
UNIVERSIDAD TÉCNICA DEL NORTE - Repositorio …repositorio.utn.edu.ec/bitstream/123456789/4089/1/03...
128
i UNIVERSIDAD TÉCNICA DEL NORTE FACULTAD DE INGENIERÍA EN CIENCIAS AGROPECUARIAS Y AMBIENTALES CARRERA DE INGENIERÍA AGROINDUSTRIAL “OBTENCIÓN DE CERVEZA ARTESANAL TIPO ALE OSCURA UTILIZANDO UN EQUIPO BIORREACTOR DE NIVEL PILOTO” Tesis previa a la obtención del Título de: INGENIERA AGROINDUSTRIAL AUTORAS: Fuentes Ruano Angela Paola Fuentes Ruano Evelyn Karina DIRECTOR: Ing. Carla Almendáriz MSc. Ibarra-Ecuador 2014
Transcript of UNIVERSIDAD TÉCNICA DEL NORTE - Repositorio …repositorio.utn.edu.ec/bitstream/123456789/4089/1/03...

i
UNIVERSIDAD TÉCNICA DEL NORTE
FACULTAD DE INGENIERÍA EN CIENCIAS
AGROPECUARIAS Y AMBIENTALES
CARRERA DE INGENIERÍA AGROINDUSTRIAL
“OBTENCIÓN DE CERVEZA ARTESANAL TIPO ALE
OSCURA UTILIZANDO UN EQUIPO BIORREACTOR DE
NIVEL PILOTO”
Tesis previa a la obtención del Título de:
INGENIERA AGROINDUSTRIAL
AUTORAS:
Fuentes Ruano Angela Paola
Fuentes Ruano Evelyn Karina
DIRECTOR:
Ing. Carla Almendáriz MSc.
Ibarra-Ecuador
2014

ii

iii
UNIVERSIDAD TÉCNICA DEL NORTE
BIBLIOTECA UNIVERSITARIA
AUTORIZACIÓN DE USO Y PUBLICACIÓN
A FAVOR DE LA UNIVERSIDAD TÉCNICA DEL NORTE
1. IDENTIFICACIÓN DE LA OBRA
La Universidad Técnica del Norte dentro del proyecto Repositorio Digital
Institucional, determinó la necesidad de disponer de textos completos en formato
digital con la finalidad de apoyar los procesos de investigación, docencia y extensión
de la Universidad.
Por medio del presente documento dejamos sentada nuestra voluntad de participar en
este proyecto, para lo cual ponemos a disposición la siguiente información:
DATOS DE CONTACTO 1
CÉDULA DE IDENTIDAD: 1002857611
APELLIDOS Y NOMBRES: Fuentes Ruano Angela Paola
DIRECCIÓN: Carlos Oña #1 y Santander
Tulcán – Ecuador
EMAIL: [email protected]
TELÉFONO
FIJO 062245746
TELÉFONO
MOVIL 0985589813
DATOS DE CONTACTO 2
CÉDULA DE IDENTIDAD: 1002857637
APELLIDOS Y NOMBRES: Fuentes Ruano Evelyn Karina
DIRECCIÓN: Calle Quito #6337 Ibarra-Ecuador
EMAIL: [email protected]
TELÉFONO
FIJO 062545008
TELÉFONO
MÓVIL 0969597377

iv
DATOS DE LA OBRA
TÍTULO OBTENCIÓN DE CERVEZA ARTESANAL TIPO ALE
OSCURA UTILIZANDO UN EQUIPO BIORREACTOR
DE NIVEL PILOTO
AUTOR(AS) - Fuentes Ruano Angela Paola
- Fuentes Ruano Evelyn Karina
FECHA:
SOLO PARA TRABAJOS DE GRADO
PROGRAMA: PREGRADO
TÍTULO POR EL
QUE OPTA
Ingeniera Agroindustrial
DIRECTOR MSc. Carla Almendáriz

v

vi

vii
DEDICATORIA
Con mucho cariño dedico este trabajo a Dios, a mis
padres, a mi esposo, a mis hijas y a mis hermanos.
Anghe
A Dios, por brindarme su amparo en la elaboración del
presente trabajo de tesis.
A mi padre y madre que con su amor y enseñanzas han sido
mi impulso y guía en todo momento.
A mi hermana y hermano por ser mis compañeros y amigos
inseparables.
Evelyn.

viii
AGRADECIMIENTO
Agradecemos a la Universidad Técnica del Norte, Facultad de Ingeniería en Ciencias
Agropecuarias y Ambientales, Escuela de Ingeniería Agroindustrial y a las Unidades
Productivas y Laboratorios de uso Múltiple.
A nuestros maestros, en especial al Ing. Jorge Granja e Ing. Marcelo Miranda por su
colaboración y tiempo brindados para el inicio de la elaboración de este trabajo.
A la Ing. Carlita Almendáriz, Directora de Tesis por su apoyo total y tiempo
constante dedicados para el desarrollo de la presente tesis.
A nuestros estimados Asesores, Dra. Lucia Yépez, Ing. Jimmy Cuarán e Ing. Carlos
Paredes por la orientación y apoyo en mejora de nuestra investigación.
Al Dr. José Moreno por su amistad y cooperación en la elaboración de los análisis
requeridos.
Las Autoras

ix
RESUMEN
En el presente trabajo se presentan los parámetros de inicio, procesamiento y
características de la cerveza artesanal tipo Ale oscura.
Esta bebida fue elaborada utilizando levaduras del género Saccharomyces cerevisiae,
y se obtuvo una tonalidad oscura, por medio de la utilización de tres porcentajes de
malta tostada en la fórmula.
Uno de los factores influyentes en la elaboración de cerveza es la temperatura de
fermentación; ésta debe ser constante y estable durante todo el tiempo que dure el
proceso, por lo que se utilizó un biorreactor eléctrico, con el fin de establecer la
influencia de la temperatura en el tiempo de fermentación.
El proceso para obtener cerveza artesanal tipo Ale oscura consta de los siguientes
pasos: recepción, selección, pesado, malteado, tostado, molienda, maceración, lavado,
filtrado, hervido, enfriado, inoculación, fermentación, maduración y envasado.
Para el análisis de las variables se empleó un diseño completamente al azar (DCA) con
arreglo factorial A x B, siendo el factor A la cantidad de malta tostada que se adicionó
a la fórmula en proporciones del 5, 10 y 15%, y el factor B la temperatura de
fermentación utilizada 15, 20 y 25°C, obteniéndose 9 tratamientos con 3 repeticiones,
esto es 27 unidades experimentales de 20 litros de mosto cada una, los mismos que
fueron utilizados para evaluar la influencia de la temperatura en el tiempo de
fermentación, el pH, grado alcohólico, aspecto, color, olor, sabor y preferencia de la
cerveza.
Además, se realizó la prueba de Tukey al 5% para tratamientos, la prueba Diferencia
Mínima Significativa (DMS) para factores, para la evaluación del aspecto, color, olor
y sabor la prueba analítica discriminativa de ordenamiento y para la preferencia la
prueba de Friedman.

x
Al final del proceso de fermentación se determinó el rendimiento del producto
mediante balance de materiales y se evaluó la eficiencia del biorreactor.
Con el producto terminado se realizó un análisis sensorial, con la colaboración de 15
personas que evaluaron el aspecto, color, olor, sabor y preferencia del producto, por
medio de una degustación.
Los resultados demostraron que T8 (15% de malta tostada, 20°C) fue el mejor
tratamiento, por lo que se analizó el rendimiento, costos y análisis microbiológico de
conteo de mohos y levaduras, según el método de ensayo de la Asociación de las
Comunidades Analíticas AOAC 997.02 y Recuento en placa, utilizando el método de
ensayo de la Asociación de las Comunidades Analíticas AOAC 989.10, para este
tratamiento.

xi
SUMMARY
In this paper, we present the startup parameters, and processing characteristics of the
Handcrafted beer type dark Ale.
This drink was prepared using yeasts of the genus Saccharomyces cerevisiae, and
obtained a dark in tone, through the use of three percentages of toasted malt in the
formula.
One of the influential factors in the development of beer is the temperature of
fermentation; this must be constant and stable during the entire duration of the
procedure so that was used a bioreactor electric, in order to establish the influence of
temperature on the fermentation time.
The process for obtaining handcrafted beer type dark Ale consists of the following
steps: reception, selection, heavy, malty, roasting, grinding, maceration, washing,
filtered, boiled, cooled, inoculation, fermentation, maturation and bottling.
For the analysis of the variables employed a completely randomized design (CRD)
factorial arrangement with A x B, being the factor to the amount of toasted malt that
was added to the formula in proportions of 5, 10 and 15 %, and the B-factor the
fermentation temperature used 15, 20 and 25 °C, and obtained 9 treatments with 3
replications, this is 27 experimental units of 20 liters of wine each, the same that were
used to assess the influence of temperature in the fermentation time, pH, alcoholic
strength, appearance, color, smell, taste and preference of the beer.
In addition, the Tukey test at the 5% for treatments, the Minimum Significant
Difference test (DMS) for factors, for the evaluation of the appearance, color, smell
and taste the analytical test ordering and discriminative preference for the Friedman
test.

xii
At the end of the process of fermentation was determined the performance of the
product through material balance and assessed the efficiency
With the finished product was a sensory analysis, with the collaboration of 15 persons
who evaluated the appearance, color, smell, taste and preference of the product,
through
a tasting.
The results showed that T8 (15% of toasted malt, 20 °C) was the best treatment, by
what was discussed the performance, costs and microbiological analysis of count of
molds and yeasts, according to the method of test of the Association of Analytical
communities AOAC 997.02 and plate count, using the test method for the Association
of Analytical communities AOAC 989.10 for this treatment.

xiii
ÍNDICE GENERAL
CONTENIDO PÁGINA
CAPÍTULO I
1 INTRODUCCIÓN………………………………………………..…………….1
1.1 PROBLEMA………………………………………………………….…........1
1.2 JUSTIFICACIÓN……………………………………………………….........2
1.3 OBJETIVOS……………………………………………………….…………3
1.3.1 GENERAL…………………………………………………………….……3
1.3.2 ESPECÍFICOS…………………………………………………….………..3
1.4 HIPÓTESIS……………………………………………………..…………….4
CAPÍTULO II
2. Marco Teórico………………………………..………………………………...5
2.1 La Cerveza……………………………………..……………………………...5
2.2 Tipos De Cerveza………………………………………………..………........5
2.2.1 Cerveza Tipo Ale……………………………………………………....……6
2.2.2 Cerveza Tipo Lager…………………………………………………...…......6
2.3 Cerveza Artesanal…………………………………………………....……......7
2.4 Composición de la cerveza……………………………………………………7
2.5 Valor Nutritivo……………………………………………...…………..……..9
2.6 Materias primas de la cerveza………………………………………….…….10
2.6.1 La Cebada…………………………………………………………….....….10
2.6.1.2 Componentes de la cebada……………………………………………..…11
2.6.2 El Lúpulo……………………………………………………………….…..11
2.6.2.1 Variedades de lúpulo………………………………………………….….12
2.6.3 Levadura Saccharomyces Cerevisiae…………………………………........13
2.6.3.1 Clasificación Científica de la levadura……………………………….......14
2.6.4 El agua………………………………………………………...…………....15
2.6.5 Sacarosa………………………………………………………...………..…15
2.7 Proceso artesanal…………………………………………………………......15
2.7.1 Malteado………………………………………………………………........16
2.7.1.1 Síntesis de enzimas………………………………………………….....…17

xiv
2.7.2 Secado…………………………………………………………………...…...17
2.7.2.1 La malta………………………………………………………………..…..18
2.7.3 Tostado……………………………………………………………………....19
2.7.3.1 Malta tostada……………………………………………………………....20
2.7.3.2 Mezcla entre maltas tostadas y sin tostar………………………...……......20
2.7.4 Molienda…………………………………………………………………......21
2.7.5 Maceración…………………………………………………………..…….....21
2.7.6 Hervido del mosto…………………………………………………….....…...21
2.7.7 Enfriamiento…………………………………………………………….…....21
2.7.8 Fermentación……………………………………………………………........21
2.7.8.1 Fermentación alcohólica……………………………………………...….....22
2.7.9 Envasado…………………………………………………………………..….23
2.8 Importancia de la temperatura en la fermentación………………………..….....23
2.9 Tiempo de fermentación…………………………………………………….….24
2.10 Importancia del pH en la cerveza………………………………………….….24
2.11 Grado alcohólico……………………………………………………………...25
2.12 Características organolépticas de la cerveza artesanal…………………….….26
2.13 Degustación…………………………………………………………….……..26
2.13.1 Apreciación visual………………………………………………….…….…27
2.13.2 Apreciación olfativa…………………………………………………..…….27
2.13.3 Apreciación del sabor………………………………………………..……...27
2.14 Defectos de la cerveza…………………………………………………..….…28
2.14.1 Acción de los microorganismos………………………………………….....28
2.14.2 Daños físicos…………………………………………………………….….28
2.14.3 Daños Químicos……………………………………………………….........28
2.15 Biorreactor………………………………………………………….….……..29
2.15.1 Tipos de biorreactor…………………………………...…………………....29
2.15.1.1 Biorreactor con agitación………………………………………………....29
2.15.1.2 Biorreactor con agitación por burbujeo………………………………..….30
2.15.1.3 Biorreactor de disco rotatorio………………………………………..…....30
2.15.2 Eficiencia del Biorreactor…………………………………………..……….31
2.15.2.1 Eficiencia del sistema eléctrico del biorreactor……………………..…….31

xv
CAPÍTULO III
3. Materiales y métodos………………………………………...…………………33
3.1 Materiales………………………………………………………………...……33
3.1.1 Materias primas………………………………………………………...……33
3.1.2 Equipos……………………………………………………………....………33
3.1.3 Laboratorio……………………………………………………………..……35
3.2 Métodos…………………………………………………………….…….…....35
3.2.1 Caracterización del área de estudio……………………………..……....…...35
3.3 Factores en estudio…………………………………………………..……....…36
3.3.1 Tratamientos………………………………………………...……….…….…36
3.3.2 Diseño experimental…………………………………………………….........37
3.3.3 Características del experimento…………………………………………........37
3.3.4 Análisis de varianza………………………………………………….....….…37
3.4 Manejo específico del experimento……………………………………........….38
3.4.1 Diagrama de bloques …………………….……………………………..…....38
3.4.2 Diagrama de flujo …………………..…………………………………..…....40
3.4.3 Descripción del Proceso………………………….…………………….….....42
3.4.3.1 Recepción……………………………………………………………..........42
3.4.3.2 Selección……………………………………………………………….…..42
3.4.3.3 Pesado…………………………………………………………………...…43
3.4.3.4 Malteado…………………………………………………………….…......43
3.4.3.5 Secado…………………………………………………………….…….....44
3.4.3.6 Tostado………………………………………………………………….....44
3.4.3.7 Molienda………………………………………………………..………....45
3.4.3.8 Maceración………………………………………………………..….……46
3.4.3.9 Lavado………………………………………………………….…….……46
3.4.3.10 Filtración…………………………………………………………………47
3.4.3.11 Hervido Del Mosto ………………………………………………...……47
3.4.3.12 Enfriamiento…………………………………………………...…….......48
3.4.3.13 Inoculación……………………………………………………...……….48
3.4.3.14 Fermentación……………………………………………………...……..49
3.4.3.15 Maduración……………………………………………………...……….49

xvi
3.4.3.16 Envasado y etiquetado……………………………………...………......50
3.5 Determinación de variables…………………………………..……………...51
3.5.1 Variables cuantitativas………………………………………………...…...51
3.5.1.1 Descripción del método de evaluación – variables cuantitativas…...........51
3.5.2 Variables cualitativas……………………………………………..…..……52
3.5.2.1 Descripción del método de evaluación – variables cualitativas…....…….52
3.5.3 Variables microbiológicas………………………………………...………..53
3.5.3.1 Descripción del método de evaluación – variables microbiológicas...…..53
3.5.4 Rendimiento……………………………...…………………….…..……....53
3.5.5 Costos………………………………………………………...…………….53
3.5.6 Eficiencia del biorreactor……………………………………..………..….54
3.5.6.1 Eficiencia del sistema eléctrico del biorreactor…………………...….…..54
CAPÍTULO IV
4. Resultados y discusiones…………………………………………………….....55
4.1 Análisis estadístico de las variables cuantitativas………………………….....55
4.1.1 Análisis de la influencia de la temperatura en el tiempo de fermentación.....55
4.1.2 Análisis del pH……………………………………………..…………….....59
4.1.3 Análisis del grado alcohólico……………………………………………….61
4.2 Análisis estadístico de las variables cualitativas………………………...……63
4.2.1 Análisis del aspecto…………………………………………………............63
4.2.2 Análisis del color…………………………………………………................65
4.2.3 Análisis del olor……………………………………………………….…….67
4.2.4 Análisis del sabor……………………………………………………..…..…69
4.2.5 Análisis del % óptimo entre m. tostada y sin tostar ……………………...…71
4.3 Análisis microbiológico del mejor tratamiento………………………..….…..74
4.4 Rendimiento del mejor tratamiento……………………………………….…..75
4.5 Costos de producción del mejor tratamiento………………………….………77
4.6 Eficiencia del biorreactor………………………………………......….....……77
4.6.1 Eficiencia del sistema eléctrico del biorreactor…………………………......78
CAPÍTULO V
5. Conclusiones y recomendaciones……………………………………………....80
5.1 Conclusiones……………………………………………..…………………....80

xvii
5.2 Recomendaciones………………………………………...……………….…..81
CAPÍTULO VI
6. Bibliografía……………………………………………………………..….…...82
CAPÍTULO VII
7. Anexos…………………………………………………………………..……..86
ÍNDICE DE CUADROS
CONTENIDO PÁGINA
Cuadro1: Composición de la cerveza industrial........................................................8
Cuadro2: Composición de la cerveza artesanal…………………………………….9
Cuadro 3: Composición de la Cebada…………………………………….….……11
Cuadro 4: Clasificación científica de las levaduras……………………………….14
Cuadro 5: Tratamientos……………………………………………………............36
Cuadro 6: ADEVA………………………………..………………………….……37
Cuadro 7: Variables Cuantitativas…………………………………………............51
Cuadro 8: Variables Cualitativas……………………………………………..……52
Cuadro 9: Variables microbiológicas………………………………....….………..53
Cuadro 10: Costos…………………………………………………….……...........54
Cuadro 11: Datos del tiempo de fermentación……………………………….........55
Cuadro 12: ADEVA del tiempo de fermentación….………………………............55
Cuadro 13: Tukey tiempo de fermentación………………………………….…….56
Cuadro 14: DMS factor A……………………………………………..…...............56
Cuadro 15: DMS factor B……………………………………………….…………57
Cuadro 16: Datos del pH………………….………………………………..………59
Cuadro 17: ADEVA del pH………………..………………………………..……..59
Cuadro 18: Datos del Grado Alcohólico…………………………………….…......61
Cuadro 19: ADEVA del grado alcohólico…………………………………..……..61
Cuadro 20: DMS Malta tostada…………………………………………...………..62
Cuadro 21: Datos del Aspecto Fase 1...………………………….…………...........63
Cuadro 22: Datos del Aspecto Fase 2...………………………….…………...........64
Cuadro 23: Datos del Color Fase 1……………………………….………..............65

xviii
Cuadro 24: Datos del Color Fase 2……………………………………………….66
Cuadro 25: Datos del Olor Fase 1………………………………………….……..67
Cuadro 26: Datos del Olor Fase 2………………………………….......…...…….68
Cuadro 27: Datos del Sabor Fase 1………………………………………….........69
Cuadro 28: Datos del Sabor Fase 2…………………………………..…………...70
Cuadro 29: Datos de la Preferencia Fase1………………………………………...71
Cuadro 30: Datos de la Preferencia Fase 2…………………………………..…....72
Cuadro 31: Datos de la Preferencia Fase 3….………………………………..…...73
Cuadro 32: Análisis Microbiológico………………………………………..….….74
Cuadro 33: Costos de Producción del mejor tratamiento………………………….77
ÍNDICE DE GRÁFICOS
CONTENIDO PÁGINA
Gráfico 1: Levadura……………………………………………………………….13
Gráfico 2: Explotación industrial de los microorganismos………………….........14
Gráfico 3: Germinación de la cebada…………………………………………..…17
Gráfico 4: Pérdida de agua de la malta………………….………………….……..18
Gráfico 5: Conversión de la maltosa en glucosa...…………………………….…..19
Gráfico 6: Reacción de Maillard…..………………………………………...….…19
Gráfico 7: Formación de color y nuevos sabores………………………….………20
Gráfico 8: Fermentación alcohólica……………………………….………………22
Gráfico 9: Curso de fermentación ale……………………………………….….…22
Gráfico 10: Biorreactor con agitación………………………………………...…..29
Gráfico 11: Biorreactor con agitación por burbujeo………………………...…….30
Gráfico 12: Biorreactor de disco rotatorio…………………………….….….……30
Gráfico 13: Sistema de codificación de resistencias eléctricas………….……...…32
Gráfico 14: Biorreactor utilizado para el experimento…………………...….……34
Gráfico 15: Interacción A x B………………………………………….………....57
Gráfico 16: Representación del tiempo de fermentación…………………….…...57
Gráfico 17: Representación de la densidad vs. el tiempo…………………............58
Gráfico 18: Representación de la dinámica de crecimiento de las levaduras...…...58
Gráfico 19: Representación del pH obtenido en los tratamientos…………….…...60

xix
Gráfico 20: Representación del pH vs. el tiempo………………………..…….…60
Gráfico21: Representación del grado alcohólic… ……….………….…………...62
Gráfico 22: Representación del grado alcohólico vs. el tiempo…….……….……62
Gráfico 23: Aspecto fase 1……………………………….……….…….………...64
Gráfico 24: Aspecto fase 2…………………………………………………..……65
Gráfico 25: Color fase 1…………………………………………………….....….66
Gráfico 26: Color fase 2……………………………….…..…………….………..67
Gráfico 27: Olor fase 1…………………………….…………….…….….…........68
Gráfico 28: Olor fase 2…………………………………………..……..…………69
Gráfico 29: Sabor fase 1……………………………………………...…………...70
Gráfico 30: Sabor fase 2……………………………...…………………………...71
Gráfico 31: Preferencia fase 1…………………………...……………….……….72
Gráfico 32: Preferencia fase 2……………………………...………….………….73
Gráfico 33: Preferencia fase 3……………………………...…………………..…74
ÍNDICE DE FOTOGRAFÍAS
CONTENIDO PÁGINA
Fotografía 1: Tipos de cerveza……………………………………………………..5
Fotografía 2: Cerveza tipo Ale………………………………………...…..……….6
Fotografía 3: Cerveza Tipo Lager………………….……………………...……….7
Fotografía 4: Cebada.……………………………………………………………..10
Fotografía 5: Lúpulo………………………………………………...…………….11
Fotografía 6: Materias primas……………………………………...……………...42
Fotografía 7: Selección…………………………………………...………..........…42
Fotografía 8: Pesado…………………………………………………...………..…43
Fotografía 9: Remojo…………………………………………...…………………43
Fotografía 10: Germinación…………………………………...……….............….43
Fotografía 11: Cebada Germinada…………………………...…….……………...44
Fotografía 12: Malta………………………………………...…………...………..44
Fotografía 13: Tostado……………………………………………………..……...45
Fotografía 14: Molienda…………………………………………………………..45
Fotografía 15: Maceración…………………………………….…………………..46

xx
Fotografía 16: Lavado…………………………………………………………….46
Fotografía 17: Filtración………………………………………….…….………....47
Fotografía 18: Hervido ……………………………………………...…………....47
Fotografía 19: Enfriamiento…………………………………………..…….…….48
Fotografía 20: Levadura activada………………………………………..….…….48
Fotografía 21: Inoculación……………………………………….………….…….48
Fotografía 22: Fermentación…………………………………………….….…..…49
Fotografía 23: Maduración………………………………………………….……..50
Fotografía 24: Envasado……………………………..………………………........50
Fotografía 25: Etiquetado……………………………………………………..…..51
ÍNDICE DE ANEXOS
CONTENIDO PÁGINA
Anexo 1: Protocolo de uso y funcionamiento del equipo...…………..……………86
Anexo 2: Encuesta de consumo de cerveza………………………………….…….88
Anexo 3: Datos de la encuesta…………………………………….….………....…90
Anexo 4:Ficha de Degustación……………………………….………………..…..94
Anexo 5: Datos de la Degustación………………………..………………………..99
Anexo 6: Fotografías de la Degustación…………………...……………….….…100
Anexo 7: Tabla SRM…………………………...……………………..……….….102
Anexo 8: Fórmula base……………………………………………………..…..…102
Anexo 9: Resultado del análisis microbiológico……...………………………..…103
Anexo 10: Resultado del análisis físico – químico……………………….………104
Anexo 11: Resultado del análisis de acidez de la cerveza…………………..…….105
Anexo 12: Hoja técnica de la levadura………………………………..…………..106
Anexo 13: Hoja técnica del lúpulo…………………………………………..……107
Anexo 14: Método turbidimétrico……………………………………..………….108
Anexo 15: Normas INEN……………………………………………..…………..108

1
CAPÍTULO I
INTRODUCCIÓN
1.1 PROBLEMA
En Latinoamérica la preferencia por las bebidas de elaboración artesanal es una
de las tendencias de consumo observadas en el estudio de los gustos de los
consumidores (Mundo cerveza, 2013).
En el Ecuador está creciendo la preferencia del consumidor por productos nuevos
y artesanales, lo que promueve su fabricación.
Sin embargo, las nuevas políticas del gobierno prohíben importar productos que
se considera pueden ser fabricados en el país, como es el caso de la cerveza
artesanal, quedando por tal razón desatendido este mercado. Además para su
elaboración no se cuenta con parámetros estandarizados de inicio, de proceso y
del producto final, lo que no asegura o garantiza la obtención de un producto
homogéneo y certificado para su consumo, siendo éste uno de los principales
problemas para su producción.
Según la Agencia de Regulación, Control y Vigilancia Sanitaria al no existir una
norma técnica específica para la cerveza artesanal no se habían registrado
productos de este tipo, ni tampoco establecimientos que la fabriquen (Tamariz,
2013).

2
1.2 JUSTIFICACIÓN
El presente trabajo, pretende establecer parámetros de inicio, procesamiento y
características de la cerveza artesanal tipo Ale oscura, con el fin de estandarizar la
producción en el Ecuador.
Al caracterizar la materia prima, su formulación y regularizar el proceso de
producción mediante un biorreactor de nivel piloto que permita tener una
estabilidad en la producción se proyecta la obtención de una cerveza homogénea.
Mediante este estudio se podría contribuir a establecer parámetros iniciales para
una norma de cerveza artesanal, debido a que por sus características propias no se
puede compararla o adaptarla con la norma INEN 2262 para cerveza, ya que sus
condiciones físicas, químicas y microbiológicas son diferentes a la cerveza
industrial.
El consumidor ecuatoriano cada vez es más exigente, busca nuevos productos, lo
que motiva la producción de cerveza artesanal, su consumo y la creación de
microempresas, exaltando el espíritu emprendedor de los mismos.

3
1.3 OBJETIVOS
1.3.1 GENERAL
1. Obtener cerveza artesanal tipo Ale oscura utilizando un equipo biorreactor de
nivel piloto.
1.3.2 ESPECÍFICOS
1. Establecer la influencia de la temperatura en el tiempo de fermentación
requerido para la elaboración de cerveza artesanal tipo Ale oscura.
2. Valorar el pH, grado alcohólico, aspecto, color, olor y sabor de la cerveza.
3. Determinar el porcentaje de mezcla óptimo entre malta tostada y sin tostar
para la elaboración de cerveza artesanal tipo Ale oscura utilizando un
biorreactor de 50 litros de capacidad.
4. Realizar pruebas microbiológicas como: conteo de mohos y levaduras y
recuento en placa, al mejor tratamiento.
5. Definir el rendimiento y costos de producción del mejor tratamiento.
6. Evaluar el funcionamiento del biorreactor de 50 litros y de manera especial la
estabilidad en la temperatura de la fermentación por medio de un sistema
eléctrico.

4
1.4 HIPÓTESIS
1) Ho Los porcentajes de mezcla entre malta tostada y sin tostar no influyen en
las características organolépticas de la cerveza artesanal tipo Ale oscura.
2) Ho La temperatura no influye en el tiempo requerido para la fermentación en
el proceso de obtención de cerveza artesanal tipo Ale oscura.
1) Ha Los porcentajes de mezcla entre malta tostada y sin tostar influyen en las
características organolépticas de la cerveza artesanal tipo Ale oscura.
2) Ha La temperatura influye en el tiempo requerido para la fermentación en el
proceso de obtención de cerveza artesanal tipo Ale oscura.

5
CAPÍTULO II
MARCO TEÓRICO
2.1 LA CERVEZA
La cerveza es una bebida alcohólica no destilada, elaborada por medio de la
fermentación de una solución de cereales, donde el almidón ha sido parcialmente
hidrolizado y se le ha conferido por infusión el sabor del lúpulo. La cerveza se puede
considerar como la bebida preparada a base de cualquier cereal (por ejemplo, la
cerveza de sorgo africana, o la Weissbier, elaborada con una alta proporción de malta
de trigo), pero normalmente el término se refiere al producto elaborado a partir de
malta de cebada, con o sin la adición de otros cereales no malteados, que son conocidos
como adjuntos (Páez, 2010).
2.2 TIPOS DE CERVEZA
Fotografía 1: Tipos de cerveza
En función de las materias primas utilizadas en su elaboración, de los procesos
industriales aplicados y de su composición, se distinguen infinidad de tipos de cerveza.
Según la materia prima: un criterio de clasificación hace referencia al cereal
utilizado como materia prima fundamental. Si simplemente se utiliza la
denominación de cerveza, significa que procede de la cebada. Si es
reemplazada por otros cereales, se deberá indicar el cereal o cereales de
procedencia.
Según el tipo de fermentación: se clasifica en dos grandes grupos, las de baja
y las de alta fermentación, las cuales a su vez presentan diversas subcategorías
en función de la zona de origen.

6
Contenido en extracto seco: un criterio de calidad de la cerveza se refiere a la
cantidad de cereales utilizada en su elaboración, lo cual se expresa como
Extracto Seco Primitivo (ESP) y que corresponde a los componentes del mosto
antes de su fermentación, así las cervezas normales contienen un ESP entre 11
y 13, las especiales entre 13 y 15 y las extras, superior a 15.
Contenido de alcohol: es muy variable, la mayoría rondan el 5%, pero es
posible encontrar cervezas de bajo contenido en alcohol a las que se designan
como light (Rodríguez, 2008).
2.2.1 Cerveza Tipo Ale
Son cervezas obtenidas con levaduras que fermentan a altas temperaturas, la nota de
malta domina sobre la de lúpulo, además de estar impregnada de aromas de especias
más complejas y persistentes, éste tipo de cervezas reagrupa diferentes variedades
(Pilla & Vinci, 2012).
Fotografía 2: Cerveza tipo Ale (Dudes, 2014)
2.2.2 Cerveza Tipo Lager
Esta cerveza debe su nombre a los almacenes (lager, en alemán) o bodegas donde los
cerveceros bávaros producían y la conservaban en estaciones frías del año.

7
El frío de la estación y de las bodegas permitía que ciertas levaduras dieran
nacimientos a cervezas de color dorado brillante, espuma firme y persistente y con
volumen de alcohol de 4 a 5% (Pilla & Vinci, 2012).
Fotografía 3: Cerveza tipo Lager (Gonal, 2014)
2.3 CERVEZA ARTESANAL
Es una cerveza de características muy personales, diferenciadas de las marcas
industriales. Carece de pasteurización y filtración, sin ningún tipo de aditivos ni
conservantes; posee levadura sedimentada en la botella que genera una segunda
fermentación en el envase (Castillo J. , 2012).
2.4 COMPOSICIÓN DE LA CERVEZA
En los cuadros siguientes se muestra la composición de la cerveza industrial y
artesanal.

8
Cuadro 1: Composición de la cerveza industrial
Agua 91%
Alcohol 5%
Residuos de hidratos de carbono 4%
Energía 450 Kcal
Sustancias protéicas 6 g
Anhídrido carbónico 5 g
Aminoácidos esenciales 80 mg
Polifenoles 100 mg
Alcoholes superiores 100 mg
Ésteres 25 mg
Potasio 350 mg
Sodio 30 mg
Calcio 40 mg
Magnesio 80 mg
Fósforo 250 mg
Cobre 0,05 mg
Hierro 0,03 mg
Ácido pirúvico 80 mg
Ácido cítrico 110 mg
Vitamina B3 (niacina) 7700 ug
Vitamina B5 (ácido pantoténico) 1500 ug
Vitamina B6 (piridoxina) 600 ug
Vitamina B2 (riboflavina) 300 ug
Vitamina B9 (ácido fólico) 80 ug
Vitamina B (tiamina) 25 ug
Vitamina H (biotina) 10 ug
(Inaroja & Soriano, 2009)

9
Cuadro 2. Composición de la cerveza artesanal
100 ml
Cerveza
kcal Agua
g
Proteína
g
Lípidos
g
h. dec.
g
Tiramina
g
Histamina
g
Na
mg
Oscura 30 93.3 0.4 0 2.8 1.2 ND 16
Rubia 12 90.6 0.5 0 2.9 1.2 0.63 5
Tipo Pale 11 93.7 0.25 0 2.8 ND 0.45 4
Tipo
Brown 45 91 0.4 0 3.5 ND ND 10
(Cerveza y salud, 2012)
2.5 VALOR NUTRITIVO
La cerveza como bebida alcohólica moderada, es una bebida nutritiva, excitante,
fortificante, a la vez refresca y tonifica. El consumo de cerveza aporta vitaminas del
tipo B y D, minerales, antioxidantes, carece de grasas y el alcohol que contiene es
bueno para las arterias y el corazón (Castillo J. , 2012).
Por su alto contenido en agua y reducido aporte calórico, se la considera como un
rápido calmante de la sed, la baja graduación alcohólica, el reducido contenido en
hidratos de carbono y nulo de lípidos hace que las cervezas aporten poca energía (40
kcal/100 ml en las rubias y 50 kcal/100 ml en las oscuras). Esto conlleva que en ciertos
casos se consuman grandes cantidades de cerveza que pueden llegar a cubrir en cierto
grado las necesidades nutritivas de algunos minerales y fibra soluble. Aunque también
posee en pequeñas cantidades sustancias consideradas toxicológicamente como
problemáticas, como son las aminas biógenas, tiramina e histamina, implicadas en
reacciones alérgicas (Rodríguez, 2008).
100 ml
Cerveza
K
Mg
Na
mg
Na
Mg
Mg
mg
Ca
mg
B1
mg
B2
Mg
Pantoténico
mg
B6
mg
Fólico
mcg
Oscura 33 16 16 ND 7 tr ND ND 0,01 4
Rubia 38 5 5 9 4 0,01 ND ND ND ND
Tipo Pale 21 4 4 ND 1 tr ND 0,03 ND ND
Tipo
Brown 57 10 10 9 6 tr 0,03 ND 0,03 10

10
2.6 MATERIAS PRIMAS DE LA CERVEZA
2.6.1 La Cebada
Fotografía 4: Cebada
La cebada es una planta graminácea parecida al trigo, de espigas formadas por
espiguillas uniformes y grano aguzado en los extremos. Es una de las plantas agrícolas
más antiguas. Ocupa el cuarto lugar en volumen de producción de cereales, después
del trigo, el arroz y el maíz (Castillo C. , 2002).
Las cebadas cultivadas se distinguen por el número de espiguillas que quedan en cada
diente del raquis. Si queda solamente la espiguilla intermedia, tendremos la cebada de
dos hileras (Hordeum distichum), si quedan solo las dos espiguillas laterales,
tendremos la cebada de cuatro hileras (Hordeum tetrastichum) y si se desarrollan las
tres espiguillas tendremos la cebada de seis hileras (Hordeum hexastichum) (Guerrero,
1998).
Generalmente la cebada que entra en el proceso de malteado es la de dos hileras, por
su relación harina/cascarillas (Castillo C. , 2002).
La fabricación de cerveza siempre ha implicado el empleo de enzimas. La malta de
cebada es la materia prima más importante como base para la producción del extracto
11
y, al mismo tiempo, la única fuente esencial de enzimas. La cebada resulta ventajosa
por las siguientes razones:
El almidón en la cebada se gelatiniza a temperaturas de maceración normales
y, por tanto, no requiere ebullición.
La proporción de amilasa y amilopectina en la cebada es muy parecida a la de
la malta.
La cebada contiene β amilasa.
La proteína de la cebada es muy parecida a la de la malta (Zaragoza, Vincent,
& Alvarez, 2006).
2.6.1.2 Componentes de la Cebada
Composición aproximada de un grano de cebada:
Cuadro 3: Composición de la cebada
COMPONENTES %
Humedad 14
Carbohidratos 66,5
Proteína 10
Grasa 1,8
Celulosa 5,2
Materias minerales 2,6
(Castillo C. , 2002)
2.6.2 El Lúpulo
Fotografía 5: Lúpulo

12
Es un arbusto de origen silvestre de la familia de las cannabáceas, aunque en la
actualidad, se cultiva en grandes cantidades. Posee herbáceos trepadores que se
convierten en tallos leñosos (Castillo J. , 2012).
Es una planta aromática, herbácea y trepadora, perenne en su parte subterránea y anual
en la aérea, originaria de zonas templadas del hemisferio norte (Posse, 1993).
Su nombre científico es Humus lupulus, posee flores diferenciadas, las femeninas, que
tienen forma cónica, y un aroma intenso característico, proporcionan el sabor amargo
y parte del aroma de la cerveza (Hernández, 2003).
El lúpulo es un ingrediente esencial de la cerveza, precipita las proteínas del mosto,
por lo que aclara la cerveza; además, posee propiedades antibióticas que mejoran su
conservación. Entre los más de 150 compuestos químicos identificados en su aceite
esencial, encontramos las isohumulonas (terpenos) que son fotosensibles, por lo que
en contacto con luz blanca o ultravioleta, se descomponen en radicales libres muy
activos que reaccionan con el azufre que contienen las proteínas de la cerveza y
producen unos compuestos de olor desagradable llamados tioles. De ahí que la cerveza
se envase en latas o en botellas de color ámbar que no dejen pasar la luz (Wolke,
2005).
2.6.2.1 Variedades de Lúpulo
Según el contenido de ácidos alfa se clasifican en:
Lúpulo aromático, contiene entre 4 y 8% de ácidos alfa, incluye variedades
como: Spalt, Hallertau, Hersbuck, Cascade y Fugle.
Lúpulo amargo, contiene más de 7% de ácidos alfa, como las variedades
Cluster, Northern Brewer, Brewers Gold, Bullion y Pride of Ringwood (Posse,
1993).

13
2.6.3 Levadura Saccharomyces cerevisiae
Gráfico 1: Levadura (Hough, 2002)
Existe una variedad de cepas distintas de levadura de cerveza, la diferencia
fundamental entre las cepas ale y lager se basa en la capacidad de fermentar el azúcar
melobiosa. Las cepas ale no son capaces, mientras que las lager sí (Bamforth, 2005).
La Saccharomyces cerevisiae es un hongo de una sola célula eucarionte, con un
genoma de cromosomas lineales individuales contenidos en un núcleo y con orgánulos
citoplasmáticos, como el retículo endoplasmático, el aparato de Golgi, mitocondrias,
peroxisomas y vacuolas análogas a los lisosomas (Passarge, 2010).
Las levaduras del género Saccharomyces cerevisiae, son los microorganismos
responsables de la producción de las bebidas alcohólicas, ya que fermentan y asimilan
la glucosa, y normalmente la sacarosa, la maltosa y la galactosa. Las cepas de S.
cerevisiae, presentan distintos comportamientos al crecer en medios líquidos: algunas
floculan y otras no. Asimismo, el flóculo, puede irse al fondo del fermentador
(levaduras de floculación baja), o la superficie (levaduras de floculación alta). La
tendencia a flocular puede aparecer al finalizar la fermentación o en sus etapas
tempranas (Hernández, 2003).
Son organismos heterótrofos, por lo tanto requieren de carbono orgánico para obtener
la energía y el carbono para la síntesis de sus componentes celulares. Los azúcares
constituyen el mejor alimento energético para las levaduras. El proceso típico es la
disimilación anaerobia, conocido comúnmente como fermentación alcohólica, el cual
14
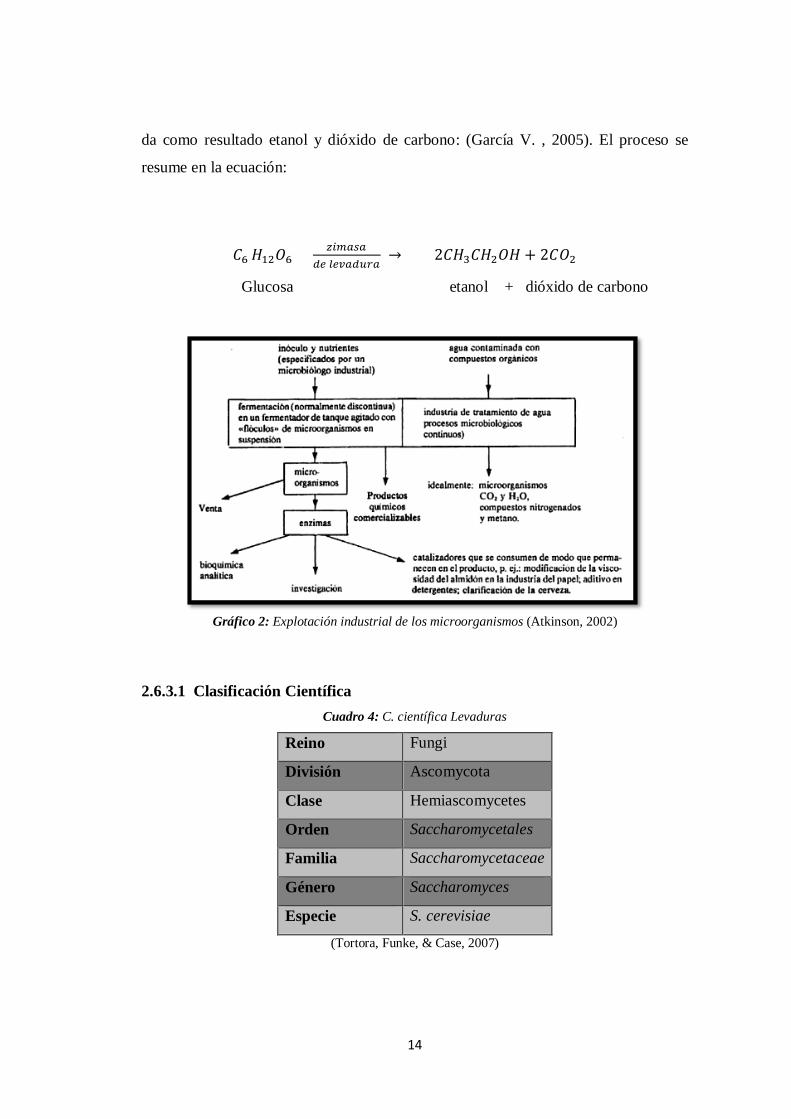
da como resultado etanol y dióxido de carbono: (García V. , 2005). El proceso se
resume en la ecuación:
𝐶6 𝐻12𝑂6 𝑧𝑖𝑚𝑎𝑠𝑎
𝑑𝑒 𝑙𝑒𝑣𝑎𝑑𝑢𝑟𝑎 → 2𝐶𝐻3𝐶𝐻2𝑂𝐻 + 2𝐶𝑂2
Glucosa etanol + dióxido de carbono
Gráfico 2: Explotación industrial de los microorganismos (Atkinson, 2002)
2.6.3.1 Clasificación Científica
Cuadro 4: C. científica Levaduras
Reino Fungi
División Ascomycota
Clase Hemiascomycetes
Orden Saccharomycetales
Familia Saccharomycetaceae
Género Saccharomyces
Especie S. cerevisiae
(Tortora, Funke, & Case, 2007)

15
2.6.4 El Agua
Es el mayor componente de la cerveza, entre un 85 y un 90%. Debe ser
bacteriológicamente pura (García, Gil, & García, 2004).
El agua se encuentra integrada por sales; los aniones de estas sales son fosfatos,
cloruros, bicarbonatos, carbonatos, silicatos, sulfatos y los cationes son calcio, sodio,
hierro, magnesio y amonio. Su composición tiene mucha influencia en la calidad y el
tipo de cerveza. Según los cerveceros uno de los principales puntos a vigilar es la
concentración de bicarbonatos, ya que al elevarse se incrementa el pH que puede ser
desfavorable para las enzimas (Hernández, 2003).
2.6.5 Sacarosa
Su fórmula química es C12H22O11, es un disacárido, de sabor dulce, soluble en agua y
poco soluble en alcohol.
En soluciones no saturadas se altera por la acción de levaduras y otros
microorganismos (Durán, 2012).
La sacarosa está presente en las melazas extraídas de la caña de azúcar. De la
fermentación de carbohidratos o sacáridos, se obtiene etanol y CO2. Las reacciones
para su formación son:
𝐶12 𝐻22𝑂11 + 𝐻2 𝑂 𝐿𝑒𝑣𝑎𝑑𝑢𝑟𝑎𝑠
𝐹𝑒𝑟𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛 4𝐶𝐻3 𝐶𝐻2 𝑂𝐻 + 4𝐶𝑂2
Sacarosa Alcohol etílico
(Acuña, 2006)
2.7 PROCESO ARTESANAL
El sistema de elaboración consta de 9 etapas básicas:
Malteado
Secado
Tostado
Molienda

16
Maceración
Hervido
Enfriamiento
Fermentación
Envasado
2.7.1 Malteado
La maltería es la industria de la primera transformación de la cebada en malta, materia
prima esencial en la elaboración de la cerveza (Zaragoza, Vincent, & Alvarez, 2006).
La preparación de la malta o malteo es básicamente, la germinación inducida de la
cebada para que se formen las enzimas responsables de la hidrólisis de los
carbohidratos (Hernández, 2003).
Durante el malteado se desarrollan en el embrión del grano, los órganos destinados a
convertirse en raíces y hojas (Zaragoza, Vincent, & Alvarez, 2006).
El proceso de malteado consta de:
Remojo: el grano de cebada se remoja hasta que el contenido de humedad se
encuentre entre el 42 y 46%.
Germinación: cuando el grano de cebada absorbe el agua, se modifican las
paredes celulares y se activa la formación de enzimas que empiezan a
descomponer el almidón y la proteína presentes (Hernández, 2003).

17
Gráfico 3: Germinación de la cebada (Cabrera, 2009)
2.7.1.1 Síntesis de Enzimas
Proteasas: Son activadas por la humedad y son las encargadas de descomponer la
proteína almacenada en el grano para sintetizar las amilasas que posteriormente
hidrolizarán el almidón.
Amilasa: La amilasa que será sintetizada con los aminoácidos generados por las
proteasas, descompone el almidón en dextrinas y en maltosa, un azúcar
fermentable de doce carbonos (Castillo C. , 2002).
2.7.2 Secado
Se procede a eliminar el agua de la malta, hasta llegar al 3% de humedad, con el fin de
detener las reacciones químicas, sobre todo las enzimáticas.
Esto se consigue mediante un secado con diferentes patrones de temperatura,
dependiendo de las características que se deseen en la malta, pero normalmente es un
proceso de calentamiento gradual ascendente. Las temperaturas típicas del secado son:
para maltas lager entre 55 y 70 ºC y para maltas ale entre 60 y 95 ºC, aunque maltas
oscuras se hornean a temperaturas entre 105 y 177 ºC, y en casos especiales después
del secado se da un tratamiento de tostado con temperaturas hasta 233 ºC, obteniéndose
así maltas negras o chocolate (Noriega, 2004).
18
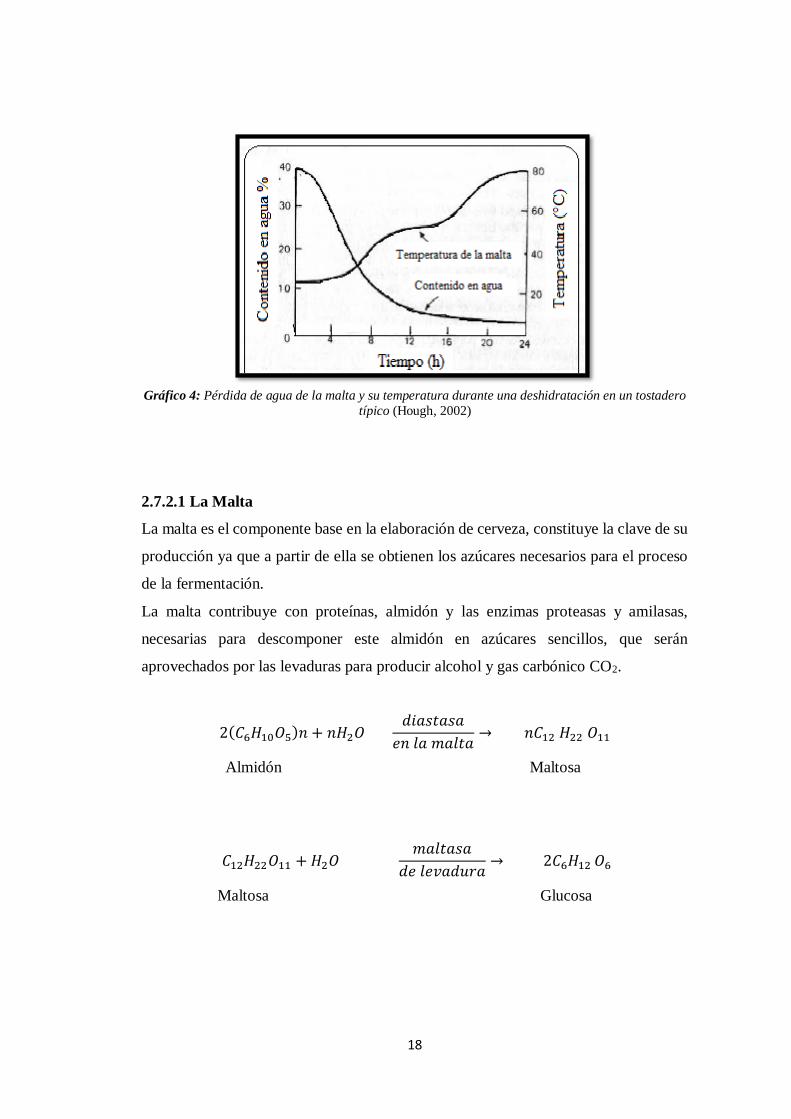
Gráfico 4: Pérdida de agua de la malta y su temperatura durante una deshidratación en un tostadero
típico (Hough, 2002)
2.7.2.1 La Malta
La malta es el componente base en la elaboración de cerveza, constituye la clave de su
producción ya que a partir de ella se obtienen los azúcares necesarios para el proceso
de la fermentación.
La malta contribuye con proteínas, almidón y las enzimas proteasas y amilasas,
necesarias para descomponer este almidón en azúcares sencillos, que serán
aprovechados por las levaduras para producir alcohol y gas carbónico CO2.
2(𝐶6𝐻10𝑂5)𝑛 + 𝑛𝐻2𝑂 𝑑𝑖𝑎𝑠𝑡𝑎𝑠𝑎
𝑒𝑛 𝑙𝑎 𝑚𝑎𝑙𝑡𝑎→ 𝑛𝐶12 𝐻22 𝑂11
Almidón Maltosa
𝐶12𝐻22𝑂11 + 𝐻2𝑂 𝑚𝑎𝑙𝑡𝑎𝑠𝑎
𝑑𝑒 𝑙𝑒𝑣𝑎𝑑𝑢𝑟𝑎→ 2𝐶6𝐻12 𝑂6
Maltosa Glucosa

19
Gráfico 5: Conversión de la maltosa en glucosa (Unizar, 2011)
2.7.3 Tostado
Consiste en someter a la malta a una cierta temperatura (de 180 a 200°C) para
modificar su color y propiedades aromáticas, incrementando gradualmente la
temperatura hasta lograr el color deseado. Esto se produce por la reacción de Maillard
que ocurre entre un azúcar reductor y un amino libre (Hopp, 2005).
Gráfico 6: Reacción de Maillard (Duarte, 2013)

20
2.7.3.1 Malta Tostada
El poder enzimático de la malta tostada es nulo, por lo que se usan con moderación
debido a que no se puede realizar una maceración a partir de ellas.
Las maltas tostadas a diferencia de las maltas sin tostar, imparten color, aromas y
sabores dependiendo del grado de tostado al que haya sido sometida la malta base.
Gráfico 7: Formación de color marrón y nuevos sabores (Klopfer, 2011)
2.7.3.2 Mezcla entre maltas tostadas y sin tostar
La malta es la base de la producción de la cerveza. Puede ser utilizada en un 100% de
la formulación y las maltas tostadas pueden ser utilizadas desde el 5 hasta el 25% del
total de la malta utilizada en la elaboración de cerveza. Se conoce varios tipos de
maltas tostadas, que por su grado de temperatura en el proceso de tostado toman
diferentes nombres como: malta caramelo, chocolate, black, patent, viscuit, victory,
munich, vienna, pale ale, etc. Además aportan diferentes características a la cerveza,
como el sabor y color siendo conocidas como: rubia, dorada, tostada o negra (Cervebel,
2013).

21
2.7.4 Molienda
Este proceso es fundamental para lograr extraer mayor cantidad de materiales. Existen
dos tipos: molienda seca y molienda húmeda (Bamforth, 2005).
2.7.5 Maceración
Es la mezcla de la molienda con agua caliente (55 – 75ºC), consiste en digerir los
componentes de la malta y generar mosto que contenga todos los ingredientes
necesarios para la fermentación deseada. Es el primer paso en la degradación del
almidón (Bamforth, 2005).
2.7.6 Hervido del mosto
En esta etapa se añade el lúpulo. El hervido sirve para esterilizar y concentrar el mosto,
además para eliminar materiales volátiles no deseados (Bamforth, 2005).
Los efectos principales del hervido, además de los anteriores, son: coagulación de
proteínas y taninos, precipitación más intensa del fosfato dicálcico, lo que disminuye
el pH; destilación de los productos volátiles, producción de color por la caramelización
de los azúcares debido a la formación de melaniodina y oxidación de taninos (Hough,
2002).
2.7.7 Enfriamiento
El mosto se enfría para añadir la levadura e iniciar la fermentación. La realización de
esta etapa sin duda acelera la fermentación y, por tanto influencia directamente en el
metabolismo de la levadura (Bamforth, 2005).
2.7.8 Fermentación
La fermentación es un proceso que libera energía a partir de azúcares u otras moléculas
orgánicas, como aminoácidos, ácidos orgánicos, purinas y pirimidinas. No necesita
oxígeno, pero a veces tiene lugar en su presencia. No necesita recurrir al ciclo de Krebs
ni a una cadena transportadora de electrones. Utiliza una molécula orgánica como
aceptor final de electrones. Solo produce pequeñas cantidades de ATP. Los
microorganismos poseen la capacidad de fermentar diversos sustratos; los productos

22
finales dependen del tipo de microorganismo, del tipo de sustrato y del tipo de enzimas
que se encuentren presentes y en estado de activación (Tortora, Funke, & Case, 2007).
2.7.8.1 Fermentación alcohólica
Es una de las etapas principales que transforman el mosto o zumo azucarado, en un
líquido con un determinado contenido de alcohol etílico (Zaragoza, Vincent, &
Alvarez, 2006).
Inicia con la glucólisis de una molécula de glucosa, para formar dos moléculas de ácido
pirúvico y dos moléculas de ATP (Tortora, Funke, & Case, 2007).
Gráfico 8: Fermentación alcohólica (Cartaya, 2013)
Gráfico 9: Curso de una fermentación ale. SG densidad del mosto; t temperatura; fa alcohol; e
ésteres (Hough, 2002)

23
2.7.9 Envasado
En esta etapa se introduce la cerveza en el envase con una pequeña cantidad de azúcar
para que genere el gas y desarrolle plenamente sus sabores antes de ser consumida.
2.8 IMPORTANCIA DE LA TEMPERATURA EN LA FERMENTACIÓN
Según Svante Arrhenius (1858 – 1927) la velocidad de una reacción química se duplica
o triplica por cada 10 ºC de aumento de la temperatura.
Las levaduras son microorganismos mesófilos, su desarrollo y reproducción se adapta
a temperaturas que van desde los 13 a 35°C (Collado, 2001).
Las cervezas Ale generalmente fermentan a mayor temperatura (18 – 23 ºC) que las
lager (6-13 ºC), por lo que obtienen la gravedad específica final más rápidamente,
siendo alcanzada aproximadamente en 2 días, mientras que las lager en 10 días.
(Bamforth, 2005). Una cerveza para ser envasada debe tener una densidad entre 1,010
g/ml y 1,030 g/ml (De la Peña, 2006).
A temperaturas altas:
La actividad de las levaduras y bacterias es elevada.
Aumenta la velocidad de consumo de azúcares y nitrógeno.
El tiempo de fermentación es corto.
Pérdida de alcohol por evaporación.
Iniciación de fermentaciones indeseables.
Parada de fermentación.
A temperaturas bajas:
La actividad de las levaduras es lenta.
Limita el crecimiento de las levaduras.
El tiempo de fermentación aumenta.
Parada de la fermentación.
Mayor producción de alcohol.
Competencia entre microorganismos (Collado, 2001)

24
El objetivo de buscar una temperatura ideal que pueda mantenerse durante todo el
proceso fermentativo es el de regularizar el mismo, debido a que los dos extremos de
temperatura, pueden causar problemas en la fermentación.
Una temperatura adecuada y constante busca las condiciones más aptas para el
desarrollo de levaduras utilizadas para la elaboración de cerveza artesanal tipo Ale, en
el que se desarrolle el porcentaje de alcohol buscado, los compuestos aromáticos y
sabores deseados.
2.9 TIEMPO DE FERMENTACIÓN
El tiempo de fermentación de una cerveza, es un valor relativo que no ha llegado a un
consenso, debido a que son muchos los factores que influyen como:
● Temperatura
Las levaduras son seres vivos mesófilos que necesitan condiciones de
temperatura adecuadas.
● Tipo de cerveza
Para el caso de cerveza tipo Ale los rangos pueden variar aproximadamente
desde los 18 hasta los 23°C.
● Levadura utilizada
La activación de la levadura es un factor muy importante, una activación
deficiente puede retardar la fermentación.
● Cantidad de oxígeno
El mosto debe ser aireado antes de la inoculación y luego debe eliminarse el
suministro de oxígeno para que se produzca etanol y CO2, el suministro
excesivo de oxígeno limita el trabajo de las levaduras.
● Densidad del mosto
Un mosto rico en nutrientes permitirá un desarrollo adecuado de las levaduras
(Mash, 2013).
2.10 IMPORTANCIA DEL pH EN LA CERVEZA
En la industria alimentaria es muy importante evitar la contaminación, y garantizar que
el producto final sea apto para el consumo.

25
La medición del pH se emplea como indicador de calidad en las diferentes etapas del
proceso y en el producto final, como medidor de las condiciones higiénicas. Para que
un producto se pueda aumentar su tiempo de conservación debe tener un pH bajo.
Debido a todo esto, el control del pH, es riguroso, si el producto no cumple las
especificaciones requeridas, debe ser desechado (Udep, 2000).
El control de nivel de pH en la producción de cerveza es muy importante para poder
evitar la activación de agentes patógenos, pero sobre todo para obtener el sabor
característico de cada una, un valor de pH menor a 4.2 produce acidez y un valor mayor
a 4.8 provoca acidez y activación de microorganismos (Quiminet, 2014).
2.11 GRADO ALCOHÓLICO
El grado alcohólico de una bebida es el volumen de alcohol etílico, expresado en cm3,
en grados Gay Lussac o en porcentajes a una temperatura determinada (INEN, 1994).
La cerveza artesanal es una bebida muy versátil, en cuanto a su color, sabor y grado
alcohólico.
Una cerveza puede tener un contenido alcohólico desde el 3 al 12% aproximadamente,
pero también existen cervezas con 1% de alcohol hasta el 41% en los casos más fuertes.
Una de las características de los diferentes tipos de cerveza es su grado alcohólico
como por ejemplo:
● Lager 4 a 5 %
● Pilsner Lager 3 a 6 %
● Wheat (Weissbier) 4 a 5 %
● Porter 4 a 5 %
● Bitter (ESB) 3 a 7 %
● IPA (India Pale Ale) 5 a 7 %
● Stout 5 a 10 %
● Double (Dubbel) 6.5 a 9 %
● Tripel (Trippel, Triple) 7.5 a 9.5 %
● Barleywine 8 a 12 % (Colman, 2011).

26
2.12 CARACTERISTICAS ORGANOLÉPTICAS DE LA CERVEZA
ARTESANAL
Las características organolépticas de una cerveza artesanal varían notablemente con
respecto a las cervezas industriales, debido a las materias primas utilizadas, al proceso
y a su método de gasificación (Aj, 2013).
Los principales puntos tomados en cuenta son: su aspecto, color, aroma, y sabor.
● El aspecto: la cerveza artesanal es ligeramente turbia, debido a que no se filtra
y a la segunda fermentación realizada en el envase; a diferencia de la cerveza
industrial, en donde la turbidez es un signo de un proceso deficiente e incluso
de contaminación.
● El color: el color es variable y depende del estilo y las materias primas,
principalmente de la malta utilizada. Los colores pueden variar desde el
amarillo hasta el negro.
● El aroma: la cerveza presenta un aroma característico dependiendo de su estilo
y materias primas utilizadas.
Se consideran defectos si presenta aromas extraños como fenoles medicinales,
sulfuros, entre otros.
● El sabor: la cerveza artesanal es un producto que tiene una gran variedad de
sabores.
Que pueden ir desde los amargos, frutales, café, chocolate, especias, etc.
Pero también un proceso inadecuado puede producir sabores extraños como:
acetaldehído, astringente, asidrado, diacetilo, a verduras cocidas, pasto,
medicinal, metálico, oxidado, etc. (Palmer, 1999).
2.13 DEGUSTACIÓN
La degustación, es la operación en la que la vista, el olfato y el gusto aprecian las notas
organolépticas y la calidad de la cerveza (Pilla & Vinci, 2012).
Para conocer e identificar las características de cada cerveza, se degustará con el
siguiente procedimiento:
Para cada tipo de cerveza se utilizarán dos vasos, uno para la descripción de atributos
por el sentido de la vista, y otro vaso para la descripción de atributos por el sentido del

27
olfato y gusto, llenando el vaso sin formar espuma evitando la descarbonatación de la
cerveza llenando lentamente el vaso hasta la mitad. Así la cerveza en el vaso es fiel
reflejo de su contenido en la botella (Inaroja & Soriano, 2009).
2.13.1 Apreciación visual
Se debe examinar la cerveza servida en un vaso, para poder distinguir los siguientes
aspectos:
La presencia de levaduras, permite clasificar a la cerveza como clara o turbia
debido a la segunda fermentación en botella (Pilla & Vinci, 2012).
El color de la cerveza puede ser: Blanco, amarillo, dorado, rojizo, caramelo,
negro (Inaroja & Soriano, 2009).
2.13.2 Apreciación olfativa
Se debe examinar la cerveza servida en un vaso, para poder distinguir los aromas,
existen 40 aromas reconocidos en la cerveza, los cuales se pueden agrupar en: (Pilla
& Vinci, 2012).
Aroma a malta, se presenta como aroma a pan, cuando se utiliza 100% malta o
con trigo en su composición.
Aroma a caramelo o chocolate se presenta cuando en su formulación se empleó
malta tostada o negra.
Aroma a lúpulo, predominan aromas cítricos, herbáceos, florales o resinosos.
Aroma a ésteres, son aromas frutales con predominio de manzana y plátano
(Inaroja & Soriano, 2009).
2.13.3 Apreciación del sabor
En la cerveza se pueden distinguir dos sabores característicos, el dulce y el amargo, su
nivel depende de la cantidad y calidad de lúpulo utilizado.
Dulce, cuando la sensación de amargor está ausente.
Amargo, cuando es predominante (Pilla & Vinci, 2012).

28
Se dice que una cerveza está balanceada cuando se produce una sinergia agradable
entre las sensaciones que se perciben por el aroma y el gusto en su paso de boca, sin
predominio de ninguno de sus componentes (Inaroja & Soriano, 2009).
2.14 DEFECTOS DE LA CERVEZA
Pueden ser causados por la acción de microorganismos, por daños físicos o químicos
(Hernández, 2003).
2.14.1 Acción de los Microorganismos
El riesgo de contaminación de la cerveza por microorganismos es mínimo, debido al
contenido de alcohol, al pH bajo y a los ácidos del lúpulo. Sin embargo se pueden
presentar: levaduras silvestres, bacterias lácticas, bacterias acéticas y poco frecuente
bacterias del género pseudomonas, bacillus y clostridium. Esto se evita con estrictas
medidas higiénicas durante todo el proceso (Noriega, 2004).
Su presencia ocasiona la formación de aromas y sabores desagradables, disminuyen
el crecimiento y rendimiento de las levaduras y aumentan la viscosidad (Hough,
2002).
2.14.2 Daños Físicos
El problema físico que puede tener la cerveza es la turbidez, que se presenta por la
precipitación de proteínas y dextrinas. Este defecto se convierte en un problema de
imagen, ya que el consumidor lo asocia con contaminación microbiana, para evitarlo
las cervecerías industriales filtran el producto varias veces (Hernández, 2003).
2.14.3 Daños Químicos
La cerveza es susceptible a la oxidación, lo que da origen a sabores desagradables en
el producto. Para evitar esto las industrias añaden agentes antioxidantes y
envasan la cerveza en botellas de color verde o ámbar (Hernández, 2003).

29
2.15 BIORREACTOR
Son recipientes de reacción, en los que se crean técnicamente las condiciones óptimas
para el cultivo y la multiplicación de microorganismos, lo que permite la obtención de
su biomasa o de los productos de su metabolismo (Hopp, 2005).
2.15.1 Tipos de Birreactores
El tipo de biorreactor depende del tipo de funcionamiento que va a tener, continuo o
discontinuo; y de la clase de cultivo a utilizar aerobio o anaerobio (Hopp, 2005).
Continuo: se emplea cuando la reacción es heterogénea, es decir, se produce
en dos o más fases.
Discontinuo: es un recipiente en el que están contenidas las sustancias mientras
reaccionan. Es el dispositivo preferido para reacciones homogéneas o en una
sola fase (Levenspiel, 2005).
En los dos procesos se puede utilizar: tanques con agitación, tanques con agitación
por burbujeo y de disco rotatorio (Hopp, 2005).
2.15.1.1 Biorreactor con agitación
Son tanques construidos en acero inoxidable o vidrio, poseen un motor para la
agitación del caldo de fermentación (Hernández, 2003).
Gráfico 10: Biorreactor con agitación (Oña & Serrano, 2014)

30
2.15.1.2 Biorreactor con agitación por burbujeo
La agitación la lleva a cabo el aire, que es suministrado por la parte inferior del tanque
(Hernández, 2003).
Gráfico 11: Biorreactor con agitación por burbujeo (Hernández, 2003)
2.15.1.3 Biorreactor de disco rotatorio
Consta de un cilindro y de un recipiente rectangular que contiene el medio de cultivo.
Este tipo de biorreactor se usa principalmente para el tratamiento de aguas residuales
(Hernández, 2003).
Gráfico 12: Biorreactor de disco rotatorio (Hernández, 2003)

31
Eficiencia General del Equipo = Disponibilidad x Eficiencia x Calidad
2.15.2 Eficiencia del Biorreactor
La Eficiencia general de los equipos (Overall Equipment Effectiveness) es una razón
porcentual que sirve para medir la eficiencia productiva de la maquinaria industrial.
La ventaja de este método, es que mide en un único indicador, todos los parámetros
fundamentales en la producción industrial: la disponibilidad, la eficiencia y la calidad.
Hoy en día se ha convertido en un estándar internacional reconocido por las principales
industrias alrededor del mundo (Cruelles A. , 2012).
Disponibilidad = (Tiempo de Operación/ Tiempo de Operación Total) X100
TO = tiempo de operación
TOT = tiempo total de trabajo – tiempo de paradas planificadas
Eficiencia = tiempo de ciclo ideal / (tiempo de operación x Nº de unidades)
Tiempo de ciclo ideal = 1/capacidad nominal
Calidad = Nº de unidades conformes/Nº unidades totales
Según el valor obtenido este método clasifica el equipo en:
< 65% Inaceptable, muy baja competitividad
de 65% a 75% Regular, baja competitividad
de 75% a 85% Aceptable, competitividad ligeramente baja
de 85% a 95% Buena, buena competitividad
>95% Excelencia, excelente competitividad (Cruelles A. , 2012).
2.15.2.1 Eficiencia del sistema eléctrico del biorreactor
Para la determinación de la eficiencia del sistema eléctrico, se toma en cuenta los
valores de las resistencias, su temperatura, y el valor de temperatura alcanzada por el
mosto. Esto se basa en la ley de ohm y en el efecto Joule.
E = 𝑇1−𝑇2
𝑇1 𝑥 100
T1 = temperatura de las resistencias eléctricas

32
T2 = temperatura del mosto
Grafico 13: Sistema de codificación de resistencias eléctricas (Gonzalez, 2012)
Ley de Ohm.- Para un gran número de conductores (principalmente metales),
el valor de la resistencia permanece constante y no depende de la tensión
aplicada al conductor (Aguilar, 2000).
Efecto Joule.- Toda corriente eléctrica que
atraviesa una resistencia original en ella, sufre
un desprendimiento de calor directamente
proporcional a la resistencia e intensidad al cuadrado (Sarmiento, 2004).

33
CAPITULO III
MATERIALES Y MÉTODOS
3.1 MATERIALES
3.1.1 Materias Primas:
Cebada
Lúpulo
Agua
Levadura
Azúcar
3.1.2 Equipos:
Biorreactor de 50 litros de capacidad, construido en acero inoxidable, con
control de temperatura, control de presión, con un motor reductor para
agitación, una trampa de aire, posee un sistema eléctrico para mantener la
temperatura constante por largos períodos de tiempo. En su interior están
ubicados cuatro deflectores y tres grupos de aspas.

34
Gráfico 14: Biorreactor utilizado en la experimentación

35
Balanza
Cocina a gas
Tanque de gas
Contenedores
Botellas
Tapas
Bomba para envasado
Implementos de cocina
3.1.3 Laboratorio:
pHmetro
Alcoholímetro
Termómetro
Densímetro
Probetas
Vasos de precipitación
3.2 MÉTODOS
3.2.1 Caracterización del área de estudio
Provincia: Carchi
Cantón : Tulcán
Parroquia: Tulcán
Sector: Sur
Altitud: 2900 m.s.n.m
Clima: Ecuatorial Frío de Alta Montaña
Temperatura promedio: 10-12°C
Fuente: (Siagro-Infoplan, 2014)

36
3.3 FACTORES EN ESTUDIO
Factor A – PORCENTAJE DE MALTA TOSTADA ADICIONADO
A1 5%
A2 10%
A3 15%
Factor B – TEMPERATURA DE FERMENTACIÓN
B1 15°C
B2 20°C
B3 25°C
3.3.1 Tratamientos.
De la interacción de los factores A y B se obtuvo nueve tratamientos, los mismos que
fueron utilizados para evaluar la influencia de la temperatura en el tiempo de
fermentación, el pH, grado alcohólico, aspecto, color, olor , sabor y preferencia de la
cerveza.
Cuadro 5: Tratamientos para la elaboración de cerveza artesanal tipo ale oscura utilizando un
biorreactor de nivel piloto.
TRATAMIENTOS FACTOR A
Malta tostada FACTOR B
Temperatura de fermentación CODIFICACIÓN
T1 A1 B1 A1B1
T2 A1 B2 A1B2
T3 A1 B3 A1B3
T4 A2 B1 A2B1
T5 A2 B2 A2B2
T6 A2 B3 A2B3
T7 A3 B1 A3B1
T8 A3 B2 A3B2
T9 A3 B3 A3B3

37
3.3.2 Diseño experimental
Se empleó un Diseño Completamente al Azar, con arreglo factorial 32
(AxB), correspondiente a la combinación de dos factores con tres niveles cada
uno y con tres repeticiones, además, se realizó la prueba de Tukey al 5% para
tratamientos, la prueba Diferencia Mínima Significativa para factores, para la
evaluación del aspecto, color, olor y sabor la prueba Analítica Discriminativa de
Ordenamiento y para la preferencia la prueba de Friedman.
3.3.3 Características del experimento
Se realizó un Análisis de Varianza con las siguientes características:
o Tratamientos = 9
o Repeticiones = 3
o Unidades experimentales = 27
o Cada unidad experimental es de 20 litros de mosto.
3.3.4 Análisis de Varianza
Se realizó un análisis de varianza para determinar la influencia de la
temperatura en el tiempo de fermentación, el pH y el grado alcohólico.
Cuadro 6: Análisis de Varianza de la elaboración de cerveza artesanal tipo ale oscura
utilizando un biorreactor de nivel piloto.
Fuentes de Variación Grados de Libertad
Total 26
Tratamientos 8
Factor A cantidad de malta tostada 2
Factor B temperatura de fermentación 2
Interacción A x B 4
E. Experimental 18

38
Agua
1 día
3 días
2 horas
60 minutos
3.4 MANEJO ESPECÍFICO DEL EXPERIMENTO
El experimento se realizó de la siguiente manera.
3.4.1 Diagrama de Bloques para la Elaboración de Cerveza tipo Ale oscura
utilizando un Biorreactor de nivel piloto.
4
5
6
7
8
Malteado
Hervido
Enfriamiento
Secado Tostado
Malta Tostada
Lúpulo
Agua
Maceración
CEBADA (HORDEUM VULGARE)
Molienda
Filtración
Lavado Agua
180°C
5%
10%
15%
72°C
72°C
15°C, 20°C o 25°C, según
el tratamiento
Selección
Recepción
Pesado
1

39
Levadura liofilizada
Saccharomyces cerevisiae
2 días
9
Inoculación
Fermentación
Maduración
Embotellado
Etiquetado
Azúcar
Cerveza tipo ale oscura
4°C
15°C, 20°C o 25°C, según
el tratamiento
1

40
3.4.2 Diagrama de Flujo del Proceso de Elaboración de Cerveza Artesanal Tipo
Ale Oscura
RECEPCIÓN
CEBADA (HORDEUM VULGARE)
SELECCIÓN
PESADO
MALTEADO
MOLIENDA TOSTADO
MACERACIÓN
1
LAVADO

41
FILTRACIÓN
HERVIDO
ENFRIAMIENTO
INOCULACIÓN
FERMENTACIÓN
MADURACIÓN
ENVASADO
1
ETIQUETADO
ALMACENAJE

42
3.4.3 Descripción del Proceso
3.4.3.1 Recepción
La cebada se adquirió en una bodega de la localidad, sus características físico –
químicas se describen en el Anexo 10. El lúpulo y la levadura en la Sociedad
Ecuatoriana de Cerveceros Artesanales (Quito), cuyas hojas técnicas se encuentran en
los Anexos 12 y 13.
Fotografía 6: Materias Primas
3.4.3.2 Selección
Se eliminaron los objetos extraños presentes en la cebada.
Fotografía 7: Selección
Cebada Agua
Lúpulo Levadura

43
3.4.3.3 Pesado
Para obtener 20 litros de cerveza se pesan 5,05 kg de cebada.
Fotografía 8: Pesado
3.4.3.4 Malteado
Para la formación de enzimas que hidrolizarán los carbohidratos presentes, se remojan
sus granos durante un día, luego se escurre el agua y se extienden los granos, se debe
procurar mantenerlos húmedos para que germinen. El proceso de germinación dura
dos días aproximadamente, tiempo en el que la radícula sobrepasa el tamaño del grano.
Fotografía 9: Remojo Fotografía 10: Germinación

44
Fotografía 11: Cebada germinada
3.4.3.5 Secado
Para detener las reacciones enzimáticas, se retira el exceso de humedad mediante un
secado al ambiente. Este proceso tarda un día.
Fotografía 12: Malta
3.4.3.6 Tostado
Para otorgar aromas y diferentes tonalidades a la cerveza, se somete según el
tratamiento, a una cierta cantidad de malta a una temperatura de 180°C, por 10 minutos
aproximadamente, hasta lograr el color deseado.

45
Es necesario dejar la malta tostada en reposo por aproximadamente dos semanas para
que sabores y aromas indeseables sean eliminados. Las características físico químicas
de las malta tostada se encuentran en el Anexo 10.
Fotografía 13: Tostado
3.4.3.7 Molienda
Utilizando un molino de granos, se muele la malta tostada y sin tostar, evitando
producir harina.
Fotografía 14: Molienda

46
3.4.3.8 Maceración
Para que se digieran los componentes de la malta, se la mezcla con 12 litros de agua a
72ºC, en un recipiente tapado durante 90 minutos.
Fotografía 15: Maceración
3.4.3.9 Lavado
Se añade a la mezcla anterior agua a 72ºC para lavar el grano, recirculando el mosto.
Estas operaciones se repiten hasta llegar a una densidad del mosto de 1,030 g/ml.
Fotografía 16: Lavado

47
3.4.3.10 Filtración
Se separa el líquido de la malta, por medio de un colador.
Fotografía 17: Filtración
3.4.3.11 Hervido del mosto
Para esterilizar y concentrar el mosto se lo hierve por 60 minutos y al inicio de éste se
agregan 11g de lúpulo, que darán el amargor a la cerveza. En el minuto 55 se añaden
tres gramos de lúpulo que le otorgarán el aroma.
Fotografía 18: Hervido
48
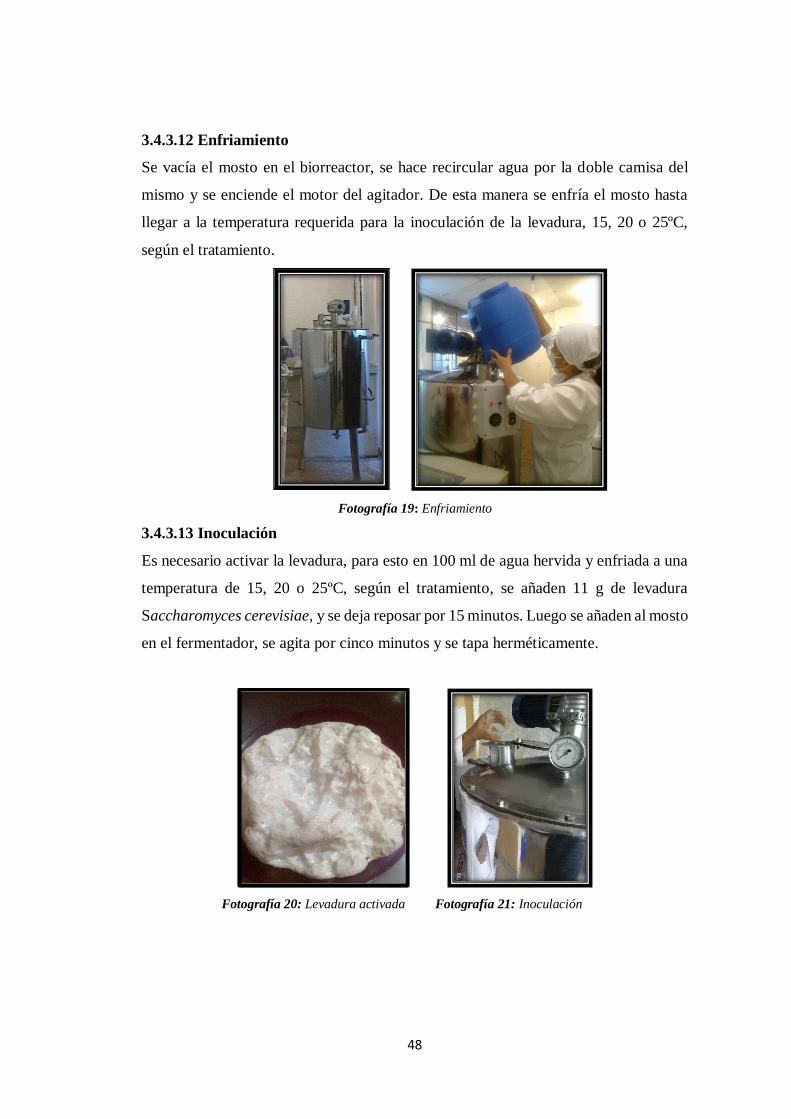
3.4.3.12 Enfriamiento
Se vacía el mosto en el biorreactor, se hace recircular agua por la doble camisa del
mismo y se enciende el motor del agitador. De esta manera se enfría el mosto hasta
llegar a la temperatura requerida para la inoculación de la levadura, 15, 20 o 25ºC,
según el tratamiento.
Fotografía 19: Enfriamiento
3.4.3.13 Inoculación
Es necesario activar la levadura, para esto en 100 ml de agua hervida y enfriada a una
temperatura de 15, 20 o 25ºC, según el tratamiento, se añaden 11 g de levadura
Saccharomyces cerevisiae, y se deja reposar por 15 minutos. Luego se añaden al mosto
en el fermentador, se agita por cinco minutos y se tapa herméticamente.
Fotografía 20: Levadura activada Fotografía 21: Inoculación

49
3.4.3.14 Fermentación
En este proceso biológico en ausencia de oxígeno, en el que se transforma el mosto en
un líquido con alcohol y CO2, se mantiene la temperatura constante de 15, 20 o 25ºC,
según el tratamiento. Se toma una muestra a las 12 horas, para verificar la densidad, el
proceso termina cuando la densidad del producto llega a 1,020 g/ml.
Fotografía 22: Fermentación
3.4.3.15 Maduración
Transcurrido el tiempo de fermentación se hace el trasvase de la cerveza a un recipiente
para su maduración durante dos días, tiempo durante el cual permanecerá en
refrigeración. La densidad de la cerveza debe ser de 1,020 g/ml y el pH debe estar
entre 3,5 y 5,0.

50
Fotografía 23: Maduración
3.4.3.16 Envasado y Etiquetado
Se realiza una limpieza profunda de los envases. Luego se disuelven en 500 ml de agua
hervida, el azúcar necesario para la segunda fermentación, esto es seis gramos de
azúcar por litro de cerveza. Después se distribuye la solución en partes iguales en cada
botella. Y se procede al llenado, tapado y etiquetado de las mismas. Al tratarse de una
cerveza sin pasteurizar y sin conservantes, características propias de las cervezas
artesanales, debe permanecer en refrigeración hasta su consumo.
Fotografía 24: Envasado

51
Fotografía 25: Etiquetado
3.5 DETERMINACIÓN DE VARIABLES
3.5.1 Variables Cuantitativas
Cuadro 7: Variables cuantitativas evaluadas.
VARIABLES NORMA
Influencia de la temperatura
en el tiempo de fermentación
pH NTE INEN 2325
Grado alcohólico NTE INEN 2322
3.5.1.1 Descripción del método de evaluación:
o Influencia de la temperatura en el tiempo de Fermentación, se tomó el tiempo
en horas con un reloj digital; durante la fermentación, manteniendo una
temperatura constante de 15, 20 o 25°C, según el tratamiento, hasta llegar a la
densidad de la cerveza de 1,020 g/ml.
o pH: determinación del pH del producto al final, para establecer parámetros de
calidad utilizando un pHmetro de precisión ± 0,1 ±1 dígito, con un rango de
medida de 0 – 14 pH, autocalibración en 1 punto; en cada tratamiento, según
NTE INEN 2325.
o Grado alcohólico: determinación del grado alcohólico con un alcoholímetro,
con un rango de medición de 0 a 100% y resolución del 1%. Las mediciones
se hicieron al final del proceso en cada tratamiento, según NTE INEN 2322.

52
3.5.2 Variables Cualitativas
Cuadro 8: Variables Cualitativas Evaluadas.
VARIABLES NORMA
Color
Prueba de ordenamiento
Tabla SRM
NTE INEN 350
Olor Prueba de ordenamiento
NTE INEN 350
Sabor Prueba de ordenamiento
NTE INEN 350
Aspecto Prueba de ordenamiento
NTE INEN 350
Porcentaje de malta óptimo entre
malta tostada y sin tostar
Prueba de Friedman
NTE INEN 350
3.5.2.1 Descripción del Método de Evaluación
Determinación de las variables cualitativas con degustación a 15 personas, en
tres turnos de cinco personas cada uno. En cada turno hubo tres fases, la
primera con cinco muestras, la segunda con cuatro muestras y la tercera con la
muestra preferida de cada fase anterior, para determinar el mejor tratamiento.
El color, olor, sabor y aspecto, se determinaron mediante la prueba analítica
discriminativa de ordenamiento, en la que se asignó un valor a cada punto de
la escala de ordenación, se obtiene los rangos y se comparan los valores con la
tabla de Kramer al 5%, además el color se comparó con la Tabla Beer Color
Chart (SRM), que se encuentra en el Anexo 7.
El porcentaje de malta óptimo entre malta tostada y sin tostar, se obtuvo
mediante la determinación de la preferencia, con la aplicación de la prueba no
paramétrica de Friedman, además se realizó un estudio de caso por medio de
una encuesta de consumo formulada a 30 personas, los resultados se presentan
en el Anexo 3.

53
𝑥2 =12
𝑏. 𝑡(𝑡 + 1)Σ𝑅2 − 3𝑏(𝑡 + 1)
Donde:
R: rangos
t: tratamientos
b: degustadores
3.5.3 Variables Microbiológicas
Cuadro 9: Variables microbiológicas evaluadas
VARIABLES MÉTODO
Conteo de mohos y levaduras AOAC 997.02
Recuento en placa AOAC 989.10
3.5.3.1 Descripción del Método de Evaluación de las variables microbiológicas
o Microbiológicas, al final del proceso, al mejor tratamiento; Conteo de mohos
y levaduras, utilizando el método de ensayo de la Asociación de las
Comunidades Analíticas AOAC 997.02 y Recuento en placa, utilizando el
método de ensayo de la Asociación de las Comunidades Analíticas AOAC
989.10. Realizadas por el Laboratorio de Análisis Físicos, Químicos y
Microbiológicos de la Facultad de Ingeniería en Ciencias Agropecuarias y
Ambientales, de la Universidad Técnica del Norte.
3.5.4 Rendimiento
o Se determinó el rendimiento en litros al término del proceso, mediante balance
de materiales, al mejor tratamiento.
3.5.5 Costos de Producción
Se determinó el costo de producción del mejor tratamiento de cerveza artesanal tipo
ale oscura, en una presentación de 160 ml.

54
Eficiencia General del Equipo = Disponibilidad x Eficiencia x Calidad
Cuadro 10: Costos de producción para la obtención de 160 ml de cerveza artesanal tipo ale oscura utilizando un biorreactor de nivel piloto.
DESCRIPCIÓN CANTIDAD
Agua 180 ml
Cebada 40 g
Lúpulo 0,11 g
Levadura 0,09 g
Azúcar 0,96 g
Envases de 160 ml 1 botella
Mano de obra
Electricidad 20,5 horas
3.5.6 Eficiencia del Biorreactor
La eficiencia del biorreactor se la determinó mediante la fórmula:
Disponibilidad = (Tiempo de Operación/ Tiempo de Operación Total) X100
TO = tiempo de operación
TOT = tiempo total de trabajo – tiempo de paradas planificadas
Eficiencia = tiempo de ciclo ideal / (tiempo de operación x Nº de unidades)
Tiempo de ciclo ideal = 1/capacidad nominal
Calidad = Nº de unidades conformes/Nº unidades totales
3.5.6.1 Eficiencia del sistema eléctrico del biorreactor
Se la determinó mediante la fórmula:
E = 𝑇1−𝑇2
𝑇1 𝑥 100
T1 = temperatura de las resistencias eléctricas
T2 = temperatura del mosto

55
CAPÍTULO IV
RESULTADOS Y DISCUSIONES
4.1 ANÁLISIS ESTADÍSTICO DE LAS VARIABLES CUANTITATIVAS
4.1.1 Análisis de la influencia de la temperatura en el tiempo de fermentación
El tiempo de fermentación fue registrado en horas y representa la duración de la
fermentación hasta llegar a la densidad de la cerveza de 1,020 g/ml.
Cuadro 11: Datos del Tiempo de Fermentación
TRAT REPETICIONES
∑T MEDIA I II III
A1B1 23,3 23,5 23,3 70,1 23,4
A1B2 23 22,4 22,4 67,8 22,6
A1B3 22,5 22,5 22,2 67,2 22,4
A2B1 23,3 23,4 23,2 69,9 23,3
A2B2 22,5 22,2 22,5 67,2 22,4
A2B3 21,4 21,5 21,5 64,4 21,5
A3B1 23 22,45 22,45 67,9 22,6
A3B2 21,1 21,5 21,4 64 21,3
A3B3 20,5 20,4 20,5 61,4 20,5
∑rep 200,6 199,85 199,45 599,9 22,2
Cuadro 12: Resumen del Análisis de Varianza (ADEVA) de los tratamientos para la variable Tiempo
de Fermentación
F de V Gl SC CM FC 0.05 0.01
Total 26 22,58 -
Tratamientos 8 21,87 2,73 69,46** 3,44 6,03
FA 2 8,13 4,06 103,27** 4,46 8,65
FB 2 12,49 6,24 158,69** 4,46 8,65
A x B 4 1,25 0,31 7,94** 3,84 7,01
Error experimental 18 0,71 0,04
CV: 0,89%
NS: No significativo ni al 1% ni al 5% de error para la prueba Fisher.

56
*: Significativo al 5% de error para la prueba Fisher.
**: Significativo al 1% de error para la prueba Fisher.
De acuerdo al cuadro, el Análisis de Varianza muestra que existe diferencia
significativa entre los tratamientos con un error del 1%. La cantidad de malta tostada
y la temperatura de fermentación, influyeron sobre esta variable con un error del 1%.
La interacción de los dos factores influyó sobre el tiempo de fermentación con un error
del 1%. Por lo que se efectuó la prueba de Tukey para tratamientos y Diferencia
mínima significativa para factores.
Cuadro 13: Prueba de TUKEY al 5% para el Tiempo de Fermentación
Tratamientos Medias Rangos
T1 23,4 a
T4 23,3 b
T2 22,6 c
T7 22,6 c
T3 22,4 d
T5 22,4 d
T6 21,5 e
T8 21,3 f
T9 20,5 g
El tiempo de fermentación difiere estadísticamente al 5% entre los tratamientos,
debido a la variación de temperatura de fermentación y a la cantidad de malta tostada
que contienen. Entre T2 y T7 y entre T3 y T5 no existe diferencia estadística. El mejor
tratamiento es T9 porque llega a la densidad requerida en menor tiempo, debido a que
a mayor temperatura las levaduras actúan con mayor rapidez.
Cuadro 14: Prueba de significación Diferencia mínima significativa para el factor A cantidad de
malta tostada
Factores Medias Rangos
A1 68,37 a
A2 67,17 b
A3 64,43 c
Los rangos son diferentes para cada factor (cantidad de malta tostada), lo que indica
que existe diferencia estadística entre ellos.

57
Cuadro 15: Prueba de significación Diferencia mínima significativa para el factor B temperatura de
fermentación Factores Medias Rangos
B1 69,30 a
B2 66,33 b
B3 64,33 c
Los rangos son diferentes para cada factor (temperatura de fermentación), lo que
indica que existe diferencia estadística entre ellos.
Gráfico 15: Representación de la Interacción A x B
Mediante el gráfico se observa que entre el nivel A3 (15% de malta tostada) y el nivel
B3 (25°C) se logra el menor tiempo de fermentación.
Gráfico 16: Representación del Tiempo de Fermentación
64
65
66
67
68
69
70
64
65
66
67
68
69
70
TIEM
PO
DE
FER
MEN
TAC
IÓN
Malta tostada
Temperatura defermentación
19
20
21
22
23
24
T1 T4 T2 T7 T3 T5 T6 T8 T9
23,4 23,3
22,6 22,6 22,4 22,4
21,5 21,3
20,5HO
RA
S
TRATAMIENTOS

58
Mediante el gráfico se observa que el T9 es el mejor tratamiento, ya que tarda menos
tiempo en fermentarse debido a que a mayor temperatura las levaduras actúan con
mayor rapidez.
Gráfico 17: Representación de la densidad vs el tiempo del mejor tratamiento (T8)
Mediante el gráfico se observa que la densidad es inversamente proporcional al
tiempo.
Gráfico 18: Representación de la dinámica de crecimiento de la levadura Sacharomyces cerevisiae
del mejor tratamiento
Mediante el gráfico se observa que el punto máximo de crecimiento de las levaduras
es a las diez horas de iniciada la fermentación. Para el desarrollo de esta curva se
y = -0,0022x + 1,0695R² = 0,9547
1,01
1,02
1,03
1,04
1,05
1,06
1,07
1,08
0 5 10 15 20 25
DE
NSI
DA
D
TIEMPO
0
500
1000
1500
2000
2500
3000
3500
0 5 10 15 20 25
UFC
/ml
TIEMPO
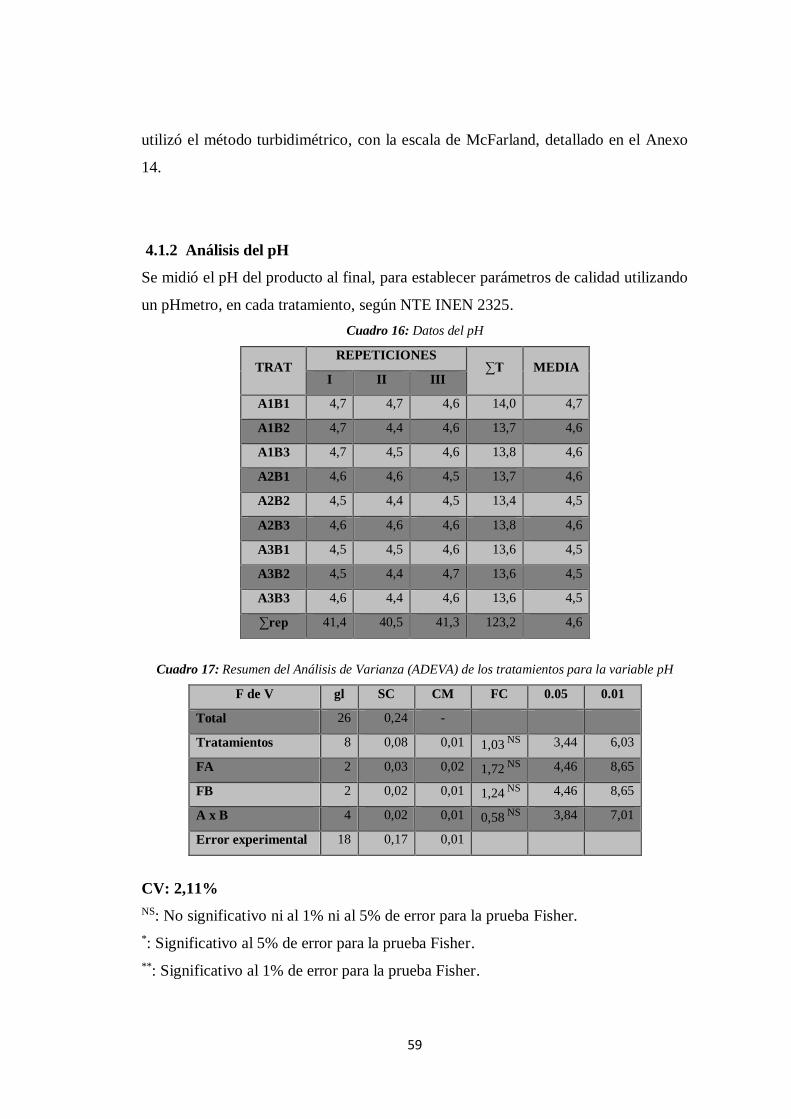
59
utilizó el método turbidimétrico, con la escala de McFarland, detallado en el Anexo
14.
4.1.2 Análisis del pH
Se midió el pH del producto al final, para establecer parámetros de calidad utilizando
un pHmetro, en cada tratamiento, según NTE INEN 2325.
Cuadro 16: Datos del pH
TRAT REPETICIONES
∑T MEDIA I II III
A1B1 4,7 4,7 4,6 14,0 4,7
A1B2 4,7 4,4 4,6 13,7 4,6
A1B3 4,7 4,5 4,6 13,8 4,6
A2B1 4,6 4,6 4,5 13,7 4,6
A2B2 4,5 4,4 4,5 13,4 4,5
A2B3 4,6 4,6 4,6 13,8 4,6
A3B1 4,5 4,5 4,6 13,6 4,5
A3B2 4,5 4,4 4,7 13,6 4,5
A3B3 4,6 4,4 4,6 13,6 4,5
∑rep 41,4 40,5 41,3 123,2 4,6
Cuadro 17: Resumen del Análisis de Varianza (ADEVA) de los tratamientos para la variable pH
F de V gl SC CM FC 0.05 0.01
Total 26 0,24 -
Tratamientos 8 0,08 0,01 1,03 NS 3,44 6,03
FA 2 0,03 0,02 1,72 NS 4,46 8,65
FB 2 0,02 0,01 1,24 NS 4,46 8,65
A x B 4 0,02 0,01 0,58 NS 3,84 7,01
Error experimental 18 0,17 0,01
CV: 2,11%
NS: No significativo ni al 1% ni al 5% de error para la prueba Fisher.
*: Significativo al 5% de error para la prueba Fisher.
**: Significativo al 1% de error para la prueba Fisher.

60
Como se observa en el cuadro, el Análisis de varianza muestra que no existe diferencia
significativa entre los tratamientos. Se analizó la influencia de los factores A (cantidad
de malta tostada), y B (temperatura de fermentación), así como la interacción AxB,
sobre esta variable dando como resultado que ninguna de las anteriores influyó
significativamente sobre el pH.
Gráfico 19: Representación del pH obtenido en los tratamientos
En el gráfico, se observa que los mejores tratamientos son T5, T7, T8, T9, ya que
presentan valores de pH más bajos, lo que contribuye a su conservación.
Gráfico 20: Representación del pH vs el tiempo del mejor tratamiento (T8)
4,4
4,45
4,5
4,55
4,6
4,65
4,7
T1 T2 T3 T4 T6 T5 T7 T8 T9
4,7
4,6 4,6 4,6 4,6
4,5 4,5 4,5 4,5
ME
DIA
S
TRATAMIENTOS
y = -0,1122x + 7,009R² = 0,9883
0
1
2
3
4
5
6
7
8
0 5 10 15 20 25
PH
TIEMPO (HORAS)

61
Mediante el gráfico se observa que el pH disminuye durante el tiempo de fermentación.
4.1.3 Análisis del Grado Alcohólico
El grado alcohólico se obtuvo mediante un alcoholímetro al final del proceso, según
NTE INEN 2322.
Cuadro 18: Datos del Grado Alcohólico
TRAT REPETICIONES ∑T MEDIA
I II III
A1B1 7,0 6,0 7,0 20,0 6,7
A1B2 6,0 7,0 7,0 20,0 6,7
A1B3 7,0 7,0 7,0 21,0 7,0
A2B1 7,0 5,0 6,0 18,0 6,0
A2B2 6,0 6,0 5,0 17,0 5,7
A2B3 6,0 6,0 7,0 19,0 6,3
A3B1 5,0 6,0 6,0 17,0 5,7
A3B2 6,0 5,0 6,0 17,0 5,7
A3B3 6,0 6,0 6,0 18,0 6,0
∑rep 56 54 57 167 6,2
Cuadro 19: Análisis de Varianza del Grado Alcohólico
F de V gl SC CM FC 0.05 0.01
Total 26 12,07 -
Tratamientos 8 6,07 0,76 2,28 NS 3,44 6,03
FA 2 4,96 2,48 7,44* 4,46 8,65
FB 2 0,96 0,48 1,44 NS 4,46 8,65
A x B 4 0,15 0,04 0,11 NS 3,84 7,01
Error experimental 18 6,00 0,33
CV: 9.33%
NS: No significativo ni al 1% ni al 5% de error para la prueba Fisher.
*: Significativo al 5% de error para la prueba Fisher.
**: Significativo al 1% de error para la prueba Fisher.
Como se observa en el cuadro, el Análisis de varianza muestra que no existe diferencia
significativa entre los tratamientos. Se analizó la influencia del factor A (cantidad de
malta tostada) dando como resultado que influyó con un error del 1%, tanto el factor

62
B (temperatura de fermentación), así como la interacción AxB, sobre esta variable no
influyeron significativamente sobre el grado alcohólico.
Cuadro20: Prueba de significación Diferencia mínima significativa para el factor A cantidad de
malta tostada
Factores Medias Rangos
A1 20,33 a
A2 18,00 b
A3 17,33 c
Los rangos son diferentes para cada factor (cantidad de malta tostada), lo que indica
que existe diferencia estadística entre ellos.
Gráfico 21: Representación del Grado Alcohólico
Mediante el gráfico se observa que el T3 tiene mayor grado de alcohol, debido a que
tiene menor cantidad de malta tostada, es decir posee más azúcares fermentables y la
temperatura de fermentación es más alta.
Gráfico 22: Representación del Grado alcohólico vs el tiempo del mejor tratamiento
Mediante el gráfico se observa que grado alcohólico es directamente proporcional al
tiempo.
0
1
2
3
4
5
6
7
T3 T1 T2 T6 T4 T9 T5 T7 T8
7 6,7 6,76,3 6 6 5,7 5,7 5,7
% V
. ALC
OH
OL
TRATAMIENTOS
y = 0,2852x + 0,187R² = 0,9697
0
1
2
3
4
5
6
7
0 5 10 15 20 25
% A
LCO
HO
L
TIEMPO

63
4.2 ANÁLISIS ESTADÍSTICO DE LAS VARIABLES CUALITATIVAS
Para el análisis estadístico de las variables cualitativas, aspecto, color, olor, sabor y
porcentaje óptimo de malta tostada y sin tostar, determinado por la preferencia, se
realizó una degustación en dos fases para las cuatro primeras variables y en tres fases
para la quinta variable.
4.2.1 Análisis del Aspecto
Cuadro 21: Datos Aspecto Fase 1
TRATAMIENTOS
DEGUSTADORES T1 T2 T3 T4 T5
1 2 2 2 2 1
2 2 2 2 2 1
3 2 2 2 2 1
4 2 2 1 1 1
5 2 2 1 1 1
6 2 2 1 1 1
7 2 2 1 1 1
8 2 2 1 1 1
9 2 2 2 2 2
10 2 2 2 2 2
11 2 2 2 2 1
12 1 1 1 1 1
13 2 2 2 1 2
14 2 1 1 1 2
15 2 1 1 1 1
TOTAL 31 27 22 21 19
Valor tabular al 5% = 32-58
La apariencia difiere significativamente al 5%, debido a la mayor o menor presencia
de levaduras.

64
Gráfico 23: Aspecto Fase 1
En el gráfico se observa que T5 es el tratamiento de apariencia más clara.
Cuadro 22: Datos Aspecto Fase 2
TRATAMIENTOS
DEGUSTADORES T6 T7 T8 T9
1 2 2 2 2
2 1 1 1 1
3 1 2 1 2
4 2 1 1 1
5 2 1 1 1
6 2 2 1 1
7 1 2 1 1
8 2 2 1 1
9 1 2 1 2
10 2 2 2 2
11 1 1 1 1
12 1 1 1 1
13 1 1 1 1
14 1 1 1 1
15 1 1 2 1
TOTAL 21 22 18 19
Valor tabular al 5% = 28-47
La apariencia difiere significativamente al 5%, debido a la mayor o menor presencia
de levaduras.
0
5
10
15
20
25
30
35
T1 T2 T3 T4 T5
31
27
22 21
1,9
MED
IAS
TRATAMIENTOS

65
Gráfico 24: Aspecto Fase 2
Mediante el gráfico se observa que T8 y T9 son los tratamientos de aspecto más claro.
4.2.2 Análisis del Color
Cuadro 23: Datos Color Fase 1
TRATAMIENTOS
DEGUSTADORES T1 T2 T3 T4 T5
1 1 3 4 4 2
2 3 1 1 4 5
3 3 2 1 4 5
4 2 1 1 5 3
5 3 1 2 4 4
6 3 1 2 3 5
7 4 1 1 2 3
8 2 3 1 4 5
9 2 5 3 4 1
10 2 1 3 4 4
11 1 2 3 4 5
12 1 2 1 4 5
13 1 2 2 4 5
14 1 1 3 4 5
15 1 2 3 5 4
TOTAL 30 28 31 59 61
Valor tabular al 5% = 32-58
El color difiere significativamente al 5%, debido a la mayor o menor presencia de
malta tostada.
0
5
10
15
20
25
T6 T7 T8 T9
21 22
18 19
MED
IAS
TRATAMIENTOS

66
Gráfico 25: Color Fase 1
Mediante el gráfico se observa que T4 es el tratamiento más oscuro de la fase 1, porque
posee mayor cantidad de malta tostada.
Cuadro 24: Datos Color Fase 2
TRATAMIENTOS
DEGUSTADORES T6 T7 T8 T9
1 1 3 3 3
2 4 4 4 2
3 1 4 3 4
4 1 4 3 4
5 1 3 2 4
6 2 4 3 4
7 3 1 4 4
8 2 3 4 4
9 1 4 3 4
10 1 3 3 4
11 1 3 4 4
12 1 2 3 4
13 1 2 4 4
14 1 4 3 4
15 1 4 3 4
TOTAL 22 48 49 57
Valor tabular al 5% = 28-47
El color difiere significativamente al 5%, debido a la mayor o menor presencia de
malta tostada.
0
50
100
150
200
250
300
350
T1 T2 T3 T4 T5
224
290252
310280
MED
IAS
TRATAMIENTOS

67
Gráfico 26: Color Fase 2
Mediante el gráfico se observa que T9 es el tratamiento más oscuro de la fase 2, debido
a que contiene mayor cantidad de malta tostada.
4.2.3 Análisis del Olor
Cuadro 25: Datos Olor Fase 1
TRATAMIENTOS
DEGUSTADORES T1 T2 T3 T4 T5
1 1 3 4 4 2
2 4 2 1 4 1
3 4 2 4 4 5
4 4 3 5 1 5
5 2 3 2 4
6 5 4 5 2 1
7 2 3 1 5 4
8 4 2 1 5 4
9 3 1 4 2 3
10 5 4 5 5 5
11 1 2 2 2 2
12 1 2 2 2 2
13 1 4 2 2 2
14 1 4 2 2 2
15 1 2 5 1 4
TOTAL 39 41 48 43 46
Valor tabular al 5% = 32-58
El olor no difiere significativamente al 5%.
0
100
200
300
400
500
600
T6 T7 T8 T9
337
453 461
552
MED
IAS
TRATAMIENTOS

68
Gráfico 27: Olor Fase 1
Mediante el gráfico se observa que predominó el aroma a chocolate, debido a la
utilización de malta tostada en la fórmula.
Cuadro 26: Datos Olor Fase 2
TRATAMIENTOS
DEGUSTADORES T6 T7 T8 T9
1 5 3 2 2
2 4 3 5 1
3 5 4 2 4
4 2 3 3 1
5 2 3 3 1
6 5 2 2 4
7 2 3 4 1
8 2 3 1 2
9 4 3 4 1
10 1 2 5 4
11 1 4 3 3
12 2 4 3 3
13 1 2 3 3
14 2 2 3 3
15 2 3 3 2
TOTAL 40 44 46 35
Valor tabular al 5% = 28-47
El aroma no difiere significativamente al 5%.
PAN15%
CARAMELO20%
CHOCOLATE23%
CÍTRICO21%
MANZANA21%
PAN
CARAMELO
CHOCOLATE
CÍTRICO
MANZANA

69
Gráfico 28: Olor Fase 2
Mediante el gráfico se observa que predominó el aroma a chocolate, debido a la
utilización de malta tostada en la fórmula.
4.2.4 Análisis del Sabor
Cuadro 27: Datos Sabor Fase 1
TRATAMIENTOS
DEGUSTADORES T1 T2 T3 T4 T5
1 2 2 2 2 2
2 2 1 2 2 2
3 2 1 2 1 1
4 2 1 2 1 1
5 2 2 1 1 1
6 2 1 1 1 2
7 2 1 2 2 2
8 2 1 2 1 1
9 2 1 2 2 2
10 2 2 2 1 1
11 2 2 1 1 1
12 2 1 2 1 1
13 2 2 2 2 1
14 2 2 1 1 1
15 1 2 1 2 1
TOTAL 29 22 25 21 20
Valor tabular al 5% = 32-58
El sabor difiere significativamente al 5%, debido a la mayor o menor presencia de
malta tostada.
PAN24%
CARAMELO27%
CHOCOLATE28%
CÍTRICO21%
MANZANA0%
PAN
CARAMELO
CHOCOLATE
CÍTRICO
MANZANA

70
Gráfico 29: Sabor Fase 1
Mediante el gráfico se observa que T1 y T3 son los tratamientos de gusto más amargo
y T5 y T4 son los más dulces.
Cuadro 28: Datos Sabor Fase 2
TRATAMIENTOS
DEGUSTADORES T6 T7 T8 T9
1 2 2 2 2
2 2 2 2 2
3 1 2 2 1
4 1 2 1 1
5 1 2 1 2
6 2 1 1 2
7 2 2 1 1
8 2 2 1 1
9 2 2 2 2
10 2 2 2 2
11 2 1 1 1
12 2 1 1 1
13 2 1 1 1
14 2 2 1 1
15 2 2 1 1
TOTAL 27 26 20 21
Valor tabular al 5% = 28-47
El sabor difiere significativamente al 5%, debido a la mayor o menor presencia de
malta tostada.
0
5
10
15
20
25
30
T1 T2 T3 T4 T5
29
2225
21 20M
EDIA
S
TRATAMIENTOS

71
Gráfico 30: Sabor Fase 2
Mediante el gráfico se observa que T6 y T7 son los tratamientos de gusto más amargo
y T8 y T9 son los más dulces.
4.2.5 Análisis del porcentaje óptimo entre malta tostada y sin tostar, determinado
por la preferencia:
Cuadro 29: Datos Preferencia Fase 1
TRATAMIENTOS
DEGUSTADORES T1 T2 T3 T4 T5
1 4 1 5 2 3
2 5 1 3 4 2
3 2 3 5 1 4
4 1 4 5 2 3
5 2 5 3 1 4
6 1 3 4 5 2
7 4 5 1 2 3
8 3 1 2 5 4
9 3 1 2 4 5
10 1 2 3 4 5
11 1 5 4 3 2
12 1 5 4 3 2
13 1 5 4 2 3
14 3 5 4 1 2
15 3 1 5 2 4
∑r 35 47 54 41 48
Medias 2,3 3,1 3,6 2,7 3,2
0
5
10
15
20
25
30
T6 T7 T8 T9
27 26
20 21
MED
IAS
TRATAMIENTOS

72
Gráfico 31: Preferencia Fase 1
Mediante el gráfico se observa que T3 es el tratamiento de mayor preferencia de la
fase 1.
Cuadro 30: Datos Preferencia Fase 2
TRATAMIENTOS
DEGUSTADORES T6 T7 T8 T9
1 4 1 2 3
2 1 2 3 4
3 3 2 4 1
4 1 3 4 2
5 1 2 3 4
6 3 1 2 4
7 1 4 2 3
8 2 1 3 4
9 2 1 3 4
10 2 4 1 3
11 4 1 3 2
12 4 1 3 2
13 4 1 3 2
14 4 1 3 2
15 3 1 4 2
∑r 39 26 43 42
Medias 2,6 1,7 2,9 2,8
0
0,5
1
1,5
2
2,5
3
3,5
4
T1 T2 T3 T4 T5
2,3
3,1
3,6
2,7
3,2
MED
IAS
TRATAMIENTOS

73
Gráfico 32: Preferencia Fase 2
Mediante el gráfico se observa que T8 es el tratamiento de mayor preferencia de la
fase 2.
Cuadro 31: Datos Preferencia Fase 3
0
0,5
1
1,5
2
2,5
3
T6 T7 T8 T9
2,6
1,7
2,9 2,8
MED
IAS
TRATAMIENTOS
TRATAMIENTOS
DEGUSTADORES T3 T8
1 1 2
2 2 1
3 1 2
4 1 2
5 1 2
6 1 2
7 1 2
8 1 2
9 1 2
10 1 2
11 1 2
12 2 1
13 1 2
14 1 2
15 1 2
∑R 17 28
∑R2 289 784 1073
Media 1,13 1,87

74
𝑥2 =12
15.2(2+1)1073 − 3.15(2 + 1)
𝑥2 = 7,71
Valor tabular al 5% = 3,84
Valor tabular al 1% = 6,63
El resultado de la prueba de Friedman para la preferencia, indica que existe diferencia
altamente significativa, lo que muestra que los tratamientos son distintos.
Gráfico 33: Preferencia Fase 3
Mediante el gráfico se observa que T8 es el tratamiento preferido por los degustadores,
es decir es la mezcla óptima entre malta tostada y sin tostar.
4.3 ANÁLISIS MICROBIOLÓGICO DEL MEJOR TRATAMIENTO
Cuadro 32: Análisis microbiológico
Parámetro analizado Unidad Resultado Método de ensayo
Recuento mohos UPM/ml 0 AOAC 997.02
Recuento levaduras UPL/ml 1.4 x 106 AOAC 997.02
Recuento aerobios mesófilos UFC/ml 0 AOAC 989.10
Recuento coliformes totales UFC/ml 0 AOAC 989.10
Los análisis demuestran que la cerveza está libre de microorganismos aerobios, por lo
que es apta para el consumo. El resultado de los análisis microbiológicos se encuentra
en el Anexo 9.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
T3 T8
1,13
1,87
MED
IAS
TRATAMIENTOS

75
5,00 kg de malta + 12l de mosto
22 L de jarabe
5,05 kg
5.10 kg
1%
4.4 RENDIMIENTO DEL MEJOR TRATAMIENTO
Balance de Materiales del proceso de elaboración de cerveza artesanal tipo ale
oscura
5,05 kg
5,00 kg de malta
Malteado
Hervido
Enfriamiento
15 l Agua
15 l de Agua + 1% de humedad
Secado
4,25 kg
Tostado
0,75 kg Malta Tostada
14 g Lúpulo
20 l de mosto
12 l Agua Maceración
CEBADA (HORDEUM VULGARE)
Molienda
10% de jarabe
Filtración
5,00 kg de malta + 22 l de mosto
jarabe
Lavado 10 l Agua
5,00 kg. de Malta
Recepción
Selección
Pesado
1

76
11g Levadura liofilizada
Saccharomyces cerevisiae
A partir de 5.1 kg de cebada se obtuvo 20.4 kg de cerveza con 5,7°GL de alcohol, lo
que indica que hubo un 75.28% de rendimiento.
Inoculación
Fermentación
Maduración
Embotellado
Etiquetado
6 g. de azúcar x litro de
mosto
20.4 kg de cerveza tipo ale oscura
1

77
Eficiencia General del Equipo = Disponibilidad x Eficiencia x Calidad
4.5 COSTOS DE PRODUCCIÓN DEL MEJOR TRATAMIENTO
Cuadro 33: Costos de producción para la obtención de 160 ml de cerveza artesanal tipo ale oscura
utilizando un biorreactor de nivel piloto.
MEJOR TRATAMIENTO CANTIDAD COSTO USD
Agua 180 ml 0,004
Cebada 40 g 0,080
Lúpulo 0,11 g 0,011
Levadura 0,09 g 0,045
Azúcar 0,96 g 0,001
Envases de 160 ml 1 botella 0,400
Mano de obra 0,090
Electricidad 20,5 horas 0,050
TOTAL 0,681
El costo de producción de una botella de cerveza artesanal tipo ale oscura de 160 ml
es de 0,681 USD.
4.6 EFICIENCIA DEL BIORREACTOR
Disponibilidad: (TO/TOT) x 100
Tiempo de operación = 23 Horas
Tiempo de operación total = 24 Horas – 0horas
Tiempo de operación total = 24Horas.
Disponibilidad = (23/24) X 100
Disponibilidad = 95.83%
Eficiencia:
Tiempo de ciclo ideal = 1 producto/23 horas
Eficiencia = 𝟐𝟑
𝟐𝟑 𝒙 𝟏 = 1
Calidad: 1/1= 1
Eficiencia General del Equipo = 95,83 x 1 x 1 = 95,83%

78
4.6.1 Eficiencia del sistema eléctrico del biorreactor

79
El resultado obtenido indica que la eficiencia del sistema eléctrico del Biorreactor tiene
una excelente competitividad.

80
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
1. Al analizar la influencia de la temperatura en el tiempo de fermentación, se
observa que T9 (15% de malta tostada, 25° C), alcanza la densidad para el
producto final de 1,020 g/ml, en menor tiempo que los demás tratamientos.
2. La valoración del pH indica que T5 (10% de malta tostada, 20°C), T7 (15%
de malta tostada, 15 °C), T8 (15% de malta tostada, 20° C) y T9 (15% de malta
tostada, 25° C) poseen los valores más bajos, lo que contribuye a su
conservación.
3. El tratamiento con mayor grado alcohólico es T3 (5% malta tostada, 25° C)
debido a que tiene menor cantidad de malta tostada, es decir posee más
azúcares fermentables y la temperatura de fermentación es más alta.
4. El análisis de las características organolépticas, dio como resultado que T8
(15% de malta tostada, 20° C) y T9 (15% de malta tostada, 25° C), son los
tratamientos que obtuvieron mayor aceptación de los degustadores.
5. Se determinó que el porcentaje de mezcla óptimo entre malta tostada y sin
tostar para elaborar cerveza artesanal tipo Ale oscura es 15% de malta tostada
y 85% de malta sin tostar; debido a que T8 fue el tratamiento preferido por los
degustadores.
6. Las pruebas microbiológicas realizadas al mejor tratamiento T8 (15% de malta
tostada, 20° C) determinan que cumple con la NTE INEN 2262, por lo que es
apto para el consumo.
7. El rendimiento del mejor tratamiento T8 (15% de malta tostada, 20° C), fue
del 75.28% y el costo de producción de una botella de cerveza artesanal tipo
ale oscura de 160 ml fue de 0,681 USD.
8. Se evaluó el funcionamiento del biorreactor de 50 litros por medio del sistema
de Eficiencia general del equipo, obteniendo como resultado 95,83% de
eficiencia general y un 86,93% de eficiencia del sistema eléctrico.
9. Se determinó que los porcentajes de malta tostada y sin tostar, si influyen en
las características organolépticas y que la temperatura interviene en el tiempo

81
requerido para la fermentación en el proceso de obtención de cerveza artesanal
tipo Ale oscura, por tanto se aceptan las hipótesis alternativas.
5.2 RECOMENDACIONES
1. En el proceso de inoculación enfriar el mosto máximo en 15 minutos para
evitar la contaminación y variación del pH.
2. Luego del proceso del tostado, es necesario almacenar la malta por un lapso
aproximado de 2 semanas antes de usarla para la fabricación de cerveza, para
evitar sabores y aromas indeseables.
3. Leer las instrucciones de uso del biorreactor antes de su operación.
4. Investigar posibles usos para los residuos de la filtración.
5. Realizar más investigaciones sobre cerveza artesanal, con el fin de obtener
más datos que ayuden a elaborar una norma.

82
CAPÍTULO VI
BIBLIOGRAFÍA
Acuña, F. (2006). Química Orgánica. San José: EUNED.
Aguilar, F. (2000). resistencias. Obtenido de
http://fresno.pntic.mec.es/~fagl0000/ley_de_ohm.htm
Aj, E. (9 de agosto de 2013). informe21.com. Obtenido de 6 claves para reconocer
una buena cerveza: http://informe21.com/cerveza/6-claves-para-reconocer-
una-buena-cerveza
Atkinson, B. (2002). Reactores bioquímicos. Sevilla: Reverté S.A.
Bamforth, C. W. (2005). Alimentos, fermentación y microorganismos. Zaragoza :
ACRIBIA S.A.
Cabrera, F. (23 de junio de 2009). UNAD. Obtenido de bebidas fermentadas:
http://datateca.unad.edu.co/contenidos/306598/contLinea/leccin_4_la_cervez
a_definicin_consideraciones_legales_proceso_de_elaboracin.html
Cartaya, A. (1 de febrero de 2013). Slide player. Obtenido de http://slideplayer.es/
Castillo, C. (2002). Germinación y malteado de la cebada. Cali: ReCiTeIA.
Castillo, J. (2012). Guía de cervezas artesanas españolas. Madrid: Visión Libros.
Cervebel. (2013). Obtenido de ingredientes: http://www.cervebel.es/malta.htm
Cerveza y salud. (1 de marzo de 2012). Obtenido de composición y propiedades
nutritivas de la cerveza:
http://www.nutricion.org/publicaciones/revista_marzo_02/zcerveza/valornutri
tivo.htm
Collado, Q. (27 de noviembre de 2001). verema. Obtenido de levaduras y la
fermentación alcohólica: http://www.verema.com/articulos/500449-
levaduras-fermentacion-alcoholica-ii
Colman, E. (8 de agosto de 2011). imujer el gran catador. Obtenido de grados de
alcohol de la cerveza: http://elgrancatador.imujer.com/2011/08/08/grados-de-
alcohol-de-la-cerveza
Cruelles, A. (2012). Productividad e Incentivos: cómo hacer que los tiempos de
fabricación se cumplan. Barcelona: Marcombo S.A.
Cruelles, J. A. (2010). La Teoría del Despilfarro. Toledo: Artef.S.I.
De la Peña, E. (2006). Vinos y Licores. Lima: MIRBET.

83
Dominguez, S. (2012). El laboratorio de microbiología. Obtenido de Escala
McFarland: http://perso.wanadoo.es/microdominguez/index.htm
Duarte, F. (12 de diciembre de 2013). El método del tocino. Obtenido de
http://metododeltocino.blogspot.com/
Dudes, H. (10 de Mayo de 2014). Salve la cerveza. Obtenido de
www.dudesbeertasters.blogspot.com
Durán, F. (2012). La Biblia de las recetas industriales. Culiacán: Grupo Latino.
Gamazo, C., Sánchez, S., & Camacho, A. (2013). Microbiología. Barcelona:
Elsevier.
García, F., Gil, M., & García, P. (2004). Bebidas. Madrid: Thomson Ediciones
Paraninfo S.A.
García, V. (2005). Introducción a la microbiología. Costa Rica: EUNED.
Gonal. (10 de Mayo de 2014). La vuelta al mundo en 80 cervezas. Obtenido de
www.lavueltaalmundoen80cervezas.blogspot.com
Gonzalez, c. (28 de agosto de 2012). tecnología electrónica. Obtenido de codigo de
colores: http://electrochnology.blogspot.com/2012/08/codigo-de-colores.html
Guerrero, A. (1998). Cultivos herbáceos extensivos. Bilbao: Mundi Prensa.
Hernández, A. (2003). Microbiología industrial. San José: Universidad Estatal a
Distancia.
Hopp, V. (2005). Fundamentos de tecnología química. Barcelona: Reverté.
Hough, J. (2002). Biotecnología de la cerveza y de la malta. Zaragoza: Acribia S.A.
IICA. (1999). Industria de la cerveza. España: AECI.
Inaroja, C., & Soriano, J. (2009). El mundo de las cervezas. Sevilla: Heineken
España S.A.
Klopfer, M. (1 de junio de 2011). science fare. Obtenido de frying, boiling the
Maillard reaction:
http://ediblesciencefaire.wordpress.com/2011/06/01/maillard-reaction/
Levenspiel, O. (2005). Ingeniería de las reacciones químicas. Barcelona: Reverté.
Mash. (9 de enero de 2013). Obtenido de fermentación:
http://www.revistamash.com/detalle.php?id=379
Montero, W. (2006). Encuesta de condiciones de Vida. Quito.

84
Mundo cerveza. (19 de mayo de 2013). Obtenido de crece el consumo de cerveza
artesanales en latinoamérica:
http://www.mundocerveza.com/20130519/crece-el-consumo-de-cervezas-
artesanales-en-latinoamerica/
Noriega, G. (2004). Biotecnología alimentaria. México: LIMUSA.
Oña, C., & Serrano, D. (2014). Mantenimiento básico de maquinarias e instalaciones
en la industria alimentaria. ic.
Páez, V. (2010). Bebidas Fermentadas. ReCiTeIA, 17.
Palmer, J. (1999). how to brew. Obtenido de
http://www.howtobrew.com/sitemap.html
Passarge. (2010). Genética, texto y atlas. Madrid: Editorial Médica Panamericana.
Pilla, S., & Vinci, G. (2012). Cervezas de todo el Mundo. Barcelona: De Vecchi.
Posse, J. (1993). Estudio de competitividad agropecuaria y agroindustrial.
Venezuela: ICCA.
Quiminet. (25 de junio de 2014). Quiminet.com. Obtenido de medición del ph en la
industria alimentaria: http://www.quiminet.com/articulos/medicion-del-ph-
en-la-industria-alimentaria-3814617.htm
Reyes, A. (2005). Fabricación artesanal de la cerveza. Colombia: Sic.
Rodríguez, V. (2008). Bases de la Alimentación Humana. Netbiblo.
Rosales, A. (28 de septiembre de 2013). El Tiempo. Obtenido de La movida de la
cerveza artesanal en colombia:
http://www.eltiempo.com/archivo/documento/CMS-13089022
Sarmiento, J. (2004). efecto joule. Obtenido de
http://roble.pntic.mec.es/~jsaa0039/cucabot/joule-intro.html
Siagro-Infoplan. (2014). Atlas cantón Tulcán. TULCÁN: GADMT.
Tamariz, G. (2013). Vistazo, Boom Cervecero. Obtenido de
http://www.vistazo.com/impresa/pais/?id=6562
Tortora, Funke, & Case. (2007). Introducción a la microbiología. Buenos Aires:
Editorial Médica Panamericana.
Udep. (2000). Importancia del pH en las industrias. Obtenido de
http://www.biblioteca.udep.edu.pe/bibvirUDEP/tesis/pdf/1_197_184_140_18
51.pdf

85
Unizar. (17 de mayo de 2011). NUTRICIÓN Y DIETÉTICA. Obtenido de Fisiología:
http://nutricionhuesca.blogspot.com/2011/05/tema-32-pendiente-de-revision-
y-dibujos.html
Wolke, R. L. (2005). Lo que Einstein le contó a su cocinero 2. Barcelona:
Robinbook.
Zaragoza, M., Vincent, S., & Alvarez, J. (2006). Química industrial orgánica.
Valencia: Universidad Politécnica de Valencia.

86
CAPÍTULO VII
ANEXOS
1.
PROTOCOLO DE USO Y FUNCIONAMIENTO DEL EQUIPO
NOMBRE DEL EQUIPO: BIORREACTOR
CAPACIDAD: 50 litros PÁGINA 1/2
PROCEDIMIENTO OBSERVACIONES
o Higienizar prolijamente el biorreactor antes y
después de su uso.
o Antes de encender, suministrar agua a la doble
camisa del biorreactor.
o Llenar el airlock con agua.
o Cerrar todas las válvulas a excepción de la válvula
superior que conecta la doble camisa.
o Conectar el cable de alimentación a un
tomacorriente de 110V.
o Seleccionar el nivel de temperatura deseado. Se
encenderá el botón verde del tablero de control y
cuando llegue a la temperatura requerida se
encenderá el botón rojo y se mantendrá la
temperatura.
o Verificar la temperatura en el termómetro.
o Cargar el sustrato a fermentar, cuidando de no
derramarlo sobre el tablero de control.
Cuando debido a condiciones
ambientales externas haya
variación de temperatura
interna, el sistema eléctrico se
encenderá automáticamente y
regulará la temperatura.

87
PROTOCOLO DE USO Y FUNCIONAMIENTO DEL EQUIPO
NOMBRE DEL EQUIPO: BIORREACTOR
CAPACIDAD: 50 litros PÁGINA 2/2
PROCEDIMIENTO OBSERVACIONES
o Cerrar y ajustar la tapa.
o Controlar la presión en el manómetro.
o Para encender o apagar el agitador, presione
ON/OFF en el panel de control.
Llave # 12
manómetro termómetro
airlock
entrada de agua
toma de muestras
salida de agua
salida de agua
salida del producto
toma de muestras
motor
entrada del producto

88
2. Encuesta de Consumo de Cerveza
UNIVERSIDAD TÉCNICA DEL NORTE
FICAYA
ESCUELA DE INGENIERÍA AGROINDUSTRIAL
ENCUESTA DE CONSUMO DE CERVEZA
Fecha:
Por favor responda las siguientes preguntas, que servirán para medir el grado de
aceptación de la cerveza artesanal.
1. Edad
2. Sexo Masculino
Femenino
3. ¿Consume cerveza?:
Si
No
4. ¿Con qué frecuencia consume cerveza?
Diariamente
Semanalmente
Cada 2 semanas
Mensualmente
Ocasionalmente
5. ¿Qué tipo de cerveza ha probado?
Nacional
Extranjera
Artesanal
6. ¿Qué marca de cerveza prefiere?
Pilsener
Club
Heineken

89
Budweiser
Corona
7. ¿Por qué prefiere esa marca?
Sabor
Presentación
Precio
Disponibilidad
8. ¿Qué característica busca en una cerveza?
Sabor
Color
Aroma
Textura
Espumosidad
Grados de alcohol
9. ¿Ha consumido cerveza artesanal?
Si
No
No sabe
10. ¿Probaría un tipo de cerveza diferente al tradicional?
Si
No
Tal vez
11. ¿Cuánto pagaría por una cerveza sin aditivos, sin conservantes artificiales,
ni colorantes?
0,70 USD
1,00 USD
1,25 USD
GRACIAS POR SU COLABORACIÓN

90
3. Datos de la Encuesta
Se encuestó a 30 personas de la localidad para medir el grado de aceptación de la
cerveza artesanal, los datos obtenidos fueron:
1. Edad
2. Sexo
3. ¿Consume Cerveza?
7%7%
7%
7%
7%
3%
13%3%
10%
7%
3%
3%
7%
3%7%
7%
19
21
22
23
25
28
30
31
32
34
35
36
40
42
45
50
63%
37% MASCULINO
FEMENINO
100%
0%
SI
NO

91
4. ¿Con qué frecuencia consume cerveza?
5. ¿Qué tipo de cerveza ha probado?
6. ¿Qué marca de cereza prefiere?
3%
40%
7%20%
30%
DIARAMENTE
SEMANALMENTE
CADA 2 SEMANAS
MENSUALMENTE
OCASIONALMENTE
54%
13%
0%
30%
3%NACIONAL
EXTRANJERA
ARTESANAL
NAC. YEXTRANJERA
NAC, EXTRAN,ARTES
57%
3%
13%
10%
17%PILSENER
CLUB
HEINEKEN
CORONA
BUSWEISER

92
7. ¿Por qué prefiere esa marca?
8. ¿Qué característica busca en una cerveza?
9. ¿Ha consumido cerveza artesanal?
70%
3%
20%
7% SABOR
PRESENTACIÓN
PRECIO
DISPONIBILIDAD
73%
7%3%
17%
SABOR
COLOR
AROMA
TEXTURA
ESPUMOSIDAD
GRADOS DEALCOHOL
3%
83%
14%SI
NO
NO SABE

93
10. ¿Probaría un tipo de cerveza diferente al tradicional?
11. ¿Cuánto pagaría por una cerveza sin aditivos, sin conservantes
artificiales, ni colorantes?
63%10%
27% SI
NO
TAL VEZ
20%
70%
10%$0,70
$1,00
$1,25

94
4. Fichas de la degustación
UNIVERSIDAD TÉCNICA DEL NORTE
FICAYA
ESCUELA DE INGENIERÍA AGROINDUSTRIAL
FICHA DE DEGUSTACIÓN DE CERVEZA ARTESANAL
TIPO ALE OSCURA
Por favor responda las siguientes preguntas, que servirán para determinar la
aceptabilidad de consumo de la cerveza artesanal tipo ale oscura.
NOMBRE 31/05/2014
SEXO NÚMERO ASIGNADO
INDICACIONES:
Hay cinco muestras a ser evaluadas por usted. Pruebe cada una de ellas en la secuencia
presentada. Tome un primer bocado de cerveza, luego tome un segundo bocado y
espere un momento.
Tome un bocado de agua con galletas después de cada degustación.
Marque con una X el término que más describe lo que usted siente por la muestra.
1.- La apariencia de la cerveza es:
423 897 542 378 215
Clara
Turbia
2.- Color de la cerveza. Con ayuda de la tabla SRM
423 897 542 378 215
SRM
3.- ¿Qué aroma predomina en la cerveza?
FECHA
EDAD ___________
SEXO M F NÚMERO ASIGNADO

95
423 897 542 378 215
Pan
Caramelo
Chocolate
Cítrico
Manzana
4.- ¿Qué gusto sobresale en la cerveza?
423 897 542 378 215
Dulce
Amargo
6.- Asigne un orden de preferencia a las cervezas presentadas usando las
siguientes categorías:
1 = La más preferida
5 = La menos preferida
No se permiten empates
GRACIAS POR SU COLABORACIÓN
Cerveza Orden de preferencia
423
897
542
378
215

96
UNIVERSIDAD TÉCNICA DEL NORTE
FICAYA
ESCUELA DE INGENIERÍA
AGROINDUSTRIAL
FICHA DE DEGUSTACIÓN DE CERVEZA ARTESANAL
TIPO ALE OSCURA
Por favor responda las siguientes preguntas, que servirán para determinar la
aceptabilidad de consumo de la cerveza artesanal tipo ale oscura.
NOMBRE 31/05/2014
SEXO NÚMERO ASIGNADO
INDICACIONES:
Hay cuatro muestras a ser evaluadas por usted. Pruebe cada una de ellas en la
secuencia presentada. Tome un primer bocado de cerveza, luego tome un segundo
bocado y espere un momento.
Tome un bocado de agua con galletas después de cada degustación.
Marque con una X el término que más describe lo que usted siente por la muestra.
1.- La apariencia de la cerveza es:
438 696 324 765
Clara
Turbia
2.- Color de la cerveza. Con ayuda de la tabla SRM
438 696 324 765
SRM
FECHA
EDAD ___________
SEXO M F NÚMERO ASIGNADO
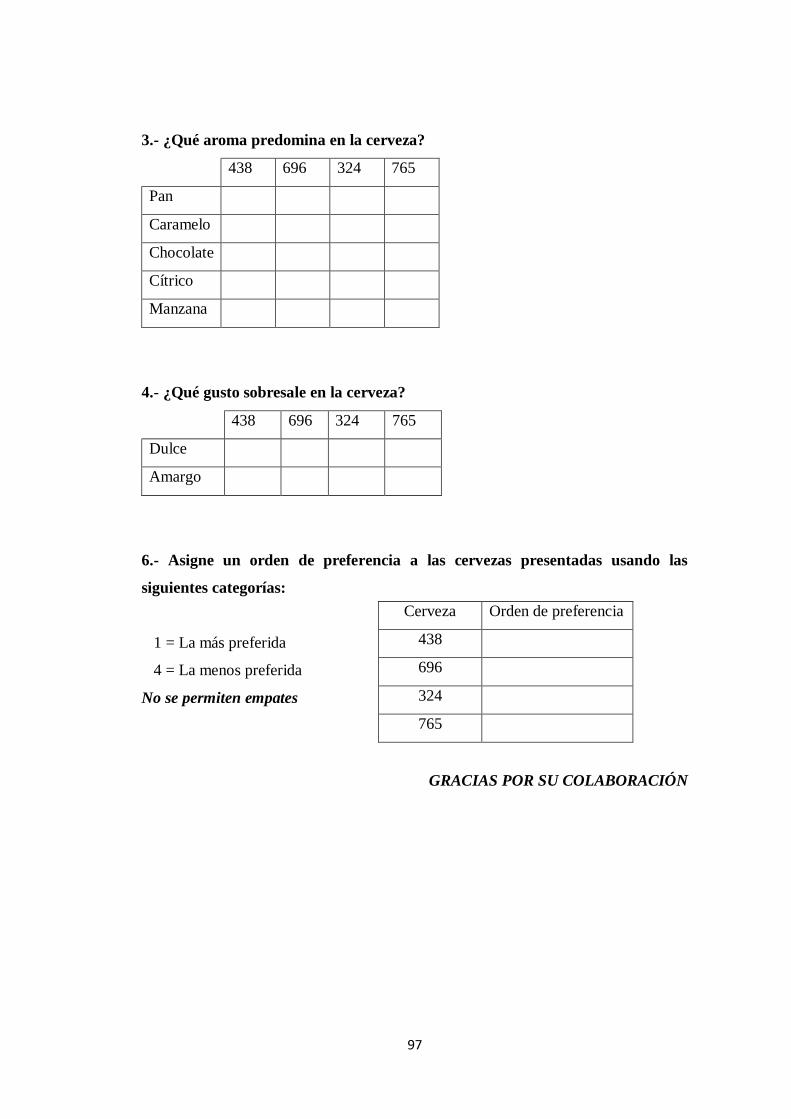
97
3.- ¿Qué aroma predomina en la cerveza?
438 696 324 765
Pan
Caramelo
Chocolate
Cítrico
Manzana
4.- ¿Qué gusto sobresale en la cerveza?
438 696 324 765
Dulce
Amargo
6.- Asigne un orden de preferencia a las cervezas presentadas usando las
siguientes categorías:
1 = La más preferida
4 = La menos preferida
No se permiten empates
GRACIAS POR SU COLABORACIÓN
Cerveza Orden de preferencia
438
696
324
765

98
UNIVERSIDAD TÉCNICA DEL NORTE
FICAYA
ESCUELA DE INGENIERÍA AGROINDUSTRIAL
FICHA DE DEGUSTACIÓN DE CERVEZA ARTESANAL
TIPO ALE OSCURA
Por favor responda las siguientes preguntas, que servirán para determinar la
aceptabilidad de consumo de la cerveza artesanal tipo ale oscura.
NOMBRE 31/05/2014
SEXO NÚMERO ASIGNADO
1.- Escriba la cerveza de su preferencia.
2.- ¿Compraría éste producto?
¿Por qué?________________________________________________________
_________________________________________________________________
GRACIAS POR SU COLABORACIÓN
FECHA
EDAD ___________
Si
No
Tal vez
SEXO M F NÚMERO ASIGNADO

99
5. Datos de la degustación:
La cerveza fue degustada por 15 personas adultas, con las siguientes
características y opción de compra de la cerveza:
1. Edad
2. Sexo
3. ¿Compraría este producto?
17%
13%
17%20%
3%
7%
13%
10%
1924303435384550
60%
40%
Masculino
Femenino
100%
0%
SI
NO

100
6. Fotografías de la degustación

101

102
7. Tabla SRM
8. Fórmula base para 20 Litros de cerveza.
Materia prima Gramos
Malta 5000
Levadura 11
Lúpulo 14
Agua 22000
Azúcar 120
(De la Peña, 2006)

103
9. Resultado Análisis Microbiológico

104
10. Resultado del Análisis Físico - Químico de la cebada, la malta sin tostar,
la cerveza y la malta tostada.

105
11. Resultado del análisis de acidez de la cerveza

106
12. Hoja técnica de Levadura Saccharomyces cereviciae

107
13. Hoja Técnica del Lúpulo

108
14. Método turbidimétrico
Este método se basa en que la turbidez de una suspensión está relacionada con
su concentración celular, que puede ser determinada mediante un
espectrofotómetro o por la comparación con la escala de McFarland, que
consiste en una serie de tubos con turbidez creciente, en una escala que va del
0,5 al 10 (Gamazo, Sánchez, & Camacho, 2013).
(Dominguez, 2012)
15. Normas INEN


















