VMC1300_Check Backlash and Spindle Parallelism
7
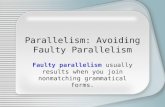
Trouble Shooting Q: I have a Microcut VMC-1300 machine with FANUC 0iTC controller. There is a vibration during the machining process. I get oval holes after drilling process and strips after facing process. Please tell me the instructions related to the machine leveling process. A: First, to solve the problem of oval holes, please check the run-out of spindle and the backlash of Z-axis. And follow the procedure below. 1. Refer to the drawing below to fix a test bar. Then confirm if the run-out of spindle is within accuracy as below. (see Fig. 1) a. The run out near spindle nose: requirement < 0.01mm b. The run out at a distance of 300mm (12 inch) from the spindle nose: requirement < 0.02mm Fig. 1 2. To confirm the backlash of Z-axis, please loosen screw A. (see Fig. 2) 3. Push out the gib of No. 5.in Fig.2 by tightening the screw B. (see Fig. 2)
description
VMC1300_Check Backlash and Spindle Parallelism
Transcript of VMC1300_Check Backlash and Spindle Parallelism
-
Trouble Shooting
Q: I have a Microcut VMC-1300 machine with FANUC 0iTC controller. There is a
vibration during the machining process. I get oval holes after drilling process and
strips after facing process. Please tell me the instructions related to the machine
leveling process.
A: First, to solve the problem of oval holes, please check the run-out of spindle
and the backlash of Z-axis. And follow the procedure below.
1. Refer to the drawing below to fix a test bar. Then confirm if the run-out of
spindle is within accuracy as below. (see Fig. 1)
a. The run out near spindle nose: requirement < 0.01mm
b. The run out at a distance of 300mm (12 inch) from the spindle nose:
requirement < 0.02mm
Fig. 1
2. To confirm the backlash of Z-axis, please loosen screw A. (see Fig. 2)
3. Push out the gib of No. 5.in Fig.2 by tightening the screw B. (see Fig. 2)
-
Fig. 2
4. Loosen screw B to the level of edge hole.
5. When you insert the gib, the headstock may move to right side and the
ballscrew may be pushed as well. To avoid this situation, please loosen the 6
screws (No.A6 as mark in Fig.3) around the nut of Z-axis ballscrew until the nut
is movable, but dont take off the screws.
A
B
-
A5
A3
A1
A2
7
5
6
A5
A5
8
6
A2
A2
6
A7
A7
5
10
9
7
A2
6
A1
1
3
8
A5
2
A6
4
A4
A6
Fig. 3
6. Fix the indicator stand on headstock and make the gauge (as marked in
Fig.4 )on the side of guide way of Z-axis. (see Fig. 4)
-
Fig. 4
7. Put back the gib smoothly.
8. Fix the screw A slowly and smoothly.
Move the Z-axis up and down and tighten the screw A (in Fig.2).
(When you adjust the screw A& B. Dont over-tighten.
9. Check Z-axis backlash and motor loading.
a. Backlash: requirement< 0.03mm, 0.01mm preferred.
b. Motor loading: requirement< 52% while the spindle speed increase.
10. If the backlash and motor loading are too large, it means the gib over-tight.
Please loosen the screw A and push out the gib. Repeat the steps 7, 8, 9
again.
11. Reconfirm the backlash is normal and motor loading is lower than 20% of no
load rating.
12. If everything is ok, fix the screw B without affecting the adjusted result of motor
loading and backlash. (see Fig. 5)
Fig. 5
B
-
13. Tighten the M10 screws (as mark in Fig.6 ) on the nut of ballscrew by torque
wrench. Clamping force should be 590kgfcm or Nm (see Fig. 6)
A5
A3
A1
A2
7
5
6
A5
A5
8
6
A2
A2
6
A7
A7
5
10
9
7
A2
6
A1
1
3
8
A5
2
A6
4
A4
A6
Fig. 6
14. Please also check if the problem is from the run-out of tooling.
-
Second, to solve the problem of strips after facing process, please refer to the
following procedure:
1. Fix the indicator on the nose of spindle and measure the 4 points of table. (see
Fig. 7 & 8)
Fig. 7
Fig. 8
1
2
3
4
4
2
1
3
-
2. If the result is out of tolerance (within 0.015mm/300mm diameter), please
scrape the surface of casting where you fix the spindle. (see Fig. 9)
Fig. 9