Voss_1995_Alternative paradigm for manufacturing strategy.pdf
13
Alternative paradigms for manufacturing strategy CA. Voss London Business School, London, UK Introducrion Manufacturing strategy as a concept and an area of study and practice has been growing for the last 30 years. However, as it has grown the clarity of manufacturing strategy has decreased as different views and different approaches have emerged. This article will briefly review the history of manufacturing strategy, then it will review the field from several different perspectives. It will finally compare and evaluate these dif fer ent perspectives and ook for the linkages between them. historical perspective It is generally accepted that the foundations of what is now known as manufacturing strategy were developed at Harvard in the 1940s and 1950s. Researchers started looki ng at indu stries and began to see that there were many differ ent way s in which companies were choos ing to compete within particula r industries. These in turn were accompanied by different choices concerning production technology and production management. From this developed a series of industry-based casebooks. These contained notes on the ind ustry and its technological choices as well as case studies o f dif fer ent com panies in the industry. Success and fail ure could be explained in many cases by the choices that the companies made and the alignment of these choices to competitive strategies. In many ways these early manufacturing strategy approaches presaged the development of the industry-based strategy approaches of economist s such as Porter[l]. Vital to the widespread dissemination of manufacturing strategy as a key area of concern was the pulling together of the l essons learned in this industry- based study and teaching. This was on e by Skinner in hi s two seminal articles: "Manufacturing - missing link in corporate strategy" and "The focused factory"[2,3]. The first article set out the importance of explicit linkages between manufacturing choices and the firm's environment and corporate strategy. The second article developed the concept of focus and of internal as well as external consistency. The framework in the missing link article was very thorough and much subsequent work has focused on parts of the framework, simplifying and explaining rather than expanding. A common way of viewing manufacturing strategy has been to separate the process o f manufacturing strateg y development and its content[4]. The content of manufacturing strategy has been viewed as the strategic choices in process Paradigms for manufacturing strategy inlemalHjnal Joumal of Operalkins Productkm M anagem eni, Vnl. 1 ) No-4.1995.pp.5.16.DMCB Univereity Press. OlM-3577
Transcript of Voss_1995_Alternative paradigm for manufacturing strategy.pdf

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 1/13
Alternative paradigms for
manufacturing strategyCA. VossLondon Bus iness School , L o n d o n , U K
IntroducrionManufacturing strategy as a concept and an area of study and practice hasbeen growing for the last 30 years. However, as it has grown the clarity ofmanufacturing strategy has decreased as different views and differentapproaches have emerged. This article will briefly review the history of
manufacturing strategy, then it will review the field from several differentperspectives. It will finally compare and evaluate these different perspectivesand look for the linkages between them.
histor ical perspect iveIt is generally accepted that the foundations of what is now known asmanufacturing strategy were developed at Harvard in the 1940s and 1950s.Researchers started looking at industries and began to see that there were manydifferent ways in which companies were choosing to compete within particularindustries. These in turn were accompanied by different choices concerningproduction technology and production management. From this developed aseries of industry-based casebooks. These contained notes on the industry andits technological choices as well as case studies of different companies in theindustry. Success and failure could be explained in many cases by the choicesthat the companies made and the alignment of these choices to competitivestrategies. In many ways these early manufacturing strategy approachespresaged the development of the industry-based strategy approaches ofeconomists such as Porter[l].
Vital to the widespread dissemination of manufacturing strategy as a keyarea of concern was the pulling together of the lessons learned in this industry-based study and teaching. This was one by Skinner in his two seminal articles:
"Manufacturing - missing link in corporate strategy" and "The focusedfactory"[2,3]. The first article set out the importance of explicit linkagesbetween manufacturing choices and the firm's environment and corporatestrategy. The second article developed the concept of focus and of internal aswell as external consistency. The framework in the miss ing link article wasvery thorough and much subsequent work has focused on parts of theframework, simplifying and explaining rather than expanding.
A common way of viewing manufacturing strategy has been to separate theprocess of manufacturing strategy development and its content[4]. T he contentof manufacturing strategy has been viewed as the strategic choices in process
Paradigms fmanufacturi
strateg
inlemalHjnal Joumal of Oper
Productkm M anagem eni, V
No-4.1995.pp.5.16.DM
Univereity Press. OlM

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 2/13
OPM and infrastructure. In this article we will examine three different paradigms of4 choice and content in manufacturing strategy.
Since the early work of Skinner, writing and practice in manufacturing
strategy have developed on several different fronts. The first of these can becharacterized as competing through capability. This is achieved throughaligning the capabilities of manufacturing with the competitive requirements of
the marketplace. The second is the approach based on internal and external^ ^ ^ ^ ^ ^ ~ ~ consistency between the business and product context and the choices in the
content of the manufacturing strategy. T his is effectively a contingency-basedapproach. Finally there are approaches based on the need to adopt Bestpractice ; characterized by, for example, World Class Manufacturing . We willexplore each of these in turn.
ompeting through manufacturingAt its simplest this approach to manufacturing strategy argues that the firmshould compete through its manufacturing capabilities, and should align itscapabilities with the key success factors, its corporate and m arketing strateg iesand the demands of the marketplace.
ey success factors and order mnnersThe theme of deciding how we are to compete recurs repeatedly in manyforms in manufacturing strategy literature. Cost, quality, dependability andflexibility have become widely used as statements of the competitivedimensions of manufacturing. One of the best formulated approaches is that of
Hill[5]. He argues that in each market in which the company operates it shouldidentify those criteria that win orders against the competition. His order-winning criteria include price, delivery, quality, product design and variety.Similar sets of criteria or priorities have been developed by most writers inmanufacturing strategy. Hill also argues that although companies win ordersbased on particular criteria, this does not mean that other criteria are notimportant. He develops the idea of qualifying criteria: performance criteriawhich a company must meet if it is to be in a market, even if they do not winorders. He suggests methodologies for identifying order winning andqualifying criteria. New[ ] talks of competitive edge and hygiene factors. A
similar approach is used by P latts and Gregory[7] in their m anufacturingstrategy audit. They look at the market requirements: delivery lead time,reliability, features, quality, flexibility of design, volume and price. Theirprocess identifies the gap between requirements and performance.
The choice of competitive priorities and international comparisons ofdifferent countries has been widely studied[8]. Such approaches are consistentwith the business strategy concepts of writers such as Porter. His genericstrategies, cost leadership, differentiation and focus, can be considered asbusiness priorities directing manufacturing choice and m anagement. A ttemptshave been made to define generic manufacturing strategies. Stobaugh andTelesio[9] derived three groups empirically: cost, technology and market-driven

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 3/13
strategies. Similar work has been conducted by Miller and Roth[10], who havedeveloped a taxonomy of manufacturing strategies.
p bilitiesThe underlying argument of this paradigm is that aligning the capabilities ofmanufacturing with the key success factors will maximize the competitivenessof a firm. Th is could involve, for example, choosing manufacturing technologyto achieve particular desired capabilities[ll,12], or developing capabilities todevelop and launch new products rapidly.
Hayes and Wheelwright, in their well-known four stages of manufacturingstrategy, argue that companies should go beyond looking to align capabilitieswith the marketplace. Manufacturing should seek to influence corporatestrategies and to develop and exploit manufacturing capability proactively as acompetitive weapon. The Platts and Gregory[7] approach also focuses on identifying the current manufacturing strategy and to assess what effects th ishad on the achievement of objectives . From this they move to developing a newstrategy which is in essence aligning capabilities with what the market wants.
There has been wide ranging work on identification, development andmeasurement of manufacturing capability. For example there has been muchattention to the area of time-based competition[13], and the technologies andcapabilities to achieve it, such a s new product introduction[14]. Slack[15] andUpton[16] have examined the role of flexibility in manufacturing, Jaikumar[17]the use {and lack of use) of flexible m anufacturing system s, and Tidd[18] theuse of flexible assembly robots.
hared vision
A further element of this paradigm is the argument that through cleararticulation of corporate missions and strategies a company's vision will beshared by its managers and other employees. In the manufacturing area, thisapproach is frequently espoused in the quality literature. For example theMalcolm Baldrige National Quality Award and the European Quality Awardboth emphasize the role of leadership in creating a shared vision, and theconcept of policy deployment is used to describe this process. shared visionis not confined to quality, but can encom pass a wide range of capability and
market dimensions.To summ arize, this paradigm can be considered in terms of manufacturing as
a competitive weapon. To exploit this we must identify how we are to competein a market and to focus on excellence of manufacturing capability in thatparticular area. Failure to do this can lead to lack of external focus,inconsistency between internal direction and external needs and/or failure toexploit m anufacturing's capability as a competitive weapon. Deploying policiesthroughout the company and developing a shared vision or mission can helpfocus the employees of a company and support the achievement of strategicgoals.
Paradigms manufactur
strate

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 4/13
JOPM Strategic choice s in manufacturing strate gyThe second paradigm is based on the need for internal and external consistencybetween choices in manufacturing strategy. Skinner[19] proposed that the key
choice areas in manufacturing strategy consisted of plant and equipment,production planning and control, labour and staffing, product design andengineering, and organization and managem ent. Hayes and WheelwHght[20]
expanded this list, and Hill[5] compresses these into just two areas - processand infrastructure. These are in effect contingency-based approaches as theyargue that choices made are contingent on context and strategy Many otherauthors have followed this approach (see for example New[6]).
Choice of process
In much of the literature, the main focus of this approach has been the choice of
manufacturing process. Its origins can be traced back to the work ofWoodward[21], but the first main exponents in manufacturing strategy wereHayes and Wheelwright[20] in their product process matrix. They viewedprocess both in a static and in a dynamic mode. In a s tatic mode they arguedthat the choice of process was contingent on the context of manufacture, inparticular the volume and variety of the production task. They showed howmisalignment could lead to poor manufacturing and business performance.They also argued that as markets evolved and changed, so too did the requiredprocess. Finally, they also related this to more complex environments such asmulti-process, multi-product environments where there was a need for focused
plants.The process choice concept has been taken and developed by many authors.
Kim and Lee[22] have developed a taxonomy of process based on technicalflexibility and technical complexity. They relate the newer manufacturingtechnologies such as FM and FMS to the traditional processes used by Hayesand Wheelwright. Pine et aL[ 3] add to th is the concept of mass customizationarguing that process is not only a choice but that there is also an optimal routefrom one process to another.
Voss and Winch[24] argue that the trad itional choices are too narrow, andmust be extended to include choices of processes and infrastructure in
engineering.
ontingent approaches
The strategic choice paradigm is essentially a contingent approach, manyauthors using terms such as internal and external consistency Hill s approachin particular has a strong contingent basis. He argues that choice of process isdependent on both the market strategy {expressed in similar terms to Hayesand Wheelwright s volume and variety) and on the order-winning criteria. Thecategorization of production system s used by W ild is another example of acontingent approach.

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 5/13
Paradigms
strate
nfrastructure choices oStrategic choices also apply to infrastructure. Hill[5] argues that all the other m an u fa c tu r(infrastructure) choices are contingent on the choice of process. Berry and --—
Hill[25] illustrate this in the area of manufacturing planning and controlsystems. The importance of other choices in infrastructure has been stressed byother authors. Skinner[2] discusses the importance of m iddle management.Misterek et 2/.[26] have examined the links between organizational culture andmanufacturing strategy.
ocus
These approaches naturally lead to the operationalization of the concept offocus. They define for a given context the dimensions and choices on which afactory should be focused.
In summary, the paradigm based on strategic choices is based around theneed to attain internal and external consistency, and is a contingency-basedapproach. Failure to match with external business, product and customerfactors can lead to a mismatch with the market. Also emphasized is theimportance of internal consistency between all the choices in manufacturing.Failure to achieve this can result in a mismatch between the various choices inm anu facturin g which will severely im pair a com pany s ability to becompetitive.
est practiceBest practice is probably the most recent of the three paradigms to become
prominent in manufacturing strategy, though it can be argued that concern forbest practice has been with mankind ever since the emergence of the first craftin prehistory.
Sources of best practiceIn recent y ears writing on best practice h as been dom inated by Japanesemanufacturing practice to the extent that it is hard to remember when it was notso . However, best practice has come from many sources: MaterialsRequirements Planning (MRP) from the USA, Optimized ProductionTechnology (OPT) from Israel, Flexible Manufacturing Systems FMS) from the
UK, group technology from Russia to name but a few. In recent years bestpractice literature has included just-in-time manufacturing[27], which hasevolved into lean production[28]; total quality management[29], and concurrentengineering[30].
Three particular stimuli have brought best practice to greater prommence.The first has been the outstanding performance of Japanese manufacturingindustry. This has led to a continuous focus in the West on identifying, adaptingand adopting Japanese m anufacturing practices. The second is the growth ofbusiness process-based approaches and benchmarking. Th is has led companiesto identify their core practices and p rocesses and to seek ou t best in classpractice. Finally there has been the emergence of awards such a s the Malcolm

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 6/13
PM Baldrige National Quality Award and the European Quality Award These havebrought a high profile to best practice in certain areas .
World class manufacturingMuch of the best practice school of manufacturing strategy has been brought
^ together in the concept of world class manufacturing . Th is is commonly takenfo be the aggregation of best practice in a wide range of areas of manufacturing.The concept of competing through world class manufacturing was developedby Hayes and WheeIwright[20] and the term was widely adopted after thepublication of Schonberger's[27] book. Hanson and Voss[31] see world classmanufactunng m terms of practice and performance. They define world classas havmg best practice in total quality, concurrent engineering, lean production,manufactunng systems, logistics and organization and practice. In addition it is
havmg operational performance equalling or surpassing best internationalcompanies.
The underlying assumption of this paradigm is that best (world class)practice will lead to superior performance and capability. This in turn will leadto mcreased competitiveness. To summarize, this paradigm focuses on thecontinuous development of best practice in all areas within a company. Failureto match industry best practice can remove the competitive edge frommanufacturing.
Process and measurement
The above discussion has focused on the different paradigms of content ofmanufactunng strategy. As pointed out by Adam and Swamidass[32], processIS as important as content. Voss[4] includes six papers on the process ofmanufacturing strategy formulation. Hill[5] pay s particular attention to theprocess of carrying out his approach, and Platts and Gregory[ ] have developeda detailed workbook-based process.
Measurement is also a theme that underlies different m anufacturing stra tegyparadigms. Kaplan and Norton[33] have argued that measurement m ust matchthe company's strategic needs. They have proposed a balanced scorecardapproach. Neely t a/ [34] proposed a framework linking performancemeasurement to manufacturing strategy.
iscussion
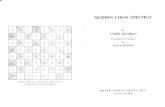
This article has proposed that three distinct, but related, paradigms ofmanufactunng strategy have emerged. These relate to the content, rather thanprocess of manufacturing strategy. They are summarized in Figure 1. We canobserve that each of these paradigms, has a particular set of strengths andweaknesses.
ompeting through manufacturing
This approach can lead to very high visibility for manufacturing strategy in an
organization. The visible focus on competing on a limited coherent set of factors

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 7/13
Keyconcepts
Competingthroughmanufacturing
Order winners
Key successfactors
Capability
Genericmanufacturingstrategies
Shared vision
Strategicchoices inmanufacturing
Contingencyapproaches
Internaland externalconsistency
Choice ofprocess
Process andinfrastaicture
Focus
Bestpractice
World classmanufacturing
Benchmarking
Processre engineering
TQM
Learning fromthe Japanese
Continuousimprovement
Process
Measurement
Paradigms manufactur
strate
FiguThree paradigmanufacturing stra
can be a uniting force within an organization. It can lead to employees andmanagers sharing a common vision and has the potential of aea tin g a debatebetween manufacturing, marketing and corporate strategists.
The focus on capability can lead to management attention being paid to thedevelopment and exploitation of competitive capabilities in manufacturing,potentially leading to Hayes and Wheelwright's stage four.
There are, however, questions and limitations. If not carried out properly, thisapproach can lead to just a bland mission statement. If not backed up byconsistent decisions and action, it risks leading to little more than managementby rhetoric. It is also clearly not sufficient for development of a completemanufacturing strategy. No matter how good the focus and commitment of thecompany to meet a particular goal is, it will fail if there are inappropriateprocesses, or a misaligned infrastructure.
Unbounded choice has also been questioned by several authors. In particularFerdows and de Meyer[ 5] propose that there is a natural sequence of priorities.They describe this in their sand-cone model. They argue that there is a needto build a strong foundation of quality before proceeding to focus on otherpriorities. This is consistent with the often stated argum ent that key to Japanesecompanies' success is their ability to be both high quality and low costproducers. Failure to build the foundations makes it difficult to compete onother criteria.
tr tegic hoi e
This is potentially the most powerful of the manufacturing strategyapproaches. It can provide a clear view of a wide number of choices that acompany has. Its contingency-based approaches can lead to matching the
whole of the operations strategy to the market positioning. This can result in

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 8/13
M strong internal as well as external consistency. To succeed it requires an,4 effective process of manufacturing strategy development, which can be difficult
to install. However, once developed it can not only put m anufacturing on the top
management agenda, but also embed strategic approaches to manufacturingwithin a company. The correct choices can lead to focused manufacturing, from
« which superior performance will be derived.However, it can be argued that it is possible to have internal and external
consistency in manufacturing without having good practice. Consistency ofapproaches do not in themselves lead to the adoption of new and differentpractices. As a result, step changes resulting from this may be m issed. Theexample of the Western automotive industry in the 1980s can be quoted. Interms of conventional s trategic choice the process choice at the level of tha tproposed in Hill, or Hayes and W heelwright, would be correct. However the
detailed manufacturing practices that companies used within that process wereobsolete. It has only been through a period of lengthy and painful learning thatWestern auto manufacturers are becoming competitive again. The choice-basedparad igm s w ould have seemed to have failed to achieve the step changesrequired.
st pr ctice
This approach is supported by research that shows strong linkages betweenadoption of best practice and operating performance[14,31,36,37]. Companieswith best practice perform better than those without. This research is leading
many companies to seek best practice as the basis of their manufacturingstrategies. However the evidence is that this can cause major problems,particularly in companies which are far from best practice. First, best practiceusually comes in small isolated pieces such as just-in-time, MRP II, FMS, TQM,concurrent engineering and business process re-engineering. These approachesare often used in an equally isolated m anner by companies. In addition, they areoften treated as the means of solving ll a company's problems; If only we hadthis we would become competitive . There is often a lack of perspective.Questions such as is this appropriate for us? and would adoption support ourkey competitive needs? often fail to be asked.
The problem is probably sharply different between companies and countries.Hanson and Voss[31] found a wide variability between UK firms, some havingmost good practice in place, and others with relatively little. For those alreadywith substantial good practice, searching for and incrementally adopting bestpractice becomes a routine task. They compared leading companies, thosealready with high levels of practice and performance, with laggard com panies,those without good practice and performance. The leaders were six times morehkely to search for best practice through benchmarking than the laggards.However, for those far from best prac tice, the problems are compounded bydifficulty in knowing where to start. A firm will have limited capability to adopt
new practices. The question of what shall we do first? will dominate. It is for

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 9/13
these companies that linking programm es of adoption of best practice tocompetitive needs becomes crucial.
Another crucial agenda in best practice approaches becomes implementation.
Best practice will not by itself guarantee improved performance. All reports ofbest practice, whether TQM, MRP II, JIT, FMS, etc., show that there issubstantial failure rate in the implementation of each practice. Partialimplementation, failure to achieve desired performance change and abandonedprogramm es are commonplace.
Clearly the three different paradigms should not be treated in isolation, andindeed many authors and experts bring at least two of them together There areclear links between competing through manufacturing and strategic choicesapproaches. Hill directly links priorities (order-winning criteria) to contingencyapproaches choice of process), and sees them as a single linked framework. Forexample, competing on cost leads to a particular process choice and, in turn ,infrastructure. Writers on flexibility and mass customization also stress thelink between process choice and competitive priorities.
Similarly there is also a clear link between competing through manufacturingand best practice. De Meyer and Ferdows, in their international studies onmanufacturing strategies, have focused on the consistency (or lack of it)between competitive priorities and programm es of improvement in practice.Hill implicitly argues that best practice programmes should be matched toorder-winning criteria. However, the implicit assumption that priorities andhence manufacturing tasks are orthogonal has been questioned. Therelationship between quality and costs is a good example. Increasingly, quality
is now recognized as a major contributor to cost reduction. Thus, in a costcompetitive environment, quality programmes may be the most appropriateresponse rather than cost reduction programmes. As discussed earlier, Ferdowsand de Meyer[35] propose that there is a natural sequence of priorities.Foundations have to be built in order to compete on other a ite ria. Empiricalevidence from Japanese companies[36] suggests that the best companies havevery high productivity and high quality. Clark and Fujimoto[14] show that thesecompanies also have fast product development times.
The link between best practice programmes and strategic choice is less clear.First, there is the issue of whether some best practices are universal, and as such
are independent of context. Proponents of total quality management wouldstrongly argue against this. The Malcolm Baldrige National Quality Awardframework, which is very widely used a s a benchmark, has been found equallyapplicable in a very wide range of companies. On the other hand some bestpractices such as kanban or MRP II are clearly not applicable in certaincontexts. The phrase best in class , frequently used in benchmarking, mayreflect the need to link best practice to context or class . For example, the bestpractices identified in the Japanese car industry are not universally applicablein other industries. Some very different approaches are used in the Japaneseconsumer electronics industry. New[6] has examined the relationship of bestpractice as embodied in world class manufacturing and trade-offs in
Paradigms manufacturi
strate

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 10/13
4
2 .
manufacturing stra tegy He concludes that, on the one hand, the traditionaltrade-offs such as cost versus quality are no longer valid. On the other, heargues that the answer to can you be the best in the world at all seven criteriasimultaneously from the same manufacturing mix? is still no. can conclude that all three paradigms of manufacturing strategy have
their strengths and weaknesses and each partially overlaps the other (Figure 2).A company cannot ignore any of these completely, for it would risk losing itscompetitive strength in manufacturing. It is possible to propose a continuousloop. Any company needs a strategic vision, since without one the other actionsmay fail. This is the logical starting point and needs to be revisited at regular
intervals. The strategy for competing through manufacturing will lead to theneed to make key strategic choices. These in turn will require the developmentof world class performance in the areas chosen and by necessity thedevelopment of best in class practices. The choice and focus of these will beguided in part by the previous approaches. The continuous improvement and
e cycles of

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 11/13
development of process and practice will lead to developing the company'scapabilities. These in turn may enhance or change the way it chooses tocompete through manufacturing.
This is not an evolutionary cycle as in ayes and Wheelwright's four steps. It isa continuous iterative process that will lead to both continuous incrementalimprovement and occasional step change. This is illustrated in Figure 3. It isconsistent with the Deming plan, do, check, action cycle.
To conclude, the content of manufacturing strategy has developed into •several distinct paradigm s. None by itself is sufficient for effective developmentof manufacturing strategy over the long term. Together they contain all that isrequired for an effective strategy. They in turn require a process of developmentand suitable measurement. This paper has argued tha t there is a logical cycleconnecting the three.
R e f e r e n c e s
1. Porter, M., Com petitive Strategy, F ree Pre ss, New York, NY, 1980.
2. Skinner , W., Miss ing the l inks in m anu factu r ing s t ra teg y in Voss, C.A. (Ed.) ,Manufacturing Strategy, Process and Content. Chapm an & Hall, London, 1992.
3. Skinner, W., Th e focused factory , Harvard Business Review, May-June 1994.
4. Voss, C.A. (Ed ). Manufacturing Strategy, Process and Content. Cha pma n & H all, London,1992.
5. Hill, TJ ., Manufacturing Strategy. The Strategic Managem ent of the Manufacturing
Function, 2nd ed., Macm illan. London, 1993.6. New, C.C., World class manu facturin g ve rsus stra tegic trade-offs . International Journal
of Operations Production Managem ent. Vol. 12 No. 6,1992, p p. 19-31.
7. Platts, K.W. and Gregory, MJ., A manu facturing aud it approach to strate gy formulation ,in Voss, C.A. (Ed.), Manufacturing Strategy, Process and Content, Chapm an & Hall ,London. 1992.
8. de Meyer. A., An emp irical investiga tion of ma nu factu ring s trate gie s in Euro peanIndustry , in Voss, C.A. (Ed.). Manufacturing Process and C ontent, Chapm an & Hall.Londo n. 1992.
9. Stoba ugh. R. and Telesio. P.. Match ma nufac turing s trateg ies and product policies .Harvard Business Review, March-April 1983.
10 Miller J G. and Roth, A.V., A taxonom y of ma nufa cturin g s trate gie s . Management
Science. Vol. 40 No. 3.1994. pp. 285-304.
11. Vos s, C.A.. Managing New Manufacturing Technologies, O pera t ions Managem entAssociation, M onograph No. 1 1986.
12. Voss. C.A., Man aging advanced manufacturing technology . International Journal of
Operations Production Managem ent, Vol. 6 No. 3,1986, pp . 4-7.
13. Stalk, G. Jr and Hout, TM., Competing against T ime, Eree P ress . New York, NY. 1990.
14 Clark, K. an d Fujimoto. T . Product Development Performance. HBS Press. Boston, MA.
1991.
15. Slack, N., Flexibility as a manufac turing objective . International Journal of Operations
Production Management. Vol. 3 No. 3,1983, pp. 4-13.
16. Upton, D.M.. Th e man agem ent of ma nufac turing flexibility , California Managem ent
Review, 1994, forthcoming.
17. Ja ikum ar . R ., Pos t indus t r i a l m anufac tur ing . Harvard Business Review,
November/December 1986.
18. Tidd , J.. lexible Manu facturing Technologies and International Competitiveness, Frances
Pinter. London, 1991.
Paradigms fmanufacturi
strate

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 12/13
OPM 19- Skinner, W., M anufacturing - the missing link in corporate strategy , Harvard Business
r ^ Review, May-June 1%9.20. Hayes, R.H. and W heelwright, S.C.. Restoring Our Com petiHve Edge. Collier Macmillan
New York, NY, 1984.
21. W oodward, J., Industrial Orga nization, Th eory and P ractice, Oxford University PressLondon, 1%5.
fy 22 . Ki^m, Y. a n d Lee, J ., M anufactur ing s tra tegy an d p roduc t ion sys tem s : a n in teg ra ted
i^mew ovk , Joumal of Operations Management , Vol. 11,1993, pp . 3-15.23 . Pin e. B.J., Victo r, B. an d Boynton. A.C. , Making mass customizat ion work , Harvard
Business Review, September-October 1993. pp. 108-19.
24. Voss. C A . and W inch, G., Incorpo rating engineering in manu facturing stra tegy , LondonBusm ess School w orking paper, 1995.
25. Berry. W.L and Hill, X , Linking syste m s to strategy , International Journal of Operations& Production Management , Vol. 12 No. 10.1992, pp . 3-15.
26 . Mis t e r ek . S.D.. Schorder , R . an d Ba t e s . K .A . . The n a t u r e of the l ink be tween
manufactur ing s tra tegy an d organizational culture , in Voss, C A . (Ed), ManufacturingStrategy, Process and Content, Chapm an & H all, London. 1992.
27 . Schonbe rger. R.J., World Class Manufacturing, Free Pres s, New York. NY, 1986.
28 . Wom ack, J.P, Jones, D.T. an d Roos, D , The M achine that C hanged the World MacmillanLondon, 1990.
29. National Institute of Sta ndar ds and Technology. Ma lcolm Baldrige National Qu ality Award- 1992 Award Criteria, United States Department of Com merce, 1992.
30 . W heelw right, S.C. a n d Clark, K.. Revotutionising Product Developm ent Free Press N ewYork. NY, 1992.
31. Hanson, P a n d Voss, CA ., M ade in Britain, T he True State of Britain's Ma nufacturingIndustry, IBM Ltd/London Busin ess School, Warw ick, 1993.
32 . Adam, E.E. J r and Sw am idass, P.M., Assessing operations m anagem ent from a stra tegic
perspective ,/ottrwa/ o f Managem ent , Vol. 15 No. 2,1989.33 . Kaplan, R.S. and Norton, D.P, Putting the balanced scorecard to work . Harvard Business
Review, Septem ber-October 1992, pp. 114-47.
34 . Neely. A., M ills, J., Pla tts, K ., Gregory, M. an d Richards. H.. Realising stra tegy throughmeasurement , International Journal o f Operations & Product ion M anagement Vol 14No. 3,1994, pp. 143-55.
35. Ferdows, K . and de Meyer, A ., Las t ing improvemen t in m anu fa c tu r ing Journal o fOperat ion Management , Vol. 9 No. 2.1990, pp. 168-84.
36 . Oliver, N., Delb ridge , R., Jo ne s. D. an d Lowe, J., World cla ss m anu factu ring- furthe revidence m th e lean production debate , paper presented to BAM conference M iltonKeynes, 20-22 Septem ber 1993.
37 . V(KS, C A . and Blackmon, K., Practice performa nce relations hips in UK manufactur ing
industry , paper presented a t European Operations M anagement A ssociation conferenceCam bridge. June 1994. '
urther reading
Hayes, R.H., W heelwright. S .C and Clark, K., Dyna mic Manufactiiring, Collier Macm illan N ewYork, NY, 1988.
Jelinek, R. and Goldhar. J., The strategic implications of the factory of the future . HarvardBusiness Review, Summer 1984, pp. 24-37.
Prahalad, CK. a n d Hamel . G .. The core com petence o f the corporat ion . Harvard BusinessReview, Vol. 68 No. 3,1990. pp . 79-91.
Voss, CA .. Implementat ion , a key issue in manufacturing technology; the need for a field of
study
Research Policy, Vol. 17,1988, pp . 55-63.

7/22/2019 Voss_1995_Alternative paradigm for manufacturing strategy.pdf
http://slidepdf.com/reader/full/voss1995alternative-paradigm-for-manufacturing-strategypdf 13/13