
Upgraded Pumping System Eliminates Clogging - KSB · ticularly with the use of flushable wipes, and...
4
CASE STUDY CASE STUDY: UPGRADED PUMPING SYSTEM ELIMITATES CLOGGING 1 The Valley Forge Sewer Authority system has pumped clog-free and maintenance-free for 14 years. Azir Khan, Application Engineer, KSB Upgraded Pumping System Eliminates Clogging Fourteen years ago, the pumps that operated at the septage receiving wetwell at the Valley Forge Sewer Authority’s col- lection system in Phoenixville, PA were constantly clogging. This created frequent headaches for the operators, and cost valuable time and expense for unscheduled maintenance. Unscheduled downtime created delays in unloading for the septage trucks, and interrupted the normal plant opera- tions as trucks were delayed, or unable, to off-load. “Our septic receiving area was a dry wet-well that used chopper pumps,” said Lloyd Knauer, Valley Forge’s main- tenance and operations supervisor. “With the pumps we had before, whenever we received rags or anything tough to pump, we were constantly having to tear them apart to remove the rags. Additionally, the grit created premature wear issues. Since upgrading our system to the KSB non-clog pumps, we have not had any clogging problem since installation 14 years ago. Prior maintenance problems have been completely alleviated. We periodically pull the pumps for inspection, and notice that there is absolutely no materi- al build-up inside the pump casing.” The previous “chopper” pumps were replaced with KSB non-clog vertical submersible motor pumps that utilize powerful vortex (recessed) impellers. Clogging is now a distant memory, Knauer said. “We bring in 20 to 30 septic dump trucks a day from residential septic tanks and industrial facilities. We are very pleased with the way the KSB pumps handle the difficult septic fluids,” Knauer said. “They pump a variety of differ- ent types of material, including rocks and rags. We change the oil about once a year and the pumps have been working great, and the high alloy hardened impellers show virtually no wear after more than 10 years of continuous service.” The Valley Forge Sewage Authority services 22,000 customers in the Phoenixville, PA area.
Transcript of Upgraded Pumping System Eliminates Clogging - KSB · ticularly with the use of flushable wipes, and...

C A S E S T U D Y
CASE STUDY: UPGRADED PUMPING SYSTEM ELIMITATES CLOGGING1
The Valley Forge Sewer Authority system has pumped clog-free and maintenance-free for 14 years.
Azir Khan, Application Engineer, KSB
Upgraded Pumping System Eliminates Clogging
Fourteen years ago, the pumps that operated at the septage receiving wetwell at the Valley Forge Sewer Authority’s col-lection system in Phoenixville, PA were constantly clogging. This created frequent headaches for the operators, and cost valuable time and expense for unscheduled maintenance. Unscheduled downtime created delays in unloading for the septage trucks, and interrupted the normal plant opera-tions as trucks were delayed, or unable, to off-load.
“Our septic receiving area was a dry wet-well that used chopper pumps,” said Lloyd Knauer, Valley Forge’s main-tenance and operations supervisor. “With the pumps we had before, whenever we received rags or anything tough to pump, we were constantly having to tear them apart to remove the rags. Additionally, the grit created premature wear issues. Since upgrading our system to the KSB non-clog pumps, we have not had any clogging problem since installation 14 years ago. Prior maintenance problems have
been completely alleviated. We periodically pull the pumps for inspection, and notice that there is absolutely no materi-al build-up inside the pump casing.”
The previous “chopper” pumps were replaced with KSB non-clog vertical submersible motor pumps that utilize powerful vortex (recessed) impellers. Clogging is now a distant memory, Knauer said.
“We bring in 20 to 30 septic dump trucks a day from residential septic tanks and industrial facilities. We are very pleased with the way the KSB pumps handle the difficult septic fluids,” Knauer said. “They pump a variety of differ-ent types of material, including rocks and rags. We change the oil about once a year and the pumps have been working great, and the high alloy hardened impellers show virtually no wear after more than 10 years of continuous service.”
The Valley Forge Sewage Authority services 22,000 customers in the Phoenixville, PA area.

Background of the SiteThe Valley Forge Sewer Authority (VFSA) is a utility that is owned by its customers, and was incorporated as an operating Authority in 1968. VFSA owns and operates 90 miles of sewer pipelines, nine pump stations and a regional treat-ment plant rated for 10 million gallons per day (gpd), and treats an average of 8 million gpd. VFSA serves approximately 22,000 customers in nine Chester County municipalities: the townships of Charlestown, East Pikeland, Schuylkill, Easttown, East Whiteland, Tredyffrin, Willistown, West Vincent, and Malvern Borough. In addition to treating the influent wastewater into clean water for stream discharge, the plant also produces a specialized fertilizer product used by area farmers.
The ProblemPart of the plant includes a dedicated septage receiving wetwell. The septage waste is then pumped to an equaliza-tion tank, prior to being flow paced into the treatment plant process.
Knauer said that before the pumping system upgrade in 2002, the wells were overflowing because the truck oper-
ators did not realize that the pumps were not handling the materials that were causing the clogs.
“We would either find out from the operators after an overflow occurred, or from the high-level sensors that we eventually had to install,” Knauer said. “Whenever the overflows would happen, two mechanics would have to come over and get down inside the well, shut off all the valves, pull the pump apart, pull the impeller out, unclog it, and put it back together. In the septic business, down-time means lost money. During emergency shutdown of the pumps, the dumping process was curtailed until the pumps could be returned to service, with the result that septage
CASE STUDY: UPGRADED PUMPING SYSTEM ELIMITATES CLOGGING2
The Valley Forge Sewer Authority owns and operates 90 miles of collection line, nine pump stations and a regional treatment plant.
About 30 septic dump trucks bring in waste to the Valley Forge Sewage Authority pumping station every day.

trucks would be waiting as long as several hours until the pumps were back in service.”
Since the installation of the KSB Amarex KRT pumps, the maintenance procedure has been limited to planned (infre-quent) preventative maintenance inspections, Knauer said.
“These pumps are very good at pumping out the wet well all the way to empty,” he said. You can see on top of the pumps a lot of buildup of grease and rags, but these pumps handle all that, and are virtually maintenance free.”
A Cycle of Changes in Wastewater
A 23-year veteran of the Valley Forge Sewer Authority, Knauer has seen his share of changes in wastewater pumping, par-ticularly with the use of flushable wipes, and other fibrous materials which can ‘knit’ and cause pump clogging.
“Fortunately, these KSB pumps can handle it,” Knauer said. “I have a lot of treatment plant operating experience, so I am pretty familiar with what is a good product and how it is installed. We are very pleased with the reliable solids handling of these pumps.”
C. Wyllys Cass is the president of GAYLE Corporation, a distributor of pumping equipment and associated controls for wastewater, potable water, and stormwater pumping applications. GAYLE is the exclusive KSB municipal sales representative for Eastern and Central Pennsylvania, South-ern New Jersey, Delaware, Connecticut, and New York City. The company has a large footprint with the KSB line, having represented the company for the past 22 years. In those two decades, Cass said he has also seen many changes in wastewater pumping.
“Over the past 10-15 years, the low-flow water toilet has reduced the volumetric flow,” he said. “There has been an increase in the use of personal wipes, in addition to tradi-tional fabric and fibrous materials. The overall impact has been increased clogging issues in a lot of places. Additionally, there has also been a steady demise of large industrial and general manufacturing plants, which has greatly increased the percent solids in the pumpage, given the reduction in dilution water from those large industrial users.”
Cass described the “rag balls” that tend to form inside the collection system pipes. This is caused by small fibrous ma-terials that re-knit to create much larger formations.
Cass and his company were instrumental in helping the Valley Forge Sewer Authority combat its clogging problem 14 years ago. “KSB has a broad product mix. They are one of the largest manufacturers of non-clog pumps in the
CASE STUDY: UPGRADED PUMPING SYSTEM ELIMITATES CLOGGING3
Excessive sludge, rocks, and rags are no problem for the upgraded pumping system at the Valley Forge Sewage Authority, thanks to an upgrade to clog-free, maintenance-free vertical submersible pumps with vortex impellers.
Lloyd Knauer and Wyll Cass inspect the clog-free pumps in the wet well at the Valley Forge Sewage Authority.
world and as such, they are in a position to handle unusual applications. KSB has solutions which other companies simply can’t offer; either based on special metallurgy, high horsepower, or other performance characteristics,” Cass said. “Our company has been fortunate to be able to pursue those types of jobs, and our success in such circumstances has been a significant factor in our sustained success with the KSB product line. Ideally, we like to work with the consulting engineers at the genesis of the design. This allows us the opportunity to identify challenges and to develop ‘project centric’ specifications that can solve operational problems like this.”
Cass said that the geography in which he operates, there are many homes with onsite septic tanks. “When the septic tanks reach a certain level, they must be pumped out,” he said. “That fluid is very difficult to deal with for standard sewage pumps. It has an unusually high percentage of abra-sive solids (sand) when compared to sanitary waste streams in wastewater collection systems. The fluid also generally has fabric and other undesirable materials which are prone to plug pumps. In this instance, based upon operating feedback from the plant operations personnel, and in con-junction with the consulting engineer, we recommended a special hardened alloy material for the impeller, and pump volute. The net result of an ‘application specific’ pump selec-tion, is that the end user experiences uncommon reliability with the KSB pump.”
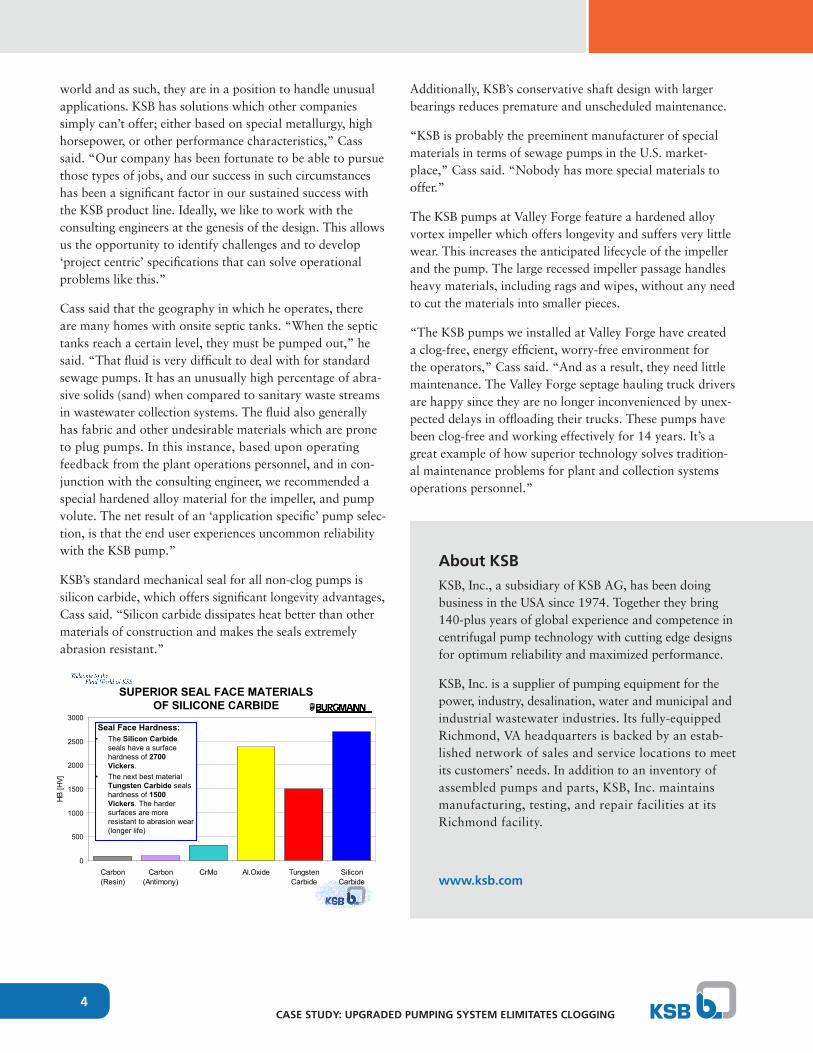
KSB’s standard mechanical seal for all non-clog pumps is silicon carbide, which offers significant longevity advantages, Cass said. “Silicon carbide dissipates heat better than other materials of construction and makes the seals extremely abrasion resistant.”
Additionally, KSB’s conservative shaft design with larger bearings reduces premature and unscheduled maintenance.
“KSB is probably the preeminent manufacturer of special materials in terms of sewage pumps in the U.S. market-place,” Cass said. “Nobody has more special materials to offer.”
The KSB pumps at Valley Forge feature a hardened alloy vortex impeller which offers longevity and suffers very little wear. This increases the anticipated lifecycle of the impeller and the pump. The large recessed impeller passage handles heavy materials, including rags and wipes, without any need to cut the materials into smaller pieces.
“The KSB pumps we installed at Valley Forge have created a clog-free, energy efficient, worry-free environment for the operators,” Cass said. “And as a result, they need little maintenance. The Valley Forge septage hauling truck drivers are happy since they are no longer inconvenienced by unex-pected delays in offloading their trucks. These pumps have been clog-free and working effectively for 14 years. It’s a great example of how superior technology solves tradition-al maintenance problems for plant and collection systems operations personnel.”
CASE STUDY: UPGRADED PUMPING SYSTEM ELIMITATES CLOGGING4
About KSBKSB, Inc., a subsidiary of KSB AG, has been doing business in the USA since 1974. Together they bring 140-plus years of global experience and competence in centrifugal pump technology with cutting edge designs for optimum reliability and maximized performance.
KSB, Inc. is a supplier of pumping equipment for the power, industry, desalination, water and municipal and industrial wastewater industries. Its fully-equipped Richmond, VA headquarters is backed by an estab-lished network of sales and service locations to meet its customers’ needs. In addition to an inventory of assembled pumps and parts, KSB, Inc. maintains manufacturing, testing, and repair facilities at its Richmond facility.
www.ksb.com
0
500
1000
1500
2000
2500
3000
Carbon(Resin)
Carbon(Antimony)
CrMo Al.Oxide TungstenCarbide
SiliconCarbide
HB
[HV]
SUPERIOR SEAL FACE MATERIALSOF SILICONE CARBIDE
Seal Face Hardness:• The Silicon Carbide
seals have a surface hardness of 2700Vickers.
• The next best material Tungsten Carbide seals hardness of 1500Vickers. The harder surfaces are more resistant to abrasion wear (longer life)


















