
UNIVERSIDAD NACIONAL DE INGENIERÍAcybertesis.uni.edu.pe/bitstream/uni/11815/1/betetta_gj.pdf · de...
163
i UNIVERSIDAD NACIONAL DE INGENIERÍA FACULTAD DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA “CONTROL NO LINEAL DE UN LAMINADOR DE ALTA POTENCIA USANDO LAS BASES DE LAGUERRE” TESIS PARA OPTAR EL GRADO ACADÉMICO DE MAESTRO EN CIENCIAS CON MENCIÓN EN AUTOMÁTICA E INSTRUMENTACIÓN ELABORADO POR JUDITH LUZ BETETTA GÓMEZ ASESOR M Sc. RAUL BENITES SARABIA LIMA – PERÚ 2014
Transcript of UNIVERSIDAD NACIONAL DE INGENIERÍAcybertesis.uni.edu.pe/bitstream/uni/11815/1/betetta_gj.pdf · de...
i
UNIVERSIDAD NACIONAL DE INGENIERÍA
FACULTAD DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
“CONTROL NO LINEAL DE UN LAMINADOR DE ALTA POTENCIA USANDO
LAS BASES DE LAGUERRE”
TESIS
PARA OPTAR EL GRADO ACADÉMICO DE MAESTRO EN CIENCIAS CON
MENCIÓN EN AUTOMÁTICA E INSTRUMENTACIÓN
ELABORADO POR
JUDITH LUZ BETETTA GÓMEZ
ASESOR
M Sc. RAUL BENITES SARABIA
LIMA – PERÚ
2014

ii
A la memoria de mi señor padre Sisinio y
mis hermanos Arturo y Eloy, a mi madre
Victoria, hermanas Olivia y Nery y a mi
maestro Ing. Carlos Medina.
El autor.

iii
Un agradecimiento muy especial a mí asesor,
MSc. Raúl Benítez Zarabia, por sus consejos
y apoyo brindado para el desarrollo de la
presente tesis. Igualmente agradezco al Dr.
Huber Nieto por su permanente aliento para
su culminación, al Ing. Daniel Carbonel,
amigo entrañable por su paciencia y
comprensión en la actividad académica que
desarrollamos juntos, al Ing. Moisés Ventosilla
por estar pendiente del desarrollo de mi
trabajo de investigación y finalmente al Ing.
Mauricio Gálvez por su preocupación para
llevar a buen término esta tesis.
El autor

iv
Índice de Contenido
INTRODUCCIÓN ...........................................................................................................................1 CAPÍTULO I ...................................................................................................................................4 PLANTEAMIENTO DE LA INVESTIGACIÓN..................................................................................4
1.1 Identificación del problema ...................................................................................................4 1.2 Formulación del problema ....................................................................................................4
1.3 Objetivos de la investigación ................................................................................................7 1.4 Justificación..........................................................................................................................7 1.5 Propuesta de solución ..........................................................................................................8 1.6 Descripción de las técnicas de identificación de sistemas .....................................................9
CAPÍTULO II ................................................................................................................................ 13 DESCRIPCIÓN DE LA PLANTA Y LOS PROCESOS DE LAMINACIÓN ...................................... 13
2.1 Descripción de la planta ..................................................................................................... 13 2.1.1 Laminadores en caliente continuos .................................................................................. 15 2.1.2 Caída de velocidad por impacto ....................................................................................... 15
2.1.3 Efectos de la fricción ....................................................................................................... 16 2.1.4 Rango de velocidad ......................................................................................................... 16
2.1.5 Fuente principal para los laminadores .............................................................................. 16 2.2 Fundamento Teórico de los Sistemas de Laminación ......................................................... 17
2.2.1 Aplicaciones Industriales ................................................................................................. 20 2.2.2 Métodos de control clásico vs. método de control moderno .............................................. 21 2.2.3 Sistemas de laminación ................................................................................................... 23
2.2.4 Configuraciones de sistemas de laminación..................................................................... 24 2.2.5 Fuerza de separación entre los rodillos laminadores ........................................................ 26
2.2.6 Módulo de elasticidad o módulo de Young (E) ................................................................. 31 CAPÍTULO III ............................................................................................................................... 33
ANTECEDENTES ........................................................................................................................ 33 3.1 Aportes de los Polinomios de Laguerre dentro de la identificación de sistemas ................... 33
3.1.1 Aportes de Wahlberg Bo .................................................................................................. 33 3.1.2 Aportes de Abhishek Soni................................................................................................ 33 3.1.3 Aportes de Back and Tsoi ................................................................................................ 34
3.2 Aportes de los Polinomios de Laguerre dentro del control de sistemas ............................... 34 3.2.1 Aportes de Dumont y Kovac ............................................................................................ 34
3.2.2 Aportes de Haitao Zhang ................................................................................................. 35 3.2.3 Aportes de Sanaz Mahmoodi ........................................................................................... 35
CAPÍTULO IV .............................................................................................................................. 36

v
EL FORMALISMO MATEMÁTICO DE LOS POLINOMIOS ORTOGONALES ............................... 36 4.1 Justificación del uso de los Polinomios Ortogonales ........................................................... 36 4.1.1 Definiciones básicas ........................................................................................................ 37
4.2 Teoremas que sustentan el uso de funciones ortonormales ................................................ 38 4.3 Ecuación diferencial para los Polinomios Ortogonales ........................................................ 43
CAPITULO V ............................................................................................................................... 47
CONEXIÓN DE LOS POLINOMIOS DE LAGUERRE CON ESTUDIOS DENTRO DE LA INGENIERIA DE CONTROL ........................................................................................................ 47
5.1 Aplicación de los Polinomios de Laguerre en la identificación de sistemas .......................... 47
5.2 Definiciones básicas de los Polinomios de Laguerre ........................................................... 50 CAPÍTULO VI .............................................................................................................................. 61
FORMALISMO DE IDENTIFICACIÓN DE UN LAMINADOR APLICANDO POLINOMIOS DE LAGUERRE ................................................................................................................................. 61
6.1 Introducción al error de aproximación ................................................................................. 61
6.2 Proposición del modelo para el laminador basado en polinomios generalizados de Laguerre ................................................................................................................................................ 64
6.3 Determinación de las matrices que pondera la base ortogonal de polinomios generalizados de Laguerre y minimización del error mediante el método de mínimos cuadrados .................... 66
CAPÍTULO VII ............................................................................................................................. 71 RESULTADOS DE LA IDENTIFICACIÓN Y MODELAMIENTO DEL LAMINADOR ....................... 71
7.1 El uso de una señal de entrada pseudo-aleatoria multinivel ................................................ 71
7.1.1 Circuito utilizado para el ensayo del sistema laminador.................................................... 72 7.2 Respuesta del sistema por efecto de la señal multinivel ...................................................... 73 7.3 Propuesta de modelo para el laminador de alta potencia .................................................... 74 7.4 Procedimiento para el proceso de identificación ................................................................. 76
7.4.1 Estimación del polo de las funciones de Laguerre ............................................................ 76 7.4.2 Ajuste fino del polo de las funciones de Laguerre ............................................................ 84
7.5 Cálculo de los parámetros del modelo de la planta ............................................................. 86 7.6 Validación del modelo aplicado al laminador ....................................................................... 90
CAPÍTULO VIII............................................................................................................................. 92
CONTROL PREDICTIVO NO LINEAL BASADO EN MODELOS .................................................. 92 8.1 Fundamentos del control predictivo basado en modelos ..................................................... 92
8.1.1 Modelos para MPC .......................................................................................................... 95 8.1.2 Modelo para procesos lineales ........................................................................................ 95
8.1.3 Respuestas libre y forzada en los MPC............................................................................ 99 8.1.4 Función objetivo ............................................................................................................ 100
8.1.5 Trayectoria de referencia ............................................................................................... 101 8.1.6 Restricciones ................................................................................................................. 102 8.2 Obtención de la Ley de Control......................................................................................... 103

vi
8.2.1 Estrategia de control utilizando control predictivo y algoritmo de la MDC........................ 104 8.2.2 Control predictivo........................................................................................................... 104 8.2.3 Formulación del modelo matricial ................................................................................... 106
8.2.4 Estrategia MPC usando el enfoque de la MDC .............................................................. 107 8.3 Tipos de control MPC ...................................................................................................... 114
8.3.1 Controlador MPC usando la DMC .................................................................................. 114 8.3.2 Controlador MPC tipo escalar ........................................................................................ 115
CAPÍTULO IX ............................................................................................................................ 116 CONTROL DE UN LAMINADOR DE ALTA POTENCIA USANDO MPC ..................................... 116
9.1 Criterios para el diseño del controlador ............................................................................. 116 9.1.1 Señales de referencia .................................................................................................... 116 9.1.2 Modelo y parámetros para representar la dinámica del sistema ..................................... 119
9.2 Resultados de simulación del control MPC usando algoritmo DMC y modelo Laguerre .... 121
9.3 Resultados de la simulación del control MPC usando las bases de Laguerre y algoritmo DMC escalar .......................................................................................................................... 124 9.4 Propuesta del controlador MPC usado en los drivers de laminadores ............................... 126
9.4.1 Esquema del controlador MPC alternativo al Grupo Ward-Leonard en la planta de producción de vinilos .............................................................................................................. 127 9.4.2 Restricciones aplicadas al MPC Propuesto .................................................................... 129
CAPÍTULOX .............................................................................................................................. 132 CONCLUSIONES Y RECOMENDACIONES .............................................................................. 132
10.1 Conclusiones finales relacionadas con la Identificación del sistema en estudio. .............. 132
10.2 Conclusiones finales relacionadas con el uso de un algoritmo basado en los criterios de la DMC para la planta en estudio ............................................................................................... 133
REFERENCIAS BIBLIOGRÁFICAS ........................................................................................... 135 ANEXOS.................................................................................................................................... 137
Anexo 1: Código Matlab para la identificación y el modelamiento del sistema de laminación .. 137 Anexo 2: Código Matlab para control MPC usando algoritmo DMC para laminador de 100HP 141
Anexo 3: Código Matlab para el control MPC usando algoritmo DMC en su forma escalar para un laminador de 100 HP ......................................................................................................... 146

vii
Índice de Ilustraciones
Figura 1.1: Proceso de identificación sobre un sistema para la obtención de un modelo matemático, mediante la realización de mediciones y captura de datos en el sistema. ................. 10 Figura 1.2A: Modelos de Hammerstein y Wiener. ......................................................................... 11 Figura 1.2B: Modelos de Volterra. ................................................................................................ 11 Figura 1.2C: Modelo de Laguerre. ................................................................................................ 11 Figura 2.1: El molino de rodillos del sistema laminador, que se utiliza para producir baldosas de vinilo. ........................................................................................................................................... 14 Figura 2.2: La salida de las baldosas de vinilo, realizado en una prensa continua por una matriz de corte. ........................................................................................................................................... 14 Figura 2.3: Diagrama de Bloques del proceso de producción. ...................................................... 17 Figura 2.4: Esquema de un Rolling Mill. ....................................................................................... 18 Figura 2.5: Gráficas relacionadas al proceso de producción. ........................................................ 18 Figura 2.6: Un ejemplo de control Feed Forward. ......................................................................... 19 Figura 2.7: Control óptimo propuesto en las dos últimas etapas. .................................................. 19 Figura 2.8: Comparación de la variación del espesor estaciones finales, con el control FFF, control óptimo y óptimo integral. .............................................................................................................. 20 Figura 2.9: Valor del looper. ......................................................................................................... 20 Figura 2.10: Control de tensión. ................................................................................................... 22 Figura 2.11: Control del ángulo del looper. ................................................................................... 22 Figura 2.12: Configuración de los sistemas de laminación. ........................................................... 25 Figura 2.13A: Control de tensión con looper roll. .......................................................................... 26 Figura 2.13B: Control de tensión con potenciómetro..................................................................... 26 Figura 2.14: Deflexión en el centro de los rodillos en función del esfuerzo de separación entre los rodillos. ........................................................................................................................................ 27 Figura 2.15: Acción del laminador con manto de entrada de espesor H y espesor de salida h. ..... 28 Figura 2.16: Ilustración del método “Brazo de Palanca”. ............................................................... 29 Figura 2.17: Potencia acumulativa de laminación H/h. .................................................................. 31 Figura 2.18: Curva de sigma versus épsilon donde se extrae el llamado Módulo de Young. ......... 32 Figura 4.1: Representación esquemática del uso de los polinomios ortogonales. Se observa que la gráfica Y(s) versus X(s) se torna cada vez más aproximada a una salida real si se emplea una mayor cantidad de polinomios ortogonales, extraídos a partir de expandir H(s). ........................... 36 Figura 4.2: Representación gráfica de la relación entre el polinomio de aproximación P(x) dentro del rango infinitesimal de la función f(x) contenida entre a y b, como sugiere el teorema de Weiertrass ................................................................................................................................... 41 Figura 5.1A: Esquema de conexión de los polinomios de Laguerre y los objetivos de esta tesis. Se muestra el uso de los polinomios de Laguerre y la identificación del sistema. ............................... 48 Figura 5.1B: Se muestra el MPC que usa el modelo con los polinomios de Laguerre para predicción de las futuras salidas a partir de la minimización de la función de costo J(u). En esta tesis usamos en MPC para el control de la velocidad y la corriente de armadura en la fabricación de vinil. ........................................................................................................................................ 48 Figura 5.2: Representación de los polinomios de Laguerre en función de muestras o la variable independiente. ............................................................................................................................. 52 Figura 5.3: Ejemplo de diagramas de bloques enfatizando la aplicabilidad de polinomios de Laguerre como filtros. .................................................................................................................. 53 Figura 5.4: Estructura de los filtros de Laguerre............................................................................ 56 Figura 5.5: Ejemplo de aplicación de los polinomios de Volterra-Laguerre mostrado como diagramas de bloques y filtros [25]. .............................................................................................. 57
viii
Figura 6.1: Esquema del proceso de laminación de material melamínico. Notar las variables, la corriente de armadura y la velocidad de los cilindros móviles. ...................................................... 64 Figura 7.1A: Señal de entrada PRMS mostrando su carácter multivalor en contraste con los típicos bang-bang o binarios (es decir es 0 o 1). ...................................................................................... 72 Figura 7.1B: Esquema del grupo Ward-Leonard usado para la identificación del sistema laminador. .................................................................................................................................................... 73 Figura 7.2: Respuesta de la corriente a una entrada PRMS ......................................................... 74 Figura 7.3: Respuesta de la velocidad del laminador a una entrada PRMS. .................................. 74 Figura 7.4A: Diversas morfologías de los polinomios de Laguerre para diferentes valores de su polo. Arriba izquierda: los polinomios se aglomeran para muy pocas muestras. Arriba derecha: los polinomios tienden a salir de la región de aglomeración. Abajo izquierda: los polinomios son ahora extendidos casi homogéneamente hasta las primeras 1000 muestras, aproximadamente. Abajo derecha: se ha producido un total reescalamiento de los polinomios ocupando más de las 2500 muestras. ..................................................................................................................................... 77 Figura 7.4B: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9991. ........................................................................................................................................ 78 Figura 7.4C: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9993. ........................................................................................................................................ 79 Figura 7.4D: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9995. ........................................................................................................................................ 80 Figura 7.4E: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9997. ........................................................................................................................................ 81 Figura 7.4F: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9998. ........................................................................................................................................ 82 Figura 7.4G: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9999. ........................................................................................................................................ 83 Figura 7.4H: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.999817 que es el polo elegido. .................................................................................................. 85 Figura 7.5A: Evolución de los parámetros de corriente indicando las regiones de convergencia. Notar que las regiones están más allá de las 1500 muestras y se extienden hasta las 2500. ........ 86

ix
Figura 7.5B: Evolución de los parámetros de velocidad indicando las regiones de convergencia. Notar que las regiones están más allá de las 1500 muestras y se extienden hasta las 2500. ........ 87 Figura 7.6: Error de aproximación de la corriente y de la velocidad tomando 1500, 2000, 2150 y 2540 muestras, respectivamente. ................................................................................................ 88 Figura 7.7A: Promedios de los errores para la corriente para diferentes muestras. ....................... 89 Figura 7.7B: Promedios de los errores para la velocidad para diferentes muestras. ...................... 89 Figura 7.8: Comparación de la corriente del sistema con la del modelo. ....................................... 91 Figura 7.9: Comparación de la velocidad del sistema con la del modelo. ...................................... 91 Figura 8.1: Estrategia del Control Predictivo. ................................................................................ 94 Figura 8.2: Estructura básica del control predictivo. ...................................................................... 95 Figura 8.3A: Respuesta del proceso ante impulso unitario. ........................................................... 97 Figura 8.3B: Respuesta del proceso ante entrada del tipo escalón. .............................................. 97 Figura 8.4: Respuesta libre y forzada. ........................................................................................ 100 Figura 8.5: Trayectoria de referencia. ......................................................................................... 102 Figura 9.1: Función escalón normalizado. .................................................................................. 116 Figura 9.2: Función escalón filtrado w(t) con 휶 = ퟎ.ퟗ . .............................................................. 117 Figura 9.3: Función tangente hiperbólica con filtrado w(t) con 휶 = ퟎ.ퟗ . .................................... 117 Figura 9.4: Comparación de la tangente hiperbólica con la misma señal afectada por el filtro primer orden para =0.1. ...................................................................................................................... 118 Figura 9.5: Comparación de la tangente hiperbólica con la misma señal afectada por el filtro primer orden para =0.5. ...................................................................................................................... 118 Figura 9.6: Comparación de la tangente hiperbólica con la misma señal afectada por el filtro primer orden para =0.9. ...................................................................................................................... 119 Figura 9.7: Comparación de la referencia con la respuesta predictiva del laminador. .................. 121 Figura 9.8: Porcentaje de error cuadrático entre la referencia y la respuesta del sistema. ........... 122 Figura 9.9: Comportamiento de la tensión de armadura (señal de control) .................................. 122 Figura 9.10: Comportamiento de la corriente durante el proceso de control, los picos aparecen como consecuencia de la ruptura del estado de inercia del motor en los primeros instantes hasta llegar a un máximo de 330 amperios aproximadamente y tendiendo a estabilizarse a los 14 segundos a un valor cercano a los 120 amperios. ...................................................................... 123 Figura 9.11: Comparación de la referencia con la respuesta predictiva del laminador. ................ 124 Figura 9.12: Porcentaje de error cuadrático entre la referencia y la respuesta del sistema. ......... 125 Figura 9.13: Variaciones de la señal de control. ......................................................................... 125 Figura 9.14: Comportamiento de la corriente durante el proceso de control, los picos aparecen como consecuencia de la ruptura del estado de inercia del motor en los primeros instantes y se van acentuando para valores de 160, 120, 310, 55,190. ............................................................. 126 Figura 9.15: Esquema del controlador de potencia para el sistema de laminación ...................... 127 Figura 9.16: Esquema del controlador de potencia para el sistema de laminación ...................... 129 Figura 9.17: Angulo de disparo de la puesta en marcha de la máquina hasta alcanzar su velocidad nominal. ..................................................................................................................................... 131

x
Índice de Tablas
Tabla 4.1: Propiedades genéricas de los polinomios ortogonales, 풉풏 indica la norma de polinomio de grado n. Notar que 휞 es la función Gamma. ............................................................................ 44 Tabla 4.2: Propiedades genéricas de los polinomios ortogonales, w(x) indica el peso asociado al polinomio de grado n. Notar que 휞 es la función Gamma.............................................................. 45 Tabla 4.3: Propiedades genéricas de los polinomios ortogonales. Se indica la forma explícita de los polinomios hasta el orden 3. ......................................................................................................... 45 Tabla 4.4: Propiedades genéricas de los polinomios ortogonales, 풃풏 indica los coeficientes asociados a su expansión polinomial............................................................................................ 46 Tabla 4.5: Propiedades genéricas de los polinomios ortogonales, G(x, t) indica la función generatriz. .................................................................................................................................... 46 Tabla 4.6: Propiedades genéricas de los polinomios ortogonales indicando algunas de sus propiedades de sus generatrices. ................................................................................................. 46 Tabla 7.1: Parámetros calculados para el modelo de la corriente y velocidad. .............................. 90
xi
Nomenclaturas
AC ............................................................................................................................................. 128
ARIMA ......................................................................................................................................... 99 ARMA .......................................................................................................................................... 59 ARX ............................................................................................................................................. 33 DC .................................................................................................................................................1 DMC ..............................................................................................................................................8 DSP ........................................................................................................................................... 115 FIR .............................................................................................................................................. 57 FPGA ......................................................................................................................................... 115 IIR ................................................................................................................................................ 57 LMS ............................................................................................................................................. 39 LQMPC ........................................................................................................................................ 22 LTI ............................................................................................................................................... 59 MPC ..............................................................................................................................................1 PID ................................................................................................................................................8 PRMS .......................................................................................................................................... 69 SCR ............................................................................................................................................. 73 VDE ........................................................................................................................................... 130

xii
ABSTRACT
The main objectives of this Thesis are in the first place the identification of a nonlinear
dynamic system and then based in the identified model it is proposed a strategy Nonlinear
Predictive Control Based on Models (MPC) using a set of orthogonal polynomials to
express the nonlinearities of the system. An additional goal of this proposal is the usage of
the algorithm like the Dynamic Matrix Control (DMC).
The first objective is achieved by applying a method for identification of nonlinear
systems using Generalized Laguerre polynomials (PGL), for which the system parameters
are extracted using a set of input-output data obtained by applying a sequence Pseudo
Random Multilevel Sequences (PRMS) to the system used to validate the proposal.
The methodology has been validated in the identification system for manufacturing
mill vinyl flooring PISOPAK PERU SAC. The rolling mill system was modeled using the
PGL until third grade; the model was obtained after several tests the system to ensure
proper identification. In the present case, the system and model are fit around in all test
horizon. The software used in these tasks is MATLAB.
The model previously identified is used in formulation a MPC strategy, in the present
thesis it is used the DMC algorithm such that optimal manufacturing of vinyl tiles can be
guaranteed. This theoretical formulation is used for simulate a MPC controller for tracking
the trajectory of the rolling speed of the system. The use of DMC is an algorithm that
improves accuracy in control of the reference trajectory. Observed simulations obtain
squared errors of the order of 0.015 % after the transient state exceeded, which manifests
the great strength of the proposed controller. The MPC will allow additional benefits
because it reduces the high power demand and the mechanical stresses in the system of
lamination that occur in transient states when the machine is started under load. Precise
control of the speed of the mill is a key indicator of manufacturing optimum vinyl tile. The
simulation result in terms of tracking one reference type hyperbolic tangent function
indicates that these control systems are very promising for use in industrial control of
nonlinear systems.
xiii
RESUMEN
Los principales objetivos de esta tesis son, en primer lugar la identificación de un
sistema dinámico no lineal y basado en el modelo identificado proponer una estrategia de
control predictivo no lineal basado en modelos (MPC), utilizando un sistema de
polinomios ortogonales para expresar las no linealidades del sistema. Otro objetivo de
esta propuesta es el uso del algoritmo de control de la “Matriz Dinámica de Control”
(DMC).
El primer objetivo se logra mediante la aplicación de un método para la identificación
de sistemas no lineales utilizando Polinomios de Laguerre Generalizados (PGL), para el
cual los parámetros del sistema se extraen utilizando un conjunto de datos de entrada-
salida obtenido mediante la aplicación de una secuencia pseudo aleatoria multinivel
(PRMS) al sistema utilizado para validar la propuesta.
La metodología ha sido validada en el sistema de identificación para la fabricación de
baldosas de vinilo en PISOPAK PERÚ SAC. El sistema de tren de laminación se modeló
usando la PGL hasta tercer grado; el modelo se obtuvo después de varias pruebas al
sistema para asegurar la identificación apropiada. En el presente caso, el sistema y el
modelo se ajustan alrededor de todo el horizonte de prueba, y el software utilizado en
estas tareas es MATLAB.
El modelo identificado anteriormente se utiliza en la formulación de una estrategia de
MPC, en la presente tesis se utiliza el algoritmo DMC de tal manera que la fabricación
óptima de baldosas de vinilo quede garantizado. Esta formulación teórica se utiliza para
simular un controlador MPC para el seguimiento de la trayectoria de la velocidad de
laminación del sistema. El uso del algoritmo DMC mejora la precisión en el control de la
trayectoria de referencia. A partir de las simulaciones se observa que los errores
cuadráticos son del orden de 0,015 % después del estado transitorio, siendo evidente la
gran capacidad del controlador propuesto. El MPC permitirá beneficios adicionales, ya
que reduce la gran demanda de potencia y las tensiones mecánicas en el sistema de
laminación que se producen en estados transitorios cuando la máquina se pone en
marcha bajo carga. El control preciso de la velocidad del sistema es un indicador clave de
la fabricación óptima de baldosas de vinilo. El resultado de la simulación en términos de

xiv
seguimiento de un tipo de función tangente hiperbólica de referencia indica que estos
sistemas de control son muy prometedores para su uso en el control industrial de
sistemas no lineales.

1
INTRODUCCIÓN
Las teorías de identificación y control de sistemas acompañados de metodologías
matemáticas han jugado un rol crucial en las actuales tecnologías de control
implementadas en las plantas industriales. Esto ha permitido optimizar los procesos y en
general son parte del progreso de las economías tanto locales como globales.
En efecto, la creciente producción industrial ha requerido nuevas técnicas de control
de sistemas que demandan evidentemente la exploración de nuevas formulaciones,
especialmente las que tratan aspectos no lineales y que deben describir apropiadamente
las fenomenologías de las plantas de producción.
Estos avances relevantes han sido posibles gracias al progreso computacional, lo
cual ha jugado un papel crucial para calcular y simular complejos procesos industriales
con el objeto de evaluar potencialidades y ventajas de los modelos de identificación y
control. La simulación computacional ha resultado ser de extrema importancia en los
campos de la ingeniería de procesos industriales en el sentido que provee parámetros
ligados al éxito de un proceso fabril.
Esta tesis está focalizada en la identificación y su posterior propuesta mediante la
simulación para el control de las variables claves de la producción y calidad en la
industria de los pisos de vinilo. Con respecto a la propuesta de control simulada
realizaremos ciertos diagnósticos para tomar decisiones que involucren la razón costo-
beneficio del sistema. Concretamente, proponemos el uso del MPC para efectos de
simulación.
Una de las características necesarias de los procesos de laminación es la elevada
exactitud en el control de velocidad de los rodillos laminadores o calandrias y sus
respectivos transportadores de entrada y salida.
En lo referente al control de velocidad se parte del hecho de que la temperatura en
el manto y en las calandrias es independiente, en tal sentido el control de velocidad; se
efectúa sobre motores DC que son alimentados por conversores estáticos y/o grupos
Ward-Leonard.
2
La etapa de laminación constituye una de las más importantes etapas del proceso
de fabricación de pisos de vinilo, ya que en ésta se da el acabado y el espesor del manto
del cual se cortarán las baldosas.
Adoptar una técnica de control automático, es una decisión clave para la mejora de la
competitividad de la empresa y también para alcanzar objetivos que de otro modo
difícilmente podrían darse, tales como precisión, seguridad, homogeneidad, etc. La
mejora de la competitividad se consigue, por ejemplo, mediante: reducciones de los
costos de producción, mejora de la productividad y calidad de los procesos.
El modelado de sistemas no lineales requiere de conceptos e ideas matemáticas
importantes como es el conocimiento del comportamiento de los polinomios de
aproximación, como por ejemplo los polinomios generalizados de Laguerre, de
estrategias y herramientas computacionales. De esta forma en este trabajo se aplica
conceptos, para identificar el sistema laminador. Finalmente, se enfoca el control del
sistema hacia el uso de las técnicas MPC como una alternativa moderna en la solución
de problemas de control a nivel industrial.
Organización de la Tesis
En el capítulo I se hace el planteamiento de la investigación, el cual comprende la
identificación, formulación del problema; los objetivos, justificación y la propuesta de
solución al problema planteado. Se describe el marco teórico de la identificación de
sistemas como técnicas para obtener los modelos matemáticos de sistemas dinámicos a
partir de mediciones realizadas en el proceso.
En el capítulo II, se describe la planta industrial y los procesos de laminación que en
ella se realizan, asimismo se describen los laminadores en caliente continuos; se plantea
el fundamento teórico de los sistemas de laminación, se muestra algunas aplicaciones
industriales, y se comparan los métodos de control clásico versus los métodos de control
moderno.
En el capítulo III, se analizan los aportes de los polinomios generalizados de
Laguerre dentro de la identificación y control de sistemas.
En el capítulo IV, se plantean los fundamentos teóricos más resaltantes relacionados
con los polinomios ortogonales, sus propiedades y representación; los teoremas que
sustentan las propiedades del producto interno, norma, la fórmula de Rodrígues

3
generalizada, particularmente el capítulo se centra en el uso de los polinomios de
Laguerre para realizar un modelo que permita controlar un laminador.
En el capítulo V, se analiza la conexión de los polinomios de Laguerre con el campo
de la ingeniería de control. Se definen los polinomios de Laguerre, se describen sus
propiedades y se mencionan algunas aplicaciones.
En el capítulo VI, se plantea una propuesta del modelo para el laminador basado en
polinomios generalizados de Laguerre. Se calcula las matrices que pondera la base
ortogonal de dichos polinomios así como la minimización del error mediante el método de
mínimos cuadrados.
En el capítulo VII, se muestran los resultados de la identificación y el modelo del
sistema laminador.
En el capítulo VIII, se planea los fundamentos del control predictivo basado en
modelos y se plantea una estrategia de control utilizando un algoritmo similar al DMC.
En el capítulo IX, se muestran los resultados de la simulación del control al laminador
utilizando las técnicas MPC como resultado del uso del algoritmo similar al DMC y del
control escalar.
En el capítulo X, se plantea las conclusiones y recomendaciones del trabajo de tesis.

4
CAPÍTULO I PLANTEAMIENTO DE LA INVESTIGACIÓN
1.1 Identificación del problema Uno de los problemas principales en los sistemas laminadores, como en el caso de
la fabricación de los pisos vinílicos son las tensiones sobre el manto entre laminador y
laminador que ocasionan cambios en el espesor, y en algunos casos la rotura del manto
de laminación. Esto trae como consecuencia que la calidad de los productos no sea
adecuada y por lo tanto sea rechazada en el mercado. En esencia, lo que se tiene es un
nivel bajo de productividad, y más aún la calidad no está garantizada; todo ello es
gravitante para competir en los mercados internacionales por lo que es necesario
corregir estas anomalías y/o deficiencias de los controladores usados en los sistemas de
laminación.
De otra parte los sistemas de control convencionales originan grandes corrientes
cuando la máquina debe ser arrancada con material entre los rodillos. Esas grandes
corrientes van a originar sobreesfuerzos mecánicos lo que muchas veces obligan
sobredimensionar el reductor de velocidad e inclusive los piñones de transmisión en los
rodillos laminadores. El problema en esencia es de índole eléctrica, mecánica y con
mayor énfasis de producción.
Podríamos enfocar la solución en esos tres puntos para atender la necesidad de
proveer un adecuado sistema de control que permita controlar la corriente desde el inicio
hasta el set point final. Precisando que lo esencial es controlar la velocidad y que en
todo el rango de operación no existan picos de corriente y de esa manera evitar los
esfuerzos sobremecánicos.
1.2 Formulación del problema Los sistemas de laminación frecuentemente pueden ser puestos en marcha con
material en los rodillos y además sufrir impactos de carga por efecto de aglomeración a la
entrada de la calandria. Este tipo de operación ocasiona excesivas demandas de
corriente al motor de accionamiento y elevados esfuerzos mecánicos en el eje del motor,
y el reductor que enlaza los rodillos laminadores con el motor.

5
En esencia, la correcta operación de un sistema laminador requiere del seguimiento
de una trayectoria de velocidad desde el arranque hasta alcanzar el máximo set point; así
como un eficiente control de las sobre intensidades demandadas por el motor en la etapa
transitoria y el mantenimiento del set point final con precisión respecto a la función de
referencia.
Por lo expuesto, la realización del control de trayectoria y de las sobre corrientes,
demandan obtener un modelo del sistema con capacidad de reproducir el
comportamiento dinámico del laminador. Por lo general no se conoce del todo las leyes
físicas o ecuaciones de primeros principios que gobiernan sus estados y/o
comportamiento eléctrico, mecánico y de laminación; en tal sentido un logro de esta tesis
es la caracterización del sistema con una precisión muy aceptable.
La necesidad de realizar un control adecuado del sistema laminador, trae consigo el
requerimiento de conocer el modelo dinámico que represente con fidelidad al sistema, en
nuestro caso el laminador. Nuestra propuesta es la de proponer un sistema
electromecánico no lineal en el cual los parámetros son funciones de una base ortogonal
finita de Polinomios Generalizados de Laguerre. Basado en el modelo obtenido derivado
de un conjunto de entradas/salidas obtenido con aplicación de señales de armadura
PRMS, proponemos la estrategia de Control Predictivo Basado en Modelos (MPC).
Con la técnica indicada se propone que la trayectoria de la velocidad se ajuste al
voltaje de fuerza que obedece a una función prefijada, pero bajo la premisa de utilizar que
el modelo usado sea capaz de representar la dinámica no lineal del sistema. Resumiendo
el problema del control del sistema de laminación, tenemos:
Identificar el sistema de laminación capaz de representar la dinámica no lineal del
sistema, haciendo uso de bases ortogonales finitas.
Proponer un modelo de control MPC, que a título de comprobación y/o validación
basado en el modelo previamente identificado se simulará mediante dos
algoritmos MPC, el primero será el de la llamada Matriz Dinámica de Control
(DMC) y el segundo es el modo de el Control Escalar, con lo cual se pretende
demostrar la utilidad del Control Predictivo que usando el modelo de Laguerre
permite resolver problemas de control de velocidad en un laminador que debe
operar desde el arranque bajo carga y/o sufrir impactos de carga, sin
sobrecorrientes ni esfuerzos mecánicos.
6
La figura 6.1 representa al sistema laminador y sobre el cual aplicaremos la
identificación haciendo uso de los polinomios de Laguerre, en este caso la idea de
representar el modelo dinámico es para refrendar el hecho de que el sistema tiene un
carácter no lineal, además de que no existen las ecuaciones que nos permitan plantear
de manera directa el comportamiento del modelo del sistema.
Un problema que se presenta en el momento de plantear una solución es como tratar
a un sistema laminador. De hecho observamos que está compuesto por un motor de
corriente continua, un reductor de velocidad, los laminadores y el propio proceso de
laminación que es el que finalmente ocasiona el torque de carga. En razón a que no
tenemos un modelo y debe proveerse un modelo para plantear una estrategia de control,
surge la pregunta ¿Este sistema debe considerarse como una caja negra o una caja
gris?, de hecho que se conoce las ecuaciones del motor DC, se conocen las propiedades
de los reductores de velocidad y algunos aspectos de las no linealidades de los sistemas
laminadores. En consecuencia todo el conjunto puede ser considerado como un sistema
no lineal del tipo electromecánico.
Entonces la primera tarea consiste en obtener un modelo que represente el
comportamiento de la dinámica de todo el sistema. Para ello se ha propuesto utilizar data
de entrada y salida para lo cual el sistema ha sido debidamente ensayado utilizando
señales en este caso, voltajes en la armadura del motor del tipo PRMS (Pseudo Random
Multi Sequences). En este sentido se ha aplicado hasta 4 cambios de nivel y que de
acuerdo a las reglas de identificación permitirá obtener hasta un sistema de grado tres.
En el caso particular se ha tenido una consideración importante, que la dinámica no
lineal sea absorbida por los polinomios de una base ortogonal y en el caso del sistema
laminador se ha usado para la validación de la propuesta tres polinomios para
representar cada uno de los parámetros electromecánicos.
En el caso bajo estudio los parámetros no son números, son funciones que van a
determinar el modelo propio del sistema. La obtención de los vectores de peso de estas
funciones ortogonales es adquirida a partir de la data obtenida en múltiples ensayos
hasta obtener un conjunto adecuado que represente con fidelidad el sistema.
A partir de la data se obtienen múltiples soluciones y las que se ajustan a la solución
adecuada y correcta es aquella que pertenece a una región donde se observe estabilidad

7
de las soluciones, ya que estos sistemas suelen tener ciertas complejidades y entonces
las soluciones son obtenidas de múltiples iteraciones.
1.3 Objetivos de la investigación El objetivo principal de esta tesis es formular una teoría consistente de identificación
usando los polinomios de Laguerre, para luego usarlos en la formulación de un sistema
de control predictivo basado en modelos para el control de:
la velocidad del laminador
la corriente de armadura del driver de una planta de fabricación de baldosas
vinílicas.
El uso de los polinomios de Laguerre dentro de una metodología matemática resulta
importante en la identificación de sistemas e implementación del control predictivo.
Su aplicación, evita el uso de una gran cantidad de parámetros. Esto es beneficioso
para el proceso de optimización de la “performance” del controlador de la planta, para
maximizar el rendimiento y minimización de la razón costo-beneficio.
En suma, los objetivos de esta tesis, son:
la identificación de procesos de laminación de la fabricación de pisos vinílicos y
el planteamiento de un controlador MPC con capacidad de responder al
fenómeno de las no linealidades del sistema a nivel de simulación.
1.4 Justificación El problema planteado justifica proveer al sistema de un control moderno. En
principio tenemos la necesidad de que los productos puedan competir en el mercado
global ya que de esta manera con una reducida productividad, y con una calidad precaria,
es extremadamente difícil poder competir en mercados internacionales, de tal manera
que la propia necesidad del sistema, la propia necesidad de la empresa, es la que orienta
la razón de usar nuevos sistema de control.
De otro lado también se plantea que para mejorar la eficiencia se debe cambiar los
sistemas tradicionales WARD LEONARD por los grupos de electrónica de potencia como
fuente de poder del motor de Corriente Continua. Se prefiere el motor de Corriente
8
Continua, en razón de su capacidad de recuperación de velocidad frente a impactos de
carga lo que suele ocurrir en las primeras calandrias de los trenes de laminación. De
hecho que el cambio se justifica, por la mejora en la productividad, la eficiencia y la
calidad de los productos.
Adicionalmente podríamos aunar a esto, que la eficiencia se incrementará por el
cambio de los equipos WARD LEONARD ya que habríamos reducido o eliminado las
perdidas en el motor de corriente alterna y en el generador de corriente continua y
naturalmente que los driver a tiristores en el caso de electrónica de potencia, lograrán
que las pérdidas sean mucho menores comparadas con las maquinas que conforman un
grupo WARD LEONARD.
1.5 Propuesta de solución La propuesta de solución va acompañada del conocimiento sobre el comportamiento
del sistema y la accesibilidad a los datos de entrada y salida del sistema que permitan
caracterizar al sistema y lograr su identificación. Dichos datos deben tomarse de manera
directa durante el proceso de producción desde la armadura del motor de los interpolos
para la corriente y del taco generador para la velocidad de los rodillos.
Se propone utilizar un esquema de Control Predictivo Basado en Modelos,
considerando que una de las propiedades de este tipo de control es la de ser capaz de
realizar seguimientos de trayectoria de referencia. Esta es una alternativa de propuesta
para reemplazar los controladores PID actualmente existentes en la planta y que son de
mucha utilidad en el control de set points fijos, pero no en el caso de pretender controlar
la velocidad desde el arranque para evitar sobreintensidades eléctricas y grandes
esfuerzos mecánicos.
Para implementar el MPC, mediante el algoritmo del control escalar y el de la Matriz
Dinámica de Control se tomarán en cuenta los siguientes criterios:
El sistema no lineal será identificado mediante polinomios generalizados de
Laguerre.
En el sistema identificado, las no linealidades del sistema serán completamente
absorbidas mediante el uso de los polinomios ortogonales de Laguerre, de tal
manera que la linealidad del sistema respecto de la señal de armadura se
mantenga.

9
A partir del criterio de las ecuaciones electromecánicas de las máquinas DC, se
obtendrá un modelo de parámetros dinámicos, para representar el
comportamiento no lineal de la planta, además se propone una estrategia de
Control MPC usando un modelo de Laguerre que represente apropiadamente la
dinámica del sistema.
El controlador MPC es propuesto para lograr una “performance” óptima ante los
impactos de carga en el sistema laminador, y para realizar un eficiente seguimiento a la
función de referencia de velocidad para evitar sobretensiones en el manto de salida de la
calandria laminadora, que ocasionaría cambios de espesor no deseados.
1.6 Descripción de las técnicas de identificación de sistemas Podemos definir la identificación de sistemas como las técnicas que permiten la
obtención de modelos matemáticos capaces de representar el comportamiento de los
sistemas dinámicos a partir de mediciones realizadas durante el proceso, del cual se
obtienen las entradas o variables de control, salidas o variables controladas y
perturbaciones [1] (ver figura 1.1).
El enfoque de la identificación se puede realizar en función de la estructura del
modelo y del comportamiento físico, entre los cuales, podemos distinguir:
Black box, si el sistema no tiene una interpretación física. Un modelo que no está
basado en la aplicación de leyes fundamentales, resulta complicado y difícil de
conocer.
Grey box, si algunas partes del sistema pueden ser modelados basándose en
principios fundamentales y otros como una caja negra. Algunos de los parámetros
del modelo pueden tener una interpretación física, a este tipo de modelos también
se les conoce como “Tailor-made”, estimando solo los parámetros no conocidos.
White box, si la estructura del modelo se obtiene a partir de leyes fundamentales,
es decir que todos los parámetros tienen una interpretación física.
10
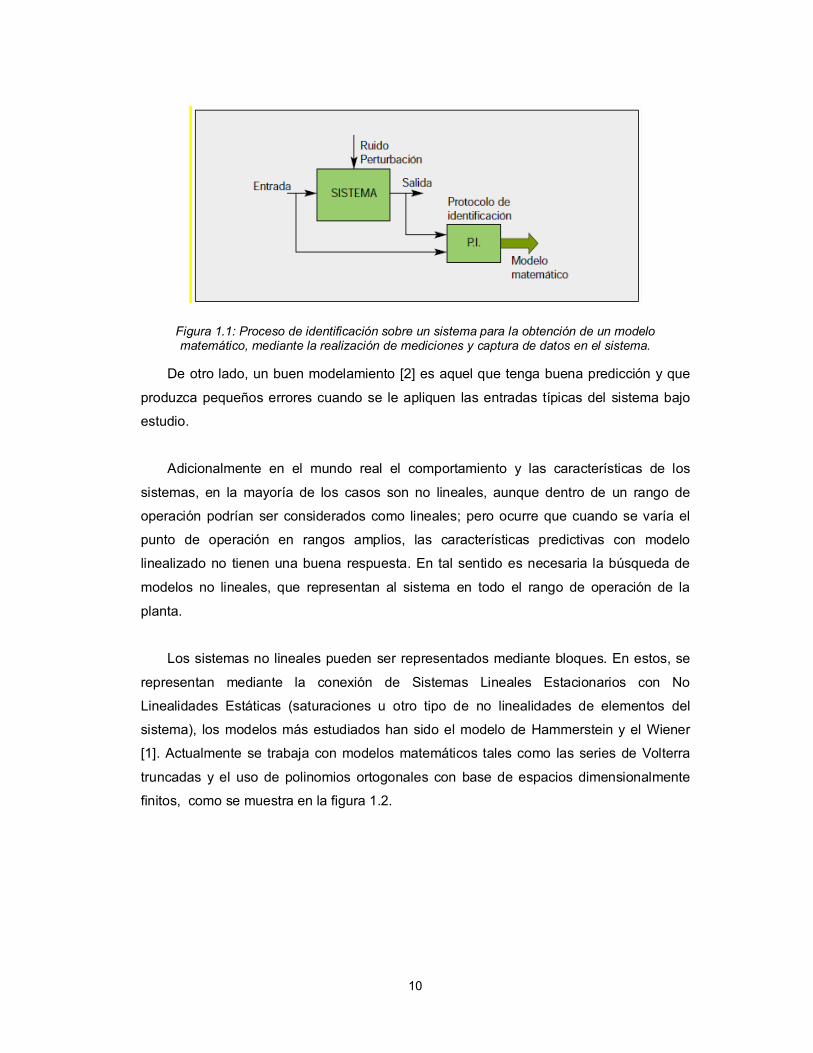
Figura 1.1: Proceso de identificación sobre un sistema para la obtención de un modelo matemático, mediante la realización de mediciones y captura de datos en el sistema.
De otro lado, un buen modelamiento [2] es aquel que tenga buena predicción y que
produzca pequeños errores cuando se le apliquen las entradas típicas del sistema bajo
estudio.
Adicionalmente en el mundo real el comportamiento y las características de los
sistemas, en la mayoría de los casos son no lineales, aunque dentro de un rango de
operación podrían ser considerados como lineales; pero ocurre que cuando se varía el
punto de operación en rangos amplios, las características predictivas con modelo
linealizado no tienen una buena respuesta. En tal sentido es necesaria la búsqueda de
modelos no lineales, que representan al sistema en todo el rango de operación de la
planta.
Los sistemas no lineales pueden ser representados mediante bloques. En estos, se
representan mediante la conexión de Sistemas Lineales Estacionarios con No
Linealidades Estáticas (saturaciones u otro tipo de no linealidades de elementos del
sistema), los modelos más estudiados han sido el modelo de Hammerstein y el Wiener
[1]. Actualmente se trabaja con modelos matemáticos tales como las series de Volterra
truncadas y el uso de polinomios ortogonales con base de espacios dimensionalmente
finitos, como se muestra en la figura 1.2.

11
Figura 1.2A: Modelos de Hammerstein y Wiener.
Figura 1.2B: Modelos de Volterra.
Figura 1.2C: Modelo de Laguerre.
La identificación usando polinomios ortogonales como los de Laguerre es una
herramienta efectiva para la aproximación de sistemas dinámicos no lineales a partir de la

12
información de los datos de entrada-salida del sistema, en este caso la tarea es
determinar el vector de peso de la base de los polinomios ortogonales.
La obtención de la ley de control, usando el modelo en estudio se realiza mediante
técnicas predictivas. Los métodos de control predictivo se basan en la idea de realizar la
formulación de un criterio de control en un tiempo dado, en términos de las predicciones
de las salidas futuras que son obtenidas del modelo de la planta del proceso a controlar.
Las estrategias de MPC se vienen usando con éxito en la industria, debido a que
permite manejar problemas de control difíciles tales como plantas con retardo, de fase no
mínima, sistemas no lineales, plantas que presentan inestabilidad en lazo abierto entre
otras aplicaciones. De otro lado una de las virtudes del MPC es que permite introducir
restricciones con cierta facilidad en las variables de entrada y salida.

13
CAPÍTULO II DESCRIPCIÓN DE LA PLANTA Y LOS PROCESOS DE LAMINACIÓN
2.1 Descripción de la planta Actualmente cada laminador está constituido por un grupo Ward-Leonard
conformado por un motor principal (DC) de 100HP de potencia, un reductor de velocidad
de 200HP, un sistema de laminación y dos unidades motorizadas para ajustar la distancia
entre los rodillos laminadores destinados en fijar el espesor del manto. El sistema, sufre
variaciones a la entrada que se traducen en impactos de carga que pueden asociarse a
una señal de ruido, de otra parte por razones de producción se debe mantener constante
la velocidad para lograr el espesor fijado.
De otro lado, el sistema de laminación es no lineal y de ecuaciones no conocidas; por
este motivo en el caso de la presente tesis se propone modelar el sistema, utilizando los
polinomios generalizados de Laguerre, por considerar que el nivel de cómputo sería poco
exigente. También porque la matemática utilizada es accesible y bastante prometedora.
En los sistemas de regulación y control de calandrias la acción principal es controlar
la velocidad. Sin embargo si la corriente de armadura alcanza valores prohibitivos; se
debe incluir un sistema secundario que actúa sobre el control principal para limitar la
corriente.
El sistema de laminación que utiliza grupo Ward-Leonard, es inherentemente lento
comparado con los sistemas conversores estáticos, pero posee gran ventaja sobre éstos
ya que puede absorber “overshoots” (que son los picos de corriente) sin reducir el límite
normal de control.
Cuando se usa el sistema de control Ward Leonard la carga mecánica es accionada
por un motor DC de excitación independiente cuya corriente de campo se mantiene
constante. La velocidad y dirección de rotación están determinadas por la magnitud y
polaridad del voltaje suministrado a los terminales de armadura.

14
Las figuras 2.1 y 2.2 muestran el sistema de laminación y la salida de las baldosas
de vinilo después de la matriz de corte.
Figura 2.1: El molino de rodillos del sistema laminador, que se utiliza para producir baldosas de vinilo.
Figura 2.2: La salida de las baldosas de vinilo, realizado en una prensa continua por una matriz de corte.
La velocidad del motor, dependiente del voltaje de armadura, está sujeto a
variaciones de acuerdo a la demanda de torque en el motor, indudablemente que esta
inherente regulación del sistema introduce incorrecciones en el control de velocidad, con
el fin de superar esta incorrección, se introduce el control de velocidad de lazo cerrado.
Motor DC Reductor de
velocidad
Faja transportadora

15
El circuito de armadura siempre es propenso a sobrecargas, pero la corriente puede
ser limitada mediante un limitador de sobre corriente e impactos de carga repentina
basada en la señal de un lazo de corriente de armadura. El error de corriente de
armadura amplificado y limitado será la referencia para el lazo de control del generador y
el error de velocidad es la referencia menos el voltaje del tacogenerador como
transductor de velocidad [3].
2.1.1 Laminadores en caliente continuos Para obtener salidas continuas de material laminado a gran velocidad, desde un
laminador caliente continuo, el manto debe ser corrido a la mayor velocidad posible en los
grupos laminadores, manteniendo constante la temperatura y tensión del manto. El
sistema de control para el impulsor de un grupo laminador y para los lazos entre grupos
debe tener una respuesta rápida, con la finalidad de reducir el efecto de caída de
velocidad por impacto. Los rodillos calientes de acero que forman parte del sistema
laminador de calandrias, dan una superficie al laminado bastante pulida y una buena
exactitud del espesor del manto, lo cual es obtenido cuando se controla la tensión del
manto entre laminadores vía un adecuado control de la aceleración. De otro lado es
oportuno decir que las operaciones de laminación motivo de esta tesis exigen muy
severas demandas en el comportamiento transitorio de las máquinas de corriente
continua. Desde que muchos de los efectos transitorios son difíciles de predecir
teóricamente, el diseñador necesita tener una alta experiencia en el área eléctrica y
mecánica, todo esto debido a la reducción de velocidad por impacto.
2.1.2 Caída de velocidad por impacto La elección del motor, el reductor y calandrias es influenciada por los impactos de
carga y la demanda de torque del manto en el proceso de laminado. Adicionalmente debe
considerarse que:
El tiempo finito para captar las variaciones de velocidad depende de la inercia de
los rodillos y del impulsor
El tiempo finito necesario para producir la corriente que el nuevo torque requiere,
depende de los parámetros del motor.
Sin sistemas de control la caída de velocidad es de 4% al 8% de la velocidad base,
recobrando el valor estacionario entre el 1.5% y el 2% a medida que la corriente

16
armadura se incrementa y el motor desarrolla un torque suficiente para sensar la carga
aplicada.
La caída por impacto produce aglomeración de manto a la entrada del grupo
laminador causando sobrecarga y en los laminadores sucesivos estiramiento del manto
entre laminador y laminador debido a las fuertes tensiones que se producen en el manto
y por ende variación en el espesor del laminado.
La caída de velocidad por impacto es expresada en porcentaje de velocidad/tiempo.
Este valor es un índice de la “desviación del sincronismo” (es decir sincronización entre el
motor y reductor).
2.1.3 Efectos de la fricción A medida que el manto pasa a través de los rodillos la temperatura aumenta por
efecto de la fricción, y debe ser regulada a un valor que permita el desmolde del material
generalmente a 65° centígrados en la superficie.
2.1.4 Rango de velocidad El rango de velocidad de operación requerido en los grupos laminadores depende de
sus características. Para laminadores de la planta en estudio es de 1:4 y 4:8.
Desde que el rango de velocidades de operación es de 1:4:8, algunos de los motores
operan con voltaje de armadura reducido.
2.1.5 Fuente principal para los laminadores En la mayoría de motores impulsores de rodillos laminadores, las tensiones de
armadura son suministradas por generadores controlados por campo.
Se acostumbra controlar el campo, mediante tiristores cuyo sistema de disparo debe
permitir una regulación de velocidad que asegure una aceleración suave y velocidad del
laminado constante.
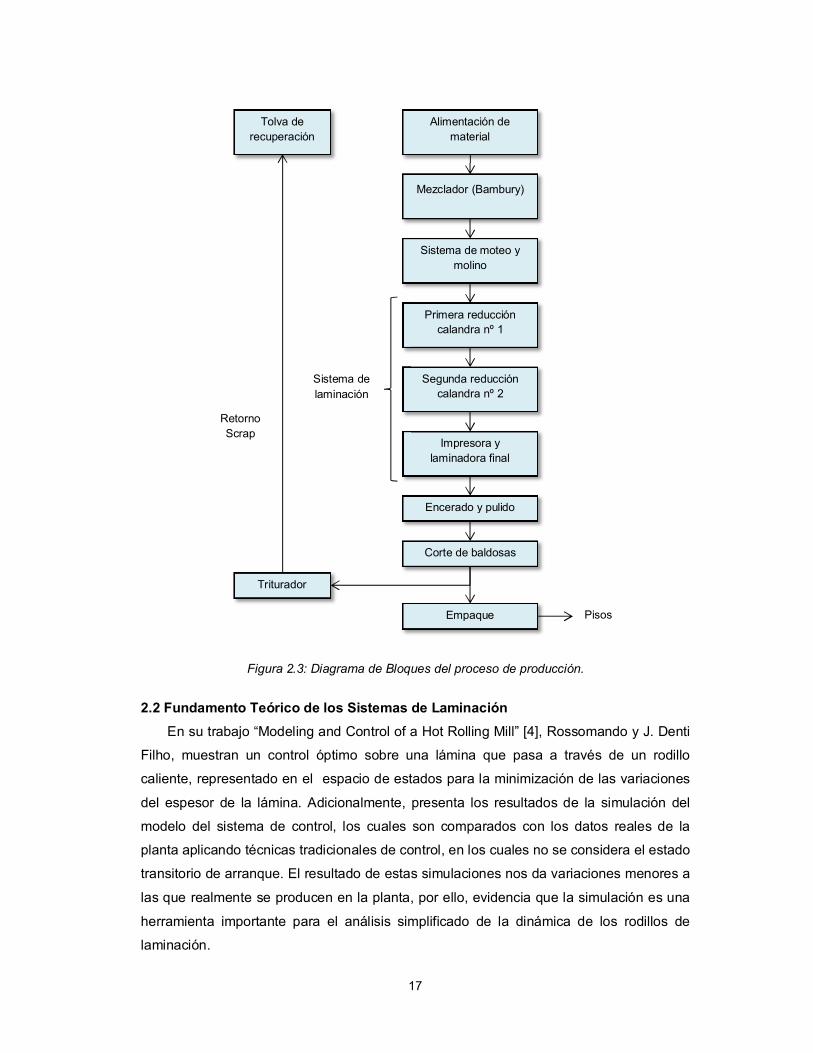
Para ilustración del caso en estudio en la figura 2.3, se muestra el diagrama de
bloques del proceso de fabricación de pisos de vinilo de la planta industrial PISOPAK
Perú S.A.C., donde se resalta la etapa de laminación materia de identificación y
propuesta de simulación del Control Predictivo.
17
Figura 2.3: Diagrama de Bloques del proceso de producción. 2.2 Fundamento Teórico de los Sistemas de Laminación
En su trabajo “Modeling and Control of a Hot Rolling Mill” [4], Rossomando y J. Denti
Filho, muestran un control óptimo sobre una lámina que pasa a través de un rodillo
caliente, representado en el espacio de estados para la minimización de las variaciones
del espesor de la lámina. Adicionalmente, presenta los resultados de la simulación del
modelo del sistema de control, los cuales son comparados con los datos reales de la
planta aplicando técnicas tradicionales de control, en los cuales no se considera el estado
transitorio de arranque. El resultado de estas simulaciones nos da variaciones menores a
las que realmente se producen en la planta, por ello, evidencia que la simulación es una
herramienta importante para el análisis simplificado de la dinámica de los rodillos de
laminación.
Tolva de recuperación
Mezclador (Bambury)
Sistema de moteo y molino
Primera reducción calandra nº 1
Segunda reducción calandra nº 2
Impresora y laminadora final
Encerado y pulido
Corte de baldosas
Empaque
Triturador
Pisos
Retorno Scrap
Alimentación de material
Sistema de laminación

18
Su propuesta, está orientada al realizar el control del espesor de la lámina a la salida
del sistema de laminación. El esquema propuesto permite la aplicación de técnicas de
control óptimo.
Figura 2.4: Esquema de un Rolling Mill.
El proceso de laminación consiste en introducir una lámina entre dos rodillos
giratorios ocasionando una reducción en su espesor. La figura 2.4 muestra dos rodillos
giratorios y dos motores (situados en la parte superior del marco de la calandria), que
permiten el control del espesor, donde el proceso de laminación responde a un ajuste
requerido y dependiente de las perturbaciones del proceso, derivados de los cambios de
temperatura en los rodillos de laminación y de las variaciones del espesor de la lámina a
la entrada.
La figura 2.5 muestra 3 gráficos del proceso de laminación. En la primera,
observamos la fuerza del rodillo indicándose con flechas las zonas donde el material es
arrastrado por los rodillos calientes. En la segunda, podemos observar las variaciones de
temperaturas y en la tercera, la variación del espesor de la salida.
Figura 2.5: Gráficas relacionadas al proceso de producción.
19
En la temperatura de salida de la laminadora se producen zonas de disminución de
temperatura, dichas pérdidas térmicas producen un incremento proporcional en la fuerza
del rodillo y en el espesor de la lámina de salida. Siendo las variaciones de temperatura
y el espesor de la lámina de entrada, los responsables de las variaciones de la fuerza en
el rodillo que influye en el espesor de la lámina de salida.
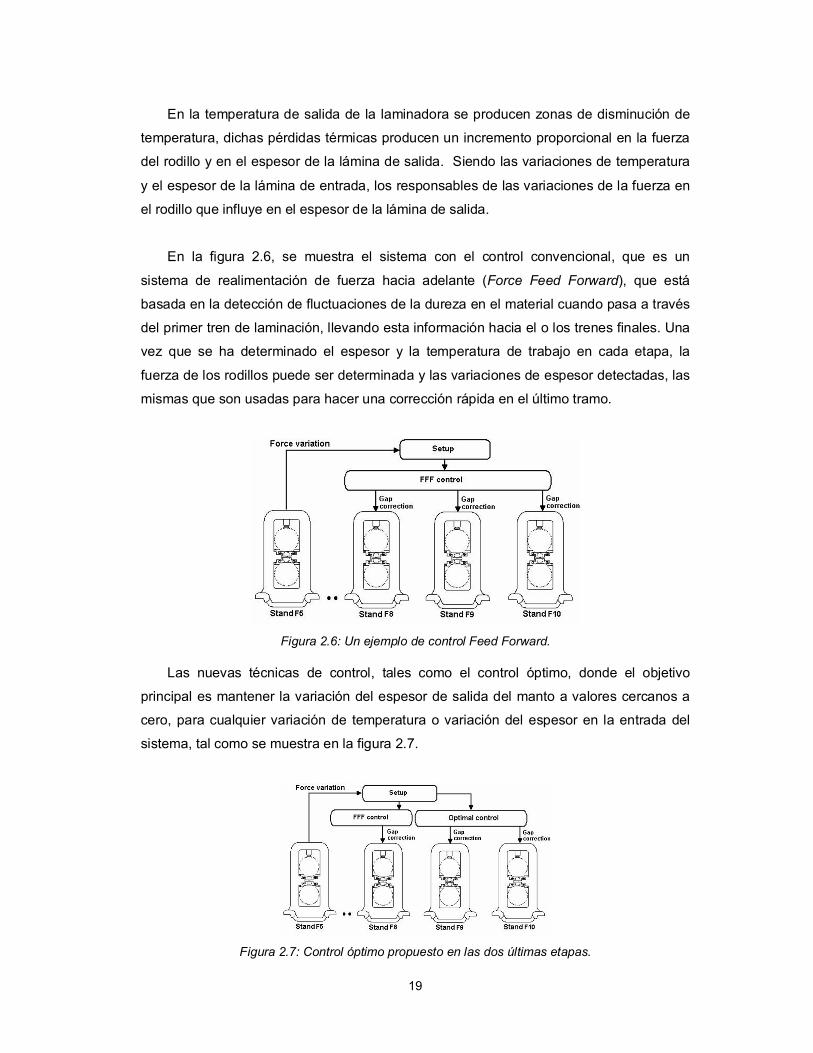
En la figura 2.6, se muestra el sistema con el control convencional, que es un
sistema de realimentación de fuerza hacia adelante (Force Feed Forward), que está
basada en la detección de fluctuaciones de la dureza en el material cuando pasa a través
del primer tren de laminación, llevando esta información hacia el o los trenes finales. Una
vez que se ha determinado el espesor y la temperatura de trabajo en cada etapa, la
fuerza de los rodillos puede ser determinada y las variaciones de espesor detectadas, las
mismas que son usadas para hacer una corrección rápida en el último tramo.
Figura 2.6: Un ejemplo de control Feed Forward.
Las nuevas técnicas de control, tales como el control óptimo, donde el objetivo
principal es mantener la variación del espesor de salida del manto a valores cercanos a
cero, para cualquier variación de temperatura o variación del espesor en la entrada del
sistema, tal como se muestra en la figura 2.7.
Figura 2.7: Control óptimo propuesto en las dos últimas etapas.
20
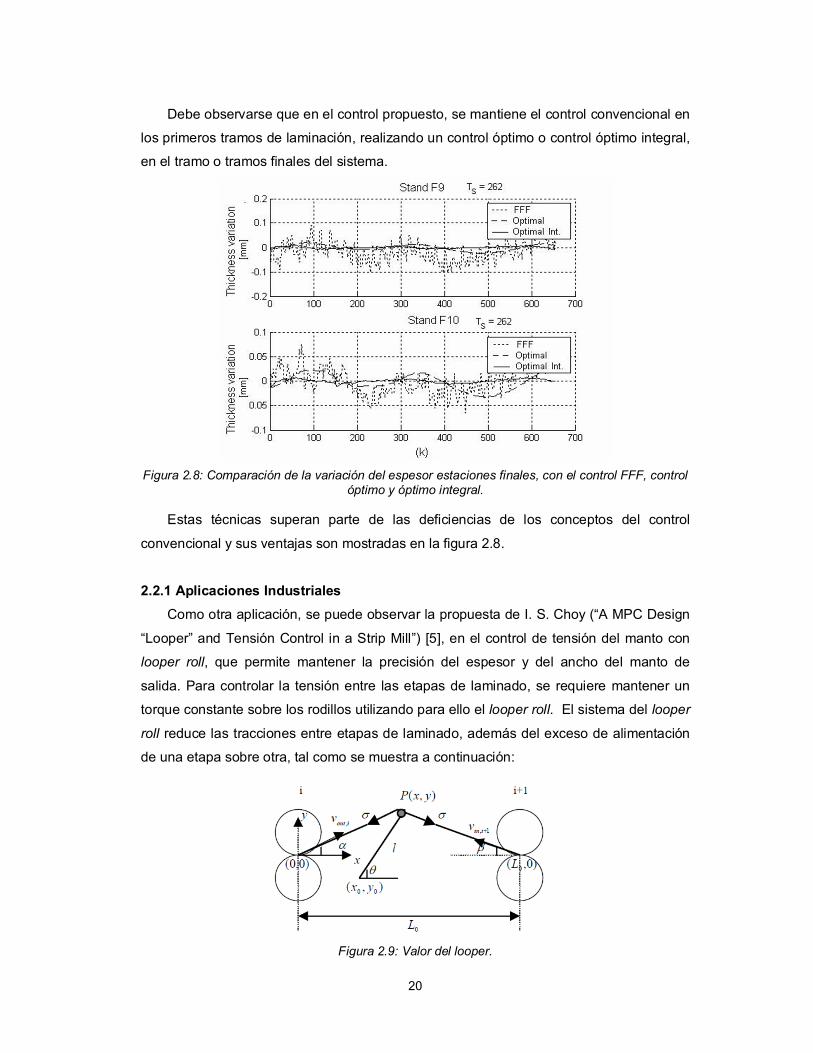
Debe observarse que en el control propuesto, se mantiene el control convencional en
los primeros tramos de laminación, realizando un control óptimo o control óptimo integral,
en el tramo o tramos finales del sistema.
Figura 2.8: Comparación de la variación del espesor estaciones finales, con el control FFF, control
óptimo y óptimo integral.
Estas técnicas superan parte de las deficiencias de los conceptos del control
convencional y sus ventajas son mostradas en la figura 2.8.
2.2.1 Aplicaciones Industriales Como otra aplicación, se puede observar la propuesta de I. S. Choy (“A MPC Design
“Looper” and Tensión Control in a Strip Mill”) [5], en el control de tensión del manto con
looper roll, que permite mantener la precisión del espesor y del ancho del manto de
salida. Para controlar la tensión entre las etapas de laminado, se requiere mantener un
torque constante sobre los rodillos utilizando para ello el looper roll. El sistema del looper
roll reduce las tracciones entre etapas de laminado, además del exceso de alimentación
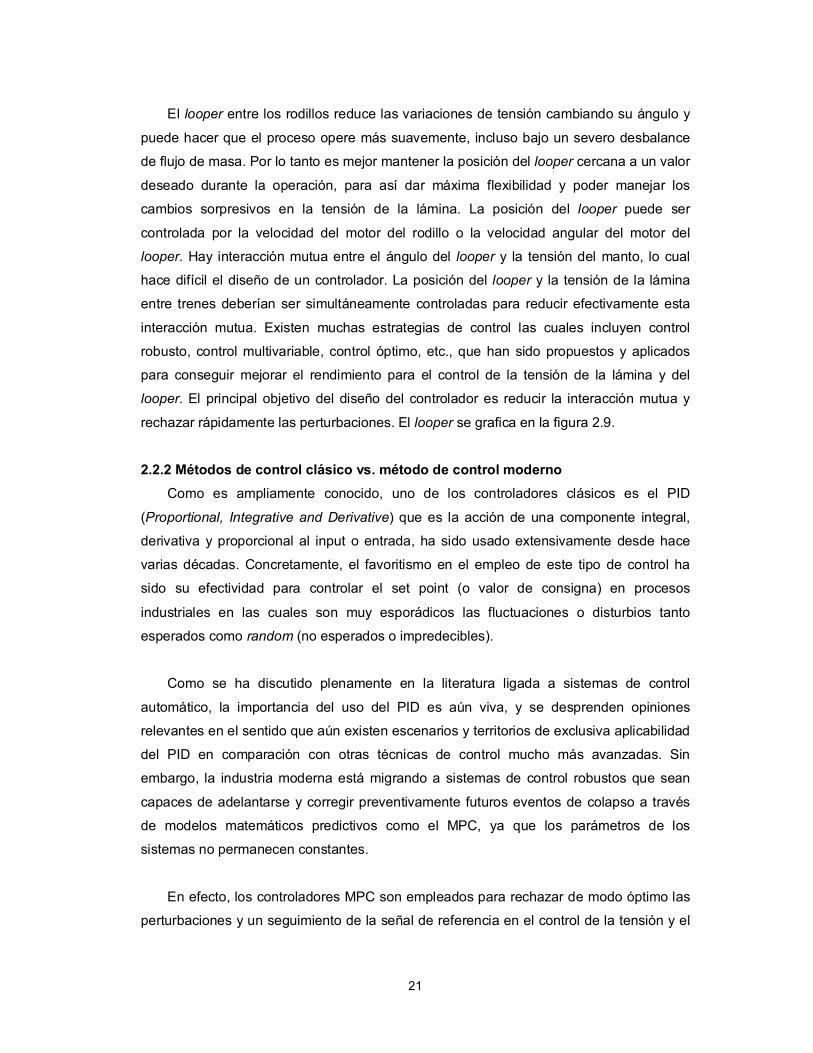
de una etapa sobre otra, tal como se muestra a continuación:
Figura 2.9: Valor del looper.
21
El looper entre los rodillos reduce las variaciones de tensión cambiando su ángulo y
puede hacer que el proceso opere más suavemente, incluso bajo un severo desbalance
de flujo de masa. Por lo tanto es mejor mantener la posición del looper cercana a un valor
deseado durante la operación, para así dar máxima flexibilidad y poder manejar los
cambios sorpresivos en la tensión de la lámina. La posición del looper puede ser
controlada por la velocidad del motor del rodillo o la velocidad angular del motor del
looper. Hay interacción mutua entre el ángulo del looper y la tensión del manto, lo cual
hace difícil el diseño de un controlador. La posición del looper y la tensión de la lámina
entre trenes deberían ser simultáneamente controladas para reducir efectivamente esta
interacción mutua. Existen muchas estrategias de control las cuales incluyen control
robusto, control multivariable, control óptimo, etc., que han sido propuestos y aplicados
para conseguir mejorar el rendimiento para el control de la tensión de la lámina y del
looper. El principal objetivo del diseño del controlador es reducir la interacción mutua y
rechazar rápidamente las perturbaciones. El looper se grafica en la figura 2.9.
2.2.2 Métodos de control clásico vs. método de control moderno Como es ampliamente conocido, uno de los controladores clásicos es el PID
(Proportional, Integrative and Derivative) que es la acción de una componente integral,
derivativa y proporcional al input o entrada, ha sido usado extensivamente desde hace
varias décadas. Concretamente, el favoritismo en el empleo de este tipo de control ha
sido su efectividad para controlar el set point (o valor de consigna) en procesos
industriales en las cuales son muy esporádicos las fluctuaciones o disturbios tanto
esperados como random (no esperados o impredecibles).
Como se ha discutido plenamente en la literatura ligada a sistemas de control
automático, la importancia del uso del PID es aún viva, y se desprenden opiniones
relevantes en el sentido que aún existen escenarios y territorios de exclusiva aplicabilidad
del PID en comparación con otras técnicas de control mucho más avanzadas. Sin
embargo, la industria moderna está migrando a sistemas de control robustos que sean
capaces de adelantarse y corregir preventivamente futuros eventos de colapso a través
de modelos matemáticos predictivos como el MPC, ya que los parámetros de los
sistemas no permanecen constantes.
En efecto, los controladores MPC son empleados para rechazar de modo óptimo las
perturbaciones y un seguimiento de la señal de referencia en el control de la tensión y el

22
ángulo del looper. La acción integral es incorporada para permitir la reducción del error
que se pueda producir debido a las perturbaciones [5].
La mayor dificultad en esta aplicación es plantear las restricciones en las entradas y
salidas del proceso, así como también el garantizar la estabilidad. Todas estas
especificaciones pueden ser incluidas en diseño convencional MPC, tal como el LQMPC
(que es el control óptimo aplicado al algoritmo MPC), el cual ha sido implementado para
controlar la tensión y el ángulo del looper (ver figuras 2.10 y 2.11)
Figura 2.10: Control de tensión.
Figura 2.11: Control del ángulo del looper.
El LQMPC determina un vector de ganancias de realimentación de estado óptima K,
para con ella plantear la ley de control óptima para satisfacer las restricciones y
especificaciones deseadas. Es importante resaltar que se debe identificar correctamente
las restricciones del sistema, ya que a veces el control sin restricciones dará predicciones
23
que pueden violar algunas de éstas restricciones y por lo tanto tal ley de control es
inviable.
Finalmente, para tener una idea clara de algunas diferencias entre el MPC y el PID
se listan algunas de ellas:
En el MPC se puede monitorear la trayectoria de la variable actuadora dentro de
un error de aproximación y del modelo matemático usado. En el PID, no siempre
existe una importancia en la trayectoria, ya que su objetivo es solamente
permanecer firme en el valor de consigna fija.
El MPC es versátil porque usa un modelo matemático de acuerdo al sistema, es
decir de acuerdo al tipo de proceso, el usuario tiene la libertad de usar una
metodología matemática adecuada que de alguna forma plasma los principales
elementos del problema en sí. Por ejemplo existen casos en donde se demanda el
uso de “n” parámetros y “m” variables. En otros casos de procesos, el
requerimiento podría de “n+1” parámetros y “m-1” variables. Esto no significa que
la calidad de cálculo degradaría la acción de control, sino convierte la estrategia
de control en una mucha más robusta. Por el otro lado, el PID se confía
únicamente de una derivada e integración y una función proporcional, es decir
restringe su espacio de operaciones lo que conlleva inherentemente a uno donde
el número de parámetros y variables son reducidos. Esto puede tener ventajas en
algunos sistemas del tipo SISO; sin embargo podría colapsar en aquellos casos
del tipo MIMO donde las variables demandan una sintonía fina con un error de
medición de parámetros mínimo.
El MPC se optimiza en cada unidad de tiempo lo que permite mejorar el
seguimiento de la trayectoria a través de una función de referencia, mientras que
el PID solamente fija su acción de control a permanecer en el valor de consigna
sin importar una trayectoria.
El MPC puede resolver situaciones de riesgo cuando el set point cae por debajo
de su valor nominal (fluctuaciones), y de aquí puede recuperarse porque el MPC
no está hecho únicamente para mantener un set point como si lo hace el PID.
2.2.3 Sistemas de laminación
Los sistemas de laminación o de calandrado, son sistemas mecánicos que se
componen de dos o más rodillos. La presión que se ejerce entre estos rodillos se gradúa
mecánicamente, pudiendo ser varios los rodillos involucrados en el mecanismo y
dependiendo de la configuración empleada.

24
Entre estos rodillos pasa el material que se debe laminar o cuyo espesor debe ser
reducido, para ello se puede requerir de más de una etapa de laminación, donde el
espesor del manto de material se va reduciendo etapa tras etapa. Normalmente en la
última o dos últimas etapas es donde la presión que se ejerce en los rodillos se vuelve
más rigurosa para obtener el espesor deseado. El laminado producido por las calandrias,
es un proceso de deformación volumétrica en el que se reduce el espesor inicial del
material trabajado mediante las fuerzas de compresión que ejercen dos rodillos sobre el
material de trabajo.
Los procesos de laminado se realizan en su gran mayoría en caliente para realizar la
gran deformación que debe ser ejercida sobre el material trabajado. Además,
normalmente los materiales laminados en caliente tienen propiedades isotrópicas, es
decir sus propiedades mecánicas y térmicas son las mismas en diferentes direcciones, y
además carecen de tensiones residuales, es decir tensiones que se mantienen en el
material a pesar de no ejercerse carga sobre ellas.
Respecto a los rodillos, de ellos podemos decir que normalmente por lo menos uno
debe ser metálico y éste ha de estar perfectamente alisado y pulido en su superficie, es
hueco y se calienta por algún procedimiento que puede ser eléctrico o a través de algún
fluido (gas, vapor, aceite, etc.).La finalidad de los sistemas laminadores es obtener
láminas de espesor controlado o bien modificar el aspecto superficial de una lámina. El
espesor de la lámina está dado por la distancia existente entre dos rodillos. Con el
proceso de calandrado, se producen láminas que se utilizan como materia prima para
otros procesos como producción de cauchos, alfombras, impermeables, baldosas
vinílicas, etc [6].
2.2.4 Configuraciones de sistemas de laminación Existen varias configuraciones de molinos de laminación, así como se muestra a
continuación.

25
Figura 2.12: Configuración de los sistemas de laminación.
La configuración más común de una calandria es la que está compuesta por dos
rodillos opuestos, que se conoce como molino de laminación de dos rodillos
(configuración A), pudiendo ser reversibles o no reversibles. En el molino no reversible,
al girar siempre en el mismo sentido, el material de trabajo (también denominado manto)
entra siempre por el mismo lado y en el reversible el manto puede entrar por ambos
lados, ya que los rodillos pueden girar en cualquiera de los dos sentidos [7] (ver figura
2.12).
Otras configuraciones menos empleadas son la de tres y cuatro rodillos. La
configuración de tres rodillos (configuración B) consiste en una columna vertical en la que
el sentido de giro de los rodillos no cambia y el manto puede pasar en cualquiera de los
sentidos para lograr una serie de reducciones, subiendo o bajando el material después de
cada paso. Esta configuración es tal vez la más complicada, debido a que el mecanismo
debe elevar o bajar el manto después de cada pasada.
En los molinos de cuatro rodillos (configuraciones C y D) se usan dos rodillos de
menor diámetro, denominados rodillos de trabajo, que se encargan de realizar la presión
sobre el manto. Cada uno de estos rodillos se apoya en dos rodillos de mayor diámetro,
denominados rodillos de soporte, para evitar desviaciones debidas a las grandes fuerzas
que se ejercen sobre el manto de trabajo.
En el caso de laminado de materiales rígidos es casi general la preferencia de control
de tensión con looper roll (figura 2.13A) y en el caso de laminados de materiales blandos
como el caso de los pisos de vinil se prefiere un control de tensión con potenciómetro
(figura 2.13B). Ambos esquemas se muestra en las siguientes figuras:

26
Figura 2.13A: Control de tensión con looper roll.
Figura 2.13B: Control de tensión con potenciómetro.
En el caso de laminados de materiales blandos, como es el caso que se desarrollara
en esta tesis, lo aplicaremos a una de las etapas del proceso de fabricación de los pisos
de vinilo que es el sistema de laminación o calandrado, donde se emplea control de
tensión con potenciómetro, cuyo principio de funcionamiento está basado en medir el
loop que se debe producir entre etapas de laminado.
2.2.5 Fuerza de separación entre los rodillos laminadores Los valores de las fuerzas de separación en los sistemas laminadores de rodillos
calientes suelen ser muy altas por ejemplo de cinco mil toneladas, estas fuerzas
dependen de la temperatura del proceso y del material de trabajo de los pisos vinílicos,
como las resinas, carbonatos y pigmentos previamente procesados en un mezclador
intensivo y tratado en un molino pre laminador.
Además estas fuerzas de separación producen dos efectos muy importantes
denominados elongación elástica hacia adentro y el alargamiento de rodillos.

27
Los fenómenos principales sobre los procesos de laminación son:
La deformación hacia adentro que a título de ilustración la figura 2.14 muestra la
gráfica de la deflexión y las fuerzas de separación.
El otro fenómeno en los rodillos es el alargamiento, de ligeramente ovoides se
hacen rectos.
Figura 2.14: Deflexión en el centro de los rodillos en función del esfuerzo de separación entre los rodillos.
En la figura 2.14 se observa como una carga de mil doscientas toneladas origina una
deflexión en el centro de los rodillos de 0.150 pulgadas, esta evaluación resulta
considerando los rodillos como si fueran vigas empotradas en cada extremo y
uniformemente cargadas sobre el ancho del manto de trabajo [6]. Una forma aproximada
para expresar la deformación hacia adentro (e) puede ser la siguiente expresión
empírica muy definida en los grupos de estudiosos de laminación.
3 2
2 2
2 2 2 2
244
2 BP 4L - 2B LΔe =
4D d 5P BL( D + d )3πE + + +dD D + d 2πE D +d
(2.1)
Dónde: B : Ancho del manto laminado
L : Longitud del rodillo
D : Diámetro en el extremo del rodillo
0 30 60 90 120 150
1600
1200
800
400 Esfu
erzo
de
sepa
raci
ón d
e lo
s ro
dillo
s (to
nela
das)
Deflexión en 10-3pulg

28
d : Diámetro en el centro del rodillo
P : Fuerza de separación por unidad de área del manto
E : Módulo de Young
En la figura 2.15 se ilustra la acción de un laminador que opera con manto de
entrada de espesor H y espesor de salida h. Como se aprecia el rodillo en todo tiempo
tiene contacto con una porción de circunferencia sobre el manto y sobre el cual se
desarrollan las fuerzas S de oposición y Tx de avance. Además se muestra el paso del
material entre los dos rodillos.
a R
h
H
Tx Tx+dx
x
x+dx
S
S
arco de contacto
h)R(H
Plano de entrada
Plano neutral
Plano de salida
Esfuerzo vertical
Esfuerzo horizontal
Figura 2.15: Acción del laminador con manto de entrada de espesor H y espesor de salida h.
Si seccionamos el manto en dos segmentos verticales, a medida que cada segmento
pasa entre los rodillos estos son comprimidos verticalmente y se expanden en la
dirección del movimiento de los rodillos, debido a la expansión los segmentos tienden a
estrecharse a la salida de la superficie del laminador, cerca del plano de entrada los
segmentos son comprimidos de atrás hacia adelante y cerca del plano de salida de
adelante hacia atrás, próximo a la mitad del arco de contacto existe un plano neutro
donde se produce un cambio de dirección de la fuerza horizontal (ver figura 2.15).
El coeficiente de fricción y Tx están relacionados con la siguiente ecuación:
dTx = 2S ( tan θ ± μ )dx
(2.2)

29
Dónde:
: Es el coeficiente de fricción del manto con el rodillo.
S : Es la fuerza de oposición al manto.
Tx : Es la fuerza de avance del manto.
Una manera práctica de obtener el torque de laminación es aplicar el método
denominado “brazo de palanca” cuyo principio se muestra en la figura 2.16; en el cual el
torque de laminación (TL) puede ser expresado en términos de la fuerza F de separación
de los rodillos actuando sobre un brazo de palanca, el cual es una fracción m del arco de
contacto, luego el Torque de laminación es:
L = 2Fm R (H- h)T (2.3)
En este caso: F : Es la fuerza de separación de los rodillos
m : Fracción del arco en contacto
R : Radio del rodillo
H : Espesor del manto a la entrada
h : Espesor del manto a la salida
La fuerza de separación (F) y el torque de laminación (TL) se fundamentan en que la
cantidad de energía requerida para una reducción determinada (H/h) es siempre la
misma, pero para una temperatura y velocidad conocidas y constantes para un manto.[6]
Figura 2.16: Ilustración del método “Brazo de Palanca”.

30
La energía por tonelada (et), requerida para un efecto de reducción se puede
aproximar a la siguiente expresión:
t
1.58 FmR (H h)eBh r (1 f)
(2.4)
Dónde: f : Es el factor de deslizamiento
B : Ancho del manto
R : Radio del rodillo
r : (H – h)/h
m : Arco del rodillo en contacto con el manto.
El factor f se da en términos de la fuerza de laminación y por lo tanto su valor varía
con la temperatura, el criterio presentado es aplicable a un simple laminador, pero
también puede ser expandido a múltiples etapas laminadoras.
En la figura 2.17 se ilustra el caso de un tren laminador de 6 etapas en términos de
potencia acumulativa. A partir de la potencia y conociendo la velocidad angular (w) del
rodillo obtenemos:
tL
e T w
(2.5)
LTF2m R(H h)
(2.6)
La temperatura del material es un factor muy importante en el cálculo de la fuerza de
laminación, ya que durante este proceso el calor se pierde por radiación, convección y
por contacto con el rodillo frio.
Además todas las relaciones de temperatura son dependientes de la velocidad,
donde su cálculo es directamente comparado con la fuerza de separación de los rodillos
(F), torque de laminación (TL) y la temperatura del manto [6].
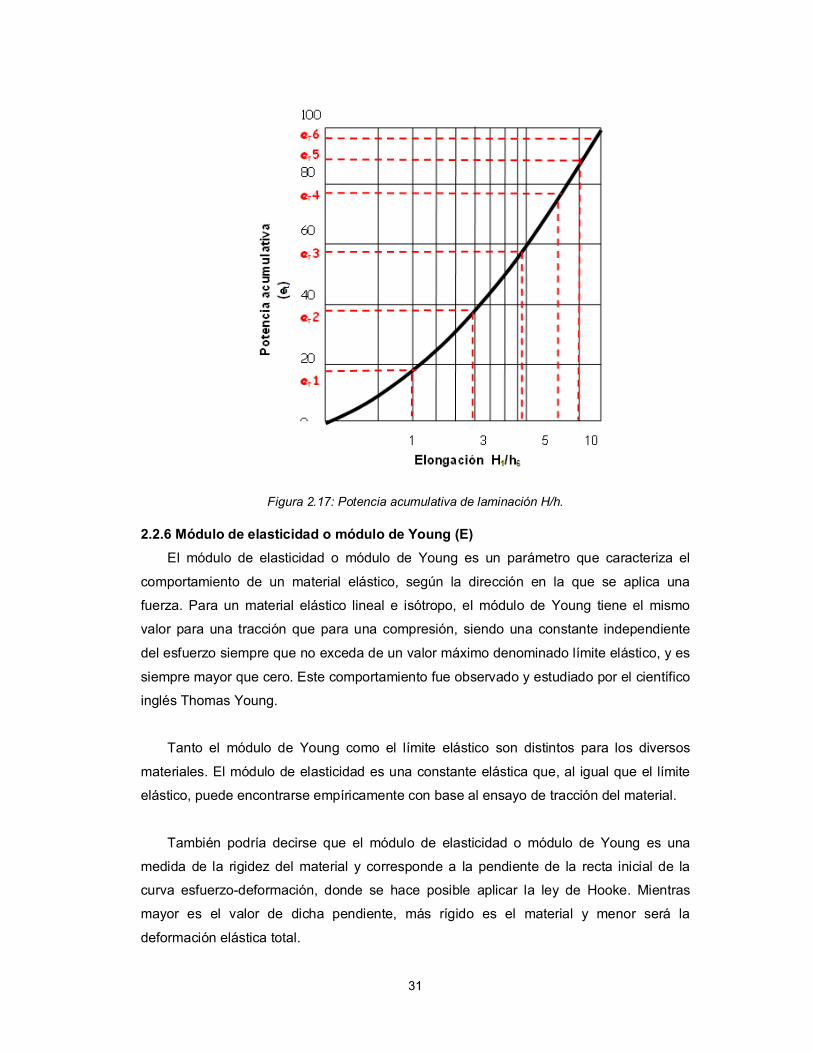
31
Figura 2.17: Potencia acumulativa de laminación H/h.
2.2.6 Módulo de elasticidad o módulo de Young (E) El módulo de elasticidad o módulo de Young es un parámetro que caracteriza el
comportamiento de un material elástico, según la dirección en la que se aplica una
fuerza. Para un material elástico lineal e isótropo, el módulo de Young tiene el mismo
valor para una tracción que para una compresión, siendo una constante independiente
del esfuerzo siempre que no exceda de un valor máximo denominado límite elástico, y es
siempre mayor que cero. Este comportamiento fue observado y estudiado por el científico
inglés Thomas Young.
Tanto el módulo de Young como el límite elástico son distintos para los diversos
materiales. El módulo de elasticidad es una constante elástica que, al igual que el límite
elástico, puede encontrarse empíricamente con base al ensayo de tracción del material.
También podría decirse que el módulo de elasticidad o módulo de Young es una
medida de la rigidez del material y corresponde a la pendiente de la recta inicial de la
curva esfuerzo-deformación, donde se hace posible aplicar la ley de Hooke. Mientras
mayor es el valor de dicha pendiente, más rígido es el material y menor será la
deformación elástica total.

32
Figura 2.18: Curva de sigma versus épsilon donde se extrae el llamado Módulo de Young.
Dónde:
: Es el esfuerzo
: Es la deformación
El módulo de Young es la tangente en cada punto del diagrama esfuerzo-
deformación.

33
CAPÍTULO III ANTECEDENTES
3.1 Aportes de los Polinomios de Laguerre dentro de la identificación de sistemas 3.1.1 Aportes de Wahlberg Bo
Los trabajos desarrollados por el autor generalmente han estado asociados con
temas de identificación y particularmente dentro de los diversos trabajos que desarrolla
hace uso de los modelos de Laguerre, utiliza las funciones de transferencia y modelos de
ruido en el llamado operador de retraso para a partir de ellos obtener modelos predictivos
de los parámetros que llevan a aproximaciones de muy alto orden en casos por ejemplo
de muestreo rápido y/o dispersión en las constantes de tiempo.
El uso de una información a priori acerca de las constantes de tiempo del sistema,
son relacionados con los modelos de Laguerre, los diversos trabajos revisados muestran
por ejemplo que el orden del modelo puede ser reducido significativamente, para el caso
de los modelos ARX, usando modelos de Laguerre. Aún más la precisión numérica del
correspondiente problema de estimación de regresión lineal es mejorado por una elección
apropiada del parámetro de Laguerre [8]. En los siguientes puntos a manera de
información mostramos un resumen de los diversos sustentos matemáticos que usa el
autor para presentar sus trabajos.
3.1.2 Aportes de Abhishek Soni Durante muchas décadas ha existido la necesidad de desarrollar nuevas técnicas de
control en los sistemas no lineales industriales. Abishek Soni muestra un estudio sobre la
identificación de sistemas no lineales usando modelos de Volterra y Volterra-Laguerre
desde los datos de un proceso input-output. La ventaja que se ha encontrado en los
modelos empíricos es que su estructura puede ser escogida con el fin de facilitar el
problema de diseño del controlador. Abishek Soni halló hasta dos importantes variables
que deben ser seleccionados para la proyección de las bases de Laguerre:
El polo de Laguerre.
El número de filtros o funciones de Laguerre.
34
El autor ha desarrollado un profundo estudio de los filtros discretos de Laguerre como
una base ortogonal apuntando la identificación de sistemas en general. Por otro lado, la
determinación de los parámetros estimados en los modelos son obtenidos, mediante dos
métodos, off-line y on-line para el cálculo del polo de Laguerre. En las Técnicas de
Identificación de Sistemas No-lineales, es conocido el uso de las funcionales de Volterra
mediante series de aproximación. Dichas aproximaciones tienen dificultades en la
parametrización de los kernels de Volterra, por lo puede requerir un gran número de
parámetros para modelos superiores a los de segundo orden.
Es por ello que el principal aporte del Abiskek Soni ha sido el de reformular la
identificación del sistema a través de la construcción de un modelo híbrido que permite
reducir el número de parámetros sustancialmente. En esencia, el autor propone la
proyección de los kernels en un espacio de funciones ortogonales de Laguerre [9].
La determinación de los parámetros estimados en los modelos son obtenidos,
mediante dos métodos off-line y on-line para el cálculo del polo de Laguerre.
3.1.3 Aportes de Back and Tsoi El aporte fundamental de Back y Tsoi ha sido el de incorporar funciones de Laguerre
como kernels dentro de una propuesta de identificación no lineal. En efecto, en sus
estudios, los autores han demostrado que la identificación de modelos no lineales de
hasta tercer orden de expansión, en una formulación de series de Volterra, esta ha sido
muy precisa, usando funciones de Laguerre subsecuentemente después de realizar una
proyección multidimensional de los kernels de Volterra en un espacio constituido por
funciones de Laguerre. [10]
El uso de este tipo de familias de funciones ortonormales ha traído como
consecuencia la construcción de algoritmos robustos y que han mostrado sustancial
eficacia cuando se ha confrontado problemas de identificación puramente no lineal.
3.2 Aportes de los Polinomios de Laguerre dentro del control de sistemas 3.2.1 Aportes de Dumont y Kovac
Quizás uno de los aportes más evidentes de la teoría de control conteniendo a los
polinomios de Laguerre ha sido la presentada por Guy Dumont et.al. En sus trabajos se
observan aplicaciones industriales usando las metodologías compuestas por las
funciones de Laguerre.

35
Entre sus contribuciones, destaca aquella que apuntó a controlar la presión de vapor
de agua dentro de una planta de preparación de insumos químicos destinado a la
fabricación de papel de alta calidad. El control de calidad en la producción de papel, debe
contemplar que el producto final o sea el papel, contenga un brillo óptimo para ser usado
como papel en impresiones de alta calidad. [11]
Dumont et.al. realizaron una identificación del sistema usando los polinomios
ortogonales de Laguerre a la que luego lo incorporaron en un análisis y posterior
construcción del control predictivo. La implementación en la planta trajo como resultado la
disminución de pérdidas, es decir redujeron notablemente la razón costo-beneficio lo que
motivó seguir en las investigaciones la de incorporar a las funciones de Laguerre como
parte de una metodología de identificación y consecuentemente, el control del sistema.
3.2.2 Aportes de Haitao Zhang En sus investigaciones, Haitao Zhang ha reportado un extensivo estudio del uso de
los polinomios ortogonales de Laguerre y su posterior implementación dentro de una
planta destinada al control del nivel del agua en dos tanques trabajando en paralelo.
Como se menciona en uno de sus trabajos, el uso de los polinomios de Laguerre ha
servido para identificar el sistema sin complicaciones computacionales el cual podría
haberse realizado con simples polinomios pero con una cantidad enorme de parámetros
[12]. Es precisamente esta simplificación computacional que provee ventajas para
analizar otras propiedades en paralelo sin perder precisión en los cálculos de
importancia.
3.2.3 Aportes de Sanaz Mahmoodi
El autor atacó los problemas de naturaleza química que aparecen en los procesos de
neutralización de pH. Básicamente, se construyó un algoritmo secuencial cuadrático con
el fin de implementar un control no lineal basado en los polinomios ortogonales de
Laguerre en conjunción con aquellos polinomios de Wiener. Un punto importante que se
rescata de este análisis, es que los estudios de identificación y control de la planta se
llevaron a cabo con un alto número de muestras por encima de los 1000. [13]
Esto nos lleva a concluir, que no solamente una aceptable identificación de un
sistema no lineal bastaría con el uso de los polinomios de Laguerre, sino también el que
se contemple una cantidad bastante aceptable de muestras, lo que garantizaría una
extracción eficiente de los coeficientes o parámetros del sistema.

36
CAPÍTULO IV EL FORMALISMO MATEMÁTICO DE LOS POLINOMIOS ORTOGONALES
4.1 Justificación del uso de los Polinomios Ortogonales Dentro de la Ingeniería de Control y la Identificación de Sistemas, a menudo se
necesita implementar un sistema de control robusto que sea capaz de operar sin
complicaciones de cálculo (on-line) y que sea preciso en sus resultados. Es por ello que
el método basado en los polinomios ortogonales reduciría sustancialmente los algoritmos
llevando a minimizar el tiempo de cálculo y haciendo efectivo la interface software
hardware.
Figura 4.1: Representación esquemática del uso de los polinomios ortogonales. Se observa que la gráfica Y(s) versus X(s) se torna cada vez más aproximada a una salida real si se emplea una
mayor cantidad de polinomios ortogonales, extraídos a partir de expandir H(s).
( ) ( ) ( )Y s H s X s
1( ) ( )
M
K KK
H s C s
1 1( ) ( ) ( )Y s C s X s
1 1 2 2 3 3( ) ( ) ( ) ( ) ( )Y s C s C s C s X s
1 1 2 2 3 3 4 4 5 5( ) ( ) ( ) ( ) ( ) ( ) ( )Y s C s C s C s C s C s X s

37
4.1.1 Definiciones básicas Las funciones reales, continúas y derivables de ℛ → ℛ cuyo cuadrado integrable
junto con una función de peso W(x), existe y es finito dentro un rango [a, b] satisface la
ecuación:
∫ |푓(푥)| 푤(푥)푑푥 < ∞ (4.1)
Producto Interno: El producto interno de f(x) con otra función real g(x) y usando
una función de peso푤(푥)se define como la integral dentro de un rango [a, b] de
Ortogonalidad como:
< 푓,푔 >= ∫ 푓(푥)푔(푥)푤(푥)푑푥 (4.2)
Se suele llamar producto interno normalizado si < 푓,푔 >=훿 , donde훿 es el delta
de Kronecker. El producto interno también puede visualizarse con funciones o
estados que pertenecen al espacio de Hilbert. Por ejemplo, sea la integral de
A(x) y B(x)
퐴(푥)퐵(푥)푑푥 = 퐶 Φ (푥)퐶 Φ (푥)푑푥 = 퐶 퐶 Φ (푥)Φ (푥)푑푥
∫퐴(푥)퐵(푥)푑푥 = ∑|퐶 | (4.3)
Si estas funciones se expanden en polinomios ortogonales entonces la
integración de Φ (푥)Φ (푥) resulta ser 훿 = 1 si 푗 = 푘,
Norma: A partir de la definición de producto interno, la norma para la función f(x)
se define como:
‖풇(풙)‖ = ⟨푓, 푓⟩ = ∫ 푓(푥)푓(푥)푤(푥)푑푥 (4.4)
Notar que lo acompañamos con una función de peso 푤(푥).
Ortonormalidad: Una función ortonormal gi(x) es definida por:
∫ 푔 (푥)푔 (푥)푑푥 = 훿 = 0푖 ≠ 푗1푖 = 푗 (4.5)
Donde 훿 es el delta de Kronecker.

38
Esta misma situación puede observarse en la definición anterior que hace uso de
los estados de Hilbert,
(푓⨂푔) = 1 ⇔ 푓 = 푔0 ⟺ 푓 ≠ 푔 (4.6)
Donde ⨂denota el operador del producto de estados de Hilbert.
Convergencia: Obtener una función ortonormal convergente 휓 (푡) , con
representación exponencial compleja, reduce el problema porque se puede
estimar como una combinación lineal de funciones exponenciales {푒 ;푘 =
1, 2, … ,푛}. En tal sentido definiremos 휓 (푡) como:
휓 (푡) = ∑ 푣 푒 (4.7)
Donde los términos 푣 son constantes. De otro lado, si definimos una adecuada
función de peso 푤(푥) = (훼푥) 푒 fijando [a, b]=[0,∞] y normalizando la
integral, tendremos:
∫ (푥) (푥)푤(푥) 푑푥 = 훿 0푖 ≠ 푗1푖 = 푗 (4.6)
Estas funciones forman una base ortonormal completa en el espacio de
Lebesgue 퐿 [0,∞ >.Además un sistema de funciones en el intervalo 0 ≤ 푡 < ∞
está completo si cada elemento de la función continua 푓(푡), para la cual la
integral ∫ 푓 (푡)푑푡 existe, entonces, esta puede ser aproximada de modo
convergente mediante una combinación lineal de funciones [12].
4.2 Teoremas que sustentan el uso de funciones ortonormales En general todos los sistemas dinámicos tienen comportamiento no lineal, aunque
siempre es posible aproximarlos a un modelo lineal. Para los cuales se conocen métodos
con los que es posible obtener con cierta flexibilidad, el modelo físico de dichos sistemas,
pero en los no lineales la obtención del modelo no es sencilla. En muchos casos solo se
hacen ciertas predicciones de acuerdo a su funcionamiento. Otra posibilidad de obtener
modelos de sistemas no lineales es mediante el uso de los polinomios de aproximación y
para resolver el problema de la no linealidad, se pueden usar los polinomios ortogonales
39
tales como Laguerre, Chebyshev, Hermite, etc. El beneficio de los modelos ortogonales
se observa cuando se aplican los algoritmos de optimización de la identificación con los
mínimos cuadrados (LMS).
En esta tesis, mediante los polinomios generalizados de Laguerre se describe el
comportamiento de un sistema no lineal lo cual requiere el uso de señales de entradas
especiales que exciten al sistema en todos sus modos para asegurar una adecuada
identificación. Algunos modelos muy usados para representar un sistema no lineal son:
Modelo de Estados: Definido por
[푥(푡)] = 풇[푡, 푥(푡),푢 (푡)],∀푡 ≥ 0(4.8)
Dónde:
푥(푡) : Representa la matriz de estados del sistema
푥(푡) : Es referido como el estado del sistema en el tiempo t,
풇
: Es el operador que asocia a los valores de t, x(t) y u(t) relativo a su
correspondiente vector n dimensional.
t : Denota el tiempo.
푢 (푡) : Es un vector m dimensional real.
Polinomios de aproximación: Un sistema no lineal conforme a la teoría de aproximación puede ser modelado
por una suma de potencias crecientes de la señal de entrada 푥(푛),en general las
potencias positivas de 푥(푛) es decir como 푦(푛) = ∑ 푥 (푛),푥(푛) y 푦(푛)
representan las señales de entrada y salida respectivamente.
Para un sistema lineal causal de primer orden, la señal de salida 푦(푛) puede ser
expandida como una combinación lineal de 푀 memorias de las señales de
entrada 푥(푛)como ∑ 퐶(푘)푥(푛 − 푘), donde los 퐶(푘) son los coeficientes del
filtro que representan al sistema causal lineal [14]. En general los sistemas
donde 푦(푛) = ∑ 푥 (푛),se fundamentan en el Teorema de Weierstrass. Un
caso particular es cuando 푥(푛) es ruido gaussiano blanco, las propiedades
estadísticas de 푥(푛) pueden caracterizarse por su media y varianza iguales a 0 y
1 respectivamente.
40
Teorema de Weirstrass El teorema de Weirstrass caracteriza al conjunto de las funciones continuas
sobre un intervalo compacto vía aproximación uniforme por polinomios
algebraicos. Este teorema constituye el primer resultado significativo en la teoría
de aproximación de una variable real y juega un papel muy importante en el
desarrollo de la teoría de aproximación [15].
Por el otro lado toda función continua sobre un intervalo [a, b]휖ℝ, puede ser
aproximada uniformemente por una serie de polinomios, o en tal caso los
polinomios constituyen una familia uniforme de C[a, b] . Entonces, pareciera
evidente que para aproximar una función por polinomios, se puede usar los
polinomios de interpolación, sin embargo se sabe que los polinomios de
interpolación de una función no convergen.
Enunciado del teorema: Dado 퐟: [퐚,퐛] ⟶ℝ continuo y un arbitrario 훆 > 0,
existe una familia de polinomios p(x) tal que|퐟(퐱)−퐩(퐱)| < 휀∀푥 ∈ [푎, 푏] .
Una de las más útiles y bien conocidas clases de funciones reales de variable
real son los polinomios algebraicos, es decir las funciones de la forma:
푝(푥) = 푎 푥 + … + 푎 푥 + 푎 (4.9)
Donde n es un entero no negativo y 푎 , 푎 , …..,푎 son constantes reales (pero
que en general podrían ser también complejas). Los polinomios se pueden
evaluar fácilmente, también se puede hallar la derivada y la integral indefinida
de un polinomio y el resultado es de nuevo un polinomio, tienen además la
propiedad, como lo demostró Karl Weierstrass (1815-1897) en su famoso
teorema, que se pueden aproximar mediante funciones continuas en un intervalo
[a, b] bien definido. Por todas estas razones, la idea de la teoría de aproximación
es hacer aproximaciones de funciones generales con funciones sencillas y
fáciles de calcular, como lo requiere por ejemplo la necesidad y aplicabilidad de
los esquemas y metodologías avanzadas de la ingeniería.
Del teorema de aproximación de Weierstrass se define una función f continua en
un intervalo [a, b], para un> 0, entonces existe un polinomio p(x) tal que:
|푓(푥) − 푝(푥)| < 휀,∀푥 ∈ [푎, 푏](4.10)

41
Este resultado fue probado con los polinomios de Bernstein, para lo cual por
simplificación se asume que [a,b] = [0,1]; entonces con un apropiado cambio de
variable siempre se definen los polinomios de Bernstein como [16]:
퐵 (푥) = 푛푘 푓 푘
푛 푥 (1− 푥) ,0 ≤ 푥 ≤ 1(4.11)
Si f es acotada en [0,1], entonces se puede ver que el límite aplicado a B(x) en
cada punto x resulta ser la función f(x). Si f es continua en todo x [0, 1],
entonces la convergencia de p(x) a f es uniforme en [0,1].
Figura 4.2: Representación gráfica de la relación entre el polinomio de aproximación P(x)
dentro del rango infinitesimal de la función f(x) contenida entre a y b, como sugiere el teorema de Weiertrass
Así pues, dentro de una banda de ancho 2 alrededor de f siempre podemos
hallar un polinomio p(x) como se muestra en la figura 4.2.
Más aún, los polinomios de Bernstein imitan muy bien el comportamiento de la
función f, por ejemplo, si f es k veces continuamente diferenciable en [0,1],
entonces:
푚푎푥 푓( )(푥)− 퐵( )(푥) → 0 ⇔ 푛 → ∞(4.12)
Caso de los polinomios ortogonales: El uso adecuado de los polinomios ortogonales se basa en la postulación del
teorema de Riesz-Fischer. En esencia este teorema trata de funciones
ortonormales en el sentido del producto interno, tal que ∬푓( )푔( ) = 훿 .

42
El teorema postula que la existencia de un conjunto ortonormal de funciones
puede constituir una base para expresar una función bajo ciertas restricciones.
Enunciado del Teorema: Se define una secuencia ortonormal {Ψ } si
cumple ∬Ψ ,Ψ g( ) = δ ó < Ψ ,Ψ >= δ , donde δ es la función delta de
Kroenecker; y el conjunto {Ψ }se dice que es completo si para cada Y ∈ L [0,∞)
puede ser expandida como Y = ∑ ⟨y, Ψ ⟩Ψ , Luego para cualquier real ε > 0
existirá un N entero positivo tal que:
푌 − ⟨푦,훹⟩훹 < 휀
Ahora si {Ψ } tiene las características mencionadas, entonces podemos definir
una secuencia{C }de números reales tal que ∑ |C | converge, entonces allí
existe un único Y ∈ L [0,∞)de modo que C =< 푌,Ψ > y consecuentementeY =
∑ C Ψ en el sentido de convergencia enL [0,∞).[17]
a) Polinomios de aproximación convergentes: Como regla general los
polinomios de aproximación convergentes ortogonales [15] satisfacen
ecuaciones diferenciales lineales de segundo orden que siempre pueden
ser interpretadas como ecuaciones de valores y funciones propias. A
continuación se detallan las definiciones básicas aplicables a las funciones
ortogonales:
Definición 1: Un sistema de funciones reales f (x) con (n=0, 1, 2,3...) se
dice ortogonal respecto a la función peso w(x) en el intervalo
[a, b] si ∫ f (x)f (x)w(x)dx = αδ ∀m ≠ n, (4.13)
Definición 2: Dado dos polinomios p(x) y q(x) se dice que son
ortogonales, respecto a la función peso w(x) en [a, b] si es <p(x),q(x)>=0
Definición 3: La familia de polinomios pn(x), donde n representa el grado
del polinomio, se llama familia o conjunto de polinomios ortogonales
respecto a w(x) en [a, b], si <pn, pm>=0 para m ≠ n, y se dice que la familia
de los pn(x) es ortonormal respecto a w(x) cuando:
43
⟨푝 ,푝 ⟩ = 훿 = 0푠푖푛 ≠ 푚1푠푖푛 = 푚 (4.14)
b) Otras Definiciones de los Polinomios Ortogonales: La aplicación de la
Teoría de Polinomios Ortogonales es relativamente reciente y podemos
decir que el momento más alto de su formalización matemática lo hallamos
en el libro de G.Szegö en el año 1939 [18],donde se desarrolla toda la
teoría de aproximación a partir de la noción de ortogonalidad.
De otro lado la expansión de funciones en una base de polinomios como
la serie de Taylor por ejemplo no es en absoluto la única posibilidad.
Existen muchas formas de expandir una función en polinomios, y la
selección de una expansión adecuada dependerá básicamente del
problema físico a representar. Una de las propiedades más importantes se
expresa con el Teorema de unicidad.
Teorema de unicidad. Si {pn(x)} / nN y {qn(x)} / nN son dos conjuntos
de polinomios ortogonales que satisfacen la misma relación de
ortogonalidad en [a, b], entonces son iguales. Es decir, si:
∫ p∗ (x)p (x)W(x)dx = ∫ q∗ (x)q (x)w(x)dx →p (x) = q (x) (4.15)
Donde w(x) es la función de peso.
4.3 Ecuación diferencial para los Polinomios Ortogonales La ecuación diferencial de segundo orden cuya solución son los polinomios
ortogonales tiene la forma:
푔 (푥) ( ) + 푔 (푥) ( ) + 훼 푝 (푥) = 0 (4.16)
Dónde: 푔 (푥) : polinomios de grado 2
푔 (푥) : polinomios de grado 1
훼 : constante
푝 (푥) : polinomio ortogonal

44
A continuación se muestra en la Tabla 4.1 los principales polinomios ortogonales con
sus respectivas funciones de peso w(x), ℎ y 푃
Tabla de las Funciones Ortogonales y sus Propiedades Nomenclatura Nombre a b w(x) 풉풏 푷풏
푃 (x) Legendre −1 1 1 2
√2푛 + 1
푇 (x) Chebyshev 1E −1 1 1
√1− 푥
휋2
휋
푈 (x) Chebyshev 2E −1 1 1− 푥 휋2
퐻 (x) Hermite −∞ ∞ 푒 2 푛! √휋
퐿 (푥) Laguerre 0 ∞ 푒 1
퐿 (푥) Laguerre
Generalizados. 0 ∞
푥 푒 con
훼 > −1 Γ(푛 + 훼 + 1)
푛!
푃 (푥) Jacobi −1 1 (1 − 푥) (1
+ 푥)
ℎ = x
Γ(푛 + 훼 + 1)Γ(푛 + 훽 + 1)푛! Γ(푛 + 훼 + 훽 + 1)
Con훼 > −1 y 훽 > −1
Tabla 4.1: Propiedades genéricas de los polinomios ortogonales, 풉풏 indica la norma de polinomio
de grado n. Notar que 횪 es la función Gamma.
En general todos los polinomios ortogonales {푝 (푥)} pueden ser obtenidos usando la
fórmula de Rodrígues generalizada:
풑풏(풙) = ( ) (푤(푥)푞 (푥)) (4.17)
Donde 푤(푥), 푞(푥) y μn vienen especificados en la Tabla 4.2 para diversos polinomios
ortogonales.
Relación de Recurrencia: También se pueden formular, los polinomios
ortogonales usando la relación de recurrencia:
푝 (푥) = (푎 + 푥푏 )푝 (푥) − 푐 푝 (푥) (4.18)
Función Generatriz Generalizada: Para todos los polinomios ortogonales se
define una función generatriz G(x, t) [16], de tal manera que cada uno de los

45
polinomios ortogonales {p (x)} será proporcional al coeficiente de t del
desarrollo en series de Taylor, en potencias de t alrededor del punto x=0, esta
función generatriz que constituye una forma alternativa de definir los polinomios
ortogonales viene expresada por la serie G(x, t) = ∑ C p (x)t con
C constante.
Polinomio 흁풏 풘(풙) 풒(풙)
푃 2 푛! 1 1 − 푥
푇 (−1)
√휋2 Γ(푛 +
12
) 1
√1− 푥 1 − 푥
푈 (−1)
(푛 + 1)√휋2 Γ(푛 +
32
) 1− 푥 1 − 푥
퐻 (−1) 푒 1
퐿 푛! 푒 x
퐿 푛! 푥 푒 x
Tabla 4.2: Propiedades genéricas de los polinomios ortogonales, w(x) indica el peso asociado al
polinomio de grado n. Notar que 횪 es la función Gamma.
Polinomio 풏 = ퟎ 풏 = ퟏ 풏 = ퟐ 풏 = ퟑ
푃 1 푥 12 (3푥 − 1)
12 (5푥 − 3푥)
푇 1 푥 2푥 − 1 4푥 − 3푥
푈 1 2푥 4푥 − 1 8푥 − 4푥
퐻 1 2푥 4푥 − 2 8푥 − 12푥
퐿 1 1 − 푥 12푥 − 2푥 + 1 −
16 (푥 − 9푥 + 18푥 − 6)
퐿 1 −푥 + 푎 + 1
12푥 − 2(푎 + 2)푥
+12
(푎 + 1)(푎 + 2)
−16푥 + (푎 + 3)
12푥 −
12
(푎 + 2)(푎 + 3)푥
+16
(푎 + 1)(푎 + 2)(푎 + 3)
Tabla 4.3: Propiedades genéricas de los polinomios ortogonales. Se indica la forma explícita de los polinomios hasta el orden 3.

46
Polinomio 풂풏 풃풏 풄풏
푃 0 2푛 + 1푛 + 1
푛
푛 + 1
푇 0 2 1
푈 0 2 1
퐻 0 2 2푛
퐿 2푛 + 1푛 + 1
−1
푛 + 1
푛푛 + 1
퐿 2푛 + 1 + 훼푛 + 1 −
1푛 + 1
푛 + 훼푛 + 1
Tabla 4.4: Propiedades genéricas de los polinomios ortogonales, 풃풏 indica los coeficientes
asociados a su expansión polinomial.
Polinomio 푪풏 푮(풙, 풕)
푃 1 1
√1− 2푥푡+ 푡
푇 2 1 − 푡1− 2푥푡+ 푡
+ 1
푈 1 1
1− 2푥푡 + 푡
퐻 1푛! 푒
퐻 1
(2푛)! cos(2푥푡)푒
퐻 1
(2푛 + 1)! sen(2푥푡)푒
퐿 1 1
1− 푡푒
퐿 1 1
(1− 푡) 푒
Tabla 4.5: Propiedades genéricas de los polinomios ortogonales, G(x, t) indica la función
generatriz.
Polinomio 품ퟐ(풙) 품ퟏ(풙) 휶풏
푃 1− 푥 −2푥 푛(푛 + 1)
푇 1− 푥 −푥 푛
푈 1− 푥 −2푥 푛(푛 + 1)
퐻 1 −2푥 2푛
퐿 푥 1 − 푥 푛
퐿 푥 1− 푥 + 훼 푛
퐿 1− 푥 훽 − 훼 − 푥(2 + 훼 + 훽) 푛(푛 + 훼 + 훽 + 1)
Tabla 4.6: Propiedades genéricas de los polinomios ortogonales indicando algunas de sus
propiedades de sus generatrices.

47
CAPITULO V CONEXIÓN DE LOS POLINOMIOS DE LAGUERRE CON ESTUDIOS DENTRO
DE LA INGENIERIA DE CONTROL
5.1 Aplicación de los Polinomios de Laguerre en la identificación de sistemas En general, una de las acciones más representativas dentro de la ingeniería de
control es la identificación de un sistema mediante la adquisición de datos. Esta
adquisición es considerada como una de las acciones cruciales dentro de la ingeniería en
el sentido que a partir de una buena base de datos, es posible realizar una metodología
que conlleve a identificar y/o validar un modelo propuesto.
Por ejemplo, sea {Dq} un conjunto de datos discretos extraídos a partir de un proceso
de una planta, entonces es posible buscar un modelo que conlleve a describir
aproximadamente el comportamiento del sistema.
Una primera aproximación es sin duda, una expansión de polinomios, que en la
práctica, esta metodología traería como resultado que el modelo pueda tener una
cantidad significativa de parámetros lo que es un inconveniente para subsecuentes
implementaciones software-hardware en la planta. Esto se muestra en la figura 5.1A
Los polinomios ortogonales y en particular las funciones de Laguerre entran como un
formalismo que permitirá reducir el número de parámetros, lo que es relevante para
optimizar la funcionalidad de los algoritmos.
En efecto, en la figura 5.1B se muestra que la respuesta de un sistema que usa el
controlador MPC y que muestran los parámetros obtenidos y que va con el error
cuadrático, constituyen una función objetivo desde la cual se debe calcular los valores
óptimos de los esfuerzos de control ∆u.

48
Figura 5.1A: Esquema de conexión de los polinomios de Laguerre y los objetivos de esta tesis. Se muestra el uso de los polinomios de Laguerre y la identificación del sistema.
Figura 5.1B: Se muestra el MPC que usa el modelo con los polinomios de Laguerre para predicción de las futuras salidas a partir de la minimización de la función de costo J(u). En esta tesis usamos en MPC para el control de la velocidad y la corriente de armadura en la fabricación
de vinil.

49
Relación de los Polinomios de Laguerre con la Identificación de Sistemas Un trabajo relevante de Lecchini y Gevers [19] fue la obtención de una expresión
explícita para la identificación de sistemas cuyo comportamiento se puede representar
mediante las funciones de Laguerre, a partir de respuestas a señales de entrada tipo
escalón. Ellos modelaron la planta usando la siguiente relación.
푦(푧, 푐) = ∑ 푐 퐿 (푧,푎)푥(푧) (5.1)
Donde x(z), y(z, c) denotan el input y output respectivamente, mientras que c , L
denotan los parámetros de identificación y los polinomios de Laguerre, respectivamente.
El término “a” corresponde al polo de Laguerre. En este planteamiento es el parámetro c
el cual debe ser ajustado de acuerdo a los datos de la planta; matemáticamente
hablando, este ajuste debe ser tal que su función de costo asociada presente un mínimo
al conjunto{c } elegido.
Polinomios de Laguerre aplicados a Modelos para controlar Plantas Industriales Kovac y Dumont [11] implementaron un sistema de control predictivo y adaptivo con
el objetivo de controlar la presión del vapor creado en la preparación de insumos para la
fabricación de papel con un determinado brillo. Ellos usaron de manera exitosa la
representación en el tiempo del sistema, usando polinomios de Laguerre para describir
los procesos entrada-salida,
푦(푡) = ∑ 푐 퐿 (푡)푥(푡). (5.2)
Definieron una función de costo dependiente del actuador y del error de posición de
la válvula que regula la cantidad de agua y que corrige cualquier anomalía en la presión
del vapor de agua adentro del tanque y de los esfuerzos de control del actuador.
퐽(∆) = |푦(푡) − 푦 (푡)| + 푏∆ (5.3)
Donde ∆ es el actuador, y y (t) es una referencia que debe seguir la variable
controlada, en este caso, la presión del vapor de agua. Se observó que las diferencias
respecto a un control PID eran muy amplias, en el sentido que la variable controlada
presentó pequeñas oscilaciones y una capacidad de control superior al PID. Las ventajas
de la aplicación de este tipo de control se reflejan en lo reportado por los autores
precisando que el costo-beneficio fue optimizado sustancialmente.

50
Conexión de los Polinomios de Laguerre con los objetivos de esta tesis Como se detalló antes, existen múltiples trabajos con los polinomios de Laguerre y
sus respectivas aplicaciones en la identificación de sistemas y el control de variables de
plantas industriales, pero cabe precisar que cada sistema es único en cuanto a su
dinámica y parámetros involucrados.
5.2 Definiciones básicas de los Polinomios de Laguerre Los polinomios generalizados de Laguerre [20], mostrados en la Tabla 4.6,
corresponden a la solución de la siguiente ecuación diferencial ordinaria:
푥푑 휑 ( )
푑푥+ (푎 + 1 − 푥)
푑휑 ( )
푑푥+ 훼 휑 ( ) = 0(5.4)
Donde 훼 = 푛 , tal que 휑 ( ) = 퐿 (푥) , para 푥 ∈ [0,∞⟩ , 푛 = 0, 1, 2, 3.. ,푎 > −1 y se
denotan por 퐿 (푥), que son conocidos como los polinomios generalizados de Laguerre,
siendo la expresión general en base a la función gamma como sigue:
퐿 (푥) = (−1)Γ(푛 + 푎 + 1)Γ(푘 + 푎 + 1)
푥푘! (푛 − 푘)!
(5.5)
A partir de la ecuación (5.5), podemos deducir los primeros polinomios generalizados
de Laguerre.
퐿 (푥) = 1, 퐿 (푥) = −푥 + 푎 + 1,
퐿 (푥) =12푥 − 2(푎 + 2)푥 +
12
(푎 + 1)(푎 + 2)
퐿 (푥) = −16푥 + (푎 + 3)
12푥 −
12
(푎 + 2)(푎 + 3)푥+16
(푎+ 1)(푎 + 2)(푎 + 3)
La fórmula de Rodrígues para los polinomios generalizados de Laguerre, la relación
de recurrencia, la generación de funciones, entre otros se muestran en las tablas 4.2, 4.4
y 4.5.
Polinomios Generalizados de Laguerre Otra forma bastante usada de expresar los polinomios de Laguerre es a partir de la
ecuación (5.6)

51
퐿 (푡) =1푘!푒 푥
푑푑푡
푒 푡 .(5.6)
Cada 퐿 (푡) es un polinomio de grado k y la familia de polinomios {퐿 (푡)} es un
sistema ortogonal completo con respecto a la función peso 푤 (푡) = 푡 푒 .
Propiedades de los Polinomios de Laguerre
Ortogonalidad Dado un polinomio ortogonal de Laguerre 퐿 (푡) se define una función de peso
푤(푡) = (훼푡) 푒 , tal que fijando los límites [푎, 푏] = [0, ∞ > normaliza la integral:
퐿 (푡)퐿 (푡)푤(푡)푑푡 = 훿 = 0푖 ≠ 푗1푖 = 푗(5.7)
Bases Ortogonales A partir de los fundamentos anteriores es posible definir la k-ésima función de
Laguerre en tiempo continuo del modo siguiente:
휓 (푡) = √2훼푒
(푘 − 1)!푑푑푡
푡 푒 (5.8)
Para el caso, evaluando la función de Laguerre para los tres primeros valores de k
obtenemos:
휓 (푡) = √2훼푒 ,
휓 (푡) = √2훼푒 (1− 2훼푡),
휓 (푡) = √2훼푒 (1− 4훼푡+ 2훼 푡 ).
Estas funciones forman una base ortonormal completa en un espacio de
퐿 [0,∞ >[21]. Así una base de funciones en el intervalo 0 ≤ 푡 < ∞es completo si cada
elemento de la función continua푓(푡), para la cual la integral ∫ 푓 (푡)푑푡 existe.
En la figura 5.2 se grafican las diversas morfologías de las funciones de Laguerre
para diferentes órdenes. Un hecho notable es la convergencia uniforme de las funciones.
El vector de peso para cada base de funciones permite representar con precisión al
sistema en proceso de identificación dependiendo de la dinámica del sistema en estudio.

52
Figura 5.2: Representación de los polinomios de Laguerre en función de muestras o la variable
independiente. Funciones de Laguerre en el dominio de la frecuencia
Tomando la transformada de Laplace de la función de Laguerre ( )k t , se obtiene:
1( ), 2
( )
k
k k
sL ss
(5.9)
Donde es el polo de Laguerre, “s” es la variable de Laplace y “k” un número entero.
Funciones de Laguerre en tiempo discreto
La función discreta de Laguerre , [26],[27]kL z está dada por:
121 1, , 1
k
kzL z k
z z
(5.10)
Estas funciones son analíticas en |푧| > 1 y continua en |푧| ≥ 1푦 − 1 < 훼 < 1.
En tiempo discreto la función base de Laguerre está dada como:

53
∅ (푖) = 1− 훼 (−훼)푗 − 1푘
푖 + 푘 − 1푘 − 1
훼 푈(푖 − 푗 + 푘) (5.11)
En esta ecuación 훼 representa el polo de Laguerre y U( ) representa la función
escalón unitario. El parámetro훼controla la tasa exponencial de decrecimiento de las
funciones de Laguerre y especifica el comportamiento dinámico del modelo de Laguerre.
Este polo se encuentra en el rango 0 ≤ 훼 < 1.
Sistemas Representados por Funciones de Laguerre Para representar esquemáticamente un sistema cualquiera se puede caracterizar la
función de salida 푌(푧)como respuesta a una función de entrada 푋(푧)haciendo uso de los
polinomios de Laguerre que forman una base de orden L.
En este caso los Cn representan el peso de los polinomios y los {∅ n} la base
ortogonal.
Figura 5.3: Ejemplo de diagramas de bloques enfatizando la aplicabilidad de polinomios de
Laguerre como filtros.
Definiciones Generales para la base {∅풏}
Definición 1: Si en un espacio V, existe un conjunto de n elementos de Laguerre
{∅ ,∅ ,∅ …∅ },tal que cada elemento v ∈ V, entoncesvpuede ser escrito como una
combinación lineal de{∅ , … ,∅ },es decir:

54
V(x) = a ∅ (x)
Si los퐚퐢,son escalares y no todos iguales a cero, entonces el conjunto {∅ퟏ,∅ퟐ,∅ퟑ, … ,∅퐧}
es llamado una base de V(x) y "n" es la dimensión de V(x).
Definición 2: Si el conjunto base de elementos de Laguerre{∅ퟏ,∅ퟐ, … ,∅퐧} satisface que:
< ∅퐢,∅퐣 >= ∂
Entonces dicho conjunto base es una base ortonormal. En esta definición <∙,∙> denota
producto interno.
Definición 3: Dada una base ortonormal, cualquier función real continua f(i)/i =
0,1, ….que satisface f(0) = 0, puede ser expandida como:
푓(푖) = 푎 ∅ (푖)
훼 = 푓(푖)∅ (푖)
Polinomios de Laguerre en la forma de espacio de estado
Los polinomios de Laguerre pueden también ser representados en una forma de
espacio de estado. La representación de espacio de estado en tiempo discreto; en tal
caso es [22]:
ℓ(푘 + 1) = 퐴(훼)ℓ(푘) + 퐵(푎)푢(푘) (5.12)
푦 (푘) = 퐶 ℓ(푘) + ℓ (푘) + ∑ [ℓ(푘) 퐸 ℓ(푘)]ℓ (푘) (5.13)
Tomando el caso de sistemas de tercer orden tenemos que esta estructura está
compuesta de un elemento lineal (5.12) seguido por una salida sin memoria estática no
lineal (5.13), donde:

55
퐴(훼) =
⎣⎢⎢⎢⎡
훼 0 0 … 0(1− 훼 ) 훼 0 … 0
(−훼)(1− 훼 ) (1− 훼 ) 훼 … 0⋮ ⋮ … ⋱ ⋮
(−훼) (1− 훼 ) (−훼) (1 − 훼 ) … … 훼⎦⎥⎥⎥⎤
(5.14)
퐵(훼) = (1− 훼 )
⎣⎢⎢⎢⎡
1−훼
(−훼)⋮
(−훼) ⎦⎥⎥⎥⎤ (5.15)
퐶 = [퐶 ⋯퐶 ] (5.16)
퐷 =퐶 ⋯ 퐶⋮ ⋱ ⋮퐶 ⋯ 퐶
(5.17)
퐸 =퐶 ⋯ 퐶⋮ ⋱ ⋮
퐶 ⋯ 퐶 (5.18)
De otro lado, de las ecuaciones (5.12) y (5.13), se puede observar que A (훼) y B (훼)
sólo dependen de 훼, es por ello que podemos concluir que el comportamiento dinámico
de los filtros de Laguerre es fijado fundamentalmente por el valor del polo 훼 . Esta
estructura se muestra en la figura (5.4) donde el modelo de Laguerre es dado por la
ecuación (5.9). Se observa que la parte superior de los bloques sin memoria incluyen las
contribuciones lineales de la salida y tienen un total de L términos.
La parte del medio representa las combinaciones de segundo orden de las salidas de
los filtros de Laguerre, es decir 푙 , 푙 푙 , … , 푙 푙 , 푙 ,…,푙 , lassiguientes partes representan
las contribuciones de tercer orden.

56
Figura 5.4: Estructura de los filtros de Laguerre.
Recientes Aplicaciones de los Polinomios de Laguerre a) Sistemas Volterra-Laguerre La figura 5.5 corresponde a una aplicación dinámica de los filtros de Laguerre
discretos. El comportamiento dinámico de un filtro de Laguerre de acuerdo a esta figura
es mostrado para el caso cuando se requiere los elementos diagonales y hasta el tercer
orden. Los diagramas de bloques asociados muestran la acción de la transformada Z
inversa con el objeto de fijar el polo de Laguerre.
Esta figura 5.5 que ha sido tomada de una investigación realizada por C. Medina-
Ramos en el 2010 [23] en donde se ha usado la combinación de los polinomios
ortogonales y los operadores integrales de Volterra. En su versión digitalizada, la
expansión de Volterra que describe la salida del sistema es como se muestra en la figura
y cuya ecuación es como sigue:
푦 (푘) = 퐶 + 퐶 ℓ (푘) + 퐶 ℓ (푘)ℓ (푘) + + 퐶 ℓ (푘)ℓ (푘)ℓ (푘)
(5.22)

57
ℓ (푘) = ∑ Φ (푖)푢(푘 − 푖) (5.23)
En (5.22) 풚풍(푘) es la salida de Laguerre, 퐶 representa los coeficientes de Laguerre
y ℓ (푘) la acción total de la secuencia de entrada푢(푘 − 푖).
La ventaja de usar la base de Laguerre según el autor fue la de aprovechar la
ortogonalidad para obtener un sistema diagonal hasta de tercer orden, de tal manera que
el número de parámetros queda minimizando respecto a un sistema clásico de Volterra
[24]
Figura 5.5: Ejemplo de aplicación de los polinomios de Volterra-Laguerre mostrado como diagramas de bloques y filtros [25].
En la investigación se advierte que un excesivo número de filtros conlleva a exceso
de variables, lo que ocasionaría el incremento de la parametrización.
Aplicaciones de los Polinomios de Laguerre en los Modelos FIR y IIR
Los sistemas identificados con modelos FIR e IIR, por lo general son del área de las
comunicaciones y filtrado de ruido, siendo estos sistemas de rápida respuesta [25],
[26],[27],[21],[16]. Sin embargo vale anotar las desventajas y es que, los filtros FIR e IIR

58
al ser adaptivos, sus coeficientes “tienen” que adaptarse constantemente a las variables
de salida del sistema.
Por otro lado los IIR y FIR requieren de un menor costo computacional; pero con el
riesgo que el error 휀 = 푦 − 푦 sea grande.
En suma: FIR e IIR son sensibles a disturbios intrínsecos del sistema
FIR e IIR se aplican a ruidos acústicos, vibración y telecomunicaciones
Los FIR e IIR admiten constantes de tiempo rápidos, no se aplican a sistemas lentos.
Por el otro lado los modelos FIR e IIR suelen tener problemas para representar
algunos modelos dinámicos. Ante lo cual la propuesta de Kautz [21] es fundamental para
cubrir estas dificultades para determinar el orden del modelo, la convergencia de los
algoritmos y la sensibilidad en la determinación de los coeficientes del modelo.
El modelo que propuso Kautz es como sigue:
ℎ(푡) = 푐 휓 (푡) (5.27)
Donde휓 (푡) es una función ortogonal exponencial. A diferencia de modelos de
estructuras FIR e IIR, los parámetros {푐 } no dependen del orden N. El uso de funciones
ortonormales convergente, con representación exponencial compleja, reduce el problema
de encontrar la función ortonormal 휓 (푡) la cual es una combinación lineal de las
funciones exponenciales {푒 ; 푘 = 1, 2, … ,푛}tal que
휓 (푡) = 푣 푒 (5.28)
Donde los 푣 son constantes.
Aplicaciones de Laguerre en el procesamiento de señales
Los sistemas invariantes en el tiempo pueden ser descritos por funcionales que
responden a las excitaciones con características propias, es decir:

59
⌊푌⌋ = 퐻[푥 (푡)] + [푒 (푡)] , [푒 (푡)] representa la matriz de errores por uso de modelos
aproximados y por el ruido asociado al sistema.
A título de ilustración un sistema de orden n puede ser descrito por modelos tipo
ARX, ARMA y en su forma más simple y solo con carácter de ilustración un modelo LIT
es descrito por
푌(푘) = ∑ ℎ(푘) 푥(푡 − 푘) + 푒(푘) (5.29)
Las señales describen a sistemas lineales invariantes en el tiempo (LTI), utilizando
una función de transferencia como una formulación de polos y ceros. El propósito es
obtener un modelo para un sistema en proceso de identificación usando un pequeño
número de parámetros.
Como caso sencillo se muestra un sistema tipo LIT, con una sola entrada y una sola
salida descrito por 푦(푡) = ∑ ℎ(푘)푥(푡 − 푘) + 푣(푡) donde {ℎ(푘)} ∈ ℜ es una función de
peso y {푣(푡)} es un función representativa de las perturbaciones de promedio cero (ruido
blanco) y 푥(푡) la entrada al modelo.
Así entonces la salida del sistema푦(푡) puede ser representada como 푦(푡) = 푦(푡) +
푒(푡)[28].
Generalizando tenemos que un modelo de señal invariante en el tiempo en su modo
discreto y lineal está dada por:
푦(푡) = 퐺(푧,휃)푥(푡)(5.30)
푦(푡) = 휑 (푡)휃(5.31)
Donde 퐺(푧,휃) es una función de transferencia lineal, 푧 es el operador de
desplazamiento definido como 푧(푡) ≜ 푥(푡 + 1) ; y 휃 es un vector de ponderación de
parámetros,휑(푡)es un vector dependiente solo de la entrada del sistema 푥(푡) y sus
valores pasados, y los valores pasados de la salida del sistema 푦(푡) [22].
Dada una función tal como:
퐺(푧,휃) = 푏 푧 (5.32)

60
Donde 휃 = [푏, … , 푏 ] , 휑(푡) = [푥(푡), … , 푥(푡 − 푀)] . Esta función representa a un
modelo de señal de respuesta finita al impulso (FIR), el cual para sistemas de mayor
orden, es decir M, puede ser aproximado más eficientemente por un filtro de respuesta
infinita al impulso (IIR), representado por:
퐺(푧,휃) =∑ 푏 푧
1 + ∑ 푎 푧,(5.33)
Donde푀 y 푀 son números enteros.
Respecto al uso de modelos exponenciales, se ha probado que es un desarrollo
importante considerando la respuesta impulso de un modelo LTI el cual puede ser
descrito por la suma de las P exponenciales complejas.
ℎ(푡) = 퐴 푒 푡 = 0,1, … , 푇 − 1(5.34)
Donde 퐴 푦푒 son las amplitudes y las frecuencias complejas respectivamente, con
푏 = 훼 + 푗2휋푓 , donde 훼 es el factor dumping y 푓 es la frecuencia de la 푖 exponencial,
y T es un entero.
Kautz [21] consideró que un modelo que permite menores errores y un mejor cálculo
del orden es de la forma:
ℎ(푡) = ∑ 푐 휓 (푡), (5.35)
Donde휓 (푡)es una función ortogonal.

61
CAPÍTULO VI FORMALISMO DE IDENTIFICACIÓN DE UN LAMINADOR APLICANDO
POLINOMIOS DE LAGUERRE
6.1 Introducción al error de aproximación La identificación de sistemas dentro de la ingeniería moderna ha sido un tema que ha
estado muy ligado a cuestiones de precisión, es decir como hallar una ley matemática
que describa una cierta fenomenología minimizando el error de aproximación.
En principio si al sistema asignamos un presunto modelo que represente su
dinámica, las salidas del modelo son funciones de parámetros desconocidos. Por
ejemplo, sea 푦(푘) la variable estimada la cual pretendemos como modelo de
aproximación utilizando un conjunto de polinomios pertenecientes a una base ortogonal;
podemos escribir:
푦(푘) = 푐 ∅ 푥(푘) = Φ( ) [푋 ](6.1)
푦 = 푐 ∅ 푥(푘) + 휀(푘) = Φ( ) [푋 ] + 휀(푘)(6.2)
Dónde:
푥 : Entrada al sistema.
푦 : Respuesta estimada del modelo que representa al sistema.
푐 : Parámetros desconocidos.
∅ : Funciones conocidas.
푦 : Respuesta del sistema.
휀 : Error de aproximación.
Dado un horizonte de medición N, obtenemos N pares de observación
(푥 ,푦 ), (푥 ,푦 ) … . (푥 ,푦 ) del sistema dinámico, en evolución temporal, se deben estimar
los 푁 parámetros desconocidos para las variables 푦 calculadas a partir del modelo
aplicado y las señales de excitación 푥(푘) .Lo ideal es que se logre una elevada
coincidencia de la respuesta del modelo con los valores 푦 medidos.

62
De la teoría estándar de errores, el método de mínimos cuadrados establece que la
función de costo:
퐽(휃) =12
휀 (6.3)
Es función del cuadrado de los errores de medición obtenido para cada par ordenado
de datos. En efecto, 휀 es el error de aproximación en la observación i-ésima cuando se
usa el modelo basado en polinomios ortogonales y base finita de dimensión n,
휀 = 푦 − 푦 = 푦 − 푐 ∅ 푥 (6.4)
Para una mayor síntesis se Introduce la siguiente notación:
∅ = [∅ ,∅ …∅ ]
휃 = [푐 , 푐 … 푐 ]
푦 = [푦 ,푦 … 푦 ]
휀 = [휀 , 휀 … 휀 ] (6.5)
Definimos la matriz Φ de dimensión N, que puede ser escrita como:
Φ =∅ 푥⋮
∅ 푥(6.6)
En virtud a las consideraciones anteriores la función de costo en su forma matricial
(6.3) se define como sigue:
퐽(휃) =12휀 휀 =
12‖휀‖ (6.7)
Siendo
휀 = 푦 − 푦(6.8)
El paso siguiente es obtener la condición que minimiza el error. El sustento para la
minimización se da en el siguiente teorema:

63
Teorema: La función J(θ) dado por (6.3) es mínima para los parámetros estimados θ si:
Φ Φ휽 = Φ 푦(6.9)
Si la matriz Φ Φ es no singular y tiene inversa, este mínimo es único si se cumple la
siguiente relación:
휽 = (Φ Φ) Φ 푦 = Φ 푦 (6.10)
La ecuación 6.10 queda definida a partir del siguiente desarrollo
ˆy
2 ˆ ˆTy y
,2
dd debe ser minimizada, tal que se debe cumplir 0
ddJ ; luego desarrollando la
expresión planteada, podemos escribir.
ˆ 0
ˆ( )ˆ
ˆ ( )( )
T
T T
T T T
T T T
y
y
y
inv y
휃 es la llamada matriz pseudo-inversa de Moore-Penrose de Φ. El beneficio radica en su
utilidad para determinar la solución por mínimos cuadrados de un sistema donde el
espacio fila es mayor que el espacio columna.
De otro lado, la expansión de (6.8) queda expresada como:
⎣⎢⎢⎢⎡휀휀...휀 ⎦⎥⎥⎥⎤
×
=
⎣⎢⎢⎢⎡푦푦...푦 ⎦⎥⎥⎥⎤
×
−
⎣⎢⎢⎢⎡∅ (1)푥∅ (2)푥..
.∅ (푁)푥
∅ (1)푥 …∅ (2)푥 …..
.∅ (푁)푥 …⎦
⎥⎥⎥⎤
×⎣⎢⎢⎢⎡푐푐...푐 ⎦⎥⎥⎥⎤
×
(6.11)
Que se puede sintetizar como: 휀 = 푦 −Φ휃 (6.12)

64
6.2 Proposición del modelo para el laminador basado en polinomios generalizados de Laguerre
En la figura 6.1 se representa el esquema básico del sistema de laminación de
modelo y parámetros desconocidos y sobre el cual se realiza el presente estudio. Si bien
el sistema no es conocido, resulta evidente que el sistema tendrá variables importantes
bajo estudio: la corriente de armadura y la velocidad de los rodillos de laminación.
Figura 6.1: Esquema del proceso de laminación de material melamínico. Notar las variables, la corriente de armadura y la velocidad de los cilindros móviles.
En el caso de un motor DC resulta claro que la dinámica del sistema queda
representado por las siguientes ecuaciones:
푖 (푘 + 1) = 푎푖 (푘) + 푏푤 (푘) + 푐푣(푘 + 1)(6.13)
푤 (푘 + 1) = 푑푤 (푘) + 푓푖 (푘) + 푔푇 (푘 + 1)(6.14)
Dónde:
푖 : Es la corriente de armadura del motor DC
푤 : Es la velocidad del sistema laminador
푣 : Es el voltaje de armadura
푇 : Es el torque de carga
푎, 푏, 푐, 푑, 푓, 푔 : Son escalares
Las ecuaciones anteriores representan la dinámica del sistema no lineal, tal que las
no linealidades del sistema se representan por parámetros dependientes de funciones
ortogonales; con el objetivo de que sean estas funciones las que modelen el
ia
Wa
Motores AC Constante
Reductor de
Velocidad
Taco generador

65
comportamiento del sistema y que conserve su linealidad con x(k) pero que en esencia
como conjunto representen la dinámica no lineal del sistema laminador.
Basado en los criterios antes señalados y los teoremas de Weirstrass y Riesz-
Fischer, se propone utilizar una base finita ortogonal de polinomios generalizados de
Laguerre para representar la dinámica no lineal del sistema, considerando como
principales parámetros la corriente de armadura del motor y la velocidad del laminador
cuando está cargado con un torque 푇 , así para el modelo de la corriente de armadura 푖
se propone la siguiente ecuación en su forma generalizada que nos permitirá luego
deducir las ecuaciones 푖 (푘 + 1) , 푤 (푘 + 1).
퐈(푘 + 1) = 퐆(푘)퐔(푘) + 퐇(푘 + 1)퐑(푘 + 1)(6.15)
Donde la ecuación anterior tiene la forma G(k) y H(k+1) que son las funciones de
transferencia y U(k) y R(k) los inputs, respectivamente. Por otro lado, las funciones de
transferencia se pueden expresar como el producto de polinomios ortogonales por sus
respectivos parámetros:
퐆(푘) = 퐂푙 (푘) (6.16)
퐇(푘 + 1) = 퐃푙 (푘 + 1) (6.17)
Donde C y D son matrices que contienen los parámetros a ser identificados. En tal
sentido, podemos escribir la relación matricial, donde se debe entender que los
parámetros 푐 , 푑 , ℎ , 푞 , 푝 푦푟 : son dinámicos, es decir no son escalares
푖 (푘 + 1)푤 (푘 + 1) = 푙 (푘) 푐 푑
푞 푝푖 (푘)푤 (푘) + 푙 (푘 + 1) ℎ 0
0 푟푣(푘 + 1)푇 (푘 + 1) (6.18)
Como los parámetros 푐 , 푑 , ℎ , 푞 , 푝 푦푟 no son conocidos, estos serán obtenidos de un
Espacio de Hilbert haciendo uso del teorema de Riesz-Fisher de modo aproximado.
Siendo la expresión generalizada:
푔(푘) = ∑ 휌 푙 (푘) + 푒(푘) (6.19)
y aplicando dichos conceptos a la ecuación (6.18) tenemos:
푖 (푘 + 1) = 푐 푙 (푘)푖 (푘) + 푑 푙 (푘)푤 (푘) + ℎ 푙 (푘 + 1)푣(푘 + 1)
+ 휀(6.20)
푖 (푘 + 1) = 횤 + 휀

66
De manera análoga, la velocidad de los rodillos laminadores 푤 se propone expresar
como sigue:
푤 (푘 + 1) = 푝 푙 (푘)푤 (푘) + 푞 푙 (푘)푖 (푘) + 푟 푙 (푘 + 1)푇 (푘 + 1) + 휀(6.21)
푤 (푘 + 1) = 푤 + 휀
Así, 6.20 y 6.21 pueden escribirse de manera simplificada como
푖 (푘 + 1) = 횤 + 휀 (6.22)
푤 (푘 + 1) = 푤 + 휀 (6.23)
Donde
횤 = ∑ 푐 푙 (푘)횤 (푘) + ∑ 푑 푙 (푘)푤 (푘) + ∑ ℎ 푙 (푘 + 1)푣(푘 + 1) (6.24)
푤 = ∑ 푝 푙 (푘)푤 (푘) + ∑ 푞 푙 (푘)횤 (푘) + ∑ 푟 푙 (푘 + 1)푇 (푘 + 1) (6.25)
Debe observarse que en 6.13 la cantidad escalar denominada “푎” es el parámetro
que pondera la corriente, mientras que en 6.20 ∑ 푐 푙 (푘) es una función de polinomios
de Laguerre, que también juega el rol de ponderar la corriente de armadura.
6.3 Determinación de las matrices que pondera la base ortogonal de polinomios generalizados de Laguerre y minimización del error mediante el método de mínimos cuadrados
De las ecuaciones 6.20 y 6.21 es evidente que se necesita determinar el número de
polinomios de la base para representar con una aproximación arbitraria al sistema y los
pesos que ponderen la base de polinomios de Laguerre 푙 (푘), 푙 (푘), 푙 (푘), …,푙 (푘) para
todos los 푚 datos obtenidos.
Las ecuaciones (6.20) y (6.21) se pueden sintetizar de modo matricial tal como sigue:
[횤 ] × = [휙] × . [Α] × (6.26)
[푤 ] × = [휓] × . [Β] × (6.27)

67
Dónde para el caso de la corriente de armadura la ecuación matricial 6.26 es como
sigue:
1 1 1
1 1
1 1
(1) (0) (0) (0) (0) (0) (0)
(1) (1) (1) (1) (1) (1)(2). . .. . ..
( 1) ( 1) ( 1) ( 1)( )
Np Np Np
a a ai i i i i ii i iNp Np
a aa i i i i i ii i i
Np Np
a ai i i iai i
i c l i d l w h l v
c l i d l w hl vi
c l m i m d l m w mi m
1
1
.
.
( 1) ( )
Np
Np
i ii
h l m v m
(6.28)
Las columnas de (6.28) se expanden como sigue
p
p
p
a a1 N
a a1 N
a a1 N
1
2
Np
l (0)i (0) . . . l (0)i (0)
l (1)i (1) . . . l (1)i (1)
. . . . .Col 1
. . . . .
. . . . .
l (m 1)i (m 1) . . . l (m 1)i (m 1)
cc...
c
p
p
p
a a1 N
a a1 N
a a1 N
1
2
Np
l (0)w (0) . . . l (0)w (0)
l (1)w (1) . . . l (1)w (1)
. . . . .Col 2
. . . . .
. . . . .
l (m 1)w (m 1) . . . l (m 1)w (m 1)
dd...
d
Col 1 Col 2 Col 3

68
p
p
p
1 N
1 N
1 N
1
2
Np
l (1) (1) . . . l (1) (1)
l (2) (2) . . . l (2) (2)
. . . . .Col 3
. . . . .
. . . . .
l (m) (m) . . . l (m) (m)
hh...
h
v v
v v
v v
Siendo la matriz A la que pondera la base ortogonal, para el caso de la corriente de
armadura:
[Α] = 푐 푐 … 푐 푑 푑 … 푑 ℎ ℎ … ℎ (6.29)
Para el caso de la velocidad de los laminadores tenemos:
p p p
p p
p p
N N N
a aai i i i i i Li 1 i 1 i 1N N
aaa i i i i i i Li 1 i 1
N N
aaa i i i ii 1 i 1
w (1) p l (0)w (0) q l (0)i (0) r l (0)T (1)
p l (1)w (1) q l (1)i (1) r l (1)T (2)w (2)
. ..
. ..
. ..
p l (m 1)w (m 1) q l (m 1)i (m 1)w (m)
p
p
N
i 1
N
i i Li 1
.
.
.
r l (m)T (m)
(6.30)
Las columnas de 6.30 se obtienen del modo siguiente:
p
p
p
a a1 N
a a1 N
a a1 N
1
2
Np
l (0)w (0) . . . l (0)w (0)
l (1)w (1) . . . l (1)w (1)
. . . . .Col 1
. . . . .
. . . . .
l (m 1)w (m 1) . . . l (m 1)w (m 1)
pp...
p
Col 1 Col 2 Col 3

69
p
p
p
a a1 N
a a1 N
a a1 N
1
2
Np
l (0)i (0) . . . l (0)i (0)
l (1)i (1) . . . l (1)i (1)
. . . . .Col 2
. . . . .
. . . . .
l (m 1)i (m 1) . . . l (m 1)i (m 1)
qq...
q
p
p
p
1 L N L
1 L N L
1 L N L
1
2
Np
l (1)T (1) . . . l (1)T (1)
l (2)T (2) . . . l (2)T (2)
. . . . .Col 3
. . . . .
. . . . .l (m)T (m) . . . l (m)T (m)
rr...
r
Siendo la matriz B la que pondera la base ortogonal, entonces para el caso de la
velocidad del laminador.
[Β] = 푞 푞 … 푞 푝 푝 … 푝 푟 푟 … 푟 (6.31)
Considerando que tenemos los datos de salida cuando 푣 es una señal tipo PRMS,
(Pseudo Random Multi Sequence) la corriente y la velocidad del laminador de modo
matricial se expresan:
푖 (푘) = [푖 (1)푖 (2) … 푖 (푚)] (6.32)
푤 (푘) = [푤 (1)푤 (2) …푤 (푚)] (6.33)
Para la identificación del modelo se requiere estimar los vectores de salida 횤 (푘) y
푤 (푘) que representen al sistema no lineal, para ello podemos agrupar todos los valores
correspondientes para las m respuestas del modelo tal como sigue:
횤 (푘) = [횤 (1)횤 (2) … 횤 (푚)] (6.34)
푤 (푘) = [푤 (1)푤 (2) …푤 (푚)] (6.35)

70
Considerando las diferencias entre las muestras experimentales y los resultados del
modelo, el error de aproximación puede ser expresado como:
휀 (푘) = [푖 (푘)− 횤 (푘)](6.36)
휀 (푘) = [푤 (푘)− 푤 (푘)](6.37)
Que corresponde a las diferencias entre el modelo y el sistema:횤 (푘) representa el
modelo y 푖 (푘) el sistema; de manera similar 푤 (푘) representa el modelo y 푤 (푘) el
sistema.
Para encontrar la mejor solución para las entradas de las matrices [Α] y [Β], de las
ecuaciones matriciales (6.29) y (6.31) se minimizará las funciones de costo, donde el
error tenga dependencia de las matrices[Α] y [Β], de la siguiente manera:
퐽 (Α) = ‖휀 (푘)‖ = 푖 (푘)− [휙][Α] 푖 (푘)− [휙][Α] (6.38)
퐽 (Β) = ‖휀 (푘)‖ = 푤 (푘) − [휓][Β] 푤 (푘)− [휓][Β] (6.39)
Para la minimización de 퐽 (Α) y 퐽 (Β) , derivamos las expresiones respecto a A y B
respectivamente y los igualamos a cero, es decir:
( ) = 0, 푦 ( ) = 0 (6.40)
Donde las soluciones para 6.40 son:
Α = 푖푛푣([휙 휙])휙 [푖 (푘)](6.41)
Β = 푖푛푣([휓 휓])휓 [푤 (푘)](6.42)
Resumiendo, tendremos que para m muestras y 3푁 parámetros desconocidos en
(6.29, 6.31) es claro que tenemos (m3푁 ) conjunto de soluciones para las matrices A y
B. En consecuencia se debe considerar que las soluciones apropiadas son aquellas que
tienen carácter convergente a un valor determinado y que minimiza el error de
identificación.

71
CAPÍTULO VII RESULTADOS DE LA IDENTIFICACIÓN Y MODELAMIENTO DEL
LAMINADOR
7.1 El uso de una señal de entrada pseudo-aleatoria multinivel En el sistema de laminación, el principal componente del laminador es un motor de
corriente continua que se encarga de generar el torque necesario para que a través de un
arreglo mecánico reductor y calandrias laminen el material melamínico a la temperatura
de 65ºC, a velocidad constante que evite cambios en el espesor del manto de laminación.
Dicho mecanismo se muestra en la figura 6.1.
Las ecuaciones discretas que describen al sistema pueden asociarse a la corriente
de armadura y la velocidad del tren de laminación [4]. En general la velocidad es
evaluada cuando se aplica un torque de carga al sistema. A continuación presentamos
dichas ecuaciones:
푖 (푘 + 1) = 푐 푙 (푘)횤 (푘) + 푑 푙 (푘)푤 (푘) + ℎ 푙 (푘 + 1)푣(푘 + 1) + 휀 (7.1)
푤 (푘 + 1) = 푝 푙 (푘)푤 (푘) + 푞 푙 (푘)횤 (푘) + 푟 푙 (푘 + 1)푇 (푘 + 1) + 휀 (7.2)
Dónde:
푖 : Es la corriente de armadura del motor DC
푤 : Es la velocidad del sistema laminador
푣 : Es el voltaje de armadura
푇 : Es el torque de carga
푐 , 푑 ,ℎ , 푝 ,푞 ,푟 : Son parámetros desconocidos
Para la identificación del sistema de laminación se propone la utilización de una
señal de prueba PRMS, para la cual se deben de tener en cuenta los siguientes criterios:
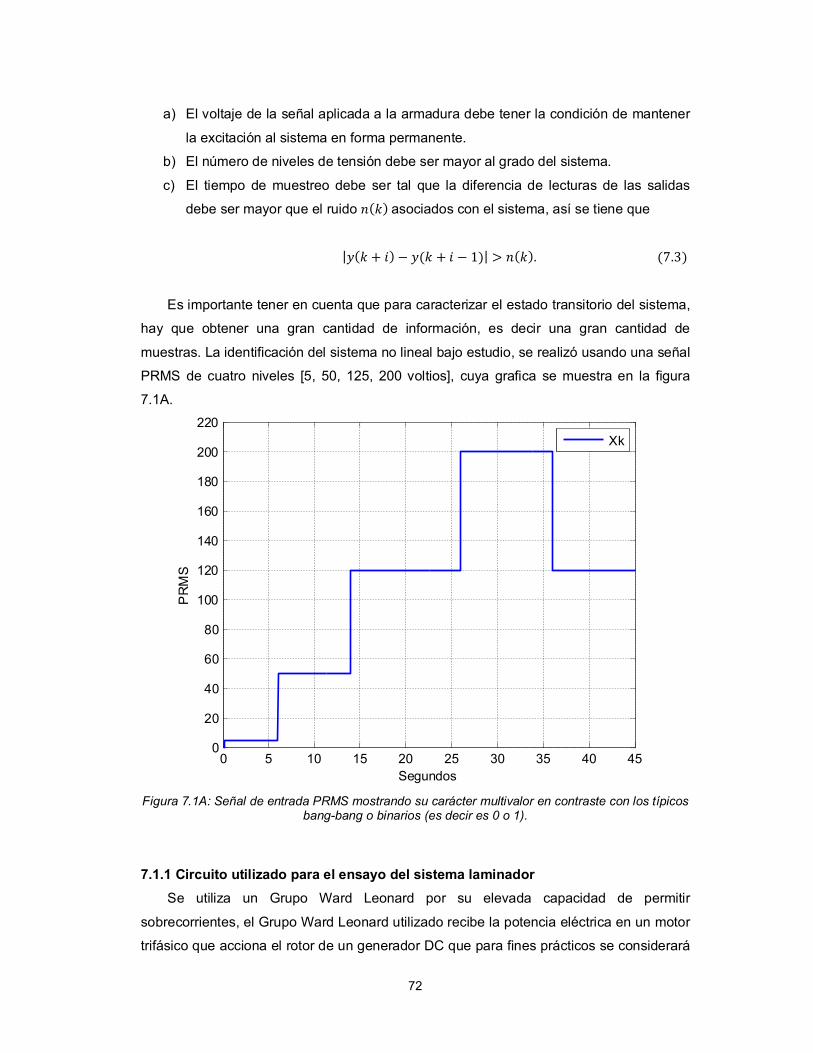
72
a) El voltaje de la señal aplicada a la armadura debe tener la condición de mantener
la excitación al sistema en forma permanente.
b) El número de niveles de tensión debe ser mayor al grado del sistema.
c) El tiempo de muestreo debe ser tal que la diferencia de lecturas de las salidas
debe ser mayor que el ruido 푛(푘)asociados con el sistema, así se tiene que
|푦(푘 + 푖)− 푦(푘 + 푖 − 1)| > 푛(푘).(7.3)
Es importante tener en cuenta que para caracterizar el estado transitorio del sistema,
hay que obtener una gran cantidad de información, es decir una gran cantidad de
muestras. La identificación del sistema no lineal bajo estudio, se realizó usando una señal
PRMS de cuatro niveles [5, 50, 125, 200 voltios], cuya grafica se muestra en la figura
7.1A.
Figura 7.1A: Señal de entrada PRMS mostrando su carácter multivalor en contraste con los típicos
bang-bang o binarios (es decir es 0 o 1).
7.1.1 Circuito utilizado para el ensayo del sistema laminador
Se utiliza un Grupo Ward Leonard por su elevada capacidad de permitir
sobrecorrientes, el Grupo Ward Leonard utilizado recibe la potencia eléctrica en un motor
trifásico que acciona el rotor de un generador DC que para fines prácticos se considerará
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
200
220
Segundos
PR
MS
Xk

73
que trabaja a velocidad constante, en consecuencia la tensión de armadura depende
exclusivamente del campo del generador tal como se aprecia en la figura 7.1B:
Figura 7.1B: Esquema del grupo Ward-Leonard usado para la identificación del sistema laminador.
El campo es regulado por medio de un convertidor AC/DC monofásico. Este
convertidor está basado en una estructura de puente de SCR controlado por medio del
ángulo de disparo; por lo que un adecuado circuito de disparo permitirá el control de la
tensión de armadura que para nuestro caso estamos considerando la señal PRMS
aplicada al sistema laminador.
La velocidad del sistema es obtenida usando un tacogenerador y la corriente se
extrae mediante un transductor de efecto Hall; adicionalmente en la figura 7.1B se
muestra la extracción de la señal de voltaje en los interpolos cuyas variaciones
representarían la reacción de armadura la cual es aplicada como señal de realimentación
negativa para establecer la tensión de armadura del generador.
7.2 Respuesta del sistema por efecto de la señal multinivel Graficando las curvas de la data de corriente y velocidad del sistema de laminación
tenemos que las figuras 7.2 y 7.3 donde se muestran las respuestas de las salidas del
sistema laminador tal como sigue:
125 HP
125 HP
Ia(k)
Wa(k)
Limitador de corriente
V(k)

74
7.8
Figura 7.2: Respuesta de la corriente a una entrada PRMS
Figura 7.3: Respuesta de la velocidad del laminador a una entrada PRMS.
En la figura 7.2 podemos observar que la corriente de armadura del motor (ik), tiende
a estabilizarse al mismo valor (aproximadamente 120 amperios), esto es debido a que el
torque se mantiene constante, dado que la carga aplicada al laminador en todo instante
es la misma para un espesor constante de baldosas. En la figura 7.3 se observa que la
velocidad varía con los cambios del voltaje de armadura, siguiendo a la señal de
referencia PRMS.
7.3 Propuesta de modelo para el laminador de alta potencia Para identificar los parámetros del modelo propuesto en (7.1) y (7.2) basados en la
data input/output, se realizaron múltiples ensayos con diversas dimensiones de bases
5 10 15 20 25 30 35 40 45
-1000
-500
0
500
1000
1500
Segundos
Am
perio
s
Corriente ik
5 10 15 20 25 30 35 40 450
5
10
15
20
Segundos
RPM
Velocidad Wk
120

75
finitas ortogonales y de diferente grado usando el software de Matlab, con la finalidad de
obtener el modelo más óptimo para representar la dinámica del sistema. En tal sentido y
luego de optimizar el programa, se comprobó que utilizando como mínimo los tres
primeros polinomios de Laguerre, con entradas de señal de armadura se obtuvieron
resultados promisorios que arrojaban errores de aproximación pequeños. Para la
aproximación del modelo que representa al sistema del laminador utilizamos las
ecuaciones (6.26) y (6.27) implementados como caso particular con tres polinomios
generalizados de Laguerre; siendo 푁 =3.
De las ecuaciones (6.20) y (6.21), se puede observar que cada parámetro primigenio
tiene ahora una representación funcional, la misma que se puede expresar en forma
general como:
h (푘) = ∑ c φ (푘) (7.3)
Siendo el objetivo calcular las matrices A y B y haciendo uso de las ecuaciones
(6.26) y (6.27), podemos plantear las ecuaciones para los valores estimados que en su
forma matricial se representan tal como:
[횤 (푘)] × = [휙(푘)] × . [Α] × (7.4)
[푤 (푘)] × = [휓(푘)] × . [Β] × (7.5)
Dónde: [Α] = [푐 푐 푐 푑 푑 푑 ℎ ℎ ℎ ] (7.6)
[Β] = [푝 푝 푝 푞 푞 푞 푟 푟 푟 ] (7.7)
Mientras que [휙(푘)] y [휓(푘)] denotan las columnas desarrolladas de las matrices
6.28 y 6.30, respectivamente. Para el caso, las matrices A y B contienen los parámetros
desconocidos del modelo propuesto y que se determinan a partir de las ecuaciones (6.41)
y (6.42) que a continuación se muestra:
Α = 푖푛푣([휙 휙])휙 [푖 (푘)]
Β = 푖푛푣([휓 휓])휓 [푤 (푘)]
De ellas se evalúan las matrices [휙(푘)] × y [휓(푘)] × a partir de los datos
obtenidos del sistema cuando es excitado por una señal PRMS. En la realización de
dichas pruebas se obtuvieron 2541 muestras.

76
7.4 Procedimiento para el proceso de identificación A continuación se propone algunos criterios para obtener e identificar los parámetros
del modelo en el afán de representar adecuadamente la dinámica del sistema con el
mínimo error.
a) Sintonizar el polo de las funciones de Laguerre: La determinación del polo de
las funciones de Laguerre es una de las tareas más importantes en el proceso de
identificación, para ello basado en las definiciones dadas en la sección 5.2 se
estimará el valor apropiado para el polo mediante un ajuste fino para la elección
final del valor del polo más conveniente y que haga posible obtener la respuesta
del modelo que represente mejor la dinámica del sistema.
b) Determinación del rango de convergencia de los parámetros del modelo:
Una vez determinado el polo y observando detenidamente la convergencia de los
coeficientes se elige un valor adecuado de una muestra que se encuentre dentro
de los puntos de convergencia de las soluciones que se obtenga para A y B a lo
largo del rango de la data input/output.
c) Verificar el error de aproximación: El error es un parámetro que se elige a
criterio del diseñador, en consecuencia los parámetros de A y B deben satisfacer
las exigencias impuestas al valor admisible del error.
7.4.1 Estimación del polo de las funciones de Laguerre Considerando el rango de las muestras del sistema graficamos las tres primeras
funciones de Laguerre para polos con diferentes valores, ello para aproximar su dinámica
en el tiempo.
Luego como en cada ecuación tenemos tres variables, entonces cada una de ellas
irá ponderada por la base ortogonal con sus pesos particulares representados por las
matrices [A] y [B]; con lo cual la ecuación general de la corriente de armadura del motor
DC y la velocidad del sistema laminador queda representado por las ecuaciones (7.4),
(7.5), así como A y B por las ecuaciones (7.6), y (7.7).
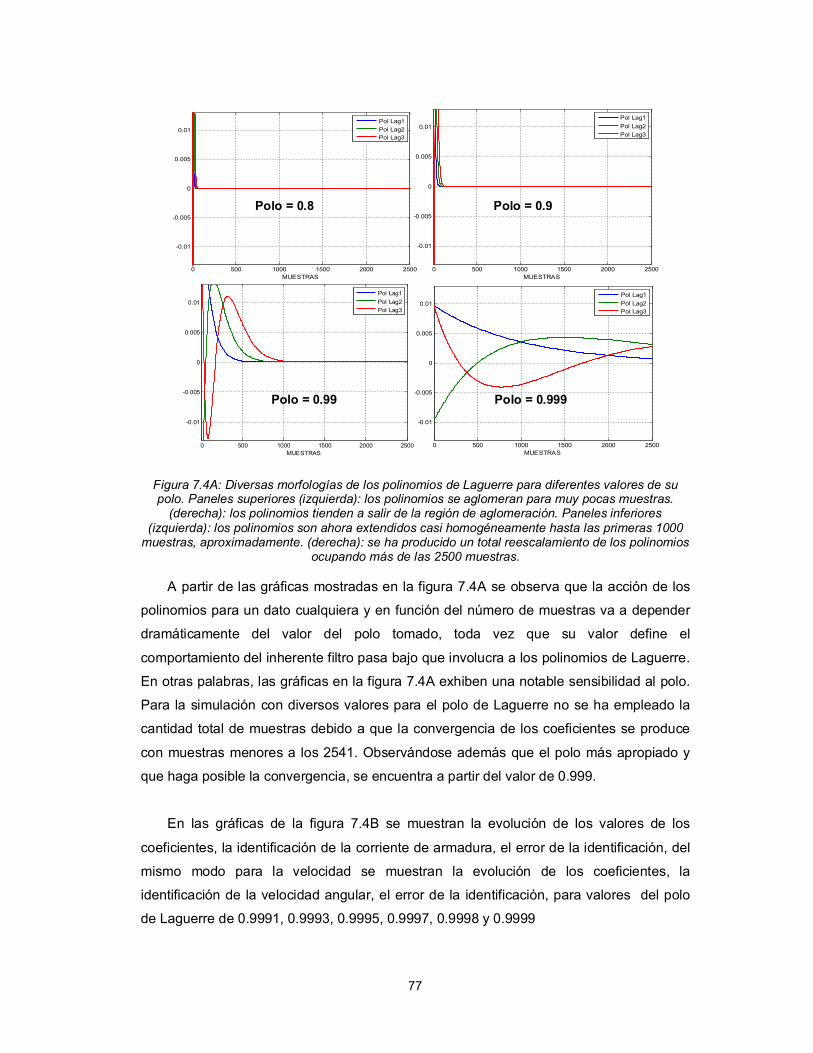
77
Figura 7.4A: Diversas morfologías de los polinomios de Laguerre para diferentes valores de su polo. Paneles superiores (izquierda): los polinomios se aglomeran para muy pocas muestras.
(derecha): los polinomios tienden a salir de la región de aglomeración. Paneles inferiores (izquierda): los polinomios son ahora extendidos casi homogéneamente hasta las primeras 1000
muestras, aproximadamente. (derecha): se ha producido un total reescalamiento de los polinomios ocupando más de las 2500 muestras.
A partir de las gráficas mostradas en la figura 7.4A se observa que la acción de los
polinomios para un dato cualquiera y en función del número de muestras va a depender
dramáticamente del valor del polo tomado, toda vez que su valor define el
comportamiento del inherente filtro pasa bajo que involucra a los polinomios de Laguerre.
En otras palabras, las gráficas en la figura 7.4A exhiben una notable sensibilidad al polo.
Para la simulación con diversos valores para el polo de Laguerre no se ha empleado la
cantidad total de muestras debido a que la convergencia de los coeficientes se produce
con muestras menores a los 2541. Observándose además que el polo más apropiado y
que haga posible la convergencia, se encuentra a partir del valor de 0.999.
En las gráficas de la figura 7.4B se muestran la evolución de los valores de los
coeficientes, la identificación de la corriente de armadura, el error de la identificación, del
mismo modo para la velocidad se muestran la evolución de los coeficientes, la
identificación de la velocidad angular, el error de la identificación, para valores del polo
de Laguerre de 0.9991, 0.9993, 0.9995, 0.9997, 0.9998 y 0.9999
0 500 1000 1500 2000 2500
-0.01
-0.005
0
0.005
0.01
MUESTRAS
Pol Lag1Pol Lag2Pol Lag3
0 500 1000 1500 2000 2500
-0.01
-0.005
0
0.005
0.01
MUESTRAS
Pol Lag1Pol Lag2Pol Lag3
0 500 1000 1500 2000 2500
-0.01
-0.005
0
0.005
0.01
MUESTRAS
Pol Lag1Pol Lag2Pol Lag3
0 500 1000 1500 2000 2500
-0.01
-0.005
0
0.005
0.01
MUESTRAS
Pol Lag1Pol Lag2Pol Lag3
Polo = 0.8 Polo = 0.9
Polo = 0.99 Polo = 0.999

78
Figura 7.4B: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la
identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9991.
500 1000 1500 2000 2500-2000
-1500
-1000
-500
0
500
1000
1500
MUESTRAS
c1c2c3d1d2d3h1h2h3
5 10 15 20 25 30 35 40 45-1500
-1000
-500
0
500
1000
1500
tiempo (seg)
Am
perio
s
ik(k+1) modeloik real
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
t iempo (seg)
500 1000 1500 2000 2500-200
-100
0
100
200
300
400
MUESTRAS
p1p2p3q1q2q3r1r2r3
5 10 15 20 25 30 35 40 450
5
10
15
20
tiempo (seg)
RPM
w(k+1) modeloWk real
0 5 10 15 20 25 30 35 40 450
5
10
15
20
25
erro
r W (%
)
tiempo (seg)
0.9991
0.9991

79
Figura 7.4C: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho)
error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9993.
500 1000 1500 2000 2500-2000
-1500
-1000
-500
0
500
1000
1500
MUESTRAS
c1c2c3d1d2d3h1h2h3
5 10 15 20 25 30 35 40 45-1500
-1000
-500
0
500
1000
1500
tiempo (seg)
Am
perio
s
ik(k+1) modeloik real
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
tiempo (seg)
500 1000 1500 2000 2500-200
-100
0
100
200
300
400
MUESTRAS
p1p2p3q1q2q3r1r2r3
5 10 15 20 25 30 35 40 450
5
10
15
20
tiempo (seg)
RPM
w(k+1) modeloWk real
0 5 10 15 20 25 30 35 40 450
2
4
6
8
10
12
erro
r W (%
)
tiempo (seg)
0.9993
0.9993

80
Figura 7.4D: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho) error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la
identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9995.
500 1000 1500 2000 2500-2000
-1500
-1000
-500
0
500
1000
1500
MUESTRAS
c1c2c3d1d2d3h1h2h3
5 10 15 20 25 30 35 40 45-1500
-1000
-500
0
500
1000
1500
tiempo (seg)
Am
perio
s
ik(k+1) modeloik real
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
tiempo (seg)
500 1000 1500 2000 2500-200
-100
0
100
200
300
400
MUESTRAS
p1p2p3q1q2q3r1r2r3
5 10 15 20 25 30 35 40 450
5
10
15
20
tiempo (seg)
RPM
w(k+1) modeloWk real
0 5 10 15 20 25 30 35 40 450
1
2
3
4
5
6
7
8
9
erro
r W (%
)
tiempo (seg)
0.9995
0.9995

81
Figura 7.4E: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho)
error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9997.
500 1000 1500 2000 2500-2000
-1500
-1000
-500
0
500
1000
1500
MUESTRAS
c1c2c3d1d2d3h1h2h3
5 10 15 20 25 30 35 40 45-1500
-1000
-500
0
500
1000
1500
tiempo (seg)
Am
perio
s
ik(k+1) modeloik real
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
tiempo (seg)
500 1000 1500 2000 2500-200
-100
0
100
200
300
400
MUESTRAS
p1p2p3q1q2q3r1r2r3
5 10 15 20 25 30 35 40 450
5
10
15
20
tiempo (seg)
RPM
w(k+1) modeloWk real
0 5 10 15 20 25 30 35 40 450
1
2
3
4
5
6
7
8
9
10
erro
r W (%
)
tiempo (seg)
0.9997
0.9997
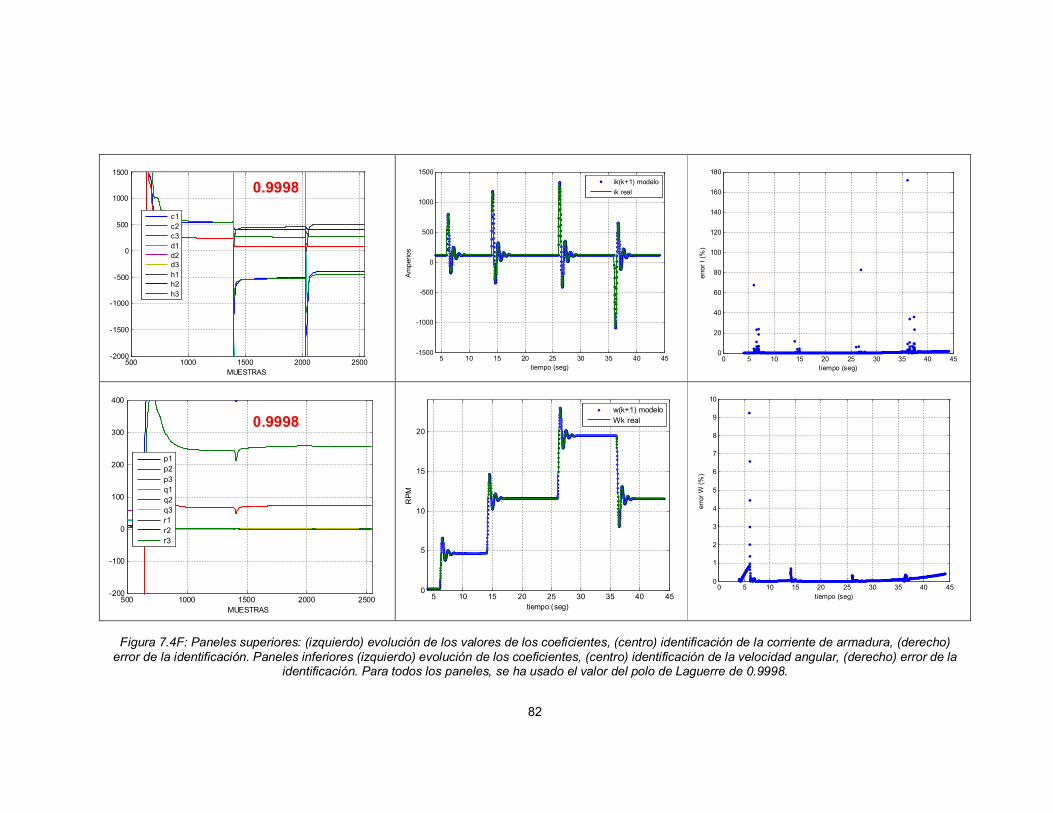
82
Figura 7.4F: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho)
error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9998.
500 1000 1500 2000 2500-2000
-1500
-1000
-500
0
500
1000
1500
MUESTRAS
c1c2c3d1d2d3h1h2h3
5 10 15 20 25 30 35 40 45-1500
-1000
-500
0
500
1000
1500
tiempo (seg)
Am
perio
s
ik(k+1) modeloik real
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
tiempo (seg)
500 1000 1500 2000 2500-200
-100
0
100
200
300
400
MUESTRAS
p1p2p3q1q2q3r1r2r3
5 10 15 20 25 30 35 40 450
5
10
15
20
tiempo (seg)
RPM
w(k+1) modeloWk real
0 5 10 15 20 25 30 35 40 450
1
2
3
4
5
6
7
8
9
10
erro
r W (%
)
tiempo (seg)
0.9998
0.9998

83
Figura 7.4G: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho)
error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.9999.
500 1000 1500 2000 2500-2000
-1500
-1000
-500
0
500
1000
1500
MUESTRAS
c1c2c3d1d2d3h1h2h3
5 10 15 20 25 30 35 40 45-1500
-1000
-500
0
500
1000
1500
tiempo (seg)
Am
perio
s
ik(k+1) modeloik real
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
t iempo (seg)
500 1000 1500 2000 2500-200
-100
0
100
200
300
400
MUESTRAS
p1p2p3q1q2q3r1r2r3
5 10 15 20 25 30 35 40 450
5
10
15
20
tiempo (seg)
RPM
w(k+1) modeloWk real
0 5 10 15 20 25 30 35 40 450
1
2
3
4
5
6
7
8
9
10
erro
r W (%
)
tiempo (seg)
0.9999
0.9999

84
De los gráficos mostrados se observa la evolución de los parámetros de corriente y
velocidad ante diversas variaciones del polo, en razón de ello podemos decir que la
convergencia de los coeficientes del modelo, es sensible a la variación del valor del polo,
existiendo para algunas muestras indeterminaciones por efecto del cambio brusco de la
señal PRMS, también observamos que la convergencia de los parámetros de la velocidad
son más sensibles a los cambios bruscos en comparación a los parámetros de la
corriente.
7.4.2 Ajuste fino del polo de las funciones de Laguerre Observando las diversas morfologías de los polinomios de Laguerre para diversos
valores del polo y verificando además que el polo debe ser elegido a partir de 0.999 y
aplicando también el primer criterio de la sección (7.4), hemos mostrado en las gráficas
anteriores cómo se produce la evolución de los coeficientes para distintos valores del
polo.
Luego de la observación de la evolución de los parámetros variando el polo desde
0.9991 hasta 0.9999 notamos que el polo más conveniente esta alrededor de 0.9998,
para lo cual luego de una adecuada sintonía del programa y haciendo un ajuste muy fino
en nuestro modelo seleccionamos el valor de 0.999817, tal como se muestra en el
siguiente gráfico:

85
Figura 7.4H: Paneles superiores: (izquierdo) evolución de los valores de los coeficientes, (centro) identificación de la corriente de armadura, (derecho)
error de la identificación. Paneles inferiores (izquierdo) evolución de los coeficientes, (centro) identificación de la velocidad angular, (derecho) error de la identificación. Para todos los paneles, se ha usado el valor del polo de Laguerre de 0.999817 que es el polo elegido.
500 1000 1500 2000 2500-2000
-1500
-1000
-500
0
500
1000
1500
MUESTRAS
c1c2c3d1d2d3h1h2h3
5 10 15 20 25 30 35 40 45-1500
-1000
-500
0
500
1000
1500
tiempo (seg)
Am
perio
s
ik(k+1) modeloik real
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (
%)
tiempo (seg)
500 1000 1500 2000 2500-200
-100
0
100
200
300
400
MUESTRAS
p1p2p3q1q2q3r1r2r3
5 10 15 20 25 30 35 40 450
5
10
15
20
tiempo (seg)
RPM
w(k+1) modeloWk real
0 5 10 15 20 25 30 35 40 450
1
2
3
4
5
6
7
8
9
10
erro
r W
(%
)
tiempo (seg)
0.999817
0.999817

86
7.5 Cálculo de los parámetros del modelo de la planta Una vez cumplido con el primer ítem de los criterios mencionados en la sección (7.4),
que es la selección del valor del polo, procedemos a aplicar el segundo ítem del criterio
mencionado en la misma sección (7.4), donde elegiremos los coeficientes que se
encuentren dentro de un rango en el que podemos observar que se mantienen
prácticamente constantes.
Para el caso de los parámetros de la corriente como se observa en la figura 7.5A
existe un rango de convergencia entre las muestras 1500 y 2000 y otra a partir de la
muestra 2150.
En cuanto a la selección de los parámetros para la velocidad observamos en la figura
7.5B que existe un rango de convergencia entre las muestras 1500 y 2000 y otra a partir
de la muestra 2140.
Figura 7.5A: Evolución de los parámetros de corriente indicando las regiones de convergencia. Notar que las regiones están más allá de las 1500 muestras y se extienden hasta las 2500.
2150
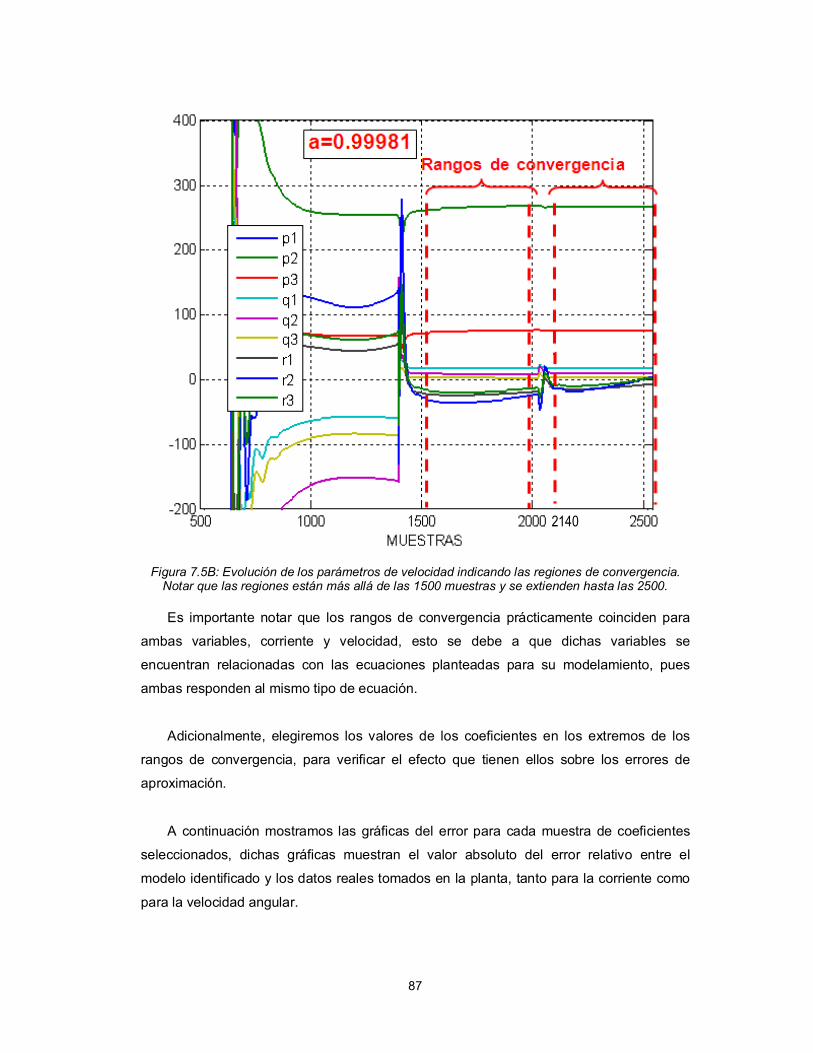
87
Figura 7.5B: Evolución de los parámetros de velocidad indicando las regiones de convergencia. Notar que las regiones están más allá de las 1500 muestras y se extienden hasta las 2500.
Es importante notar que los rangos de convergencia prácticamente coinciden para
ambas variables, corriente y velocidad, esto se debe a que dichas variables se
encuentran relacionadas con las ecuaciones planteadas para su modelamiento, pues
ambas responden al mismo tipo de ecuación.
Adicionalmente, elegiremos los valores de los coeficientes en los extremos de los
rangos de convergencia, para verificar el efecto que tienen ellos sobre los errores de
aproximación.
A continuación mostramos las gráficas del error para cada muestra de coeficientes
seleccionados, dichas gráficas muestran el valor absoluto del error relativo entre el
modelo identificado y los datos reales tomados en la planta, tanto para la corriente como
para la velocidad angular.
2140
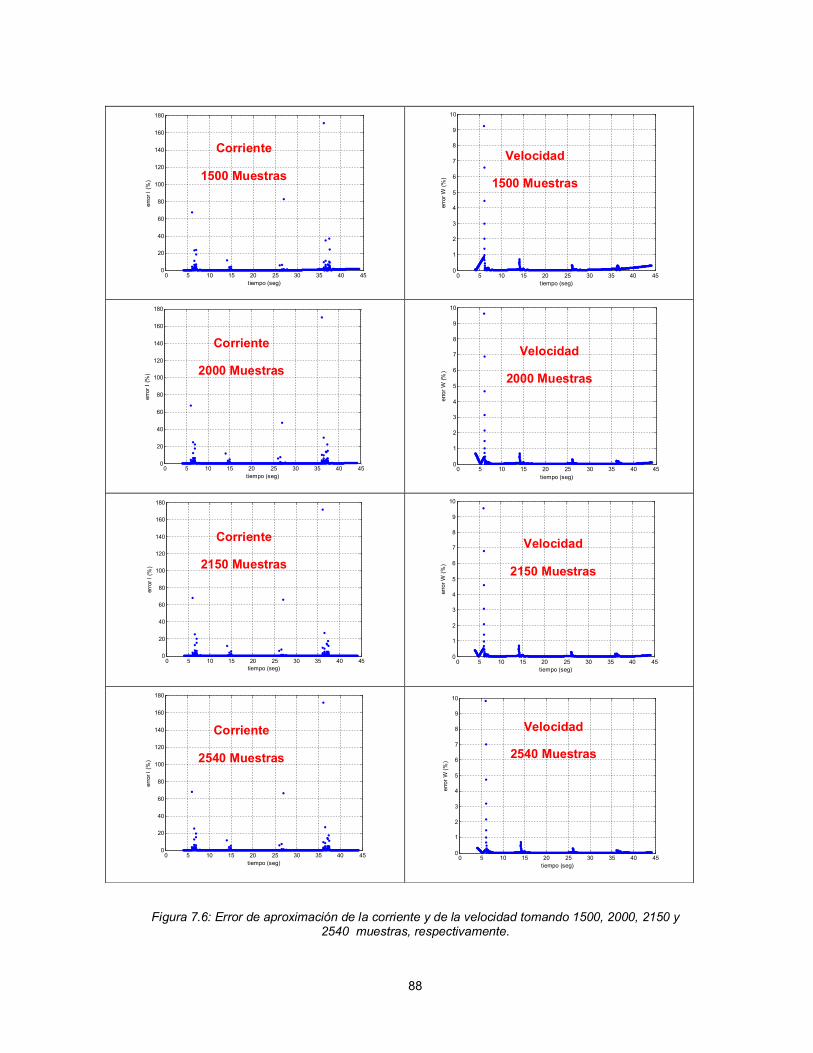
88
Figura 7.6: Error de aproximación de la corriente y de la velocidad tomando 1500, 2000, 2150 y 2540 muestras, respectivamente.
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
tiempo (seg)0 5 10 15 20 25 30 35 40 45
0
1
2
3
4
5
6
7
8
9
10
erro
r W (%
)
tiempo (seg)
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
tiempo (seg)0 5 10 15 20 25 30 35 40 45
0
1
2
3
4
5
6
7
8
9
10
erro
r W (%
)
tiempo (seg)
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
tiempo (seg)0 5 10 15 20 25 30 35 40 45
0
1
2
3
4
5
6
7
8
9
10
erro
r W (%
)
tiempo (seg)
0 5 10 15 20 25 30 35 40 450
20
40
60
80
100
120
140
160
180
erro
r I (%
)
tiempo (seg)0 5 10 15 20 25 30 35 40 45
0
1
2
3
4
5
6
7
8
9
10
erro
r W (%
)
tiempo (seg)
Corriente
1500 Muestras Velocidad
1500 Muestras
Corriente
2000 Muestras Velocidad
2000 Muestras
Velocidad
2150 Muestras
Corriente
2150 Muestras
Corriente
2540 Muestras
Velocidad
2540 Muestras

89
Las gráficas de la figura 7.6 muestran los errores de aproximación tanto para la
corriente como para la velocidad y se pueden apreciar errores de aproximación muy
pequeños según la muestra que se tome. Debe notarse que alrededor del 7mo segundo
el error en el caso de la corriente sobrepasa aproximadamente al 70% y en el caso de la
velocidad al 10%. Sin embargo, para tiempo posteriores al 7mo segundo, en la mayoría
de las muestras tomadas para hallar los errores de aproximación notamos que se
mantiene en menos del 10% para el caso de la corriente y en menos del 1% para el caso
de la velocidad. Para poder tomar una decisión de cual muestra elegir, es conveniente
estimar el error promedio de cada aproximación y poder así utilizar el tercer ítem del
criterio mencionado en la sección (7.3). A continuación mostramos las gráficas del error
promedio para cada una de las muestras seleccionadas.
Figura 7.7A: Promedios de los errores para la corriente para diferentes muestras.
Figura 7.7B: Promedios de los errores para la velocidad para diferentes muestras.
0 5 10 15 20 25 30 35 40 450.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
tiempo (seg)
erro
r med
io I
(%)
Muestra 1500Muestra 2000Muestra 2150Muestra 2540
0 5 10 15 20 25 30 35 40 450.04
0.05
0.06
0.07
0.08
0.09
0.1
tiempo (seg)
erro
r med
io W
(%)
Muestra 1500Muestra 2000Muestra 2150Muestra 2540

90
En las figuras 7.7 podemos apreciar los errores promedios para las diversas
muestras particularmente para la muestra 2540, si bien observamos que el error medio
más pequeño se observa cuando se toman el total de los datos no sería muy acertado
elegir dicha cantidad de muestras puesto que no necesariamente se asegura una óptima
identificación. En cambio, si elegimos 1500 muestras, nos permitirá seguir teniendo una
óptima identificación con un menor tiempo y una menor cantidad de data, así podemos
estimar el comportamiento del sistema que estamos identificando. Los parámetros
elegidos que describen el sistema de laminación con las consideraciones planteadas en
el ítem 7.3, se muestran en la Tabla 7.1
Parámetro Corriente Parámetro Velocidad
c1 728.781577 p1 743.863800
c2 490.621782 p2 450.8397690
c3 157.126554 p3 122.9155609
d1 -83.349880 q1 28.3493478
d2 170.818262 q2 16.3779282
d3 151.161571 q3 4.1301504
h1 604.848903 r1 -36.2006630
h2 -1428.294988 r2 -46.6477872
h3 -1234.642502 r3 -25.7138625
Tabla 7.1: Parámetros calculados para el modelo de la corriente y velocidad.
7.6 Validación del modelo aplicado al laminador
Para la identificación del sistema de laminación, tenemos 2790 muestras obtenidas
cada 16.8 ms, siendo el tiempo total de la adquisición de datos de 47,12 segundos.
Finalmente, la respuesta real del sistema se compara con el modelo de Laguerre
identificado, como se muestra en las figuras 7.8 y 7.9, donde podemos observar la
comparación entre las respuestas del modelo (línea azul) y el sistema (línea verde).
En la figura 7.8, se concluye que la corriente de armadura en el motor de corriente
continua se identificó con bastante precisión, así si observamos la figura 7.7A, podemos
notar que el error de identificación promedio es menor al 0.85%.
En la figura 7.9, se presenta la comparación de la velocidad del laminador,
concluyendo también que el error de identificación promedio se reduce a valores menores
del 0.1%, como se muestra en la figura 7.7B.

91
Figura 7.8: Comparación de la corriente del sistema con la del modelo.
Figura 7.9: Comparación de la velocidad del sistema con la del modelo.
5 10 15 20 25 30 35 40 45-1500
-1000
-500
0
500
1000
1500
tiempo (seg)
Am
perio
s
ik(k+1) modeloik real
5 10 15 20 25 30 35 40 450
5
10
15
20
25
tiempo (seg)
RP
M
w(k+1) modeloWk real

92
CAPÍTULO VIII CONTROL PREDICTIVO NO LINEAL BASADO EN MODELOS
En este capítulo, se detallan los conceptos teóricos y metodologías del control
predictivo que se basan estrictamente en modelos matemáticos, y en particular los
modelos que usan polinomios ortogonales. Cuando nos referimos al control predictivo,
nos referimos a los controladores que se diferencian uno del otro por el modo de
predicción y el método utilizado para determinar la ley de control.
El controlador MPC que proponemos, usa un modelo de parámetros dinámicos
para describir la no linealidad del sistema y además debe controlar la velocidad del tren
de laminación utilizado en la fabricación de baldosas de vinilo, para ello debe tener un
alto rendimiento, sobre todo frente a los impactos repentinos de carga, y además con la
capacidad de seguimiento eficaz de una función de referencia de velocidad para evitar
las nocivas tracciones del manto en los trenes de laminación.
8.1 Fundamentos del control predictivo basado en modelos El Control Predictivo basado en Modelos, no es una estrategia de control
específica, sino que involucra un campo muy amplio de métodos de control. Los
métodos de diseño conducen generalmente a controladores que poseen prácticamente
la misma estructura y presentan suficientes grados de libertad. [29]. Fue concebido para
dar solución al control de plantas químicas y plantas de potencia; actualmente puede
encontrarse en diversas áreas: metalurgia, automotriz, procesamiento de pulpa de
papel, alimentos, robótica, etc. El control predictivo para su implementación requiere:
Conocimiento del modelo para predecir la salida del proceso en futuros instantes
de tiempo (horizonte).
Cálculo de las variables de control que permitan minimizar una función objetivo.
Uso de estrategia deslizante, de forma que en cada instante el horizonte se
desplace hacia el futuro, lo que implica aplicar la primera componente del vector
de control en cada instante y desechar el resto, repitiéndose el cálculo en cada
instante de muestreo.

93
Los distintos algoritmos de MPC se diferencian casi exclusivamente en el modelo
usado para representar el proceso, el ruido y la función de costo a minimizar.
El MPC presenta una serie de ventajas sobre los métodos convencionales, entre
las que podemos destacar:
Resulta particularmente atractivo para personal sin un profundo conocimiento de
control, puesto que los conceptos resultan en muchos casos muy intuitivos, a la
vez que la sintonización no es tan complicada.
El control MPC puede ser usado para controlar una gran variedad de procesos,
desde aquellos con dinámica relativamente simple hasta otros más complejos
incluyendo sistema con grandes retardos, y los de pequeño margen de fase.
Permite tratar con facilidad el caso de sistemas multivariables.
Posee intrínsecamente compensación del retardo.
Resulta conceptualmente simple la extensión al tratamiento de restricciones, que
pueden ser incluidas de forma sistemática durante el proceso de diseño. Las
restricciones en las señales de control generalmente vienen dadas por las
limitaciones físicas de los actuadores.
Es muy útil cuando se conocen las futuras referencias como en los procesos tipo
batch.
Las limitaciones de las técnicas MPC, se pueden detallar como:
Costo computacional elevado, excepto si:
- No hay restricciones, no requiere optimización on-line y el costo
computacional disminuye notablemente.
- La tasa de actualización de los movimientos de control es baja, como es
el caso de los sistemas con dinámicas relativamente lentas.
El mayor inconveniente viene dado por la necesidad de disponer de un modelo
apropiado del proceso. Si no hay modelo que describa la dinámica del sistema
no es posible hacer uso del MPC.
Estrategia de los Controladores La metodología de los controladores pertenecientes a la familia MPC se caracteriza
por la estrategia representada en la figura 8.1.

94
En cada instante t y haciendo uso del modelo del proceso se predicen las
futuras salidas para un determinado horizonte N, llamado horizonte de
predicción.
Figura 8.1: Estrategia del Control Predictivo.
Las salidas futuras, y(t + k|t) para k =1…N dependen de los valores conocidos
hasta el instante t (entradas y salidas pasadas) y de las señales de control
futuras u(t + k|t), k=0…N-1 que actuarán sobre el sistema y que deben
calcularse. Nótese que a lo largo de esta tesis, se denotara y(t + k|t) al estado del
sistema predicho en el instante t + k a partir del estado conocido en el instante t. El conjunto de señales de control futuras se calcula optimizando una
determinada función objetivo que permitirá mantener el proceso lo más próximo
posible a la trayectoria de referencia w(t+k). Esta función objetivo normalmente
suele ser una función cuadrática de los errores entre la salida predicha y la
trayectoria de referencia, incluyendo en muchos casos el esfuerzo de control.
[29]
También es necesario que la primera entrada del vector control u(t|t) actúe sobre
el proceso mientras que las demás entradas son desechadas, puesto que en el
siguiente instante de muestreo ya se conoce y(t+1) y se repite el paso anterior
con este nuevo valor y todas las secuencias obviamente serán actualizadas. Se
calcula por tanto u(t+1|t+1) (que en principio será diferente al u(t+1|t) al disponer
de nueva información), haciendo uso del concepto de horizonte deslizante.[30]
Para llevar a cabo esta estrategia, es necesario usar una estructura como la
mostrada en la figura 8.2.

95
Figura 8.2: Estructura básica del control predictivo.
8.1.1 Modelos para MPC Como se había mencionado anteriormente, la piedra angular del MPC es el modelo
previamente identificado y el cual debe ser lo suficientemente capaz de capturar al
máximo la dinámica del proceso y a la vez que sea intuitivo. El uso del modelo obtenido
para el proceso, es necesario para el cálculo de la salida predicha en instantes futuros
y(t +k | t).
Las estrategias MPC pueden usar distintos modelos para representar la relación de
las salidas con las entradas medibles, algunas de las cuales serán variables
manipuladas y otras se pueden considerar como perturbaciones medibles, que pueden
ser compensadas por acción feed-forward.
Además conviene considerar un modelo para las perturbaciones, para describir el
comportamiento que no aparece reflejado en el modelo del proceso, englobándose de
esta manera el efecto de las entradas no medibles, el ruido y los errores de modelado.
Para el estudio se puede separar el modelo en dos partes:
El modelo del proceso propiamente dicho, y
El modelo de las perturbaciones.
8.1.2 Modelo para procesos lineales Modelos identificados por su Respuesta al Impulso
También conocida como secuencia de ponderación o modelo de convolución de
primer orden. La salida viene relacionada con la entrada a través de la siguiente
ecuación:
1
)()(i
i ituhty (8.1)
p(k)
v(k)

96
Donde los hi son los valores muestreados obtenidos al someter al proceso a un
impulso unitario de amplitud igual al período de muestreo (ver figura 8.3A). Esta suma
es truncada y solo se consideran N valores (por tanto, sólo permite representar
procesos estables y sin integradores), teniendo:
1
1( ) ( ) ( ) ( )
N
ii
y t h u t i H z u t
(8.2)
Dónde )(...)()()( 22
11
1 NN zhzhzhzH .
El inconveniente de este método es su gran número de parámetros. En estos casos
la predicción vendrá dada por:
)()()()(ˆ 1
1tktuzHtiktuhtkty
N
ii
(8.3)
Este método es ampliamente aceptado en la práctica industrial para aproximar
dinámica de procesos rápidos que pueden aceptar señales de entrada de alta velocidad
y debido a que es muy intuitivo y no requiere información previa sobre el proceso.
Modelos identificados por Respuesta ante el escalón Es muy similar al anterior; pero la señal de entrada es un escalón. En el caso de
sistemas estables se tiene la respuesta truncada que será:
1 1
1( ) ( ) ( )(1 ) ( )
N
o i oi
y t y g u t i y G z z u t
(8.4)
Donde las gi son los valores muestreados ante la entrada en escalón y ∆푢(푡) =
푢(푡) − 푢(푡 − 1), según se muestra en la figura 8.3B. El valor de 푦 puede tomarse 0 sin
pérdida de generalidad, y su forma predictiva está dada por la siguiente ecuación:
1
ˆ( ) ( )N
ii
y t k t g u t k i t
(8.5)
Este método se utiliza en sistemas de dinámica lenta, como el caso de los sistemas
de destilación.
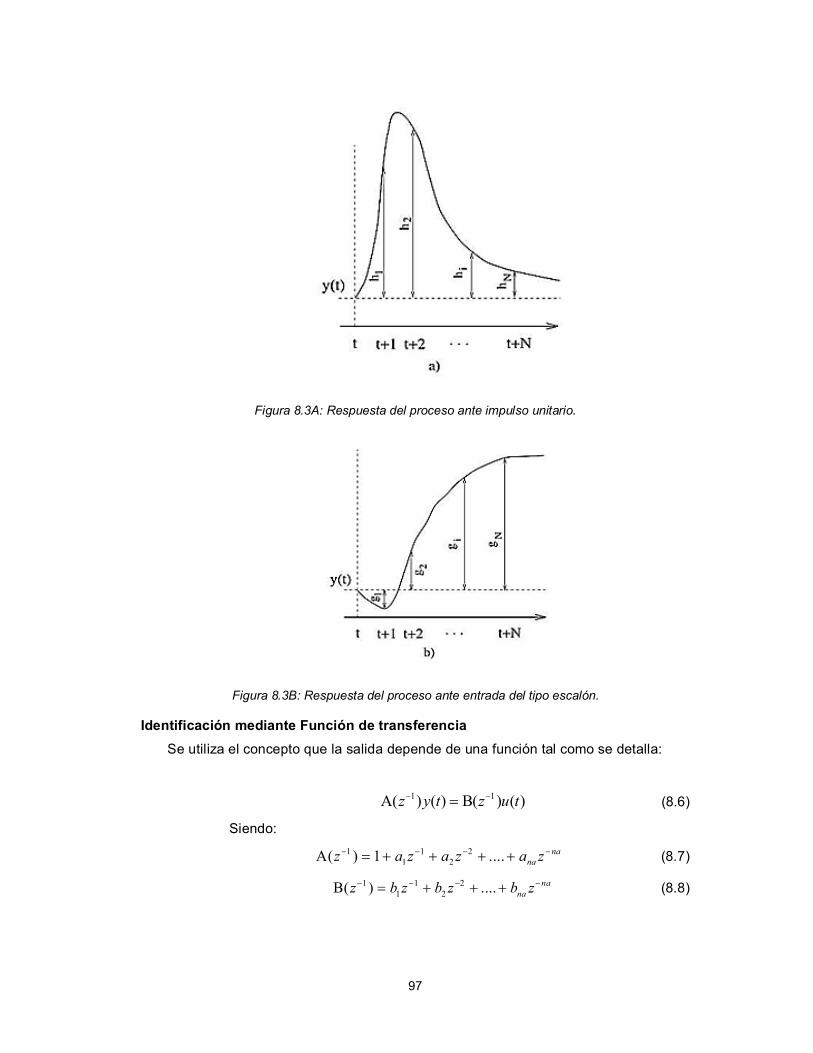
97
Figura 8.3A: Respuesta del proceso ante impulso unitario.
Figura 8.3B: Respuesta del proceso ante entrada del tipo escalón.
Identificación mediante Función de transferencia Se utiliza el concepto que la salida depende de una función tal como se detalla:
1 1A( ) ( ) B( ) ( )z y t z u t (8.6)
Siendo: 1 1 2
1 2A( ) 1 .... nanaz a z a z a z (8.7)
1 1 21 2B( ) .... na
naz b z b z b z (8.8)

98
Por tanto la ecuación predictiva estará determinada por:
1
1
B( )ˆ ( ) ( )A( )
zy t k t u t k tz
(8.9)
En estos casos es fundamental tener un conocimiento a priori del proceso sobre
todo en lo relacionado al orden de los polinomios A y B; y tienen su aplicación en
sistemas con retardo y de constantes de tiempo grande.
Identificación mediante Espacio de estados Este modelo de proceso tiene la siguiente representación:
(8.10)
(8.11)
Siendo x el vector de estados y A, B y C las matrices del sistema, de entrada y
de salida respectivamente. Para este modelo la ecuación predictiva es:
1
1
ˆ( ) C ( ) A ( ) A B ( )k
k i
i
y t k t x t k t C x t u t k i t
(8.12)
La ventaja de este modelo es su aplicabilidad en sistemas multivariables,
permitiendo a la vez analizar la estructura interna del proceso (aunque puede ocurrir
que los estados obtenidos al discretizar no puedan tener ningún significado físico). Los
cálculos pueden ser complicados cuando se tiene la necesidad de incluir observadores
de estados.
Modelo identificado por perturbaciones
Un modelo bastante extendido es el Autorregresivo Integrado de Media Móvil
(ARIMA), en el que las perturbaciones se describen por la ecuación:
1
1
C( ) ( )( )D( )z e tn t
z
(8.13)
Donde el polinomio 1D( )z incluye explícitamente el integrador )(),(1 1 tez es
un ruido de media cero y el polinomio C se considera igual a uno. Este modelo se
( ) A ( 1) B ( 1)( ) C ( )
x t x t u ty t x t

99
considera apropiado para dos tipos de perturbaciones: cambios aleatorios ocurridos en
instantes aleatorios (por ejemplo cambio en la calidad del material) y movimiento
browniano (en procesos con balance de energía) y es usado en varios métodos. Nótese
que al incluir un integrador se consigue un control con error casi nulo en régimen
permanente (escrito en inglés como: offset-free). Como un caso particular del ARIMA la
perturbación constante está dada por:
11)()(
ztetn
(8.14)
Cuya ecuación predictiva será: 푛(푡 + 푘/푡) = ( )n t
8.1.3 Respuestas libre y forzada en los MPC En los controladores MPC es usual el empleo de los conceptos de repuesta libre y
forzada. La idea es expresar la secuencia de acciones de control como la suma de dos
señales como sigue:
)()()( tututu cf (8.15)
La señal ( )fu t corresponde a las entradas pasadas (anteriores al instante t) y en el
futuro se mantiene constante e igual al último valor de la variable manipulada. Es decir,
)()( jtujtu f Para j = 1,2,3… (8.16)
)1()( tujtu f Para j = 0,1,2,… (8.17)
La señal ( )cu t vale cero en el pasado y corresponde a las señales de control en los
instantes futuros:
0)( jtuc Para j=1, 2, 3… (8.18)
)1()()( tujtujtuc Para j = 0, 1, 2,… (8.19)
La secuencia de salida predictiva se separa en dos partes, como se destaca en la
figura 8.4, en la que:

100
(yf(t)), (la respuesta libre) corresponde a la predicción de la salida cuando la
variable manipulada se hace igual a uf(t),
(yc(t)),(la respuesta forzada) corresponde a la predicción de la salida cuando la
señal de control es uc(t).
La respuesta libre corresponde a la evolución del proceso debido a su estado
actual (incluido por tanto el efecto de acciones pasadas) mientras que la respuesta
forzada es la debida a las acciones de control futuras.
Figura 8.4: Respuesta libre y forzada.
8.1.4 Función objetivo Muchos algoritmos MPC proponen distintas funciones de costo para la obtención
de la ley de control. En general se persigue que la salida futura en el horizonte
considerado siga una señal de referencia minimizando el error además de optimizar el
esfuerzo de control, lo cual se expresa como:
2
1
2 21 2
1
ˆ( , , ) ( ) ( ) ( ) ( ) ( 1)uNN
uj N j
J N N N j y t j t w t j j u t j
(8.20)
En algunos métodos el esfuerzo de control no se toma en cuenta, mientras que en
otros aparecen directamente los valores de la señal de control (no sus incrementos); los
coeficientes )( j y )( j son secuencias de pesos que ponderan el comportamiento
futuro. En la función de costo se pueden considerar:
Error en el seguimiento de referencia.
Esfuerzo de control.
101
Parámetros: Llamamos a N1 y N2 los horizontes mínimos y máximo de la
función de costo (o función objetivo) y a Nu el horizonte de control, que no tiene
por qué coincidir necesariamente con el horizonte máximo, como se verá
posteriormente. El significado de N1 y N2 resulta bastante intuitivo porque
marcan los límites de los instantes en que se desea que la salida siga a la
referencia. Así, si se toma un valor grande de N es porque realmente no importa
que haya errores en los primeros instantes, lo cual provocará una respuesta
suave del proceso. Por ejemplo para procesos con tiempo muerto d no tiene
sentido que N1 sea menor que d, puesto que la salida no empezará a
evolucionar sino hasta el instante t+d.
Los coeficientes휹(풋) y흀(풋) son secuencias que ponderan el comportamiento
futuro. Usualmente se consideran valores constantes o secuencias
exponenciales. Por ejemplo se puede conseguir un peso exponencial de 훿(푗) a
lo largo del horizonte usando:
jNj 2)( (8.21)
Si 훼 está comprendido entre 0 y 1 indica que se penaliza más a los errores
más alejados del instante t que a los más próximos, dando lugar a un control
más suave y con menor esfuerzo. Si, por el contrario, 훼 > 1 es que se penalizan
más los primeros errores, provocando un control más brusco.
Tanto como pueden ser usados como parámetros de sintonización,
obteniendo un abanico muy amplio de posibilidades con las que se puede cubrir
una extensa gama de opciones que abarcarían desde un control estándar hasta
una estrategia más compleja diseñada a medida para un proceso en particular.
8.1.5 Trayectoria de referencia Una de las ventajas del control predictivo es que si se conoce a priori la evolución
futura de la referencia, el sistema puede empezar a reaccionar antes de que el cambio
se haya realizado, evitando los efectos del retardo en la respuesta del proceso.
En muchas aplicaciones la evolución futura de la referencia r(t+k) es conocida de
antemano, como por ejemplo en robótica, servos mecanismos y procesos batch. En
otras aplicaciones aunque la referencia sea constante, se puede conseguir mejora en
las prestaciones conociendo el instante de cambio de valor y adelantándose a esa
circunstancia.

102
En el criterio de minimización (8.20), la mayoría de los métodos suelen usar una
trayectoria de referencia ( )w t k que no tiene por qué coincidir con la referencia real.
Normalmente será una suave aproximación desde el valor actual de la salida ( )y t a la
referencia conocida mediante un sistema de primer orden:
( ) ( )( ) ( 1) (1 ) ( ) 1...
w t y tw t k w t k r t k k N
(8.22)
훼 es un parámetro comprendido entre 0 y 1 (mientras más próximo a 1 más suave
será la aproximación) que constituye un valor ajustable que influirá en la respuesta
dinámica del sistema. En la figura 8.5 se muestra la forma de la trayectoria cuando la
referencia 푟(푡 + 푘)es constante y para dos valores distintos de훼; para valores pequeños
de este parámetro se tiene un seguimiento rápido 1( )w mientras que si aumenta, la
trayectoria de referencia será 2w dando lugar a una respuesta más suave [28].
Figura 8.5: Trayectoria de referencia.
8.1.6 Restricciones
En la práctica, todos los procesos están sujetos a restricciones. Los actuadores
tienen un campo limitado de acción así como una determinada velocidad de cambio
(slewrate), como es el caso por ejemplo de las válvulas hidráulicas, limitadas por las
posiciones de totalmente abierta o cerrada y por la velocidad de respuesta. Razones
constructivas, de seguridad o medioambientales o bien los propios alcances de los
sensores pueden causar límites en las variables del proceso, tales como caudales en
tuberías o temperaturas y presiones máximas. De otra parte las condiciones de
operación vienen definidas por la adopción de ciertas restricciones por motivos

103
fundamentalmente económicos, con lo que el sistema de control operará cerca de los
límites deseados.
Todos estos criterios vertidos hace necesaria la introducción de restricciones en la
función que minimice el proceso. Normalmente se considerarán límites en la amplitud y
el slewrate de la señal de control y límites en las salidas por ejemplo:
tytyytdututudututuu
maxmin
maxmin
maxmin
)()1()(
)(
(8.23)
Con la incorporación de estas restricciones a la función objetivo, la minimización
resulta más compleja, y no es obtenible de modo simple como el caso original que no
usa restricciones.
8.2 Obtención de la Ley de Control Para obtener los valores 푢(푡 + 푘|푡) será necesario minimizar la función de costo J
de la ecuación (8.20). Para ello se calculan los valores de las salidas predichas
푦(푡 + 푘|푡) en función de valores pasados de entradas y salidas y de señales de control
futuras, haciendo uso del modelo que se haya elegido, se sustituye dicho modelo en la
función de costo, obteniendo una expresión cuya minimización nos conducen a la
obtención de los parámetros desconocidos. Para el criterio cuadrático si el modelo es
lineal y en primera instancia no aplicamos restricciones, se puede obtener una solución
analítica, en los demás casos se debe usar un método iterativo de optimización.
Cualquiera sea el método usado para obtener la ley de control, la solución no
resulta trivial pues existirán N2 – N1 + 1 variables independientes, valor que puede ser
elevado (del orden de 10 a 30). Con la idea de reducir estos grados de libertad se
puede proponer cierta estructura a la ley de control. Además, se ha encontrado que
esta estructuración de la ley de control produce una mejora en la robustez y en el
comportamiento general del sistema, debido fundamentalmente a que el hecho de
permitir la libre evolución de las variables manipuladas (sin estructurar) puede conducir
a señales de control de alta frecuencia no deseables y que en el peor de los casos
podrían conducir a la inestabilidad.

104
La estructura de la ley de control se plasma en el uso del concepto de horizonte de
control M, que consiste en considerar que tras un cierto intervalo M < N2 no hay
variación en las señales de control propuestas, es decir:
( 1) 0u t j j M (8.24)
Lo cual es equivalente en el control a partir de cierto instante. El caso límite sería
considerar M igual a 1 con lo que todas las acciones futuras serian iguales a u(t).
8.2.1 Estrategia de control utilizando control predictivo y algoritmo de la MDC En esta tesis se propone utilizar un controlador MPC de elevado rendimiento para
controlar la velocidad de un sistema de laminación que puede arrancar bajo carga o que
puede recibir severos impactos de carga durante el proceso de laminación.
El criterio para elegir el MPC radica en la necesidad de utilizar un “set point variante
en el tiempo” que permita un arranque suave de la máquina en el afán de evitar los
grandes esfuerzos mecánicos del sistema involucrado así como del motor que actúa
como “drive” principal. En tal sentido la elección de la estrategia MPC es relevante
porque se requiere seguir trayectorias de referencias en razón de la cual es una técnica
apropiada para el proceso materia de estudio.
El MPC elegido usa el “Algoritmo de la matriz Dinámica de Control”, pero con la
relevancia que basado en el modelo del sistema obtenido se implementarán todas las
matrices que requieren del modelo, a diferencia del modelo tradicional que usa la
respuesta a una señal escalón como es usual en los controladores que usan MPC con DMC pero que carecen del modelo dinámico para representar el comportamiento
del proceso industrial involucrado [23].
8.2.2 Control predictivo Para la propuesta de este modelo, previamente definimos el horizonte de control M
y el horizonte de predicción N [29], basado en estos conceptos retomamos el modelo
previamente obtenido en la fase de identificación. Para el caso de la corriente, tenemos:
11 1 1
ˆ
( 1) ( ) ( ) ( ) ( ) ( 1) ( 1) ( )p p pN N N
a i i a i i a i ii i i
ai
i k c l k i k d l k w k h l k v k k
(8.25)

105
Considerando que el modelo usa una base finita de polinomios ortogonales
introducimos el error de identificación 1( )k .Para el caso de la velocidad del laminador
usamos el mismo criterio con lo cual tenemos la siguiente ecuación:
21 1 1
( 1) ( ) ( ) ( ) ( ) ( 1) ( 1) ( )
ˆ
p p pN N N
a i i a i i a i i li i i
a
w k p l k w k q l k i k r l k t k k
w
(8.26)
De idéntica manera como para el caso de la corriente se introduce el parámetro
2( )k como error de identificación en razón de utilizar una base finita de polinomios
ortogonales para definir los parámetros del sistema laminador.
a.- Justificación de la aproximación de los parámetros En todos los casos utilizaremos de manera genérica el Teorema de Riezs-Fisher
que dice que toda constante puede ser aproximada por una sumatoria de funciones
ortogonales, pertenecientes al espacio de Hilber, es decir infinitas funciones, en
consecuencia todo termino debe ser asociado del modo siguiente:
0(.) i i
ih c
(8.27)
Sin embargo como vamos a trabajar con una base ortogonal de un espacio finito,
aparece el error ( )k , por lo tanto cualquier parámetro genérico 0
(.) i ii
h c
será
usado en un rango finito 푁 esto trae una ventaja porque ya se está trabajando con una
base dimensionalmente finita y no infinita como propone el Teorema de Riesz-Fisher.
Adicionalmente para obtener parámetros similares a los utilizados en los
controladores que usan DMC realizamos los siguientes cambios de variables
necesarios.

106
p
p
p
p
N
jijj
N
jijj
N
jijj
N
jijj
gkgklp
akaklh
fkdkld
bkbklc
1
1
1
1
)()(
)()(
)()(
)()(
p
p
N
jijj
N
jijj
qkqklr
pkpklq
1
1
)()(
)()(
(8.28)
b.- Ecuaciones del Modelo en el Algoritmo DMC Reescribiendo las ecuaciones (8.25), (8.26) y aplicando (8.28) tenemos:
Que son las nuevas ecuaciones que describen el modelo del comportamiento del
laminador, motivo del desarrollo de la presente tesis. [31]
8.2.3 Formulación del modelo matricial Las ecuaciones (8.29) y (8.30) que describen al modelo pueden ser escritos en
función de los horizontes de control y predicción, M y N respectivamente del modo
siguiente:
a) Caso para Mm : m m m
a i a i a ii=1 i=1 i=1
N N N
i a i a i 1i=m+1 i=m+1 i=m+1
i (k + m) = b i (k + m - i) + f w (k + m - i) + a v(k + m - i)
+ b i (k + m - i) + f w (k + m - i) + a v(k + m - i) + ε (k +m)
(8.31)
)30.8()()1()()()1()29.8()()1()()()1(
2
1
kktqkipkwgkwkkvakwfkibki
liaiaia
iaiaia

107
m m m
a i a i a i Li 1 i 1 i 1
N N N
i a i a i L 2i m 1 i m 1 i m 1
w (k m) g w (k m i) p i (k m i) q T (k m i)
g w (k m i) p i (k m i) q T (k m i) (k m)
(8.32)
En ambas ecuaciones los tres primeros términos representan las señales del
futuro y los otros tres las señales del pasado.
b) Caso donde M m N : m m m
a i a i a ii m M 1 i m M 1 i m M 1
N N N
i a i a i 1i m 1 i m 1 i m 1
i (k m) b i (k m i) f w (k m i) a v(k m i)
b i (k m i) f w (k m i) a v(k m i) (k m)
(8.33)
m m m
a i a i a i Li m M 1 i m M 1 i m M 1
N N N
i a i a i L 2i M 1 i M 1 i M 1
w (k m) g w (k m i) p i (k m i) q T (k m i)
g w (k m i) p i (k m i) q T (k m i) (k m)
(8.34)
Del mismo modo para el caso descrito en a) los primeros tres términos son las
señales futuras y las restantes son las señales del pasado.
8.2.4 Estrategia MPC usando el enfoque de la MDC De las ecuaciones (8.31) y (8.33) tomando los términos
m m
i a i ai 1 i m M 1
b i (k m i) y b i (k m i)
para 1 m M y M m N
respectivamente, podemos escribir de modo matricial dichas expresiones, para lo cual
previamente ilustramos el método con el siguiente desarrollo. Si:

108
1 a
1 a 2 a
1 a 2 a 3 a
1 a 2 a 3 a M a
2 a 3 a 4 a M 1 a
3 a 4 a
m 1 b i (k)m 2 b i (k 1) b i (k)m 3 b i (k 2) b i (k 1) b i (k)..m M b i (k M 1) b i (k M 2) b i (k M 3) ...... b i (k)m M 1 b i (k M 1) b i (k M 2) b i (k M 3) .... b i (k)m M 2 b i (k M 1) b i (k M 2) b
5 a M 2 a
N M 1 a N M 2 a N 1 a N a
i (k M 3) .... b i (k)..m N b i (k M 1) b i (k M 2) ..........b i (k 1) b i (k)
Las expresiones anteriores corresponden al desarrollo para el horizonte de control
M expandida hasta el horizonte de predicción N, para que puedan ser aplicadas en las
ecuaciones (8.31) y (8.33). De tal manera que con esta información podremos escribir
Ta (f ) f a ai A i (k) ........ i (k M 1) , donde a (f )i representa los términos del futuro para la
corriente y a su vez fA quedara expresada de manera matricial como:
1
2 1
3 2 1
f M M 1 1
M 1 M M 1 2
M 2 M 1 M M 1 3
N N 1 N M 1
b 0 0 0 0b b 0 0 0b b b 0 0
A b b bb b b bb b b b b
b b b
(8.35)
De manera similar usaremos N N
i a i ai m 1 i m 1
b i (k m i) y b i (k m i)
Para las condiciones de m M y M m N respectivamente. Siguiendo con el
criterio anterior planteamos el siguiente desarrollo y decimos:
Si

109
2 a 3 a N 1 a N a
3 a 4 a N 1 a N a
N 1 a N a
N a
m 1 b i (k 1) b i (k 2) ..... b i (k 2 N) b i (k 1 N)m 2 b i (k 1) b i (k 2) ..... b i (k 3 N) b i (k 2 N)..m N 2 b i (k 1) b i (k 2)m N 1 b i (k 1)m N 0
Entonces podemos escribir,
Ta ( p ) p a a a a ai A i (k 1) i (k 2) ... i (k 2 N) i (k 1 N) i (k N) (8.36)
Donde a (p)i , representa los términos del pasado para la corriente y a su vez pA
quedara expresada de manera matricial como:
2 3 N 2 N 1 N
3 4 N 1 N
4 5 N
p
N 1 N
N
b b b b b 0b b b b 0 0b b b 0 0 0
Ab b 0 0 0b 0 0 0 00 0 0 0 0
(8.37)
Se debe notar que se ha añadido una fila y una columna de entrada cero para tener
una matriz cuadrada N x N. Para ilustrar de modo general la obtención de las matrices
desarrolladas la matriz genérica del futuro se escribe como sigue
1
2 1
1 1
1 1
0 00
M M
N N N M
(8.38)

110
Dónde:
Es la matriz de las señales futuras.
Es la entrada generalizada.
En segunda instancia representamos la matriz genérica de las señales del
pasado como:
0000000
000
43
32
N
N
(8.39)
Luego el conjunto de las matrices genéricas a(k m)i y a(k m)w pueden ser escritas de
manera compacta como:
1
[ ] [ ][ ] [ ][ ] [ ][ ] [ ][ ]
[ ][ ] [ ][ ]a af f ap p af f ap p
Lf f Lp p
i i A i A w B w B
V C V C
(8.40)
2
[ ] [ ][ ] [ ][ ] [ ][ ] [ ][ ]
[ ][ ] [ ][ ]a af f ap p af f ap p
Lf f Lp p
w w D w D i E i E
T F T F
(8.41)
Dónde: T
aaf MkwkwW )]1(...)([][
Taap NkwkwW )](...)1([][
[ ] [ ( ) ... ( 1)]TLfV v k v k M
[ ] [ ( 1) ... ( )]TLpV v k v k N
TLLLf MkTkTT )]1(...)([][
TLLLp NkTkTT )](...)1([][

111
Donde 휀 es el error entre la respuesta del sistema y las funciones de referencia.
Para obtener las matrices fB , fC fD fE pB pC pD pE se utiliza las matrices
generalizadas y tal como se muestra en la tabla inferior donde se presenta el
modo como se relacionan las matrices de las ecuaciones (8.38) y (8.39).
i
Af bi Ap
Bf di Bp
Cf ai Cp
Df gi Dp
Ef pi Ep
Ff qi Fp
Tabla 8.1: Tabla de matrices relativas a las ecuaciones 8.38 y 8.39.
Finalmente, las ecuaciones (8.40) y (8.41) representan la estrategia MPC basada
en el modelo de Laguerre utilizando el algoritmo DMC, recordando que la diferencia
entre el algoritmo DMC propuesto y el clásico es que el propuesto usa el modelo
identificado para obtener las entradas de la matriz,
Función Objetivo y Ley de Control En las técnicas de control predictivo una de las tareas principales es la de establecer
una función objetivo dependiente de las variables más importantes del proceso en el
sistema bajo estudio, en este sentido dadas las ecuaciones (8.40) y (8.41), el parámetro
velocidad del sistema laminador debe controlarse con gran precisión ya que la calidad de
las baldosas vinílicas depende de su estabilidad. Adicionalmente un parámetro
importante en sistemas electromecánicos DC son los esfuerzos de control o V (voltios)
ejercidos sobre la armadura del motor. En razón de lo señalado se propone una función
de costo [32] que involucre tanto el error de velocidad como al esfuerzo de control, tal
como sigue:
2 2
1 1
1 1[ ] [ ( )]N M
ai j
J Wref W V k j iN M
(8.42)

112
Que también puede expresarse como:
2 2
1 1
1 1[ ( )] [ ( )]N M
i jJ k i V k j i
N M
Dónde: ( ) ak i Wref W representa el error de velocidad, N el horizonte de
predicción, M el horizonte de control y un factor de ponderación escalar.
Analizando la ecuación (8.41) encontramos que esta no tiene dependencia directa
del vector V y resulta obvio que no hay dependencia de los esfuerzos de control V .
Para superar este problema se propone el uso de una función “alternativa” dependiente
del parámetro V con el fin de obtener una función objetivo que permita optimizar V . La
función propuesta es:
( 1) ( )a f afrW k C V W k (8.43)
Dónde:
aW : Es la velocidad en el eje de la calandria del laminador.
afrW : Es la respuesta forzada de la velocidad.
: Es un factor de ponderación.
fC : Matriz de los términos del futuro para V
V : Son las entradas del futuro del vector V
A continuación se representa )( ik como una función de )( ijkV ; para lo cual
planteamos el siguiente desarrollo:
V(k)=V(k-1)+ V(k)
1)+V(kV(k)+1)-V(k=1)V(k
2)+V(k+1)+V(kV(k)+1)-V(k=2)V(k
3)+V(k +2))+V(k+1)+V(kV(k)+1)-V(k=3)V(k
Y para el término M -1 tenemos:

113
V(k M-1)=V(k-1)+ V(k) V(k+1)+ V(k+2))……+ V(k+M-1)
Todos los estados de V(k) hasta V(k M-1) han sido planteadas líneas arriba.
Finalmente, representando matricialmente las M ecuaciones, tenemos:
( )( 1)
( 1)
V kV k
V K M
=
1 0 0 0 0 ... 00 1 0 0 0 ... 00 0 1 0 0 ... 0
...0 0 0 0 1 ... 00 0 0 0 0 ... 1
( 1)( 1)( 1)
( 1)
V kV kV k
V k
+
1 0 0 0 0 ... 01 1 0 0 0 ... 01 1 1 0 0 ... 0
...1 1 1 1 1 ... 01 1 1 1 1 ... 1
( )( 1)( 2)
( 1)
V kV kV k
V k M
Que en su forma compacta, puede ser representada matricial tal es como sigue:
iV =L V*+L V Dónde:
V =
( )( 1)
( 1)
V kV k
V K M
iL =
1 0 0 0 0 ... 00 1 0 0 0 ... 00 0 1 0 0 ... 0
...0 0 0 0 1 ... 00 0 0 0 0 ... 1
V* =
( 1)( 1)( 1)
( 1)
V kV kV k
V k
L=
1 0 0 0 0 ... 01 1 0 0 0 ... 01 1 1 0 0 ... 0
...1 1 1 1 1 ... 01 1 1 1 1 ... 1
V =
( )( 1)( 2)
( 1)
V kV kV k
V k M
Debe observarse que V representa la matriz de los esfuerzos de control. El
siguiente paso en la construcción de J es la de representar aW ( 1)k a partir de la
función auxiliar; con tal criterio planteamos:
aW ( 1)k = f i f(C L V*+C L V) + afW ( )r k

114
Y que matricialmente puede expresarse del modo siguiente:
a f i f afrW ( 1) [ (C L V*+C L V)] W ( )k k (8.44)
Ayudados de esta definición reescribimos la función objetivo como sigue:
2 2
ref aJ [W -W ] [ ]V (8.45)
T Tref f i f afr ref f i f afrJ [W - C L V*- C L V W ] [W - C L V*- C L V W ] V V (8.46)
8.3 Tipos de control MPC En la presente tesis se proponen dos modelos diferenciados especialmente en la
obtención de la ley del controlador puede obtenerse en su forma general y en su forma
elemental como a continuación detallo.
8.3.1 Controlador MPC usando la DMC Por lo general para obtener la Ley del Controlador, se debe establecer una Función
Objetivo, en el caso particular se busca que involucre el error de la velocidad y los
esfuerzos de control, en tal sentido planteamos la ecuación que debe ser minimizada
para V para lo cual derivamos e igualamos a cero la ecuación (8.46) [31] tal como se
muestra:
2 *( ) 0T Tf f f ref f i afrT
dJ C C L V C W C LV W Vd V
La solución de V es lo que se conoce como la Ley del Controlador. 2 * *( L) ( )T T
f f f ref f i afrV inv I C C C W C L V W
Donde para motivos de aplicación se hace una aproximación de Wa(k), que para
motivos prácticos es válida, tal como se muestra: 2 * *
( )
( L) ( )a
T Tf f f ref f i afr
W k
V inv I C C C W C L V W
Finalmente lo anterior se basa en la propuesta de que ∆푉(푘) ≪ 푉∗, para obtener una
expresión simplificada que cumpla con los fines propuestos, quedando de la forma
siguiente: *( ) ( ( ) ( ))T
f f ref aV inv I C C W k W k (8.47)

115
8.3.2 Controlador MPC tipo escalar Un caso particular es aquel del Control Predictivo llamado Escalar donde el horizonte
de predicción es M=1, de tal manera que el vector de la denominada Ley del Controlador
sería una matriz de 1x1, mientras que en el otro caso tiene M elementos, aclarando que
de los M elementos de los cuales se debe tomar solamente el primer elemento del vector
en su forma predictiva, se toma solo el primero porque en la siguiente corrida todos los
otros se convierten en términos del pasado.
A partir de la ecuación (8.47), asumiendo el horizonte de control involucrado en la
ecuación (8.42) y con M=1, se obtiene la ley de control escalar de la siguiente forma:
1
2
1
[ ( | ) ( | )]( )
N
k ref aK
N
kK
c w t k t w t k tu t
c
(8.48)
Donde u(t) representa la señal de control.
El Control MPC que usa como modelo la DMC implica que estamos hablando de
sistemas que pueden tener un Horizonte de Predicción determinado y naturalmente un
Horizonte de Control considerable. No todos los modelos pueden trabajarse bajo el
sistema escalar sino que en muchos casos se debe de recurrir a un horizonte de
predicción mayor para tener una precisión más adecuada.
Cabe mencionar que en muchos casos para aplicaciones de control en tiempo real
utilizando sistemas embebidos (Microcontrolador, FPGA, DSP), resulta conveniente
desarrollar la programación mediante la ley de control escalar, que se basa solo en
operaciones aritméticas básicas como sumas y restas de las variables y parámetros
utilizados cuando el sistema sea sencillo; pero a su vez importante.
Dependiendo de la complejidad del sistema, resultará conveniente algunas veces
usar la ley de control escalar y en otros casos la DMC que a pesar de su complejidad
matemática nos garantizará un control predictivo más preciso.

116
CAPÍTULO IX CONTROL DE UN LAMINADOR DE ALTA POTENCIA USANDO MPC
En este capítulo se muestra los resultados de la simulación cuando se formula un
algoritmo MPC basado en los criterios de la DMC desarrollado en el capítulo 8, en el cual
las no linealidades son representadas por los polinomios de la base ortogonal utilizada.
En tal sentido se realizaron diversas simulaciones para el control de velocidad de un
laminador de alta potencia, controlando la trayectoria desde la puesta en marcha hasta
alcanzar un set point final.
9.1 Criterios para el diseño del controlador 9.1.1 Señales de referencia
En un laminador de alta potencia, y en general en todo proceso industrial donde se
manipulen cargas de elevada potencia, los cambios bruscos de la referencia no son
recomendables, puesto que una acción de control violenta pueda ocasionar demandas
excesivas de potencia y esfuerzos mecánicos que obligaría a sobredimensionar eléctrica
y mecánicamente el sistema.
a) Señal Escalón r(t)=1
Figura 9.1: Función escalón normalizado.
0 0.05 0.1 0.15 0.2 0.25 0.30
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Tiempo
Am
plitu
d

117
La señal escalón, es una de las referencias más utilizadas en los sistemas de control,
donde se verifica la repuesta dinámica del sistema en el seguimiento de dicha referencia,
el inconveniente que presenta este tipo de señal es su cambio brusco generando sobre
picos muy elevados, que obligaría a controlar una gran energía en el arranque o
transitorio del sistema.
En el capítulo 8 (sección 8.1.5) se menciono acerca del uso de un filtro de primer orden que se aplica a la señal de referencia real y permite obtener una señal de
seguimiento más suave respecto al escalón [29] tal como se observa en la figura 9.2
( ) ( 1) (1 ) ( ) 1...w t k w t k r t k k N
Figura 9.2: Función escalón filtrado w(t) con 휶 = ퟎ.ퟗ .
b) Para el caso de usar una señal de referencia tipo tangente hiperbólica 푟(푡) =tanh − 휏 + 1 tenemos la siguiente respuesta:
Figura 9.3: Función tangente hiperbólica discreta.
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.90
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1Step Response
Time (seconds)
Ampl
itude
0 0.05 0.1 0.15 0.2 0.25 0.30
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Tiempo
Am
plitu
d

118
Al aplicar una referencia tipo tangente hiperbólica, se observa un comportamiento más
suave respecto a la señal de referencia tipo escalón. De igual manera si aplicamos el
filtro de primero orden de la ecuación (8.22)
( ) ( 1) (1 ) ( )w t w t r t
퐷표푛푑푒:푟(푡) = tanh푡푚− 휏 + 1
Mostramos algunas comparaciones de la señal tangente hiperbólica afectada por el filtro
Figura 9.4: Comparación de la tangente hiperbólica con la misma señal afectada por el filtro de
primer orden para =0.1.
Figura 9.5: Comparación de la tangente hiperbólica con la misma señal afectada por el filtro de
primer orden para =0.5.
0 0.05 0.1 0.15 0.2 0.25 0.30
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Tiempo
Am
plitu
d
r(t)w(t)
0 0.05 0.1 0.15 0.2 0.25 0.30
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Tiempo
Am
plitu
d
r(t)w(t)

119
Figura 9.6: Comparación de la tangente hiperbólica con la misma señal afectada por el filtro de primer orden para =0.9.
Al usar la tangente hiperbólica como señal de referencia se observa que no cambia
mucho respecto a la original, puesto que de por si la señal tangente es mucho más suave
que un escalón.
En comparación de la señales de referencia escalón y tangente hiperbólica y en base
a experiencias anteriores se recomienda como trayectoria de referencia una función
suave y convergente como la de tipo tangente hiperbólica desplazada en amplitud y cuya
expresión es:
푅푒푓(푡) = 퐺[tanh(푡 푚⁄ − 휏) + 1] (9.1)
Dónde: 푚 = Factor de escalamiento para el tiempo del proceso.
퐺= Ganancia.
휏= Tiempo de retardo debido a la inercia del arranque del motor.
9.1.2 Modelo y parámetros para representar la dinámica del sistema
Modelo del sistema: La descripción del sistema de laminación y las
ecuaciones discretas que describen al sistema están asociadas a la corriente
de armadura y la velocidad del tren de laminación, las que fueron descritas en
capítulos anteriores del modo siguiente:
0 0.05 0.1 0.15 0.2 0.25 0.30
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Tiempo
Ampl
itud
r(t)w(t)

120
a) Para la corriente de armadura
푖 (푘 + 1) = [푐 푙 (푘) + 푐 푙 (푘) + 푐 푙 (푘)]횤 (푘) +
[푑 푙 (푘) + 푑 푙 (푘) + 푑 푙 (푘)]푤 (푘) +
[ℎ 푙 (푘 + 1) + ℎ 푙 (푘 + 1) + ℎ 푙 (푘 + 1)]푣(푘 + 1) + 휀 (9.2)
b) Para la velocidad del tren de laminación
푤 (푘 + 1) = [푝 푙 (푘) + 푝 푙 (푘) + 푝 푙 (푘)]푤 (푘) +
[푞 푙 (푘) + 푞 푙 (푘) + 푞 푙 (푘)]횤 (푘) +
[푟 푙 (푘 + 1) + 푟 푙 (푘 + 1) + 푟 푙 (푘 + 1)]푇 (푘 + 1) + 휀 (9.3)
En las ecuaciones (9.2) y (9.3), los polinomios de Laguerre utilizados son:
l (k) = Fa
l (k) = F((k − 1)a − ka )
l (k) = F((푘 − 1)(푘 − 2)
2푎 − 푘(푘 − 1)푎 +
푘(푘 − 1)2
푎 )
Donde l (k) ,l (k) y l (k) representan los 3 primeros polinomios de Laguerre
generalizados y F = (1− a )T
Parámetros Utilizados: Para la simulación MPC los parámetros utilizados son:
Polo de Laguerre a=0.999817
Periodo de Muestreo T=15.83ms
Señal de referencia 푅푒푓(푘) = 퐺[tanh(푘 푚⁄ − 휏) + 1]
Ganancia G=900 Retardo 휏 = 3
Factor de peso 0.15 Factor de Escalamiento 푚 = 120
Horizonte de control M = 5
Horizonte de predicción N = 20
Torque de carga TL = 145 N-m
Parámetros del modelo Tabla 7.1
Tabla 9.1: Tabla de valores de entrada para la simulación del MPC propuesto a la planta de
producción de vinilos.

121
9.2 Resultados de simulación del control MPC usando algoritmo DMC y modelo Laguerre
Mediante el uso de un controlador MPC basado en el modelo de Laguerre para
representar las no linealidades, se programó el control de velocidad siguiendo una
trayectoria del tipo tangente hiperbólica con desplazamiento vertical para que se inicie en
cero. En la figura 9.7 se muestra el rendimiento del control de velocidad del laminador
desde el inicio hasta el set point final de la señal de referencia, utilizado como consigna
para la velocidad de operación del sistema.
Figura 9.7: Comparación de la referencia con la respuesta predictiva del laminador.
En la figura 9.8 se muestra el error cuadrático que se obtiene al comparar la
referencia de velocidad tipo tangente hiperbólica con la velocidad a la que corresponde
el laminador. Se observa claramente como el seguimiento en el tiempo inicial tiene una
diferencia notoria y a los ocho segundos el seguimiento es satisfactorio, lográndose
estabilidad en la velocidad del laminador.
0 2 4 6 8 10 12 14 16 18 200
5
10
15
20
25
Segundos
RP
M
ReferenciaRespuesta del sistema

122
Figura 9.8: Porcentaje de error cuadrático entre la referencia y la respuesta del sistema.
De igual forma en la figura 9.9 se muestra el resultado de la acción de control, que en
esencia es el voltaje sobre el motor DC de 100 HP.
Figura 9.9: Comportamiento de la tensión de armadura (señal de control)
0 2 4 6 8 10 12 14 16 18 200
5
10
15
20
25
30
erro
r %
tiempo (seg)
ERROR CUADRATICO DE LA REFERENCIA CON LA RESPUESTA DEL SISTEMA
0 2 4 6 8 10 12 14 16 18 200
50
100
150
200
250
Vol
tios
Segundos
6 8 10 12 14 16 18 20
0
0.5
1
1.5
tiempo (seg)

123
En la figura 9.10 se observa el comportamiento de la corriente resultante en el motor
de corriente continua, mostrando una interesante morfología como se observa en los
picos que alcanzan hasta los 300 amperios, que significa que no supera la corriente
nominal de 380 amperios. En efecto muestra que la acción del MPC ha reducido los picos
de la corriente en su fase inicial hasta un 20% aproximadamente con respecto a los picos
de sobre corriente como se grafican en las figuras 7.2 y 7.3. Esto es notable desde el
punto de vista de la ingeniería del control eléctrico, ya que reduce gastos innecesarios de
energía eléctrica así como también suaviza aspectos de arranque del motor. En realidad,
esto deviene en cancelaciones de sobre esfuerzos mecánicos, a lo largo de la puesta en
marcha de la máquina, lo que vendría a ser uno de los aportes más importantes de esta
tesis.
En otras palabras, mientras que el esquema propuesto de MPC trabajando con el
modelo Laguerre constituiría el software de control, entonces aparece la necesidad de
proponer un hardware asociado para proveer la potencia eléctrica que requiere el
sistema.
Figura 9.10: Comportamiento de la corriente durante el proceso de control, los picos aparecen como consecuencia de la ruptura del estado de inercia del motor en los primeros instantes hasta
llegar a un máximo de 330 amperios aproximadamente y tendiendo a estabilizarse a los 14 segundos a un valor cercano a los 120 amperios.
0 2 4 6 8 10 12 14 16 18 200
50
100
150
200
250
300
350
Am
perio
s
Segundos

124
9.3 Resultados de la simulación del control MPC usando las bases de Laguerre y algoritmo DMC escalar
Los resultados de la simulación muestran que mediante el uso del MPC del
controlador propuesto y el uso del algoritmo DMC escalar, se puede alcanzar un
seguimiento aceptable, incluso bajo par de la carga aplicada en la salida del eje del motor
de accionamiento. Por otra parte, la velocidad del sistema converge uniformemente a la
función de referencia, tal como se muestra en la figura 9.11.
Figura 9.11: Comparación de la referencia con la respuesta predictiva del laminador.
En la figura 9.12 se muestra el error cuadrático que se obtiene al comparar la señal
de referencia tangente hiperbólica con respecto del sistema laminador, se observa
claramente como el seguimiento no es adecuado al inicio, pero después de los 11
segundos el controlador mantiene un error de 1.3% a diferencia del controlador con el
algoritmo DMC que tiene un error menor al 1% que es lo requerido en un sistema de
laminación óptimo del motor de corriente continua cuando la carga es de 120 amperios.
También, es observado que el mínimo del porcentaje error cuadrático alcanza
prácticamente al 7mo segundo.
El hecho que el porcentaje del error cuadrático sea pequeño, es interpretado como la
excelente sintonía entre la referencia y la respuesta del sistema y que aún mantiene su
valor a lo largo de los primeros 10 segundos. Mantenerlo por debajo del 1% es una tarea
importante cuando se desea implementar un modelo de control a una planta que desea
mantener constante el nivel de calidad en los productos finales.
0 2 4 6 8 10 12 14 16 18 200
5
10
15
20
25
Segundos
RP
M
COMPARACION DE LA REFERENCIA Y RESPUESTA PREDICTIVA DEL LAMINADOR
ReferenciaRespuesta del sistema

125
Figura 9.12: Porcentaje de error cuadrático entre la referencia y la respuesta del sistema.
De otro lado en la figura 9.13 se observa la tensión de control requeridos para el
inicio del motor de corriente continua cuando la carga es de 120 amperios.
Figura 9.13: Variaciones de la señal de control.
0 2 4 6 8 10 12 14 16 18 200
5
10
15
20
25
30
erro
r %
tiempo (seg)
ERROR CUADRATICO DE LA REFERENCIA CON LA RESPUESTA DEL SISTEMA
0 2 4 6 8 10 12 14 16 18 200
50
100
150
200
250
Vol
tios
Segundos
SEÑAL DE CONTROL
8 10 12 14 16 18 20
0
0.5
1
1.5
2
2.5
tiempo (seg)

126
En la figura 9.14 se observa el comportamiento de la corriente resultante en el motor
de corriente continua, mostrando una interesante morfología, como se observa en los
picos que alcanzan hasta los 300 amperios. En efecto muestra que la acción del MPC ha
reducido los picos de la corriente en su fase inicial hasta en un 20% aproximadamente
con respecto a los picos de sobre corriente como se grafican en las figuras 7.2 y 7.3.
Figura 9.14: Comportamiento de la corriente de armadura durante el proceso de control, los picos aparecen como consecuencia de la ruptura del estado de inercia del motor en los primeros
instantes y se van acentuando para valores de 160, 120, 310, 55,190.
9.4 Propuesta del controlador MPC usado en los drivers de laminadores Por lo general los laminadores antiguos han sido operados mediante grupos Ward-
Leonard, que estaban constituidos por un motor de corriente alterna AC, un generador
de corriente continua DC y un motor de corriente continua DC que constituía el driver
para el laminador; de tal manera que con aproximadamente 20 amperios aplicados al
campo del generador se podía manejar toda la potencia requerida por el motor de
corriente continua DC para dar la potencia mecánica a los rodillos laminadores.
Por lo expuesto, el generador seria el elemento de fuerza eléctrica para el motor que
acciona los laminadores. En efecto, un argumento por el cual se ha recurrido por mucho
tiempo al grupo Ward-Leonard es por su capacidad para soportar sobrecargas; sin
embargo un control predictivo permitiría un mejor control de la corriente y de esa manera
0 2 4 6 8 10 12 14 16 18 200
50
100
150
200
250
300
350
Am
perio
s
Segundos
CORRIENTE

127
se evitaría sobrecorrientes en los arranques, sobre todo cuando la maquina debe ser
inicializada por un par de carga aplicada en el eje. Entonces si se usa MPC, es posible
recurrir al seguimiento de una trayectoria desde el arranque hasta llegar al set point que
sería la velocidad de operación del laminador.
9.4.1 Esquema del controlador MPC alternativo al Grupo Ward-Leonard en la planta de producción de vinilos
Figura 9.15: Esquema de potencia propuesto para el sistema de laminación
En la figura 9.15 se muestra el convertidor propuesto que está basado en SCR. Bajo
estas condiciones se espera que el conjunto SCR debe ser manejado por medio de un
ángulo de disparo proporcionado por el generador de ángulo en función a la necesidad
del voltaje en la armadura, para lo cual el controlador basado en el MPC de la figura 9.16
debe recibir una tensión que debe traducirse en ganancia para conformar la referencia de
la señal que en este caso es una tangente hiperbólica.
Limitador de corriente
v(k)
ia(k) w(k)

128
Cuando la velocidad de un sistema laminador deba ajustarse a una trayectoria, el
ángulo de disparo debe obtenerse a partir de la tensión de control aplicado a la armadura
del motor DC para lo cual se propone el criterio de [33] como sigue:
1( 1)
3 m
V kk arccos
V
(9.4)
Donde V (k+1) es la tensión de armadura aplicada al motor DC, Vm es el valor pico
de la entrada AC aplicado al rectificador trifásico controlado. Bajo estas condiciones el
control del ángulo de disparo a través de una técnica que considere las características no
lineales como se expresa en [33], debe ser dependiente del voltaje de control instantáneo
aplicado al voltaje de armadura del motor DC y de Vm que es el máximo valor del voltaje
AC aplicado en las líneas que alimenta al convertidor SCR trifásico. La señal de
sincronización y el control del ángulo de disparo [33] pueden ser realizados de múltiples
formas como por ejemplo el circuito adaptivo de disparo que involucre la función del
generador del ángulo de disparo de la ecuación (9.4).
Se busca que el controlador MPC deba manejar al generador de ángulo como se
muestra en la figura 9.16. En el cual el rectificador trifásico SCR es la fuente de excitación
del sistema laminador donde se observa la incorporación de las bobinas de choque que
juegan el rol de filtrado de armónicos. La señal y el control de la secuencia de ángulo de
disparo de sincronización se deben de realizar de manera que cada señal de activación
este separado por 60 grados eléctricos, de modo que la secuencia de disparo es V1 hasta
V6 y así sucesivamente. Es evidente que el generador de disparo debe tener relación con
la ecuación (9.4) y se espera que el controlador MPC deba conducir el generador de
ángulo de encendido como se muestra en la figura 9.17.
Un controlador MPC con modelo de Laguerre se muestra en la figura 9.15, cuando
6wt
el tiristor T4 ya esta conduciendo, y el tiristor T1 se activa. Durante el intervalo
6 2wt , los tiristores T1 y T4 conducen y aparece el voltaje de línea a línea vL1 L2
a través de la carga. Cuando 2wt , se dispara el tiristor T6 y de inmediato el tiristor
T4 se polariza en sentido inverso. T4 se desactiva por conmutación natural. Durante el
intervalo 5
2 6wt conducen los tiristores T1 y T6 y aparece el voltaje de línea a
línea vL1 L3 a través de la carga. Si se enumeran los tiristores como se indica en la figura
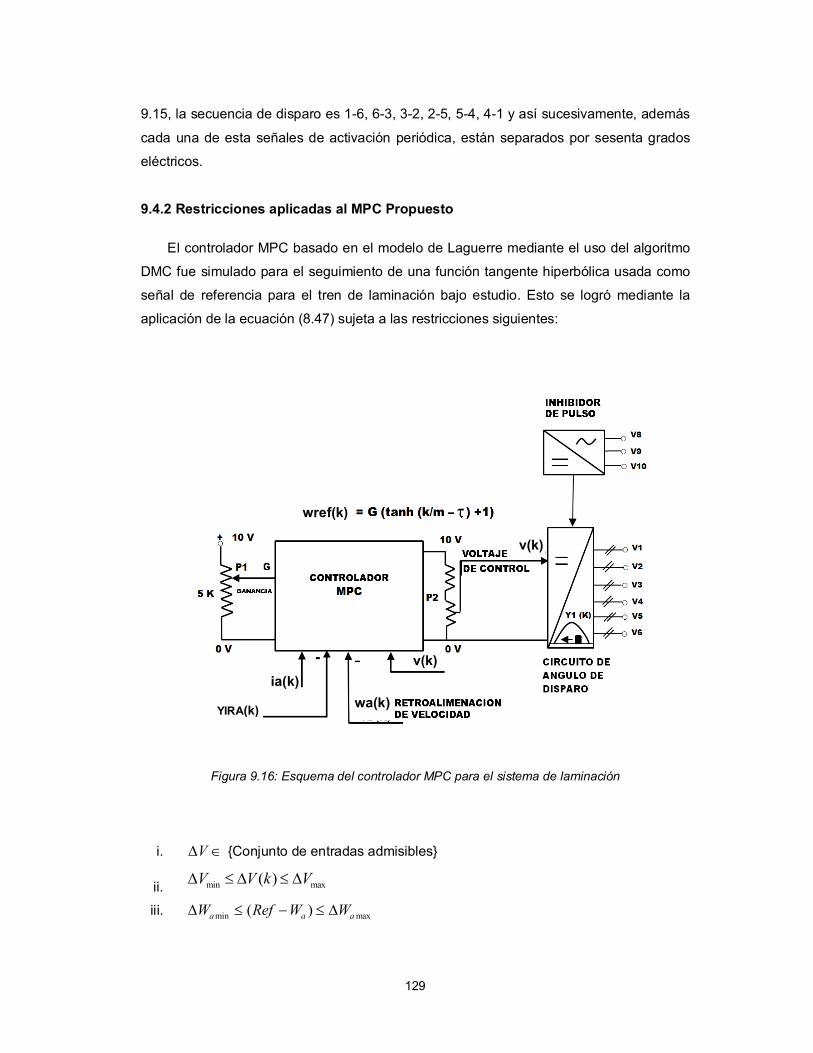
129
9.15, la secuencia de disparo es 1-6, 6-3, 3-2, 2-5, 5-4, 4-1 y así sucesivamente, además
cada una de esta señales de activación periódica, están separados por sesenta grados
eléctricos.
9.4.2 Restricciones aplicadas al MPC Propuesto
El controlador MPC basado en el modelo de Laguerre mediante el uso del algoritmo
DMC fue simulado para el seguimiento de una función tangente hiperbólica usada como
señal de referencia para el tren de laminación bajo estudio. Esto se logró mediante la
aplicación de la ecuación (8.47) sujeta a las restricciones siguientes:
Figura 9.16: Esquema del controlador MPC para el sistema de laminación
i. V {Conjunto de entradas admisibles}
ii. min max( )V V k V
iii. min max( )a a aW Ref W W
v(k)
wref(k)
ia(k) wa(k)
v(k)
YIRA(k)
-

130
iv. Para evitar súbitas aceleraciones se propone que la actualización de V que
corresponde a los esfuerzos de control, se realice de manera suave para evitar
súbitas aceleraciones, mediante la siguiente expresión:
1 2( 1) ( ) ( 1)V k V k V k tanh(푘 푚⁄ − 휏)
Dónde: minV , maxV y minaW , max ,aW 1, ,m y 2 deben fijarse mediante un
adecuado proceso de sintonía a fin de lograr un error mínimo en la tarea de
seguimiento de la trayectoria de la velocidad en el laminador.
aW : es la velocidad del motor del laminador
V : es el voltaje de armadura
v. Ángulo crítico: Adicionalmente el ángulo crítico de disparo (훼 ) puede ser
evaluado usando la relación 훼 =f(β, E, v ,θ ) propuesto en [33], donde:
E: Es la fuerza electromotriz inducida del motor DC
θ = arctan((0.5− e ( ) )√
)
β = arctan ( )
El ángulo crítico de disparo es una función de la fuerza electromotriz inducida, la
tensión entre líneas de la corriente alterna y β el ángulo de la impedancia de la
máquina. Adicionalmente las reactancias de conmutación de choque “휔퐿” usadas
en las líneas de alimentación AC son requeridas en concordancia con la German
VDE Standards y puede ser obtenida de acuerdo a [34] y se calculan a partir de la
expresión
휔퐿 ≥ ..
(9.5)
Donde Id es la corriente del convertidor de las reactancias.
A continuación se muestra la variación del ángulo de disparo, obtenida a partir de
la ecuación (9.4)

131
Figura 9.17: Angulo de disparo de la puesta en marcha de la máquina hasta alcanzar su velocidad nominal.
En la figura 9.17 se muestra el ángulo de disparo para el convertidor SCR cuando el
voltaje requerido para el motor es de 230 voltios y la corriente de carga de 120 amperios
para un espesor de laminación determinado.
0 5 10 15 20 2530
40
50
60
70
80
90
Gra
dos
Segundos
132
CAPÍTULOX CONCLUSIONES Y RECOMENDACIONES
10.1 Conclusiones finales relacionadas con la Identificación del sistema en estudio.
En la presente tesis se identifica y modela un sistema laminador para el cual se
propone la aplicación de un modelo de control predictivo que usa un algoritmo
DMC y el modelo de Laguerre, con el objeto de minimizar los esfuerzos
mecánicos y las sobrecorrientes cuando el sistema se arranca bajo torque de
carga. El esquema propuesto para uso en los laminadores es original tanto en su
forma, metodología y aplicabilidad, lo que constituye el principal aporte de esta
tesis.
En esta tesis se realizó la identificación del sistema no lineal usando los
polinomios generalizados de Laguerre para obtener el modelo del sistema de
laminación basado en calandrias, como parte del proceso de producción de pisos
vinílicos.
Una estrategia de identificación del modelo de la planta, fue el usar las bases de
polinomios de Laguerre. En todas las pruebas, el modelo propuesto demostró un
buen rendimiento en la representación del comportamiento dinámico del sistema
laminador.
Es importante mencionar que el Modelo de Laguerre se fundamenta en el
Teorema de Riesz-Ficher el cual exige que las bases estén construidas con
funciones de Laguerre de orden infinito. En esta aplicación fue necesario el uso de
los tres primeros polinomios generalizados de Laguerre, con los cuales se pudo
describir el comportamiento dinámico del sistema con un grado de aproximación
satisfactorio, esta aproximación se fundamenta en el teorema de Weirstrass.
La identificación del sistema ha sido validado como se muestra en las curvas de
identificación de los respectivos coeficientes que manifiestan convergencia
uniforme. La identificación servirá como una metodología dentro de un esquema
de control para ser usado como software operativo en la planta.

133
10.2 Conclusiones finales relacionadas con el uso de un algoritmo basado en los criterios de la DMC para la planta en estudio
Los resultados de la simulación muestran que el uso del controlador MPC, usando
el modelo basado en polinomios de Laguerre nos brinda un comportamiento del
sistema, libre de sobre impulsos de velocidad, por consiguiente, no presentará los
fenómenos de tracción perjudiciales sobre el manto de laminación que ocasionan
cambios en los espesores de las baldosas.
De otra parte se ha realizado la simulación del esquema de Control Predictivo No
lineal basado en Modelos usando el algoritmo de la DMC con el criterio de que las
no linealidades del sistema sean representadas por el modelo de Laguerre en el
cual los parámetros son variantes en el tiempo, donde los polinomios usados son
hasta de orden tres.
Una de las principales tareas en el presente trabajo es la propuesta para controlar
la aceleración y la velocidad en la unidad de potencia del laminador de pisos
vinílicos, cuando el par de carga se aplica en el eje desde el arranque de la
máquina. En este estudio se encontró que la estrategia de control propuesta es la
mejor, por su capacidad para el seguimiento de las trayectorias de velocidad
requeridas por el sistema.
Para la simulación del control del laminador se actuó sobre la armadura del motor
laminador y con las restricciones pertinentes se evitó las sobrecorrientes teniendo
una referencia del tipo tangente hiperbólica lo que permitió tener una suave
aceleración, permitiendo llegar al máximo valor de velocidad de manera
razonable.
En los algoritmos DMC los parámetros 푎 y los 푏 , se obtienen a partir de las
respuestas del sistema cuando se aplica una señal escalón, pero los parámetros
en nuestro caso al tener un modelo matemático que representa al sistema los
parámetros 푎 y los 푏 , se obtienen desde el modelo que representa al sistema por
ello es evidente que usamos algoritmos similares a la DMC.
La virtud de la propuesta de nuestra estrategia de control, es haber obtenido una
función de costo dependiente de la tensión de armadura, la cual nos permitió
optimizar la acción del controlador. En la simulaciones, además, hemos usado
restricciones del sistema de control ya que se pretende controlar la velocidad y a
su vez mantener un control adecuado de la corriente, tal que se eliminen los sobre
picos, para de esta manera evitar grandes esfuerzos mecánicos sobre el reductor

134
de velocidad y en general del sistema mecánico del laminador. En consecuencia
gracias a ello, no hará falta trabajar con máquinas sobredimensionadas.
En la presente tesis se sugiere reemplazar los equipos Ward-Leonard en el
sentido que, proponiendo un sistema de hardware basado en SCR es posible
mejorar la eficiencia y precisión en el control de la velocidad que conllevaría a
estabilizar al sistema después de unos segundos del arranque. En otras palabras,
mientras que el MPC constituye la parte de software del sistema, los SCR
cumplirían con los role del hardware; ya que ambos operando desde el inicio,
evitarían innecesarias sobrecargas de corriente, que según las mediciones a lazo
abierto, llegarían hasta los 1000 amperios, lo que es evidentemente indeseable
desde el punto de vista mecánico y eléctrico.
10.3 Recomendaciones.
Se recomienda la realización de un proceso de identificación de sistemas no
lineales con recorte de sobrepicos de intensidad de corriente en el estado
transitorio.
Un trabajo relevante de investigación es la identificación on-line y la aplicación del
criterio de la inversa de principales componentes.
Como punto de partida para una investigación de una nueva Ley de Control MPC
se sugiere involucrar a la corriente en la función objetivo.
Un importante trabajo seria la implementación de la Electrónica de Potencia con el
algoritmo MPC y usando los modelos matemáticos presentes.

135
REFERENCIAS BIBLIOGRÁFICAS
[1] Introducción a la identificación de sistemas. Javier Sedano Franco y José Ramón Villar Flecha. Revista Técnica Industrial Nº 256, Marzo 2005.
[2] System Identification: Theory for the user. Ljung Lennart. Prentice Hall. 1999. [3] Automatización del proceso de fabricación de pisos vinílicos. Carlos Medina
Ramos. Tesis de Grado, Universidad Nacional de Ingeniería, 1979. [4] “Modeling and Control of a Hot Rollingmill”. F. G. Rossomando y J.
DentiFilho.Coordenadoria da mecanica CEFETES, Brasil, 2006. [5] “A MPC Design for the Looper and Tension Control in a Strip Mill”. I. S. Choy*, J.A.
Rossiter*, P. J. Fleming.Automatic Control & System Engineering. The University of Sheffiel, UK, Set. 2004.
[6] Electrical engineering in metal industries. Associated Electrical industries Limited. Supplement to AEI Engineering. January 1967.
[7] Monografías sobre Tecnología del Acero, Parte IV Laminación. José Luis Enríquez Berciano, Enrique Tremps Guerra, Susana de Elío de Bengyy Daniel Fernández Segovia. Madrid, 2010.
[8] System Identification using Laguerre Models. Wahlberg Bo. IEEE Trans. Automat. Control 1991; 36: 151-562
[9] Control-relevant system identification using nonlinear volterra and volterra-laguerre models. Abhishek S. Soni.University of Pittsburgh, 2006.
[10] Nonlinear system identification using discrete Laguerre functions. Andrew D. Back and Ah Chung Tsoi. Journal of Systems Engineering, 1996.
[11] Advanced predictive adaptive control of steam header pressure, saveall consistency, and reel brightness in a TMP newsprint mill. Bill Gough, Sava Kovac, Mihai Huzmezan and Guy Dumont.Control Systems, June 2002.
[12] Adaptive predictive control algorithm based on Laguerre Functional Model. Haitao Zhang, Zonghai Chen, Yongji Wang, Ming Li and Ting Qin.Int. J. Adaptive control sig. proc.,20:53-76, 2006.
[13] Nonlinear model predictive control of a pH neutralization process based on Wiener-Laguerre model. Sanaz Mahmoodi, Javad Poshtan, Mohammad Reza Jahed-Motlagh and Allahyar Montazeri. Chemical Engineering Journal, 2009.
[14] Structural approach to instability and chaos in non-linear causal systems. Josef Hrusak, Daniel Mayer, Milan Stork. Department of Applied Electronics and Telecommunications, Theory of Electrical Engineering, University of West, Bohemia, Czech Republic, 2007
[15] Introducción a la Teoría de Aproximación, Aproximación y Polinomios Ortogonales. Wilfredo Urbina R. Escuela de Matemáticas, Facultad de Ciencias, Universidad Central de Venezuela, 2009.
[16] Methods of Mathematical Physics. Courant R., Hilbert D.Interscience Publishers, New York, 1953.
[17] Teorema de Riesz-Fisher, Adaptive Control Laguerre-based Adaptive Control-Part I. Guy Dumont. Departament of Electrical and Computer Engineering, University of British Columbia, 2007.
[18] Orthogonal Polynomials. Gabor Szego. American Mathematical Society Colloquium Publications. Volume 23. 1939.

136
[19] Explicit expression of the parameter bias in identification of Laguerre models from step responses, Andrea Lecchini and Michel Gevers, Systems and Control Letters, Volume 52, Issue 2, June 2004, pages 149-165.
[20] Métodos Matemáticos Avanzados para científicos e ingenieros, Colección Manuales UEX – 48. Santos Bravo Yuste. Universidad de Extremadura, España, 2006
[21] Transient synthesis in the time domain. Kautz W. H. IRE Trans. Circuit theory 1954; CT-1:23-39.
[22] Non-Linear adaptive control via Laguerre expansion of Volterra kernels. G. A. Dumont and Y. Fu. Int. J. Adaptive control sig. proc., 7:367-382, 1993.
[23] Tests of hybrid Volterra-type models through NMPC schemes at a batch reactor. Medina Ramos C., Nieto Chaupis H. ANDESCON, 2010 IEEE Bogotá.
[24] A Digital, Noninteger Order, Differentiator using Laguerre Orthogonal Sequences. Guido Maione. International Journal of Intelligent Control and Systems, Vol. 11, No. 2, June 2006, 77-81.
[25] Identificación, Estimación y Control de Sistemas No-lineales mediante RGO; 1:1-19. Universidad Carlos III de Madrid. Departamento de Ingeniería de Sistemas y Automática. Autor: Santiago Garrido, 2000.
[26] “Toward Wienner System identification with minimum a priori information”. John M. Reyland.Thesis University of Iowa, 2011.
[27] “Adaptive IIR Filtering Algorithms for System Identification a General Framework”. Sergio L. Netto, Paulo S. R. Diniz. IEEE transaction on Education, vol 38 N°1, 1995.
[28] Learning internal representations by error propagation. Rumelhart D. E., Williams R. J. The MIT Press Cambridge, MA., 1986.
[29] Model Predictive Control. Camacho E. y C. Bordons. Springer-Verlag, 1999. [30] An Introduction To Optimization. E. K. P.Chong and S. H. Zak. Wiley Interscience,
New York, 1996. [31] MPC Based on Volterra-Laguerre Model of Power Drives in rolling mill systems.
Medina Ramos Carlos, Carbonel Olazabal Daniel, Betetta Gomez Judith, Pilco Barrenechea Miguel. 2013. Submitido al SLED-PRECEDI 2013 – Munich Alemania.
[32] Identification of Volterra – Laguerre model in a Laminator System for Vinile Tile. Carlos Medina Ramos, Judith Betetta. ANDESCON Noviembre 2012, Innovación, Ciencia y Sociedad, Ingeniería al servicio de la humanidad.
[33] Electrical Motor Drives, Modeling, Analysis, and Control: R. Krishnan pags. 54,67,68 Prentice Hall 2001
[34] Power Electronics, Converters, Applications, and Design: Ned Mohan, Tore M. Undeland, William P. Robbins , Second Edition pags. 140-146

137
ANEXOS
Anexo 1: Código Matlab para la identificación y el modelamiento del sistema de laminación %Modelo de aproximacion por Laguerre clc;clear; close all format long %Carga de Datos load tiempo; load corriente; load PRMS; load velocidad; %Asigancion de variables y acotamiento a=250; b=2790; m=b-a+1;%Cantidad de datos a modelar tk=tiempo(a:1:b); ik=corriente(a:1:b); Xk=PRMS(a:1:b); Wk=velocidad(a:1:b); %Grafica de Datos plot(tiempo,PRMS,'LineWidth',1.5); legend('Xk'); xlabel('Segundos') ylabel('PRMS') axis([tiempo(a) 45 0 220]); grid figure plot(tiempo,corriente,'LineWidth',1.5); legend('Corriente ik'); xlabel('Segundos') ylabel('Amperios') axis([tiempo(a) 45 -1200 1500]); grid figure plot(tiempo,velocidad,'LineWidth',1.5); legend('Velocidad Wk'); xlabel('Segundos') ylabel('RPM') axis([tiempo(a) 45 0 2000]); grid figure N=3; %Numero de Polinomios a=0.999817;%Polo de Laguerre %Periodo de Muestreo T=76/4801; %segundos F=sqrt((1-a^2)*T); %Polo de los Polinomios de Laguerre %Generacion de lo Polinomios de Laguerre de Orden N v(1,1)=a;

138
Lo(1,1)=1; for k=2:N v(k,1)=(-a).^(k-2)*(1-a*a); Lo(k,1)=(-a).^(k-1); end L0=F*Lo; A(:,1)=v; for i=2:N A(:,i)=[zeros(i-1,1);v(1:N-i+1,1)]; end L(:,1)=L0; for kk=2:m; L(:,kk)=A*L(:,kk-1); end L=L'; %Matriz de los polinomios de Laguerre de Orden N %Grafica de lo Poinomios de Laguerre plot(0:m-1,L,'LineWidth',1.5); %0:1:m-1 %title('POLINOMIOS DE LAGUERRE DE ORDEN UNO, DOS, TRES ') xlabel('MUESTRAS') axis([0 2500 -0.013 0.013]); legend('Pol Lag1','Pol Lag2','Pol Lag3'); %hold on %end grid figure %determinacion de Matriz de para cofientes de ik(k) y w(k) Aw=zeros(m-1,N); %Creacion de Matriz de Velocidad Ai=zeros(m-1,N); %Creacion de Matriz de Corrientes TL=zeros(m,1); %Creacion de Vector de torque Ax=zeros(m-1,N); %Creacion de Matriz de Entrada ATL=zeros(m-1,N); %Creacion de Matriz de Torque TL(:)=125.4414; %Asignacion de valores al vector de torque for j=1:N for i=1:m-1 Ai(i,j)=L(i,j)*ik(i); Aw(i,j)=L(i,j)*Wk(i); Ax(i,j)=L(i+1,j)*Xk(i+1); ATL(i,j)=L(i,j)*TL(i+1); end end Nc=3*N; %Numero de columnas AFi=[Ai Aw Ax]; %Conformacion de Matriz completa para la Corriente CIk=zeros(m-1,Nc); %Creacion de matriz de coeficientes %Evaluacion de coeficientes for i=Nc:m-1 Inversa=inv(AFi(1:i,:)'*AFi(1:i,:)); CIk(i,:)=Inversa*AFi(1:i,:)'*ik(2:i+1)'; end %Grafica de coeficientes evaluados para ik plot(1:m-1,CIk(1:m-1,1:Nc),'LineWidth',1.5); axis([500 m -2000 1500]); grid %title('COEFICIENTES ik'); legend('c1','c2','c3','d1','d2','d3','h1','h2','h3');

139
xlabel('MUESTRAS') figure %Grafica de i(k) estimado k=1500; % muestras seleccionadas para la identificacion n=1:1:m-1; Ike=AFi*CIk(k,:)'; plot(tk(n),Ike,'.',tk(n),ik(2:m)','.','LineWidth',1.5); legend('ik(k+1) modelo', 'ik real') xlabel('tiempo (seg)') ylabel('Amperios') axis([3.9 45 -1500 1500]); grid figure error=100*sqrt((Ike-ik(2:m)').^2./(ik(2:m)'.^2)); plot(tk(n),error,'.','LineWidth',1.5); %axis([3.9 45 0 180]); grid ylabel('error I (%)') xlabel('tiempo (seg)') figure error1=100*sqrt((AFi*CIk(1500,:)'-ik(2:m)').^2./(ik(2:m)'.^2)); error2=100*sqrt((AFi*CIk(2000,:)'-ik(2:m)').^2./(ik(2:m)'.^2)); error3=100*sqrt((AFi*CIk(2150,:)'-ik(2:m)').^2./(ik(2:m)'.^2)); error4=100*sqrt((AFi*CIk(2540,:)'-ik(2:m)').^2./(ik(2:m)'.^2)); aux1=0;aux2=0;aux3=0;aux4=0; for i=2:m-1 aux1=error1(i)+aux1; aux2=error2(i)+aux2; aux3=error3(i)+aux3; aux4=error4(i)+aux4; end Emed1=ones(m-1,1)*aux1/(m-2); Emed2=ones(m-1,1)*aux2/(m-2); Emed3=ones(m-1,1)*aux3/(m-2); Emed4=ones(m-1,1)*aux4/(m-2); plot(tk(n),Emed1,tk(n),Emed2,tk(n),Emed3,'.',tk(n),Emed4,'LineWidth',1.5); legend('Muestra 1500','Muestra 2000','Muestra 2150','Muestra 2540'); ylabel('error medio I (%)') xlabel('tiempo (seg)') grid figure % determinacion de Matriz para cofientes de Wk(k) AFw=[Aw Ai ATL]; %Conformacion de Matriz completa de Corrientes CWk=zeros(m-1,Nc); %Creacion de matriz de coeficientes %Evaluacion de coeficientes for i=Nc:m-1 Inversa=inv(AFw(1:i,:)'*AFw(1:i,:)); CWk(i,:)=Inversa*AFw(1:i,:)'*Wk(2:i+1)'; end %Grafica de coeficientes evaluados para Wk plot(1:m-1,CWk(1:m-1,1:Nc),'LineWidth',1.5); legend('p1','p2','p3','q1','q2','q3','r1','r2','r3'); axis([500 m -100 800]); grid

140
title('COEFICIENTES Wk'); xlabel('MUESTRAS') figure %Graficar de Wk(k) estimado otra forma n=1:1:m-1; Wke=AFw*CWk(1500,:)'; plot(tk(n),Wke/78.5,'.',tk(n),Wk(2:m)/78.5','LineWidth',1.5); legend('w(k+1) modelo', 'Wk real') ylabel('RPM') xlabel('tiempo (seg)') %axis([3.9 45 0 25]); grid figure error=100*sqrt((Wke-Wk(2:m)').^2./(Wk(2:m)'.^2)); plot(tk(n),error,'.','LineWidth',1.5); axis([3.9 45 0 20]); ylabel('error W (%)') xlabel('tiempo (seg)') grid figure error1=100*sqrt((AFw*CWk(1500,:)'-Wk(2:m)').^2./(Wk(2:m)'.^2)); error2=100*sqrt((AFw*CWk(2000,:)'-Wk(2:m)').^2./(Wk(2:m)'.^2)); error3=100*sqrt((AFw*CWk(2150,:)'-Wk(2:m)').^2./(Wk(2:m)'.^2)); error4=100*sqrt((AFw*CWk(2540,:)'-Wk(2:m)').^2./(Wk(2:m)'.^2)); aux1=0;aux2=0;aux3=0;aux4=0; for i=2:m-1 aux1=error1(i)+aux1; aux2=error2(i)+aux2; aux3=error3(i)+aux3; aux4=error4(i)+aux4; end Emed1=ones(m-1,1)*aux1/(m-2); Emed2=ones(m-1,1)*aux2/(m-2); Emed3=ones(m-1,1)*aux3/(m-2); Emed4=ones(m-1,1)*aux4/(m-2); plot(tk(n),Emed1,tk(n),Emed2,tk(n),Emed3,tk(n),Emed4,'LineWidth',1.5); axis([0 45 0 0.2]); legend('Muestra 1500','Muestra 2000','Muestra 2150','Muestra 2540'); ylabel('error medio W (%)') xlabel('tiempo (seg)') grid

141
Anexo 2: Código Matlab para control MPC usando algoritmo DMC para laminador de 100HP
%CONTROL PREDCITIVO BASADO EN MODELOS %ALGORITMO USADO ES DINAMIC MATRIX CONTROL %LA SIMULACIÓN ES SOBRE UN SISTEMA LAMINADOR DE 100 HP %EVALUACION DE LAS MATRICES PARA FORMULAR LA NDMC close all clear, clc; format long %CARGA DE SEÑAL PRMS load PRMS; ini=250; Xk=PRMS(ini:100:4800); %Remuestro de datos de la señalPRMS m=1800; %Cantidad de Datos TL=zeros(m,1); %Creacion de Vector de torque TL(:)=125.4414; % TORQUE AL 50% DE CARGA DESDE EL ARRANQUE a=0.999817; %Polo de Laguerre T=76/4801; %PERIODO DE MUESTREO DE LA DATA (segundos) F=sqrt((1-a^2)*T); %Generacion de Polinomios de Laguerre hasta orden N=3 plot(PRMS) figure stem(Xk) N=3; v(1,1)=a; Lo(1,1)=1; for k=2:N v(k,1)=(-a).^(k-2)*(1-a*a); Lo(k,1)=(-a).^(k-1); end L0=F*Lo; A(:,1)=v; for i=2:N A(:,i)=[zeros(i-1,1);v(1:N-i+1,1)]; end L(:,1)=L0; for kk=2:m; L(:,kk)=A*L(:,kk-1); end L=L'; %Matriz DE POLINOMIOS DE LAGUERRE, HASTA ORDEN 3 %COEFICIENTES DEL MODELO IDENTIFICADO %Corriente Ci=1.0e+003*[0.728781577593540,0.490621782684950,0.157126554341646,... -0.083349880403869,0.170818262195343,0.151161571964708,... 0.604848903278765,-1.428294988016982,-1.234642502918323]; %Velocidad Cw=1.0e+002*[7.430863800444222,4.508397690784928,1.229155609707427,... 0.283493478481026,0.163779282231970,0.041301504332230,... -0.362006630219933,-0.466477872564888,-0.257138625184074]; N1=1;
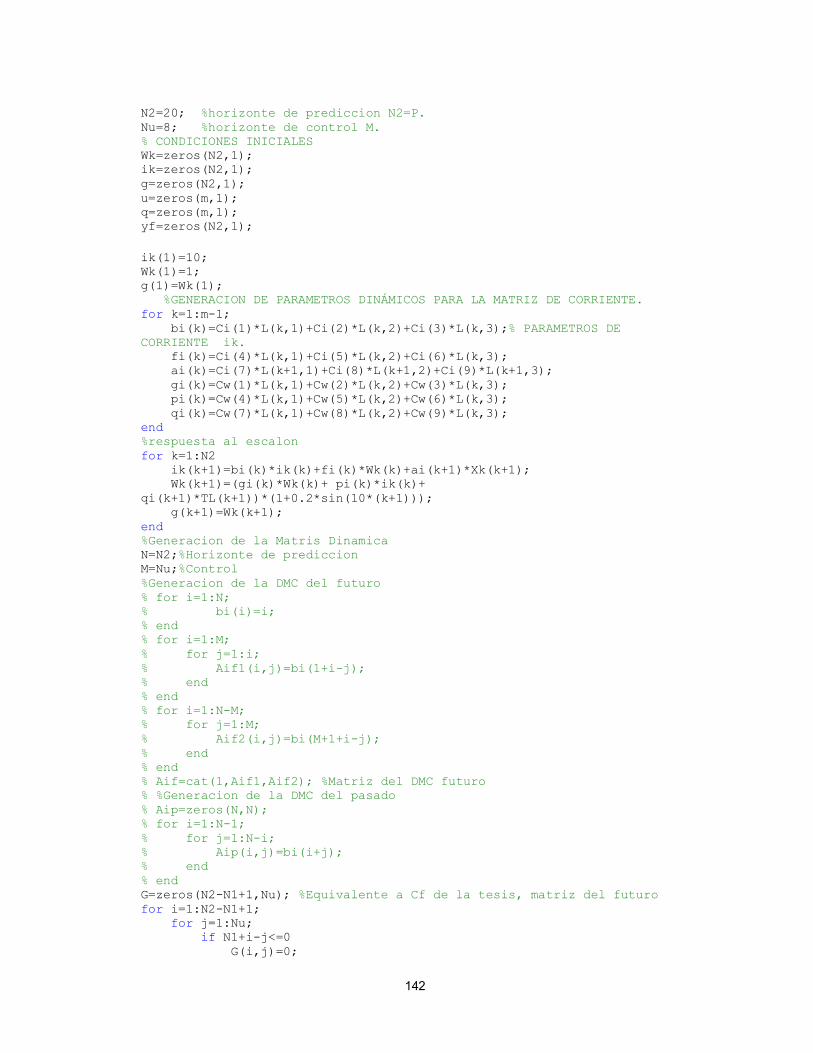
142
N2=20; %horizonte de prediccion N2=P. Nu=8; %horizonte de control M. % CONDICIONES INICIALES Wk=zeros(N2,1); ik=zeros(N2,1); g=zeros(N2,1); u=zeros(m,1); q=zeros(m,1); yf=zeros(N2,1); ik(1)=10; Wk(1)=1; g(1)=Wk(1); %GENERACION DE PARAMETROS DINÁMICOS PARA LA MATRIZ DE CORRIENTE. for k=1:m-1; bi(k)=Ci(1)*L(k,1)+Ci(2)*L(k,2)+Ci(3)*L(k,3);% PARAMETROS DE CORRIENTE ik. fi(k)=Ci(4)*L(k,1)+Ci(5)*L(k,2)+Ci(6)*L(k,3); ai(k)=Ci(7)*L(k+1,1)+Ci(8)*L(k+1,2)+Ci(9)*L(k+1,3); gi(k)=Cw(1)*L(k,1)+Cw(2)*L(k,2)+Cw(3)*L(k,3); pi(k)=Cw(4)*L(k,1)+Cw(5)*L(k,2)+Cw(6)*L(k,3); qi(k)=Cw(7)*L(k,1)+Cw(8)*L(k,2)+Cw(9)*L(k,3); end %respuesta al escalon for k=1:N2 ik(k+1)=bi(k)*ik(k)+fi(k)*Wk(k)+ai(k+1)*Xk(k+1); Wk(k+1)=(gi(k)*Wk(k)+ pi(k)*ik(k)+ qi(k+1)*TL(k+1))*(1+0.2*sin(10*(k+1))); g(k+1)=Wk(k+1); end %Generacion de la Matris Dinamica N=N2;%Horizonte de prediccion M=Nu;%Control %Generacion de la DMC del futuro % for i=1:N; % bi(i)=i; % end % for i=1:M; % for j=1:i; % Aif1(i,j)=bi(1+i-j); % end % end % for i=1:N-M; % for j=1:M; % Aif2(i,j)=bi(M+1+i-j); % end % end % Aif=cat(1,Aif1,Aif2); %Matriz del DMC futuro % %Generacion de la DMC del pasado % Aip=zeros(N,N); % for i=1:N-1; % for j=1:N-i; % Aip(i,j)=bi(i+j); % end % end G=zeros(N2-N1+1,Nu); %Equivalente a Cf de la tesis, matriz del futuro for i=1:N2-N1+1; for j=1:Nu; if N1+i-j<=0 G(i,j)=0;

143
else G(i,j)=g(N1+i-1-j+1); end end end %CONDICONES INICIALES yf(1)=Wk(1); yf(2)=Wk(2); yf(3)=Wk(3); r(1)=0.5; r(2)=1; r(3)=10; u(1)=0.1; u(2)=0.1; u(3)=0.1; %w(1)=0; w(2)=0; w(3)=0; q(1)=1; q(2)=1; q(3)=1;ik(1)=0.5; ik(2)=1; ik(3)=1; alf=0.1; lambda=0.015; MM=1500; %Cantidad de muestras del modelo I=eye(Nu,Nu);%matriz identidad. %LAZO DE CONTROL. for t=3:MM+3; %TRAYECTORIA DESEADA,REFERENCIA raster Y RESPUESTA LIBRE yf. for k=1:N2; W(t+k)=900*(tanh(t/120-3)+1); % SEÑAL DE REFERENCIA TIPO TANGENTE HIPERBOLICA r(t+k)=alf*r(t+k-1)+(1-alf)*W(t+k); %FILTRADO DE LA SEÑAL DE REFERENCIA %MODELO DEL LAMINADOR DENTRO DEL HORIZONTE DE PREDICCION ik(t+k)=Ci(1)*L(t+k-1,1)*ik(t+k-1)+Ci(2)*L(t+k-1,2)*ik(t+k-1)+Ci(3)*L(t+k-1,3)*ik(t+k-1)+ ... Ci(4)*L(t+k-1,1)*Wk(t+k-1)+Ci(5)*L(t+k-1,2)*Wk(t+k-1)+Ci(6)*L(t+k-1,3)*Wk(t+k-1)+ ... Ci(7)*L(t+k,1)*u(t+k)+Ci(8)*L(t+k,2)*u(t+k)+Ci(9)*L(t+k,3)*u(t+k); Wk(t+k)=Cw(1)*L(t+k-1,1)*Wk(t+k-1)+Cw(2)*L(t+k-1,2)*Wk(t+k-1)+Cw(3)*L(t+k-1,3)*Wk(t+k-1)+ ... Cw(4)*L(t+k-1,1)*ik(t+k-1)+Cw(5)*L(t+k-1,2)*ik(t+k-1)+Cw(6)*L(t+k-1,3)*ik(t+k-1)+ ... (Cw(7)*L(t+k,1)*TL(t+k)+Cw(8)*L(t+k,2)*TL(t+k)+Cw(9)*L(t+k,3)*TL(t+k))*(1+0.1*sin(10*(t+k))); yf(t+k)=Wk(t+k); end %MATRIZ R DE SEÑALES DE REFERENCIA r R=r(t+1:1:t+N2)'; %MATRIZ DE RESPUESTA LIBRE yf YF=yf(t+1:1:t+N2); %LEY DE CONTROL. %Determinacion del vector de control Glam=inv(G'*G+lambda*I); U=Glam*G'*(R-YF); % xu=size(U); du=U(1); u(t+1)=0.36*u(t)+7.1*du*(tanh(t/120)+1); %LEY DE CONTROL ACTUAL %RESTRICCIONES DE LA SEÑAL DE CONTROL %Limitacion de la tension de Armadura (RESTRICCIONES) dif=r(t)-q(t); if q(t)>=1700 % if dif>=1

144
u(t+1)=0.47*u(t)+4.6*du*(tanh(t/120)+1); elseif dif<1 u(t+1)=0.466*u(t)+4.59*du*(tanh(t/120)+1); end end if ik(t)>=250 u(t+1)=0.9*u(t+1); end if u(t+1)<0 u(t+1)=0; end if u(t+1)>240 u(t+1)=240; end %Fin de restriccionesw %Control del proceso del sistema usando tres polinomios de Laguerre ik(t+1)=Ci(1)*L(t,1)*ik(t)+Ci(2)*L(t,2)*ik(t)+Ci(3)*L(t,3)*ik(t)+ ... Ci(4)*L(t,1)*q(t)+Ci(5)*L(t,2)*q(t)+Ci(6)*L(t,3)*q(t)+ ... Ci(7)*L(t+1,1)*u(t+1)+Ci(8)*L(t+1,2)*u(t+1)+Ci(9)*L(t+1,3)*u(t+1); q(t+1)=Cw(1)*L(t,1)*q(t)+Cw(2)*L(t,2)*q(t)+Cw(3)*L(t,3)*q(t)+ ... Cw(4)*L(t,1)*ik(t)+Cw(5)*L(t,2)*ik(t)+Cw(6)*L(t,3)*ik(t)+ ... Cw(7)*L(t+1,1)*TL(t+1)+Cw(8)*L(t+1,2)*TL(t+1)+Cw(9)*L(t+1,3)*TL(t+1); end %ANGULO DE DISPARO alfa=zeros(MM,1); for i=1:MM alfa(i)=180*acos(3.1416*u(i)/(3*311))/3.1416; end %GRAFICOS figure ejex=(1:MM); ejex=ejex*T; plot(ejex,r(1:MM)/78.5,ejex,q(1:MM)/78.5,'.','linewidth',2); grid axis([0 20 0 25]); legend('Referencia','Respuesta del sistema') ylabel('RPM') xlabel('Segundos') title('COMPARACION DE LA REFERENCIA Y RESPUESTA PREDICTIVA DEL LAMINADOR') figure plot(ejex,u(1:MM),'linewidth',2); grid axis([0 20 0 260]); ylabel('Voltios') xlabel('Segundos') title('SEÑAL DE CONTROL') figure plot(ejex,ik(1:MM),'linewidth',2); grid axis([0 20 0 350]); ylabel('Amperios') xlabel('Segundos') title('CORRIENTE') figure

145
error=100*abs((q(1:MM)-r(1:MM)')./r(1:MM)'); plot(ejex(1:MM)',error,'.','LineWidth',2); axis([0 20 0 30]); ylabel('error %') xlabel('tiempo (seg)') title('ERROR RELATIVO DE LA REFERENCIA CON LA RESPUESTA DEL SISTEMA') grid figure plot(ejex,alfa(1:MM),'linewidth',2); axis([0 20 0 100]); grid ylabel('Grados') xlabel('Segundos') title('ANGULO DE DISPARO')

146
Anexo 3: Código Matlab para el control MPC usando algoritmo DMC en su forma escalar para un laminador de 100 HP % CONTROL PREDICTIVO BASADO EN MODELOS MPC % ALGORITMO DE CONTROL PREDICTIVO ESCALAR % CONTROL DE LA TRAYECTORIA DE ARRANQUE DE UN MOTOR DE 100HP clear; clc; close all; %CARGA DE DATOS DE ENTRADA DE PLANTA load PRMS; ini=250; Xk=PRMS(ini:100:2790); m=1800; %Cantidad de Datos TL=zeros(m,1); %Creacion de Vector de torque TL(:)=125.4414; % TORQUE AL 50% DE CARGA DESDE EL ARRANQUE %COEFICIENTES DEL MODELO IDENTIFICADO %Corriente Ci=1.0e+003*[0.728781577593540,0.490621782684950,0.157126554341646,... -0.083349880403869,0.170818262195343,0.151161571964708,... 0.604848903278765,-1.428294988016982,-1.234642502918323]; %Velocidad Cw=1.0e+002*[7.430863800444222,4.508397690784928,1.229155609707427,... 0.283493478481026,0.163779282231970,0.041301504332230,... -0.362006630219933,-0.466477872564888,-0.257138625184074]; %Algoritmo de Generacion de Polinomios de LAGUERRE a=0.999817; %Polo de Laguerre T=76/4801; %PERIODO DE MUESTREO DE LA DATA (segundos) F=sqrt((1-a^2)*T); N=3; %Polinomios de Laguerre hasta orden N=3 v(1,1)=a; Lo(1,1)=1; for k=2:N v(k,1)=(-a).^(k-2)*(1-a*a); Lo(k,1)=(-a).^(k-1); end L0=F*Lo; A(:,1)=v; for i=2:N A(:,i)=[zeros(i-1,1);v(1:N-i+1,1)]; end L(:,1)=L0; for kk=2:m; L(:,kk)=A*L(:,kk-1); end L=L'; %Matriz DE POLINOMIOS DE LAGUERRE, HASTA ORDEN 3 %HORIZONTES de Prediccion y Control Fijos N1=1; N2=12; Nu=1; % CONDICIONES INICIALES Wk=zeros(N2,1); ik=zeros(N2,1); g=zeros(N2,1); yf=zeros(N2,1); u=zeros(m,1); q=zeros(m,1); ik(1)=1;
147
Wk(1)=0.1; g(1)=Wk(1); for k=1:N2 ik(k+1)=Ci(1)*L(k,1)*ik(k)+Ci(2)*L(k,2)*ik(k)+Ci(3)*L(k,3)*ik(k)+ ... Ci(4)*L(k,1)*Wk(k)+Ci(5)*L(k,2)*Wk(k)+Ci(6)*L(k,3)*Wk(k)+ ... Ci(7)*L(k+1,1)*Xk(k+1)+Ci(8)*L(k+1,2)*Xk(k+1)+Ci(9)*L(k+1,3)*Xk(k+1); Wk(k+1)=Cw(1)*L(k,1)*Wk(k)+Cw(2)*L(k,2)*Wk(k)+Cw(3)*L(k,3)*Wk(k)+ ... Cw(4)*L(k,1)*ik(k)+Cw(5)*L(k,2)*ik(k)+Cw(6)*L(k,3)*ik(k)+ ... (Cw(7)*L(k+1,1)*TL(k+1)+Cw(8)*L(k+1,2)*TL(k+1)+Cw(9)*L(k+1,3)*TL(k+1)); g(k+1)=Wk(k+1); end %CONDICONES INICIALES yf(1)=Wk(1); yf(2)=Wk(2); yf(3)=Wk(3); r(1)=0.5; r(2)=1; r(3)=2; u(1)=0; u(2)=0; u(3)=0; %w(1)=0; w(2)=0; w(3)=0; q(1)=0.5; q(2)=1; q(3)=5; alf=.1; lambda=0.15; MM=1500; %LAZO DE CONTROL for t=2:MM+2 for k=1:N2 W(t+k)=900*(tanh(t/120-3)+1); % SEÑAL DE REFERENCIA TIPO TANGENTE HIPERBOLICA r(t+k)=alf*r(t+k-1)+(1-alf)*W(t+k); %FILTRADO DE LA SEÑAL DE REFERENCIA %MODELO DEL LAMINADOR DENTRO DEL HORIZONTE DE PREDICCION ik(t+k)=Ci(1)*L(t+k-1,1)*ik(t+k-1)+Ci(2)*L(t+k-1,2)*ik(t+k-1)+Ci(3)*L(t+k-1,3)*ik(t+k-1)+ ... Ci(4)*L(t+k-1,1)*Wk(t+k-1)+Ci(5)*L(t+k-1,2)*Wk(t+k-1)+Ci(6)*L(t+k-1,3)*Wk(t+k-1)+ ... Ci(7)*L(t+k,1)*u(t+k)+Ci(8)*L(t+k,2)*u(t+k)+Ci(9)*L(t+k,3)*u(t+k); Wk(t+k)=Cw(1)*L(t+k-1,1)*Wk(t+k-1)+Cw(2)*L(t+k-1,2)*Wk(t+k-1)+Cw(3)*L(t+k-1,3)*Wk(t+k-1)+ ... Cw(4)*L(t+k-1,1)*ik(t+k-1)+Cw(5)*L(t+k-1,2)*ik(t+k-1)+Cw(6)*L(t+k-1,3)*ik(t+k-1)+ ... (Cw(7)*L(t+k,1)*TL(t+k)+Cw(8)*L(t+k,2)*TL(t+k)+Cw(9)*L(t+k,3)*TL(t+k))*(1+0.2*sin(10*(t+k))); yf(t+k)=Wk(t+k); end %DETERMINACION DE LA LEY DE CONTROL ESCALAR du(t)=(g(1)*(r(t+1)-yf(t+1))+g(2)*(r(t+2)-yf(t+2))+ ... g(3)*(r(t+3)-yf(t+3))+g(4)*(r(t+4)-yf(t+4))+ ... g(5)*(r(t+5)-yf(t+5))+g(6)*(r(t+6)-yf(t+6))+ ... g(7)*(r(t+7)-yf(t+7))+g(8)*(r(t+8)-yf(t+8))+ ... g(9)*(r(t+9)-yf(t+9))+g(10)*(r(t+10)-yf(t+10))+ ... g(11)*(r(t+11)-yf(t+11))+g(12)*(r(t+12)-yf(t+12)))/ ... (g(1)^2+g(2)^2+g(3)^2+g(4)^2+g(5)^2+ ... g(6)^2+g(7)^2+g(8)^2+g(9)^2+g(10)^2+ ... g(11)^2+g(12)^2+lambda); u(t+1)=0.56*u(t)+8.1*du(t)*(tanh(t/120)+1);%LEY DE CONTROL ACTUAL %RESTRICCIONES DE LA SEÑAL DE CONTROL %Limitacion de la tension de Armadura (RESTRICCIONES) dif=r(t)-q(t);

148
if q(t)>=1700 % if dif>=1 u(t+1)=0.46*u(t)+8*du(t)*(tanh(t/120)+1); elseif dif<1 u(t+1)=0.455*u(t)+7.99*du(t)*(tanh(t/120)+1); end end if ik(t)>=250 u(t+1)=0.9*u(t+1); end if u(t+1)<0 u(t+1)=0; end if u(t+1)>240 u(t+1)=240; end %Control del proceso del sistema usando tres polinomios de Laguerre ik(t+1)=Ci(1)*L(t,1)*ik(t)+Ci(2)*L(t,2)*ik(t)+Ci(3)*L(t,3)*ik(t)+ ... Ci(4)*L(t,1)*q(t)+Ci(5)*L(t,2)*q(t)+Ci(6)*L(t,3)*q(t)+ ... Ci(7)*L(t+1,1)*u(t+1)+Ci(8)*L(t+1,2)*u(t+1)+Ci(9)*L(t+1,3)*u(t+1); q(t+1)=Cw(1)*L(t,1)*q(t)+Cw(2)*L(t,2)*q(t)+Cw(3)*L(t,3)*q(t)+ ... Cw(4)*L(t,1)*ik(t)+Cw(5)*L(t,2)*ik(t)+Cw(6)*L(t,3)*ik(t)+ ... Cw(7)*L(t+1,1)*TL(t+1)+Cw(8)*L(t+1,2)*TL(t+1)+Cw(9)*L(t+1,3)*TL(t+1); end %ANGULO DE DISPARO alfa=zeros(MM,1); for i=1:MM alfa(i)=180*acos(3.1416*u(i)/(3*311))/3.1416; end %GRAFICOS figure ejex=(1:MM); ejex=ejex*T; plot(ejex,r(1:MM)/78.5,'-',ejex,q(1:MM)/78.5,'.','linewidth',2); grid axis([0 20 0 25]); legend('Referencia','Respuesta del sistema') ylabel('RPM') xlabel('Segundos') title('COMPARACION DE LA REFERENCIA Y RESPUESTA PREDICTIVA DEL LAMINADOR') figure plot(ejex,u(1:MM),'linewidth',2); grid axis([0 20 0 250]); ylabel('Voltios') xlabel('Segundos') title('SEÑAL DE CONTROL') figure plot(ejex,ik(1:MM),'linewidth',2); grid axis([0 20 0 350]); ylabel('Amperios') xlabel('Segundos') title('CORRIENTE') figure

149
error=100*abs((q(1:MM)-r(1:MM)')./r(1:MM)'); plot(ejex(1:MM)',error,'.','LineWidth',1.5); axis([0 20 0 30]); ylabel('error %') xlabel('tiempo (seg)') title('ERROR CUADRATICO DE LA REFERENCIA CON LA RESPUESTA DEL SISTEMA') grid figure plot(ejex,alfa(1:MM),'linewidth',3); axis([0 20 0 100]); grid ylabel('Grados') xlabel('Segundos') title('ANGULO DE DISPARO')

![BITCOINOMICS - repositorio.udesa.edu.arrepositorio.udesa.edu.ar/jspui/bitstream/10908/11815/1/[P][W] T. L. Eco... · poseedores de Bitcoin, el protocolo provee anonimidad a todos](https://static.fdocuments.us/doc/165x107/5e4735fb2e67d54ba74b5678/bitcoinomics-pw-t-l-eco-poseedores-de-bitcoin-el-protocolo-provee-anonimidad.jpg)









![LRA 11815 Optimal Dose of Hyperbaric Bupivacaine 0 5 for Unilateral s 082510[1]](https://static.fdocuments.us/doc/165x107/577ce4ef1a28abf1038f6f46/lra-11815-optimal-dose-of-hyperbaric-bupivacaine-0-5-for-unilateral-s-0825101.jpg)





