts and becomes hard, making the area ink receptive. The
non-image unexposed area does not react, but remains water receptive and repels ink.
Exposure through a positive yields the inverse effect. The majority of the printing
industry uses pre-sensitized plates, where the l ight sensitive coatings have been
applied by the manufacturer. There are three types o f methods used t o make
lithographic plates: surface, deep-etch and bimetal.
)
Surface plates have a light-sensitive coating which becomes ink receptive when
exposed. Most surface plates are made f rom negatives. The types of surface plates
are additive and subtractive. W i t h additive plates the hardened image areas are made
ink receptive. This is done by adding an oleophilic resin contained in a one-step
emulsion developer. Most coatings for additive-type plates contain a diazo compound.
Other organic compounds are used as l ight sensitive materials. These include azide
compounds, hydrazine derivatives, quinone diazides, and quinone esters. The emulsion
developer consists o f two phases: a solvent phase containing an oleophilic resin and
pigment, and a water phase containing gum arabic and acid. When an emulsion
between these two phases is formed and spreads on the plate, the emulsion breaks.
The resin and pigment are deposited on the hardened image areas while the water
phase dissolves the unexposed non-image area.
1
Subtractive plates usually have an oleophilic resin incorporated into the coating or applied as a lacquer over the coating. Once the plate is exposed, the coated image
areas harden. When the plate is placed in the developer solution, the non-image
coated area dissolves. The plate is then gummed and is ready for the press. The waste
f rom surface plate processors is a mildly acidic solution of organic compounds in
water.
Aluminum or anodized aluminum is used extensively for surface lithographic plates.
The advantage of aluminum is reasonable cost, availabil ity in uniform thicknesses, and

tensile strength. It does not stretch when mounted on the press. Aluminum is also
lightweight, weighing 38% as much as zinc. It does not corrode easily, allowing the
non-image areas to be water-receptive.
*)
Deep-etch plates are made from positives. When the plate is exposed the coating in
the exposed non-image areas hardens. The unexposed image areas are soft. Then the
developing solution the washes image area away and the stencil remains. The
developing solution is typically calcium, zinc, or magnesium chloride combined wi th a
mild acid. The image area is then plated wi th copper and/or coated wi th lacquer,
which makes i t ink receptive. The lacquer is a combination o f polyvinyl chloride,
polyvinyl acetate, and a small percent o f malic acid. The non-image areas are treated
with a desensitizing etch and finally gummed wi th gum arabic solution. Procedures for making deep-etch ptates are long and involved. The wastewater f rom deep etch plate
processing is acidic and contains copper or other heavy meta l compounds. The process
is quickly becoming obsolete because of cost, heavy metal toxici ty and water
pollution problems.
Bimetal plates can be exposed through either a negative or positive. These plates are
capable o f printing several mil l ion impressions. The l i fet ime of these plates i s long
because the image and non-image areas are established by two dif ferent metals.
Therefore, the holding of the image areas is not entirely dependent on a hardened
coating or lacquer. f rom bimetal plate processing contains heavy
meta l compounds. Bimetal plates are also becoming obsolete because of the heavy
metal toxici ty and water pollution problems.
3
The wastewater
Relief Plates
Letterpress and flexography both employ plates wi th raised images; only the raised
areas come into contact wi th the ink rollers. Generally these plates are exposed
through a negative. The developing process is similar to that o f lithographic plates.
However, one extra step is used t o etch the non-image areas wi th an acid solution.
Zinc, magnesium, and copper are the metals typically used for rel ief plates. Plastic
plates do not need an etching solution. For that reason, they are being used more and
rnore.
.3

Zinc plates have a light-sensitive coating, typically polyvinyl alcohol. This is
sensitized wi th dichromate. It can be developed wi th water, however chromic acid i s
used to harden the coating. The plate is then baked a t 3500 and etched with a solution
o f n i t r ic acid. Magnesium plates are usually presensitized wi th a substance l ike
polyvinyl innamate. A f te r exposure to light, the unexposed part is removed by a
trichloroethylene vapor degreaser, and then etched wi th nitric acid. Copper rel ief
plates use a l ight sensitive coating o f f ish glue and egg albumin. This is sensitized
wi th potassium dichromate. The plate can be developed in water and i s typically
baked a t 6000F to harden the image areas.
1
Baths used for developing these plates eventually build up a high concentration of
heavy metals. These solutions cannot be discharged t o most sewer systems, unless the
metals are precipitated out or recovered by ion exchange. Platemaking wi th etching
processes is diminishing because o f the hazardous waste problems.
Photosensitive plastic plates are used mostly for commercial magazine printing and
newspapers. Some are used in an offset letterpress system called "dry offset or letterset". Plastic plates have an advantage over metal plates because no etching
solution i s needed. When the plate is exposed the image area and a l l the plastic
underneath the area harden. A typical photosensitizer for these plates is
benzaphenone, which accelerates the polymerization process carried out under U V
light. A n alkaline aqueous solution is used to wash the unexposed areas off.
1
6.3 PRINTING
Once the plates are prepared, the actual printing can begin. The print ing operations
are generally the same for each o f the major processes, w i th the exception of screen
printing. The two common types o f presses are sheet-fed presses and web presses.
Sheet-fed presses can print up t o 3 impressions per second. Web presses typically print
a t a rate of 1000 to 1600 feet per minute.
Preparation for printing begins by attaching the plate to the plate cylinder o f the
press. Since l i tho plates are typically made o f thin f l a t aluminum sheets, they can be
wrapped amund and attached to the plate cylinder. Virtually a l l presses print from a
plate cylinder, as opposed to a f l a t plate. Each unit o f a print ing press prints a single
color. To pr int a full color illustration, four separate units are typical required, one unit each for red, blue, yellow, and black.
)
23

The main inputs t o the printing step are ink, paper or other substrate, and, in the case
of lithography, fountain solution. Waste f rom the printing step include: "3 Waste inks
Trash, including
Waste paper from printing imperfections, start of run setup and end o f run cleanup, web breaks and tears, paper a t the end of the web, and
overruns
Paper wrappers and cardboard cores
Miscellaneous trash
Used ink containers
Used plates
Damaged or worn rubber blankets
Waste press oils (lubricating oils)
Cleanup solvents
Regs
Most o f the ink used by a printer ends up on the product. Waste ink is defined as the
ink removed from the ink fountain a t the end o f a run or following i ts contamination.
Other losses include ink printed on waste paper, and spills.
Depending on the application, inks may contain a solvent that evaporates following
printing. In offset lithography, heatset inks contain such a solvent. The printed web
passes through a dryer which evaporates the solvent. This leaves dried ink on the
substrate. This creates a volati le organic compound (VOC) emission from the process.
Heatset inks are used when a glossy finish is desired. VOC emissions can be controlled
by catalyt ic combustion, conventional fume incineration, carbon adsorption, and
condensation for recovery. Non-heatset inks dry on the substrate by polymerization.
There is no significant VOC emission when non-heatset inks are used.
Hazardous waste regulations include California Administrative Code Ti t le 22,
Division 4, Chapter 30, Art ic le 9. In these regulations waste printing ink is classified
as a hazardous waste i f it contains a hazardous material. There is considerable
uncertainty whether many o f the common print ing inks do in fact, contain hazardous 1-J
24
a
a
a
L
L L
e b I L 1 I I L 111 z 1c U

materials. Many of these inks have not undergone the tests called for in Ar t ic le 11 of
T i t le 22 to determine i f they are hazardous. Because of this uncertainty, many
printers are believed to throw waste ink into the trash. Many other printers handle a l l
of their waste ink as hazardous wastes, whether they are truly hazardous or not.
Fountain Solutions
Fountain solutions used in lithography start wi th a concentrated mixture o f gum
arabic, phosphoric acid, defoamers, and fungicide, which is added t o water. To th is
mixture is added enough isopropyl alcohol (IPA) to bring the concentration o f IPA up to
a range o f 5 t o 15%. The IPA is used to reduce the surface tension of the solution.
IPA allows the solution to adhere more easily to the non-image area o f the plate
cylinder. Most o f the IPA evaporates, along wi th the water. The other compounds
remain on the paper. Virtually none of the fountain solution goes to the sewer as
wastewater. Some printing chemical manufacturers now offer fountain solution '
concentrates that do not use IPA or other volatile compounds. The low-volati l i ty
concentrates use soaps or detergents in place of IPA. These are marketed in areas
that have stringent air quality controls.
Paper
Most of the waste f rom printing plants consists o f waste paper and other trash
considered nonhazardous. Waste paper comes from rejected print runs, scraps f rom
the start and end of runs, paper a t the end o f the web, and overruns. Overruns are the
excess number of copies that a pr inter will make to insure that he has enough
acceptable copies. Other trash includes the paper wrappings, cardboard cores, and
empty ink containers.
Plates and Blankets
Lithographic plates typically last for runs o f 100,000 to 1,000,000 impressions. Rubber
blankets typically last f rom 1,500,000 t o 2,000,000 impressions, unless they are
accidentally damaged during a run.

O i l and Greaw -3 Print ing presses are lubricated using either oils or greases.
periodically require replacement of the oil, thereby producing a waste oil.
The presses using o i l
Cle,aninQ ,Solvents
Cleaning solvents are used to clean the presses. The rubber blankets are cleaned once
or twice per eight-hour shif t to reduce or eliminate imperfections resulting f rom dust,
particles, or dried ink. When lower quality paper is used, cleaning is required more
frequently. A variety o f solvents and cleaning solutions are used in the industry.
Solvents include methanol, toluene, gasoline, naphtha, trichloroethane, methylene
chloride, and specially formulated blanket washes.
Most cleanup L done w i th rags wettea wi th the solvent or by pouring solvent over the
equipment and then wiping it o f f wi th a rag. The dir ty rags contain solvent, waste ink,
oil, dust, dirt, and other contaminants. Clean rags are generally supplied by industrial
laundries, which also pick up the dir ty rags. The laundries generally dry clean the rags
and produce a sludge comprised o f the materials that were present on the rags. The
sludge may require management as hazardous waste.
.I>
6.4 FINISHING
The term "finishingtt refers to f inal trimming, folding, collating, binding, laminating,
and/or embossing operations. A variety o f binding methods are used for books,
periodicals, and pamphlets. These include stitching (stapling), gluing, and mechanical
binding.
The wastes produced in the finishing step are virtually a l l nonhazardous trash. It i s
composed primari ly o f scrap paper f rom trimmings and mistakes in the finishing
operation. In general, this paper is recyclable, and the printer should segregate it
f rom other wastes.
3 I I
P I I
I I I I I I I I I
7.0 CURRENT REGULATORY ASPECTS
1 This chapter describes the various federal and state environmental statutes and
regulations that apply to the commercial printing industry. It also includes regional
air quality regulations. Table 7 -1 lists selected statutes and regulations pertaining to
hazardous material and waste management, wastewater discharges, and air emissions.
Although many printers are subject to c i ty and county ordinances pertaining to the
storage and use o f hazardous materials, these local ordinances are not included here.
Major concerns for the commercial print ing industry include statutes and regulations
addressing volatilized solvent air emissions; hazardous components in inks, cleaning
solvents, and image processing and plate processing chemicals; and wastewater
discharges. The industry is uncertain whether many printing materials and inks are
hazardous. The Print ing Industries Association of Southern California intends t o assist
printers in delisting some inks now listed as hazardous by EPA. Delisting i s an EPA
procedure; the state has i ts own procedures that may parallel, or be more restr ict ive
or stringent than, the EPA procedure. For example, the printer can se l fcer t i f y or can
request O M confirmation that a waste is nonhazardous (Tit le 22, Section 66305).
Printers should address both agencies wi th their needs.
l l Federal and state statutes and regulations pertaining t o offsi te recycling are
significant to the reformulation and reuse o f waste inks. According to Section
25143.2(a) of the California Health and Safety Code (HSC), a hazardous waste that is a / I I ,
recyclable material is subject to hazardous waste control regulations. However, l l
Section 25143.2(b) includes three exemptions that might apply t o waste inks recycled
offsite. These exemptions conditionally apply when the recyclable material:
o "Is both transported and used, or reused, as an ingredient in an industrial
process to make a product, provided the material is not being treated
before that use or reuse" (Section 25143.2(b)(5), HSC); or
o "1s both transported and used, or reused, as a safe and effect ive substitute
for a commercial product" (Section 25143.2(bX6), HSC); or
o "Is returned to the original process f rom which it was generated, without
f i r s t being treated. The material shall be returned as a substitute for raw

-. . .I . . - . ... ~ .
material feedstock, and the process shall use raw materials as principal feedstockstt (Sect ion 25143.2(b)(7), HSC).
These exemptions apply if the waste ink is being recycled and reformulated without
any prior treatment, and if this ink is used as a substitute for new ink. Also an
applicant for m exemption must demonstrate to the DHS's satisfaction that the conditions of the exemption are met (Section 25143.2(e), I-CSC). These exemptions do
not apply if they are superseded by any of the following exclusions:
o The material is burned for energy recovery, used to produce a fuel, or is
contained in a fuel (Section 25143.2(cX2), HSC); or
o The material is accumulated speculatively (Section 25143.2(cX3), HSC); or
o The material is determined by EPA to be "inherently waste-like" in RCRA,
(e.g., inks containing heavy metals such as chromium or lead) (Section 25143.2(~)(4), HSC).

Table 7-1. Summary of Statutes and Regulations Relevant to the Commercial Printing Industry
I ' Statute/Regulation Descript ion/Remarks
Hazardous Materials and Wastes
CAC Ti t le 22, Ch. 30, Div. 4 Requires generators of hazardous to store, label, and Sec. 66470 t o Sec. 66515 manifest hazardous wastes properly.
CAC Ti t le 22, Ch. 30, Div. 4 Sec. 66680
Lists specific elements, compounds, and generic materials that are potentially hazardous wastes when they are no longer useful. Solvents are l isted as potentially hazardous based on the ignitabi l i ty criterion. Print ing inks are listed as potentially hazardous (if they contain hazardous materials).
CAC Ti t le 22, Ch. 30, Div. 4 L is t s the cr i ter ia for determining whether a waste is Sec. 66693 t o See. 66723 considered hazardous or extremely hazardous, using
cr i ter ia for ignitability, toxicity, corrosivi ty, and reac t i v i ty.
CAC Ti t le 22, Ch. 30, Div. 4 I f a "recyclable" hazardous waste is disposed, authorizes Sec. 66763, and CHSC Sec. 25175 the DHS to request that the generator explain why the
waste was not recycled. The generator must respond. DHS can assess penalties for failure t o comply.
CAC Ti t le 22, Ch. 30, Div. 4 Sec. 66796 of recycling.
Provides a l i s t of recyclable wastes and suggests methods
CHSC, Sec. 25143.2 Exempts recyclable materials f rom hazardous waste control requirements i f they meet certain conditions.
CHSC, Sec. 25179.6 Prohibits land disposal o f a l l untreated hazardous wastes by May 8, 1990, wi th certain exceptions.
CHSC, Sec. 25155.S Conditionally requires incineration o f hazardous wastes which are not recyclable and have heating values greater than 3,000 Btu/lb and hazardous wastes wi th VOCs in concentrations t o be determined by DHS.
CHSC Identifies sanctions for non-compliance with hazardous Sec. 25180 t o Sec. 25196 waste regulations.
CHSC, Sec. 25202.9 Requires annual cert i f icat ion by generators who operate onsite TSD faci l i t ies that a waste minimization program is in operation. Further, the generator must demonstrate that the disposal method minimizes the threat to human health and environment.

P
Table 7-1. Summary of Statutes and Regulations Relevant to the Commercial Printing Industry (continued)
-1 Statute/Regulation Description/Remarks
CHSC, Sec. 25208.4
CHSC, Sec. 25244.4
Land Disposal Reatrictions
CHSC Sec. 25122.7 and CAC T i t le 22, Ch. 30, Div. 4 Sec. 66900 t o Sec. 66935
40 CFR 265.314 and CAC Ti t le 22, Ch. 30, Div. 4 Sec. 67422
1 40 CFR 268.3
RCRA 3004 (eX1)
Wastewater Discharge
Clean Water Ac t 32 U.S.C. 1251 e t seq.
Safe Drinking Water A c t 40 CF R 141
NPDES Regulations 40 CFR 122
Effective July 1, 1988, conditionally prohibits, as specified, the discharge o f any liquid hazardous waste in to a surface impoundment located within 0.5 miles upgradient f rom a potential source of drinking water.
Requires generators t o submit a report t o DHS every two years on waste reduction efforts.
Conditionally prohibits land disposal of restr icted hazardous wastes (e.g., waste solutions containing chrornium, nickel, or lead compounds a t specified concentrations.
Prohibits land disposal o f bulk or non-containerized l iquid hazardous wastes or hazardous wastes containing free liquids.
Prohibits land disposal of dilute wastewaters containing solvents and having 1% or less to ta l organics. Ef fect ive November 8, 1988.
Prohibits land disposal of most solvents unless treatment levels (2 pprn for most constituents) are met.
Water quality control for wastewater disposed in surface waters, municipal sewers, and injection wells.
Water quality control for wastewater disposed in surface waters, municipal sewers, and injection wells.
Regulations on the reduction of pollutant discharges into the waters of the United States.
CAC Ti t le 22 - California Administrative Code Ti t le 22 (Social Security), Division 4 (Environmental Health), Chapter 30.
CHSC - California I-lealth and Safety Code
CFR - Code of Federal lieqcllations (Tit le 40)
NPDES - National Pollutant Discharge Elirninatioii System
3 RCRA - Resource Conservation and Recovery Act
USC - United States Code

I
II c I I Il I R 1 I I I I I I I I 1 I
Table 7-1. Summary of Statutes and Regulations Relevant to the Commercial Printing Industry (continued)
S tatute/Regulat ion Descrip tion/Remarks
AIR QUALITY
SCAQMD Rule 1130 Regulates atmospheric emissions from graphic a r t BAAQMD Regulation 6, industry operations
KCAPCD Rule 310.7 Rule 20
SCAQMD Rule 442 Restricts discharge of organic materials into the SBCAPCD Rule 317 I4CAPCD Rule 410 SLOCAPCD Rule 407 H VCAPCD Rule 66
atmosphere f rom equipment in which solvents are used
BAAQMD Regulation 8, Deals w i th the storage of organic liquids Rule 5
SDCAPCD Rule 324 KCAPCD Rule 410.2 BAAQMD Regulation 8
SLOCAPCD Rule 407 H
Deals wi th the disposal and evaporation of solvents
Rule 39
BAAQMD - Bay Area A i r Quality Management Dis t r ic t
KCAPCD - Kern County A i r Pollution Control Distr ict
SBCAPCD - Santa Barbara County A i r Pollution Control Dis t r ic t
SCAQMD - South Coast A i r Quality Management Dis t r ic t
SLOCAPCD - San Luis Obispo County Air Pollution Control District
VCAPCD - Ventura County A i r Pollution Control Dis t r ic t

Options for waste minimization are described here for printing operations.
8.2 MATERIAL HANDLING AND STORAGE
Improper storage and handling can result in spoilage and obsolescence of the raw
materials. Good operating practices can reduce or eliminate waste resulting from obsolescence and improper storage.
Many photoprocessing and plate developing chemicals are sensitive to temperature and
light. The chemical containers list the recommended storage conditions. Meeting the
recommended conditions will increase their shelf life.
To prevent raw material contamination, t he storage area should b e kept clean. Also, t h e storage area should not be open to through traffic. Through t raff ic will increase
dust and dirt in the storage area, increasing possible contamination. In addition, spills
in t he storage area will be easier t o contain if traffic is restricted.
Inventories should be kept using the "first-in, first-out" practice. This will reduce t h e
possibility o f expired shelf life. This practice may not work for specialty materials that are seldom used. Computerized inventory systems can track the amounts and
ages of the raw materials.
1
Raw material order quantit ies should be matched to usage. Small printers should order
ink in smaller containers according t o use. This avoids having a large, partly used
container of ink going bad in storage because it wasn't properly sealed. Large printers
should order materials in large containers, which may be returnable, thereby
eliminating or reducing the need to clean them. I t takes less t ime to scrape out the
large single container than several small ones. Ordering materials in returnable tote-
bins may maximize these advantages.
Materials should be inspected before being used and unacceptable or damaged materials returned t o the manufacturer or supplier. This avoids both disposal of a
nearly full container of unusable material and printing an unacceptable product.
Materials having expired shelf-life should not automatically be thrown out. Instead,
this material should be tested for effectiveness. The material may be usable, rather 1 1 - _> I
I 33
L 1 1 1 I L
Q 6
I U Q I I I I I I I I I I I I I I I
than becoming a waste. A recycling outlet should be found for l e f t over raw material
that is no longer wanted.
8.3 IMAGE PROCESSING
Silver Recovery. Silver can be removed and recovered from spent f ixing bath
solutions. Then the bath can be reused or discharged to the sewer. There are several
reasons for removing silver f rom the solution.
o Silver recovery reduces the amount o f hazardous silver compounds entering
the sewer.
o Silver recovery extends the useful l i f e o f the fixing bath.
o The recovered silver can be sold.
The most popular method of silver recovery is electrolytic deposition. In an
electrolyt ic recovery unit, a low voltage direct current is created between a carbon
anode and stainless steel cathode. Metal l ic silver plates onto the cathode. Once the
silver is removed, the f ixing bath may be able t o be reused in the photographic
development process by mixing the desilvered solution wi th fresh solution. Recovered
silver is worth about 80% of i t s commodity price.
Another method o f silver recovery is metal l ic replacement. The spent f ixing bath is
pumped into a cartridge containing steel wool. A n oxidation-reduction reaction occurs
and the iron in the wool replaces the silver in solution. The silver settles to the
bottom o f the cartridge as a sludge. I ,
Used silver f i lms are a significant waste from the image processing step. The film can
be sold for silver recovery. Many small recyclers provide this service.
Extended bath life. Wastes from photographic processing can be reduced by extending
the l i fe o f f ixing baths. Techniques include (1) adding ammonium thiosulfate, which
doubles the allowable concentration o f silver buildup in the bath; (2) using an acid stop
bath pr ior to the fixing bath; and (3) adding acetic acid to the fixing bath as needed t o
i keep the pH low.
34

Material substitution. Nonhazardous chemicals and f i l m can b e substituted for
hazardous ones. This can reduce hazardous waste generation a t the image processing
step. In particular, t he wastes from photoprocessing using silver films are occasionally hazardous &e to silver compounds in the wastewater. Some sanitation districts will accept photoprocessing wastewater with silver, if t he silver concentration is low
enough.
-3
Photoyraphic materials are available tha t do not contain silver, but these are slower in
speed than silver halide films. Diazo and vesicular films have been used for many
years. More recently, photopolymer and electrostatic films are being used.
Vesicular films have a honeycomb-like cross-section and are constructed of a polyester
base coated with a thermoplastic resin and a light-sensitive diazonium salt. Photopolymer films contain carbon black as a substitute for silver. These films are processed in a weak alkaline solution tha t is neutralized prior disposal. As such, they
produce a nonhazardous waste.
la
a
a
I
111 U
D s
Electrostatic ' films are non-silver films having speeds comparable to silver films and having high resolution as well. An electrostat ic charge makes them light sensitive,
a f t e r which a liquid toner brings ou t t he image.
Some photographic intensifiers and reducers contain hazardous compounds, such as
mercury or cyanide salts. Nonhazardous substi tutes are available.
Wastewater reduction. In photographic processors, countercurrent washing can replace the commonly used parallel tank system. This can reduce the amount of
wastewater generated. In a parallel system, fresh water enters each wash tank and effluent leaves each wash tank. In countercurrent rinsing, the water from previous rinsings is used in the initial film-washing stage. Fresh water enters the process only
at the final rinse stage, a t which point much of the Contamination has already been
rinsed off the film. However, a countercurrent system requires more space and
equipment.
Squeeqees can be uscd in nor~-auto~natc:ci processing sysletns to wipe (:XC~:SS liquid froin
the film and paper. This can reduce chemical carryover froin one process bath to the
next by 50%. Minimizing chemical contamination of process baths increases -'
I L c m II b b

recyclabili ty, enhances the lifetirne of the process baths, and reduces t h e amount of
replenisher cheinicals required. Most firms, however, use automated processors. Also,
usinq squeegees may darnage the film image if it has not ful ly hardened.
Acctirately adding and monitoring cheinical replenishment of process baths will cut
down chemical wastage. Process baths may be protected from oxidation by reducing
exposure to air. Some smaller photo developers s tore chemicals in closed plastic
containers. Glass marbles a re added t o bring the liquid level to the brim each t ime
liquid is used. I n this way, the amount of chemical subject t o degradation by exposure
to air is reduced, thereby extending the chemical's useful life.
Process changes. A recent advance in irnage processing is the use of computerized
"electronic pre-press systems" for typesetting and copy preparation. Text, photos,
graphics, and layout a re fed into the system through an electronic scanner. The copy is edited on a display monitor rather than on paper. This reduces the quantity of film,
developing cheinicals, and paper used. Only the final edited version is printed out.
Electronic pre-press systems were initially restricted t o large printers, such a s major
newspapers, because of the high initial equipment expenses. As the prices of computer hardware and software drop, smaller printing operations are beginning t o use these systems. These srnall desktop publishing systems utilize personal computers such as
the 1BM PC and the Apple Macintosh. Electronic pre-press systems reduce waste and irnprove productivity.
8.4 PLATE PROCESSING
Recent advances in plate processing techniques have reduced waste generation. Some advances were made specifically to reduce the quantity and/or toxicity of hazardous
wastes and to improve worker safety.
Metal etching and plating. Metal etching and metal plating operations typically involve chemical compounds tha t are deemed hazardous in Article 9, Title 22 of the California Administrative Code. Waste solutions from metal etching or metal plating
operations usually require t rea tment before discharge t o the municipal sewer. Without this treatment, these waste solutions must be disposed of as hazardous wastes.

Waste etching or plating solutions can be treated by precipitation or neutralization.
Sludges precipitated from electroplating waste solutions w i l l be banned from land
disposal by August 8, 1988. Alternatives to precipitation include metal recovery. The
amount of wastewater generated by rinsing plates can be reduced by using mult iple
countercurrent rinse tanks. The toxicity o f wastewater from plating operations can be
reduced by reducing dragout f rom plating tanks. Examples of dragout reduction
techniques include (1) positioning the part on the rack to drain more easily, (2) using
drain boards to collect dragout and return it to the plating tank, and (3) raising the
temperature to reduce the surface tension o f the solution. Countercurrent rinsing
reduces the wastewater volume. However, it does not reduce the amount o f hazardous
material such as copper, nickel, or chromium, in the wastewater, unless this
wastewater can be returned to the plating or etching bath. Other OHS studies have
looked a t similar operations in the printed circui t board manufacturing and metal
finishing industries.
Because of increasing environmental regulations and increasing costs o f hazardous
waste treatment and disposal, the printer should replace metal etching or plat ing
processes wherever possible. Alternative processes include presensitized lithographic,
plastic or photopolymer, hot metal, and flexoqraphic plates, which do not present the
hazardous material problems associated wi th metal etching and plating operations.
Li thoqraphic Plate Processinq. The wastes generated by using presensitized
lithographic plates are (I) wastewater f rom developing and finishing baths, (2) used
plates, and (3) trash, such as plate wrappers and empty plate processing chemical
containers
The wastewater f rom developing and finishing baths is not a problem for most
sanitation districts because of their low volume. For th is reason, the incentive t o
reduce plate processing wastes is to save on the usage of plate processing chemicals.
Chemicals consumption can be reduced by frequently monitoring the bath for pH,
temperature, and solution strength. This can extend the bath life, and solution
change-outs can be reduced to several times a year. Automatic plate processors can
maintain bath conditions.
Presensitized plates should be stored at the recommended conditions to maintain
effectiveness. Used plates should be collected and sold to an aluminum recycler.
The used plates are not a hazardous waste. -”)

Nonhazardous developers and finishers are available. For example, the Cnvirotech
developer and finisher produced by Western Lithotech are claimed to be nontoxic and
have a flash point of 213oF, which is non-flammable by T i t le 22 standards (Western
I-illwtxch 1987). 1'rc:;onsi t i t cd pl;itc:s arc available that arc processed with water
only. "Hydroli th" plates from 3M are water-resistant until exposed; upon exposure, the
coating of the non-image becomes water-soluble. 3M markets a platemaking system
that produces offset lithography plates directly frorn copy or artwork, eliminating the
need for photoprocessing. The systern i s economical for large printing operations
(Campbell and Glenn 1982).
Hot metal systerns. Linotype typesetting systems used for sorne letterpress printing
employ a low melting metal alloy for creating lines of type. The used metal f rom
these systems should be collected and remelted in the Linotype machines, or returned
t o the metal supplier for recycling.
8.5 PRINTING AND FINISHING
7 Inks. Good operating practices can minimize waste ink generated. For example, ink
fountains should be f i l led only t o the extent needed for a particular print run or shift.
Ink containers should be resealed af ter using. Open containers are subject to
contamination wi th paper dust and dirt, as wel l as forming a "skin" on the surface, loss of solvent, or eventual hardening. Ink should be scraped f rom emptied containers wi th
a spatula or kni fe t o get as much of the ink out as practical.
For large web presses, automatic ink levelers are used to keep the ink fountains at the
optimal level for good print quality. This w i l l reduce the amount o f trash caused by
poor print quality, and also reduce the l ikelihood o f accidental spills.
The pigment o f water-based inks is suspended in water rather than in an organic
solvent. The largest application o f water-based inks is in f lexographic printing. Their
use eliminates the problem of solvent volat i l ized from printing using heat-set, solvent-
based inks. However, water-based inks require more drying energy, because o f water's
high heat o f vaporization. As a result, presses designed for solvent-based inks may
incur higher operating costs, lower speed, and low capacity when using water-based
inks. Also, the range of colors is lirnited, and cleaning of the presses i s more diff icult,

since the dried ink is not readily soluble in water. Water-based inks are not available
-) for lithographic printing.
Inks are available that dry when exposed to ultraviolet l ight (Campbell and Glenn
1982). These UV inks consist o f monomers, photosynthesizers, and pigments, but no
solventa. These ink6 can remain in the ink fountains for long periods o f t ime without
drying. this reduces the need for cleanup. The advantages of U V inks include:
1. U V inks eliminate "set-off"--the unintentional transfer o f ink f rom one
sheet t o the back of the preceding sheet af ter the sheets have been
stacked, which occurs when the ink has not completely dried.
2. U V inks eliminate the need for anti-offset sprays that prevent set-off.
3. U V inks eliminate the need for ventilated storage o f sheets when using
ox idat ive drying processes.
The disadvantages of U V inks include:
1. The cost is 75 to 100% higher than conventional heat-set inks.
2. UV l ight is a hazard to plant personnel.
3. The interaction o f U V l ight and atmospheric oxygen forms ozone.
4. Conventional paper recycling procedures w i l l not de-ink paper printed by
this process. This creates a waste source from an otherwise recyclable
material.
5 . Some of the chemicals in the inks are toxic.
Electron-beam-dried (EB) inks are similar in concept t o U V inks of fer the same
operational advantages as U V inks, and have no solvents. However, the EB systems
require operator protection from X-rays created by the process. Also, the system
often degrades the paper. 3

Heat-reactive inks activate a t around 3500F. The inks contain a pre-polymer, a cross-
linking resin, and a catalyst. These inks polymerize upon exposure to heat and use
substantially less solvent than heat-set inks. Because dryers or heaters are required on
the printing lines, these inks are used on web presses.
Fountain solutions. The fountain solution contains water, isopropyl alcohol (IPA), gum
arabic, and phosphoric acid, a l l of which end up on the paper or evaporate; they do not
become hazardous waste. However, the evaporation o f the IPA creates an emission o f
volatile organic compounds. In air pollution control districts wi th stringent VOC
limits, this can require air pollution control equipment. Alternatively, fountain
solution concentrates are available that do not use VOC such as IPA.
Paper. Paper, the largest waste a printer generates, is nonhazardwa The primary
incentive for reducing paper waste is t o reduce the purchasing of new paper, and this
can be achieved through "good operating practices.''
Large printers send a l l o f their waste paper to paper recyclers for deinking and
repulping. Paper manufacturers use pulp f rom recycled paper to add strength and
other desirable characteristics to many of their products.
Cleaninq solvents. Most presses are cleaned by hand wi th a rag wetted wi th cleaning
solvent. A separate waste solvent is not
produced. To reduce the amount o f solvent and the number o f rags used, ink fountains
should be cleaned only when a dif ferent color ink is used or when the ink might dry out
between runs. Aerosol spray materials are available to spray onto ink fountains to
prevent overnight drying, so that the ink can be l e f t in the fountain without cleaning
a t the ena o f the day. This reduces the amount o f waste ink produced and the amount
o f cleaning solvent and rags used.
The dir ty solvent remains on the rag.
Another technique uses more solvent, but less ink ends up on the raga In this practice,
solvent i s poured over the equipment and then wiped clean wi th a rag. The solvent i s
collected in drip pans under the equipment and becomes waste solvent which can be
reused. If one container o f solvent is used for each color printing unit, the solvents
can be reused w i t h w t cross-contaminating the inks. Used solvent can be reused in
cleaning most o f the ink f rom the rollers and blankets, wi th only a small amount o f
fresh solvent needed for the f inal cleanup. Small solvents sti l ls can be used to reclaim
40

the solvent. In some cases, used solvents having one particular ink color can be used
t o make up the solvent content of new inks o f the same color. This has been done a t a
company in North Carolina using alcohol/aceta te formulations in i t s flexographic
print ing process (North Carolina 1987). However, the best way t o reduce solvent
waste in many cases i s to use a rag wetted wi th solvent, rather than pouring solvent
ov0r the equipment.
In the past, dangerous chemicals such as benzene, carbon tetrachloride,
trichloroethylene, and methanol were used as cleaning solvents. Specially made
blanket washes are now available that are less toxic and flammable. Several chemical
manufacturers make blanket washes that are nonhazardous, as defined by California
T i t le 22 hazardous waste regulations. These also meet the VOC emission requirements
of the various air pollution control distr icts in California. These blanket washes
typically contain mixtures o f glycol ethers and other heavier hydrocarbons that have a
high flash point and low toxicity. Many printers feel that these solvents do not work as wel l as the more dangerous solvents mentioned above. However, because o f the less
hazardous nature of the material, they are gaining in popularity. These blanket washes
are typically used for al l cleaning operations in the printing step.
General cleanup should be done wi th detergents or soap solutions wherever possible.
Solvent cleanup should be used only for cleaning up inks and oils, to reduce solvent use.
Web Break Detectors. This device detects tears in the web as it passes through a high-
speed web press. It automatically shuts down the press to prevent damage to the
press. Otherwise the broken web begins t o wrap around the rollers and forces them
out of the bearings. Web break detectors are primari ly used to avoid severe damage to
the presses. However, they also reduce the waste that would otherwise be generated
i f a web break damaged a machine. This waste is generated f rom cleaning up spills of
ink, fountain solutions, and lubricating oil.
Recyclinq Waste Inks. One recycling technique
blends waste inks o f dif ferent colors together t o make black ink. Small amounts of
certain colors or black toner may be needed to obtain an acceptable black color.
Recycling to get black ink is generally more practical than recycling to get the
original color. This reformulated black ink is comparable to some lower quality new
black inks, such as newspaper ink. For th is reason, much of the black ink for
Most waste inks can be recycled.

newspaper printing contains recycled ink (Woodhouse 1984). Waste ink recycling
equipment is available and advertised in the printing trade magazines. Ink recycling
economics are discussed in Chapter 10.
Offsite ink recycling, either by ink manufacturers or by large printers, may be more
economical for smaller printers. The waste ink is reformulated into black ink and sold
back to the printer. The small printer can avoid landf i l l disposal o f the ink and the
large printer can reduce purchases of new black inks. The regulatory implications o f
this practice are discussed in Section 7.0 'Current Regulatory Aspects."
8.6 SCHEDULING AND TRAINING
Many waste minimization options related to good operating practices apply to printing.
These options include eff icient scheduling o f print ing runs, good housekeeping, and
awareness o f environmental regulations and waste reduction opportunities.
Planning and scheduling printing runs in advance can reduce the volume of waste ink
generated. In particular, printing runs using the same color inks should be scheduled
back-to-back. This reduces equipment cleanup.
Employee awareness o f waste reduction can be effective. Training programs in
equipment operation should include information about how waste is produced and how
i t can be reduced. Cleanup and maintenance training should emphasize waste
reduction.
Employee suggestions for waste reduction should be encouraged. In some companies,
such employees a m given bonuses or awards as a way o f promoting waste reduction.
Employee awareness of environmental regulations promotes waste reduction. The
print ing industry is affected by clean air, clean water, and hazardous waste
regulations. Plant managers should establish contact persons at each of the State,
Federal, and local agencies involved.

8.7 WASTE MANAGEMENT
Recyclinq. Onsite or offsite recycling and resource recovery of wastes are preferable
to treatment. Waste paper, pallets, used plates, and used film f rom printing
operations are recyclable. Segregating these wastes and selling them to a recycler
may be ~ O t X ” c 8 1 . The California Waste Exchange lists comnpanies or orgenizatkong
that have wastes to give away or sell, and that w i l l take or buy wastes for their OWR
use.
Solvent-wetted rags used for cleanup are usually supplied by an industrial laundry or towel service that dry cleans the d i r ty rags. The printer should check that the laundry is satisfactorily treating and disposing of the dry cleaning wastes.
If the printing presses are lubricated wi th oil, the used oi l should be collected and
tumed over to a recycler. The recycler can either re-refine the oi l into new
lubricating oil, create fuel grade oil, or use it for blending into asphalt.
Treatment. Treatment of wastes is preferable to land disposal. There are few
practical onsite treatment systems for printers. One exception is combustors for VOC
control on printing lines. A significant offsite treatment technology for waste inks
and solvents is incineration. However, waste inks usually have a low heating value,
and therefore, are not ideal candidates.
.- -I
The Printing Industries Association can provide advice on environmental regulations,
waste minimization opportunities, and waste management, in general. The PIA has
Northern California, Southern California, and San Oiego branches.
!
I 9.0 GUIDELINES FOR SELF-AUDIT CHECKLISTS
Appendix 0 has waste audit checklists for commercial printing operations. The
checklists outline material storage and handling, production processes, and waste
management. The checklists also propose waste minimization opportunities for lithography, letterpress, flexography, and screen printing, as well as etching and
engraving.
The Plant Oescription checklist covers general information about the plant, including
number o f employees, types o f printing processes, sales, products, and participants in
the audit.
The Mater ia l Handlinq and Storaqe checklist covers inventory management. It
addresses storage and handling of materials in drums, containers, and bulk storage
tanks, and spil l handling. It identifies waste minimization opportunities in material
handling and storage.
The Process Operation checklist takes the auditor through the steps of image
processing, plate processing, and printing and finishing. It identifies materials used
and waste sources in each step. I t discusses operations within each step and suggests
waste minimization opportunities.
The Plant Manaqement checklist addresses policies and procedures to promote waste
minimization. It includes ef f ic ient production scheduling, employee training and
awareness, and employee incentive&
The Waste Management section discusses the management of wastes that are
generated. It suggests waste segregation, recycling, and additional waste
minimization opportunities.

P 10.0 ECONOMICS
E I
Economics is a strong incentive for waste minimization. Most waste minimization opportunities result in reduced operating cost, reduced waste management cost, and
reduced hazardous waste liability for the company. Those involving new equipment or modifications to existing equipment require a capital investment, whereas procedural
changes or material substitutions involve no capital investment.
Along with the dramatic increases in waste t reatment and waste disposal cost, the
magnitude of operating costs or savings has also' risen. Operating costs and savings in
waste minimization projects include:
0
0
0
0
0
0
0
0
Reduced hazardous waste costs. This includes onsite and offsite
treatment, storage, and disposal (TSD) fees; state fees end taxes on generators; transportation costs; permitting, reporting, end recordkeeping
costs.
Raw material cost savings. This occurs when less material is wasted.
Insurance and liability savings. This includes reduced Liability for eventual
remedial clean-up of TSO facilities. There is also less liability when
workplace safety is improved.
Operating costs also relate to product quality control. This results from
the cost of scrap, rework, rejects, and quality control inspections.
Utilities costs may increase or decrease.
Operating and maintenance labor costs, burden, fringe benefits, and
supplies may increase or decrease.
Overhead costs may increase or decrease.
Increases or decreases may occur in revenues. This can result from
changes in production, recycling a waste, or selling a waste as a by-
pmduc t.

The capital cost o f equipment for waste minimization projects i s similar to most other
capital projects. This includes the fixed capi ta l cost for designing, purchasing, and
installing equipment, and costs for working capital, permitting, training, start-up, and
financing.
-)
10.1 ECONOMICS OF SOURCE REDUCTION
Many source reduction opportunities involve l i t t le or no capital cost. Improved
operating practices can result in reduced waste management costs and reduced raw
materials costs. For example, a protective film was sprayed over each of four ink
fountains on a small offset printing press a t the end o f each work day. The waste ink
was reduced by 5 pounds per day. Based on a disposal cost of 70# per pound and 250
operating days per year, the savings in disposal costs are $875 per year. The need for
new ink was reduced by 5 pounds per day. A t a cost o f $2.00 per pound, the savings in
raw material costs are $2,500 per year. The to ta l operating cost savings are $3,375
per year. The cost of the spray is negligible. Also, less labor is needed to spray the
fountains than iS needed to drain and clean out the fountains and dispose o f the waste
ink. This labor savings would improve the source reduction economics. 1 Similar savings can result from improvements in the use o f photoprocessing chemicals,
plate processing chemicals, and paper. This kind of waste minimization can be quickly
implemented when identified. It requires l i t t l e i f any capital investment.
10.2 ECONOMICS OF RECYCLING
Waste ink is the major hazardous waste o f many printing operations. The ink can be
recycled by blending waste ink o f all colors together wi th additional fresh ink to make
black ink. This reformulated ink is then f i l tered to remove dirt, paper lint, or ink film.
A small ink recycler unit sold by KMI Marketing of Irvine, California, is the EZ60.
This unit costs $5,900. It can blend 60 pounds of waste ink with 120 pounds of fresh
ink in one hour to produce 180 pounds of reformulated black ink (KMI 1987). This ink
can be substituted for lower quality black inks costing about $1.50 per pound. The unit
contains an air-driven pump, and requires a $-inch connection to a compressed air
system. The unit weighs 700 pounds, occupies a space o f 30 inches by 30 inches and
-) stands 5 feet high.
I I I )I
1 I I L L U
L L I L
n
46

I n
3
Labor t ime necessary t o fill, operate, and empty the ink recycler is about the same as
labor required to pack waste ink into drums wi th vermiculite absorbant, and to
manifest it. Therefore, the labor savings i s not significant in the economics. The
major operating cost savings are the reductions in raw materials costs and waste
disposal costs.
Example. Company A in this waste audit study is a medium-sized printer that
generates 200 pounds of waste ink per month. The waste ink is accumulated and
shipped in drums, containing a total of 275 pounds of waste ink per drum. The
following operating cost parameters are typical:
r
$ per pound of waste ink $ per month
Raw material costs Value o f the reformulated black ink $1.50 $300
(equivalent to new low-quality black ink)
Waste disposal costs Disposal fee, transportation and analysis
144 - 0.72 (8 $200 per drum) - Total savings in raw material and
waste disposal costs $2.22 $444
The $5,900 cost o f the recycler recovers $444 per month. This results in an at t ract ive
payback o f 13 months.
Because disposal costs are l ikely t o increase in the future, the ink recycler may
become even more economical. Figure 10-1 is a worksheet that a printer can use t o
determine if an ink recycler w i l l be economical in his operation.
Larger sized ink recyclers are also available. KMI Marketing also sells recyclers that
can process waste ink in batch sizes of 200, 375, and 450 pounds. Larger printers can
take advantage of economies of scale t o get faster paybacks with these larger
recyclers.
The KMI ink recycler typically requires two pounds of fresh black ink per pound o f
waste ink. To be most effective, the need fo r black ink should be about three times as
high as the amount of waste ink produced. An alternate method for reformulating 1

Figure 10-1. Ink Recycling Economics Worksheet
The following table calculates a simple, pretax payback period for an ink recycler unit. The incremental costs of labor and utilities are assumed negligible.
3
Enter the following information:
1. Price of fresh black ink, $ per pound'
2. Disposal cost of waste ink, $ per pound2
3. Total savings, $ per pound
4. Amount of waste ink produced per month
5. Total savings, $ per month (line 3 x line 4)
6. Cost to buy and install ink recycler
Cost of the recycler (line 6) Total savings per month (line 5)
Payback period, in months =
- - months
1. Ink price should be the price of the lowergrade black ink that the recycled ink substitutes for. 2. Disposal cost should include the following, averaged on a $ per pound basis.
Treatment or disposal fee at TSD Cost of transportation to TSD TSD lab analysis fee Taxes and generator fees to regulatory agencies
A 55galbn drum will typically hold 250 to 350 pounds of waste ink. Disposal costs, expressed in $ per pound, typically decrease as the number of drums increases.
J
48

I s 3 U I 1 3 1
1 black ink using this recycler is to mix 4 pound o f fresh blue or black ink and f ounce o f
black toner in wi th each pound of waste ink. The fresh ink costs about $1.50 per pound
and the toner costs about $1.00 per pound. W i t h this method, 13 pounds o f
reformulated black ink can be produced from each pound of waste ink, a t a cost of 52#
per pound. Less fresh ink is required, since the toner thoroughly blackens the
reformulated ink (Ryerson 1987).

11.0 SUMMARY OF AUDITS
Tllc L I W ~ I ? cornpiinic?s r;el(?c:t t:tl for audits werc choscn primarily for their willinqncss to
participate in the study, applicability t o the study objectives, and the ability to apply
the information t o the commercial printing industry as a whole. Plant A was a
rnediutn-size commercial printer handling a wide variety of printing products. Plant €3
was one of several plants owned by a large printer specializing in newspaper
advertising inserts and circulars. Plant C was a smaller printer specializing in custom printing jobs.
The first two audits consisted of two visits each to Plants A and B. The initial visits
consisted of preliminary questions about plant operations, waste handling and disposal,
discussion of potential waste minimization techniques, and included a tour of all plant
operations. The second vis i t was used t o answer follow-up questions. The initial visit
t o Plant C was similar in nature t o the initial visits to Plants A and B, but also
included a discussion of the self-audit checklist, which had been developed following a
review of the l i terature and the visits t o the other plants. The plant supervisor was
asked to fill out the checklist following t h e initial visit. The second visit t o Plant C
consisted of a review of the filled out checklist.
In retrospect, it was found tha t the three printers were all relatively "clean." I t is
believed tha t this was reflected in their willingness to participate in the study. More detailed discussions of the audit reports for Plants A, B, and C are contained in
Appendices A, 8, and C, respectively.
, 50 ____
BOD
DHS
EB
hypo IPA
PIA
SIC
TSD
uv voc
LIST OF ABBREVIATIONS
Biochernical Oxygen Demand
California Department o f Health Services
Elec tron -b ea m-dried (inks)
Sodium thiosulfate
Isopropyl alcohol, isopropanol
Printing Industries of America
Standard Industrial Classification
Treatment, storage, and disposal facility
Ultraviolet (light)
Volatile organic compounds

, ,
REFERUJCES
Bruno, Michael (editor), Pocket Pal - A Graphic Arts Production Handbook, 13th edit ion, International Paper Company, New York, 1983.
Bruno, Michael, Status of Printinq in the USA-1985, IARIGAI, 10th International Conference, Williamsburg, VA, June 1985.
Bureau of Census, County Business Patterns 1983-Cali fomia, U.S. Department o f Commerce, Washington, D.C., September 1985.
Campbell, Monica E., and William M. Glenn, Pro f i t f rom Pollution Prevention-A Guide to Industrial Waste Reduction and Recyclinq, Pollution Probe Foundation, Toronto, 1982.
Hartsuch, Paul J., Chemistry for the Graphic Arts, Graphic Ar ts Technical Foundation, Pittsburgh, 1983.
KMI Marketing, Inc., Irvine, CA, personal communication and advertising l i terature on ink recycling equipment, September 1987.
Nor th Carolina Pollution Prevention Pays Program, Accomplishments of North Carolina Industries-Case Summaries, North Carolina Department of Natural Resources and Community Development, Division of Environmental Management, Raleigh, NC, January 1987.
Ryerson, Robert, Technical Director o f Printing Industries Association, Inc. o f Southem California, personal communication, November 1987.
Western Lithotech, St. Louis, MO, personal communication and advertising l iterature on photoprocessing chemicals and equipment, August 1987.
Woodhouse, Caryn, Waste Ink Reclamation Project, Alternative Technology and Policy Development Section, California Department of Health Services, August 17, 1984.
PLANT "A" DESCRIPTION )
Plant A is a medium-sized commerci 1 printe located in th metropolitan Los Angeles
area. The company employs about 60 people, of whom 43 are involved in production
and the remainder are administrative and staff employees. The company handles a
wide range of commercial printing, including advertising inserts, business forms,
brochures and pamphlets, and circulars. Corporate sales for the fiscal year ending
June 30, 1987 totalled approximately $6 million.
Plant A performs i t s own photoprocessing. The photo processing and plate processing
chemicals are received in five gallon containers, referred to as "CUbeR"
Approximately 14 cubes of developer and 1 cube o f f ixer are used per month for film
processing. For platemaking, presensitized aluminum plates are used. The average
monthly usage o f plate processing developer and f ixer is 2 cubes per month each. All of the developers and fixers are diluted w i th water a t a ra t io of 431 (water to
chemical) before being used. The presensitized aluminum plates and a l l
photoprocessing and plate processing chemicals are manufactured by Kodak. The plant
also uses two gallons per month o f gum arabic, which is applied to the plates t o reduce
oxidation. )
Automatic processors are used for photoprocessing and plate processing. Fresh
developer and fixer is added automatically as the processors are used, and an
equivalent volume of solution from the baths is simultaneously removed (by overflow).
This solution is removed t o prevent the buildup of impurities in the baths. The wen t
solution goes to the sewer. Also, the processing bathe are dumped and fresh new baths
are made up every six t o eight weeks. These dumped baths alao go to the sewer.
Kodak claims that these chemicals are nonhazardous and biodegradable. The local
sanitation district accepts the wastewater f rom Plant A and charges an annual permit
fee of $50. Silver recovery f rom the spent f ixing solutions is not fe l t to be economical
a n 4 therefore, is not practiced. The silver concentration in the wastewater is wi th in
the acceptable l imi ts set by the sanitation district.
The printing operation a t Plant A consists o f four web press lines and two Shheet-fed
units. Three of the web press lines use four color printing units, and the fourth l ine
uses six color printing units. About 95% of Plant A's production is printed using the
web presses, and the remaining 5% using the sheet-fed presses.

I) The plant uses nonheatset inks exclusively. The inks used are manufactured by Inkmakers, Inc., U.S. Printing Ink, and United Printing Ink. Approximately 1500 pounds
o f ink in 17 different colors, are used per month. The inks are ordered in 30-pound
kits. Freah black inks cost f rom $1.50 t o $3.50 per pound; colored inks f rom $3.50 to
$7~50 per pound. Plant A has an arrangement wi th i t s ink suppliers in which a l l o f the
waste inks are returned to the supplier to be reformulated in to black ink, The supplier
mixes specific colors of fresh inks into the waste ink to obtain an acceptable black
color. Typically 50 t o 100 pounds of fresh ink is added t o each 100 pounds of waste
ink, Plant A then buys back the reformulated black ink a t a price o f $3.00 per pound.
Plant A is now lod<ing in to purchasing a small ink recycling unit,
Approximateiy 20 gallons per month o f Rosos 'Fountain Soup" is used to make fountain
solution for the web presses. The Fountain Soup is a concentrate that includes
phosphoric acid, gum arabic, a defoamer, and a fungicide. The fountain solution is
made up by adding 1 t o 4 ounces of concentrate to each gallon o f water. This
concentrate i s formulated for use in areas where there are stringent controls on
volati le organic compound (VOC) emissions. (Plant A is located within the jurisdiction
o f the South Coast A i r Quality Management District.) The concentrate contains high-
boiling-point surfactants that help to wet the non-image areas of the plate, without
the need for isopropyl alcohol.
1
The Roaos Fountain Soup was found to not work effectively on the sheet-fed units.
Therefore, a different fountain solution concentrate (also supplied by Rosos) is used
w i th the sheet-fed units, which requires the addition o f sufficient isopropyl alcohol so
that the fountain solution contains between 5 t o 15% isopropyl alcohol. The average
usage of isopropyl alcohol is 10 gallons per month. Since the sheet-fed units only
account for 5% of the company's overall business, the VOC emissions from the plant
are low enough to be within the prescribed limits.
The fountain solution is never drained from the printing unit reservoirs, but is either
applied to the paper or is lost through evaporation. Of the solution that ends up on the
paper, most of the water and isopropyl alcohol evaporates, while the other components
are abmrbed into the paper.
3 Approximately 230,000 pounds of paper are used per month, on averaqe. Of the sheet-
fed paper, approximately 2 t o 6% ends up as waste. Of the web-fed paper,

I I e P I I I I I I I I I I I I I
approximately 2% of the gross weight o f the paper ends up as wrapper slab end core
waste, and 6 to 7% as other waste. All waste paper is collected and sold to a paper
recycler.
All used and spoiled film is processed by a recycler to reclaim silver and a l l used
aluminum plates are sold t o an aluminum recycler. Ink containers are scraped out
when empty and then thrown in the trash, along wi th photoprocessing and plate
processing chemicals containers. Worn rubber blankets f rom the presses are also
thrown in the trash. An average o f 16 blankets are replaced each month on the web
presses, and one blanket per month on the sheet-fed units.
Pacif ic blanket Wash, manufactured by Shell Chemical, is used for cleaning the
presses and for other general cleanup uses. According to the supplier, this wash is
formulated to be exempt from California hazardous waste regulations. Clean-up is
done wi th a rag wetted wi th the blanket wash. Virtually a l l o f the blanket wash ends
up on the rags; there is no waste solvent collected. For $40 a week, a local industrial
laundry provides about 2000 rags per week, picks up dir ty rags and dry-cleans them.
Plant A has yet to send out any hazardous wastes under manifest. This $8 primarily
because o f their arrangement wi th the ink manufacturer who picks up the waste inks
and reformulates black ink f rom it.
Ink Recycler Option
Under the current arrangement, the ink manufacturer picks up all of the waste ink
from Plant A. This waste ink is blended wi th enough fresh ink t o produce an
acceptable black color. Approximately 200 to 300 pounds o f waste ink are retumed
each month t o the manufacturer. A f te r blending wi th fresh ink, Plant A buys back 300 to 500 pounds per month o f black ink at a cost o f $3.00 per pound.
This price for the reformulated ink is relatively high based on the relatively low
quality o f the ink. Fresh ink of comparable quality typically costs $1.55 per pound.
Plant A can obtain a potentially quick payback on i t s investment by purchasing an ink
rec y cler.

KMI Marketing, Inc. sells a small recycler which blends 60 pounds of waste ink with
120 pounds of fresh ink t o produce a 180-pound batch of reformulated black ink. The
complete batch is then fi l tered and is ready for use. One batch can be processed in
one hwr.
The following economic comparison is made on a conservative set o f assumptions.
These assumptions are listed below.
o o
200 pounds o f waste ink are produced per month.
Labor and u t i l i t y costs are negligible.
Case A: Buy a new ink recycler
o The recycler blends in 400 pwnds of fresh ink to produce 600 pwnds of
reformulated ink. The fresh ink costs $1.55 per pound.
o The ink recycler costs $5,900.
Case 6: Keep the existing arrangement wi th the ink manufacturer.
o The ink manufacturer blends in 100 pounds of fresh ink to produce 300
pounds of reformulated ink per month. The cost of this reformulated ink is
$3.00 per pound.
o Plant A buys an additional 300 pwnds of fresh ink. The cost o f th is ink is
$1.55 per pound. By buying this additional ink, both cases produce a total
quantity o f black ink of 600 pounds per month.
Table A-1 presents the economic comparison. The payback of just under 8 months
makes the onsite recycler look very attractive.
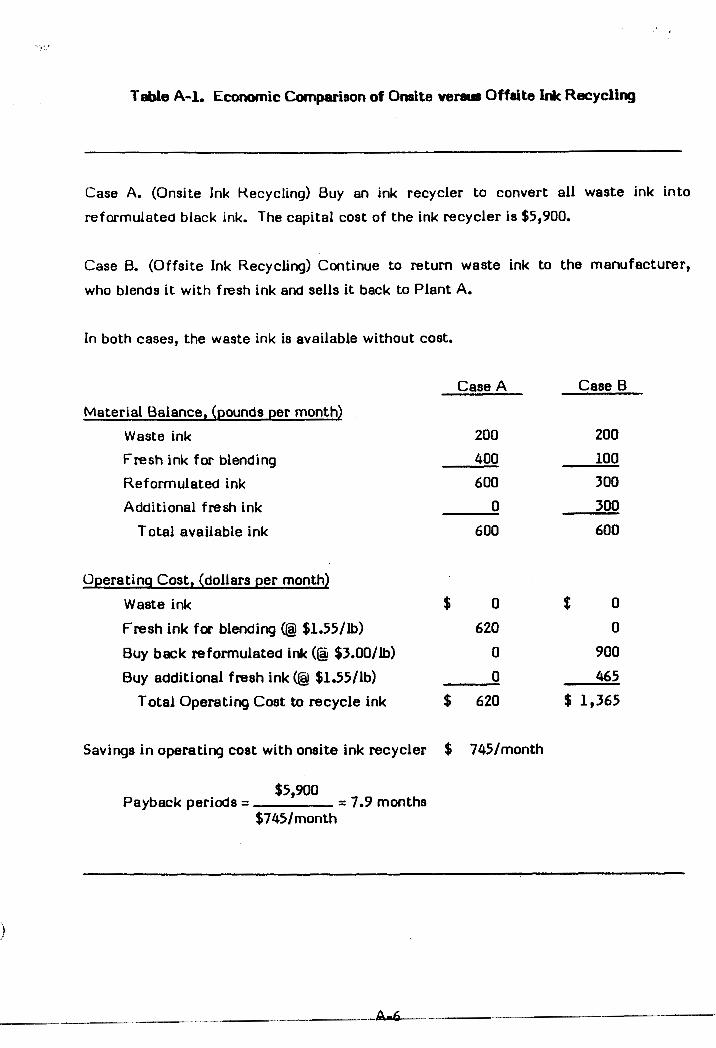
Table A-l. Economic Comparison of Onsite vemm Offsite Ink Recycling
Case A. (Onsite Ink Kecycling) Buy an ink recycler to convert a l l waste ink into
reformulated black ink. The capital cost of the ink recycler i s $5,900.
Case €3. (Offsite Ink Recycling) Continue to return waste ink to the manufacturer,
who blends it wi th fresh ink and sells it back to Plant A.
In both cases, the waste ink is available without cost.
Case A Case €3
Material Balance, (pounds per month)
Waste ink 200 200 Fresh ink for blending 400 100 Reformulated ink 6 00 300
Additional fresh ink 0 300
Total available ink 600 600
Operatinq Cost, (dollars per month)
Waste ink 3 0 t 0
Fresh ink far blending @ $1.55/lb) 620 0
Buy back reformulated ink (@ $3,OO/lb) 0 900
Buy additional fresh ink (@I $lO55/lb) 0 465
Total Operating Cost to recycle ink $ 620 $ 1,365
Savings in operating cost wi th onsite ink recycler $ 745/month
$5,900
$7 45 /month Payback periods = = 7.9 months

PLANT "E3" DESCRIPTION
Plant B is a large printing operation in Southern California. The company owns several plants in t h e state and prints circulars and advertising inserts for many of the major
and minor newspapers in Southem California. On occasion, they have printed
publications, however, this is not a substantial percentage of this overall business.
Plant B includes image processing, plate processing, lithographic printing, and finishing operations. At the t ime of the audit, the company had been in i ts current location for
about 15 months. The plant operates 7 days per week, 24 hours per day, 360 days per
year.
The plant employs modern image processing technology, including computerized pre-
press-systems for copy preparation. All photoprocessing is accomplished with automatic processing equipment. These systems periodically add fresh chemicals to the baths, which focus on an equivalent volume of the chemicals already in the bath.
This allows the impurities to be controlled within acceptable levels. Automatic
replenishers minimize photoprocessing wastes by adding enough developer or fixer t o
keep their bath concentrations within a range t h a t allows optimal performance.
Photoprocessing is done with Polychrome "Lith" developer and fixer, and Hunt's Rapid Access developer and fixer. Approximately 55 gallons of developer and 55 gallons of
fixer are used per month. The spent photoprocessing solution passes through a two-
s t age silver recovery system. The first s t age consists of a reclaimer tha t electrolytically deposits the silver onto electrodes. The second stage recovers the
remaining silver using steel wool. Approximately three pounds of silver per month are reclaimed this way.
The plant uses approximately 10 gallons per month each of Copykwik photographic developer and fixer manufactured by Olin Hunt in i t s typesetting operations. The
developer is a mixture of hydroquinone, potassium hydroxide, and sodium sulfite. The
fixer is a mixture of ammonium thiosulfate and acet ic acid,
An Enco color proofing machine is used to check the copy for appearance and
accuracy. Naps developer and fixer are used in this system. Typically 5 to 6 gallons per month of developer and fixer are used.

The plant uses presensitized aluminum plates. Polychrome chemistry is used for plate
processing. In particular, the plate developer is a solution o f hydroquinone and sodium
formaldehyde bisulfite. Approximately 20 gallons per month o f the finisher are used, and about 30 gallons per month of developer are used.
bi[ .51 1
The spent solutions from plate processing and photoprocessing are discharged t o the
sewer. Plant 8 is permitted by the local county wastewater treatment distr ict t o
discharge the waste solutions from image processing and plate processing. Used and
spoiled films are collected and sold to a recycler. Used aluminum plates are sold to an
aluminum recycler.
The major materials and supplies used in the pressroom are paper, ink, blanket wash,
fountain solution, and small quantities of silicone and lubricating oil. Approximately
500 tons o f paper a m used per month. A l l excess and waste paper, wrappers, and web
cores are segregated into three categories (Kraf t paper, clean white paper, and mixed
news waste paper) for sale to a recycler.
The plant has four large web printing lines. Three of the lines are open web presses
which use non-heatset inks. The fourth line uses heatset inks. A l l lines print four
colors (yellow, blue, red, and black). The following amounts o f fresh ink are used on an
average monthly basis.
I
Average ink usaqe, pounds per month
Black Yellow Blue Red
Non-heatset 90,000 25,000 10,000 20,000
Hea tse t 11,000 20,000 11,000 16,000
The heatset inks are manufactured by Waseca, a division of Brown Printing. The
non-heatset inks are manufactured by U.S. Print ing Ink. Waste ink is recycled
on-site into black ink. The recycler was installed a t an estimated cost o f
$15,000 to $20,000. Approximately 39/0 of the black ink used is recycled from the
plant's waste ink. By recycling waste ink, the plant can reduce i t s purchases o f
newsprint-quality open web black ink, priced a t 34$? per pound, by about 2,700
pounds per month. The savings in new ink alone results in a payback period of 16 i)

I to 22 months (based on the installed cost range o f $15,000 to 820,000). If the
disposal cost of the waste ink as a hazardous waste were to be considered, the
payback would be shorter and even more attractive.
Approximately 600 gallons per month of fountain solution concentrate is used.
The brand name o f the concentrate is "Super Lo-Rub", manufactured by Quality
Control Litho. The concentrate contains phosphoric acid, gum arabic, defoamer,
and fungicide. The fountain solution is made up by adding 3 wnces of
concentrate to each gallon of water. All of the fountain solution is used up in
the print ing process, either absorbed into the paper or evaporated.
The heatset printing line is equipped wi th hoods over the heaters to collect the
solvents and other vapors. A catalyt ic combustor, manufactured by
Thermoelectron, incinerates these vapors a t a temperature o f about 650oF. The
use of a catalyt ic combustor is designated as the best available control
technology by the South Coast A i r Quality Management District.
A blanket wash, manufactured by Quality Control L i tho ("one Step Wash Up"), is
used for blanket and roller cleaning on the presses. This solvent is composed of a
mixture o f aliphatic hydrocarbons (75%), aromatic hydrocarbons (6%),
chlorinated hydrocarbons (4%), and other compounds (15%). Approximately
30b gallons per month of blanket wash are used. Cleaning is done by wetting a
rag w i th the blanket wash and then wiping the equipment clean. In this way,
rnost o f the blanket wash remains on the rag. General cleaning is done using rags
and concentrated soap solutions. Rags are supplied by an industrial towel
service, which picks up d i r ty rags (containing blanket wash, ink, soap, dust, and
dirt) weekly.
O i l is used for lubricating the presses a t Plant €3. Used oil is collected a t a rate
of several drums per year and turned over t o a nearby recycler.
During the audit, it was mentioned that the small printing firms in the area do
not have ink recyclers and do not have arrangements to return waste ink to the
manufacturers. These small printers probably put their waste ind back into
containers and throw it into the trash. The representative from Plant 6 who
assisted in the audit suggested that it might be mutually beneficial to both the

small printers and Plant B for the plant to accept waste inks from small printers
as a feedstock. The plant would use i ts ink recycler to blend the small printers'
waste ink with the plant's waste ink and fresh ink. This would provide a more
acceptable means o f disposing of waste ink for the small printer, and would
slightly reduce Plant B's use o f new ink.
")

PLANT "C" DESCRIPTION
Plant C is a small commercial printer located i n a Los Angeles suburb. The plant
handles a wide variety o f custom printing jobs and has a reputation for high quality
products, printing books and other publications for the Huntington Library and A r t
Gallery. The products include books, periodicals, diplomas and certificates, business
cards, announcements, advertising brochures, pamphlets, calendars, postcards, and
reproductions of artwork. Most o f the printing is done using offset lithography,
however, some letter press printing is also done.
The plant uses conventional photoprocessing techniques and uses a variety of
photoprocessing chemicals, depending on the particular job. For high quality image
processing, Plant C uses a laser dot scanner to enhance photographs and illustrations.
The lithographic plate processing system uses Kodak Polymatic developer and finisher.
A linotype machine is used for letterpress printing of business cards, certificates, and
announcements.
All o f the printing is done on sheet-fed presses, including a one-color, a two-color, and
a four-color press, manufactured by Old Heidelberg. Because of the custom nature o f
their work, Plant C maintains about 200 .different inks on hand. Most of these inks are
in one-pound and f ive-pwnd kits.
Finishing is l imited to cutting and folding. Binding o f books is contracted out to larger
printing companies in the area.
Plant C sends out i t s waste inks as hazardous waste. This waste ink is packed into
drums w i th vermiculite t o solidify it. Typically 3 drums are shipped wt per year. The
spent photoprocessing and plate processing wastes are discharged to the county
sanitation sewer. The photoprocessing and plate processing baths are dumped every
three months and fresh baths are made up as par t o f routine maintenance. The plant
meets air quality regulations without the need for control equipment, such as
combustors. Cleanup is done using solvent-we tted rags.
Plant C was given the self-audit checklists developed by Jacobs and asked to fill them
out. The fi l led out checklists are attached. These checklists provide additional, more
detailed information about the operations a t Plant C. The checklists have also been

3
techniques sup ervisor.
0
0
0
0
0
0
0
0
uwd to identify potential source reduction and recycling techniques. The following were given a high rating for implementation potential by t h e plant
Use countercurrent film rinsing in t h e image processing operations Use water-developed plate processing systems Substitute water-based inks for solvents-bssed inks Substitute inks containing no hazardous materials Use fountain solutions that do not require isopropyl alcahol
Use less hazardous cleaning solvents
Perform periodic internal environmental audits
a II m SI
Perform periodlc Internal waste reduction audits
Set goals for waste &duction
Use one universal cleaning solvent Segregate and recycle waste paper, wraps, and cores.
o
o
o


















