
UNIVERSIDAD DE ANTIOQUIA CARACTERIZACIÓN DE...
77
1 UNIVERSIDAD DE ANTIOQUIA Facultad de Ingeniería Departamento de Ingeniería Mecánica Grupo de Investigación en el Manejo Eficiente de la Energía –GIMEL CARACTERIZACIÓN DE PROCESOS Y PRODUCTOS DE VALOR AGREGADO OBTENIDOS MEDIANTE TRANSFORMACIÓN TERMOQUÍMICA DE MADERAS CON POTENCIAL FORESTAL EN COLOMBIA TESIS DE MAESTRÍA Presentada por: Laura Suárez Hernández Director: Juan Fernando Pérez Bayer Co-director: Rolando Barrera Zapata Medellín 2016
Transcript of UNIVERSIDAD DE ANTIOQUIA CARACTERIZACIÓN DE...

1
UNIVERSIDAD DE ANTIOQUIA Facultad de Ingeniería
Departamento de Ingeniería Mecánica
Grupo de Investigación en el Manejo Eficiente de la Energía –GIMEL
CARACTERIZACIÓN DE PROCESOS Y PRODUCTOS DE VALOR
AGREGADO OBTENIDOS MEDIANTE TRANSFORMACIÓN
TERMOQUÍMICA DE MADERAS CON POTENCIAL FORESTAL EN
COLOMBIA
TESIS DE MAESTRÍA
Presentada por:
Laura Suárez Hernández
Director:
Juan Fernando Pérez Bayer
Co-director:
Rolando Barrera Zapata
Medellín
2016
2
Tabla de contenido Agradecimientos ........................................................................................................................................................... 4
Introducción general ................................................................................................................................................... 5
Objetivos ........................................................................................................................................................................... 7
General ......................................................................................................................................................................... 7
Específicos .................................................................................................................................................................. 7
Estructura de la tesis ................................................................................................................................................... 8
Especies forestales seleccionadas para la investigación .............................................................................. 8
Capítulo 1: Efecto de la temperatura de torrefacción en la composición de la madera como
biocombustible. .......................................................................................................................................................... 10
1.1 Introducción ............................................................................................................................................. 10
1.2 Metodología .............................................................................................................................................. 11
1.2.1 Proceso de torrefacción ............................................................................................................. 11
1.2.2 Análisis próximo y elemental ................................................................................................... 12
1.2.3 Poder calorífico .............................................................................................................................. 12
1.2.4 Análisis de reactividad ................................................................................................................ 12
1.3 Resultados y análisis ............................................................................................................................. 13
1.4 Conclusiones ............................................................................................................................................. 17
Capítulo 2: Efecto del tipo de madera (con y sin torrefacción) en el proceso de gasificación para
la obtención de combustibles y/o productos químicos haciendo uso del software Aspen Plus.
........................................................................................................................................................................................... 18
Introducción ............................................................................................................................................................ 18
2.1 Desarrollo y validación de un modelo de gasificación para la obtención de un syngas
útil en la producción de biocombustibles y/o productos químicos ................................................. 20
2.1.1 Descripción del proceso ............................................................................................................. 20
2.1.2 Descripción del modelo .............................................................................................................. 21
2.1.3 Parámetros del modelo .............................................................................................................. 26
2.1.4 Validación del modelo ................................................................................................................. 27
2.1.5 Resultados de validación ........................................................................................................... 29
2.1.6 Conclusiones ................................................................................................................................... 32
2.2 Efecto de la torrefacción y condiciones de operación en la producción de un syngas
útil para la producción de combustibles líquidos y/o productos químicos a partir de la
gasificación. ............................................................................................................................................................. 32
2.2.1 Condiciones de simulación........................................................................................................ 33

3
2.2.2 Análisis de sensibilidad .............................................................................................................. 37
2.2.3 Resultados análisis de sensibilidad ....................................................................................... 38
2.2.4 Conclusiones ................................................................................................................................... 43
Capítulo 3: Caracterización físico-química de los biocarbones producidos a partir de diferentes
tipos de maderas mediante gasificación en lecho fijo. ............................................................................... 45
3.1 Introducción ............................................................................................................................................. 45
3.2 Metodología .............................................................................................................................................. 47
3.2.1 Obtención de los biocarbones mediante gasificación en lecho fijo .......................... 47
3.2.2 Análisis próximo y elemental ................................................................................................... 47
3.2.3 Análisis termogravimétrico ...................................................................................................... 47
3.2.4 Poder calorífico .............................................................................................................................. 47
3.2.5 Análisis morfológico y estructural ......................................................................................... 48
3.2.6 Pruebas de adsorción en una matriz acuosa coloreada. ............................................... 48
3.3 Resultados y análisis ............................................................................................................................. 49
3.3.1 Análisis próximo, último, termogravimétrico y poder calorífico. ............................. 49
3.3.2 Análisis morfológico y estructural ......................................................................................... 51
3.3.3 Pruebas de adsorción en matrices acuosas coloreadas ................................................ 55
3.4 Conclusiones ............................................................................................................................................. 56
Conclusiones generales de la tesis ...................................................................................................................... 57
Trabajos futuros ......................................................................................................................................................... 59
ANEXOS .......................................................................................................................................................................... 60
Anexo 1: Resultados del análisis de sensibilidad para evaluación del efecto de la torrefacción
y condiciones de operación en la producción de un syngas útil en la producción de
combustibles líquidos y/o productos químicos a partir de la gasificación. ................................. 60
Anexo 2: Resultados del análisis paramétrico para selección de mejores condiciones de
operación en el proceso de producción de un syngas útil en la producción de combustibles
líquidos y/o productos químicos a partir de la gasificación ............................................................... 63
Anexo 3: Resultados de la eficiencia global para selección de mejores condiciones de
operación en el proceso de producción de un syngas útil en la producción de combustibles
líquidos y/o productos químicos a partir de la gasificación ............................................................... 67
Referencias ................................................................................................................................................................... 68

4
Agradecimientos Agradezco a la Universidad de Antioquia y al grupo de investigación de manejo eficiente de la
energía (GIMEL) por abrir sus puertas y brindarme la oportunidad de realizar mis estudios de
maestría.
A mis asesores de tesis, profesor Juan Fernando Pérez Bayer y profesor Rolando Barrera Zapata
por su acompañamiento constante e incondicional, su paciencia y sus consejos durante todo
éste proceso; gracias a ustedes tuve un crecimiento tanto profesional como personal que me
permitirán desenvolverme mejor en la vida.
A todos los profesores que me han acompañado a lo largo de mi formación profesional, por las
enseñanzas compartidas.
A mi familia y a mis amigos por ser un apoyo incondicional y no dejarme derrumbar en los
momentos difíciles.
A la Universidad de Antioquia por su apoyo financiero a través del proyecto “Estrategias de
integración de la madera plantada en Colombia en conceptos de biorrefinería termoquímica:
análisis termodinámico y caracterización de bioproductos” código PRG 2014-1016, financiado
en la Convocatoria Programática Área Ingeniería y Tecnología 2014 – 2015, y al programa de
estudiante instructor UDEA. A la Universidad de Washington por el apoyo en el proceso de
torrefacción de las maderas.

5
Introducción general
Los combustibles fósiles han sido durante siglos la mayor fuente de obtención de energía y
materias primas útiles para gran cantidad de sectores industriales como lo son el químico, el
textil, la construcción, el envasado, etc. Adicional a esto, a medida que los países se
industrializan y sus poblaciones aumentan, la humanidad dispone de una mayor cantidad y
variedad de equipos, procesos y máquinas que requieren energía, lo cual ha generado un
aumento del consumo y dependencia de los combustibles fósiles en las últimas décadas [1]. Sin
embargo, en los últimos años se han presentado varias amenazas que afectan el modelo
económico basado en este tipo de combustibles, como lo son el aumento de la demanda desde
economías emergentes, la incertidumbre en el precio y/o suministro, crecientes conflictos
geopolíticos con claros fundamentos de control energético (gas y petróleo); además del interés
medio ambiental por la reducción de las emisiones de gases procedentes de combustibles
fósiles [2]. De esta manera, surge la necesidad de reducir la dependencia de este tipo de
energéticos fósiles, mediante el desarrollo de energías alternativas y nuevas materias primas
renovables, que permitan reducir las emisiones de gases contaminantes y asegurar el
suministro sostenible de energía y materias primas [2].
En este contexto, la biomasa es una materia prima idónea para la producción de energía y
productos químicos ya que presenta un gran número de ventajas: 1) es materia orgánica que se
origina por procesos biológicos, 2) contribuye a la disminución del efecto invernadero, 3) tiene
el potencial dual de servir como fuente energética y como materia prima para la obtención de
otros productos de la industria química [2].
Entre las posibles fuentes de biomasa como recurso renovable, la madera es una de las fuentes
más importantes de energía en el mundo [3], debido a que presenta altos rendimientos de
producción. Especies forestales como pino y eucalyptus presentan rendimientos de 17.1 y 20.1
ton/ha/año respectivamente, mientras que especies como las herbáceas y el maíz presentan
rendimientos de 15.7 y 4.5 ton/ha/año [4]. Este hecho representa una gran oportunidad para
Colombia, teniendo en cuenta que el marco del Plan Nacional de Desarrollo 2010-2014,
planteaba como programa de reforestación alcanzar alrededor de 1.400.000 ha reforestadas
para el año 2019 [5].
De esta manera, se identifica la necesidad de buscar usos alternativos y sostenibles de las
maderas comerciales que generen mayor valor agregado a los recursos forestales, como lo son:
los biocombustibles, la bioenergía, los bioproductos y los biomateriales. En este sentido, se
estudia la biomasa forestal como materia prima para biorrefinería termoquímica con el fin de
generar energía y productos de alto valor agregado para el sector forestal [6]. El concepto de
biorrefinería abarca una amplia gama de tecnologías, capaces de separar los recursos de
biomasa (madera, pastos, maíz, semillas, etc.) en sus componentes básicos (carbohidratos,
proteínas, triglicéridos) o en su forma elemental (carbono, hidrógeno, nitrógeno, etc.), para
transformarlos en productos de valor agregado como bioenergía, biocombustibles y productos
químicos, considerados como soluciones alternativas al mundo post-petroquímico [7]. Los
procesos más utilizados en el procesamiento de biomasa son el enfoque metabólico para la

6
producción de etanol, biocombustibles y bioproductos [8], así como la transformación
termoquímica (descomposición de la biomasa en sus componentes elementales) para la
producción de un biogas de síntesis de alta calidad para ser utilizado como materia prima para
biocombustibles líquidos y productos químicos [9].
La investigación en biorrefinerías ha cobrado vigencia en el último tiempo de cara a contribuir
al desarrollo energético y de productos químicos basados en criterios sostenibles [9]–[11]. Por
tal razón, se está investigando en diferentes frentes, como son la identificación de las materias
primas más adecuadas, los fenómenos fisicoquímicos que tienen lugar durante la conversión,
las diversas tecnologías existentes para llevar a cabo la síntesis, la optimización de la
producción y las propiedades fisicoquímicas de las salidas del proceso, entre otras. Así,
mediante el presente trabajo de investigación, se evalúan procesos y se caracterizan productos
de valor agregado obtenidos mediante procesos termoquímicos de maderas con potencial
forestal en Colombia.
Entre los principales procesos termoquímicos para el aprovechamiento energético de la
biomasa se encuentran la pirólisis, la gasificación y la combustión. La pirólisis consiste en la
degradación térmica de la biomasa en ausencia de oxígeno, lo cual permite obtener gases
combustibles, bio-aceite y biocarbones. La combustión consiste en la oxidación completa de la
biomasa, cuyo proceso genera gases a alta temperatura, que pueden ser usados para
aprovechar su energía sensible en generación de energía (ciclo de vapor) o en procesos
térmicos [12]. Finalmente, la gasificación es un proceso de oxidación parcial auto-térmico que
produce un gas con alto contenido energético susceptible de ser usado como combustible en
motores, turbinas o quemadores, o como materia prima para la producción de combustibles
líquidos o productos químicos. Un subproducto del proceso de gasificación es el residuo sólido
(biocarbón y/o ceniza) cuya composición varía en función del tipo de combustible carbonoso y
de las condiciones de gasificación (presión, temperatura, agente gasificante, etc.)[6]. Dada la
versatilidad del proceso de gasificación y sus altas eficiencias energéticas, en este trabajo de
investigación se estudia dicho proceso de oxidación parcial como componente principal de la
biorrefinería termoquímica.
Para llevar a cabo el proceso de gasificación, existen varias tecnologías, entre las cuales las más
utilizadas son: gasificación en lecho fijo, lecho fluidizado y lecho arrastrado [13]. En los
gasificadores de lecho fijo la zona de reacción es estacionaria y las partículas mantienen
contacto entre sí en la zona conocida como el lecho del reactor; en los gasificadores de lecho
fluidizado se hace uso de un gas para fluidizar el material del lecho, permitiendo una
uniformidad en la distribución de temperatura, puesto que el movimiento de las partículas
favorece el contacto gas-sólido; en los gasificadores de lecho arrastrado, los sólidos son
arrastrados en un flujo de gas a altas velocidades por lo cual los tiempos de residencia son muy
cortos y es necesario alcanzar altas temperaturas de reacción (> 1200°C) para alcanzar
rendimientos adecuados [14].
Para usos prácticos como la generación y cogeneración a pequeña escala, se requiere un gas con
alto contenido calorífico; para este tipo de aplicaciones se hace uso de gasificadores de lecho
fijo y lecho fluidizado. Para la síntesis de combustibles líquidos y productos químicos, es

7
necesario controlar tanto los compuestos gaseosos como las impurezas, debido a que los
procesos de síntesis se realizan generalmente a partir de H2 y CO, para obtener los productos
deseados; adicionalmente, las impurezas pueden desactivar los catalizadores que se utilizan
para dichas síntesis; para este tipo de procesos se utilizan generalmente gasificadores de lecho
fluidizado o de lecho arrastrado, entre los cuales, la gasificación en lecho arrastrado presenta
grandes ventajas debido a su simple estructura (no requiere catalizador), su baja formación de
alquitranes, flexibilidad en la alimentación y disponibilidad comercial a gran escala [13].
Adicionalmente, varios autores sugieren que la biomasa debe ser pretratada antes de ingresar
al gasificador con el fin de mejorar sus propiedades y hacer que el proceso sea más eficiente, ya
que ésta se caracteriza generalmente por tener altos contenidos de humedad, baja densidad
energética y alto contenido de oxígeno [15]–[17]. La torrefacción es uno de los pretratamientos
más destacados, pues mediante ésta, la humedad contenida en la biomasa es reducida y los
compuestos ligeros son liberados, lo cual presenta ventajas como: incremento del poder
calorífico, reducción de las relaciones O/C y H/C, produciendo un material hidrofóbico con una
mayor facilidad para triturar y almacenar [15]–[17].
Mediante el trabajo de investigación desarrollado, se da respuesta a las siguientes preguntas de
investigación: ¿Qué efecto tienen los diferentes niveles de torrefacción sobre las propiedades
de la biomasa como biocombustible?, ¿Qué efecto tiene el tipo de biomasa forestal (madera con
y sin torrefactar) sobre las características del proceso de gasificación en lecho arrastrado?, y
¿Cuáles son las características físico-químicas y los posibles usos de los biocarbones producidos
mediante gasificación de las maderas en lecho fijo?. Para dar respuesta a estas cuestiones se
evaluó experimentalmente el efecto de la temperatura de torrefacción en las características
químicas de la madera como combustible mejorado; a partir de simulación con el software
Aspen Plus, se estudió el efecto del tipo de madera (con y sin torrefactar) en el proceso de
gasificación en lecho arrastrado, de cara a la producción de un syngas útil como materia prima
para la producción de biocombustibles líquidos y/o bioproductos; y finalmente, se
caracterizaron físico-químicamente los biocarbones producidos mediante gasificación en lecho
fijo de diferentes tipos de madera, con el objeto de encontrar posibles usos alternativos de este
residuo.
Objetivos
General Evaluar procesos termoquímicos y caracterizar productos de valor agregado obtenidos
mediante gasificación usando maderas con potencial forestal en Colombia.
Específicos
Estudiar el efecto de la temperatura de torrefacción sobre la composición de la madera
como biocombustible, a partir de análisis próximo, análisis último y poder calorífico.
Evaluar el efecto del tipo de madera (con y sin torrefacción) en el proceso de gasificación
como proceso previo a la obtención de combustibles y/o productos químicos mediante el
software Aspen Plus.
8
Caracterizar físico-químicamente el biocarbón producido a partir de diferentes tipos de
maderas mediante gasificación en lecho fijo.
Estructura de la tesis
El presente trabajo se encuentra divido en 3 capítulos mediante los cuales se da respuesta a las
preguntas de investigación planteadas. En el capítulo 1, se evalúa el efecto que tiene la
temperatura de torrefacción en la composición de la madera como biocombustible. El estudio
se realiza a partir del análisis próximo, análisis último y análisis termogravimétrico de las
especies tanto crudas como torrefactadas a diferentes temperaturas (200, 250 y 300°C) por 30
min en atmósfera inerte. En el capítulo 2, se presenta el desarrollo y validación de un modelo
de gasificación como proceso previo a la obtención de combustibles y/o productos químicos
mediante el software Aspen Plus. La validación del modelo se realiza mediante el cálculo de
errores relativos entre los datos arrojados por las simulaciones realizadas y los datos
experimentales reportados en la literatura. Adicionalmente, con el modelo desarrollado se lleva
a cabo un análisis de sensibilidad, para evaluar el efecto que tienen la torrefacción y las
condiciones de operación (presión del gasificador, agente gasificante, relación real
oxígeno/biomasa, relación real vapor/biomasa, tipo de biomasa, temperatura de torrefacción
y porcentaje de by-pass en el reactor agua gas) en el proceso de producción de un syngas útil
para la producción de combustibles líquidos y/o productos químicos a partir de la gasificación.
Finalmente, en el capítulo 3, se encuentra la caracterización físico-química, morfológica y
estructural (análisis próximo, análisis último, análisis termogravimétrico, SEM, área superficial
BET y FT-IR) de biocarbones producidos a partir de la gasificación en lecho fijo de las especies
forestales, incluyendo análisis de posibles usos y/o aplicaciones de éstos de acuerdo a las
caracterizaciones realizadas.
Especies forestales seleccionadas para la investigación
Entre las posibles fuentes de biomasa como recurso renovable, la madera es una de las fuentes
más importantes de energía renovable en el mundo [4], debido a que presenta altos
rendimientos de producción. Este hecho representa una gran oportunidad para Colombia,
teniendo en cuenta que el marco del Plan Nacional de Desarrollo 2010-2014 planteaba como
programa de reforestación alcanzar alrededor de 1.400.000 ha reforestadas para el año 2019
[5].
Para el presente trabajo se seleccionaron 5 especies forestales con un alto potencial
dendroenergético de acuerdo a un estudio realizado por Pérez y Osorio [6], en el cual tuvieron
en cuenta criterios de crecimiento, turnos de cosecha, y número de hectáreas plantadas. Las
especies seleccionadas son: Gmelina Arbórea (GA), Eucalyptus Grandis (EG), Pinus Pátula (PP)
Pinus Maximinoi (PM) y Acacia Magnium (AM).

9
Para el estudio de los capítulos 1 y 2, se seleccionaron únicamente 4 especies debido a que dos
especies tenían parámetros silviculturales similares [6]. La selección de las 4 especies, se
realizó teniendo cuenta el índice dendroenergético (I) determinado por Pérez et al. [18] el cual
fue calculado para cada especie, a partir de criterios como el área plantada, el Incremento Medio
Anual (IMA) y el turno biológico. De acuerdo al estudio, las especies EG y AM presentan el
mismo índice (I=13), por lo cual se selecciona únicamente una de ellas para el estudio. De esta
manera, las especies analizadas para los capítulos 1 y 2 son: GA, EG, PP, PM.

10
Capítulo 1: Efecto de la temperatura de torrefacción en la
composición de la madera como biocombustible.
1.1 Introducción
La biomasa como fuente de energía presenta características que hace que sea un combustible
útil como alternativa a la problemática ambiental por el uso de combustibles fósiles [17]. Sin
embargo ésta presenta propiedades que la ponen en desventaja frente a otros combustibles
como el carbón debido a su alto contenido de oxígeno, baja densidad aparente, bajo poder
calorífico, naturaleza hidrófila y alto contenido de humedad [15], [17], [19]–[21]. Por esta razón
es importante plantear vías de mejora que permitan aumentar la calidad de la biomasa como
biocombustible sólido, entre los cuales se destaca la torrefacción como uno de los más
utilizados [15].
La torrefacción es una pirólisis parcial de la biomasa que se lleva a cabo a presión atmosférica
en atmósfera inerte, a temperaturas entre 200°C-300°C. Es considerada como una tecnología
de pre-tratamiento térmico que permite mejorar las propiedades de la biomasa, haciendo que
ésta tenga una mayor calidad y sea un biocombustible más atractivo [19]. Mediante este
pretratamiento, la humedad contenida en la biomasa es reducida y los compuestos ligeros son
liberados, lo cual presenta ventajas como: aumento energético, intensificación del poder
calorífico, reducción de las relaciones O/C y H/C, produciendo un material hidrofóbico con una
mayor facilidad para triturar y almacenar [17], [20], [22], [23]. La principal aplicación de la
madera torrefactada es la producción de un combustible renovable útil para la procesos de
combustión o gasificación [19].
Dada la importancia del tema se han venido desarrollando trabajos científicos, donde se
abordan de forma experimental o por simulación el estudio de este proceso de mejora
(upgrading) de la calidad de la biomasa como biocombustible sólido. Ciolkozs & Wallace [24],
revisan el proceso de torrefacción de biomasa para la producción de bioenergía. Destacan la
mayor triturabilidad y resistencia a la humedad de la biomasa torrefactada como las dos
características que le dan más valor a este pretratamiento. Chen y Kuo [25], estudian la
torrefacción de cuatro especies de biomasa (bambú, sauce, coco y una madera nativa) mediante
análisis de TGA, enfocándose en el efecto del contenido de celulosa y hemicelulosa de las
biomasas. Consideran dos temperaturas de torrefacción 240°C y 275°C, donde la menor
temperatura tuvo un efecto significativo sobre la degradación de la hemicelulosa, pero su
impacto en la celulosa y la lignina fue mínimo. Esteves et al. [26], estudian la influencia de la
torrefacción (180°C y 210 °C) en los cambios de estructura y composición química de dos
maderas (Eucalyptus globulus y Pinus pinaster). Los ensayos se llevaron a cabo durante tiempos
de 2, 6, 12 y 24 horas. Según el estudio, se pudo establecer que la hemicelulosa es el primer
componente en degradarse, siendo más evidente en la madera de la especie Eucalyptus globulus
que en la especie Pinus pinaster. Phanphanich & Mani [23], investigan las características y
triturabilidad de astillas de pino y residuos de tala de madera. La torrefacción se llevó a cabo
en un horno eléctrico con atmósfera inerte (N2). Se utilizaron entre 1 y 1.5 kg de biomasa a
temperatura ambiente. Se calentó a una razón de 10°C/min hasta alcanzar la temperatura de

11
torrefacción (225°C, 250°C, 275°C y 300°C), la cual se mantuvo por 30 minutos. A los productos
torrefactados se les determinó el tamaño y distribución de partículas, densidad, análisis
próximo y elemental. Los resultados indican que con la torrefacción las propiedades de las
astillas (madera limpia y residuos de la tala maderera), como poder calorífico, mejora
significativamente en comparación con la biomasa sin tratar. Gucho et al. [27], estudiaron el
efecto de la temperatura de torrefacción (240-300°C) y el tiempo de residencia (15-150 min)
en las propiedades de madera de haya y miscanthus. Encontraron que los rendimientos másicos
y energéticos disminuyen con incrementos en la temperatura y el tiempo de residencia de la
torrefacción, además destacan que el tiempo de residencia se vuelve importante para
temperaturas de torrefacción >280°C. Adicionalmente, encontraron que al incrementar la
temperatura y el tiempo de residencia se intensifica el contenido de carbón de las biomasas
torrefactadas. Las propiedades mecánicas de la madera son estudiadas por Ibrahim et al. [28],
los cuales caracterizan las propiedades fisicoquímicas del material torrefactado (capacidad de
trituración, densidad, hidrofobicidad y área superficial). Estudian varias especies de maderas
(sauce, eucalipto, una mezcla de maderas de roble y abedul y una mezcla de maderas blandas
de pino alerce y abeto), a 270°C y 290°C, con dos tiempos de residencia (30 y 60 min). Los
análisis químicos del sólido torrefactado indican que las relaciones de O/C y H/C disminuyen
durante la torrefacción, por la pérdida de grupos OH y un aumento en los grupos C=O en
relación con los grupos C-O. El resultado es un material torrefactado más hidrófobo y más
fácilmente triturable.
En este capítulo se evalúa el efecto de la temperatura de torrefacción (200°C, 250°C, 300°C) en
atmósfera inerte en las propiedades de cuatro especies forestales de rápido crecimiento
cultivadas en Colombia: GA, EG, PP y PM, con el fin de analizar éste pretratamiento como
método de mejora en las propiedades de biocombustibles sólidos.
1.2 Metodología
1.2.1 Proceso de torrefacción
El proceso de torrefacción se llevó a cabo en un horno Lindberg Blue (reactor tipo cuchara con
una capacidad aproximada de 3 g de biomasa por lote). El reactor se encuentra descrito en
detalle por Wang et al. [29]. Antes de iniciar la prueba, el material se molió (malla 40) utilizando
un molino cuchillos y se secó durante 24 horas a 105°C. El proceso de torrefacción se llevó a
cabo a presión atmosférica en atmósfera inerte (N2). Se evaluaron tres niveles de temperatura
para la torrefacción: 200°C, 250°C y 300°C, y 30 minutos de tiempo de residencia, de acuerdo a
reportes de la literatura [23], [30], [31].
En la tabla 1, se muestra la nomenclatura que se asigna para cada biomasa y su condición de
torrefacción.

12
Tabla 1. Nomenclatura para las diferentes especies y condiciones de torrefacción, tiempo de torrefacción 30 min.
Nomenclatura Condición de torrefacción PP Raw Pinus Pátula cruda PP 200 Pinus Pátula torrefactada a 200°C PP 250 Pinus Pátula torrefactada a 250°C PP 300 Pinus Pátula torrefactada a 300°C GA Raw Gmelina arbórea cruda GA 200 Gmelina arbórea torrefactada a 200°C GA 250 Gmelina arbórea torrefactada a 250°C GA 300 Gmelina arbórea torrefactada a 300°C PM Raw Pinus Maximinoi cruda PM 200 Pinus Maximinoi torrefactada a 200°C PM 250 Pinus Maximinoi torrefactada a 250°C PM 300 Pinus Maximinoi torrefactada a 300°C EG Raw Eucalyptus Grandis cruda EG 200 Eucalyptus Grandis torrefactada a 200°C EG 250 Eucalyptus Grandis torrefactada a 250°C EG 300 Eucalyptus Grandis torrefactada a 300°C
1.2.2 Análisis próximo y elemental
La humedad se determinó por pérdida de peso con calentamiento hasta 120°C en una balanza
de humedad Shimadzu MOC-120H. El análisis elemental se determinó directamente en un
equipo de CHONS LECO-TruSpec Micro. El análisis próximo se determinó a partir de análisis
termogravimétrico en el equipo TGA Q500 V20.8 Build 34.
1.2.3 Poder calorífico
El poder calorífico superior (PCS) se calculó a partir del contenido de C, H y N de la biomasa en
base seca de acuerdo a la correlación derivada por Friedl [32], la cual ha sido usada por varios
autores para determinar el poder calorífico tanto de biomasas crudas como torrefactadas [33]–
[37] .
PCS = 3.55C2 − 232C − 2,230H + 51.2CH + 131N + 20,600 (1)
Donde el PCS se encuentra en kJ/kg y C, H, N hacen referencia al % de masa del carbono,
hidrógeno y nitrógeno respectivamente en base seca.
1.2.4 Análisis de reactividad
En este trabajo se analiza la reactividad mediante el criterio termogravimétrico por
temperatura. La temperatura base de reacción (Tbase) o temperatura de ignición es el punto en
el que se alcanza un valor de la derivada DTG=1 (%mas/min). Las muestras más reactivas
corresponderán a las que alcanzan el valor base (DTG) a menores temperaturas (Tbase) y menor
tiempo, esto se debe a la liberación de los volátiles más fácilmente [38]. Otra variable a
considerar es la temperatura en la que se da la máxima tasa de pérdida de masa durante la etapa
de devolatilización (Tmax). Esta variable se considera para verificar si existe una relación entre
análisis próximo y el análisis térmico de cada muestra.

13
Los termogramas se llevaron a cabo en una termobalanza TA Instrument TGA Q500 V20.8,
utilizando entre 10 –12 mg de muestra bajo una tasa de calentamiento de 40 °C/min. El perfil
de temperaturas está conformado por tres etapas, las dos primeas en atmósfera inerte usando
nitrógeno, y la última etapa consiste en la oxidación del carbón fijo con aire. El secado (primera
zona) lleva la muestra a 120 °C por 12 min, la devolatilización (segunda región) calienta la
muestra hasta 800 °C por 12 min, y la oxidación mantiene la temperatura a 800 °C, con aire,
durante 15 min.
Figura 1. Obtención de parámetros para análisis de reactividad a través de datos de DTG vs
Temperatura. Adaptada de [39]
Para cada muestra de biomasa se obtuvieron termogramas (TGA) y sus respectivas derivadas
con respecto al tiempo, DTG. Se determinó la temperatura base y la temperatura máxima de
devolatilización, de acuerdo con la metodología ilustrada en la Figura 1.
1.3 Resultados y análisis
En la figura 2 se encuentran los termogramas de las maderas crudas y torrefactadas para cada
especie analizada, mediante los cuales se observa que las maderas crudas se descomponen
térmicamente con mayor facilidad que las maderas torrefactadas y que la reactividad de las
biomasas disminuye a medida que se aumenta la temperatura de torrefacción. Esto es debido
a que la descomposición térmica se ve afectada por la cantidad de volátiles que presenta la
biomasa, por lo cual teniendo en cuenta que en el proceso de torrefacción hay una liberación de
volátiles, es coherente que a mayor grado de torrefacción haya una menor reactividad.
Adicionalmente, se observa que las curvas de las biomasas crudas y las biomasas torrefactadas
a 200°C no presentan diferencias significativas, por lo cual se espera que éstas presenten un
comportamiento muy similar en cuanto a sus propiedades.

14
a) Termogramas para la especie PM b) Termogramas para la especie EG
c) Termogramas para la especie PP d) Termogramas para la especie GA
Figura 2. Análisis Termogravimétrico para biomasas crudas y torrefactadas.
En las figuras 3a y 3b, se encuentran respectivamente la temperatura base (Tbase) y la
temperatura máxima de devolatilización (Tmax) vs la temperatura de torrefacción, las cuales
fueron halladas a partir de las curvas DTG vs temperatura. Se observa que para todas las
especies a mayor temperatura de torrefacción hay una mayor Tbase debido a que en el proceso
de torrefacción hay una reducción del contenido de volátiles, por lo cual la cinética de la
reacción se ve afectada tardándose más en iniciar el proceso de liberación de volátiles, es decir,
haciendo que la especie sea menos reactiva. Chen et al. [40] observaron que la temperatura de
ignición del carbón disminuye con un incremento en el material volátil del combustible.
Grotkjaer et al. [41]encontraron que la misma tendencia se puede aplicar para la biomasa [27].
Con respecto a la Tmax, se esperaría (de acuerdo a los resultados anteriores: termogramas y
tendencia de Tbase) que a mayor temperatura de torrefacción se alcance una mayor Tmax,
indicando una menor reactividad al aumentar el grado de torrefacción. Sin embargo, mediante
la figura 3b, se observa que en general no hay una tendencia clara sobre el efecto que tiene la
temperatura de torrefacción sobre esta variable (Tmax). Estos resultados se pueden atribuir a
que probablemente la reactividad de las biomasas torrefactadas se ve influenciada no sólo por
el cambio en la composición del material sino también por los cambios físicos que sufre la

15
estructura, los cuales no son evaluados en el presente trabajo. Gucho et, al. [27] concluyeron en
su estudio experimental de torrefacción que la reactividad de las biomasas torrefactadas se
encuentra determinada no sólo por la disminución en el contenido de volátiles del sólido, sino
también por el aumento en la porosidad que se da en la biomasa debido a la depolimerización
de la lignina.
En la figura 3c, se observa que a medida que aumenta la relación material volátil/carbono fijo
(MV/CF) disminuye la temperatura base, lo cual de acuerdo a los resultados anteriormente
analizados, indica que a mayor temperatura de torrefacción hay una disminución en la relación
MV/CF y con ello en la reactividad (mayor Tbase).
a) Tbase vs Temperatura de torrefacción b) Tmax vs Temperatura de torrefacción
c) Tbase vs Relación material volátil/Carbono fijo (MV/CF)
Figura 3. Análisis de reactividad para biomasas torrefactadas
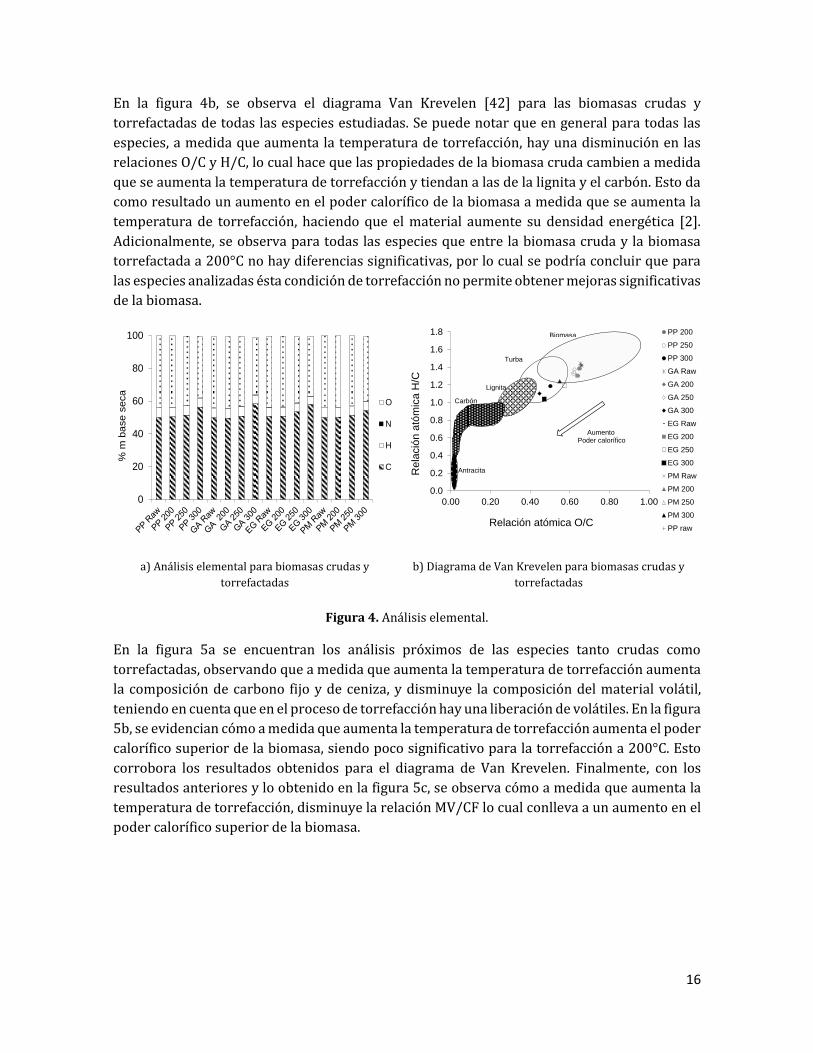
En la figura 4a, se muestra el análisis elemental para todas las especies tanto crudas como
torrefactadas. Se observa que para todas las especies hay un aumento en la composición del
carbono y una reducción en la composición de oxígeno con respecto a la temperatura de
torrefacción, los cuales son más significativos para las torrefacciones realizadas a 300°C. Este
resultado es acorde con la literatura, en la cual reportan que una de las ventajas de la
torrefacción es la reducción de la relación O/C [17], [20], [22].
220
250
280
310
0 100 200 300 400
Tb
ase
(
C)
Temperatura de torrefacción ( C)
PP PM
EG GA
250
300
350
400
0 100 200 300 400
Tm
ax
( C
)
Temperatura de torrefacción ( C)
PP EG
GA PM
0
100
200
300
400
0 2 4 6 8
Tbase ( C
)
MV/CF
16
En la figura 4b, se observa el diagrama Van Krevelen [42] para las biomasas crudas y
torrefactadas de todas las especies estudiadas. Se puede notar que en general para todas las
especies, a medida que aumenta la temperatura de torrefacción, hay una disminución en las
relaciones O/C y H/C, lo cual hace que las propiedades de la biomasa cruda cambien a medida
que se aumenta la temperatura de torrefacción y tiendan a las de la lignita y el carbón. Esto da
como resultado un aumento en el poder calorífico de la biomasa a medida que se aumenta la
temperatura de torrefacción, haciendo que el material aumente su densidad energética [2].
Adicionalmente, se observa para todas las especies que entre la biomasa cruda y la biomasa
torrefactada a 200°C no hay diferencias significativas, por lo cual se podría concluir que para
las especies analizadas ésta condición de torrefacción no permite obtener mejoras significativas
de la biomasa.
a) Análisis elemental para biomasas crudas y
torrefactadas b) Diagrama de Van Krevelen para biomasas crudas y
torrefactadas
Figura 4. Análisis elemental.
En la figura 5a se encuentran los análisis próximos de las especies tanto crudas como
torrefactadas, observando que a medida que aumenta la temperatura de torrefacción aumenta
la composición de carbono fijo y de ceniza, y disminuye la composición del material volátil,
teniendo en cuenta que en el proceso de torrefacción hay una liberación de volátiles. En la figura
5b, se evidencian cómo a medida que aumenta la temperatura de torrefacción aumenta el poder
calorífico superior de la biomasa, siendo poco significativo para la torrefacción a 200°C. Esto
corrobora los resultados obtenidos para el diagrama de Van Krevelen. Finalmente, con los
resultados anteriores y lo obtenido en la figura 5c, se observa cómo a medida que aumenta la
temperatura de torrefacción, disminuye la relación MV/CF lo cual conlleva a un aumento en el
poder calorífico superior de la biomasa.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
0.00 0.20 0.40 0.60 0.80 1.00
Rela
ció
n a
tóm
ica H
/C
Relación atómica O/C
PP 200
PP 250
PP 300
GA Raw
GA 200
GA 250
GA 300
EG Raw
EG 200
EG 250
EG 300
PM Raw
PM 200
PM 250
PM 300
PP raw
Biomasa
Turba
Lignita
Carbón
Antracita
Aumento Poder calorífico
0
20
40
60
80
100
% m
ba
se
se
ca
O
N
H
C

17
a) Análisis próximo b) Poder Calorífico Superior (PCS)
c) Poder Calorífico Superior (PCS) vs relación Material volátil/Carbono fijo (MV/CF)
Figura 5. Análisis próximo y poder calorífico para biomasas crudas y torrefactadas.
1.4 Conclusiones
De acuerdo a los resultados obtenidos, no se observaron diferencias significativas entre las
propiedades de las biomasas crudas y las biomasas torrefactadas a 200°C, por lo cual se puede
concluir que la temperatura de torrefacción tiene un efecto significativo en las propiedades de
la biomasa para temperaturas de pretratamiento mayores a 200°C, presentando un efecto
mayor para temperaturas de torrefacción de 300°C.
Adicionalmente, se puede concluir que el incremento en la temperatura de torrefacción
presenta un efecto positivo en la mejora de las propiedades de las maderas como
biocombustible, pues a mayor temperatura de torrefacción se obtiene una disminución en las
relaciones MV/CF, O/C y H/C, así como un aumento en el poder calorífico superior, permitiendo
que haya un aumento en la densidad energética de la biomasa.
En cuanto a la reactividad de las biomasas, se intuye de acuerdo a los resultados obtenidos y a
los estudios presentados por otros autores, que esta propiedad podría no sólo verse
influenciada por el cambio en la composición del material sino también por los cambios físicos
que sufre la estructura.
10
15
20
25
0 2 4 6 8
PC
S (
MJ/k
g)
MV/CF
18
Capítulo 2: Efecto del tipo de madera (con y sin torrefacción) en el
proceso de gasificación para la obtención de combustibles y/o
productos químicos haciendo uso del software Aspen Plus.
Introducción Actualmente los combustibles líquidos son principalmente derivados del petróleo, sin embargo
con el fin de evitar un déficit de estos y disminuir los impactos ambientales al tratarse de un
combustible fósil, se han creado políticas en todo el mundo que buscan incentivar la obtención
de combustibles líquidos a partir de fuentes alternativas viables económica, ambiental y
energéticamente [43]. Entre las alternativas, se encuentra el uso de fuentes renovables de
energía primaria para producir combustibles líquidos con características similares a los
derivados del petróleo. Los combustibles obtenidos a partir del uso de material lignocelulósico
o algas son considerados como combustibles renovables de segunda y tercera generación,
respectivamente [44].
A través de procesos termoquímicos como la gasificación, es posible transformar diferentes
tipos de biomasa en combustibles líquidos o gaseosos con altos rendimientos. Por tal razón, se
espera que los biocombustibles de segunda generación, como combustibles líquidos
sintetizados a partir de la gasificación de biomasa, sean los principales sustitutos de los
combustibles derivados del petróleo [13].
Varios autores han desarrollado modelos para simular el proceso de gasificación en lecho
arrastrado de biomasa. Adeyemi y Janajreh [45], desarrollaron un modelo cinético en Aspen
Plus para la simulación de gasificación en lecho arrastrado de biomasa y carbón. Los autores
concluyeron que un aumento en el diámetro y en la altura del reactor aumenta la fracción molar
del H2 y el CO a lo largo del reactor. Tremel et al. [46] compararon el proceso de gasificación en
lecho fluidizado y en lecho arrastrado a diferentes escalas, a partir del desarrollo de un modelo
en equilibrio en Aspen Plus para cada una de las tecnologías. Encontraron que ambos reactores
presentan resultados similares para la obtención de syngas a una presión 2.5 MPa y que la
tecnología de lecho arrastrado es también competitiva para la gasificación a pequeña escala.
Ramzan et al. [47] desarrollaron un modelo en equilibrio para la gasificación de biomasa
mediante el software Aspen Plus. Realizaron análisis de sensibilidad para evaluar el efecto de
la temperatura, la relación equivalente, el contenido de humedad de la biomasa y la relación
vapor:biomasa en el poder calorífico del syngas, la producción de hidrógeno y la eficiencia en
frío (CGE). Encontraron que la temperatura incrementa la producción de CO y H2, mientras que
la relación equivalente disminuye la producción de éstos (CO y H2) y por tanto la CGE. Por su
parte, el contenido de humedad en la biomasa afecta el poder calorífico del gas y la inyección
de vapor favorece la producción de hidrógeno.
Xiangdong et al. [48] desarrollaron mediante Aspen Plus un modelo en equilibrio de tres etapas
para la gasificación en lecho arrastrado de carbón de acuerdo a la tecnología de Texaco. El
modelo incluye una etapa de pirólisis y combustión, seguida de una etapa de reacción de carbón
y finalmente una etapa de reacción de la fase gaseosa. A partir del modelo realizaron cálculos
de composición del gas, conversión de carbón y temperatura de gasificación. Kunze et al. [49]

19
desarrollaron un modelo en equilibrio mediante Aspen Plus para un gasificador en lecho
arrastrado. Adicionalmente, evaluaron diferentes diseños del proceso de gasificación con el fin
de analizar la tecnología de alimentación (seco y en húmedo) y de refrigeración del syngas (seco
y húmedo). Obtuvieron que la CGE es mucho menor para la alimentación en húmedo con
respecto a la alimentación en seco (72% y 83% respectivamente). Con respecto al enfriamiento
del syngas, concluyeron que el enfriamiento en húmedo presenta grandes pérdidas exergéticas,
por lo cual solo es recomendado para aplicaciones donde más adelante se incorpore una unidad
agua-gas. Adeyemi et al. [50] desarrollaron un modelo numérico para estudiar la gasificación
en lecho arrastrado de dos combustibles (carbón Kentucky y residuos de madera), evaluando
el efecto de la relación equivalente, la presión y la temperatura en la gasificación. Los autores
destacan que la gasificación con carbón Kentucky produce un gas de mejor calidad (mayor
producción de H2 y CO) en comparación a la gasificación con residuos de madera, y que los
incrementos en la temperatura, relación equivalente y presión, aumentan la producción de CO
y H2 para ambos combustibles.
Otros autores han realizado estudios en los cuales desarrollan modelos que permiten analizar
el proceso de obtención de diferentes productos como gas natural sustituto, hidrógeno,
productos químicos y/o combustibles líquidos a partir de diferentes tecnologías de gasificación.
Biagini et al. [51] desarrollaron un modelo en Aspen Plus para simular la gasificación en lecho
arrastrado (de acuerdo a la tecnología Siemens) de carbón para producción de hidrógeno. El
modelo incluye las etapas de precalentamiento, devolatilización, combustión, gasificación y
enfriamiento, e incorpora modelos cinéticos. El modelo se usó para encontrar la relación
oxígeno-carbón (0.42) y vapor-carbón (0.25) que maximizan la producción de hidrógeno.
Muresan et al. [52] desarrollaron un modelo en Aspen Plus para simular la producción de H2
mediante la gasificación de diferentes mezclas de carbón-biomasa. La tecnología de gasificación
simulada fue de lecho arrastrado de acuerdo a la tecnología de Siemens para alimentación en
seco. Realizaron análisis de eficiencia energética del proceso y de composición del gas,
concluyendo que al aumentar la proporción de biomasa en la mezcla disminuyen tanto la
producción de hidrógeno como la eficiencia energética del proceso. Barrera et al. [53]
desarrollaron un modelo en Aspen Plus para evaluar la producción de gas natural sintético
(SNG) a partir de la gasificación de carbón en lecho arrastrado. Analizaron el uso de diferentes
tipos de carbón mediante dos tecnologías de alimentación: seco y húmedo a partir del análisis
de eficiencias energéticas, potencia y calidad del SNG obtenido. Concluyeron que el tipo de
carbón no afecta significativamente los parámetros energéticos evaluados, mientras la
tecnología de alimentación si tiene un efecto significativo en el proceso.
A partir de la literatura consultada, se observa que hay diversos estudios en los que se
desarrollan modelos de gasificación en lecho arrastrado con biomasa para evaluar el efecto que
tienen algunos parámetros de operación sobre variables como la composición del gas, la
eficiencia energética y la eficiencia exergética, así como estudios en los cuales desarrollan
modelos que permiten analizar el proceso de obtención de diferentes productos (hidrógeno,
SNG, productos químicos o biocombustibles, entre otros) a partir de gasificación de biomasa.
Con respecto a la simulación para la producción de productos químicos y combustibles líquidos
mediante gasificación en lecho arrastrado de biomasa, no se encontraron reportes en los que

20
se realicen análisis termodinámicos del efecto de los diferentes parámetros de operación en las
eficiencias del proceso y la calidad del syngas obtenido mediante el proceso de gasificación de
biomasa torrefactada. Por lo cual, en este trabajo se desarrolla un modelo en equilibrio usando
software especializado (Aspen Plus), que permite analizar el efecto de las condiciones de
operación en el proceso de obtención de un syngas útil para la producción de biocombustibles
líquidos y/o productos químicos a partir de gasificación en lecho arrastrado.
De esta manera, en la primera parte de este capítulo (sección 2.1) se realiza la descripción y
validación del modelo desarrollado mediante el software Aspen Plus para la obtención de un
syngas útil en la producción de biocombustibles y/o productos químicos a partir de gasificación
en lecho arrastrado; mientras que en la segunda parte del capítulo (sección 2.2), se lleva a cabo
un análisis de sensibilidad, para evaluar el efecto que tienen la torrefacción y las condiciones
de operación en el proceso desarrollado.
2.1 Desarrollo y validación de un modelo de gasificación para la
obtención de un syngas útil en la producción de biocombustibles y/o
productos químicos
Tomando como referencia reportes de la literatura [1,2,12], se define el diagrama del proceso
para la producción de un syngas útil para producir combustibles líquidos y/o productos
químicos a partir de la gasificación en lecho arrastrado de biomasa, figura 7. Para el proceso
seleccionado, se desarrolla un modelo en equilibrio termodinámico mediante el software Aspen
Plus, el cual se valida a partir de datos experimentales reportados en la literatura. A
continuación se describe de manera detallada el proceso, el modelo desarrollado y la estrategia
de validación con la cual se verifica la pertinencia del modelo.
2.1.1 Descripción del proceso
El proceso modelado incluye subprocesos o etapas para: acondicionamiento de biomasa,
producción de oxígeno (agente gasificante) mediante una unidad de separación de aire (ASU),
gasificación, limpieza/acondicionamiento del syngas y reacción agua-gas para ajustar la
relación H2/CO. El acondicionamiento de la biomasa incluye como etapas principales el secado
y la molienda. Adicionalmente, se incorpora un subproceso para evaluar el efecto del
pretratamiento de la biomasa (torrefacción) sobre el proceso en general. El diagrama de flujo
del proceso (esquema global) se muestra en la figura 6.

21
Figura 6. Diagrama de flujo del proceso de gasificación en lecho arrastrado para la obtención de un
syngas útil para la producción de combustibles líquidos y productos químicos.
2.1.2 Descripción del modelo
Se utilizó el software Aspen Plus, un simulador comercial ampliamente utilizado en la industria
de procesos químicos, petroquímicos, farmacéuticos y biotecnológicos, entre otros.
Actualmente, se ha reportado su aplicación en diferentes sistemas de reacción y separación, así
como a plantas de procesos completos, encontrándose buena concordancia entre datos reales
y datos determinados a través de las simulaciones en el software [4, 5, 6, 7, 9, 11, 13]. El
software también permite definir subrutinas específicas en lenguaje Fortran o construir
migración de datos a Excel que amplía el panorama de posibilidades en la elaboración de
simulaciones específicas. Para la estimación de propiedades termodinámicas se hizo uso del
modelo termodinámico Redlich-Kwong-Soave-Boston-Mathias (RKSBM), teniendo en cuenta
que varios autores han usado este modelo para simular este tipo procesos [4,13,14]. Entre las
principales hipótesis o suposiciones del modelo se tienen: i) el aire que entra a la unidad de
separación (ASU) está conformado por una mezcla de nitrógeno y oxígeno (79:21%vol) a 25°C
y 1 atm; ii) el proceso se lleva a cabo en estado estacionario sin pérdidas de calor, ni caídas de
presión en los equipos ni en las líneas; iii) el proceso de gasificación es autotérmico y se modela
como un reactor en equilibrio de acuerdo a la minimización de la energía libre de Gibbs (R-
GIBBS), en el cual los productos formados en el equilibrio son: CO2, CO, H2, CH4, H2O, C2H4 y C2H2,
y iv) el reactor agua-gas (WGSR, por sus siglas en inglés: Water Gas Shift Reactor) consiste en
un reactor en equilibrio e isotérmico.
2.1.2.1 Acondicionamiento y pretratamiento de la biomasa:
El subproceso de acondicionamiento incluye etapas de secado y molienda de la biomasa. Para
la biomasa pretratada se incluye una etapa adicional de torrefacción antes de ingresar al
proceso de molienda. La torrefacción es un pretratamiento que mejora las propiedades de la
biomasa como biocombustible sólido [15-17].

22
a) b) c)
Figura 7. Acondicionamiento y pretratamiento de la biomasa: a) secado; b) torrefacción; c) molienda.
Varios autores han simulado mediante Aspen Plus el proceso de secado ya sea de biomasa o de
carbón a partir de reactores estequiométricos (R-STOIC) con subrutinas en FORTRAN para
definir el proceso de liberación de humedad, seguido de un separador FLASH [4,18,19]. Por
tanto, en este trabajo se definió la etapa de secado como se muestra en la figura 7a, mediante la
cual la biomasa (corriente WET-BIOM) se lleva a una humedad 1% a una temperatura de
105°C (usando la corriente de nitrógeno N2 de la Unidad de separación de aire luego de ser
precalentada). El proceso se modeló usando un reactor estequiométrico (bloque DRY-REAC,
figura 7a) con una subrutina en FORTRAN. La corriente que sale del reactor (INDRIER) se lleva
a un FLASH (bloque DRY-FLSH, figura 7a) para separar la biomasa seca que sale por la corriente
DRY-BIOM de la corriente gaseosa (EXHAUST) que contiene vapor y nitrógeno.
En el proceso de torrefacción, la biomasa libera compuestos volátiles livianos a temperaturas
entre 200 y 300°C [17, 20]. De acuerdo a Maski et al. [58] la energía requerida para el proceso
de torrefacción se puede estimar a partir del calor sensible necesario para elevar la
temperatura inicial de la biomasa seca hasta la temperatura de torrefacción, asumiendo una
eficiencia de torrefacción del 65% (ver ecuación 2). De esta manera, para modelar este proceso
en Aspen Plus, se usó un calentador o HEATER (bloque TORREFAC, figura 7b) donde se
ingresan los datos de análisis próximo y último de la biomasa a través de la corriente DRY-
BIOM, a la temperatura de salida del proceso de secado (105°C) y sale del subproceso de
torrefacción (corriente BIOM-TOR) a la temperatura correspondiente de torrefacción (figura
7b).
𝐸𝑇𝑜𝑟𝑟 (𝑏𝑖𝑜𝑚𝑎𝑠𝑎 𝑠𝑒𝑐𝑎) =𝐶𝑃𝑏𝑖𝑜𝑚𝑎𝑠𝑎
(𝑇𝑇𝑜𝑟𝑟 − 𝑇𝑖𝑛𝑖𝑐𝑖𝑎𝑙)
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑡𝑜𝑟𝑟𝑒𝑓𝑎𝑐𝑐𝑖ó𝑛 (2)
Donde 𝐸𝑇𝑜𝑟𝑟 (𝑏𝑖𝑜𝑚𝑎𝑠𝑎 𝑠𝑒𝑐𝑎) es la energía requerida para torrefactar biomasa seca, 𝐶𝑃𝑏𝑖𝑜𝑚𝑎𝑠𝑎 es
la capacidad calorífica de la biomasa, 𝑇𝑇𝑜𝑟𝑟 es la temperatura de torrefacción y 𝑇𝑖𝑛𝑖𝑐𝑖𝑎𝑙 es la
temperatura inicial.
En la molienda se realiza la reducción de tamaño de partícula teniendo en cuenta que la
alimentación de combustible a un reactor de lecho arrastrado debe tener un tamaño de
partícula menor a 0.1 mm [22, 23] . En este trabajo se utiliza un triturador (bloque MOLINO,
figura 7c), definiendo el tamaño promedio de partícula de la biomasa que ingresa al molino

23
(corriente BIOMASA), la distribución de tamaño de partícula deseado en la corriente de salida
(corriente BIOM-MOL) y el índice de triturabilidad de la materia prima (HGI). Este índice de
triturabilidad se estima con respecto al contenido de carbono de la biomasa según la
correlación reportada por Ibrahim et al. [33].
2.1.2.2 Proceso de gasificación:
Se selecciona un gasificador de lecho arrastrado autotérmico, teniendo en cuenta que este tipo
de gasificadores no requieren catalizador, presentan baja formación de alquitranes y metano,
flexibilidad en la alimentación y disponibilidad comercial a gran escala [2, 3, 25]. La
alimentación al gasificador se simula en seco ya que otro tipo de tecnologías, como el alimento
en húmedo (slurry) se recomiendan para procesos que incluyen pirólisis donde la producción
de bioaceites es importante [1, 5, 20, 26].
Para modelar el proceso de gasificación se pueden utilizar varios tipos de modelos entre los
cuales los modelos en equilibrio termodinámico son los más utilizados por su sencillez,
capacidad de predicción y bajo tiempo computacional [22, 27]. Varios autores han modelado el
proceso de gasificación en Aspen Plus a partir modelos en equilibrio no estequiométricos
(minimización de la energía libre de Gibbs), mediante bloques R-GIBBS. Begum et al. simularon
la gasificación de residuos sólidos municipales para un reactor de lecho fijo y validaron con
datos experimentales obteniendo errores del 4% [54]. Kunze y Spliethoff simularon la
gasificación de lecho arrastrado de carbón y compararon con datos reales de plantas
obteniendo resultados con errores que no superan el 5% para la predicción de la composición
del gas [49]. De igual manera, Xiangdong et al. simularon la gasificación en lecho arrastrado
para varios tipos de carbón y validaron los resultados simulados con datos reales de plantas
que operan con la tecnología de Texaco, concluyendo que el modelo presentaba buenas
predicciones entre los datos simulados y los datos experimentales [48].
Para el software Aspen Plus, la biomasa se considera un compuesto “no convencional”, por lo
tanto para simular el proceso de gasificación usando los algoritmos y subrutinas incluidas por
defecto en el software, es necesario descomponerla en compuestos reactivos (de acuerdo a su
análisis próximo y análisis último) antes de ingresarla al gasificador. Para tal efecto se utiliza
un reactor de rendimiento (bloque R-YIELD) con ayuda de subrutinas en FORTRAN [12, 28]. En
la figura 8 se muestra el modelo utilizado para simular el proceso de gasificación. La biomasa
(corriente BIOM-AC) ingresa a un reactor de rendimiento (bloque DESCOMP, figura 8), donde
se descompone en sus elementos constitutivos (C,H,N,O) según su composición (análisis
próximo y análisis último). Estos compuestos (corriente BIODESC) pasan al bloque GASIF
(reactor R-GIBBS) donde reaccionan con el agente oxidante (corrientes VAPOR y OXIGENO) y
generan el syngas producto de la gasificación que sale del proceso por la corriente GASIFOUT.
La corriente CO2 (figura 8) simula el flujo del gas de arrastre que impulsa la biomasa a través
del proceso. Adicionalmente, para garantizar la conservación de la energía en el proceso, el
calor liberado en el bloque DESCOMP (proceso de descomposición de la biomasa) es llevado al
gasificador por la corriente H1.

24
Figura 8. Proceso de gasificación en Aspen Plus
2.1.2.3 Limpieza y acondicionamiento del syngas:
Luego de que el syngas sale del gasificador (corriente GASIFOUT), es necesario acondicionarlo
para llevarlo al reactor agua-gas. El acondicionamiento comprende el enfriamiento hasta la
temperatura de entrada del reactor agua-gas y la separación de compuestos sólidos como
escoria y cenizas, los cuales pueden causar ensuciamiento del reactor, desactivación de
catalizadores y contaminación de productos [64]. Varios métodos mecánicos como ciclones,
filtros de mangas, filtros deflectores, filtros cerámicos, filtros de tela, separadores rotatorios,
precipitadores electrostáticos y depuradores de agua se han utilizado para eliminar el material
particulado del syngas después de la gasificación [65]. En la presente simulación, la limpieza y
el acondicionamiento del syngas se simula pasando la corriente GASIFOUT a través de un
calentador o intercambiador de calor (bloque EXCHANG1, figura 9) donde se enfría el gas hasta
el valor determinado. La salida de este intercambiador de calor (corriente COLDGAS, figura 9)
se lleva a un ciclón (bloque SSPLIT), donde se retiran los sólidos por la corriente SLAG y el gas
enfriado y limpio se lleva al reactor agua-gas por la corriente GAS, figura 9.
Figura 9. Proceso de limpieza y acondicionamiento del syngas en Aspen Plus
2.1.2.4 Reactor agua-gas (WGSR):
En el reactor agua-gas, el syngas reacciona con vapor (reacción (R1)) para ajustar la relación
H2/CO del syngas al valor deseado (1 para producción de productos químicos, 2 para la
producción de combustibles líquidos, 3 para la producción de gas natural sustituto) [1,12]. En
ocasiones, dependiendo de la relación H2/CO del syngas y la relación final deseada, puede ser
necesario realizar una derivación (bypass) de la corriente gaseosa antes de que ésta ingrese al
reactor agua-gas y luego mezclar la corriente que no ingresó al reactor con la corriente de salida
de éste, [1, 12, 31].
𝐻2𝑂 + 𝐶𝑂 → 𝐻2 + 𝐶𝑂2 (𝑅1)
25
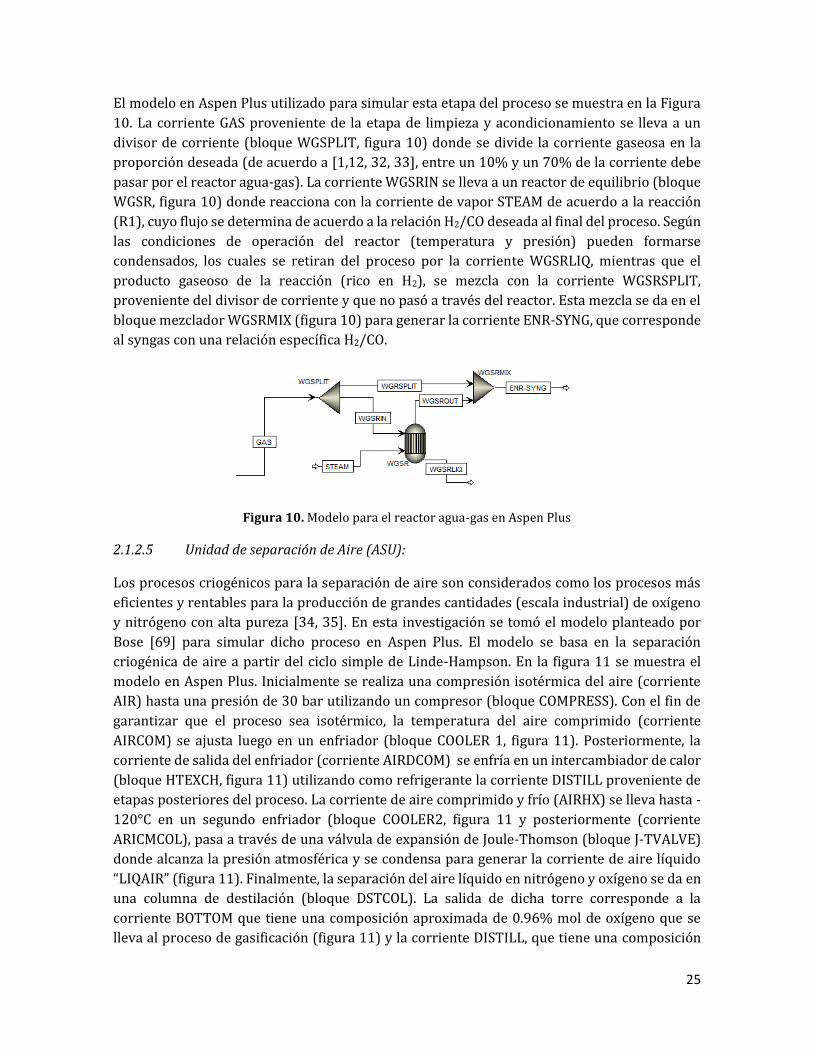
El modelo en Aspen Plus utilizado para simular esta etapa del proceso se muestra en la Figura
10. La corriente GAS proveniente de la etapa de limpieza y acondicionamiento se lleva a un
divisor de corriente (bloque WGSPLIT, figura 10) donde se divide la corriente gaseosa en la
proporción deseada (de acuerdo a [1,12, 32, 33], entre un 10% y un 70% de la corriente debe
pasar por el reactor agua-gas). La corriente WGSRIN se lleva a un reactor de equilibrio (bloque
WGSR, figura 10) donde reacciona con la corriente de vapor STEAM de acuerdo a la reacción
(R1), cuyo flujo se determina de acuerdo a la relación H2/CO deseada al final del proceso. Según
las condiciones de operación del reactor (temperatura y presión) pueden formarse
condensados, los cuales se retiran del proceso por la corriente WGSRLIQ, mientras que el
producto gaseoso de la reacción (rico en H2), se mezcla con la corriente WGSRSPLIT,
proveniente del divisor de corriente y que no pasó a través del reactor. Esta mezcla se da en el
bloque mezclador WGSRMIX (figura 10) para generar la corriente ENR-SYNG, que corresponde
al syngas con una relación específica H2/CO.
Figura 10. Modelo para el reactor agua-gas en Aspen Plus
2.1.2.5 Unidad de separación de Aire (ASU):
Los procesos criogénicos para la separación de aire son considerados como los procesos más
eficientes y rentables para la producción de grandes cantidades (escala industrial) de oxígeno
y nitrógeno con alta pureza [34, 35]. En esta investigación se tomó el modelo planteado por
Bose [69] para simular dicho proceso en Aspen Plus. El modelo se basa en la separación
criogénica de aire a partir del ciclo simple de Linde-Hampson. En la figura 11 se muestra el
modelo en Aspen Plus. Inicialmente se realiza una compresión isotérmica del aire (corriente
AIR) hasta una presión de 30 bar utilizando un compresor (bloque COMPRESS). Con el fin de
garantizar que el proceso sea isotérmico, la temperatura del aire comprimido (corriente
AIRCOM) se ajusta luego en un enfriador (bloque COOLER 1, figura 11). Posteriormente, la
corriente de salida del enfriador (corriente AIRDCOM) se enfría en un intercambiador de calor
(bloque HTEXCH, figura 11) utilizando como refrigerante la corriente DISTILL proveniente de
etapas posteriores del proceso. La corriente de aire comprimido y frío (AIRHX) se lleva hasta -
120°C en un segundo enfriador (bloque COOLER2, figura 11 y posteriormente (corriente
ARICMCOL), pasa a través de una válvula de expansión de Joule-Thomson (bloque J-TVALVE)
donde alcanza la presión atmosférica y se condensa para generar la corriente de aire líquido
“LIQAIR” (figura 11). Finalmente, la separación del aire líquido en nitrógeno y oxígeno se da en
una columna de destilación (bloque DSTCOL). La salida de dicha torre corresponde a la
corriente BOTTOM que tiene una composición aproximada de 0.96% mol de oxígeno que se
lleva al proceso de gasificación (figura 11) y la corriente DISTILL, que tiene una composición
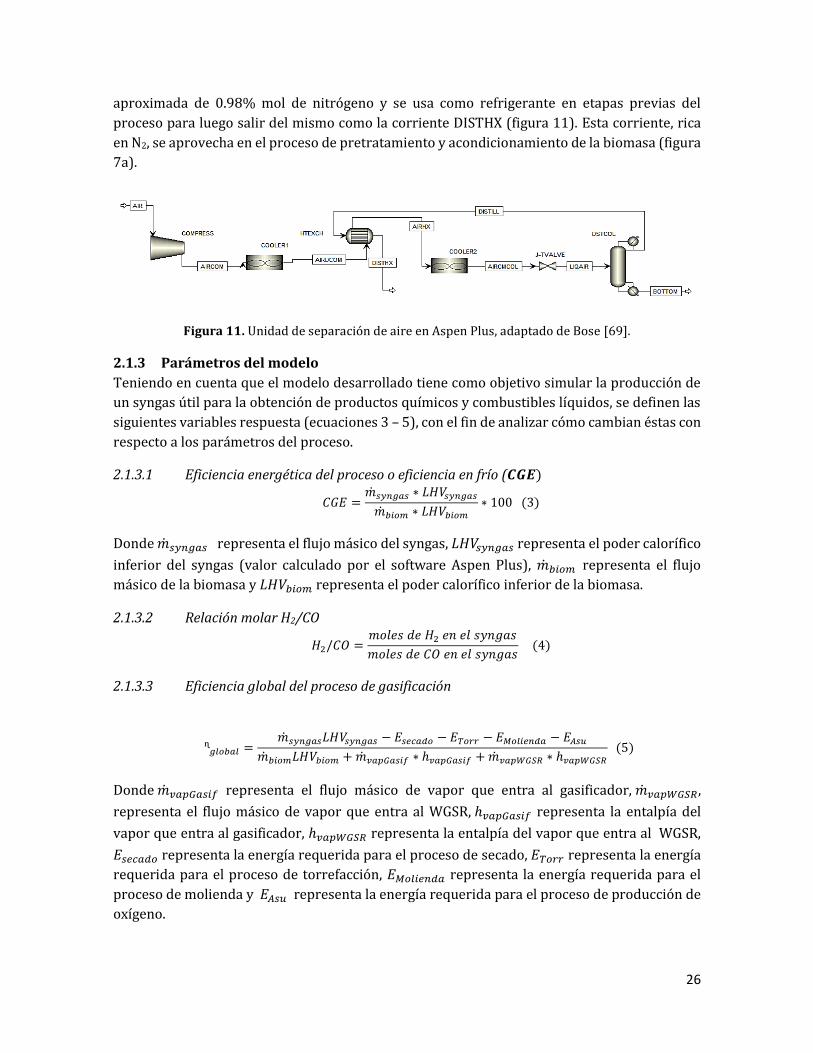
26
aproximada de 0.98% mol de nitrógeno y se usa como refrigerante en etapas previas del
proceso para luego salir del mismo como la corriente DISTHX (figura 11). Esta corriente, rica
en N2, se aprovecha en el proceso de pretratamiento y acondicionamiento de la biomasa (figura
7a).
Figura 11. Unidad de separación de aire en Aspen Plus, adaptado de Bose [69].
2.1.3 Parámetros del modelo
Teniendo en cuenta que el modelo desarrollado tiene como objetivo simular la producción de
un syngas útil para la obtención de productos químicos y combustibles líquidos, se definen las
siguientes variables respuesta (ecuaciones 3 – 5), con el fin de analizar cómo cambian éstas con
respecto a los parámetros del proceso.
2.1.3.1 Eficiencia energética del proceso o eficiencia en frío (𝑪𝑮𝑬)
𝐶𝐺𝐸 =�̇�𝑠𝑦𝑛𝑔𝑎𝑠 ∗ 𝐿𝐻𝑉𝑠𝑦𝑛𝑔𝑎𝑠
�̇�𝑏𝑖𝑜𝑚 ∗ 𝐿𝐻𝑉𝑏𝑖𝑜𝑚
∗ 100 (3)
Donde �̇�𝑠𝑦𝑛𝑔𝑎𝑠 representa el flujo másico del syngas, 𝐿𝐻𝑉𝑠𝑦𝑛𝑔𝑎𝑠 representa el poder calorífico
inferior del syngas (valor calculado por el software Aspen Plus), �̇�𝑏𝑖𝑜𝑚 representa el flujo
másico de la biomasa y 𝐿𝐻𝑉𝑏𝑖𝑜𝑚 representa el poder calorífico inferior de la biomasa.
2.1.3.2 Relación molar H2/CO
𝐻2/𝐶𝑂 =𝑚𝑜𝑙𝑒𝑠 𝑑𝑒 𝐻2 𝑒𝑛 𝑒𝑙 𝑠𝑦𝑛𝑔𝑎𝑠
𝑚𝑜𝑙𝑒𝑠 𝑑𝑒 𝐶𝑂 𝑒𝑛 𝑒𝑙 𝑠𝑦𝑛𝑔𝑎𝑠 (4)
2.1.3.3 Eficiencia global del proceso de gasificación
ᶯ𝑔𝑙𝑜𝑏𝑎𝑙 =�̇�𝑠𝑦𝑛𝑔𝑎𝑠𝐿𝐻𝑉𝑠𝑦𝑛𝑔𝑎𝑠 − 𝐸𝑠𝑒𝑐𝑎𝑑𝑜 − 𝐸𝑇𝑜𝑟𝑟 − 𝐸𝑀𝑜𝑙𝑖𝑒𝑛𝑑𝑎 − 𝐸𝐴𝑠𝑢
�̇�𝑏𝑖𝑜𝑚𝐿𝐻𝑉𝑏𝑖𝑜𝑚 + �̇�𝑣𝑎𝑝𝐺𝑎𝑠𝑖𝑓 ∗ ℎ𝑣𝑎𝑝𝐺𝑎𝑠𝑖𝑓 + �̇�𝑣𝑎𝑝𝑊𝐺𝑆𝑅 ∗ ℎ𝑣𝑎𝑝𝑊𝐺𝑆𝑅
(5)
Donde �̇�𝑣𝑎𝑝𝐺𝑎𝑠𝑖𝑓 representa el flujo másico de vapor que entra al gasificador, �̇�𝑣𝑎𝑝𝑊𝐺𝑆𝑅,
representa el flujo másico de vapor que entra al WGSR, ℎ𝑣𝑎𝑝𝐺𝑎𝑠𝑖𝑓 representa la entalpía del
vapor que entra al gasificador, ℎ𝑣𝑎𝑝𝑊𝐺𝑆𝑅 representa la entalpía del vapor que entra al WGSR,
𝐸𝑠𝑒𝑐𝑎𝑑𝑜 representa la energía requerida para el proceso de secado, 𝐸𝑇𝑜𝑟𝑟 representa la energía
requerida para el proceso de torrefacción, 𝐸𝑀𝑜𝑙𝑖𝑒𝑛𝑑𝑎 representa la energía requerida para el
proceso de molienda y 𝐸𝐴𝑠𝑢 representa la energía requerida para el proceso de producción de
oxígeno.

27
2.1.4 Validación del modelo
Con el fin de evaluar la calidad del modelo con relación a su capacidad de predicción del
proceso, se validó tomando como referencia dos trabajos experimentales de gasificación de
biomasa en lecho arrastrado reportados en la literatura.
En el primer trabajo seleccionado, reportado por Weiland et al. en 2013 [70], los autores
reportan la gasificación de madera (pino y pícea) en una planta piloto de gasificación en lecho
arrastrado. Los experimentos se llevaron a cabo a una presión de 2 bar, realizando variaciones
de la relación equivalente, λ (ecuación 6) entre 0.43 y 0.5, usando oxígeno como agente
gasificante. En las tablas 2 y 3 se encuentran tanto las condiciones de operación como los
análisis próximo y último de las biomasas usadas en este estudio. Donde �̇�𝑜2𝑟𝑒𝑎𝑙 es el flujo
másico de oxígeno alimentado al gasificador y �̇�𝑜2𝑠𝑡𝑞 es el oxígeno estequiométrico necesario
para que se dé una combustión completa.
ʎ =�̇�𝑜2𝑟𝑒𝑎𝑙
�̇�𝑜2𝑠𝑡𝑞
(6)
Tabla 2. Análisis próximo y último para biomasas usadas en estudio experimental. Adaptado de [70].
Parámetro Valor
Análisis último base seca (%wt.)
C (%) 51.10
H (%) 6.33
N (%) 0.00
O (%) 42.57
Análisis próximo (%wt.)
Material volátil (%) 80.53
Carbono fijo (%) 14.39
Cenizas (%) 0.38
Humedad (%) 4.70
LHV (MJ/kg) 19.6
*Valores reportados en base seca.
Tabla 3. Condiciones de operación usadas en estudio experimental. Adaptado de [70].
Parámetro Jan-14 Feb-14 Feb-16 Feb-17
Flujo de biomasa (kg/h) 40 40 40 40
Flujo de O2 (kg/h) 24.6 24 27 27.5
Flujo de N2 (kg/h) 14.4 17.3 15.1 20.1
Presión-gasificador (bar) 1.94 1.95 1.95 1.95
*Jan-14, Feb-14, Feb-16, Feb-14: rótulos usados por los autores citados y que hacen relación a las fechas de
realización de los experimentos.

28
En el segundo trabajo seleccionado, reportado por Weiland en 2014 [71], los autores realizaron
la gasificación en lecho arrastrado de 4 combustibles (madera cruda y madera con 3
condiciones de torrefacción: 300°C, 400°C y demo). Los experimentos se llevaron dejando
constantes la presión y la relación equivalente, λ (ecuación 4), usando oxígeno como agente
gasificante. En las tablas 4 y 5 se encuentran tanto las condiciones de operación como los
análisis próximo y último de las biomasas usadas en este estudio [71], donde cruda hace
referencia a la biomasa sin torrefactar y Torr-300, Torr-340, Torr-demo hacen referencia a las
condiciones de torrefacción reportadas, de acuerdo a la nomenclatura usada por los autores en
su trabajo.
Tabla 4. Análisis próximo y último para biomasas usadas en estudio experimental. Adaptado de [71]
Parámetro Cruda Torr-300 Torr-340 Torr-demo
Análisis último en base seca y sin ceniza (% wt.)
C (%) 51.36 54.78 66.19 53.37
H (%) 6.26 6.04 5.36 5.93
N (%) 0.20 0.20 0.30 0.10
O (%) 42.18 38.97 28.14 40.60
Análisis próximo (% wt.)
Ceniza (%) 0.87 0.68 1.16 0.49
Humedad (%) 3.0 2.4 3.1 2.2
Volátiles (%) 80.03 76.42 55.04 75.01
Carbono Fijo (%) 16.10 20.50 40.70 22.30
LHV (MJ/kg) 19.15 20.57 25.06 20.09
*Valores reportados en base seca. Cruda: Biomasa sin torrefactar; Torr-300, Torr-340, Torr-demo: rótulos usados
por los autores citados y que hacen relación a las condiciones (temperatura) de torrefacción.
Tabla 5. Condiciones de operación usadas en estudio experimental. Adaptado de [71].
Parámetro Cruda Torr-300 Torr-340 Torr-demo
Flujo de biomasa (kg/h) 55 50 40 50
Flujo de O2 (kg/h) 34 34 33 32
Flujo de N2 (kg/h) 11 11 10 10
Presión - gasificador (bar) 2 2 2 2
* Cruda: Biomasa sin torrefactar; Torr-300, Torr-340, Torr-demo: rótulos usados por los autores citados y que
hacen relación a las condiciones (temperatura) de torrefacción.
Para realizar la validación, se simularon los procesos de gasificación descritos por Weiland et
al. en los dos trabajos seleccionados [70], [71] (composición de biomasa y condiciones de
operación), y se compararon las variables respuesta predichas por el modelo con los datos
experimentales reportados para composición molar del gas (H2,CO,CO2 y CH4), LHV, relación
H2/CO, CGE y temperatura de torrefacción. La validez del modelo se determinó mediante la

29
desviación media cuadrada (RMSD) y el error relativo (RE). Estos parámetros se determinan
mediante las ecuaciones (7) y (8), que han sido utilizadas para estimar la calidad de los
resultados en trabajos de simulación previos [53], [72], [73].
𝑅𝑀𝑆𝐷 = √∑ (𝑋𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎,𝑖 − 𝑋𝑚𝑜𝑑𝑒𝑙𝑜,𝑖 )2𝑛
𝑖=1
𝑛 (7)
𝑅𝐸 = |𝑋𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎,𝑖 − 𝑋𝑚𝑜𝑑𝑒𝑙𝑜,𝑖
𝑋𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎,𝑖 | ∗ 100 (8)
2.1.5 Resultados de validación
En la figura 12 se encuentran los resultados de la validación del modelo con respecto a la
relación H2/CO, LHV y CGE. El eje X de la figura corresponde al valor experimental reportado
en la literatura y el eje Y corresponde al valor obtenido mediante simulaciones en el presente
estudio. Adicionalmente, en la tabla 6 se presentan los valores de error relativo (RE) y
desviación media cuadrada (RMSD) para cada parámetro evaluado.
A partir de la figura 12 y los errores calculados en la tabla 6, se observa que el modelo presenta
una muy buena predicción para la relación H2/CO, debido a que los puntos graficados se
encuentran muy cercanos a línea de 45°C y los valores reportados para RE y RMSD, son bajos
(< 8%). De igual manera, se observa que la composición de CO y H2 presentan tanto errores
relativos como errores medios cuadráticos bajos, con un valor promedio del ER menor al 10%.
Para la composición de CO2 y CH4 en el syngas (tabla 6), se observa que hay una baja predicción
por parte del modelo para dichos parámetros, con errores relativos de 25.2% y 100%,
respectivamente. Weiland et al. [74] obtuvieron resultados similares para el CH4 al desarrollar
un modelo de gasificación en equilibrio y compararlo con resultados experimentales,
explicando que en un gasificador real es usual que las concentraciones de CH4 sean mayores a
las predichas por un modelo en equilibrio, debido a que los cortos tiempos de residencia no
permiten que haya una conversión completa del carbón. Con respecto a esto, es importante
tener en cuenta que el orden de magnitud del CH4 es muy bajo con respecto a los otros
compuestos en el syngas (<2% mol), por lo cual se espera que una baja predicción en la
composición de éste compuesto no represente errores significativos en la estimación o
predicción de los parámetros energéticos, tales como poder calorífico y eficiencia de primera
ley en frío.
Con respecto a los parámetros energéticos, LHV (figura 12b) y CGE (figura 12c), se observa que
el modelo tiende a subestimar estos parámetros. Pese a esto, el modelo resulta aceptable para
su determinación, pues se observa en los puntos graficados que las desviaciones entre los
resultados arrojados por el modelo y los valores experimentales son bajas; adicionalmente, en
la tabla 6 se observa que los errores relativos no superan el 12%, y el RMSD asociado al LHV es
de ±1.07 MJ/kg, y para la CGE de ±9%.

30
a) Relación H2/CO b) Poder calorífico inferior (LHV)
c) Eficiencia en frio (CGE)
Figura 12. Resultados de validación * Los rótulos de la leyenda corresponden a los utilizados por los autores citados [37], [38] y hacen relación a las
condiciones de operación (temperatura) de torrefacción o a la fecha de realización de sus experimentos.
Tabla 6. RE y RMSD para validación del modelo
Parámetro RE (%)* RMSD
H2 (%mol) 10.96 ±3.63 %mol
CO (%mol) 8.49 ±5.04 %mol
CO2 (%mol) 25.24 ±5.94 %mol
CH4 (%mol) 100 ±1.74 %mol
H2/CO 7.84 ±0.05
LHV (MJ/kg) 11.77 ±1.07 MJ/kg
CGE (%) 8.80 ±9 %
T(°C) 9.53 ±155.17 °C
*Calculado como el promedio para las 8 parejas de datos experimentales y simulados.

31
Con respecto a la estimación de la temperatura (tabla 6), se observa que la desviación del
modelo con respecto a la reportada experimentalmente presenta un error relativo del 9.5%, el
cual es un valor aceptable. Adicionalmente, el RMSD para este parámetro es de ±155.17°C, que
resulta relativamente bajo si se considera el orden de magnitud típico de dicho parámetro en
éste tipo de procesos (>1000°C)[52], [59] .
En las figuras 13 y 14 se muestran las tendencias (experimentales y simuladas) de la relación
H2/CO y el LHV con respecto a la temperatura de torrefacción de la biomasa y a la relación ʎ,
respectivamente. Se observa tanto en las predicciones del modelo como en los datos
experimentales, que al aumentar la temperatura de torrefacción hay una disminución en la
relación H2/CO y un aumento en el poder calorífico inferior del gas; y que un aumento de ʎ
conlleva a una disminución tanto en la relación H2/CO como en el LHV. De lo anterior se
concluye que en general el modelo es sensible a los cambios en los parámetros controlables del
proceso (condiciones de torrefacción de la biomasa y la relación ʎ), cuya capacidad de respuesta
se ve reflejada en las tendencias de importantes variables respuesta, tales como H2/CO y LHV.
Por tanto, es posible destacar que el modelo es capaz de predecir correctamente la tendencia
de las variables analizadas. Esto corrobora que el modelo desarrollado es adecuado para
simular el proceso de producción de un syngas útil para la obtención de biocombustibles
líquidos y/o productos químicos mediante gasificación de biomasa en lecho arrastrado.
a) Relación H2/CO b) Poder calorífico inferior (LHV)
Figura 13. Tendencias con respecto a la temperatura de torrefacción. *Datos experimentales adaptados de [71].

32
a) Relación H2/CO b) Poder calorífico inferior (LHV)
Figura 14. Tendencia con respecto a ʎ.
*Datos experimentales adaptados de [70].
2.1.6 Conclusiones
Se desarrolló un modelo en equilibrio en Aspen Plus, que puede ser usado para simular el
proceso de obtención de un syngas útil para la producción de biocombustibles líquidos y/o
productos químicos mediante gasificación de biomasa en lecho arrastrado. El modelo se validó
a partir de datos experimentales reportados en la literatura. De la validación realizada, se puede
concluir que el modelo predice satisfactoriamente parámetros de interés como eficiencia en
frío del proceso (CGE), relación molar H2/CO y poder calórico inferior del syngas (LHV); además
de ser sensible a los cambios en los parámetros de entrada como la temperatura de torrefacción
y la relación equivalente, ʎ. En cuanto a la capacidad de predicción de la composición molar del
gas, resulta acertado para la estimación de la cantidad de H2, y CO, aunque para la estimación
de la cantidad de CO2 y CH4, las diferencias con respecto a los datos experimentales reportados
son significativas. No obstante, tales diferencias no afectan la estimación de parámetros
termodinámicos. Por lo tanto, se puede considerar el modelo como una herramienta útil para
simular el proceso mencionado.
2.2 Efecto de la torrefacción y condiciones de operación en la producción
de un syngas útil para la producción de combustibles líquidos y/o
productos químicos a partir de la gasificación.
A partir de los reportes encontrados en la literatura acerca del proceso de gasificación en lecho
arrastrado para la producción de combustibles líquidos y/o productos químicos, se definen las
variables del proceso y sus respectivos niveles para llevar a cabo el análisis de sensibilidad de
variables de proceso y biomasa torrefactada. A continuación se describen las variables
seleccionadas y los niveles evaluados para cada una de ellas.

33
2.2.1 Condiciones de simulación
2.2.1.1 Cantidad de biomasa utilizada en el proceso
Teniendo en cuenta que el modelo mediante el cual se simula el proceso de gasificación en lecho
arrastrado es en equilibrio, la cantidad de biomasa alimentada al gasificador no tiene efecto
sobre el proceso analizado, es decir, los resultados obtenidos serán proporcionales a la cantidad
alimentada. Debido a esto, la cantidad de biomasa utilizada en el proceso es un factor fijo.
Entre las tecnologías de gasificación de lecho arrastrado, Shell reporta plantas con capacidad
entre 900 y 4000 ton/día y Conoco-Phillips entre 1600 y 2500 ton/día ambas para gasificación
de carbón [60]. Por su parte, el proceso CHOREN de gasificación en lecho arrastrado de biomasa
desarrollado por Carbo-V, reporta una capacidad de 3000 ton/día de biomasa [75]. Teniendo
en cuenta la capacidad de las tecnologías reportadas, se seleccionó una alimentación de
biomasa al gasificador de 2500 ton/día para todas las simulaciones que se llevan a cabo.
2.2.1.2 Presión en el gasificador y agente gasificante
Entre los agentes gasificantes más utilizados se encuentran el aire, el oxígeno y el vapor. La
gasificación con aire tiene como ventajas la disponibilidad y economía del proceso, sin embargo,
el gas obtenido presenta bajo poder calorífico (aproximadamente 5 MJ/Nm3) debido a la
dilución de los gases combustibles en nitrógeno. El uso de oxígeno en el proceso incrementa el
poder calorífico del gas pero hace necesario el uso de una unidad de separación de aire lo que
hace que el proceso sea costoso, por lo cual ésta opción sólo es factible para procesos a gran
escala. La gasificación con vapor da como resultados un gas con un alto poder calorífico, y rico
en H2, sin embargo, debido a que éste es menos reactivo que el oxígeno y a que las reacciones
de reformado de vapor son endotérmicas, es necesario suministrar calor externo al sistema
cuando se hace uso de éste en los procesos de gasificación, por tal razón algunos autores
sugieren hacer mezclas de oxígeno-vapor o aire-vapor como agente gasificante [60], [76].
Para determinar la presión en el gasificador y el tipo de agente gasificante, se realizó una
revisión de las tecnologías de gasificadores en lecho arrastrado. Las características de las
tecnologías encontradas se presentan en la tabla 7.
Teniendo en cuenta que la alimentación al gasificador se realiza en seco, de las tecnologías
mostradas en la tabla 7, las más adecuadas son Shell y Siemens, las cuales trabajan con una
presión de operación entre 30-40 bar, y por encima de 40 bar respectivamente, haciendo uso
de mezclas de oxígeno-vapor como agente gasificante, con base en esto, se definió usar mezclas
oxígeno/vapor como agente gasificante y una presión en un rango entre 30 y 50 bar (30, 40 y
50 bar).

34
Tabla 7. Principales tecnologías de gasificación en lecho arrastrado.
Tecnología N° de
etapas
Agente
gasificante
Rango de
presión
Tipo de
alimentación Aplicaciones
Shell [60] 1 Mezclas
Oxígeno/vapor 30-40 bar Seca
IGCC (Gasificación
integrada en ciclo
combinado) y
combustibles
líquidos.
Texaco [60],
[77] 1 Oxígeno
70-80 bar
(combustibles
líquidos)
30 bar (IGCC)
Slurry IGCC y combustibles
líquidos.
ConocoPhillips
[77] 2
Oxígeno o
Mezclas
Oxígeno/vapor
30 bar Slurry IGCC
Siemes [78] 1 Mezclas
Oxígeno/vapor
Por encima de
40 bar Seco o Slurry
IGCC, Gas natural
sustituto,
combustibles
líquidos
2.2.1.3 Relación equivalente
Para determinar la relación equivalente se realizó una búsqueda en la literatura de la relación
oxígeno/combustible real reportada en estudios de gasificación en lecho arrastrado, ya sea
utilizando biomasa o carbón para una alimentación seca.
Maurstad et al. estudiaron la relación real de oxígeno/carbón en un rango entre 0.724 y 1.023
para evaluar el efecto de la calidad del carbón y de la tecnología de gasificación en el
rendimiento de una planta de gasificación de carbón integrada en ciclo combinado [35].
Buchanan et al. reportan una relación real de oxígeno/carbón de 0.80 para plantas de
producción de hidrógeno a partir de gasificación de carbón [36]. Chen et al. utilizaron relaciones
reales de oxígeno/biocombustible entre 0.5 y 1.1 para evaluar la gasificación en lecho
arrastrado haciendo uso de diferentes combustibles: bambú, bambú torrefactado y carbón.
Weiland et al. utilizan una relación real de oxígeno/biocombustible de 0.62 para biomasa cruda,
y entre 0.68-0.83 para biomasa torrefactada en su estudio experimental de gasificación en lecho
arrastrado a 2 bar de presión [37]. Muresan et al. utilizan una relación real de
oxígeno/combustible (mezclas de biomasa y carbón) de 0.77 con adición de vapor para simular
el proceso de producción de H2 mediante la gasificación en lecho arrastrado a presión, usando
diferentes mezclas de carbón-biomasa [7]. Hedman et al. utilizan relaciones reales de
oxígeno/biomasa entre 0.6 y 0.69 para evaluar la gasificación en lecho arrastrado de madera
mediante una planta piloto a 2 bar [38]. Zheng y Furinsky, utilizan relaciones oxígeno/carbón
entre 0.4 y 0.9 para simular gasificación en lecho arrastrado haciendo uso de la tecnología Shell
[79].
35
A partir de la relación real de oxígeno/combustible reportada por los estudios citados
anteriormente, se calculó la relación equivalente (ER) de acuerdo a la ecuación 9, teniendo en
cuenta que este es el parámetro que se desea analizar. De acuerdo a la literatura citada, se
seleccionaron 3 niveles para evaluar la ER: 0.16, 0.18 y 0.22.
𝐸𝑅 =
(�̇�𝑂𝑥í𝑔𝑒𝑛𝑜
�̇�𝑏𝑖𝑜𝑚𝑎𝑠𝑎)
𝑟𝑒𝑎𝑙
(�̇�𝑂𝑥í𝑔𝑒𝑛𝑜
�̇�𝑏𝑖𝑜𝑚𝑎𝑠𝑎)
𝑒𝑠𝑡𝑒𝑞𝑢𝑖𝑜𝑚é𝑡𝑟𝑖𝑐𝑜
(9)
2.2.1.4 Relación real vapor/biomasa
Para determinar los valores de esta variable, se realizó una búsqueda en la literatura de los
valores reportados en estudios de gasificación a presión, ya sea utilizando biomasa o carbón.
Dai et al. evaluaron una relación real de vapor/carbón entre 0 y 0.22 en su estudio experimental
de gasificación en lecho arrastrado, con el fin de analizar el efecto de diferentes condiciones de
operación en el proceso de gasificación [80]. Kitzler et al. usaron relaciones reales de 0.4 y 0.6
vapor/biomasa para la gasificación en lecho fluidizado de madera, con el fin de evaluar el efecto
de las condiciones de operación en la composición del gas [81]. Swanson et al. utilizaron una
relación vapor/biomasa de 0.48 para su estudio técnico-económico del proceso de producción
de combustibles líquidos a partir de gasificación de biomasa en lecho arrastrado [44]. Muresan,
et al. usaron una relación real de vapor/combustible (mezclas de biomasa y carbón) de 0.07
para simular el proceso de producción de H2 mediante la gasificación en lecho arrastrado a [52].
Tapasvi et al. utilizaron una relación real de vapor/biomasa entre 0.2 y 0.4 en su estudio de
simulación de gasificación de biomasa torrefactada a presión atmosférica con aire y vapor, para
analizar la composición del gas, las eficiencias energética y exergética con diferentes
condiciones de operación para biomasa cruda y torrefactada [63]. De esta manera, de acuerdo
a la literatura encontrada, se definió una relación vapor/biomasa entre 0 y 0.6 con 4 niveles: 0,
0.2, 0.4 y 0.6.
2.2.1.5 Tipo de biomasa
Se seleccionaron 4 especies de biomasa forestal: PP, PM, GA y EG.
2.2.1.6 Niveles de torrefacción
Se seleccionaron los niveles de torrefacción que se usaron en el estudio realizado
anteriormente (capítulo 1), a excepción de la torrefacción a 200°C debido a que se concluyó que
no hay diferencias significativas entre las propiedades de la biomasa cruda y la biomasa
torrefactada a 200°C por 30 min en atmósfera inerte (N2). Así, se evaluaron 3 niveles de
torrefacción: biomasa cruda, biomasa torrefactada a 250°C y biomasa torrefactada a 300°C, con
tiempo de torrefacción constante (30 min).
2.2.1.7 Temperatura y presión en el reactor agua-gas (WGSR)
La reacción agua-gas es una reacción catalítica heterogénea (catalizador sólido), la cual se lleva
a cabo usando un reactor alta temperatura (entre 300 y 450°C), usando catalizadores basados

36
en óxidos de hierro y cromo [62], [82], [83]. De acuerdo a Lima et al. [82] es recomendable
llevar a cabo la reacción a temperaturas entre 350-400°C debido a que la conversión de la
reacción se favorece con incrementos de temperatura, sin embargo para temperaturas entre
400-500°C el cambio es muy pequeño. Con respecto a la presión de operación, estudios
realizados por Dagle et al. [83] sugieren que ésta no tiene efecto en la conversión de equilibrio
por lo cual estos reactores pueden operar desde una presión atmosférica hasta 84 bar [49].
Teniendo en cuenta la literatura consultada, se determinó no realizar análisis de sensibilidad
para las condiciones del reactor agua gas, por lo cual se definió trabajar a una temperatura de
350°C y presión atmosférica (1.013 bar). Para seleccionar el flujo de vapor que ingresa al
reactor agua-gas (WGSR) se tuvo en cuenta que Dagle et al. [83] sugieren que la relación másica
CO/vapor sea de 1/4 para la producción de hidrógeno, por lo cual se tomaron los resultados
obtenidos para las simulaciones del proceso de gasificación (según las condiciones definidas en
las secciones 2.2.1.1 a 2.2.1.6) para determinar el flujo másico promedio de CO en el syngas. Se
encontró que en promedio el syngas que sale del gasificador tiene un flujo másico de 37.5 ton/h,
por lo tanto se fijó un flujo de vapor a la entrada del WGSR de 150 ton/h.
2.2.1.8 Porcentaje de bypass en el reactor agua-gas (WGSR)
Para alcanzar la relación H2/CO deseada a la salida del WGSR es necesario realizar un bypass
de la corriente gaseosa antes de que ésta ingrese al reactor agua-gas (Figura 11).
Trippe et al. analizaron un bypass entre el 10 y 50% (proporción del gas que pasa al WGSR) en
su estudio tecnicoeconómico del proceso de gasificación para la producción de combustibles
líquidos y productos químicos a partir de biomasa, mediante simulación en Aspen Plus [43].
Abbot, desarrolló una patente en la cual describe el proceso para incrementar el contenido de
hidrógeno de un gas de síntesis obtenido a partir de gasificación, en la cual recomienda realiza
un bypass entre el 0 y 50% dependiendo de la relación H2/CO deseada y menor al 10 % vol
cuando el objetivo es la producción de hidrógeno [67]. Huisman et al. realizaron un estudio para
la producción de syngas rico en hidrógeno en el cual sugieren realizar un bypass del 34% si el
objetivo es la producción de metanol o dimetil-éter (DME) y del 10% si el objetivo es la
producción de hidrógeno [66].
De acuerdo a lo reportado por la literatura, se realizaron simulaciones preliminares teniendo
en cuenta la presión, la temperatura y el flujo de vapor seleccionados en el literal 2.2.1.8, con el
fin de fijar el bypass necesario para alcanzar la relación H2/CO deseada (1 para productos
químicos y 2 para combustibles líquidos). Se determinó que para alcanzar una relación H2/CO
de 1 se debe usar un bypass del 10% y para una relación de 2 del 40% (proporción del syngas
que entra al reactor).

37
Tabla 8. Factores y niveles seleccionados para plan de simulación.
Factor Niveles
Presión en el gasificador(bar) 30, 40, 50
Relación equivalente (ER) 0.16, 0.18, 0.22
Relación real vapor/biomasa 0, 0.2, 0.4, 0.6
Tipo de biomasa PP, PM, GA, EG
Niveles de torrefacción Cruda, 250°C-30 min, 300°C-30 min
Presión en el WGSR (bar) 1.01
Flujo de vapor WGSR (ton/h) 150 Temperatura en el WGSR (°C) 350
% de bypass en el WGSR 10%, 40%
2.2.2 Análisis de sensibilidad
El análisis de sensibilidad se realizó evaluando un factor a la vez (presión en el gasificador, ER
y relación real vapor/biomasa) para cada tipo de biomasa, condición de torrefacción y relación
H2/CO deseada (de acuerdo al % de bypass), analizando como variables respuesta la relación
molar H2/CO (ecuación 2) y la eficiencia global del proceso (ecuación 3).
Debido a que el análisis de sensibilidad se llevó a cabo evaluando un factor a la vez, es necesario
definir un valor fijo para el resto de las condiciones, por ejemplo para evaluar el efecto de la
presión en el gasificador, se realizan las simulaciones variando la presión en 30, 40 y 50 bar (de
acuerdo a lo definido en la sección 2.2.1.2) y se fijan las condiciones de relación vapor/biomasa
y ER. Las condiciones que se fijaron para las simulaciones se determinaron de acuerdo a
estudios de la literatura o seleccionando el valor medio de los niveles analizados para cada
variable (tabla 8). La relación equivalente (ER) se fijó en 0.18 de acuerdo a reportes
encontrados para gasificación de carbones mediante la tecnología Shell [79], [84]; la relación
másica real vapor/biomasa se fijó en 0.3 tomando éste valor como el punto medio del rango
seleccionado para esta variable (sección 2.2.1.4); la presión en el gasificador se fijó en 30 bar
teniendo en cuenta la tecnología Shell seleccionada [60].
Adicionalmente, se tuvo en cuenta que la humedad de la biomasa que ingresa al proceso de
secado es del 30%, debido a que generalmente este es el contenido de agua que se logra obtener
mediante el secado natural de biomasa, de acuerdo a la literatura [62][85][86]. El gas de
arrastre utilizado es CO2, ya que la presurización de biomasa se realiza en tolvas presurizadas
por un gas como CO2 o N2 [57] [87]. El flujo necesario de éste gas a las tolvas es de
aproximadamente 0.1 m3/ton de combustible.
En la tabla 9 se observa el plan de simulaciones que se lleva a cabo para la especie PP usando
un bypass del 10%. Este mismo plan de simulaciones se realiza para un porcentaje de bypass

38
del 40% con cada una de las 4 especies analizadas y cada condición de torrefacción. Este plan
de simulaciones está conformado por 216 simulaciones.
Tabla 9. Plan de simulaciones para el proceso de gasificación de la especie PP
Parámetro de variación
Especie
Gasificador WGSR (350°C, 1.01 bar)
P (bar) ER Vapor/biomasa % bypass
Presión
PP 30 0.18 0.3 10
PP 40 0.18 0.3 10
PP 50 0.18 0.3 10
ER PP 30 0.16 0.3 10
PP 30 0.22 0.3 10
Vapor/biomasa
PP 30 0.18 0 10
PP 30 0.18 0.2 10
PP 30 0.18 0.4 10
PP 30 0.18 0.6 10
2.2.3 Resultados análisis de sensibilidad
A partir de las simulaciones realizadas, se encontró que las variables respuesta analizadas
(relación H2/CO y eficiencia global) presentan una variación lineal con respecto a la variación
en las condiciones de operación (presión, relación vapor/biomasa, ER). Debido a esto, los
resultados se presentan mediante gráficos de barras donde se reportan los valores extremos
para cada condición de operación. Adicionalmente, se encontró la misma tendencia en las
variables respuesta para todas las maderas analizadas, por lo cual en esta sección sólo se
presentan los resultados obtenidos para la especie PP, mientras que los resultados para las
otras especies (PM, GA y EG) se presentan en el anexo 1.
En las figuras 16 y 17 se encuentran los resultados del análisis de sensibilidad para la especie
PP usando un % bypass del 10% y del 40%, respectivamente. En estas figuras se muestra el
efecto de las condiciones de operación sobre la variable respuesta.
Como se observa en la figura 15, para cada uno de los parámetros de operación, se encuentra
una barra horizontal (las barras que tienen mayor dimensión representan los parámetros de
operación que tienen un mayor efecto sobre la variable respuesta) y un conjunto de números a
la izquierda y a la derecha de la barra. El valor inferior (que se encuentra entre paréntesis)
representa el resultado de la variable respuesta, mientras el valor superior representa el valor
de la condición de operación a la cual se obtuvo dicho resultado. El eje x representa el
porcentaje de variación de la variable respuesta (H2/CO o eficiencia global) calculado mediante
la ecuación 10.

39
% 𝑑𝑒 𝑣𝑎𝑟𝑖𝑎𝑐𝑖ó𝑛 =𝑉𝑅𝑚á𝑥 − 𝑉𝑅𝑚í𝑛
𝑉𝑅𝑚á𝑥× 100 (10)
Donde 𝑉𝑅𝑚á𝑥 y 𝑉𝑅𝑚í𝑛 son el valor máximo y mínimo obtenidos para la variable respuesta,
respectivamente. Adicionalmente, se encuentra una línea vertical que cruza en cero (0) el eje X,
la cual permite analizar si el parámetro de operación tiene un efecto positivo (si la barra se
encuentra al lado derecho de la línea) o negativo (si la barra se encuentra al lado izquierdo de
la línea tomando valores negativo) sobre la variable respuesta. Es de aclarar que en las figuras
no se encuentra graficado el efecto de la presión sobre la variable respuesta debido a que el
porcentaje de variación para todos los casos fue menor al 1%, concluyendo que este parámetro
no tiene efectos significativos sobre las variables respuesta analizadas.
Figura 15. Gráfico usado para análisis de sensibilidad.
En las figuras 16 y 17 se observa que la relación vapor/biomasa tiene un mayor efecto para la
relación H2/CO, mientras que la eficiencia global se ve afectada en mayor medida por la ER.
Adicionalmente, se observa que el efecto de la temperatura de torrefacción es negativo para las
dos variables respuesta analizadas, puesto que al aumentar el grado de torrefacción
(temperatura), disminuye tanto la relación H2/CO como la eficiencia global del proceso, pues
aunque el uso de biomasa torrefactada disminuye la energía asociada al proceso de trituración,
se genera un consumo energético en el proceso de torrefacción y se aumenta el consumo
energético en la etapa de secado. Esto se debe a la pérdida de masa asociada al proceso de
torrefacción, la cual debe ser compensada alimentando más biomasa cruda al proceso de secado
para garantizar un flujo constante de materia prima a la entrada del gasificador, esto afecta la
eficiencia global del proceso.
Estos resultados permiten concluir que aunque el proceso de torrefacción genera un aumento
en la densidad energética del biocombustible sólido, el uso de este pretratamiento no es
adecuado para procesos en los cuales el objetivo sea la producción de un syngas útil para
obtener productos químicos y/o combustibles líquidos con las especies analizadas, debido a
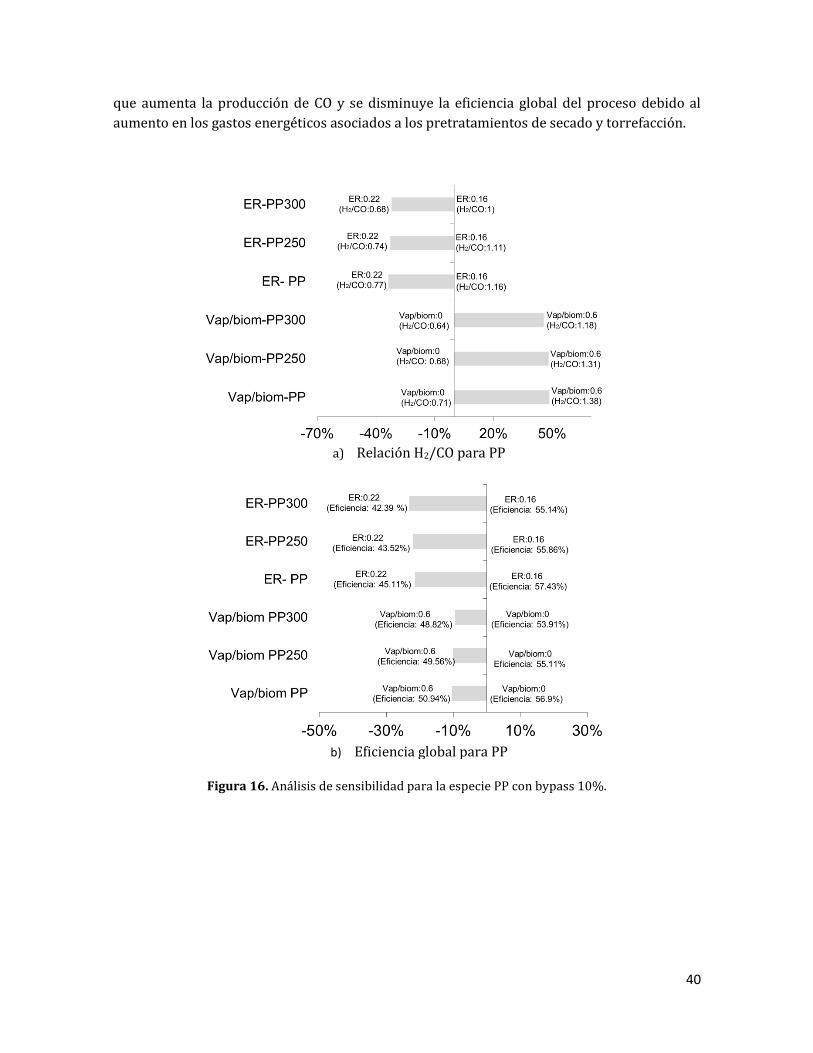
40
que aumenta la producción de CO y se disminuye la eficiencia global del proceso debido al
aumento en los gastos energéticos asociados a los pretratamientos de secado y torrefacción.
a) Relación H2/CO para PP
b) Eficiencia global para PP
Figura 16. Análisis de sensibilidad para la especie PP con bypass 10%.

41
a) Relación H2/CO para PP
b) Eficiencia global para PP
Figura 17. Análisis de sensibilidad para la especie PP con bypass 40%.
Para seleccionar las condiciones de operación que permitieran obtener la relación H2/CO
deseada, se realizó un análisis paramétrico para cada escenario (1=bypass 10% y 2= bypass
40%) mediante Aspen Plus. Se realizaron variaciones en la ER (entre 0.160 y 0.225) y la relación
vapor/biomasa (entre 0 y 0.62) a una presión fija de 30 bar, teniendo en cuenta que la presión
no presentó efecto significativo sobre las variables respuesta. Este estudio se realizó
únicamente para las biomasas crudas (PP, PM, EG y GA) debido a las menores eficiencias
alcanzadas por el pretratamiento de torrefacción de estas especies de acuerdo a lo analizado
anteriormente.
En la figura 18 se muestra el resultado del análisis paramétrico para el PP con un bypass del
10%. En esta gráfica se observa que los puntos que cortan la línea que delimita la relación molar
H2/CO=1.0 (color negro), son aquellos conjuntos de los parámetros de operación (ER y relación
vapor/biomasa) con los cuales es posible que el syngas alcance la relación deseada para la

42
producción de productos químicos (H2/CO=1). Es decir, el primer punto de corte, indica que se
alcanza una relación H2/CO de 1 al usar una ER de 0.165 y una relación vapor/biomasa de 0.192,
y así sucesivamente. Debido a que el análisis de los resultados para las otras especies es similar,
estos no se presentan en esta sección y se encuentran en el anexo 2.
Figura 18. Análisis paramétrico para PP con bypass 10%
Con el fin de determinar entre el conjunto de parámetros de operación encontrados cuál es el
más eficiente, se realizó la simulación tomando estos valores y se halló la eficiencia global. Los
resultados para la especie PP con un bypass del 10% se encuentran en la tabla 10, mediante los
cuales se observa que la mayor eficiencia se alcanza para la menor ER y la menor relación
vapor/biomasa. Esto se debe a que una menor ER y una menor relación vapor/biomasa indican
un menor requerimiento tanto de oxígeno como de vapor en el proceso de gasificación,
reduciendo los consumos energéticos de la ASU y el flujo de vapor (entalpía), lo cual aumenta
la eficiencia global del proceso. Para las otras especies se obtuvo la misma tendencia en cuanto
a la eficiencia global, por lo cual los resultados se encuentran en el anexo 3.
En la tabla 11, se encuentra la eficiencia global máxima alcanzada por cada especie para el
conjunto de parámetros ER y relación vapor/biomasa determinados mediante análisis
paramétrico. El objetivo es analizar cuál de las biomasas permite obtener la mejor eficiencia, y
por tanto determinar cuál es la recomendada entre las especies analizadas para éste tipo de
procesos. De acuerdo a los resultados, se observa que para todas las especies con un bypass del
10% se obtuvo una eficiencia del 62%, a excepción de la especie EG, con la cual se obtuvo una
eficiencia del 61%. De igual manera para un bypass del 40% se obtuvo una eficiencia del 61%
con todas las especies, a excepción del EG con quien se obtuvo una eficiencia del 58%. De esta
manera, se podría concluir que para el proceso de producción de un syngas útil para la
producción de productos químicos y/o combustibles líquidos, se obtienen los mismos

43
resultados al hacer uso de las especies PP, PM, GA con las condiciones mostradas en la tabla 11,
con un bypass del 10% cuando el objetivo sea la producción de productos químicos, y un bypass
del 40% para la producción de combustibles líquidos.
Tabla 10. Eficiencia global para valores de ER y relación vapor/biomasa determinados mediante análisis paramétrico.
Especie %bypass ER vapor/biomasa Eficiencia global
PP 10% bypass
0.165 0.192 62%
0.173 0.240 60%
0.180 0.288 58%
0.187 0.336 56%
0.194 0.384 55%
0.200 0.432 53%
0.207 0.480 51%
0.214 0.528 50%
0.220 0.576 48%
Tabla 11. Resultados eficiencia global máxima para valores de ER y relación vapor/biomasa determinados mediante análisis paramétrico.
Especie-% bypass ER vapor/biomasa Eficiencia global
PP 10% bypas 0.165 0.192 62%
PP 40% bypass 0.160 0.192 61%
GA 10% bypass 0.165 0.192 62%
GA 40% bypas 0.162 0.192 61%
PM 10% bypass 0.164 0.192 62%
PM 40% bypass 0.160 0.192 61%
EG 10% bypass 0.163 0.240 61%
EG 40% bypass 0.169 0.288 58%
2.2.4 Conclusiones
De acuerdo a los resultados obtenidos mediante el análisis de sensibilidad y el análisis
paramétrico, se puede concluir que:
La presión no tiene efectos significativos sobre las variables de respuesta analizadas
(eficiencia global y relación H2/CO) debido a que los porcentajes de variación fueron
menores al 1%.
El uso de la torrefacción como pretratamiento de las especies analizadas, no es
adecuado para procesos de gasificación en los cuales el objetivo sea la producción de
productos químicos y/o combustibles líquidos, debido a que se incrementa la
producción de CO y se disminuye la eficiencia global del proceso.

44
Para el proceso y tipos de biomasa evaluados, el tipo de madera utilizada no tiene
efectos significativos sobre la eficiencia del proceso, ni en la relación de H2/CO
alcanzada.

45
Capítulo 3: Caracterización físico-química de los biocarbones
producidos a partir de diferentes tipos de maderas mediante
gasificación en lecho fijo.
3.1 Introducción
El biocarbón es un subproducto de bajo valor agregado obtenido a partir de la transformación
termoquímica de biomasa (calor, potencia, combustibles y/o productos químicos) en un
ambiente limitado de oxígeno [88]–[90]. Los procesos termoquímicos más comunes para su
obtención son la pirólisis y la gasificación [89], [91], [92]. Las aplicaciones más comunes del
biocarbón incluyen remediación de suelos, secuestro de carbono, tratamiento de aguas
residuales, entre otros [89].
Las propiedades del biocarbón dependen en gran medida de la materia prima utilizada y de las
condiciones de operación durante su producción, por lo tanto, conocer las propiedades físicas
y químicas del biocarbón es muy importante para identificar sus posibles usos y aplicaciones
[93]–[95]. Para conocer las propiedades del biocarbón, se hace uso de diferentes análisis. La
estructura morfológica y las propiedades físicas del biocarbón son generalmente estudiadas
mediante el método de fisisorción de nitrógeno de Brunauer-Emmet-Teller (BET). Para
observar la morfología y el análisis superficial de los biocarbones, la microscopía electrónica de
barrido (SEM) y la energía dispersiva por rayos X (EDX) son usadas comúnmente [94], [96]–
[98]. Para identificar cualitativamente los cambios en los grupos funcionales de las muestras de
biocarbones y suelos, se utiliza frecuentemente la espectroscopía infrarroja por transformada
de Fourier (FT-IR) [91]. La determinación de la cantidad de ceniza y material orgánico, se
realiza generalmente a partir de análisis próximo, análisis elemental y métodos
termogravimétricos.
Algunos autores han estudiado el efecto de la temperatura sobre las propiedades del biocarbón
obtenido a partir de pirólisis. Jindo et al. [94] realizaron pirólisis de cáscara de arroz, paja de
arroz, virutas de madera de manzano (Malus pumila) y roble (Quercus serrata) a temperaturas
entre 400°C y 800°C. Encontraron mediante análisis próximo, último, BET y FTIR que el
aumento en las temperaturas del proceso conlleva a una disminución en las relaciones H/C y
O/C, incrementos en el área superficial de los biocarbones, mayor desarrollo de compuestos
aromáticos y disminución en los grupos alifáticos. Mohd et al. [99] evaluaron las propiedades
del biocarbón producido a partir de la pirólisis de residuos de aserrín de madera a
temperaturas entre 450°C y 850°C. Observaron mediante análisis BET que el área superficial
es dependiente de la temperatura de pirólisis, encontrando que es menor de 10 m2/g para las
bajas temperaturas y alrededor de 200 m2/g para las altas temperaturas. Adicionalmente, a
partir de análisis elemental encontraron que la fracción de carbono aumenta al incrementar la
temperatura de pirólisis, mientras que la fracción de nitrógeno, hidrógeno y oxígeno
disminuyen con un aumento en la temperatura de pirólisis. Kim et al. [100] evaluaron las
propiedades del biocarbón derivado Pinus Rigida producido mediante pirólisis a temperaturas
entre 300°C y 500°C. Obtuvieron áreas BET entre 2.9 y 175 m2/g, las cuales incrementan con la

46
temperatura de pirólisis. De los espectros FT-IR encontraron que la intensidad de los picos O-
H (3600-3200 cm-1) decrecen en el espectro de los biocarbones al aumentar la temperatura de
pirólisis. Finalmente, mediante análisis termogravimétrico, encontraron que un aumento en la
temperatura de pirólisis produce carbones más estables con alta resistencia al calor. Azargohar
et al. [98] obtuvieron biocarbones a partir de pirólisis de residuos agrícolas (paja de trigo y paja
de lino), residuos forestales (aserrín) y gallinaza a temperaturas entre 400°C y 550°C. Mediante
análisis SEM detectaron que los biocarbones presentan una estructura porosa rudimentaria,
con áreas BET menores a 5 m2/g. A partir de FT-IR encontraron que la intensidad en los picos
3300-3400 cm-1 (enlaces OH), 2850-2950 cm-1 (enlaces CH), y 1470 cm-1 (deformación de
alcanos), disminuyen con un aumento en la temperatura de pirólisis, debido al desarrollo de
estructuras aromáticas en los biocarbones. Mediante TGA obtuvieron que los biocarbones son
más estables con respecto a las biomasas precursoras, siendo mayor para las altas
temperaturas de pirólisis. Shaaban et al. produjeron biocarbón a partir de aserrín de madera
de caucho a diferentes temperaturas y diferentes tiempos de residencia, encontrando que la
mayor área superficial BET (5.5 m2/g) correspondía al biocarbón obtenido a la temperatura
más alta (700 ° C) y el mayor tiempo de retención (3 h) [101].
Otros autores han estudiado las propiedades de biocarbones obtenidos por diferentes procesos
termoquímicos. Brewer [91] y Brewer et al. [102] estudiaron las características de los
biocarbones obtenidos a partir de pirólisis rápida, pirólisis lenta y gasificación (en un reactor
de lecho fluidizado) de residuos de maíz, switchgrass y madera. El área superficial de los
biocarbones estuvo entre 3.3 y 61.6 m2/g, e incrementan con el aumento del tiempo de
residencia (pirólisis lenta > pirólisis rápida) y la temperatura (gasificación > pirólisis). Kumar
et al. [95], analizaron las propiedades fisicoquímicas del biocarbón derivado de la gasificación
en lecho fluidizado de sorgo y switchgrass usando 3 relaciones equivalentes (ER): 0.20, 0.25 y
0.28. Todos los biocarbones presentan áreas superficiales menores a 10 m2/g; sin alguna
tendencia con respecto al ER. Mediante los espectros FT-IR encontraron que las biomasas
crudas presentan una estructura más alifática con respecto a los biocarbones. Luo et al. [103]
analizaron el efecto de las condiciones de operación, incluyendo temperatura (200-700 °C),
tiempo (1-8 h), y atmósfera (flujo de aire, aire limitado (proceso sin flujo de aire) y N2) en las
propiedades fisicoquímicas de los biocarbones derivados de aserrín de pino, paja de maíz y
bagazo de caña. Observaron que el área superficial de los biocarbones aumenta
significativamente con incrementos de temperatura. Adicionalmente, la operación con aire o
largos tiempos de residencia (aumenta la carbonización), tiende a incrementar el volumen de
microporos y por lo tanto el área superficial de los biocarbones.
En este capítulo se realiza el análisis fisicoquímico, morfológico y estructural del biocarbón
obtenido como subproducto de la gasificación en lecho fijo de EG, AM, GA, PP y PM, con el fin de
predecir posibles usos para cada uno de estos biocarbones. Adicionalmente, se evalúa la
capacidad de adsorción de colorantes (específicamente colorante Rojo 40) haciendo uso de
espectrofotometría UV-VIS.

47
3.2 Metodología
3.2.1 Obtención de los biocarbones mediante gasificación en lecho fijo
Los biocarbones (BC) fueron obtenidos a partir de la gasificación en lecho fijo de las especies
forestales Eucalyptus Grandis (EG), Acacia Magnium (AM), Gmelina Arbórea (GA), Pinus Pátula
(PP) y Pinus Maximinoi (PM). Los procesos se llevaron a cabo a presión atmosférica, utilizando
biomasas con formas y tamaños similares (astillas con tamaños entre 4-10 mm). Se hizo uso de
aire como agente gasificante con una velocidad superficial de 0.1 m/s para todos los
experimentos. La descripción completa del proceso experimental así como la caracterización
fisicoquímica de las biomasas se encuentra descrita por Lenis et al. [104].
La temperatura máxima alcanzada para los procesos de gasificación fue de aproximadamente
700°C. Se obtuvieron eficiencias en frío entre 25.8 y 30.9%. El poder calorífico inferior del gas
obtenido estuvo entre 2.5 y 3.0 MJ/Nm3, y la composición del gas estuvo compuesto
principalmente por CO, CO2, CH4, H2 y N2, con concentraciones promedio de: 13%, 16%, 2%, 4%
y 64 %vol, respectivamente.
En la tabla 12, se observa la nomenclatura utilizada para los biocarbones analizados en éste
capítulo.
Tabla 12. Nomenclatura usada para biocarbones analizados
Nomenclatura Especificación del biocarbón BC-PP Biocarbón obtenido a partir de la especie Pinus Pátula BC-GA Biocarbón obtenido a partir de la especie Gmelina arbórea BC-PM Biocarbón obtenido a partir de la especie Pinus Maximinoi BC-EG Biocarbón obtenido a partir de la especie Eucalyptus Grandis BC-AM Biocarbón obtenido a partir de la especie Acacia Magnium
3.2.2 Análisis próximo y elemental
La humedad se determinó por pérdida de peso con calentamiento hasta 120°C en una balanza
de humedad Shimadzu MOC-120H. El análisis elemental se analizó por duplicado en un equipo
CHNSO marca LECO modelo Truspec micro, mediante el método ASTM D-5373-08. El análisis
próximo se determinó a partir de análisis termogravimétrico en el equipo TGA Q500 V20.8
Build 34.
3.2.3 Análisis termogravimétrico
El análisis termogravimétrico (TGA) se llevó a cabo en un equipo TGA Q500 de TA Instruments.
El proceso de calentamiento consistió en tres etapas en atmósfera inerte: Se inicia el proceso a
una velocidad de calentamiento de 40°C/min hasta 120 °C, se mantiene constante la
temperatura por 12 min y finalmente se lleva el sistema a una temperatura de 800 °C a la misma
velocidad de calentamiento.
3.2.4 Poder calorífico
El poder calorífico superior (PCS) se calculó a partir del contenido de C, H, O, N, S y cenizas de
la biomasa de acuerdo a la correlación derivada por Channiwala & Parikh [105],
48
𝐏𝐂𝐒 = 0.3491 ∗ 𝐂 + 1.1783 ∗ 𝐇 + 0.1005 ∗ 𝐒 − 0.10340 ∗ 𝐎 − 0.0151 ∗ 𝐍 − 0.0211 ∗ 𝐂𝐞𝐧𝐢𝐳𝐚 (11)
Donde el PCS se encuentra en MJ/kg y C, H, O, N, S y ceniza hacen referencia al % de masa del
carbono, hidrógeno, oxígeno, nitrógeno y ceniza respectivamente en base seca.
3.2.5 Análisis morfológico y estructural
3.2.5.1 Área superficial: El área superficial de todos los materiales se determinó mediante
el método BET con isotermas de N2 medidas a 75.2 K. Se hizo uso de un instrumento
Quantachrome Autosorb Automated. Para cada experimento se utilizaron 100 mg
de biocarbón sólido.
3.2.5.2 Microscopía electrónica de barrido (SEM): Las muestras se analizaron mediante un
microscopio electrónico de barrido de alta resolución (HRSEM) JEOL 7600F con una
aceleración de 30 kV y una resolución de 1.5 nm. Para el análisis, se depositó la
muestra sólida dispersada en etanol puro en una rejilla de cobre previamente
cubierta con una capa delgada de biocarbón. Adicionalmente, el análisis de
dispersión de energía por rayos x (EDX) se llevó a cabo usando un modelo INCA,
Oxford de Si (Li).
3.2.5.3 Espectrometría infrarroja con transformada de Fourier (FTIR): El espectro infrarrojo
de los biocarbones se registró a temperatura ambiente y 2.0 cm-1 de resolución en
un espectrómetro IRAffiniti-1 Shimadzu. Cada muestra se preparó moliendo y
mezclando 1 mg de biocarbón con 200 mg de KBr grado IR. Posteriormente la
muestra fue compactada en pellet usando una prensa hidráulica. El espectro FTIR
del pellet se tomó en un intervalo de 650 cm-1 - 4000 cm-1, registrando el % de
transmitancia (%T) vs el número de onda.
3.2.6 Pruebas de adsorción en una matriz acuosa coloreada.
Para el estudio de adsorción se seleccionó el colorante Rojo 40 debido a que reporta un amplio
uso en la industria alimentaria (coloración de helados, en repostería e industria cárnica) y en la
elaboración de tintas de tatuajes [106], [107]. Las pruebas de adsorción se realizaron para cada
uno de los 5 biocarbones producidos (BC-AM, BC-GA, BC-PP, BC-PM, BC-EG) y para un carbón
activado comercial (blanco) cuya área superficial BET es de 799.27 m2/g, adicionando 2
cantidades diferentes de biocarbón: 50 o 100 mg.
Para realizar las pruebas de adsorción, se preparó una solución de rojo 40 a una concentración
de 100 ppm y se llevó a un pH de 2 [106], [107]. En un erlenmeyer se adicionaron 50 ml de la
solución preparada y una cantidad de biocarbón determinada (50 o 100 mg). El montaje agitó
a 120 rpm por 24 h a 25°C. Una vez transcurridas 24 h, se filtró la muestra y se determinó la
concentración del colorante residual mediante espectrofotometría ultravioleta-visible, usando
el método lineal con un espectrofotómetro (Thermo Spectronic Helios α) a una longitud de onda
de 505 nm con cubetas de 1 cm.

49
Se determinó la capacidad de adsorción (q), de acuerdo a la ecuación 11. Este parámetro se
encuentra asociado a la efectividad del adsorbente que depende también del sistema
adsorbente-adsorbato [106]:
𝑞 =(𝐶0 − 𝐶𝑓)𝑉
𝑊 (12)
Adicionalmente, se determinó el porcentaje de remoción (%R) de acuerdo a la ecuación 13 [107].
%𝑅 =𝐶𝑂 − 𝐶𝑓
𝐶0∗ 100 (13)
Donde:
q: capacidad de adsorción (mg adsorbidos de colorante/g de biocarbón) Co: concentración inicial de la solución (mg/L) Cf: concentración final (mg/L) V: Volumen de la solución (L) W: masa del adsorbente seco (g)
3.3 Resultados y análisis
3.3.1 Análisis próximo, último, termogravimétrico y poder calorífico.
En la tabla 13, se encuentra el análisis próximo, último y poder calorífico de los biocarbones
obtenidos a partir de la gasificación en lecho fijo de las especies forestales. Al comparar el
análisis próximo de los biocarbones con los obtenidos para las biomasas crudas (ver figura 5a,
capítulo 1), se observa que en el proceso de gasificación hay una disminución del contenido de
volátiles y un aumento en el contenido de carbono fijo y cenizas. Estos resultados son
coherentes con los termogramas de los biocarbones (figura 19), en los cuales se observa que el
rango de pérdida de masa es menor para los biocarbones en comparación a las biomasas crudas
(figura 2), lo cual sugiere una menor reactividad por parte de los biocarbones debido a la
pérdida de volátiles que se da en el proceso de gasificación. Adicionalmente, a partir de la tabla
13, se observa que los biocarbones presentan una humedad relativamente alta si se considera
que provienen de un proceso de gasificación que alcanza cerca de 800°C, lo cual se atribuye a
la humedad adsorbida de la atmósfera durante el tiempo que transcurrió entre la finalización
del proceso de gasificación y el análisis de las muestras [95].
De acuerdo a los termogramas (figura 19), se observa que entre las muestras analizadas, el
biocarbón más reactivo es el BC-AM, pues presenta una mayor pérdida de masa en los
termogramas, es decir, un mayor contenido de volátiles.

50
Tabla 13. Análisis próximo y último para biocarbones obtenidos a partir de gasificación en lecho fijo.
Parámetro BC-PM BC-PP BC-EG BC-AM BC-GA
Análisis último en base seca y sin ceniza (%m)
C 91.28 89.60 89.73 86.68 90.36
H 1.80 2.11 1.57 2.24 1.43
N 0.15 0.30 0.26 0.47 0.15
S 0.81 0.78 0.85 0.82 0.81
O 5.96 7.21 7.59 9.79 7.25
Análisis próximo en base húmeda(%m)
Cenizas 1.15 1.29 2.16 1.67 2.18
Humedad 2.00 1.33 1.78 1.79 1.78 Carbono Fijo 84.01 87.87 84.71 73.32 84.45
Material volátil 12.84 9.51 11.35 23.23 11.59
PCSb.s. (MJ/kg) 33.425 33.067 32.426 31.962 32.513
Figura 19. Análisis termogravimétrico para biocarbones obtenidos a partir de gasificación en lecho
fijo.
Con los resultados del análisis último, se realizó el diagrama de Van Krevelen (figura 20), a
partir de las relaciones atómicas O/C y H/C de los biocarbones, mediante el cual se observa que
los biocarbones obtenidos presentan bajas relaciones de O/C y H/C en comparación a las
biomasas crudas (ver figura 4bm, capítulo 1), lo cual es un indicativo del desarrollo de
estructuras aromáticas en los biocarbones, pues de acuerdo a Kim et al., relaciones atómicas
H/C menores a 0.5 indican una deficiencia de H en las moléculas, lo cual se atribuye a la
presencia de estructuras de anillos aromáticos [98], [108]. Adicionalmente, se observa que los
biocarbones obtenidos presentan un alto rango energético (similar a las antracitas), lo cual se
ve reflejado en el poder calorífico presentado en la tabla 11, el cual es mayor a 30 MJ/kg para

51
todos los biocarbones analizados, siendo más alto para el BC-PM, por lo cual los biocarbones
desarrollados podrían tener usos potenciales como energéticos; sin embargo en los análisis
termogravimétricos (figura 19) se observa que la descomposición térmica de los biocarbones
obtenidos es lenta, lo cual podría estar relacionado con una baja reactividad y por ende altas
energías de activación para la liberación de volátiles, restando capacidad de reacción al
combustible sólido, lo cual disminuiría rendimientos de conversión asociados a los procesos de
gasificación y/o combustión [39].
Figura 20. Diagrama de Van Krevelen para biocarbones obtenidos a partir de gasificación en lecho fijo.
3.3.2 Análisis morfológico y estructural
3.3.2.1 FT-IR
En la figura 21, se encuentran los espectros FT-IR para los biocarbones obtenidos a partir de
las especies forestales. Para los espectros analizados, se observa que en el intervalo de
frecuencias entre 3590 cm-1 y 3700 cm-1 se encuentran picos correspondientes a enlaces O-H.
El menor tamaño de éstos se atribuye a la pérdida de hidratación debido a las altas
temperaturas alcanzadas en el proceso de gasificación [100]. Los enlaces O-H (3200-3000 cm-
1) y CH (3100–3000 cm-1), son atribuidos a la hemicelulosa y celulosa, por lo cual se puede
concluir que a las temperaturas alcanzadas hay una degradación de éstos dos compuestos
presentes en la madera (materia prima) debido a que no se observan picos representativos para
ninguna de las muestras analizadas en éste rango de frecuencias [109]. Los picos encontrados
para frecuencias entre 2850-2970 cm-1 se atribuyen a grupos funcionales alifáticos (enlaces C-
H). Estos picos son poco pronunciados para las muestras analizadas, lo cual es coherente debido
a que a altas temperaturas alcanzadas en la gasificación, por lo que se da la degradación de
compuestos alifáticos para dar paso a la formación de compuestos aromáticos [98]. Los picos
encontrados entre 1750-1650 cm-1 muestran la deformación axial del carbonilo (C=O) de
ácidos, aldehidos y cetonas formados principalmente por la disociación de celulosa y
hemicelulosa [98]. En el rango entre 1600-1580 cm-1 se encuentran las bandas asociadas a
enlaces aromáticos C=C y C=O asociados a cetonas y quinonas [109]. Finalmente, los picos entre
1400-1000 cm-1 son representativos de la lignina, principalmente debido a anillos del tipo C=C

52
[109]. Estos picos se encuentran un poco más pronunciados que los encontrados para la
hemicelulosa y la celulosa, lo cual se puede atribuir a que la degradación de la lignina se lleva a
cabo generalmente a temperaturas entre 200-700°C [98].
Figura 21. Espectro FT-IR para los biocarbones obtenidos a partir de gasificación en lecho fijo.
3.3.2.2 Análisis BET
En la tabla 14, se encuentran las principales características superficiales de los biocarbones
obtenidos. De acuerdo al tamaño promedio de poro, todas las muestras analizadas se pueden
clasificar como mesoporosas debido a que presentan tamaños de poro entre 0.2 y 50 nm [110].
Con respecto al área superficial BET, se observa que el biocarbón derivado de la especie Pinus
Maximinoi (BC-PP) presenta la mayor área superficial, con un valor de 299.3 m2/g, mientras
que el biocarbón derivado de la especie Gmelina Arbórea (BC-G.A) presenta la menor área

53
superficial, con un valor de 1.7 m2/g. Algunos autores han obtenido áreas superficiales con
valores del mismo orden de magnitud para biocarbones obtenidos a partir de procesos de
gasificación. Qian et al. obtuvieron biocarbones con áreas superficiales entre 0.7 y 60 m2/g a
partir de la gasificación en lecho fluidizado de Panicum virgatum, paja de sorgo y cedro rojo con
diferentes relaciones equivalentes de aire [95], mientras que Brewer obtuvo biocarbones con
áreas superficiales entre 24 y 31 m2/g a partir de la gasificación en lecho fluidizado burbujeante
de rastrojo de maíz and switchgrass [91].
De acuerdo a las áreas superficiales determinadas, se espera que entre los biocarbones
obtenidos, el derivado de la especie Pinus Pátula tenga aplicaciones similares a las del carbón
activado [91], [111]. Al comparar el área superficial BET de los biocarbones obtenidos con
respecto a la del carbón activado, la cual es superior a 500 m2/g [112], se podría concluir que a
excepción del BC-PP, los biocarbones desarrollados presentan áreas superficiales bajas, por lo
cual se espera que presenten una baja capacidad de adsorción, haciendo que sea necesario
realizar procesos de activación si se desea hacer uso de éstos para aplicaciones como
adsorbente.
Tabla 14. Porosidad de la superficie de los biocarbones.
Muestra Área superficial BET
(m2/g)
Diámetro promedio de
poro (nm)
Volumen total de poro
(cm3/g)
BC-AM 48.73 4.249 0.052
BC-GA 1.69 47.06 0.020
BC-EG 30.10 5.313 0.040
BC-PP 299.3 2.604 0.195
BC-PM 52.81 3.748 0.049
3.3.2.3 Análisis SEM-EDX
En la figura 22 se encuentran las micrografías SEM para los biocarbones analizados, mediante
las cuales se observa que en general todas las muestras analizadas presentan amorficidad,
siendo más amorfo el biocarbón obtenido a partir de la especie Gmelina Arbórea (BC-GA) cuyos
resultados muestran poros poco definidos.
Entre las muestras evaluadas, los biocarbones BC-PP, BC-PM y BC-AM presentan un mejor
desarrollo de poros (poros mejor definidos), con tamaños de poro más pequeños con respecto
a los poros desarrollados por las otras dos especies (BC-EG y BC-GA). Para el BC-GA, se observa
que los poros son poco uniformes y de tamaño mucho mayor en comparación a las otras
muestras. Estos resultados son coherentes con los resultados obtenidos mediante análisis BET,
en los cuales se encontró que el biocarbón BC-PP presenta mayor área superficial entre las
muestras analizadas y menor tamaño de poro, mientras que el BC-GA presenta la menor área
superficial y el mayor tamaño de poro (tabla 14). Esto permite inferir que entre los biocarbones
analizados, el BC-PP podría presentar una mejor capacidad de adsorción.
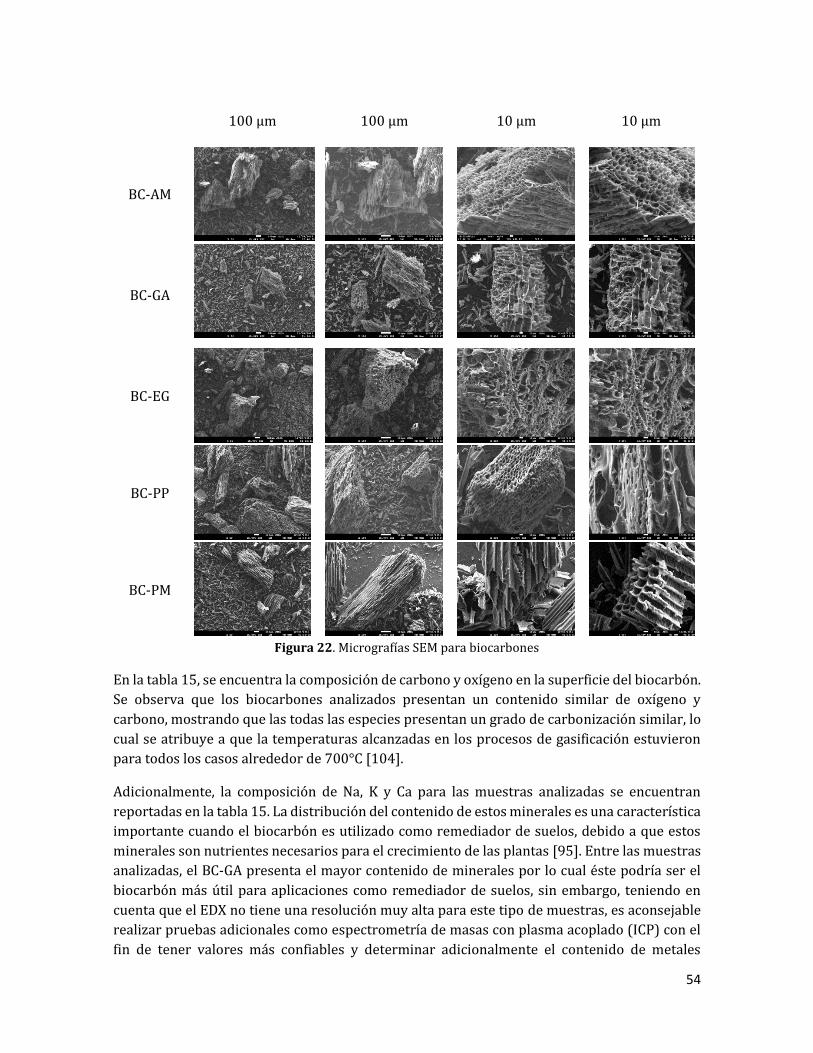
54
100 µm 100 µm 10 µm 10 µm
BC-AM
BC-GA
BC-EG
BC-PP
BC-PM
Figura 22. Micrografías SEM para biocarbones
En la tabla 15, se encuentra la composición de carbono y oxígeno en la superficie del biocarbón.
Se observa que los biocarbones analizados presentan un contenido similar de oxígeno y
carbono, mostrando que las todas las especies presentan un grado de carbonización similar, lo
cual se atribuye a que la temperaturas alcanzadas en los procesos de gasificación estuvieron
para todos los casos alrededor de 700°C [104].
Adicionalmente, la composición de Na, K y Ca para las muestras analizadas se encuentran
reportadas en la tabla 15. La distribución del contenido de estos minerales es una característica
importante cuando el biocarbón es utilizado como remediador de suelos, debido a que estos
minerales son nutrientes necesarios para el crecimiento de las plantas [95]. Entre las muestras
analizadas, el BC-GA presenta el mayor contenido de minerales por lo cual éste podría ser el
biocarbón más útil para aplicaciones como remediador de suelos, sin embargo, teniendo en
cuenta que el EDX no tiene una resolución muy alta para este tipo de muestras, es aconsejable
realizar pruebas adicionales como espectrometría de masas con plasma acoplado (ICP) con el
fin de tener valores más confiables y determinar adicionalmente el contenido de metales

55
pesados como P, Al, Cr, Ni, Cu, Fe y Mn, teniendo en cuenta que éstos no son deseados para el
crecimiento de las plantas [95].
Tabla 15. Contenido de carbón, oxígeno y algunos minerales en la superficie de los biocarbones,
obtenidos mediante SEM-EDX. (%m)
Muestra C O Na Al K Ca
BC-AM 81.63 18.07 0.11 --- 0.09 0.1
BC-GA 88.36 9.12 --- --- 1.33 0.89
BC-EG 87.51 10.25 --- --- 0.41 0.54
BC-PP 86.36 11.63 --- --- 0.74 1.07
BC-PM 89.17 10.06 --- 0.24 0.30 0.24
3.3.3 Pruebas de adsorción en matrices acuosas coloreadas
En la tabla 16, se muestran la capacidad de adsorción (q) y el porcentaje de remoción (%R) para
el colorante rojo 40. Se puede observar que todos los biocarbones analizados presentan
remoción para dicho colorante y por lo tanto tienen capacidad de adsorción. Adicionalmente,
se aprecia que con el aumento de la cantidad de biocarbón adicionado, aumenta el porcentaje
de remoción pero disminuye la capacidad de adsorción. Esto se atribuye a que la capacidad de
adsorción se encuentra relacionada con la cantidad de colorante adsorbido con respecto a la
cantidad de biocarbón adicionado, y aunque es de esperarse que entre más biocarbón se
adicione, haya una mayor remoción de colorante, el porcentaje de remoción no es
necesariamente proporcional a la cantidad de biocarbón adicionado.
Entre los biocarbones analizados, se observa que el BC-PP es el que presenta una mayor
capacidad de adsorción y un mayor % de remoción, mientras que el BC-GA presenta menores
resultados para éstas propiedades, lo cual se puede atribuir al área superficial BET. Pues el BC-
PP presenta mayor área superficial (299.3 m2/g), y el BC-AM presenta menor área superficial
(1.69 m2/g).
Aunque los biocarbones analizados presentaron una capacidad de adsorción y un porcentaje
de remoción positivos, se observa que los valores alcanzados para éstas propiedades con
respecto al blanco (carbón activado comercial) son relativamente bajos, pues este último
presenta un porcentaje de remoción cercano al 100% debido a su área superficial BET de 799
m2/g. Esto indica que si bien los biocarbones analizados presentan capacidad para adsorber el
colorante rojo 40, es recomendable evaluar procesos de activación que permitan aumentar el
área superficial y en consecuencia mejorar su capacidad de adsorción.

56
Tabla 16. Capacidad de adsorción y porcentaje de remoción para colorante rojo 40
Muestra q (mg colorante adsorbido/g biocarbón) %R
50 mg de biocarbón 100 mg de biocarbón
50 mg de biocarbón
100 mg de biocarbón
BC-PM 25.24 14.29 25.31 28.66
BC-PP 40.28 25.06 40.38 50.25
BC-EG 20.98 13.74 21.03 27.54
BC-GA 11.51 11.23 11.54 22.52
BC-AM 14.48 10.12 14.52 20.29
Blanco 96.34 48.17 96.59 96.59
3.4 Conclusiones De acuerdo a la caracterización fisicoquímica, morfológica y estructural realizada para los
biocarbones obtenidos mediante gasificación en lecho fijo de AM, GM, PP, PM y EG, se puede
concluir que cada biocarbón analizado podría ser útil para diferentes aplicaciones específicas.
De acuerdo a los análisis próximo, último y termogravimétricos, los biocarbones analizados
presentan un poder calorífico muy alto (alta densidad energética) pero presentan un contenido
de material volátil bajo y en consecuencia, una baja tasa de descomoposición térmica, a
excepción del biocarbón obtenido de la especie Acacia Magnium, el cual presenta un mayor
contenido de material volátil. De esta manera, para aplicaciones energéticas como procesos de
gasificación o combustión, el biocarbón más útil de los analizados es el BC-AM.
De los análisis FT-IR se puede concluir que el proceso de gasificación en lecho fijo a presión
atmosférica conlleva a la degradación de celulosa y hemicelulosa, así como al desarrollo de
grupos funcionales aromáticos en el biocarbón, mientras que algunos grupos funcionales
pertenecientes a la lignina permanecen en las muestras de biocarbón.
Las micrografías SEM, permiten concluir que los biocarbones que tuvieron un mejor desarrollo
de poros fueron los BC-PP, BC-PM y BC-AM. De igual manera, los análisis BET, mostraron que
el biocarbón que presenta una mayor área superficial y un menor tamaño de poro es el BC-PP,
con 299.3 m2/g y 2.6 nm respectivamente, por lo cual éste biocarbón presentó la mayor
capacidad de adsorción para el colorante rojo 40. Esto permite concluir que el biocarbón
obtenido a partir de la especie Pinus Pátula, tiene posibles usos como adsorbente, sin embargo
al comparar la capacidad de adsorción de éste con respecto a la de un carbón activado
comercial, se concluye que es importante el proceso de activación para mejorar las propiedades
de adsorción.
Finalmente, los análisis SEM-EDX permiten concluir que debido a la presencia de minerales
como K, Na y Ca, los biocarbones analizados pueden ser usados como remediadores de suelo,
sin embargo es importante realizar análisis de metales pesados como P, Al, Cr, Ni, Cu, Fe y Mn,
debido a que éstos no son deseados para el crecimiento de las plantas.

57
Conclusiones generales de la tesis Con el presente trabajo se busca encontrar usos alternativos y sostenibles de las maderas
comerciales que permitan generar un mayor valor agregado a los recursos forestales, mediante
la evaluación de procesos termoquímicos y caracterización de productos de valor agregado
obtenidos mediante gasificación de maderas con potencial forestal en Colombia. A partir de los
estudios realizados, se llegó a las siguientes conclusiones:
La temperatura de torrefacción tiene un efecto significativo en las propiedades de la
biomasa para temperaturas mayores a 200°C en atmósfera inerte, presentando un efecto
mayor para temperaturas de torrefacción de 300°C.
El incremento en la temperatura de torrefacción presenta un efecto positivo en la mejora
de las propiedades de las maderas como biocombustible sólido, obteniendo una
disminución en las relaciones O/C y H/C, así como un aumento en el poder calorífico
superior.
Es posible que la reactividad de las biomasas torrefactadas no sólo se vea influenciada por
el cambio en la composición del material sino también por los cambios físicos que sufre la
estructura.
El modelo desarrollado en Aspen Plus puede ser usado para simular el proceso de
producción de un syngas útil para la obtención de biocombustibles líquidos y/o productos
químicos mediante gasificación de biomasa en lecho arrastrado, prediciendo
satisfactoriamente parámetros de interés como eficiencia en frío del proceso (CGE),
relación molar H2/CO y poder calórico inferior del syngas (LHV); además de ser sensible a
los cambios en los parámetros de entrada como la temperatura de torrefacción y la relación
equivalente, ʎ.
Entre las variables de proceso analizadas para la producción de un syngas, el cual será
usado como materia prima para la obtención de productos químicos y/o combustibles
líquidos, la presión en el gasificador (en el rango evaluado: 30-50 bar), ni el tipo de biomasa
cruda (entre las especies evaluadas) tienen efectos significativos sobre las variables
respuesta analizadas (relación H2/CO y eficiencia global planteada), esto se debe a que el
porcentaje de variación de las variables respuesta fue inferior a 1% para todos los casos
simulados.
Pese a que la torrefacción mejora las propiedades de la madera como biocombustible, este
pretratamiento no es adecuado para procesos en los cuales el objetivo sea la producción de
productos químicos y/o combustibles líquidos. Esto es debido a que la gasificación de
maderas torrefactadas incrementa la producción de CO (debido al aumento en el contenido
del carbón mediante el proceso de torrefacción), y además disminuye la eficiencia global
del proceso por el mayor consumo energético de la torrefacción y del secado.

58
Los biocarbones obtenidos mediante gasificación en lecho fijo de AM, GM, PP, PM y EG,
pueden ser útiles para diferentes aplicaciones específicas. Para aplicaciones energéticas
como procesos de gasificación o combustión, el biocarbón con mejores propiedades para
ser usado en aplicaciones energéticas es el BC-AM, debido a que presenta un mayor
contenido de material volátil y un alto poder calorífico. Para aplicaciones como adsorbente,
el biocarbón BC-PP que presenta un mejor desarrollo de poros, una mayor área superficial,
un menor tamaño de poro y mostró la mayor capacidad de adsorción para el colorante rojo
40. Adicionalmente, los biocarbones analizados mostraron presencia de minerales como K,
Na y Ca, por lo cual podrían ser usados como remediadores de suelo, sin embargo es
importante realizar análisis de metales pesados como P, Al, Cr, Ni, Cu, Fe y Mn, debido a
que éstos no son deseados para el crecimiento de las plantas.

59
Trabajos futuros
A partir de los resultados obtenidos con el presente trabajo se identificaron algunos temas de investigación en los que se puede profundizar a fin de continuar y ampliar el conocimiento alcanzado.
Analizar los cambios físicos (estructurales) de las biomasas torrefactadas, con el fin de
determinar cómo influyen estas propiedades en la reactividad.
Producir biocarbones a partir de la gasificación de las biomasas torrefactadas, con el fin
de realizar su respectiva caracterización y comparar con los biocarbones obtenidos a
partir de la gasificación de biomasa cruda.
Añadir al modelo de gasificación unidades de acondicionamiento de todo el proceso, y
realizar una integración energética con el fin de mejorar la eficiencia del proceso.
Realizar la activación de los biocarbones obtenidos y su respectiva caracterización con
el fin de analizar si hay cambios significativos en las propiedades que puedan abrir un
campo de aplicaciones más amplio.
Llevar a cabo el análisis de metales pesados de los biocarbones con el fin de concluir si
son útiles como remediadores de suelos.

60
ANEXOS
Anexo 1: Resultados del análisis de sensibilidad para evaluación del efecto
de la torrefacción y condiciones de operación en la producción de un
syngas útil en la producción de combustibles líquidos y/o productos
químicos a partir de la gasificación.
a) Especie GA b) Especie EG
c) Especie PM
Figura 23. Resultados análisis de sensibilidad para relación H2/CO con un bypass del 10%
a) Especie GA b) Especie EG

61
c) Especie PM
Figura 24. Resultados análisis de sensibilidad para relación H2/CO con un bypass del 40%
a) Especie GA b)
c) Especie PM
Figura 25. Resultados análisis de sensibilidad para eficiencia global un bypass del 10%

62
a) Especie GA b) Especie EG
c) Especie PM
Figura 26. Resultados análisis de sensibilidad para eficiencia global un bypass del 40%

63
Anexo 2: Resultados del análisis paramétrico para selección de mejores
condiciones de operación en el proceso de producción de un syngas útil en
la producción de combustibles líquidos y/o productos químicos a partir de
la gasificación
a) Especie GA
b) Especie EG

64
c) Especie PM
Figura 27. Resultados análisis paramétrico para bypass 10%
a) Especie PP
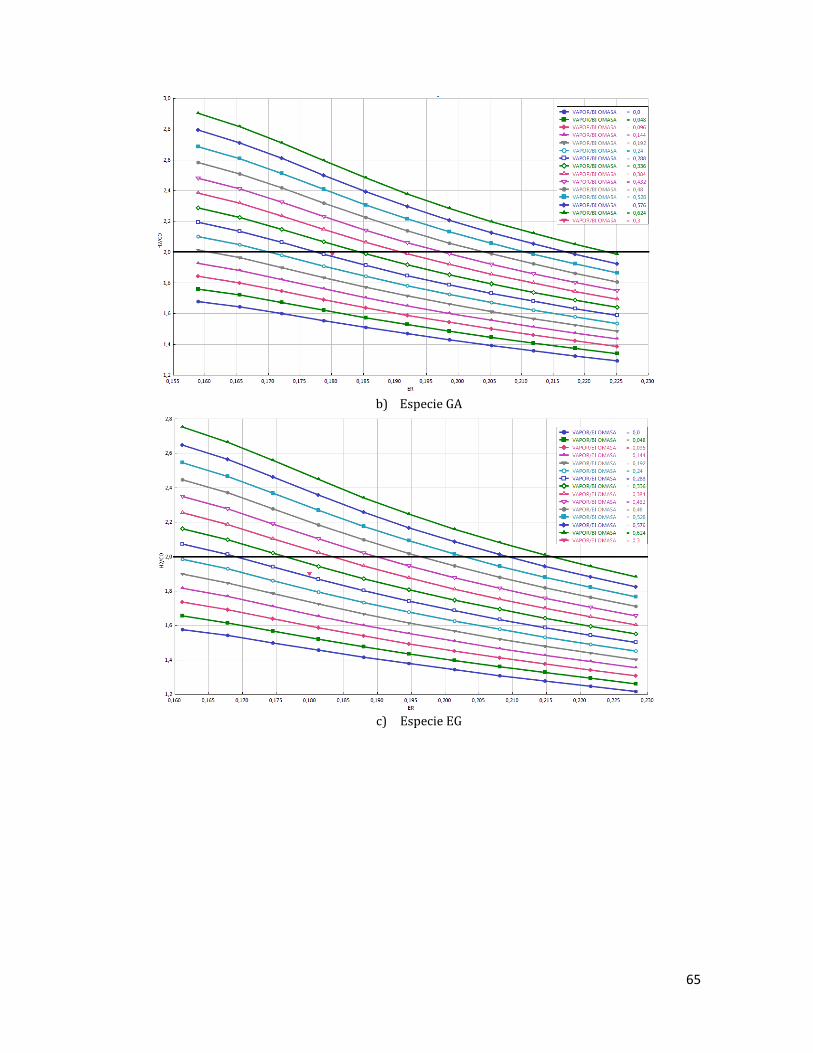
65
b) Especie GA
c) Especie EG

66
d) Especie PM
Figura 28. Resultados análisis paramétrico para bypass 40%

67
Anexo 3: Resultados de la eficiencia global para selección de mejores
condiciones de operación en el proceso de producción de un syngas útil en
la producción de combustibles líquidos y/o productos químicos a partir de
la gasificación
Tabla 17. Eficiencia global para valores de ER y relación vapor/biomasa determinados mediante análisis paramétrico.
Especie % bypass ER vapor/biomasa Eficiencia global
PP 40 % bypass
0.160 0.192 61%
0.170 0.240 59%
0.177 0.288 57%
0.184 0.336 55%
0.192 0.384 53%
0.198 0.432 52%
0.204 0.480 50%
0.210 0.528 49%
0.217 0.576 47%
GA 10% bypass
0.165 0.192 62%
0.173 0.240 60%
0.180 0.288 58%
0.187 0.336 56%
0.194 0.384 55%
0.200 0.432 53%
0.206 0.480 51%
0.212 0.528 50%
0.220 0.576 48%
GA 40% bypass
0.162 0.192 61%
0.170 0.240 59%
0.177 0.288 57%
0.185 0.336 55%
0.192 0.384 53%
0.197 0.432 52%
0.204 0.480 50%
0.211 0.528 49%
0.217 0.576 47%
PM 10% bypass
0.164 0.192 62%
0.173 0.240 60%
0.180 0.288 58%
0.187 0.336 56%
0.194 0.384 54%

68
0.200 0.432 53%
0.207 0.480 51%
0.213 0.528 50%
0.220 0.576 48%
PM 40% bypass
0.160 0.192 61%
0.170 0.240 59%
0.177 0.288 57%
0.184 0.336 55%
0.190 0.384 54%
0.197 0.432 52%
0.203 0.480 50%
0.210 0.528 49%
0.217 0.576 47%
EG 10% bypass
0.163 0.240 61%
0.172 0.288 59%
0.176 0.336 57%
0.186 0.384 55%
0.193 0.432 54%
0.198 0.480 52%
0.205 0.528 50%
0.213 0.576 49%
0.218 0.624 47%
EG 40% bypass
0.169 0.288 58%
0.177 0.336 56%
0.184 0.384 54%
0.190 0.432 53%
0.197 0.480 51%
0.203 0.528 49%
0.209 0.576 48%
0.216 0.624 46%
Referencias
[1] H. Gruenspecht, “International Energy Outlook .” Energy Information Administration, Washington DC, 2011.
[2] M. Prado, “Biorrefinerías: Situación Actual y Perspectivas de Futuro. Informe de Vigilancia Tecnológica,” España, 2009.
[3] GrupoEmpresarialEnce, “El valor de la biomasa forestal.,” España (Los datos del documento están basados en el estudio Marco regulatorio para el desarrollo estable de

69
la generación eléctrica con Biomasa en españa llevado a cabo por Boston Consulting Group en 2009), 2010.
[4] R. Gonzalez, R.P., D. Saloni, H. Jameel, R. Abt, A. Pirraglia, and J. Wright, “Biomass to energy in the Southern United States: Supply chain and delivered cost,” Bioresources, vol. 6, 2011.
[5] DepartamentoNacionaldeDesarrollo(DNP), “Plan Nacional de desarrollo 2010-2014. Resumen ejecutivo,” 2010. [Online]. Available: https://colaboracion.dnp.gov.co/CDT/PND/Resumen Ejecutivo Ultima Version.pdf.
[6] J. F. Pérez and L. F. Osorio, Biomasa forestal como alternativa energética. Análisis silvicultural, técnico y financiero de proyectos. Medellín: Editorial Universidad de Antioquia, 2014.
[7] G. Taylor, “Biofuels and the biorefinery concept,” Energy Policy, vol. 36, no. 12, pp. 4406–4409, 2008.
[8] V. Menon and M. Rao, “Trends in bioconversion of lignocellulose: Biofuels, platform chemicals & biorefinery concept,” Progress in Energy and Combustion Science, vol. 38, no. 4, pp. 522–550, 2012.
[9] L. Zhang, C. (Charles) Xu, and P. Champagne, “Overview of recent advances in thermo-chemical conversion of biomass,” Energy Conversion and Management, vol. 51, no. 5, pp. 969–982, 2010.
[10] S. K. Maity, “Opportunities, recent trends, and challenges of integrated biorefinery: Part I,” Renewable Sustainable Energy Rev., vol. 43, pp. 1446–1466, 2015.
[11] A. Demirbas, “Biorefineries: Current activities and future developments,” Energy Conversion and Management, vol. 50, no. 11, pp. 2782–2801, 2009.
[12] J. F. Pérez, R. Barrera, G. Ramírez, and G. I. De, “Integración de plantaciones forestales comerciales Colombianas en conceptos de biorrefinería termoquímica: Una revisión,” Colombia Forestal, vol. 18, no. 52, pp. 273–294, 2015.
[13] T. Ogi, M. Nakanishi, Y. Fukuda, and K. Matsumoto, “Gasification of oil palm residues (empty fruit bunch) in an entrained-flow gasifier,” Fuel, vol. 104, pp. 28–35, 2013.
[14] F. Moreno, “Simulación de gasificación de biomasa en lecho fluidizado burbujeante (tesis de pregrado),” Departamento de ingeniería térmica y de fluidos. Universidad Carlos III de Madrid, 2010.
[15] W.-H. Chen, C.-J. Chen, C.-I. Hung, C.-H. Shen, and H.-W. Hsu, “A comparison of gasification phenomena among raw biomass, torrefied biomass and coal in an entrained-flow reactor,” Applied Energy, vol. 112, pp. 421–430, 2013.
[16] J. Luque, R., Campelo, J., Clark, “Handbook of biofuels production: Processes and technologies,” United Kingdom Woodhead Publishing, 2011.
70
[17] M. J. C. van der Stelt, H. Gerhauser, J. H. a Kiel, and K. J. Ptasinski, “Biomass upgrading by torrefaction for the production of biofuels: A review,” Biomass and Bioenergy, vol. 35, no. 9, pp. 3748–3762, 2011.
[18] J. F. Pérez, M. . Pelaez, and M. García, “Fast-growing wood species in Colombia and their potential for bioenery and bioproducts production,” To be submited to Wood Science and Technology, 2016.
[19] M. J. Prins, K. J. Ptasinski, and F. J. J. G. Janssen, “More efficient biomass gasification via torrefaction,” Energy, vol. 31, no. 15, pp. 3458–3470, 2006.
[20] D. Nhuchhen, P. Basu, and B. Acharya, “A Comprehensive Review on Biomass Torrefaction,” International Journal of Renewable Energy & Biofuels, vol. 2014, pp. 1–56, 2014.
[21] a. Azapagic and H. Stichnothe, Handbook of Biofuels Production. United Kingdom Woodhead Publishing, 2011.
[22] W. H. Chen, C. J. Chen, C. I. Hung, C. H. Shen, and H. W. Hsu, “A comparison of gasification phenomena among raw biomass, torrefied biomass and coal in an entrained-flow reactor,” Applied Energy, vol. 112, pp. 421–430, 2013.
[23] M. Phanphanich and S. Mani, “Impact of torrefaction on the grindability and fuel characteristics of forest biomass,” Bioresource Technology, vol. 102, no. 2, pp. 1246–1253, 2011.
[24] D. Ciolkosz and R. Wallace, “A review of torrefaction for bioenergy feedstock production,” Biofuels, Bioproducts & Biorefining, vol. 5, pp. 317–329, 2011.
[25] W. H. Chen and P. C. Kuo, “A study on torrefaction of various biomass materials and its impact on lignocellulosic structure simulated by a thermogravimetry,” Energy, vol. 35, no. 6, pp. 2580–2586, 2010.
[26] B. Esteves, a Velez Marques, I. Domingos, and H. Pereira, “Chemical changes of heat treated pine and eucalypt wood monitored by FTIR,” Maderas. Ciencia y tecnología, vol. 15, no. ahead, pp. 0–0, 2013.
[27] E. Gucho, K. Shahzad, E. Bramer, N. Akhtar, and G. Brem, “Experimental Study on Dry Torrefaction of Beech Wood and Miscanthus,” Energies, vol. 8, no. 5, pp. 3903–3923, 2015.
[28] R. H. H. Ibrahim, L. I. Darvell, J. M. Jones, and A. Williams, “Physicochemical characterisation of torrefied biomass,” Journal of Analytical and Applied Pyrolysis, vol. 103, pp. 21–30, 2013.
[29] Z. Wang, B. Pecha, R. J. M. Westerhof, S. R. a Kersten, C. Z. Li, A. G. McDonald, and M. Garcia-Perez, “Effect of cellulose crystallinity on solid/liquid phase reactions responsible for the formation of carbonaceous residues during pyrolysis,” Industrial and Engineering Chemistry Research, vol. 53, no. 8, pp. 2940–2955, 2014.

71
[30] M. R. Pelaez-Samaniego, V. Yadama, M. Garcia-Perez, E. Lowell, and A. G. McDonald, “Effect of temperature during wood torrefaction on the formation of lignin liquid intermediates,” Journal of Analytical and Applied Pyrolysis, vol. 109, pp. 222–233, 2014.
[31] D. a. Granados, H. I. Velásquez, and F. Chejne, “Energetic and exergetic evaluation of residual biomass in a torrefaction process,” Energy, vol. 74, pp. 181–189, 2014.
[32] A. Friedl, E. Padouvas, H. Rotter, and K. Varmuza, “Prediction of heating values of biomass fuel from elemental composition,” Analytica Chimica Acta, vol. 544, pp. 191–198, 2005.
[33] R. H. H. Ibrahim, L. I. Darvell, J. M. Jones, and A. Williams, “Physicochemical characterisation of torrefied biomass,” Journal of Analytical and Applied Pyrolysis, vol. 103, pp. 21–30, 2013.
[34] M. Wilk, A. Magdziarz, and I. Kalemba, “Characterisation of renewable fuels’ torrefaction process with different instrumental techniques,” Energy, vol. 87, pp. 259–269, 2015.
[35] V. Chiodo, G. Zafarana, S. Maisano, S. Freni, and F. Urbani, “Pyrolysis of different biomass: Direct comparison among Posidonia Oceanica, Lacustrine Alga and White-Pine,” Fuel, vol. 164, pp. 220–227, 2016.
[36] T. G. Bridgeman, J. M. Jones, I. Shield, and P. T. Williams, “Torrefaction of reed canary grass, wheat straw and willow to enhance solid fuel qualities and combustion properties,” Fuel, vol. 87, no. 6, pp. 844–856, 2008.
[37] Y. Joshi, H. de Vries, T. Woudstra, and W. de Jong, “Torrefaction: Unit operation modelling and process simulation,” Applied Thermal Engineering, vol. 74, pp. 83–88, 2015.
[38] P. Ghetti, “DTG combustion behaviour of coal: Correlations with proximate and ultimate analysis data,” Fuel, vol. 65, no. 5, pp. 636–639, 1986.
[39] R. Barrera, J. F. Pérez, and C. Salazar, “Carbones colombianos : clasificación y caracterización termoquímica para aplicaciones energéticas,” ION, vol. 27, no. 2, pp. 43–54, 2014.
[40] Y. Chen and S. Mori, “Estimating the combustibility of various coals by TG-DTA,” Fuel and Energy Abstracts, vol. 36, no. 3, p. 171, 1995.
[41] T. Grotkjær, K. Dam-Johansen, A. D. Jensen, and P. Glarborg, “An experimental study of biomass ignition,” Fuel, vol. 82, no. 7, pp. 825–833, 2003.
[42] H. Spliethoff, Power Generation from solid fuels. Power Systems. Germany: Springer-Verlag, 2010.
[43] F. Trippe, M. Fröhling, F. Schultmann, R. Stahl, and E. Henrich, “Techno-economic assessment of gasification as a process step within biomass-to-liquid (BtL) fuel and

72
chemicals production,” Fuel Processing Technology, vol. 92, no. 11, pp. 2169–2184, 2011.
[44] R. M. Swanson, A. Platon, J. a. Satrio, and R. C. Brown, “Techno-economic analysis of biomass-to-liquids production based on gasification,” Fuel, vol. 89, no. SUPPL. 1, pp. S11–S19, 2010.
[45] I. Adeyemi and I. Janajreh, “Modeling of the entrained flow gasification: Kinetics-based ASPEN Plus model,” Renewable Energy, vol. 82, pp. 77–84, 2014.
[46] A. Tremel, D. Becherer, S. Fendt, M. Gaderer, and H. Spliethoff, “Performance of entrained flow and fluidised bed biomass gasifiers on different scales,” Energy Conversion and Management, vol. 69, pp. 95–106, 2013.
[47] N. Ramzan, A. Ashraf, S. Naveed, and A. Malik, “Simulation of hybrid biomass gasification using Aspen plus: A comparative performance analysis for food, municipal solid and poultry waste,” Biomass and Bioenergy, vol. 35, no. 9, pp. 3962–3969, 2011.
[48] X. Kong, W. Zhong, W. Du, and F. Qian, “Three stage equilibrium model for coal gasification in entrained flow gasifiers based on aspen plus,” Chinese Journal of Chemical Engineering, vol. 21, no. 1, pp. 79–84, 2013.
[49] C. Kunze and H. Spliethoff, “Modelling, comparison and operation experiences of entrained flow gasifier,” Energy Conversion and Management, vol. 52, no. 5, pp. 2135–2141, 2011.
[50] I. Adeyemi, T. Arink, and I. Janajreh, “Numerical Modeling of the Entrained Flow Gasification (EFG) of Kentucky Coal and Biomass,” Energy Procedia, vol. 75, pp. 232–239, 2015.
[51] E. Biagini, A. Bardi, G. Pannocchia, and L. Tognotti, “Development of an Entrained Flow Gasifier Model for Process Optimization Study,” Industrial & Engineering Chemistry Research, vol. 48, no. 19, pp. 9028–9033, 2009.
[52] M. Muresan, C. C. Cormos, and P. S. Agachi, “Techno-economical assessment of coal and biomass gasification-based hydrogen production supply chain system,” Chemical Engineering Research and Design, vol. 91, no. 8, pp. 1527–1541, 2013.
[53] R. Barrera, C. Salazar, and J. F. Pérez, “Thermochemical Equilibrium Model of Synthetic Natural Gas Production from Coal Gasification Using Aspen Plus,” International Journal of Chemical Engineering, vol. 2014, 2014.
[54] S. Begum, M. G. Rasul, and D. Akbar, “A Numerical Investigation of Municipal Solid Waste Gasification Using Aspen Plus,” Procedia Engineering, vol. 90, pp. 710–717, 2014.
[55] J. Li, X. Zhang, H. Pawlak-Kruczek, W. Yang, P. Kruczek, and W. Blasiak, “Process simulation of co-firing torrefied biomass in a 220MWe coal-fired power plant,” Energy Conversion and Management, vol. 84, pp. 503–511, 2014.

73
[56] Aspentech, “Aspen Plus Getting Started Modeling Processes with Electrolytes.” Aspen Technology, USA, 2007.
[57] K. Svoboda, M. Pohořelý, M. Hartman, and J. Martinec, “Pretreatment and feeding of biomass for pressurized entrained flow gasification,” Fuel Processing Technology, vol. 90, no. 5, pp. 629–635, 2009.
[58] D. Maski, M. Darr, and R. Anex, “Torrefaction of cellulosic biomass upgrading - Energy and cost model,” American Society of Agricultural and Biological Engineers Annual International Meeting 2010, ASABE 2010, vol. 6, pp. 4443–4460, 2010.
[59] E. Desideri, U., Manfrida, G., Sciubba, “ECOS 2012: The 25th international conference on efficiency , cost, optimization and simulation of energy,” 2012.
[60] C. Higman and M. van der Burgt, “Gasification Processes,” Gasification, pp. 85–170, 2003.
[61] U. Santo, H. Seifert, T. Kolb, L. Krebs, D. Kuhn, H. J. Wiemer, E. Pantouflas, and N. Zarzalis, “Conversion of biomass based slurry in an entrained flow gasifier,” Chemical Engineering and Technology, vol. 30, no. 7, pp. 967–969, 2007.
[62] P. Basu, Biomass gasification and pyrolysis : practical design and theory. USA: Elsevier Inc., 2010.
[63] D. Tapasvi, R. S. Kempegowda, K. Tran, Ø. Skreiberg, and M. Grønli, “A simulation study on the torrefied biomass gasification,” Energy Conversion and Management, vol. 90, pp. 446–457, 2015.
[64] W. Zhang, “Automotive fuels from biomass via gasification,” Fuel Processing Technology, vol. 91, no. 8, pp. 866–876, 2010.
[65] M. Wanga, L., Wellerb, C., Jones, D., Hanna, “Contemporary issues in thermal gasification of biomass and its application to electricity and fuel production,” Biomass and Bioenergy, vol. 32, pp. 573–581, 2008.
[66] G. H. Huisman, J. Brinkert, and R. L. Cornelissen, “Clean Hydrogen-rich Synthesis Gas: Mass and Energy Balance for the Whole Plant,” 2009.
[67] P. Edward and J. Abbott, “Process for increasing hydrogen content of synthesis gas. United States Patent,” 8642667B2, 2014.
[68] a. . Smith and J. Klosek, “A review of air separation technologies and their integration with energy conversion processes,” Fuel Processing Technology, vol. 70, no. 2, pp. 115–134, 2001.
[69] A. Bose, “Simulation of Air Liquefaction Using Aspen Plus Fulfillment of the Requirement for the,” National institute of technology, Rourkela, India, 2012.

74
[70] F. Weiland, H. Hedman, M. Marklund, H. Wiinikka, O. Öhrman, and R. Gebart, “Pressurized oxygen blown entrained-flow gasification of wood powder,” Energy and Fuels, vol. 27, no. 2, pp. 932–941, 2013.
[71] F. Weiland, M. Nordwaeger, I. Olofsson, H. Wiinikka, and A. Nordin, “Entrained flow gasification of torrefied wood residues,” Fuel Processing Technology, vol. 125, pp. 51–58, 2014.
[72] S. J. and A. Dutta, “Thermodynamic equilibrium model and second law analysis of a downdraſt waste gasifier,” Energy, vol. 32, pp. 1660–1669, 2007.
[73] and M. C. M.Vaezi, M. Passandideh-Fard, M.Moghiman, “On a methodology for selecting biomass materials for gasification purposes,” Fuel Processing Technology, vol. 98, pp. 74–81, 2012.
[74] F. Weiland, H. Wiinikka, H. Hedman, J. Wennebro, E. Pettersson, and R. Gebart, “Influence of process parameters on the performance of an oxygen blown entrained flow biomass gasifier,” Fuel, vol. 153, pp. 510–519, 2015.
[75] E4tech, “Review of Technologies for Gasification of Biomass and Wastes. Final report,” 2009.
[76] J. J. Hernández, G. Aranda, J. Barba, and J. M. Mendoza, “Effect of steam content in the air-steam flow on biomass entrained flow gasification,” Fuel Processing Technology, vol. 99, pp. 43–55, 2012.
[77] J. Rezaiyan and N. Cheremisinoff, Gasification technologies: A primer for engineers and scientist. USA, 2005.
[78] Siemens, “Siemens Fuel Gasification Technology,” Fuel gasification technology for Integrated Gasification Combined Cycle and industrial applications, 2008.
[79] L. Zheng and E. Furinsky, “Comparison of Shell, Texaco, BGL and KRW gasifiers as part of IGCC plant computer simulations,” Energy Conversion and Management, vol. 46, no. 2005, pp. 1767–1779, 2005.
[80] Z. Dai, X. Gong, X. Guo, H. Liu, F. Wang, and Z. Yu, “Pilot-trial and modeling of a new type of pressurized entrained-flow pulverized coal gasification technology,” Fuel, vol. 87, no. 10–11, pp. 2304–2313, 2008.
[81] H. Kitzler, C. Pfeifer, and H. Hofbauer, “Pressurized gasification of woody biomass-Variation of parameter,” Fuel Processing Technology, vol. 92, no. 5, pp. 908–914, 2011.
[82] D. Lima, F. Zanella, M. Lenzi, and P. Ndiaye, “Modeling and Simulation of Water Gas Shift Reactor: An Industrial Case,” Pretrochemicals, 2009.
[83] R. a. Dagle, A. Karim, G. Li, Y. Su, and D. L. King, “Syngas Conditioning,” Fuel Cells: Technologies for Fuel Processing, pp. 361–408, 2011.

75
[84] W. Shelton and J. Lyons, “Shell gasifier IGCC base cases,” NETL, Report No. PED-IGCC-98-002, no. July 1998, p. 47, 2000.
[85] P. McKendry, “Energy production from biomass (part 1): Overview of biomass,” Bioresource Technology, vol. 83, no. 1, pp. 37–46, 2002.
[86] G. Haarlemmer, “Simulation study of improved biomass drying efficiency for biomass gasification plants by integration of the water gas shift section in the drying process,” Biomass and Bioenergy, vol. 81, pp. 129–136, 2015.
[87] a Van der Drift, H. Boerrigter, and B. Coda, “Entrained flow gasification of biomass,” Energy research Centre of the Netherlands (ECN), no. April, 2004.
[88] International Biochar Initiative, “Standardized product definition and product testing guidelines for biochar that is used in soil, v. 1.1,” no. January 2011, pp. 1–47, 2013.
[89] H. S. Kambo and A. Dutta, “A comparative review of biochar and hydrochar in terms of production, physico-chemical properties and applications,” Renewable and Sustainable Energy Reviews, vol. 45, pp. 359–378, 2015.
[90] J. Lehmann and J. Stephen, “Biochar for Environmental Management - Science, Technology and Implementation.” Routledge, New York, 2015.
[91] C. E. Brewer and R. C. L. D. a Brown, “Biochar characterization and engineering (Doctoral thesis),” Iowa State University, 2012.
[92] M. Inyang and E. Dickenson, “The potential role of biochar in the removal of organic and microbial contaminants from potable and reuse water: A review.,” Chemosphere, vol. 134, pp. 232–240, 2015.
[93] N. A. B. and C. Y. M. Mohamad Azri Sukiran, Loh Soh Kheang, “Production and Characterization of Bio-Char from the Pyrolysis of Empty Fruit Bunches,” American Journal of Applied Sciences, vol. 8, no. 10, pp. 984–988, 2011.
[94] K. Jindo, H. Mizumoto, Y. Sawada, M. a. Sanchez-Monedero, and T. Sonoki, “Physical and chemical characterization of biochars derived from different agricultural residues,” Biogeosciences, vol. 11, no. 23, pp. 6613–6621, 2014.
[95] K. Qian, A. Kumar, K. Patil, D. Bellmer, D. Wang, W. Yuan, and R. Huhnke, “Effects of Biomass Feedstocks and Gasification Conditions on the Physiochemical Properties of Char,” Energies, vol. 6, no. 8, pp. 3972–3986, 2013.
[96] Z. Bouraoui, M. Jeguirim, C. Guizani, L. Limousy, C. Dupont, and R. Gadiou, “Thermogravimetric study on the influence of structural, textural and chemical properties of biomass chars on CO2 gasification reactivity,” Energy, 2015.
[97] J. Guo and A. Chong Lua, “Characterization of chars pyrolyzed from oil palm stones for the preparation of activated carbons,” Journal of Analytical and Applied Pyrolysis, vol. 46, no. 2, pp. 113–125, 1998.

76
[98] R. Azargohar, S. Nanda, J. a. Kozinski, A. K. Dalai, and R. Sutarto, “Effects of temperature on the physicochemical characteristics of fast pyrolysis bio-chars derived from Canadian waste biomass,” Fuel, vol. 125, pp. 90–100, 2014.
[99] W. A. W. A. K. Ghani, A. Mohd, G. da Silva, R. T. Bachmann, Y. H. Taufiq-Yap, U. Rashid, and A. H. Al-Muhtaseb, “Biochar production from waste rubber-wood-sawdust and its potential use in C sequestration: Chemical and physical characterization,” Industrial Crops and Products, vol. 44, pp. 18–24, 2013.
[100] K. H. Kim, J. Y. Kim, T. S. Cho, and J. W. Choi, “Influence of pyrolysis temperature on physicochemical properties of biochar obtained from the fast pyrolysis of pitch pine (Pinus rigida),” Bioresource Technology, vol. 118, pp. 158–162, 2012.
[101] a. Shaaban, S. M. Se, M. F. Dimin, J. M. Juoi, M. H. Mohd Husin, and N. M. M. Mitan, “Influence of heating temperature and holding time on biochars derived from rubber wood sawdust via slow pyrolysis,” Journal of Analytical and Applied Pyrolysis, vol. 107, pp. 31–39, 2014.
[102] C. E. Brewer, K. Schmidt-Rohr, J. a. Satrio, and R. C. Brown, “Characterization of biochar from fast pyrolysis and gasification systems,” Environmental Progress and Sustainable Energy, vol. 28, no. 3, pp. 386–396, 2009.
[103] L. Luo, C. Xu, Z. Chen, and S. Zhang, “Properties of biomass-derived biochars: Combined effects of operating conditions and biomass types,” Bioresource Technology, vol. 192, no. MAY, pp. 83–89, 2015.
[104] Y. a. Lenis, L. F. Osorio, and J. F. Pérez, “Fixed Bed Gasification of Wood Species with Potential as Energy Crops in Colombia: The Effect of the Physicochemical Properties,” Energy Sources, Part A: Recovery, Utilization, and Environmental Effects, vol. 35, no. 17, pp. 1608–1617, 2013.
[105] S. a. Channiwala and P. P. Parikh, “A unified correlation for estimating HHV of solid, liquid and gaseous fuels,” Fuel, vol. 81, no. 8, pp. 1051–1063, 2002.
[106] A. Moreno and A. Hormaza, “Equilibrio , termodinámica y modelos cinéticos en la adsorción de Rojo 40 sobre tuza de maíz,” Revista Ingenierías Universidad de Medellín, vol. 14, no. 26, pp. 105–120, 2015.
[107] Y. Villada and A. Hormaza, “Análisis simultáneo de la remoción de azul brillante y rojo 40 mediante espectrofotometría de derivadas,” Ingeniería y desarrollo. Universidad del Norte, vol. 33, no. 1, 2015.
[108] S. Kim, R. W. Kramer, and P. G. Hatcher, “Graphical Method for Analysis of Ultrahigh-Resolution Braodband mass spectra of Natural Organic Matter, the Van Krevelen diagram,” Anal. Chem., vol. 75, no. 20, pp. 5336–5344, 2003.
[109] M. Jouiad, N. Al-Nofeli, N. Khalifa, F. Benyettou, and L. F. Yousef, “Characteristics of slow pyrolysis biochars produced from rhodes grass and fronds of edible date palm,” Journal of Analytical and Applied Pyrolysis, vol. 111, pp. 183–190, 2015.

77
[110] R. H. López, “Caracterización de Medios Porosos y Procesos Percolativos y de Transporte (Tesis doctoral),” Universidad Nacional de San Luis, 2004.
[111] K. Qian, A. Kumar, K. Patil, D. Bellmer, D. Wang, W. Yuan, and R. L. Huhnke, “Effects of biomass feedstocks and gasification conditions on the physiochemical properties of char,” Energies, vol. 6, no. 8, pp. 3972–3986, 2013.
[112] A. Immaculada, N. Casamijtana, and A. E. Al Caubet, “Operaciones Basicas en el laboratorio de química,” Departamento de Quimica, 2016. [Online]. Available: file:///C:/Users/Tukano/AppData/Local/Mendeley Ltd/Mendeley Desktop/Downloaded/Immaculada, Casamijtana, Caubet - Unknown - Operaciones Basicas en el laboratorio de qu�mica.html.

















![Artículo universidad de antioquia[1]](https://static.fdocuments.us/doc/165x107/55b97036bb61ebe8798b4753/articulo-universidad-de-antioquia1.jpg)
