
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE … … · UNA TORRE DE DESTILACIÓN, autorizo a la...
105
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE INGENIERÍA QUÍMICA CARRERA DE INGENIERÍA QUÍMICA MEJORAMIENTO DEL PROCESO DE DESTILACIÓN PARA LA OBTENCIÓN DE LICOR DE AGAVÁCEA ANDINA EN UNA TORRE DE DESTILACIÓN TRABAJO DE TITULACIÓN, MODALIDAD PROYECTO DE INVESTIGACIÓN PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERA QUÍMICA AUTORA: ANDREA FERNANDA ARAUJO ULLOA QUITO 2017
Transcript of UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE … … · UNA TORRE DE DESTILACIÓN, autorizo a la...

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
MEJORAMIENTO DEL PROCESO DE DESTILACIÓN PARA LA OBTENCIÓN DE
LICOR DE AGAVÁCEA ANDINA EN UNA TORRE DE DESTILACIÓN
TRABAJO DE TITULACIÓN, MODALIDAD PROYECTO DE INVESTIGACIÓN
PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERA QUÍMICA
AUTORA: ANDREA FERNANDA ARAUJO ULLOA
QUITO
2017

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
MEJORAMIENTO DEL PROCESO DE DESTILACIÓN PARA LA OBTENCIÓN DE
LICOR DE AGAVÁCEA ANDINA EN UNA TORRE DE DESTILACIÓN
TRABAJO DE TITULACIÓN, MODALIDAD PROYECTO DE INVESTIGACIÓN
PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERA QUÍMICA
AUTORA: ANDREA FERNANDA ARAUJO ULLOA
TUTOR: ING. DIEGO EDUARDO MONTESDEOCA ESPÍN
QUITO
2017

iii
© DERECHOS DE AUTOR
Yo, Andrea Fernanda Araujo Ulloa en calidad de autora del trabajo de titulación,
modalidad proyecto de investigación MEJORAMIENTO DEL PROCESO DE
DESTILACIÓN PARA LA OBTENCIÓN DE LICOR DE AGAVÁCEA ANDINA EN
UNA TORRE DE DESTILACIÓN, autorizo a la Universidad Central del Ecuador hacer
uso de todos los contenidos que me pertenece o parte de los que contiene esta obra, con
fines estrictamente académicos o de investigación.
Los derechos que como autores me corresponden, con excepción de la presente
autorización, seguirán vigentes a mi favor, de conformidad con lo establecido en los
artículos 5, 6, 8: 19 y demás pertinentes de la Ley de Propiedad Intelectual y su
Reglamento.
Asimismo, autorizo a la Universidad Central del Ecuador para que realice la
digitalización y publicación de ese trabajo de investigación en el repositorio virtual, de
conformidad ala dispuesto en el Art. 144 de la Ley Orgánica de Educación Superior.
_________________________
Andrea Fernanda Araujo Ulloa
1722149646
iv
APROBACIÓN DEL TUTOR
Yo, Diego Eduardo Montesdeoca Espín en calidad de tutor del trabajo de titulación,
modalidad proyecto de investigación MEJORAMIENTO DEL PROCESO DE
DESTILACIÓN PARA LA OBTENCIÓN DE LICOR DE AGAVÁCEA ANDINA EN
UNA TORRE DE DESTILACIÓN, elaborado por la estudiante Andrea Fernanda
Araujo Ulloa de la Carrera de Ingeniería Química, Facultad de Ingeniería Química de la
Universidad Central del Ecuador, considero que el mismo reúne los requisitos y méritos
necesarios en el campo metodológico y en el campo epistemológico, para ser sometido a
la evaluación por parte del jurado examinador que se designe, por lo que lo APRUEBO,
a fin de que el trabajo sea habilitado para continuar con el proceso de titulación
determinado por la Universidad Central del Ecuador.
En la ciudad de Quito, a los 19 días del mes Abril del 2017.
___________________________
Ing. Diego Eduardo Montesdeoca Espín
CC: 1802917391
v
DEDICATORIA
A mi familia, quienes por ellos soy lo que soy.
Para mi madre Elsa, por ser un pilar fundamental, soporte,
apoyo incondicional en toda mi vida y por formarme como
persona con valores nobles y principios justos.
Para mi padre Manuel, por ser un ejemplo de hombre
trabajador y apoyo notable en cada momento de mi vida
Para mis hermanos Roberto y Daniela, que son mis
ejemplos diarios de responsabilidad, amor, respeto,
perseverancia, tolerancia y orgullo.
Con mucha humildad, amor y respeto
vi
AGRADECIMIENTOS
La autora expresa sus agradecimientos a:
Dios por la vida, amor, fortaleza y mi luz guía en cada decisión y en cada momento.
La facultad de Ingeniería Química de la Universidad Central del Ecuador, lugar donde
me acogió a lo largo de mi formación académica con conocimientos sólidos para poder
realizar un buen desempeño en el futuro. Y a los profesores, quienes impartieron todos
sus conocimientos y enseñanzas durante mi carrera universitaria, mil gratitudes hacia
ustedes.
Diego Montesdeoca Espín, Ingeniero Químico y tutor de este presente trabajo de
investigación, por su valiosa orientación y colaboración.
Dra. Magdalena Díaz, docente de la Facultad de Ingeniería Química y a Paul Vallejo
ayudante de catedra, por permitirme utilizar el laboratorio de Biotecnología para poder
realizar este trabajo de investigación y por los conocimientos impartidos durante la
investigación.
Diego Flores, Ingeniero Químico, docente de la facultad, por la ayuda impartida en el
inicio de este trabajo de investigación.
Lcda. Mónica Yépez, por la ayuda incondicional durante el proceso de titulación.
Mis padres y hermano, por siempre estar junto a mí dándome fuerzas, ánimos, y ser un
apoyo incondicional y un suporte en mi vida.
Mi tío Edison Ulloa, por su paciencia, perseverancia y ayuda ilimitada para poder
culminar este trabajo de investigación
Daniela Araujo Ulloa, Ingeniera Química, hermana, amiga, cómplice, camarada, colega,
compañera de clase por el apoyo y por cada momento dentro y fuera de la universidad,
que me hizo asegurarme que el significado de hermandad puede estar reflejado en ella.

vii
Mis queridos amigos e ingenieros William Ibáñez y Lorena Almeida, que demostraron
ser personas sinceras, correctas y un apoyo para mí, durante nuestra carrera
universitaria.
Cristina Gutiérrez, amiga incondicional, por siempre estar ahí con sus palabras de apoyo
durante estos años de amistad.
Mis buenos amigos Freddy, David, Karen M, Emilia, Santiago A, Verónica C, Ramiro
N, Santiago S. que encontré durante mi sendero universitario y fueron mi apoyo
constante en ello y a Karen R por apoyarme y escucharme en cada momento.

viii
CONTENIDO
pág.
LISTA DE TABLAS........................................................................................................ xi
LISTA DE FIGURAS ..................................................................................................... xii
LISTA DE GRÁFICOS .................................................................................................xiii
LISTA DE ANEXOS ..................................................................................................... vix
RESUMEN ...................................................................................................................... xv
ABSTRACT ................................................................................................................... xvi
INTRODUCCIÓN ............................................................................................................ 1
1. MARCO TEÓRICO ................................................................................................... 3
1.1. Aspectos generales de la Agavácea Andina ............................................................... 3
1.1.1. Origen .................................................................................................................... 3
1.1.2. Características. ...................................................................................................... 3
1.2. Aplicaciones de la Agavácea Andina......................................................................... 4
1.2.1. Chawarmishky. ...................................................................................................... 4
1.3. Obtención de licor de Agavácea Andina.................................................................... 5
1.3.1. Extracción del Chawarmishque ............................................................................. 5
1.3.2. Recepción del agua miel y filtrado. ....................................................................... 5
1.3.3. Fermentación alcohólica........................................................................................ 5
1.3.4. Destilación ............................................................................................................. 7
1.3.5. Dilución ................................................................................................................. 7
1.4. Destilación discontinua .............................................................................................. 8
1.4.1. Destilación diferencial. .......................................................................................... 8
1.4.2. Rectificación con reflujo constante ....................................................................... 8
1.4.3. Rectificación con reflujo variable ......................................................................... 9
1.4.4. Relación, tasa o razón de reflujo ........................................................................... 9
1.4.5. Clases de reflujo .................................................................................................. 11
ix
1.4.6. Eficiencia global. ................................................................................................. 12
1.5. Herramientas estadísticas ......................................................................................... 12
1.5.1. Análisis ANOVA multifactorial. ......................................................................... 12
1.5.2. Statgraphics Centurion VXI. ............................................................................... 12
2. METODOLOGIA EXPERIMENTAL .................................................................... 13
2.1. Proceso experimental ............................................................................................... 13
2.2. Sustancias y reactivos .............................................................................................. 14
2.3. Materiales y equipos ................................................................................................ 14
2.4. Procedimiento experimental .................................................................................... 16
2.4.1. Procedimiento para el proceso de fermentación.................................................. 16
2.4.2. Procedimiento para el proceso de destilación ..................................................... 17
2.5. Diseño experimental ................................................................................................ 18
2.6. Variables que indicen en la experimentación .......................................................... 18
2.6.1. Tratamiento de muestra para la obtención del licor ............................................ 21
2.7. Datos experimentales ............................................................................................... 24
2.7.2. Proceso de destilación. ........................................................................................ 26
3. CÁLCULOS Y RESULTADOS .............................................................................. 29
3.1. Cálculos .................................................................................................................... 29
3.1.1. Rendimiento de la obtención de alcohol por fermentación. ................................ 29
3.1.2. Recuperación de etanol en la destilación ............................................................ 31
3.1.3. Corrección del Diagrama de equilibrio etanol-agua a las condiciones de
laboratorio, (PQUITO) P=542 mmHg ............................................................................ 31
3.1.4. Balance de masa .................................................................................................. 32
3.1.5. Caracterización de la destilación realizada en laboratorio empleando el Mé-
todo de McCabe-Thiele. .................................................................................................. 41
3.1.6. Análisis estadístico .............................................................................................. 46
3.1.7. Calculo de k, reflujo trabajo ................................................................................ 54
3.2. Resultados ................................................................................................................ 55
4. DISCUSIÓN ............................................................................................................ 58
4.1. De la fermentación ................................................................................................... 58
4.2. De la destilación ....................................................................................................... 59

x
4.3. De la obtención del licor de Agavácea Andina ........................................................ 60
5. CONCLUSIONES ................................................................................................... 62
5.2. De la fermentación ................................................................................................... 62
5.3. De la destilación ....................................................................................................... 62
5.4. De la obtención del licor de Agavácea Andina ........................................................ 63
6. RECOMENDACIONES .......................................................................................... 65
CITAS BIBLIOGRÁFICAS ........................................................................................... 67
BIBLIOGRAFÍA............................................................................................................. 70
ANEXOS......................................................................................................................... 72

xi
LISTA DE TABLAS
pág.
Tabla 1. Valores de k según diversos autores para varios escenarios de destilación ...... 11
Tabla 2. Variables de experimentación y de respuesta para el diseño experimental ....... 20
Tabla 3. Tratamiento de muestra para la obtención del licor ........................................... 21
Tabla 4. Condiciones iniciales del proceso de fermentación ........................................... 24
Tabla 5. Datos experimentales del proceso de fermentación a Tamb=20ºC ...................... 25
Tabla 6. Datos experimentales del proceso de destilación sin reflujo ............................. 26
Tabla 7. Datos experimentales del proceso de destilación con reflujo y variando la
temperatura de alimentación ............................................................................................ 27
Tabla 8. Datos de equilibrio etanol-agua a P=542 mmHg ............................................... 31
Tabla 9. Datos de la composición inicial, (F) .................................................................. 34
Tabla 10. Datos de la composición en el destilado, D ..................................................... 36
Tabla 11. Datos de la composición en el residuo, R ........................................................ 38
Tabla 12. Datos de reflujos, base mol ............................................................................. 45
Tabla 13. Análisis de varianza para el volumen de destilado ......................................... 47
Tabla 14. Análisis de varianza para la concentración del destilado ................................. 48
Tabla 15. Análisis de varianza para el tiempo de operación ............................................ 50
Tabla 16. Diseño estadístico para el software .................................................................. 51
Tabla 17. Valores óptimos obtenidos mediante STATGRAPHICS. .............................. 53
Tabla 18. Rendimiento de la obtención de alcohol .......................................................... 55
Tabla 19. Recuperación de etanol en el destilado ............................................................ 57

xii
LISTA DE FIGURAS
pág.
Figura 1. Anatomía del Agave ........................................................................................... 4
Figura 2. Aplicaciones de la Agavácea Andina ................................................................ 4
Figura 3. Extracción del Chawarmishque .......................................................................... 5
Figura 4. Destilación diferencial ........................................................................................ 8
Figura 5. Destilación por cargas con reflujo constante ...................................................... 8
Figura 6. Destilación por cargas con reflujo variable ........................................................ 9
Figura 7. Reflujo mínimo y máximo ................................................................................ 10
Figura 8. Diagrama de flujo para la obtención del licor de Agavácea Andina ................ 13
Figura 9. Columna de destilación discontinua ................................................................. 16
Figura 10. Diseño experimental de destilación ................................................................ 22
Figura 11. Diagrama de la columna de destilación discontinua....................................... 32
Figura 12. Esquema de la composición (etanol, agua) en: alimentación, destilado
y residuo en la columna de destilación discontinua. ........................................................ 33
Figura 13. Evaluación de la optimización estadística software STATGRAPHICS......... 52

xiii
LISTA DE GRÁFICOS
pág.
Gráfico 1. Curva de equilibrio L-V del sistema etanol-agua a P=542 mmHg ................. 32
Gráfico 2. Volumen molar parcial de etanol y agua ........................................................ 35
Gráfico 3. Representación del reflujo mínimo con la línea de operación-determina-
ción del punto y. ............................................................................................................... 41
Gráfico 4. Representación del reflujo máximo con la línea de operación. ...................... 42
Gráfico 5. Representación del reflujo máximo con la línea de operación-determina-
ción del punto y*. ............................................................................................................. 43
Gráfico 6. Curva de equilibrio. Numero de platos teóricos. ........................................... 44
Gráfico 7. Representación de la curva de equilibrio etanol-agua operando con re-
flujo constante. ................................................................................................................. 45
Gráfico 8. Efectos principales para el volumen de destilado .......................................... 46
Gráfico 9. Contornos de la superficie para el volumen de destilado .............................. 47
Gráfico 10. Efectos principales para la concentración de destilado................................. 48
Gráfico 11. Contornos de la superficie para la concentración de destilado. ................... 49
Gráfico 12. Efectos principales para el tiempo de operación........................................... 49
Gráfico 13. Contornos de la superficie para el tiempo de operación .............................. 50
Gráfico 14. Superficie de Respuesta Estimada de factores experimentales en fun-
ción de las variables de respuesta..................................................................................... 53
Gráfico 15. Gráfico sobrepuesto que indica el punto óptimo .......................................... 54

xiv
LISTA DE ANEXOS
pág.
Anexo A. Norma Oficial Mexicana NOM-006-SCFI-2005, Bebidas Alcohólicas-
Tequila Especificaciones .................................................................................................. 73
Anexo B. Norma NTE INEN 1837 Bebidas Alcohólicas. Requisitos De Bebidas
Alcohólicas ....................................................................................................................... 75
Anexo C. Análisis químico del licor de Agavácea Andina. ............................................. 76
Anexo D. Algoritmo para la corrección del diagrama de equilibrio etanol-agua a
las condiciones de laboratorio (PQUITO) P=542 mmHg. ................................................... 77
Anexo E. Hoja de cálculo para la corrección del diagrama de equilibrio etanol -
agua a las condiciones de laboratorio (PQUITO) P=542 mmHg. .................................... 78
Anexo F. Diagrama de T vs x,y ...................................................................................... 79
Anexo G. Diagrama del fermentador del laboratorio de Biotecnología .......................... 80
Anexo H. Partes de la columna de destilación discontinua ............................................. 81
Anexo I ............................................................................................................................. 83
Anexo J. Diagrama del equipo en AUTOCAD ................................................................ 84
Anexo K. Diagrama en AUTOCAD. Descripción del equipo de destilación .................. 86
Anexo L. Equipos y materiales utilizados........................................................................ 88
Anexo M. Producto Final: Licor de Agavácea Andina. ................................................... 89

xv
MEJORAMIENTO DEL PROCESO DE DESTILACIÓN PARA LA
OBTENCIÓN DE LICOR DE AGAVÁCEA ANDINA EN UNA TORRE DE
DESTILACIÓN.
RESUMEN
Se estudió el proceso de destilación para la obtención del licor de Agavácea Andina en
una torre de destilación discontinua con reflujo constante, para su mejoramiento.
Para ello, en la destilación se experimentó con nueve muestras con las mismas
condiciones iniciales de concentración de alcohol, 3 ºGL y volumen de carga de
alimentación, 23 litros.
Se trabajó con diferentes temperaturas de alimentación (20; 30 y 35 ºC) y razones de
reflujo (3:1; 2:1 y 1:1, en base volumétrica) obteniéndose así, las variables de respuesta:
tiempo de operación, volumen y concentración de alcohol en el destilado. Los resultados
fueron optimizados mediante el STATGRAPHIC, en función de los requerimientos del
proceso. Finalmente se realizó un análisis químico al licor determinando que el mismo si
cumple con las especificaciones de la norma y es apto para el consumo humano.
Se concluye que las mejores condiciones de operación de la torre de destilación fueron
35 ºC como temperatura de alimentación y un reflujo de 1,692, a las cuales se obtienen
valores máximos de volumen de destilado de 0.996 litros con 57,84 º GL en un tiempo
de operación mínimo de 166,73 minutos.
PALABRAS CLAVES: /DESTILACIÓN DISCONTINUA/ TORRE DE
DESTILACIÓN/ LICORES/ Agavácea andina/ MEJORAMIENTO/
xvi
IMPROVEMENT OF THE DISTILLATION PROCESS TO OBTAIN ANDEAN
AGAVACEA LIQUOR IN A DISTILLATION TOWER.
ABSTRACT
The distillation process was studied in order to obtain Andean Agavacea liquor in a
batch distillation tower with constant reflux, with the objective of its improvement.
To achieve that, in the distillation process, nine samples with the same initial conditions
related to alcohol concentration, 3º GL and volume of feed charge, 23 liters, in the
distillation were experimented.
The feed temperatures (20; 30 y 35º C) with the reflux rations (3:1; 2:1 y 1:1, in
volumetric base) were combined. Accordingly, the response variables as: operation
time, volume and alcohol concentration in the distilled were acquired. The results were
optimized by statistical software called STATGRAPHIC, based on the process
requirements. Finally, a laboratory analysis of the final liquor were obtained which
determined that it complies with the specifications of the norm, as well as, it is suitable
for human consumption.
To conclude, the best operating conditions of the distillation tower were 35 ºC as feed
temperature and with a reflux equal to 1,692; as a result, the conditions of the maximum
values of distilled volume of 0.996 liters with 57, 84 ºGL and a minimum operating time
of 166, 73 minutes were obtained.
KEYWORDS: /BATCH DISTILLATION/ DISTILLATION TOWER/ LIQUORS/
Andean Agavacea/ IMPROVEMENT/

1
INTRODUCCIÓN
La producción de licores data de tiempos antiguos y según Tom Standage, la historia del
mundo se ha desarrollado bajo la influencia definitiva de 6 bebidas y una de ellas es el
licor. Al término del primer milenio, los árabes de Andalucía descubren el proceso de
destilación y crean los primeros licores de alto contenido de alcohol, lo cual permite que
esta información sea difundida mundialmente y muchos de los países adopten este
sistema para crear un licor propio de cada sector.[1]
En Ecuador, antes de la venida de los españoles, los indígenas tenían una bebida propia
que era fermentada, llamada Chicha, pero posteriormente gracias a las plantaciones de
caña de azúcar, estos permitieron el desarrollo del aguardiente dentro del país. Aunque
Ecuador no tiene un licor nacional, posee algunos licores nativos y versiones nacionales
de licores extranjeros.
Actualmente, existen acuerdos comerciales como el convenio con la Unión Europea que
permite que la desgravación arancelaria para licores de origen Europeo sea inmediata,
aunque esto no exonera del pago de las salvaguardias vigentes agregándole valores
referente a los tributos que se debe pagar tales como IVA, FODINFA e ICE como a su
vez costos de: almacenamiento al momento de llegar a las aduanas, de transporte y
seguros, propios del traslado de la importación de licores extranjeros.[2]
Esta situación sin duda es una gran oportunidad para la industria de licores ecuatorianos,
ya que además de que los licores nacionales se exceptúan de estas tarifas arancelarias
para su venta en la región nacional, estos también se benefician de este convenio que
facilita la exportación de licores nacionales a países de la Unión Europea. Según datos
proporcionados por el INEC y la OMS el 71% de ecuatorianos de 18 a 65 años
consumen licor y cada uno de ellos en promedio bebe 7,2 litros de licor anualmente, lo
que implica un gran consumo. La industria nacional de producción de licores ve una

2
oportunidad de expansión en la región, lo que hace que la implementación o creación de
bebidas nacionales sea viable. [3]
Para la elaboración del licor partiremos de la materia prima, cuyo género es Agavácea
Andina, y la especie es Agavácea Americana, la selección de esta especie, está reflejada
por la similitud que posee con el Agave Tequilana variedad azul, que es la materia prima
para la elaboración de Tequila en México. Aprovechando esta similitud y las grandes
áreas de cultivo de esta planta, se pretende elaborar licor con esta especie ecuatoriana.
La destilación evolucionó a finales del siglo XVIII gracias a Edward Adam, que inventó
un sistema para rectificar alcoholes, consiguiendo, de esta forma eliminar malos olores.
Se sentaron las bases para la destilación moderna. [4]
Los conceptos de destilación aparecen ya recopilados en el libro "Destilación y
Rectificación" de E. Kirschbaum, en 1948 y traducido en 1954. Como concepto actual
se planteó que la destilación discontinua es el proceso de separación en el que se carga
una cantidad inicial en el calderín que se calientan hasta la ebullición. Las
composiciones de líquido y vapor cambian continuamente a medida que avanza la
destilación, el vapor que se forma asciende por la columna hasta que llega a un
condensador donde se realiza el cambio de estado y se lo recolecta el producto o
destilado. [5]
Con estos antecedentes, se propone el estudio para el mejoramiento de la destilación
para la obtención del licor de Agavácea Andina en una torre de destilación discontinua,
partiendo desde la recopilación de información para el proceso de destilación utilizando
una torre ya construida, finalizando con la determinación de condiciones óptimas para la
obtención del licor. Este estudio se llevó a cabo mediante la utilización de un software
estadístico llamado STATGRAPHICS, generando de esta forma las mejores condiciones
para operar una columna de destilación para elaborar dicho licor.
Al obtener estadísticamente un reflujo óptimo, se refleja el notable mejoramiento en el
proceso de destilación discontinua para la obtención de licor de Agavácea Andina.
3
1. MARCO TEÓRICO
1.1. Aspectos generales de la Agavácea Andina
1.1.1. Origen. El nombre del género proviene del griego agavos que significa
magnífico, admirable, hermoso o noble. Son plantas monocotiledóneas de la familia de
las Agavaceae. Se calcula que su relación con el hombre comenzó en Mesoamérica
alrededor de 9.000 a 10.000 años, con el asentamiento e inicio de agricultura. Diversos
autores estiman que junto al poroto y el maíz, fue seguramente una de las primeras
especies cultivadas en esta región. Además de México y Mesoamérica, su utilidad como
alimento ha sido señalada en todo el arco andino desde Colombia, Venezuela hasta
Ecuador y Perú, donde se aprovecha el aguamiel la que es empleada para la fabricación
de bebidas fermentadas.
1.1.2. Características. Posee hojas suculentas, que alcanzan hasta cuatro metros de
diámetro y dos de alto, con un tallo corto de donde nacen a modo de roseta, hojas
sésiles, lanceoladas que pueden alcanzar dos metros. Las hojas terminan en un
descollante aguijón apical, de color café oscuro o grisáceo.
Entre los siete y diez años, la planta emite desde el centro de la roseta una espectacular
inflorescencia de hasta diez metros, que termina en una enorme panícula con 15 a 35
umbelas ascendentes que crecen lateralmente desde el eje central y en las que brotan
pediceladas de color blanco amarillento sobre un ovario verdoso. El fruto es una capsula
oblonga de cuatro a 5 centímetros que contienen numerosas semillas. [6]

4
Figura 1. Anatomía del Agave [7]
1.2. Aplicaciones de la Agavácea Andina
1.2.1. Chawarmishky. Es la savia dulce del corazón de la planta, cuyo nombre viene
del quichuismo común Chaguar que significa extraer y Mishky que significa dulce. Para
poder obtener el chawarmishky, el penco necesita tener entre 12 y 15 años. Se sabe que
está listo para poder ser chaguado cuando sus hojas empiezan a doblarse y está a punto
de crecer el chaguarquero que es el tallo de sus flores.
Figura 2. Aplicaciones de la Agavácea Andina
5
1.3. Obtención de licor de Agavácea Andina
El proceso de obtención de licor de Agavácea Andina consta de diferentes etapas que se
detallan a continuación:
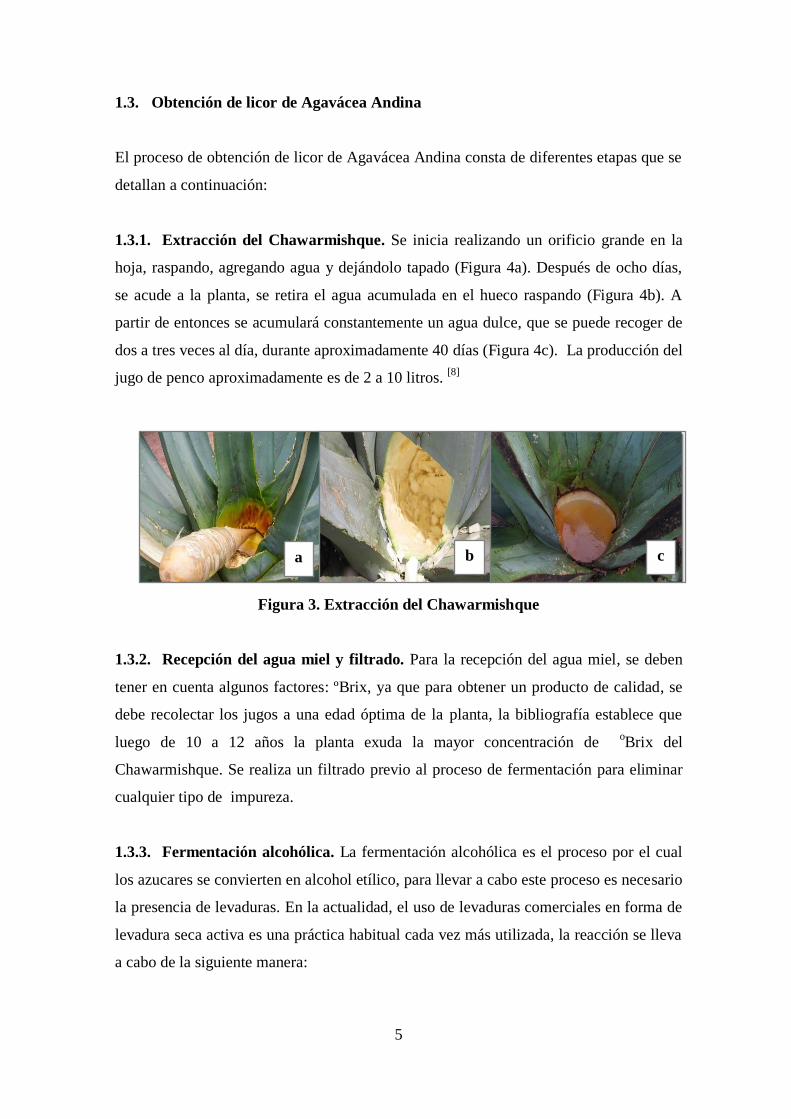
1.3.1. Extracción del Chawarmishque. Se inicia realizando un orificio grande en la
hoja, raspando, agregando agua y dejándolo tapado (Figura 4a). Después de ocho días,
se acude a la planta, se retira el agua acumulada en el hueco raspando (Figura 4b). A
partir de entonces se acumulará constantemente un agua dulce, que se puede recoger de
dos a tres veces al día, durante aproximadamente 40 días (Figura 4c). La producción del
jugo de penco aproximadamente es de 2 a 10 litros. [8]
Figura 3. Extracción del Chawarmishque
1.3.2. Recepción del agua miel y filtrado. Para la recepción del agua miel, se deben
tener en cuenta algunos factores: ºBrix, ya que para obtener un producto de calidad, se
debe recolectar los jugos a una edad óptima de la planta, la bibliografía establece que
luego de 10 a 12 años la planta exuda la mayor concentración de oBrix del
Chawarmishque. Se realiza un filtrado previo al proceso de fermentación para eliminar
cualquier tipo de impureza.
1.3.3. Fermentación alcohólica. La fermentación alcohólica es el proceso por el cual
los azucares se convierten en alcohol etílico, para llevar a cabo este proceso es necesario
la presencia de levaduras. En la actualidad, el uso de levaduras comerciales en forma de
levadura seca activa es una práctica habitual cada vez más utilizada, la reacción se lleva
a cabo de la siguiente manera:
a b c

6
Glucosa + levadura → Alcohol Etílico + Dioxido de Carbono + Calor 1
En la fermentación alcohólica también se forma otras sustancias, éstas son: glicerol,
ácido acético, ácido láctico, acido pirúvico, acetaldehído, acido succínico, acetona,
diacetilo, butilenglicol, alcoholes superiores, esteres, acetatos, vinil-fenoles y etil-
fenoles principalmente.
La levadura que se usa con más frecuencia en fermentación alcohólica es la
Saccharomyces Cerevisiae. Dicha levadura es un hongo unicelular esférico
denominado como un organismo anaeróbico facultativos el cual usa oxigeno si lo
encuentra pero puede desarrollarse en su ausencia
Para las condiciones de fermentación en el proceso de fermentación alcohólica para la
obtención de bebidas destiladas se debe tener en cuenta una serie de factores
importantes durante el proceso, entre los cuales se tienen los siguientes.
Iniciador: el iniciador es un parte del sustrato que representa del 4 al 6% del
volumen a fermentar. El volumen iniciador es separado para ser el medio en el cual
se colocan las levaduras y permitir su activación. La aireación y agitación del
iniciador son pasos previos al proceso de fermentación, que sirven para distribuir las
levaduras y oxigenar el medio asegurando así el crecimiento microbiano.
Nutrientes: en el proceso de fermentación son vitales, ya que enriquecen al mosto
para una fermentación alcohólica ideal. Las sustancias nutritivas son medios con
fosforo o nitrógeno, pudiendo añadirse fosfato o sulfato de amonio.
pH: La fermentación continúa satisfactoriamente cuando el pH del mosto ha sido
ajustado entre 4 y 5, este pH favorece a la levadura y es lo suficientemente bajo para
inhibir el desarrollo de muchos tipos de bacterias. Generalmente se utiliza el ácido
sulfúrico, láctico o cítrico para ajustar el pH del mosto.
Oxigenación del mosto: Aunque la producción del alcohol no requiere de oxígeno
en los primeros momentos de la fermentación, es necesaria la agitación y la aireación
para procurar una dispersión homogénea de la porción del iniciador en los tanques de

7
fermentación y la oxigenación para la reproducción de las células de levadura en
condiciones óptimas. Una aireación sumamente excesiva es totalmente absurda ya
que no obtendríamos alcohol sino agua y anhídrido carbónico debido a que las
levaduras cuando viven en condiciones aeróbicas no utilizan los azúcares por vía
fermentativa sino oxidativa para obtener con ello mucha más energía y por lo tanto
mayor cantidad de células al comenzar el proceso.
Temperatura: el mosto necesita encontrarse a temperaturas entre 15 a 25ºC para la
adaptación de las levaduras al medio. Durante la fermentación aumenta la
temperatura del mosto e incluso en condiciones del ambiente es necesario el empleo
de serpentines de refrigeración o bien de chorros de agua sobre las paredes exteriores
del tanques de fermentación ayudando a mantener una temperatura adecuada. A
temperatura muy por encima de los 30ºC se corre el riesgo de una sobrepoblación de
levadura; además, se inician procesos de evaporación de los alcoholes generados y
pérdida de aroma, los cuales se retienen mientras las temperaturas sean bajas,
siempre que la fermentación no se interrumpa.
Tiempo: En la industria de licores destilados, lo que se persigue es la mayor
producción de alcohol. Esto se consigue en fermentaciones de duración entre 18 y 72
horas. La transformación del azúcar en alcohol debe durar el menor tiempo posible,
siempre que no afecte el producto esperado para destilarse. Este tiempo depende de la
concentración de azúcares del mosto, de la cantidad de inóculo o levadura inicial
agregada, de la variedad de levadura y de la temperatura del medio. [9]
1.3.4. Destilación. Se realiza este proceso en la obtención del licor de agave ya que
aumenta la concentración de alcohol obtenida mediante el proceso de fermentación.
Durante la fermentación, además del alcohol etílico también se produce sustancias
nocivas como el alcohol metílico y el acetato de etilo. Las cuales al realizar la
destilación son separadas siendo así, las primeras fracciones de destilado. [10]
1.3.5. Dilución. Al realizar la destilación se obtienen grados alcohólicos muy elevados,
por lo que es necesario realizar una dilución con agua potable, desmineralizada,
desionizada o destilada para que sea apto para el consumo humano como lo indica la
norma NT INEN 1837.

8
1.4. Destilación discontinua
1.4.1. Destilación diferencial. es el caso más sencillo de destilación por cargas, al no
existir reflujo. En un determinado momento, el vapor que sale de la caldera de
destilación con una composición yD, se admite que está en equilibrio con el líquido de la
caldera, por lo tanto, solo hay una etapa.[11]
Figura 4. Destilación diferencial
1.4.2. Rectificación con reflujo constante. columna por cargas que esta provista de
platos por encima de la caldera de destilación, funciona como un rectificador que puede
contribuir a una separación más nítida que la destilación diferencial. Si el reflujo está
fijado, las composiciones de destilado y de colas del calderín variarán con el tiempo. [12]
Figura 5. Destilación por cargas con reflujo constante

9
1.4.3. Rectificación con reflujo variable. Un mejor control de producto se puede
obtener por medio del control de la composición del componente más volátil, razón por
la cual la composición de destilado se mantiene constante, el reflujo y composición de
fondo varían con el tiempo. Utilizando una relación de reflujo variable se puede evitar
que la composición de la cima de la columna disminuya con el tiempo, pero a un costo
energético extra debido a que se incrementan los requerimientos de calor y el tiempo de
operación de la torre. [13]
Figura 6. Destilación por cargas con reflujo variable
1.4.4. Relación, tasa o razón de reflujo. por reflujo se entiende, cierta cantidad de
destilado que se retorna a la columna para que se ponga en contacto con la fase vapor.
En el campo real toda columna tiene que operar con un reflujo comprendido entre el
mínimo y el máximo. Cuando se aumenta la razón de reflujo, disminuye el número de
platos a emplearse. En el caso real representa una disminución del tamaño de la columna
y un aumento en el diámetro y en el requerimiento de calor para el calderín. [14]
Reflujo mínimo: para cualquier separación es necesario que la intersección de las
líneas de operación se encuentre entre la diagonal y la curva de equilibrio. Si lo hace
justo en la curva, se produce un pinzamiento y el número de etapas necesario sería
infinito. El reflujo con el que ocurre es el reflujo mínimo.[15]

10
En el campo real toda columna tiene que operar con un reflujo comprendido entre el
mínimo y el máximo (total). Si una columna opera con reflujo mínimo requiere un
infinito número de platos y cuando opera con un reflujo máximo, requiere un mínimo de
platos.
Figura 7. Reflujo mínimo y máximo
Reflujo óptimo: es aquel reflujo con el cual una columna opera en las condiciones
técnicas y económicas; en este reflujo óptimo intervienen costos de: calor, agua de
refrigeración.
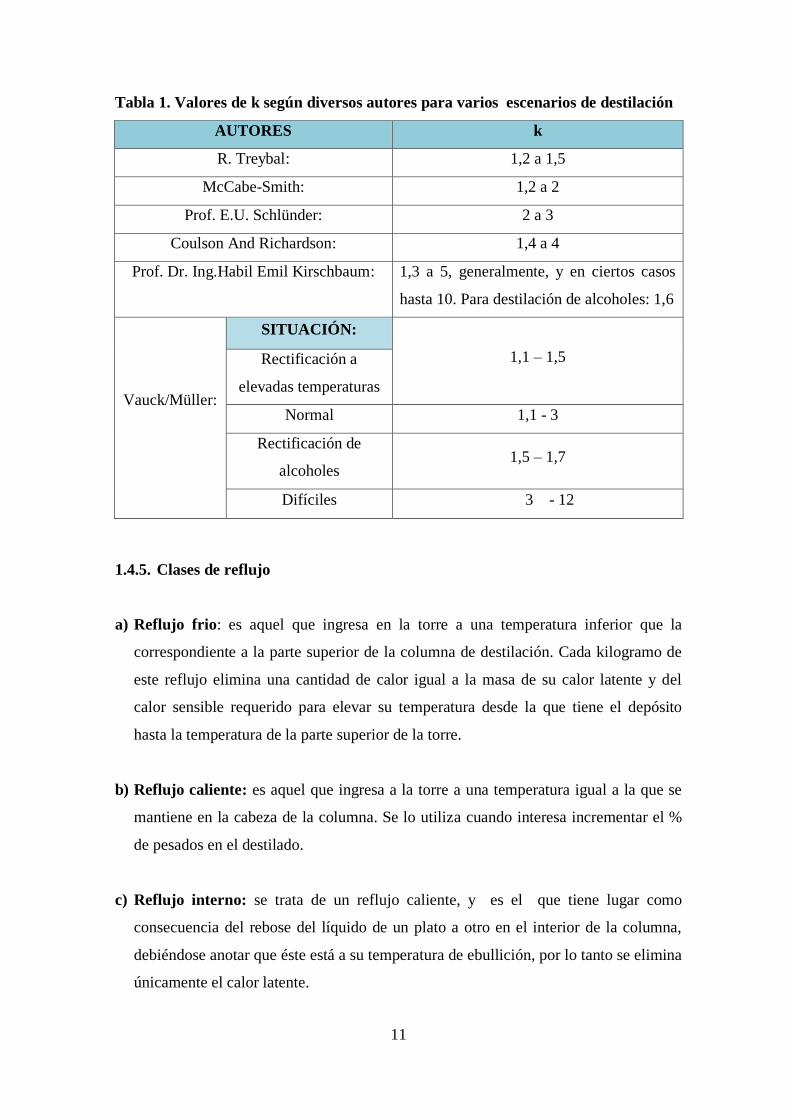
Reflujo de trabajo (k): es aquel con el cual opera una columna, generalmente es
ligeramente mayor al reflujo óptimo. A continuación, se presentan algunos valores de
k, para el cálculo del reflujo de trabajo, y que corresponden a diversos autores:
𝐑𝐓𝐫𝐚𝐛𝐚𝐣𝐨 = 𝐤 (𝐑𝐃 𝐦𝐢𝐧) (1)
11
Tabla 1. Valores de k según diversos autores para varios escenarios de destilación
AUTORES k
R. Treybal: 1,2 a 1,5
McCabe-Smith: 1,2 a 2
Prof. E.U. Schlünder: 2 a 3
Coulson And Richardson: 1,4 a 4
Prof. Dr. Ing.Habil Emil Kirschbaum:
1,3 a 5, generalmente, y en ciertos casos
hasta 10. Para destilación de alcoholes: 1,6
Vauck/Müller:
SITUACIÓN:
1,1 – 1,5 Rectificación a
elevadas temperaturas
Normal 1,1 - 3
Rectificación de
alcoholes 1,5 – 1,7
Difíciles 3 - 12
1.4.5. Clases de reflujo
a) Reflujo frio: es aquel que ingresa en la torre a una temperatura inferior que la
correspondiente a la parte superior de la columna de destilación. Cada kilogramo de
este reflujo elimina una cantidad de calor igual a la masa de su calor latente y del
calor sensible requerido para elevar su temperatura desde la que tiene el depósito
hasta la temperatura de la parte superior de la torre.
b) Reflujo caliente: es aquel que ingresa a la torre a una temperatura igual a la que se
mantiene en la cabeza de la columna. Se lo utiliza cuando interesa incrementar el %
de pesados en el destilado.
c) Reflujo interno: se trata de un reflujo caliente, y es el que tiene lugar como
consecuencia del rebose del líquido de un plato a otro en el interior de la columna,
debiéndose anotar que éste está a su temperatura de ebullición, por lo tanto se elimina
únicamente el calor latente.

12
d) Reflujo circulante: elimina únicamente calor sensible, debido al cambio de
temperatura, desde que es extraído de la torre en estado líquido a altas temperaturas y
retornado a la columna luego de haber disminuido su temperatura.
1.4.6. Eficiencia global. este tipo de eficiencia se refiere a toda la columna y se define
como la relación entre el número de platos teóricos y reales que se requiere para toda la
columna.
𝛆𝐨 =𝐍𝐓
𝐍𝐑∗ 𝟏𝟎𝟎 (2)
Donde,
ɛo= Eficiencia Global
NT= Numero de platos teóricos
NR=Numero de platos reales [16]
1.5. Herramientas estadísticas
1.5.1. Análisis ANOVA multifactorial. es un análisis en el cual nos plantea si entre
una cierta variable numérica continua (y), llamada variable de respuesta y ciertas
variables categóricas (Xj) llamadas factores, hay relación o no. también este análisis
está diseñado para la construcción de un modelo estadístico describiendo el impacto
entre estas variables.
1.5.2. Statgraphics Centurion VXI. es un software que está diseñado para facilitar el
análisis estadístico de datos. Mediante su aplicación es posible realizar un análisis
descriptivo de una o varias variables, utilizando gráficos que expliquen su distribución o
calculando sus medidas características. [17]
La opción de optimización de múltiples respuestas que se encuentra en este software,
permite al experimentador determinar las configuraciones de los factores experimentales
que cubren las características deseadas para una o más respuestas simultaneas. Esto se
realiza por la construcción de la función de deseabilidad, basada sobre los valores de las
variables de respuesta la cual se maximiza o minimiza. [18]

13
2. METODOLOGÍA EXPERIMENTAL
2.1. Proceso experimental
Para la elaboración del licor de Agavácea Andina se siguió los siguientes pasos:
Figura 8. Diagrama de flujo para la obtención del licor de Agavácea Andina
14
2.2. Sustancias y reactivos
Levadura: Saccharomyces Cerevisiae
Jugo de penco
Ampicilina
Fosfato de amonio
Agua destilada
2.3. Materiales y equipos
Fermentador tipo batch de vidrio, 25 litros de capacidad, compuesto por una válvula
air lock, termómetro y sistema de agitación por aireación.
Embudo
Medidor °Brix
Termómetro
Agitador de vidrio
Vasos de precipitación
Probetas
pH-metro
Medidor de oGL
Balanza Analítica
2.3.1. Columna de destilación discontinua, compuesta por:
a) Un calderín, que se calienta mediante una resistencia eléctrica, y cuenta con un
controlador de temperaturas.
b) Una columna de tres platos perforados, en los cuales se lleva a cabo el contacto entre
las fases: líquida y vapor. Los vapores procedentes del calderín, llegan al domo de la
R=100 ºC ± 1ºC
R=50 ml ± 10 ml
R=100 ml ± 10 ml
R=500 ml ± 50 ml
R=1000 ml ± 100 ml
R=100 ml ± 1 ml
R=500 ml ± 50 ml
R=2000 g ± 0.1 g
C16H19N3O4S
NH4H2PO4
H2O

15
columna, en el que se encuentra un termómetro que permite registrar las diversas
temperaturas de los vapores que salen de la columna, denominada temperatura de
domo.
c) Un condensador, constituido por un recipiente en el cual está ubicado un serpentín,
los vapores circulan en el interior del serpentín, mientras que el agua lo hace por el
exterior del serpentín que esta contenido dentro del recipiente. Se debe controlar la
temperatura de los vapores que ingresan al condensador, por medio del termómetro
que se encuentra en el domo de la columna, de esta manera se asegura que los
vapores al condensarse posean la mayor concentración de etanol.
d) Un tanque de reflujo, es un recipiente en donde se recolecta el condensado que viene
de la salida del serpentín del condensador. El producto final (destilado) puede ser
retornado a la columna para obtener una mayor concentración el alcohol mediante
una bomba que permite retornar una parte del volumen del destilado.
A continuación se indica la columna de destilación discontinua indicando cada parte que
se detalló anteriormente.

16
Figura 9. Columna de destilación discontinua
2.4. Procedimiento experimental
2.4.1. Procedimiento para el proceso de fermentación
a. Medir el 5% del volumen total de jugo de penco para obtener el volumen inicial para
el inóculo; esto es para que las levaduras se adapten al medio para después añadirlas
al volumen total del sustrato.
b. Pesar la levadura para obtener una concentración de 7% p levadura / v mosto para el
volumen inicial.
a
b
c
d
17
c. Hidratar la levadura con agua destilada caliente (T=25 oC), y esperar de 15 a 20
minutos con agitación hasta que la mezcla sea homogénea.
d. Adicionar 300 mg de ampicilina (antibiótico) por cada litro del volumen inicial
e. Adicionar fosfato de amonio al volumen inicial de forma que se consiga 200 ppm de
concentración.
f. Adicionar la levadura al volumen inicial del paso anterior y esperar 20 minutos para
que la mezcla sea homogénea.
g. Colocar el volumen inicial de la mezcla anterior en el fermentador
h. Alimentar todo el sustrato al fermentador.
i. Esperar que se homogenice el caldo de fermentación con agitación previa durante 5
minutos.
j. Esperar que el proceso de fermentación termine (tiempo de fermentación: 22 horas) y
dejar que se sedimente el residuo (levaduras) del mosto.
Para el proceso de fermentación se tomó en cuenta las condiciones óptimas propuestas
en el trabajo de grado “ESTUDIO DE FACTIBILIDAD PARA LA
INDUSTRIALIZACIÓN DE LA AGAVÁCEA ANDINA”. [19]
Las condiciones de adaptación del medio de fermentación para la levadura son:
• oBrix: ≥ 12
• pH : 4-5
• Concentración de levadura: 0,7% p levadura / v mosto,
• Temperatura: (15-25) oC
• Nutriente: nitrógeno (urea o sulfato de amonio) 150-200 ppm
2.4.2. Procedimiento para el proceso de destilación
a. Cargar un volumen de 23 litros de mosto al calderín y encender la resistencia
eléctrica, teniendo en cuenta la temperatura de alimentación.
b. Cuando la alimentación llegue a la temperatura requerida, abrir las válvulas de agua
que se dirigen al tanque del condensador.
c. Esperar que los vapores asciendan por la columna de destilación, hasta que en el
termómetro del domo de la columna indique un valor de 69,9 ºC.
18
d. Recolectar el volumen de cabeza del destilado que se almacena en el tanque del
condensador, que es el primer volumen del producto que se obtiene cuando la
temperatura de domo marca valores menores de 69,9 ºC. Desechar este volumen,
puesto que se encuentran componentes nocivos como el alcohol metílico y el acetato
de etilo.
e. Recolectar el condensado en el tanque.
f. Medir y registrar el valor de la concentración del destilado con ayuda del medidor de
oGL.
g. Encender la bomba de reflujo para que retorne un cierto volumen del producto desde
el tanque de condensado hacia la columna de destilación.
h. Realizar la destilación con reflujo constante hasta que la temperatura del domo sea
de 90,7 ºC.
i. Finalizar la destilación y medir el volumen y concentración de destilado contenido en
el tanque de condensado, volumen y concentración de residuo, tiempo de operación.
j. Realizar este procedimiento variando la temperatura de alimentación y reflujo, según
el diseño experimental propuesto en el plan de titulación.
2.5. Diseño experimental
El siguiente trabajo de titulación se enfoca en el proceso de destilación binaria; el cual
forma parte del proceso para la elaboración del licor de Agavácea Andina y es un
proceso posterior a la fermentación.
Para realizar la parte experimental de la operación de destilación se trabajaron con
muestras (mostos); de igual: volumen inicial y grado alcohólico para cada repetición,
variando la temperatura de alimentación (Tx, Ty, Tz) en un rango de (25–35) ºC y
también la razón de reflujo (Ra, Rb, Rc) en un rango de (1-3).
2.6. Variables que indicen en la experimentación
a) Variables independientes o de experimentación:
Razón de reflujo:
Esta variable tiene incidencia en la concentración de etanol en el destilado.
19
Temperatura de alimentación, ºC:
Esta variable tiene incidencia en la concentración de etanol en el destilado y al
controlar la temperatura de alimentación o inicial del proceso se puede disminuir o
aumentar el tiempo de operación.
b) Variables dependientes o de respuesta:
Concentración de alcohol en el producto final (destilado), ºGL:
Indica el contenido de alcohol en el destilado.
Volumen del producto final, L :
Muestra la cantidad de destilado expresado en litros.
Tiempo de operación, min:
Tiempo empleado durante el proceso de destilación.

20
Tabla 2. Variables de experimentación y de respuesta para el diseño experimental
VARIABLES DE
EXPERIMENTACIÓN VARIABLE DE RESPUESTA
Temperatura
de
alimentación
Razón de
reflujo
Concentración
final
Volumen
total Tiempo
MUESTRA:
MEZCLA
BINARIA
(ETANOL-
AGUA)
Temperatura de
alimentación,
Tx
Razón de
reflujo, Ra
Concentración
de alcohol en el
destilado, oGL
Volumen
de
destilado,
L
Tiempo
de
operación
min
Razón de
reflujo, Rb
Razón de
reflujo, Rc
Temperatura de
alimentación,
Ty
Razón de
reflujo, Ra
Razón de
reflujo, Rb
Razón de
reflujo, Rc
Temperatura de
alimentación,
Tz
Razón de
reflujo, Ra
Razón de
reflujo, Rb
Razón de
reflujo, Rc
Para la parte experimental se realizó tres repeticiones en cada ensayo combinando la
razón de reflujo y la temperatura de alimentación obteniendo las siguientes muestras:
TxRa 1, TxRa
2, TxRa
3, TxRb
1, TxRb
2, TxRb
3, TxRc
1, TxRc
2, TxRc
3, TyRa
1, TyRa
2, TyRa
3, TyRb
1,
TyRb2, TyRb
3, TyRb
1, TyRb
2, TyRb
3, TyRc
1, TyRc
2, TyRc
3, TzRa
1, TzRa
2, TzRa
3, TzRb
1, TzRb
2,
TzRb3, TzRc
1, TzRc
2, TzRc
3
21
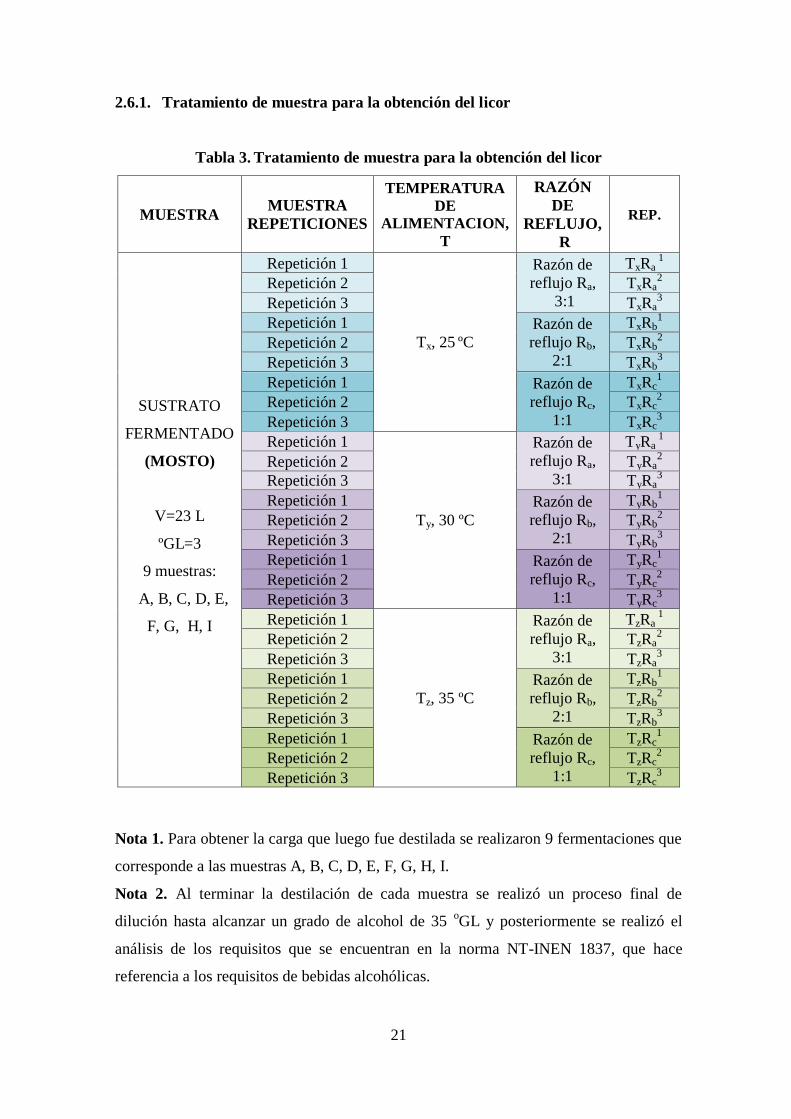
2.6.1. Tratamiento de muestra para la obtención del licor
Tabla 3. Tratamiento de muestra para la obtención del licor
MUESTRA MUESTRA
REPETICIONES
TEMPERATURA
DE
ALIMENTACION,
T
RAZÓN
DE
REFLUJO,
R
REP.
SUSTRATO
FERMENTADO
(MOSTO)
V=23 L
ºGL=3
9 muestras:
A, B, C, D, E,
F, G, H, I
Repetición 1
Tx, 25 ºC
Razón de
reflujo Ra,
3:1
TxRa 1
Repetición 2 TxRa2
Repetición 3 TxRa3
Repetición 1 Razón de
reflujo Rb,
2:1
TxRb1
Repetición 2 TxRb2
Repetición 3 TxRb3
Repetición 1 Razón de
reflujo Rc,
1:1
TxRc1
Repetición 2 TxRc2
Repetición 3 TxRc3
Repetición 1
Ty, 30 ºC
Razón de
reflujo Ra,
3:1
TyRa 1
Repetición 2 TyRa2
Repetición 3 TyRa3
Repetición 1 Razón de
reflujo Rb,
2:1
TyRb1
Repetición 2 TyRb2
Repetición 3 TyRb3
Repetición 1 Razón de
reflujo Rc,
1:1
TyRc1
Repetición 2 TyRc2
Repetición 3 TyRc3
Repetición 1
Tz, 35 ºC
Razón de
reflujo Ra,
3:1
TzRa 1
Repetición 2 TzRa2
Repetición 3 TzRa3
Repetición 1 Razón de
reflujo Rb,
2:1
TzRb1
Repetición 2 TzRb2
Repetición 3 TzRb3
Repetición 1 Razón de
reflujo Rc,
1:1
TzRc1
Repetición 2 TzRc2
Repetición 3 TzRc3
Nota 1. Para obtener la carga que luego fue destilada se realizaron 9 fermentaciones que
corresponde a las muestras A, B, C, D, E, F, G, H, I.
Nota 2. Al terminar la destilación de cada muestra se realizó un proceso final de
dilución hasta alcanzar un grado de alcohol de 35 oGL y posteriormente se realizó el
análisis de los requisitos que se encuentran en la norma NT-INEN 1837, que hace
referencia a los requisitos de bebidas alcohólicas.
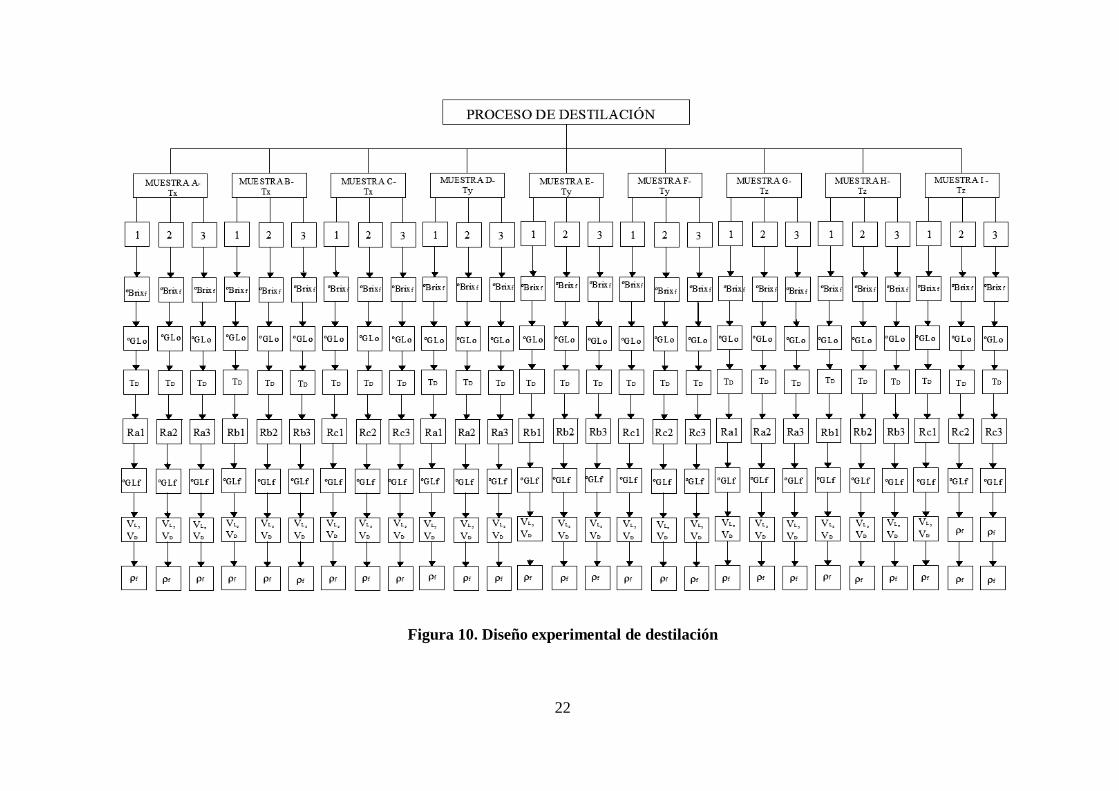
22
Figura 10. Diseño experimental de destilación

23
Simbología
Tx: Temperatura de alimentación del proceso de destilación a 25 ᵒC
Ty: Temperatura de alimentación del proceso de destilación a 30 ᵒC
Tz: Temperatura de alimentación del proceso de destilación a 35 ᵒC
Ra: Razón de reflujo de 3:1
Rb: Razón de reflujo de 2:1
Rc: Razón de reflujo de 1:1
TxRa 1, TxRa
2,
TxRa
3: Muestra de temperatura de 25 ºC con razón de reflujo de 3:1. El
exponente significa el número de repeticiones.
TxRb1, TxRb
2, TxRb
3: Muestra de temperatura de 25 ºC con razón de reflujo de 2:1
TxRc1, TxRc
2, TxRc
3: Muestra de temperatura de 25 ºC con razón de reflujo de 1:1
TyRa1, TyRa
2,
TyRa
3: Muestra de temperatura de 30 ºC con razón de reflujo de 3:1
TyRb1, TyRb
2, TyRb
3: Muestra de temperatura de 30 ºC con razón de reflujo de 2:
TyRc1, TyRc
2, TyRc
3: Muestra de temperatura de 30 ºC con razón de reflujo de 1:1
TzRa1, TyRa
2,
TyRa
3: Muestra de temperatura de 35 ºC con razón de reflujo de 3:1
TzRb1, TyRb
2, TyRb
3: Muestra de temperatura de 35 ºC con razón de reflujo de 2:1
TzRc1, TyRc
2, TyRc
3: Muestra de temperatura de 35 ºC con razón de reflujo de 1:1
oBrixo: Concentración inicial de azucares en el sustrato (antes de la fermentación).
pH: Potencial de hidrogeno de la muestra
ρo: Densidad inicial del mosto en el proceso de fermentación
oBrixf: Concentración final de azucares del mosto (al final de la fermentación)
oGLo: Concentración inicial de alcohol del mosto ( antes de la destilacion)
oGLf::
Concentración final de alcohol en el destilado (al final de la destilación).
ρf:: Densidad final en el proceso de destilación
TD: Temperatura del domo de la columna de destilación
VL: Volumen del retorno a la columna
VD: Volumen del destilado

24
2.7. Datos experimentales
En este literal se detallan los datos obtenidos en la fermentación y la destilación
realizadas.
2.7.1. Proceso de fermentación. Para este proceso se utilizó un equipo de fermentación
discontinuo que se encuentra en el Laboratorio de Biotecnología, como se indica en el
Anexo K.
A continuación se indican las condiciones iniciales y los datos experimentales
obtenidos en el proceso de fermentación con cada repetición realizada de la muestra de
jugo de penco; tabulando densidad inicial y final, ºBrix,
ºGL finales obtenidos y tiempos
en el proceso de fermentación.
Tabla 4. Condiciones iniciales del proceso de fermentación
Condiciones de Fermentación
Texp: 19 oC pH: 4,5
oBrixo:12 0,7% p levadura / v mosto
200 ppm de
sulfato de amonio
Datos Experimentales
V mosto, L V iniciador, L
23 1,15
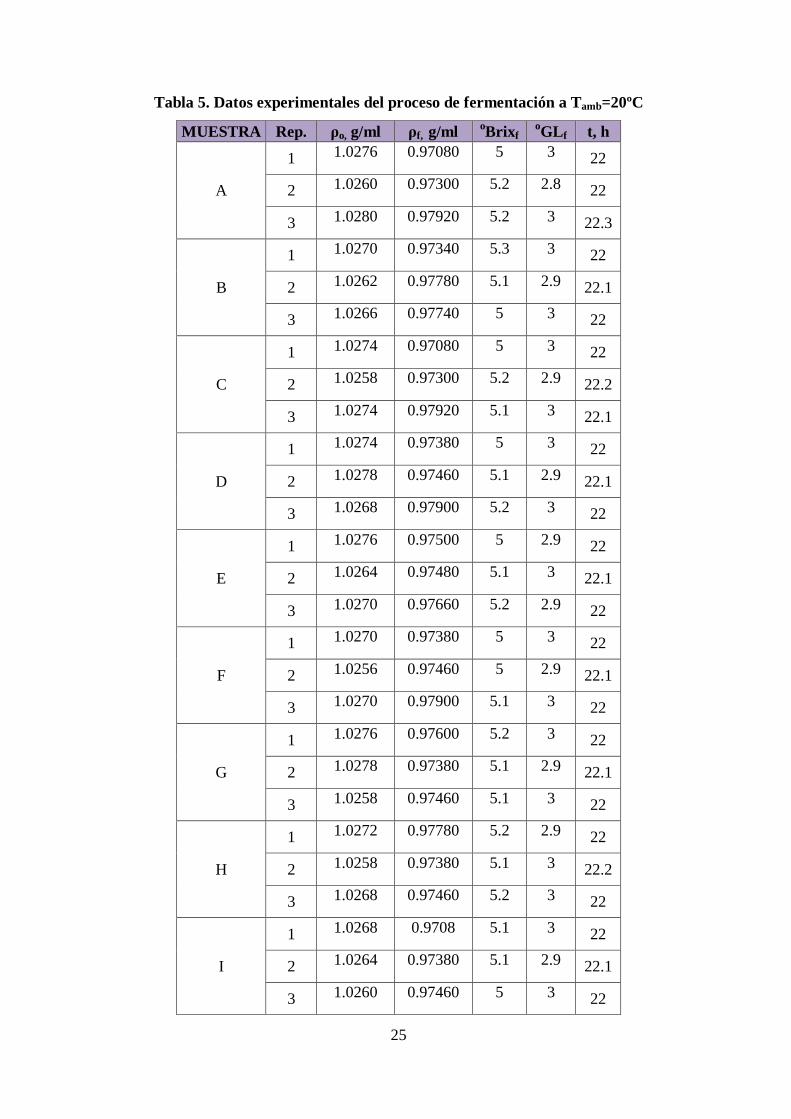
25
Tabla 5. Datos experimentales del proceso de fermentación a Tamb=20ºC
MUESTRA Rep. ρo, g/ml ρf, g/ml oBrixf
oGLf t, h
A
1 1.0276 0.97080 5 3 22
2 1.0260 0.97300 5.2 2.8 22
3 1.0280 0.97920 5.2 3 22.3
B
1 1.0270 0.97340 5.3 3 22
2 1.0262 0.97780 5.1 2.9 22.1
3 1.0266 0.97740 5 3 22
C
1 1.0274 0.97080 5 3 22
2 1.0258 0.97300 5.2 2.9 22.2
3 1.0274 0.97920 5.1 3 22.1
D
1 1.0274 0.97380 5 3 22
2 1.0278 0.97460 5.1 2.9 22.1
3 1.0268 0.97900 5.2 3 22
E
1 1.0276 0.97500 5 2.9 22
2 1.0264 0.97480 5.1 3 22.1
3 1.0270 0.97660 5.2 2.9 22
F
1 1.0270 0.97380 5 3 22
2 1.0256 0.97460 5 2.9 22.1
3 1.0270 0.97900 5.1 3 22
G
1 1.0276 0.97600 5.2 3 22
2 1.0278 0.97380 5.1 2.9 22.1
3 1.0258 0.97460 5.1 3 22
H
1 1.0272 0.97780 5.2 2.9 22
2 1.0258 0.97380 5.1 3 22.2
3 1.0268 0.97460 5.2 3 22
I
1 1.0268 0.9708 5.1 3 22
2 1.0264 0.97380 5.1 2.9 22.1
3 1.0260 0.97460 5 3 22

26
2.7.2. Proceso de destilación.
2.7.2.1. Datos sin reflujo: antes de realizar el estudio experimental, que está
relacionado con determinación de la razón de reflujo en el proceso de destilación, se
realizó una corrida sin reflujo con el fin de tener una línea base y poder determinar si es
efectivo operar la columna de destilación utilizando o no la razón de reflujo; y como
resultado de la primera corrida se obtuvo:
Tabla 6. Datos experimentales del proceso de destilación sin reflujo
2.7.2.2. Datos con reflujo y variando la temperatura de alimentación: en este
proceso se recolectó el volumen de destilado en el rango de 69.92 ºC hasta 90.7 ºC; dato
que se verificó en el termómetro que se encuentra en el domo de la columna para evitar
la mezcla con otras sustancias producidas por la fermentación. A continuación se
registró datos de: concentración de alcohol y volumen del residuo (VR), tiempo del
proceso de destilación, concentración de alcohol
y volumen del destilado (VD) y
volumen de las cabezas.
MUESTRA Vo,
L
oGLo
RESIDUO DESTILADO Volumen
de
cabeza, L
Tiempo,
h VR, L
oGLr,
residuo VD, L
oGLf
SIN
REFLUJO
23 3 21,2 0,2 0,767 50 0,506 1,33

27
Tabla 7. Datos experimentales del proceso de destilación con reflujo y variando la temperatura de alimentación
MUESTRA Vo, L o
GLo
RESIDUO DESTILADO Volumen
de cabeza,
L
Tiempo,
min VR , L
oGLr VD, L
oGLf
A
Repetición 1
Tx,
25oC
Razón de
reflujo Ra, 3:1
TxRa 1 23 3 20.5 0.1 0.474 52 0.600 192
Repetición 2 TxRa2 23 2.8 20.4 0.2 0.469 51 0.608 192
Repetición 3 TxRa3 23 3 20.4 0.1 0.476 51 0.605 191
B
Repetición 1
Razón de
reflujo Rb, 1:1
TxRb1 23 3 20.5 0.1 0.74 55 0.600 179
Repetición 2 TxRb2 23 2.9 20.5 0.2 0.743 56 0.607 179
Repetición 3 TxRb3 23 3 20.6 0.1 0.774 56 0.603 178
C
Repetición 1
Razón de
reflujo Rc 2:1
TxRc1 23 3 20.5 0.1 0.97 58 0.605 180
Repetición 2 TxRc2 23 2.9 20.5 0.2 0.985 57 0.607 181
Repetición 3 TxRc3 23 3 20.6 0.1 0.995 57.5 0.600 180

28
Continuación Tabla 7.
MUESTRA Vo, L oGLo
RESIDUO DESTILADO Volumen de
cabeza, L
Tiempo,
min VR , L
oGLr VD, L
oGLf
D
Repetición 1
Ty,
30 oC
Razón de
reflujo Ra,
3:1
TyRa1 23 3 20.5 0.1 0.389 53 0.603 185
Repetición 2 TyRa2 23 2.9 20.7 0.1 0.387 52 0.608 184
Repetición 3 TyRa3 23 3 20.6 0.1 0.390 53 0.602 185
E
Repetición 1 Razón de
reflujo Rb,
1:1
TyRb1 23 2.9 20.4 0.2 0.58 55 0.607 174
Repetición 2 TyRb2 23 3 20.05 0.1 0.578 55 0.604 174
Repetición 3 TyRb3 23 2.9 20.2 0.2 0.579 56 0.606 173
F
Repetición 1 Razón de
reflujo Rc,
2:1
TyRc1 23 3 20.5 0.1 0.785 57 0.603 178
Repetición 2 TyRc2 23 2.9 20.3 0.1 0.780 57 0.607 177
Repetición 3 TyRc3 23 3 20.3 0.1 0.770 58 0.603 177
G
Repetición 1
Tz,
35 ºC
Razón de
reflujo Ra,
3:1
TzRa1 23 2.9 20.5 0.1 0.463 52 0.608 175
Repetición 2 TzRa2 23 2.9 20.4 0.2 0.469 53 0.607 175
Repetición 3 TzRa3 23 3 20.5 0.2 0.466 51 0.604 174
H
Repetición 1 Razón de
reflujo Rb,
1:1
TzRb1 23 2.9 20.5 0.2 0.750 55 0.607 167
Repetición 2 TzRb2 23 3 20.3 0.2 0.747 56 0.605 167
Repetición 3 TzRb3 23 3 20.5 0.1 0.753 55 0.600 166
I
Repetición 1 Razón de
reflujo Rc,
2:1
TzRc1 23 3 20.4 0.2 1.025 58 0.604 169
Repetición 2 TzRc2 23 2.9 20.4 0.1 1.015 58 0.608 168
Repetición 3 TzRc3 23 3 20.3 0.2 1.020 59 0.603 169
29
3. CÁLCULOS Y RESULTADOS
3.1. Cálculos
Todos los cálculos que se detallan están referidos a la muestra I, replica 1.
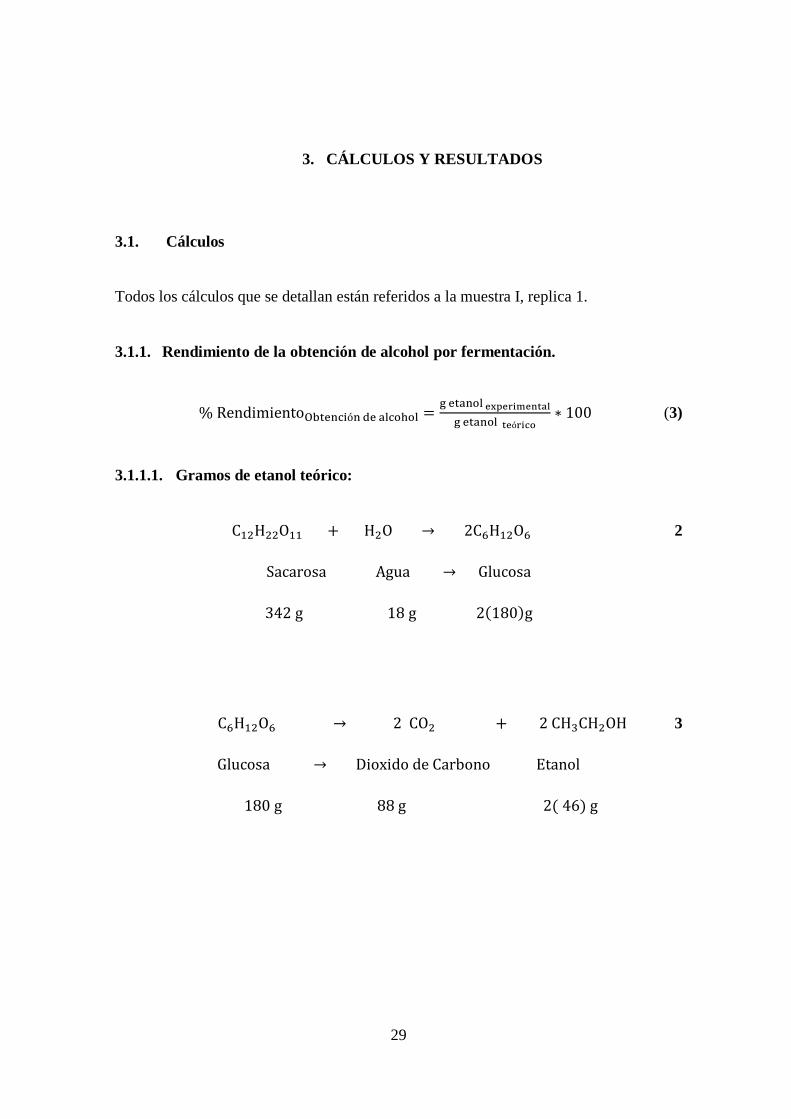
3.1.1. Rendimiento de la obtención de alcohol por fermentación.
% RendimientoObtención de alcohol =g etanol experimental
g etanol teórico∗ 100 (3)
3.1.1.1. Gramos de etanol teórico:
C12H22O11 + H2O → 2C6H12O6 2
Sacarosa Agua → Glucosa
342 g 18 g 2(180)g
C6H12O6 → 2 CO2 + 2 CH3CH2OH 3
Glucosa → Dioxido de Carbono Etanol
180 g 88 g 2( 46) g

30
g etanol teorico = g sacarosa ∗2∗(180) g glucosa
342 g sacarosa ∗
2∗46 g etanol
180 g glucosa (4)
g sacarosa inicial =x g sacarosa inicial
100 g solución ∗ ρinicial (
g
ml) ∗ V mosto
g sacarosa inicial =12 g sacarosa
100 g sustrato ∗ 1.0268 (
g
ml) ∗ 23 L ∗
1000 ml
1L
g sacarosa inicial = 2833,97 g
g etanol teorico = 2833,97 gsacarosa ∗180 g glucosa
342 g sacarosa ∗
2 ∗ 46 g etanol
180 g glucosa
g etanol teorico = 762,354 getanol
3.1.1.2. Gramos de etanol experimental:
g etanol experimental =XD, ml etanol
100 ml solución∗ ρ mosto (
g
ml) ∗ V mosto (5)
g etanol experimental =3 ml etanol
100 ml solución∗ 0.9708 (
g
ml) ∗ 23 L mosto ∗
1000 ml
1L
g etanol experimental = 669,852 getanol
% RendimientoObtención de alcohol =669,852 g
762,354 g∗ 100
% RendimientoObtención de alcohol = 87,66 %
31
3.1.2. Recuperación de etanol en la destilación
% 𝑅𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛 =𝑒𝑡𝑎𝑛𝑜𝑙 𝑒𝑛 𝑒𝑙 𝑑𝑒𝑠𝑡𝑖𝑙𝑎𝑑𝑜
𝑒𝑡𝑎𝑛𝑜𝑙 𝑒𝑛 𝑙𝑎 𝑐𝑎𝑟𝑔𝑎 𝑖𝑛𝑐𝑖𝑎𝑙∗ 100 (6)
% 𝑅𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛 =58𝐺𝐿 ∗ 0,9708
𝑔𝑚𝑙
∗ 1025 𝑚𝑙
3𝐺𝐿 ∗ 0,9708𝑔
𝑚𝑙 ∗ 23000 𝑚𝑙 ∗ 100
%𝑅𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛 = 86,16 %
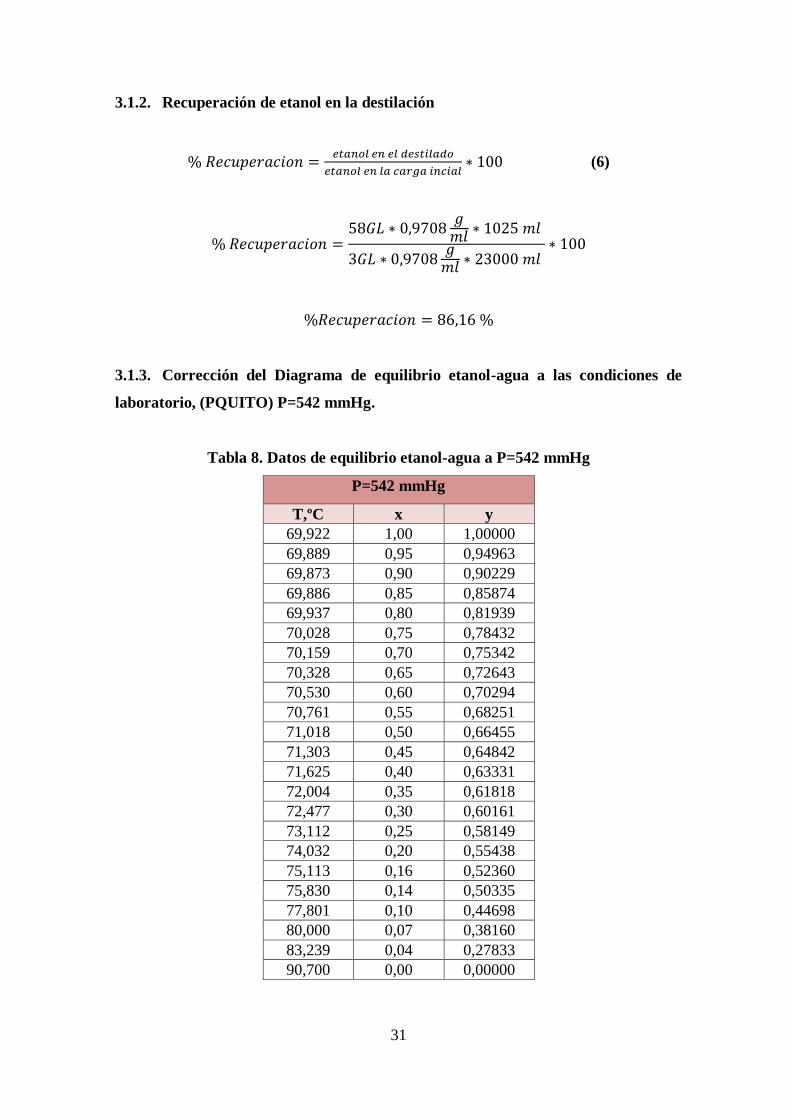
3.1.3. Corrección del Diagrama de equilibrio etanol-agua a las condiciones de
laboratorio, (PQUITO) P=542 mmHg.
Tabla 8. Datos de equilibrio etanol-agua a P=542 mmHg
P=542 mmHg
T,ºC x y
69,922 1,00 1,00000
69,889 0,95 0,94963
69,873 0,90 0,90229
69,886 0,85 0,85874
69,937 0,80 0,81939
70,028 0,75 0,78432
70,159 0,70 0,75342
70,328 0,65 0,72643
70,530 0,60 0,70294
70,761 0,55 0,68251
71,018 0,50 0,66455
71,303 0,45 0,64842
71,625 0,40 0,63331
72,004 0,35 0,61818
72,477 0,30 0,60161
73,112 0,25 0,58149
74,032 0,20 0,55438
75,113 0,16 0,52360
75,830 0,14 0,50335
77,801 0,10 0,44698
80,000 0,07 0,38160
83,239 0,04 0,27833
90,700 0,00 0,00000
32
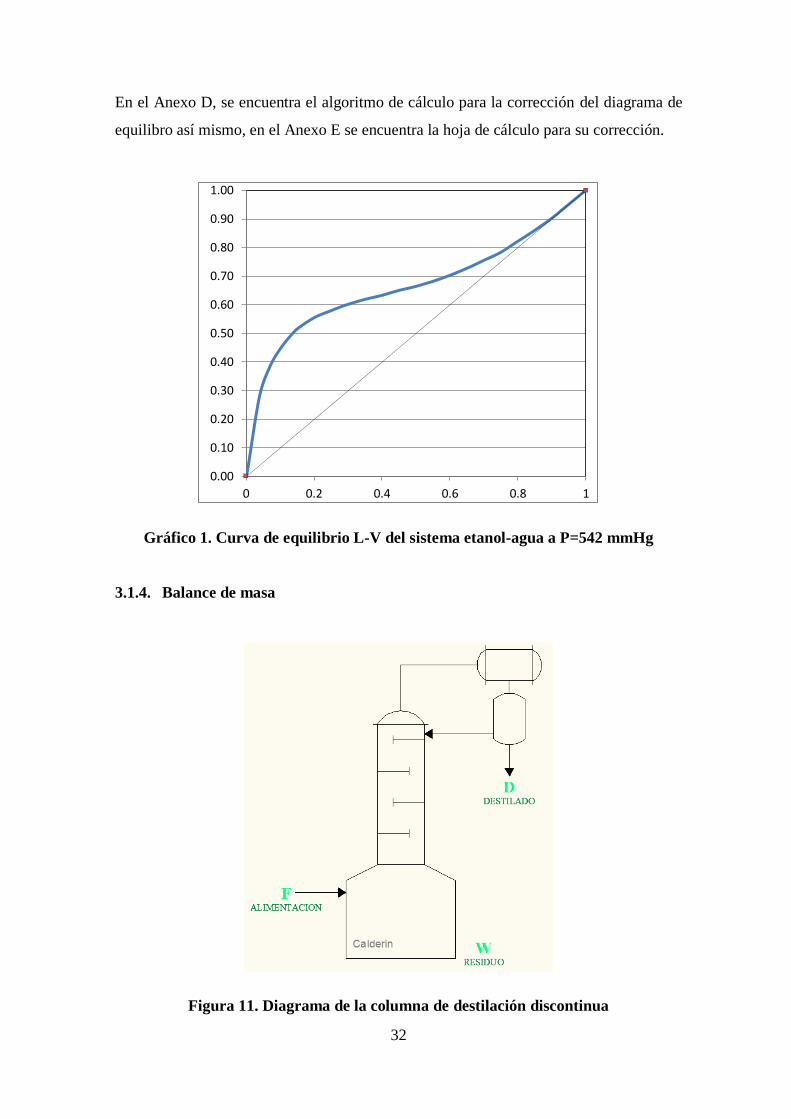
En el Anexo D, se encuentra el algoritmo de cálculo para la corrección del diagrama de
equilibro así mismo, en el Anexo E se encuentra la hoja de cálculo para su corrección.
Gráfico 1. Curva de equilibrio L-V del sistema etanol-agua a P=542 mmHg
3.1.4. Balance de masa
Figura 11. Diagrama de la columna de destilación discontinua
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
0 0.2 0.4 0.6 0.8 1

33
Para realizar el balance general del proceso de destilación discontinua se relaciona la
cantidad de carga de alimentación (F), destilado (D) y residuo (W), en la ecuación 13.
Este balance indica que la carga inicial suministrada al calderín (F) se separa en una
corriente de destilado (D) rica en el componente más volátil y en otra de residuo (W)
que se encuentra en calderín.
Figura 12. Esquema de la composición (etanol, agua) en: alimentación, destilado y
residuo en la columna de destilación discontinua.

34
3.1.4.1. Conversión de % volumen (ºGL) a % molar
a) Carga inicial, F
Tabla 9. Datos de la composición inicial, (F)
Volumen inicial, L 23
Xo, (v/v) 0.03
Temperatura de ebullición del etanol, oC 69.9
Temperatura de ebullición del agua, oC 90.7
Peso molecular del etanol, g/mol 46
Peso molecular del agua, g/mol 18
Densidad etanol, kg/L 0.789
Densidad agua: kg/L 0.9998
Temperatura, °C 20
Volumen etanol=23L*0,03 (7)
Volumen etanol=0,69 L
Volumen agua=23L*(1-0.03) (8)
Volumen agua=22,31L
n =V(ml)∗ρ(
g
ml)
PM (g
mol)
(9)
netanol =690 ml ∗ 0,789
gml
46 g
mol
netanol = 11,835 mol

35
nagua =22310 ml ∗ 0,9998
gml
18 g
mol
nagua = 1239,2 mol
ntotal = netanol + nagua (10)
ntotal = 1251,04
Composición molar inicial:
xo =netanol
ntotal (11)
xo =11,835 mol
1251,04 mol
xo = 0,0095
Gráfico 2. Volumen molar parcial de etanol y agua

36
V = ∑ nj ∗ V̅j (12)
Vetanol = netanol ∗ V̅etanol
Vetanol = 11,835 mol ∗ 54,11ml
mol
Vetanol = 640,39 ml
Vagua = nagua ∗ V̅agua
Vagua = 1239,2 mol ∗ 18,03 ml
mol
Vagua = 22342,8 ml
V = 640,39 ml + 22342,8 ml
V = 22983,2 ml
b) Destilado, D
Tabla 10. Datos de la composición en el destilado, D
Volumen destilado, L 1,025
XD, (v/v) 0,58
Densidad etanol, kg/L 0,789
Densidad agua: kg/L 0,9998
Peso molecular del etanol, g/mol 46
Peso molecular del agua, g/mol 18
Temperatura, °C 20
Volumen etanol=1.025 L*0,58
Volumen etanol=0,5945 L
Volumen agua=1,025 L*(1-0,58)
Volumen agua=0,4305 L
37
netanol =594,5 ml ∗ 0,789
gml
46 g
mol
netanol = 10,197 mol
nagua =430,5 ml ∗ 0,9998
gml
18 kg
mol
nagua = 23,912 mol
ntotal = 34,109 mol
Composición molar en el destilado:
XD =10,197 mol
34,109 mol
XD = 0,2989
V = ∑ nj ∗
j
V̅j
Vetanol = netanol ∗ V̅etanol
Vetanol = 10,197 mol ∗ 56,00ml
mol
Vetanol = 591,426 ml
Vagua = nagua ∗ V̅agua
Vagua = 23,912 mol ∗ 17,59ml
mol
Vagua = 420,612 ml
V = 591.426 ml + 420,612 ml
V = 1012,04 ml

38
c) Residuo, W
Tabla 11. Datos de la composición en el residuo, R
Volumen residuo, L 20,4
XR, (v/v) 0,002
Densidad etanol, kg/L 0,789
Densidad agua: kg/L 0,9998
Peso molecular del etanol, g/mol 46
Peso molecular del agua, g/mol 18
Temperatura, °C 21
Volumen etanol=20,4 L*0,002
Volumen etanol=0,0408 L
Volumen agua=20,4 L*(1-0,002)
Volumen agua=20,36 L
netanol =40,8 ml ∗ 0,789
gml
46 g
mol
netanol = 0,7 mol
nagua =20360 ml ∗ 0,9998
gml
18 g
mol
nagua = 1130,88 mol
ntotal = 1131,58 mol
Composición molar en el residuo:
Xo =0,7 mol
1131,58 mol
Xo = 0,0006

39
V = ∑ nj ∗j
V̅j
Vetanol = netanol ∗ V̅etanol
Vetanol = 0,7 mol ∗ 54,00ml
mol
Vetanol = 37,8 ml
Vagua = nagua ∗ V̅agua
Vagua = 1130,88 mol ∗ 18,01ml
mol
Vagua = 20367,1 ml
V = 37,8 ml + 20367,1 ml
V = 20404,9 ml
3.1.4.2. Ecuaciones de Balance de masa
Ecuación general F = D + W (13)
Etanol Xetanol ∗ F = Xetanol ∗ D + Xetanol ∗ W (14)
Agua Xagua ∗ F = Xagua ∗ D + Xagua ∗ W (15)
Dónde:
F= Carga de Alimentación, Mosto.
D=Destilado
W= Residuo
Xetanol= Fracción molar de etanol contenida en la mezcla binaria.
Xagua = Fracción molar de agua contenida en la mezcla binaria.

40
Siendo así:
Xetanol ∗ F = Xetanol ∗ D + Xetanol ∗ W
0,0095 ∗ 1251,04 = 0,2989 ∗ 34,109 + 0,0006 ∗ 1131,58
11,8849 ≠ 10,874
Esta desigualdad se discutirá en el capítulo 4.
3.1.4.3. Perdidas por evaporación.
Teniendo en cuenta que la ecuación general de balance de masa es la siguiente:
F = D + W
Pero para la obtención del Licor de Agavácea Andina se debe tener en cuenta algunos
factores que afectan al balance, como es el volumen de las cabezas de destilado que son
las primeras fracciones de destilado que se las separa.
Por lo cual tendremos:
mF = mdestilado+mresiduo + mcabezas + mevaporacion (16)
22328,4 = 1011,06 + 19804,3 + 592,97 + mevaporacion
mevaporacion = 920,07 g
%Evaporación = 920,07
22328,4∗ 100 (17)
%Evaporación = 4,12%

41
3.1.5. Caracterización de la destilación realizada en laboratorio empleando el
Método de McCabe-Thiele.
3.1.5.1. Cálculo del reflujo mínimo
Rmin=xD
y− 1 (18)
Donde,
xD: fracción molar de etanol en el destilado, 0,2989
Gráfico 3. Representación del reflujo mínimo con la línea de operación-
determinación del punto y.
En la curva de equilibrio, se dibuja una línea paralela al eje de la ordenada desde el
punto xF=0,0095 que corresponde a la fracción molar de destilado en la alimentación
hasta que intercepte la curva de equilibrio, este será el punto b.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0 0.05 0.1 0.15 0.2 0.25 0.3
y
a
b

42
La línea paralela a la ordenada que corresponde al punto xD=0,2989 se intercepta con la
diagonal, este será el punto a. Para el valor de y se lo obtiene mediante una recta que se
une el punto a y b obteniendo así la línea de operación, que intercepta con el eje de la
ordenada del diagrama. Por lo cual el valor de y es: 0,05759.
Rmin=0,2989
0,05759− 1
Rmin=4,19
3.1.5.2. Cálculo del reflujo máximo
Rmax=𝑥𝐷
𝑦∗ − 1 (19)
Donde,
xD: 𝑓𝑟𝑎𝑐𝑐𝑖𝑜𝑛 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒 𝑒𝑡𝑎𝑛𝑜𝑙 𝑒𝑛 𝑒𝑙 𝑑𝑒𝑠𝑡𝑖𝑙𝑎𝑑𝑜, 0.2989
Gráfico 4. Representación del reflujo máximo con la línea de operación.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.0000 0.0500 0.1000 0.1500 0.2000 0.2500 0.3000
a*

43
La línea paralela a la ordenada que corresponde al punto xD=0.2989 se intercepta con
la diagonal pertenece al a*.
Gráfico 5. Representación del reflujo máximo con la línea de operación-
determinación del punto y*.
En la curva de equilibrio, se dibuja una línea paralela al eje de la ordenada desde el
punto xW=0,0006, que corresponde a la fracción molar de destilado en el residuo hasta
que intercepte la curva de equilibrio, este será el punto b*.
Para el valor de y* se lo obtiene mediante una recta que se une el punto a* y b* hasta
que intercepte con el eje de la ordenada del diagrama. Por lo cual el valor de y es:
0,00379.
0.0000
0.0010
0.0020
0.0030
0.0040
0.0050
0.0000 0.0010 0.0020 0.0030 0.0040 0.0050
b*
y*

44
Rmax=0.2989
0.00379− 1
Rmax=77.87
3.1.5.3. Cálculo de la eficiencia global:
En la experimentación se utilizó un reflujo 2 base volumétrica, que equivale a 34.30
base mol; por lo cual tendremos la siguiente figura:
R(2)=xD
y− 1
34.30 =0.2989
y− 1
y = 0.00847
Gráfico 6. Curva de equilibrio. Numero de platos teóricos.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.0000 0.0500 0.1000 0.1500 0.2000 0.2500 0.3000

45
ε0 =NT
NR∗ 100 (20)
ε0 =2.5
3∗ 100
ε0 = 83.33 %
Gráfico 7. Representación de la curva de equilibrio etanol-agua operando con
reflujo constante.
Tabla 12. Datos de reflujos, base mol
Reflujo, base mol
Reflujos de experimentación,
base volumétrica
3:1 51.46
2:1 34.30
1:1 17.15
Reflujo mínimo 4.49
Reflujo máximo 77.87
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.0000 0.0500 0.1000 0.1500 0.2000 0.2500 0.3000

46
3.1.6. Análisis estadístico
3.1.6.1. Análisis estadísticos de resultados: las variables que se estudiaron en este
trabajo de investigación fueron la temperatura de la alimentación y la razón de reflujo
en el proceso de destilación. Para lo cual se trabajó con nueve muestras (A, B, C, D, E,
F, G, H, I) con tres repeticiones, en las cuales se fue combinando la temperatura de
alimentación con la razón de reflujo.
Para analizar los resultados de las variables estudiadas se utilizó un software estadístico:
Statgraphics Centurion XVI, con el que se obtuvieron gráficas que muestran el efecto de
los factores de experimentación (temperatura de alimentación y reflujo) en las variables
de respuesta (volumen de destilado, concentración de alcohol en el destilado y tiempo de
operación).
También se obtuvieron gráficas de contornos de la superficie para cada variable de
respuesta, en las que se muestran regiones de colores para indicar en qué zona se
encuentran los valores altos (volumen de destilado, concentración de alcohol en el
destilado) o bajos (tiempo de operación) según el caso.
a) Volumen de destilado
Gráfico 8. Efectos principales para el volumen de destilado

47
Tabla 13. Análisis de varianza para el volumen de destilado
Análisis de Varianza para el volumen de destilado
Fuente Suma de
Cuadrados Gl
Cuadrado
Medio Razón-F Valor-P
A:Temperatura de
alimentación + bloque 373.556 1 373.556 0.01 0.9284
B:Razón de Reflujo +
bloque 284007 1 284007 6.29 0.0204
AB 16.3333 1 16.3333 0 0.9850
bloques 174.741 2 87.3704 0 0.9981
Error total 948426 21 45163.1
Total (corr.) 1.23E+06 26
El StatAdvisor
La tabla ANOVA divide la variabilidad del volumen de destilado en piezas separadas
para cada uno de los efectos, entonces prueba la significancia estadística de cada efecto
comparando su cuadrado medio contra un estimado del error experimental. En este
caso, 1 efectos tienen una valor-P menor que 0.05, indicando que son significativamente
diferentes de cero con un nivel de confianza del 95.0%.
Gráfico 9. Contornos de la superficie para el volumen de destilado
48
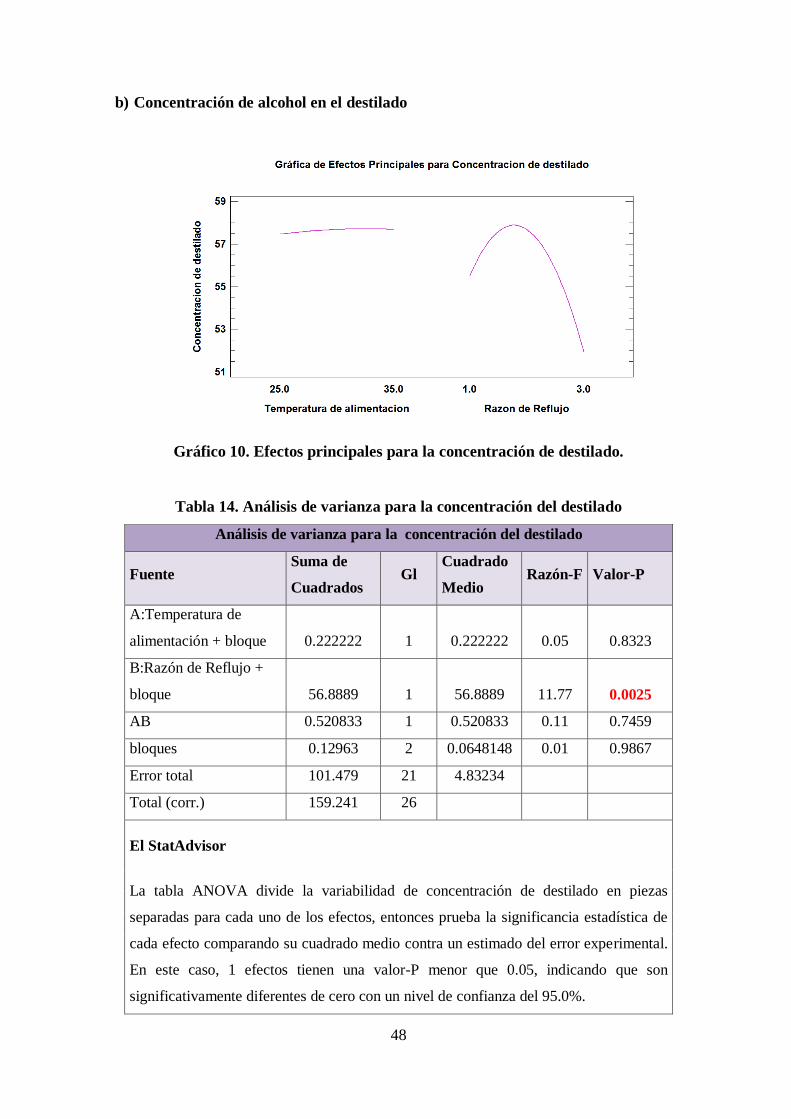
b) Concentración de alcohol en el destilado
Gráfico 10. Efectos principales para la concentración de destilado.
Tabla 14. Análisis de varianza para la concentración del destilado
Análisis de varianza para la concentración del destilado
Fuente Suma de
Cuadrados Gl
Cuadrado
Medio Razón-F Valor-P
A:Temperatura de
alimentación + bloque 0.222222 1 0.222222 0.05 0.8323
B:Razón de Reflujo +
bloque 56.8889 1 56.8889 11.77 0.0025
AB 0.520833 1 0.520833 0.11 0.7459
bloques 0.12963 2 0.0648148 0.01 0.9867
Error total 101.479 21 4.83234
Total (corr.) 159.241 26
El StatAdvisor
La tabla ANOVA divide la variabilidad de concentración de destilado en piezas
separadas para cada uno de los efectos, entonces prueba la significancia estadística de
cada efecto comparando su cuadrado medio contra un estimado del error experimental.
En este caso, 1 efectos tienen una valor-P menor que 0.05, indicando que son
significativamente diferentes de cero con un nivel de confianza del 95.0%.

49
Gráfico 11. Contornos de la superficie para la concentración de destilado.
c) Tiempo de operación:
Gráfico 12. Efectos principales para el tiempo de operación
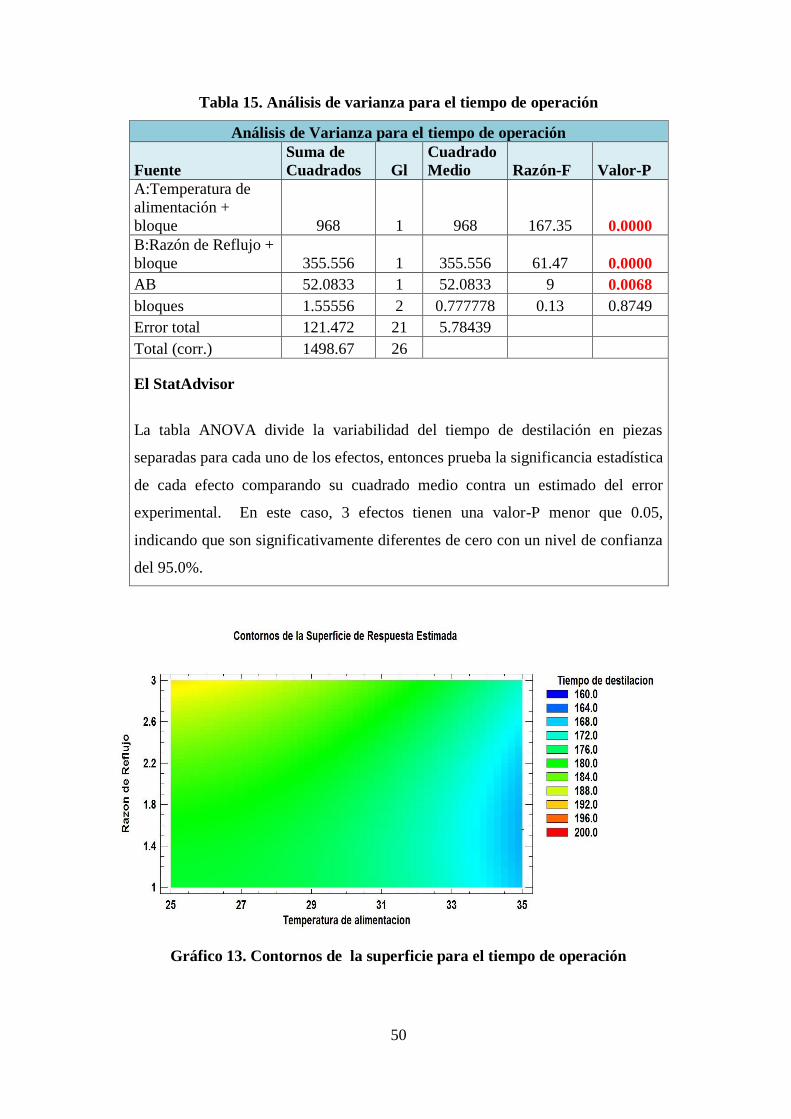
50
Tabla 15. Análisis de varianza para el tiempo de operación
Análisis de Varianza para el tiempo de operación
Fuente
Suma de
Cuadrados Gl
Cuadrado
Medio Razón-F Valor-P
A:Temperatura de
alimentación +
bloque 968 1 968 167.35 0.0000
B:Razón de Reflujo +
bloque 355.556 1 355.556 61.47 0.0000
AB 52.0833 1 52.0833 9 0.0068
bloques 1.55556 2 0.777778 0.13 0.8749
Error total 121.472 21 5.78439
Total (corr.) 1498.67 26
El StatAdvisor
La tabla ANOVA divide la variabilidad del tiempo de destilación en piezas
separadas para cada uno de los efectos, entonces prueba la significancia estadística
de cada efecto comparando su cuadrado medio contra un estimado del error
experimental. En este caso, 3 efectos tienen una valor-P menor que 0.05,
indicando que son significativamente diferentes de cero con un nivel de confianza
del 95.0%.
Gráfico 13. Contornos de la superficie para el tiempo de operación
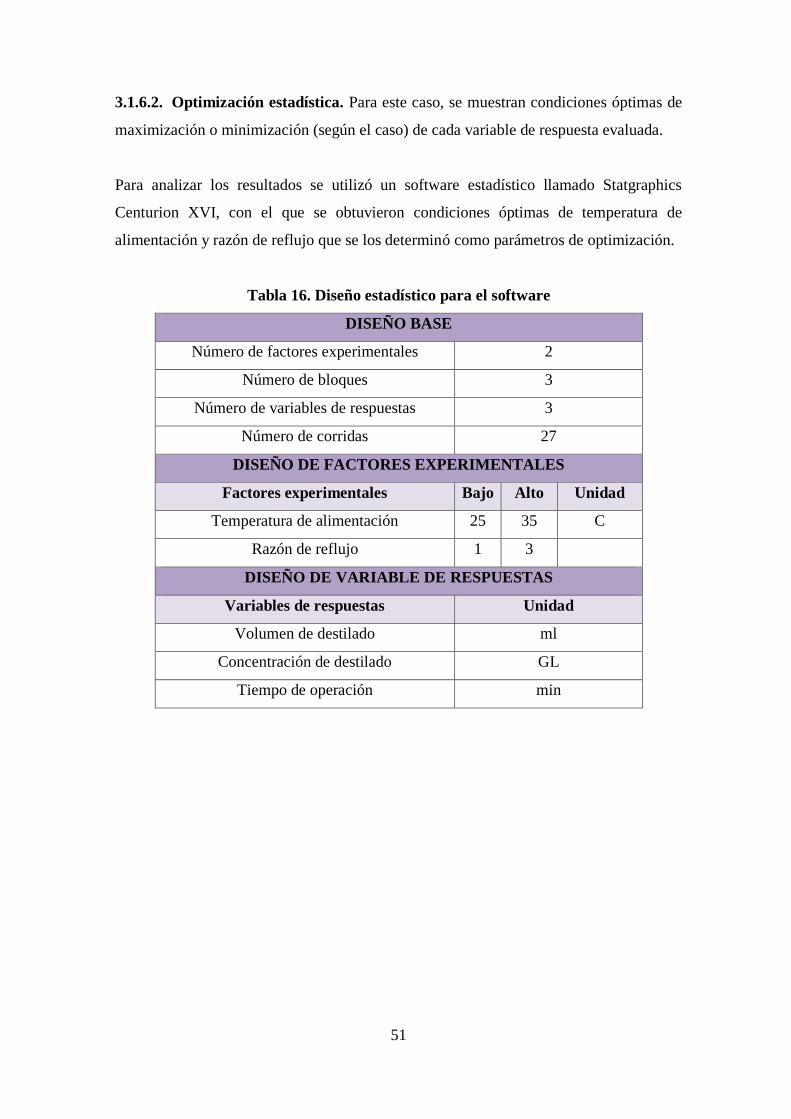
51
3.1.6.2. Optimización estadística. Para este caso, se muestran condiciones óptimas de
maximización o minimización (según el caso) de cada variable de respuesta evaluada.
Para analizar los resultados se utilizó un software estadístico llamado Statgraphics
Centurion XVI, con el que se obtuvieron condiciones óptimas de temperatura de
alimentación y razón de reflujo que se los determinó como parámetros de optimización.
Tabla 16. Diseño estadístico para el software
DISEÑO BASE
Número de factores experimentales 2
Número de bloques 3
Número de variables de respuestas 3
Número de corridas 27
DISEÑO DE FACTORES EXPERIMENTALES
Factores experimentales Bajo Alto Unidad
Temperatura de alimentación 25 35 C
Razón de reflujo 1 3
DISEÑO DE VARIABLE DE RESPUESTAS
Variables de respuestas Unidad
Volumen de destilado ml
Concentración de destilado GL
Tiempo de operación min

52
Figura 13. Evaluación de la optimización estadística software STATGRAPHICS.
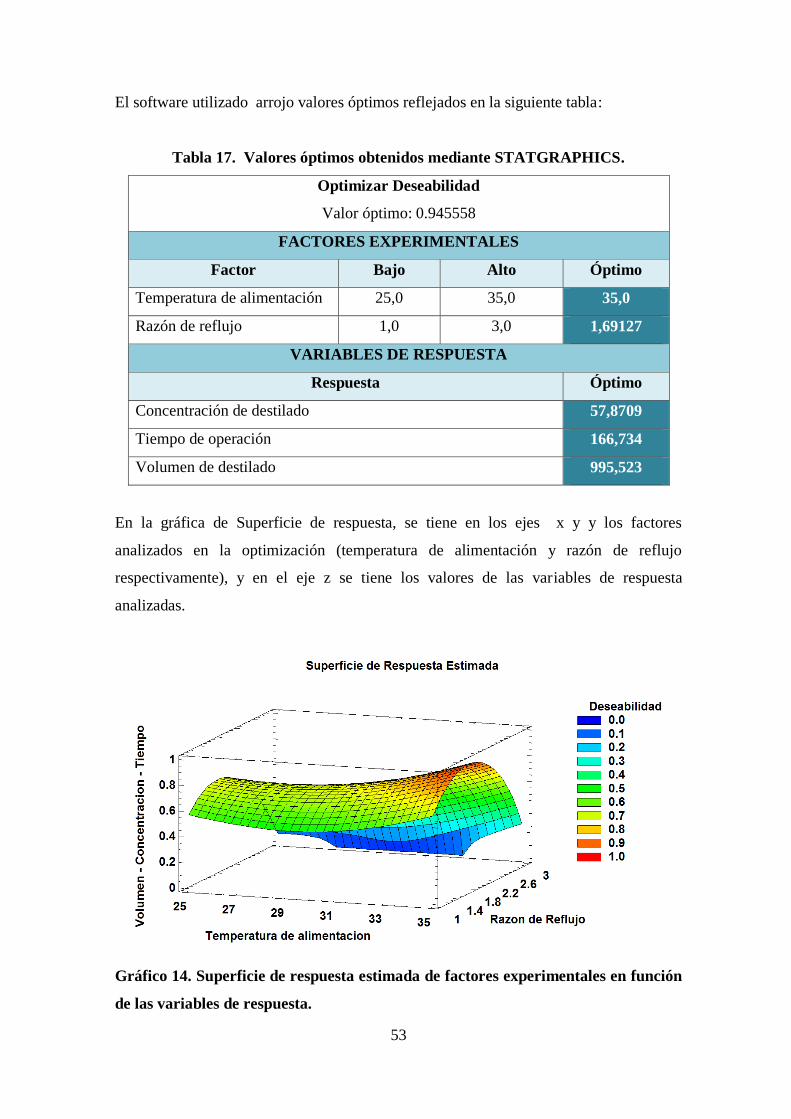
53
El software utilizado arrojo valores óptimos reflejados en la siguiente tabla:
Tabla 17. Valores óptimos obtenidos mediante STATGRAPHICS.
Optimizar Deseabilidad
Valor óptimo: 0.945558
FACTORES EXPERIMENTALES
Factor Bajo Alto Óptimo
Temperatura de alimentación 25,0 35,0 35,0
Razón de reflujo 1,0 3,0 1,69127
VARIABLES DE RESPUESTA
Respuesta Óptimo
Concentración de destilado 57,8709
Tiempo de operación 166,734
Volumen de destilado 995,523
En la gráfica de Superficie de respuesta, se tiene en los ejes x y y los factores
analizados en la optimización (temperatura de alimentación y razón de reflujo
respectivamente), y en el eje z se tiene los valores de las variables de respuesta
analizadas.
Gráfico 14. Superficie de respuesta estimada de factores experimentales en función
de las variables de respuesta.
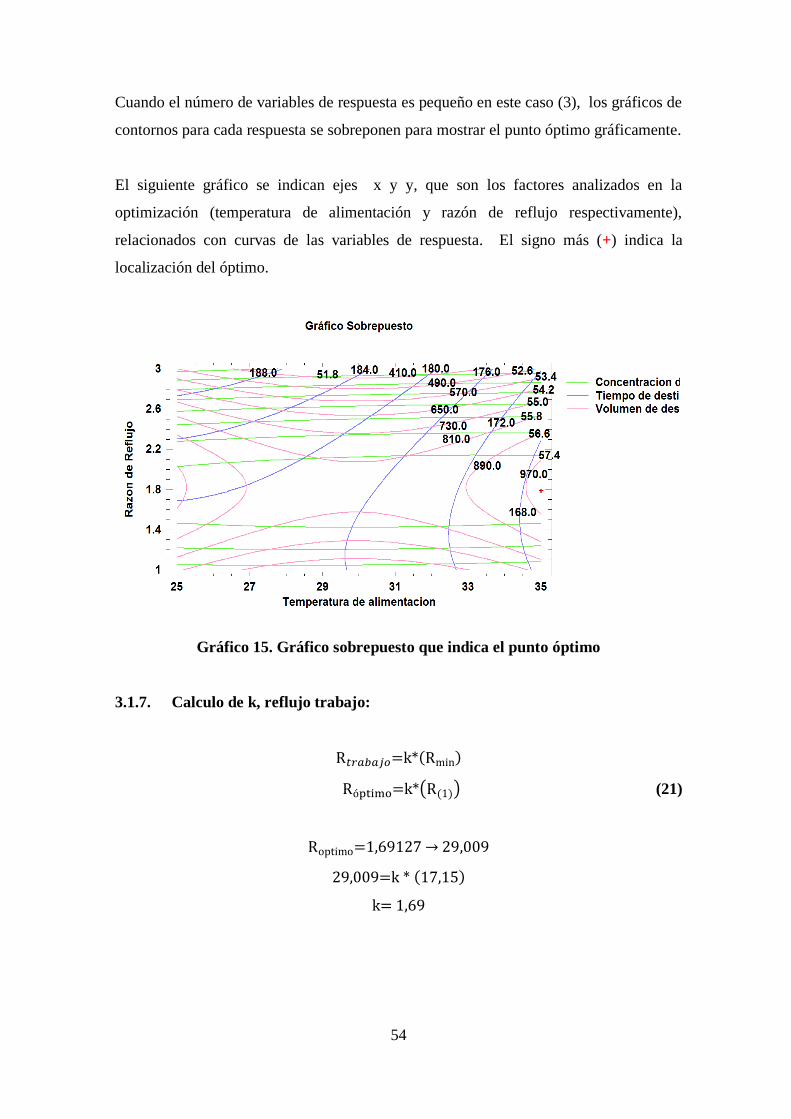
54
Cuando el número de variables de respuesta es pequeño en este caso (3), los gráficos de
contornos para cada respuesta se sobreponen para mostrar el punto óptimo gráficamente.
El siguiente gráfico se indican ejes x y y, que son los factores analizados en la
optimización (temperatura de alimentación y razón de reflujo respectivamente),
relacionados con curvas de las variables de respuesta. El signo más (+) indica la
localización del óptimo.
Gráfico 15. Gráfico sobrepuesto que indica el punto óptimo
3.1.7. Calculo de k, reflujo trabajo:
R𝑡𝑟𝑎𝑏𝑎𝑗𝑜=k*(Rmin)
Róptimo=k*(R(1)) (21)
Roptimo=1,69127 → 29,009
29,009=k * (17,15)
k= 1,69

55
3.2. Resultados
Tabla 18. Rendimiento de la obtención de alcohol
MUESTRA oBrixo
oBrixf Vsustrato
ρsustrato,
g/ml g sacarosa
ρmosto,
g/ml oGLo
g etanol
teórico
g etanol
experi.
%
Rendimiento
A
1
Tx,
25oC
Razón de
reflujo
Ra, 3:1
TxRa 1 12 5 23 1.0276 2836.176 0.97080 3 762.95 669.85 87.798
2 TxRa2 12 5.2 23 1.0260 2831.76 0.97300 2.8 761.76 626.61 82.258
3 TxRa3 12 5.2 23 1.0280 2837.28 0.97920 3 763.24 675.65 88.523
B
1 Razón de
reflujo
Rb, 1:1
TxRb1 12 5.3 23 1.0270 2834.52 0.97340 3 762.50 671.65 88.084
2 TxRb2 12 5.1 23 1.0262 2832.312 0.97780 2.9 761.91 652.19 85.600
3 TxRb3 12 5 23 1.0266 2833.416 0.97740 3 762.21 674.41 88.481
C
1 Razón de
reflujo
Rc 2:1
TxRc1 12 5 23 1.0274 2835.624 0.97080 3 762.80 669.85 87.815
2 TxRc2 12 5.2 23 1.0258 2831.208 0.97300 2.9 761.61 648.99 85.213
3 TxRc3 12 5.1 23 1.0274 2835.624 0.97920 3 762.80 675.65 88.575

56
Continuación Tabla 16.
MUESTRA oBrixo
oBrixf Vsustrato
ρsustrato,
g/ml g sacarosa
ρ destilado,
g/ml oGLo
g etanol
teórico
g etanol
experi.
%
Rendimiento
D
1
Ty, 30 oC
Razón de
reflujo Ra,
3:1
TyRa1 12 5 23 1.0274 2835.624 0.97380 3 762.80 671.92 88.086
2 TyRa2 12 5.1 23 1.0278 2836.728 0.97460 2.9 763.10 650.06 85.187
3 TyRa3 12 5.2 23 1.0268 2833.968 0.97900 3 762.35 675.51 88.608
E
1 Razón de reflujo Rb,
1:1
TyRb1 12 5 23 1.0276 2836.176 0.97500 2.9 762.95 650.33 85.238
2 TyRb2 12 5.1 23 1.0264 2832.864 0.97480 3 762.06 672.61 88.263
3 TyRb3 12 5.2 23 1.0270 2834.52 0.97660 2.9 762.50 651.39 85.428
F
1 Razón de
reflujo
Rc, 2:1
TyRc1 12 5 23 1.0270 2834.52 0.97380 3 762.50 671.92 88.121
2 TyRc2 12 5 23 1.0256 2830.656 0.97460 2.9 761.46 650.06 85.370
3 TyRc3 12 5.1 23 1.0270 2834.52 0.97900 3 762.50 675.51 88.591
G
1
Tz, 35 ºC
Razón de reflujo Ra,
3:1
TzRa1 12 5.2 23 1.0276 2836.176 0.97600 2.9 762.95 650.99 85.326
2 TzRa2 12 5.1 23 1.0278 2836.728 0.97380 2.9 763.10 649.52 85.117
3 TzRa3 12 5.1 23 1.0258 2831.208 0.97460 3 761.61 672.47 88.296
H
1 Razón de
reflujo Rb,
1:1
TzRb1 12 5.2 23 1.0272 2835.072 0.97780 2.9 762.65 652.19 85.517
2 TzRb2 12 5.1 23 1.0258 2831.208 0.97380 3 761.61 671.92 88.224
3 TzRb3 12 5.2 23 1.0268 2833.968 0.97460 3 762.35 672.47 88.210
I
1 Razón de
reflujo Rc, 2:1
TzRc1 12 5.1 23 1.0260 2831.76 0.97080 3 761.76 669.85 87.935
2 TzRc2 12 5.1 23 1.0264 2832.864 0.97380 2.9 762.06 649.52 85.233
3 TzRc3 12 5 23 1.0268 2833.968 0.97460 3 762.35 672.47 88.210
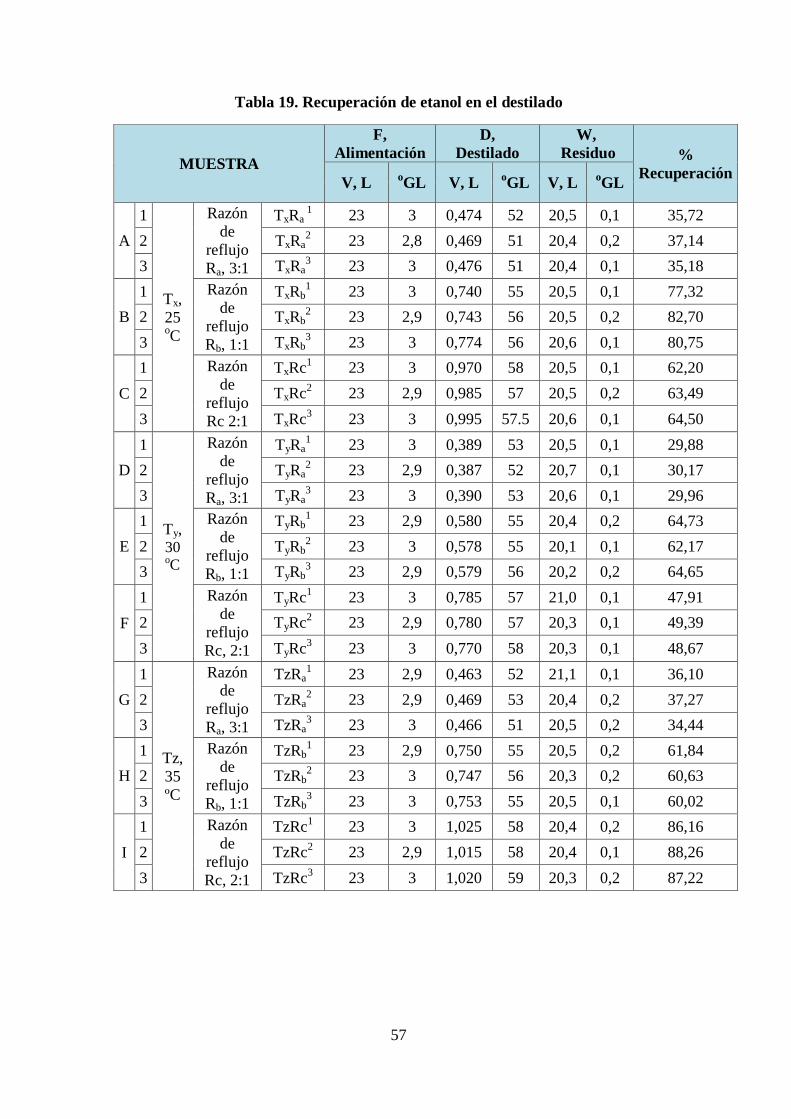
57
Tabla 19. Recuperación de etanol en el destilado
MUESTRA
F,
Alimentación
D,
Destilado
W,
Residuo %
Recuperación V, L
oGL V, L
oGL V, L
oGL
A
1
Tx,
25 oC
Razón
de
reflujo
Ra, 3:1
TxRa 1 23 3 0,474 52 20,5 0,1 35,72
2 TxRa2 23 2,8 0,469 51 20,4 0,2 37,14
3 TxRa3 23 3 0,476 51 20,4 0,1 35,18
B
1 Razón
de
reflujo
Rb, 1:1
TxRb1 23 3 0,740 55 20,5 0,1 77,32
2 TxRb2 23 2,9 0,743 56 20,5 0,2 82,70
3 TxRb3 23 3 0,774 56 20,6 0,1 80,75
C
1 Razón
de
reflujo
Rc 2:1
TxRc1 23 3 0,970 58 20,5 0,1 62,20
2 TxRc2 23 2,9 0,985 57 20,5 0,2 63,49
3 TxRc3 23 3 0,995 57.5 20,6 0,1 64,50
D
1
Ty, 30 oC
Razón
de
reflujo
Ra, 3:1
TyRa1 23 3 0,389 53 20,5 0,1 29,88
2 TyRa2 23 2,9 0,387 52 20,7 0,1 30,17
3 TyRa3 23 3 0,390 53 20,6 0,1 29,96
E
1 Razón
de
reflujo
Rb, 1:1
TyRb1 23 2,9 0,580 55 20,4 0,2 64,73
2 TyRb2 23 3 0,578 55 20,1 0,1 62,17
3 TyRb3 23 2,9 0,579 56 20,2 0,2 64,65
F
1 Razón
de
reflujo
Rc, 2:1
TyRc1 23 3 0,785 57 21,0 0,1 47,91
2 TyRc2 23 2,9 0,780 57 20,3 0,1 49,39
3 TyRc3 23 3 0,770 58 20,3 0,1 48,67
G
1
Tz,
35
ºC
Razón de
reflujo
Ra, 3:1
TzRa1 23 2,9 0,463 52 21,1 0,1 36,10
2 TzRa2 23 2,9 0,469 53 20,4 0,2 37,27
3 TzRa3 23 3 0,466 51 20,5 0,2 34,44
H
1 Razón
de
reflujo
Rb, 1:1
TzRb1 23 2,9 0,750 55 20,5 0,2 61,84
2 TzRb2 23 3 0,747 56 20,3 0,2 60,63
3 TzRb3 23 3 0,753 55 20,5 0,1 60,02
I
1 Razón
de
reflujo
Rc, 2:1
TzRc1 23 3 1,025 58 20,4 0,2 86,16
2 TzRc2 23 2,9 1,015 58 20,4 0,1 88,26
3 TzRc3 23 3 1,020 59 20,3 0,2 87,22
58
4. DISCUSIÓN
4.1. De la fermentación
El jugo de penco utilizado para la experimentación fue recolectado de diferentes
plantas que tenían los mismos oBrix; facilitando el análisis y su experimentación para
la obtención del licor de Agavácea Andina.
Para el proceso de fermentación se emplearon las condiciones recomendadas en el
trabajo “ESTUDIO DE FACTIBILIDAD PARA LA INDUSTRIALIZACIÓN DE
LA AGAVÁCEA ANDINA” que se realizó en la Universidad Central del Ecuador en
la Facultad de Ingeniería Química, en el año 2012; que corresponde a: concentración
óptima de levadura (0,7 % peso de levadura/ volumen de mosto) y oBrix óptimos (12
oBrix) para la obtención del licor de agavácea andina. En dicho trabajo no se definen
otras condiciones de fermentación fundamentales, como es la adición de nutrientes y
antibióticos para el medio de inoculación. Estas fueron necesarias puesto que cuando
se realizaba la fermentación sin estas condiciones afectó al enriquecimiento con
nutrientes del medio de inoculación (sales de amonio) y no se inhibió con antibióticos
(ampicilina) los microorganismos silvestres existentes en el jugo de penco.
Para mantener la calidad del producto, se evitó la mezcla con otros jugos azucarados
debido a que la Norma Mexicana, referente para la realización de este trabajo señala
que para mantener un producto de calidad se debe utilizar materia prima 100 %
Agave para fermentar.
La recepción del jugo de penco (Chawarmishque), posee procedimientos específicos
en los procesos de traslado y preparación del iniciador, es por eso que se debe tener
cuidado en la recepción del mismo ya que el proceso de fermentación puede empezar
antes de la experimentación debido a los microorganismos del jugo.
59
Para evitar la fermentación natural, se realizó un proceso previo de calentamiento al
jugo de penco. Esta temperatura fue de 30 °C.
El fermentador empleado no posee un sistema de enfriamiento para evitar que en el
mosto exista un incremento de temperatura debido a la reacción exotérmica propia de
la fermentación. No obstante, para esto se utilizó chorros de agua fría cuando fuese
necesario para que el mosto tenga las mismas condiciones en cada experimentación.
Considerando que la levadura Saccharomyces Cerevisiae, usada en el proceso de
fermentación, es un organismo anaeróbico, se adaptó un sistema con un dispositivo
llamado válvula air lock en donde no exista la presencia de oxígeno pero que el
dióxido de carbono producido por la reacción de fermentación pueda salir del
fermentador, debido a que el fermentador usado no contaba con dicho dispositivo.
El parámetro más importante para la fermentación son los ºBrix iniciales ya que para
obtener un rendimiento alto debe reflejar un valor mayor a 12, debido a que una
concentración menor indicaría que el jugo ya se ha fermentado y que el proceso de
fermentación no será el óptimo; por lo cual en la recepción del jugo de penco se
registró en valores de 12 °Brix.
4.2. De la destilación
Para la elaboración del licor de Agavácea Andina se obtuvieron resultados de
recuperación de alcohol en el destilado, menores a 77%, (ver tabla 18). Esto se debe a
que en el proceso de destilación se eliminó una fracción de destilado para evitar
sustancias nocivas en el producto final y también se obtuvieron pérdidas por
evaporación.
El destilador al no poseer un sistema de control automático en el domo de la columna
para controlar la temperatura en momentos en que los vapores ascienden dentro de la
columna, requiere de mucha atención y cuidado al operarlo, para evitar la mezcla de
alcoholes superiores en el destilado.

60
Como una alternativa de solución para el problema con el flujo de vapor por la línea
de reflujo, se implementó una válvula check como se indica en el Anexo H.
Para la obtención del reflujo durante la operación del equipo, se midió el volumen
recolectado en el tanque del condensador (VT) para después dividirla en dos partes
como lo indica el diseño experimental. La primera cantidad de volumen es la que
retorna a la columna (VL) y la otra parte es el volumen de destilado (VD), para que
con esto finalmente se obtenga la razón de reflujo requerida (VL/VD).
Al realizar el balance de masa referente al componente más volátil, se obtuvieron los
siguiente resultados: 11,886 gramos de alimentación frente a 10,874 gramos de
destilado más residuo; esta desigualdad se debe a pérdidas por evaporación durante
el proceso y a que también se eliminó una fracción de destilado llamada cabeza de
destilado, debido a que esta fracción posee compuestos nocivos. El porcentaje de
pérdidas por evaporación es de 4,12%.
4.3. De la obtención del licor de Agavácea Andina:
Se realizó tres repeticiones con cada experimentación dentro del proceso de
destilación, variando las combinaciones de temperatura de alimentación y razón de
reflujo, con las cuales se utilizó un software estadístico que facilitó la determinación
de valores óptimos en el proceso de destilación que se encuentran en la tabla 16.
5. En el desarrollo de las experimentaciones, cada una de las muestras (A, B, C, D, E,
F, G, H e I), se trató con las mismas condiciones iniciales de: concentración de
alcohol, volumen y temperaturas de alimentación, se varió la razón de reflujo en un
rango de 1 a 3 en base volumétrica, observando que los resultados obtenidos son
diferentes debido a que varía la cantidad de volumen que se retorna a la columna en
cada una de las experimentaciones.
El agua utilizada para la dilución fue agua potable, requisito conforme a la Norma
NTE INEN 1837. La concentración anterior a la dilución fue de 58 °GL, y al diluir al
licor se obtuvo 35 °GL.

61
Se realizó diluciones para obtener un producto final con un grado alcohólico apto
para el consumo humano, debido que se obtuvo concentraciones de destilado de 58
ºGL que se encuentran en la tabla 7.

62
5. CONCLUSIONES
5.2. De la fermentación
Se obtuvo 87,0 % de rendimiento promedio de alcohol en el proceso de
fermentación, mostrando una fermentación eficiente en la conversión de azúcares en
etanol.
Al finalizar la fermentación del mosto del jugo de penco, se obtuvo una
concentración de alcohol de 3 oGL, que representa 669,85 gramos de etanol de 23
litros de mosto.
5.3. De la destilación
Se comprobó que al momento de comparar los valores que se obtuvieron en la
destilación sin reflujo (0,767 litros de destilado con una concentración de alcohol de
50 ºGL) y con reflujo (1,025 litros con una concentración de alcohol de 58 ºGL), se
puede verificar que la razón de reflujo ayuda al mejoramiento del proceso de
destilación
Los reflujos con los que se trabajaron en la experimentación (1, 2 y 3) se encuentran
dentro del reflujo mínimo y máximo obtenidos por el método de McCabe Thiele.
A pesar de que el método de McCabe Thiele es un procedimiento aproximado, se
pudo reproducir en la columna de destilación al momento de realizar las
experimentaciones.
Al operar la torre de destilación se obtuvo una eficiencia global de 83,33 %,
partiendo de un numero de platos teóricos 2,5 como indica la gráfica 6.
63
Realizando un análisis de la varianza de los datos obtenidos en la experimentación en
relación al volumen de destilado, se concluye que solo la razón de reflujo tiene
incidencia en el volumen, mientras que con la temperatura de alimentación no
muestra variación significativa durante el proceso como se puede ver en la gráfica 8.
En la tabla 12, se puede ratificar lo anteriormente mencionado ya que la significancia
solo en la razón de reflujo es menor a 0,05, lo que indica que la temperatura no
influye en los resultados en relación al volumen de destilado. Lo mismo sucede con
la concentración del destilado (Ver gráfica 10 y tabla 13).
Realizando un análisis de la varianza de los datos obtenido en la experimentación en
relación al tiempo de operación se concluye que la razón de reflujo y la temperatura
de alimentación tienen incidencia en el tiempo como se puede ver en la gráfica 12.
En la tabla 14, se puede ratificar ya que las significancias en la razón de reflujo y la
temperatura de alimentación son menores a 0,05.
La optimización con el software utilizado reflejó que los mejores resultados para la
temperatura de alimentación es 35ºC y la razón de reflujo es 1,691. Y al utilizarlos,
el software Statgraphics arrojo valores óptimos de las variables de respuestas: 57,87
ºGL, 0,996 litros y 166,73 minutos
Con el reflujo óptimo obtenido con el software Statgraphics se logró determinar el
valor de k siendo este: 1,69, comparándolo con el rango que mencionan Vauck /
Müller (1,5-1,7), para el caso de rectificación de alcoholes el valor de k obtenido se
encuentra dentro de dicho rango.
Se cumplió con el objetivo de mejorar el proceso de destilación para la obtención de
licor de Agavácea Andina en una torre de destilación discontinua obteniendo la mejor
condición de destilación como indica la tabla 16.
5.4. De la obtención del licor de Agavácea Andina:
6. Con las especificaciones obtenidas se permitió cumplir con la norma mexicana
NOM-006-SCFI-2005 de Tequila Blanco y la norma NTE INEN 1837 para bebidas
alcohólicas rectificada. Adicionalmente, se realizó pruebas referente a la norma NTE

64
INEN 1837 y se observa que cumple con los requisitos establecidos en la norma ya
que para el valor de metanol el licor elaborado tiene un valor de 2 mg/100 ml y en la
norma estable un rango entre [0-6] mg/100 ml.
Se concluye que al separar las primeras fracciones del destilado (cabezas) se obtiene
resultados que se encuentran dentro de los requisitos de la norma NTE INEN 1837
valores que se pueden verificar en el Anexo C.

65
6. RECOMENDACIONES
Se recomienda que se realicen estudios de factibilidad referente al proceso de
destilación descrito en este tema de investigación y de recuperación de levadura
después de la fermentación y el residuo de la destilación.
Se recomienda realizar un proceso de filtrado a la carga de alimentación antes de la
destilación para evitar la decantación de levaduras en el calderín y la formación de
cepas de las mismas.
El fermentador carece de partes esenciales que debe poseer un bioreactor por tal
razón se debe implementar un sistema de enfriamiento necesario para que en el
mosto no tenga un incremento de temperatura, también se debe adaptar una válvula
air lock para evitar que no ingrese oxigeno pero que si salga dióxido de carbono
producido por la reacción de fermentación.
Se recomienda adaptar un control automático en el domo de la columna para
controlar la temperatura de domo, ya que requiere de atención al momento que los
vapores ascienden dentro de la columna para evitar la mezcla de alcoholes superiores
en el destilado.
Se recomienda el rediseño del tanque de condensado específicamente en el número
de vueltas de serpentín para mejorar la condensación del proceso y reducir las
pérdidas por evaporación.
Se recomienda separar en el destilado: cabeza, corazón y cola ya que las primeras
trazas de alcohol es un destilado compuesto por varios componentes nocivos y no
aptos para el consumo humano, razón por la cual es importante realizar pruebas
referentes a la norma NTE INEN 1837.

66
Se recomienda realizar un estudio de costos, en el cual esté involucrado el consumo
de energía eléctrica y de agua durante el proceso de destilación, para establecer la
factibilidad de la comercialización del licor.
67
CITAS BIBLIOGRÁFICAS
[1] STANDAGE, Tom. La historia del mundo en seis tragos. De la cerveza de los
faraones a la Coca-Cola Editorial DEBATE. México DF. 2007. p.2.
[2] PADILLA, María. Aplicación de la chica de jora en 30 recetas estandarizadas.
Trabajo de grado. Licenciada en Gastronomía. Universidad de Cuenca. Facultad de
Ciencias de la Hospitalidad. Cuenca. 2010. pp 9-10.
[3] FLACSO. El 71% de ecuatorianos toman licor regularmente. El Mercurio [en línea].
Junio 2013. Cuenca. [Fecha de consulta: 21 Octubre 2016]. Disponible en:<
http://www.elmercurio.com.ec/383837-en-ecuador-71-consume-alcohol-segun-
investigacion/>
[4] MÖLLER, Kai. La historia de la destilación [en línea]. Mayo 2013. . [Fecha de
consulta: 05 Diciembre 2016]. Disponible en:<
https://www.destillatio.eu/es/blog/La−historia−de−la−destilaci−oacute−n/b−94/>
[5] JAMANCA, Edgar. Destilación Discontinua. Trabajo fin de carrera. Ingeniero
Químico. Universidad Nacional “José Faustino Sánchez Carrión”. Facultad de
Ingeniería Química, Metalurgia y Ambiente. Perú. 2014. pp.5-7.
[6] PARDO, Oscar. El Agave Americana. Chloris Chilensis Revista chilena de flora y
fauna, 8 (2): N/I, diciembre 2005. [Fecha de consulta: 15 Agosto 2016]. Disponible
en:< www.chlorischile.cl >
[7] LACRUZ Jorge, El Agave o Cocuy. Esnobgourmet.com. [Fecha de consulta: 12
Enero 2017]. Disponible:< https://esnobgourmet.com/2015/08/20/el-agave-o-cocuy-
agave-cocui-trelease/>
68
[8] CARRERA, J. El Penco. Revista Allpa Permacultura, Agroecología, Semillas,
Cultivos orgánicos. Diciembre 2012. [Fecha de consulta: 15 Agosto 2016].
Disponible en:< www.allpa.redsemillas.org >
[9] ROMERO, Sabrina. Estudio de factibilidad para la industrialización de la Agavácea
Andina. Trabajo de Grado. Ingeniero Químico. Universidad Central del Ecuador.
Facultad de Ingeniería Química. Quito. 2010. pp. 12-15.
[10] MERLAI, Asclepius. Manual de destilación urbana. [En línea]. 2016. p.23.
Disponible en:< https://estore-sslserver.eu/WebRoot/Store24/Shops/565e0ee6-f8e5-
4bd4-b252-52fdfc6be1b1/MediaGallery/Manual_de_destilacion_urbana_I.pdf>
[11] HENLEY, Ernest y SEADER, J.D. Operaciones de separación por etapas de
equilibrio en ingeniería química. Editorial Reverté S.A. Barcelona, 1999. p.396.
[12] Ibíd., pp. 399-400
[13] MORALES, S. Destilación Discontinua [en línea]. Wordpress. 2014. [Fecha de
consulta: 10 Enero 2017]. Disponible en:
https://laboratoriodeoperacionesunitarias2.files.wordpress.com/2014/10/destilacion-
discontinua-rectificacion-de-etanol.pdf
[14] MEDINA, Jorge. Destilación. Notas de clases del curso de Operaciones Unitarias.
Facultad de Ingeniería Química. Universidad Central de Ecuador. Quito. 1996.
p.23.
[15] GALAN Casado, Santos. Apuntes de operaciones por separación por transferencia
de materia I. [En línea]. Madrid. Escuela Técnica Superior de Ingenieros
Industriales. 2014. Disponible en <
http://www.cartagena99.com/recursos/fisica/apuntes/Apuntes.pdf
[16] MEDINA, Op. Cit., pp. 23-29.

69
[17] ARAUJO, Ángela y GANDUR, María. Statgraphics Proyecto de investigación.
Universidad Nacional de Colombia. Facultad de Ciencias Económicas. Bogotá.
p.9.
[18] STATGRAPHICS. Diseño de Experimentos-Optimización de Múltiples Respuestas
[en línea]. Madrid. 2006. [Fecha de consulta: 11 Enero 2017]. Disponible en
<http://www.statgraphics.net/wp-content/uploads/2011/12/tutoriales/DDE%20-
%20Optimizacion%20de%20Multiples%20Respuestas.pdf>
[19] ROMERO, Op, Cit., pp. 15-20.

70
BIBLIOGRAFÍA
ARAUJO, Ángela y GANDUR, María. Statgraphics Proyecto de investigación.
Universidad Nacional de Colombia. Facultad de Ciencias Económicas. Bogotá. p. 9.
BRANAN Carl. Soluciones Prácticas para el ingeniero químico. Editorial McGrax-Hill.
Segunda edición. 408 p.
CARRERA, J. El Penco. Revista Allpa Permacultura, Agroecología, Semillas, Cultivos
orgánicos, (9):13-14, diciembre 2012. [Fecha de consulta: 15 Agosto 2016]. Disponible
en:< www.allpa.redsemillas.org >
GALAN Casado, Santos. Apuntes de operaciones por separación por transferencia de
materia I. [En línea]. Madrid. Escuela Técnica Superior de Ingenieros Industriales.
2014. Disponible en <
http://www.cartagena99.com/recursos/fisica/apuntes/Apuntes.pdf >
GUTIERREZ, Humberto y De la VARA, Román. Análisis y diseño de experimentos.
Editorial McGrax-Hill. México, 2008.544p.
HENLEY, Ernest y SEADER, J.D. Operaciones de separación por etapas de equilibrio
en ingeniería química. Editorial Reverté S.A. Barcelona, 1999. 841 p.
JIMENEZ, Arturo. Diseño de procesos de Ingeniería Química Editorial Reverté S.A.
Barcelona, 2003. 525 p.
KRELL, Erich. Handbook of Laboratory Distillation. Editorial VEB. Segunda edición.
Berlin,1962. 525 p.
McCABE, Warren; Smith, J. y Harriott, Peter. Operaciones Unitarias en Ingeniería
Química. Editorial McGrax-Hill. Cuarta edición. España, 1991. 1114 p.
MEDINA, Jorge. Destilación. Notas de clases del curso de Operaciones Unitarias.
Facultad de Ingeniería Química. Universidad Central de Ecuador. Quito. 1996. 48 p.

71
MORALES, S. Destilación Discontinua [en línea]. Wordpress. 2014. [Fecha de
consulta: 10 Enero 2017]. Disponible en:
<https://laboratoriodeoperacionesunitarias2.files.wordpress.com/2014/10/destilacion-
discontinua-rectificacion-de-etanol.pdf>
PARDO, O. El Agave Americana. Chloris Chilensis Revista chilena de flora y fauna, 8
(2): N/I, diciembre 2005. [Fecha de consulta: 15 Agosto 2016]. Disponible en:<
www.chlorischile.cl >
PERRY, Robert y GREEN, Don. Perry’s Chemical Engineers’ Handbook. Editorial
McGrax-Hill. Séptima edición. Estados Unidos, 1997. 2639 p.
ROMERO Antamba, Sabrina. Estudio de factibilidad para la industrialización de la
Agavácea Andina. Trabajo de Grado. Ingeniero Químico. Universidad Central del
Ecuador. Facultad de Ingeniería Química. Quito. 2010. 136 p.
ROMO, Luis. Tratado de Fisicoquímica. Editorial Universitaria. Tomo 1. Quito, 1990.
501 p.
STATGRAPHICS. Diseño de Experimentos-Optimización de Múltiples Respuestas [en
línea]. Madrid. 2006. [Fecha de consulta: 11 Enero 2017]. Disponible en
<http://www.statgraphics.net/wp-content/uploads/2011/12/tutoriales/DDE%20-
%20Optimizacion%20de%20Multiples%20Respuestas.pdf>

72
ANEXOS

73
Anexo A. Norma Oficial Mexicana NOM-006-SCFI-2005, Bebidas Alcohólicas-
Tequila Especificaciones
Tabla A.1. Especificaciones fisicoquímicas del Tequila según la Norma Oficial
Mexicana NOM-006-SCFI-2005
Parámetros
Tequila
Blanco
Tequila
Joven u
Oro
Tequila
Reposado
Tequila
Añejo
Tequila
Extra
añejo
Método
de
Ensayo
(Prueba)
(1) MI
N
MA
X
MI
N
MA
X
MI
N
MA
X
MI
N
MA
X
MI
N
MA
X
Contenido
Alcohólico a
293 K
(20°C)
(%Alc. Vol.)
35 55 35 55 35 55 35 55 35 55
NMX-V-
013-
NORME
X
Extracto
Seco
(g/l)
0 0,30 0 5 0 5 0 5 0 5
NMX-V-
017-
NORME
X
Valores expresados en mg/100 ml de Alcohol Anhidro
Alcoholes
Superiores
(alcoholes de
peso
molecular
superior al
alcohol
etílico o
aceite de
fusel) (como
Alcohol
Amílico)
20 500 20 500 20 500 20 500 20 500
NMX-V-
005-
NORME
X
Metanol (2) 30 300 30 300 30 300 30 300 30 300
NMX-V-
005-
NORME
X
Aldehídos (como
acetaldehído) 0 40 0 40 0 40 0 40 0 40
NMX-V-
005-
NORME
X

74
Continuación Anexo A.
Esteres
(como
acetato de
etilo)
2 200 2 200 2 250 2 250 2 250
NMX-V-
005-
NORME
X
Furfural 0 4 0 4 0 4 0 4 0 4
NMX-V-
004-
NORME
X
(1) Véase capítulo 3, Referencias.
(2) El parámetro mínimo puede disminuir si el productor de Tequila demuestra al
Organismo Evaluador de la Conformidad, que es viable reducir el contenido de metanol
mediante un proceso distinto.
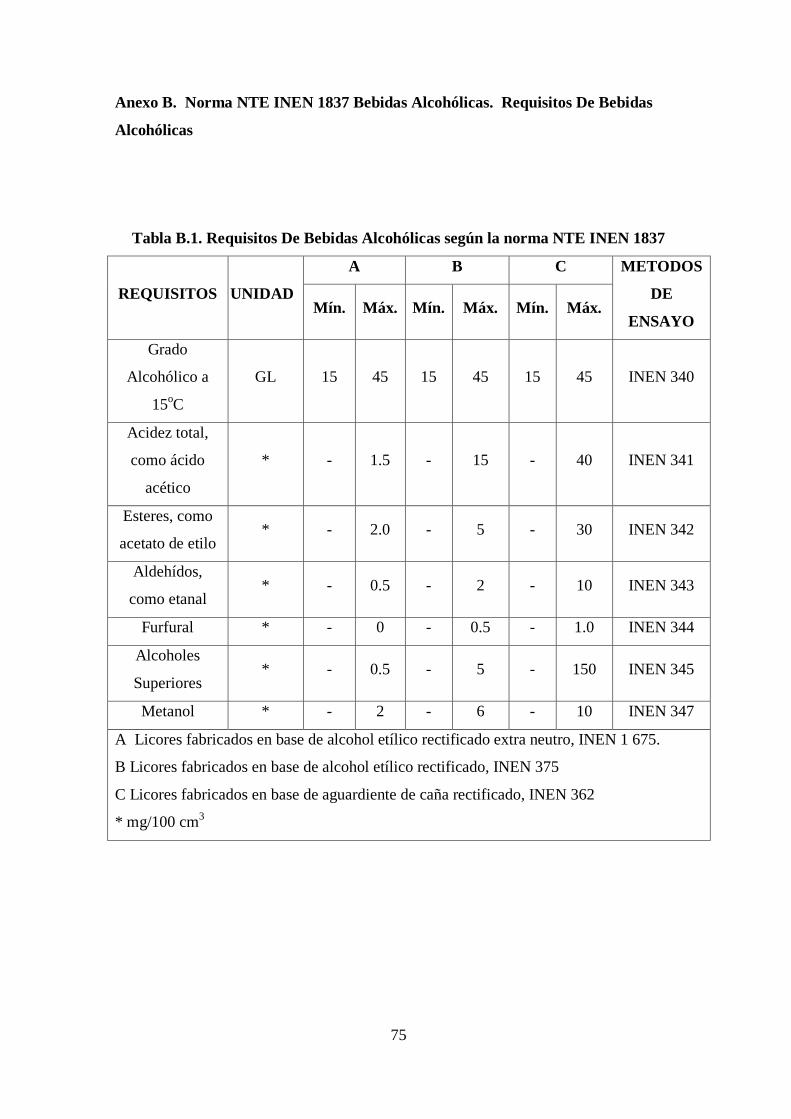
75
Anexo B. Norma NTE INEN 1837 Bebidas Alcohólicas. Requisitos De Bebidas
Alcohólicas
Tabla B.1. Requisitos De Bebidas Alcohólicas según la norma NTE INEN 1837
REQUISITOS UNIDAD
A B C METODOS
DE
ENSAYO Mín. Máx. Mín. Máx. Mín. Máx.
Grado
Alcohólico a
15oC
GL 15 45 15 45 15 45 INEN 340
Acidez total,
como ácido
acético
* - 1.5 - 15 - 40 INEN 341
Esteres, como
acetato de etilo * - 2.0 - 5 - 30 INEN 342
Aldehídos,
como etanal * - 0.5 - 2 - 10 INEN 343
Furfural * - 0 - 0.5 - 1.0 INEN 344
Alcoholes
Superiores * - 0.5 - 5 - 150 INEN 345
Metanol * - 2 - 6 - 10 INEN 347
A Licores fabricados en base de alcohol etílico rectificado extra neutro, INEN 1 675.
B Licores fabricados en base de alcohol etílico rectificado, INEN 375
C Licores fabricados en base de aguardiente de caña rectificado, INEN 362
* mg/100 cm3
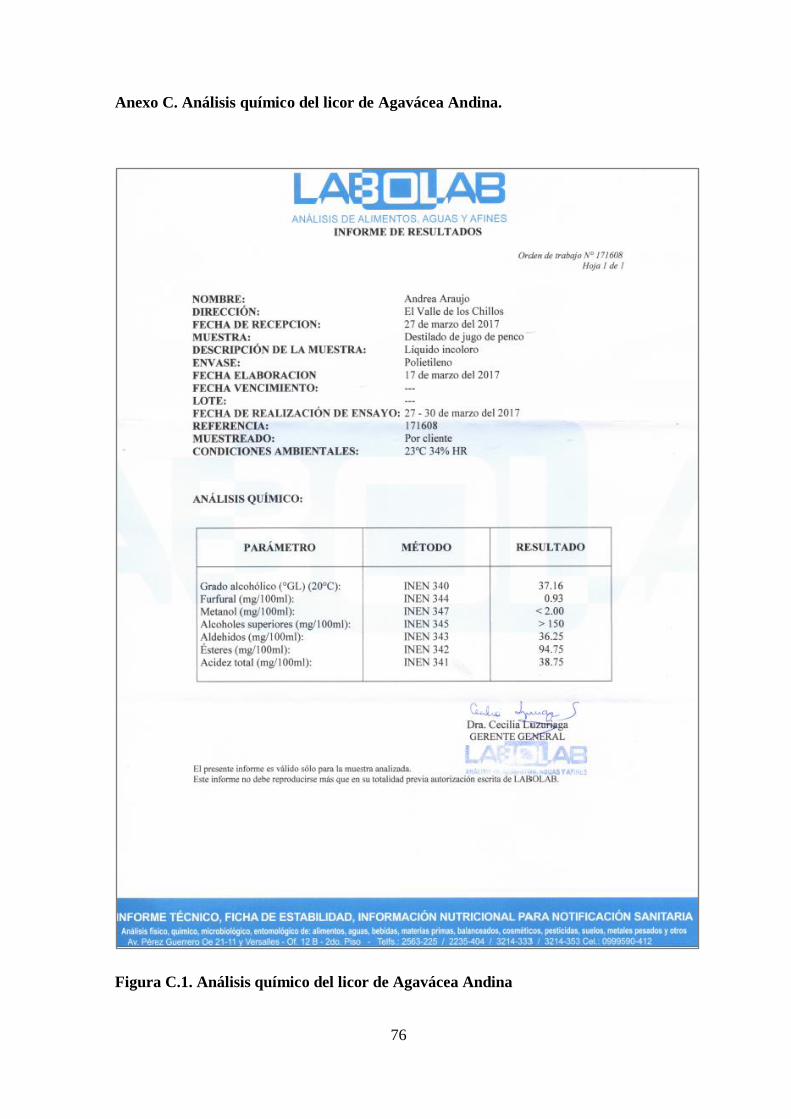
76
Anexo C. Análisis químico del licor de Agavácea Andina.
Figura C.1. Análisis químico del licor de Agavácea Andina

77
Anexo D. Algoritmo para la corrección del diagrama de equilibrio etanol-agua a
las condiciones de laboratorio (PQUITO) P=542 mmHg.
Figura D.1. Algoritmo para la corrección del diagrama de equilibrio etanol-agua a
las condiciones de laboratorio (PQUITO) P=542 mmHg.
INICIO
Calcular las temperaturas de
ebullición de etanol y agua con la
ecuación de Antoine
Suponer temperaturas entre el
rango de [Teb-etanol-Teb-agua]
x2=1-x1
∑ 𝑦 = 1
𝑇𝑒𝑏 =−𝐵
𝐿𝑜𝑔(𝑃) − 𝐴− 𝐶
𝑇𝑒𝑏 − 𝑒𝑡𝑎𝑛𝑜𝑙 =−𝐵
𝑙𝑜𝑔(540) − 𝐴− 𝐶
𝑇𝑒𝑏 − 𝑎𝑔𝑢𝑎 =−𝐵
𝑙𝑜𝑔(540) − 𝐴− 𝐶
Calcular las presiones de etanol y agua con
las temperaturas supuestas con la ecuación de
Antoine, Psat-etanol y Psat-agua
𝑙𝑜𝑔(𝑃) = 𝐴 −−𝐵
𝑇 + 𝐶
𝑙𝑜𝑔(𝑃𝑠𝑎𝑡 − 𝑒𝑡𝑎𝑛𝑜𝑙) = 𝐴 −−𝐵
𝑇𝑠𝑢𝑝𝑢𝑒𝑠 + 𝐶
𝑙𝑜𝑔(𝑃𝑠𝑎𝑡 − 𝑎𝑔𝑢𝑎) = 𝐴 −−𝐵
𝑇𝑠𝑢𝑝𝑢𝑒𝑠𝑡𝑎 + 𝐶
Suponer valores de concentración de etanol
en fase liquida desde 1 correspondiente a la
presión (P=540 mmHg), x1
Calcular los coeficientes de actividad
para el etanol y agua, γ1 γ2
𝛾1 = 10^[(𝑥2)2 ∗ (0.6848 + 2 ∗ 𝑥1 ∗ (0.3781 − 0.6848))]
𝛾2 = 10^[(𝑥1)2 ∗ (0.3781 + 2 ∗ 𝑥2 ∗ (0.6848 − 0.3781))]
Calcular concentraciones de etanol y
agua en fase vapor con la ecuación de
Raoult modificada para casos reales.
𝑦1 = 𝑥1 ∗ 𝑃𝑠𝑎𝑡 − 𝑒𝑡𝑎𝑛𝑜𝑙 ∗ 𝛾1/𝑃(540)
𝑦2 = 𝑥2 ∗ 𝑃𝑠𝑎𝑡 − 𝑎𝑔𝑢𝑎 ∗ 𝛾2/𝑃(540)
FIN
SI
NO Utilizar la
herramienta de
Excel Solver.

78
Anexo E. Hoja de cálculo para la corrección del diagrama de equilibrio etanol-
agua a las condiciones de laboratorio (PQUITO) P=542 mmHg.
Figura E.1: Hoja de cálculo para la corrección del diagrama de equilibrio etanol-
agua a las condiciones de laboratorio (PQUITO) P=542 mmHg
Figura E.2: Herramienta de Excel Solver.
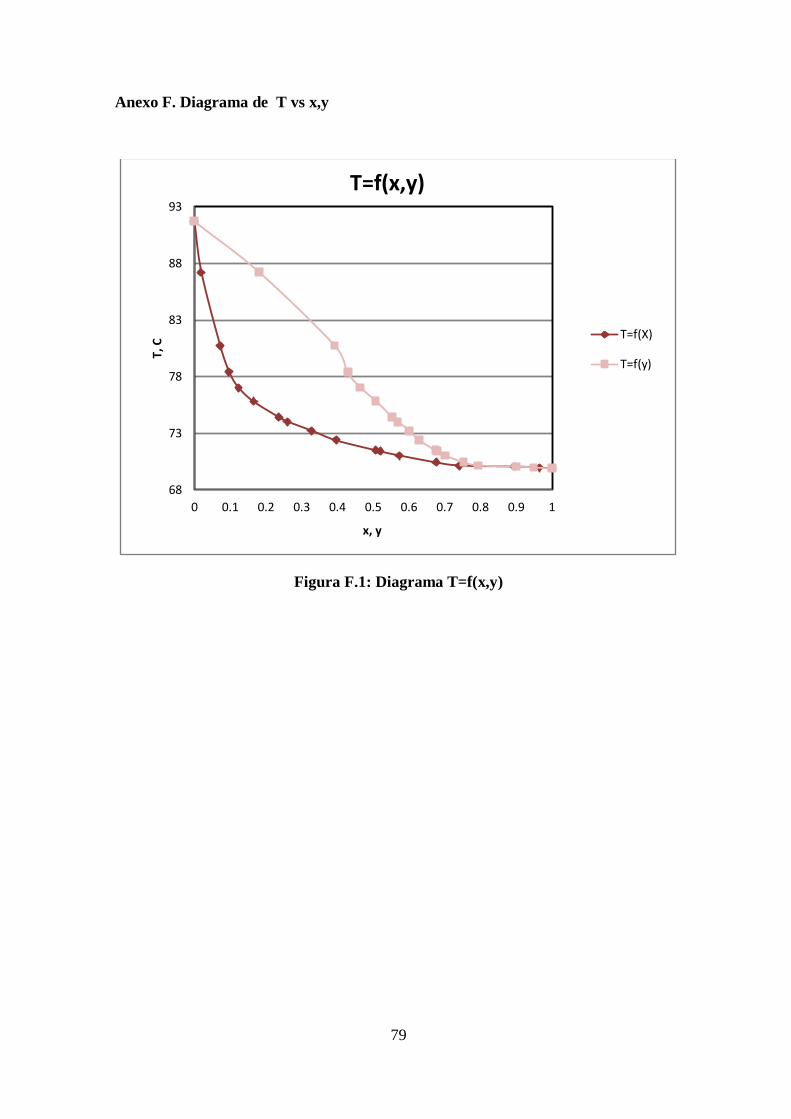
79
Anexo F. Diagrama de T vs x,y
Figura F.1: Diagrama T=f(x,y)
68
73
78
83
88
93
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
T, C
x, y
T=f(x,y)
T=f(X)
T=f(y)
80
Anexo G. Diagrama del fermentador del laboratorio de Biotecnología
Figura G.1.
Fermentador

81
Anexo H. Partes de la columna de destilación discontinua
Figura H.1.
Calderín
Figura H.2.
Columna

82
Continuación ANEXO H.
Figura H.3.
Condensador
Figura H.4.
Tanque de
Reflujo
Figura H.5.
Termómetro en
el domo de la
columna

83
Continuación ANEXO H.
Figura H.6.
Línea de
Reflujo
Anexo I

84
Anexo J. Diagrama del equipo en AUTOCAD

85

86
Anexo K. Diagrama en AUTOCAD. Descripción del equipo de destilación

87

88
Anexo L. Equipos y materiales utilizados
Figura L.1.
Medidor de
oBrix
Figura L.2.
Medidor de
potencial de
hidrogeno
Figura L.3.
Medidor ºGL
Figura L.4.
Balanza
Analítica
89
Anexo M. Producto Final: Licor de Agavácea Andina.
Figura M.1.
Licor de
Agavácea
Andina


















