Understanding and Solving Power Quality Problems
243
Understanding and Solving Power Quality Problems Power Quality Problems Thursday, October 24, 2013 Mark Stephens, PE, CEM, CP EnMS - Industrial Senior Project Manager Id t i l PQ dE Effi i Industrial PQ and Energy Efficiency Electric Power Research Institute Phone 865.218.8022 [email protected]
Transcript of Understanding and Solving Power Quality Problems

Understanding and Solving Power Quality ProblemsPower Quality Problems
Thursday, October 24, 2013
Mark Stephens, PE, CEM, CP EnMS - IndustrialSenior Project Manager
I d t i l PQ d E Effi i
y, ,
Industrial PQ and Energy EfficiencyElectric Power Research Institute
Phone 865.218.8022 [email protected]

Seminar Agenda
2© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Our Industrial Audit Core Team
Bill Howe, PE, CEMP1 Program Manager
ICoE Manager
Mark Stephens, PE, CEM, CP EnMSSenior Project ManagerSenior Project Manager
Scott Bunton, CEMTechnologistAlden Wright, PE, CEM
Senior Project Engineer
James Owens, EMITProject Engineer
3© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Project Engineer

EPRI’s Industrial Energy Efficiency and Power Quality WorkQuality Work
• Headed up primarily from Knoxville, we specialize in solving EE & p p y , p gPQ Problems In all Manufacturing Sectors
• Our Primary mission is to Focus on Reducing End Use Customer Losses by improving process energy efficiency and PQ through:Losses by improving process energy efficiency and PQ through:
– Testing (lab and field)– EE & PQ Audits– Consulting with OEMs
Training– Training– Portable Test Hardware
4© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

EPRI Industrial Site Investigations1996-2008
Semiconductor Plastics Machining Food ProcessingSemiconductor Plastics Machining Food Processing
Automotive Aviation Paper/Printing Petrochemical
Commercial General Mfr Glass Chemical
Heavy Inudustry Electronic Assembly Textile Pharmaceutical
5© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Hot Line Calls of the Month

PQ Hotline Calls-Of-The-Month
• This project directly benefits the tilit d th i t
ASD Line Current =143.8 Amp RMS400
utility and their customers.• EPRI operates a hot-line for
funding members to ask power -400
-300
-200
-100
0
100
200
300
0 0.004 0.008 0.012 0.016
g pquality questions from all topics.
• SCE&G is a funding participant in EPRI’s knowledge basedin EPRI’s knowledge based services project.
• Each month, the best question qand EPRI response is presented at the “Hot Line Call of the Month.”Month.
0
0.5
1
0 1 2 3 4 5 6 7 8
Duration (4 Cycle)
7© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
-1
-0.5
Magnitude (50% of nominal)

Sample Hot Line Calls
1 July 2012: Preventing Motor Damage Caused by OC1. July 2012: Preventing Motor Damage Caused by OC Conditions
2. June 2008: In-rush Currents caused by voltage sagsy g g3. April 2010: Potential Damage to large motors caused by
Momentary Interruptionsy4. May 2005: Failure of contactors during single phasing
events5. April 2013: Installing dimmers on energy efficient lamps6. March 2010: OV fault tripping of ASD caused by Capacitor-
Switching Transients
8© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

July 2012: Preventing Motor Damage Caused by OC ConditionsOC Conditions• Question: Via EPRI’s PQ Knowledge (PQK) Power Quality
H tli PQK f d k d i t EPRI b t thHotline, a PQK funder asked engineers at EPRI about the failure mode of a motor and how that failure could inform future applications of induction motors.future applications of induction motors.
• Problem Description:– The induction motor that failed had the following ratings:g g– Date of Manufacture: 9/93 – Size: 1100 HP – Voltage: 4160 V – Current: 131 A – Speed: 3570 RPM – Service Factor: 1.15
9© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

More InformationJuly 2012: Preventing Motor Damage Caused by OC Conditions
• The failed motor had a dead ground on one of the phases caused by one of the fingers delaminating and rubbing through the insulation onone of the fingers delaminating and rubbing through the insulation on the coil, which caused the motor to fail.
• The first suspicion of EPRI engineers was that perhaps the motor was subjected to abnormal mechanical stresses caused by extreme j ytemperature variations, frequent starts and stops, or transient voltages caused by the operation of an adjustable-speed drive (ASD) or variable-frequency drive (VFD).
• However, the motor was not used with an ASD or VFD. • It did not have a soft start and was not operated in a cold environment.• The application of the motor was a constant torque after startup (a pp q p (
centrifugal air compressor). • It usually ran at full current (131 A).• In addition, the motor was protected by a MP3000 motor-protection add o , e o o as p o ec ed by a 3000 o o p o ec o
device and Bay Controls compressor controller. • Once the contactor dropped out, the motor could not restart for 15
minutes.
10© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

The motor in question failed at multiple points.July 2012: Preventing Motor Damage Caused by OC Conditions
11© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

AnalysisJuly 2012: Preventing Motor Damage Caused by OC Conditions
• Typically, delamination of the “fingers” could be caused b ll f th f ll iby any or all of the following:
1. Expansion and contraction due to heating and cooling effects. g
2. Magnetic effects of large starting currents due to cross-line starting into large inertial load.
3. Motor contactor opening and closing while the motor is still spinning, causing out-of-phase restart.
• However given the operating conditions of the motorHowever, given the operating conditions of the motor, these three causes were considered unlikely. Without more information from the motor repair shop of the utility and more detailed pictures it would be extremely
Damage to motor windings caused by
h ti i ftutility and more detailed pictures, it would be extremely difficult to come up with an exact cause for the motor failure.
overheating is often manifested by discoloration of the insulation material on th
12© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
the copper conductors.

General Considerations for Motor ProtectionJuly 2012: Preventing Motor Damage Caused by OC Conditions
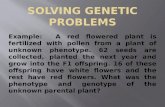
• According to a study performed by Copper Bussmann, approximately 44% f ll t f il b l t d t h ti d b44% of all motor failures can be related to overheating caused by a variety of mechanical and electrical issues.
• The Figure illustrates the causes of electric motor failures.g
13© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

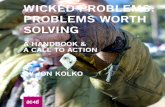
Motor Heat Vs. Life ExpectancyJuly 2012: Preventing Motor Damage Caused by OC Conditions
• Heat is a major potential cause of failure for many pieces offailure for many pieces of equipment, including electric motors.
In fact allowing a motor to– In fact, allowing a motor to reach and operate at 10°C (18°F) above its maximum operating temperature canoperating temperature can reduce the motor’s life expectancy by 50%.
• The Figure illustrates the lifeThe Figure illustrates the life expectancy of a motor versus its operating temperature above its maximum.
Life expectancy of motor decreases as excessive operating temperature
increases.
• The life of an electric motor is generally accepted to be 20 years when operated at or below the
14© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
maximum operating temperature.

Caused for Elevated Motor TemperatureJuly 2012: Preventing Motor Damage Caused by OC Conditions
•There are several conditions that canThere are several conditions that can cause a motor to operate at or above its maximum temperature These include butmaximum temperature. These include, but are not limited to:
•Overloading •Voltage unbalanceVoltage unbalance •Single phasing
15© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Overloading (1)July 2012: Preventing Motor Damage Caused by OC Conditions
• Overloading is a condition that can occur when the
The stator of the electric motor on the top has been subjected
to overloading (Electrical Overloading is a condition that can occur when the load on the motor is larger than what the motor was designed to serve. Thi if th t i i tl li d if
Apparatus Service Association).
• This can occur if the motor is incorrectly applied, if the load on the motor fails and causes abnormal torque on the motor, or if the motor’s shaft is impeded or locked and not allowed to rotate.
• Load demands exceeding the rating of the motor can deteriorate the insulation in all phases of the statordeteriorate the insulation in all phases of the stator winding.
• Note: Undervoltage and overvoltage (exceeding NEMA t d d ) ill lt i th t fNEMA standards) will result in the same type of insulation deterioration.
16© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Overloading (2)July 2012: Preventing Motor Damage Caused by OC Conditions
• The figure illustrates the stator of an electricThe stator of the electric motor on the top has been subjected
to overloading (Electrical • The figure illustrates the stator of an electric motor that has been overloaded.
• Notice how the coils appear dark and
Apparatus Service Association).
Notice how the coils appear dark and burned on the top, as opposed to the shiny copper coils of an induction motor whose stator and coils are in good shape (bottom).
• In this type of failure, the insulating i f h i i i h ilproperties of the magnetic wire in the coils
are compromised. Th di l ti f th i l ti i• The discoloration of the insulation is an indication that the coils have been overheated
17© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
overheated.

Voltage Unbalance (1)July 2012: Preventing Motor Damage Caused by OC Conditions
• When the voltage between all three phases is equal (balanced) current values will be
When subjected to voltage unbalance, an induction motor
may overheat (Electrical Apparatus Serviceis equal (balanced), current values will be
the same in each phase winding. • The NEMA standard (MG-1, Part 12.45) for
Apparatus Service Association).
( , )electric motors and generators recommends a maximum voltage unbalance of 1% for successful operation when running at rated load.It i ibl t t t d• It is possible to operate motors under a higher unbalanced voltage condition, but NEMA MG-1 Part 14 36 recommends thatNEMA MG 1 Part 14.36 recommends that the rated horsepower of the motor should be reduced.
18© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Voltage Unbalance (2)July 2012: Preventing Motor Damage Caused by OC Conditions
• When the voltages between the three phases (AB, BC, CA) are not equal (unbalanced), the current increases d ti ll i th t i di d if ll d t
When subjected to voltage unbalance, an induction motor
may overheat (Electrical Apparatus Servicedramatically in the motor windings, and if allowed to
continue with such voltage unbalance, the motor will be damaged as illustrated in the figure.
Apparatus Service Association).
– Notice the darker windings separated by the brighter windings.
– This is typical of a motor that has been subjected to y jvoltage unbalance, resulting in the insulating material on the copper conductors of one or multiple phases being overheated and discolored.
• Thermal deterioration of motor insulation in one phase of the stator winding can result from voltage unbalance. Unequal voltages are usually caused by unbalanced loads q g y yon the power source of the motor, a poor connection at the motor terminals, or a high-resistance contact (weak spring).
19© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
A 1% voltage unbalance may result in a 6 to 10% motor current unbalance.

Single-Phasing (1)Single-phasing can cause the flow of high currents
in the windings. The
July 2012: Preventing Motor Damage Caused by OC Conditions
• Single-phasing is a condition when one of the three h i Si l h i th d f
motor on the top is a wye-connected motor, and the motor on the
bottom is a delta-phases is open. Single-phasing on the secondary of a power supply subjects an electric motor to the worst possible case of voltage unbalance.
connected motor (Electrical Apparatus Service Association).
– If a three-phase motor is running when the single-phase condition occurs, it will attempt to deliver its full horsepower in order to drive the connectedfull horsepower in order to drive the connected load.
– The motor will continue to operate during this condition and try to drive the load until the motor burns out or the properly sized overload elements take the motor off the line.
20© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Single-Phasing (2)Single-phasing can cause the flow of high currents
in the windings. The
July 2012: Preventing Motor Damage Caused by OC Conditions
• The phase current will increase by the square root of th d d i l h diti
motor on the top is a wye-connected motor, and the motor on the
bottom is a delta-three under secondary single-phase conditions. – For lightly loaded three-phase motors, say 70% of
normal full-load current, this will result in a current
connected motor (Electrical Apparatus Service Association).
,draw of approximately 20% more than the nameplate full-load current. If the devices used for overload protection are– If the devices used for overload protection are sized at 125% of the motor nameplate, circulating currents can still damage the motor.
• That is why it is recommended that motor overload protection be based upon the actual running current of the motor under its given loading, rather than thethe motor under its given loading, rather than the nameplate current rating.
21© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Single-Phasing (3)Single-phasing can cause the flow of high currents
in the windings. The
July 2012: Preventing Motor Damage Caused by OC Conditions
• The figure shows a motor that has been subjected to i l h i
motor on the top is a wye-connected motor, and the motor on the
bottom is a delta-single-phasing.
• Notice that, depending on the motor connection, either one or two sets of coils have burned up as a result of
connected motor (Electrical Apparatus Service Association).
pthe single-phasing condition.
• If the motor is wye-connected, then two set of coils, or two phases will be damaged during a single phasingtwo phases, will be damaged during a single-phasing condition (see the top of Figure ).
• If the motor is delta-connected, then one set of coils, or one phase, will be damaged (see the bottom of Figure ).
• In either case the motor will need to be re wound or• In either case, the motor will need to be re-wound or replaced.
22© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Protection for Motor Overloading (1)July 2012: Preventing Motor Damage Caused by OC Conditions
• Approximately 44% of all motor failures can be related to overheating.
• This overheating is typically due to over-current. Over-current exists when the normal load current for a circuit is exceeded. Wh li d t t i it l d i t• When applied to motor circuits, an overload is any current flowing within the normal circuit path that is higher than the motor’s normal full-load amps (FLA)motor s normal full load amps (FLA).
• For this reason, motors need to be protected against over-current.current.
23© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Protection for Motor Overloading (2)July 2012: Preventing Motor Damage Caused by OC Conditions
• Single-phasing, overloading, and locked-rotor conditions j t f f th diti th t d t b t t dare just a few of the conditions that need to be protected
against. • A motor can be protected against these conditions by• A motor can be protected against these conditions by
carefully selecting protective devices. • If left unprotected, motors will continue to operate even p p
under the most severe conditions and will ultimately fail.• The excessive currents generate excessive heat in the
t hi h th i di i l ti t d t i tmotor, which cause the winding insulation to deteriorate and ultimately fail.
• Due to the characteristics of motors it is important that theDue to the characteristics of motors, it is important that the proper protection be selected to ensure long, useful motor life.
24© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

High Inrush at Motor StartJuly 2012: Preventing Motor Damage Caused by OC Conditions
• When a motor is initially started or i d hi h i h t i d
Here, the motor energized, a high inrush current is drawn. This occurs for the first half cycle or so until the rotor of the motor begins to turn.
started with an inrush current of
about eight times the• This high inrush current can have a
magnitude of up to 20 times the normal FLA
about eight times the FLA, and then the
current decreased to th FLA i fFLA.
• After the rotor begins to rotate, the motor will draw current that is typically six to
f
the FLA in a few seconds.
eight times the FLA for several seconds until it reaches its full running speed, when the current drops to its normal running level.
• The T-I curve in the figure illustrates typical motor-starting characteristics
25© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
typical motor-starting characteristics.

Overload Protection Options (1)B f hi h i i i h i
July 2012: Preventing Motor Damage Caused by OC Conditions
• Because of this characteristic in the startup, motors require special overload devices that can withstand the short-duration overloads associated with starting the motor while protecting theoverloads associated with starting the motor while protecting the motor against long-duration over-current conditions.
• There are four major types of overload protection for various loadThere are four major types of overload protection for various load types. They offer varying degrees of protection….
1. Fast-acting fuses 2. Magnetic circuit protectors (MCPs) and thermal magnetic2. Magnetic circuit protectors (MCPs) and thermal magnetic
breakers 3. Overload relays y4. Dual-element fuses
26© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Overload Protection Options (2)July 2012: Preventing Motor Damage Caused by OC Conditions
• Unfortunately, all four types are used to protect motors but not all are appropriateprotect motors, but not all are appropriate for that service because motors typically require multiple levels of protection.
Options:
1 Fast acting fuses
• The first two methods simply should not
1. Fast-acting fuses
2. Magnetic circuit protectors (MCPs)
be applied to motors. • The third method can be used with
t
p ( )and thermal magnetic breakers
caveats• The fourth method offers complete
protection of motors during over current
3. Overload relays
4. Dual-element fuses protection of motors during over-current conditions while enabling motor starting.
27© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Fast-Acting Non-Time-Delay Fuses Over-sized fast-acting non-time-
July 2012: Preventing Motor Damage Caused by OC Conditions
• On the other hand, such a fuse
delay fuses may expose the motor to damage.
over-sized at 300% of the motor’s FLA will allow the motor to start but
ff t i d toffers no sustained over-current protection, as illustrated in the figurefigure.
• For these reasons fast-acting non-For these reasons, fast acting nontime-delay fuses are not suitable for motor protection.
28© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Magnetic Circuit Protectors and Thermal Magnetic Breakers
July 2012: Preventing Motor Damage Caused by OC Conditions
Magnetic Breakers• Magnetic circuit protectors (MCPs) and thermal magnetic breakers are also
t it bl d i f t t tinot suitable devices for motor protection. – As with the fast-acting non-time-delay fuses, one would assume that
these devices should be sized to 115% of the motor’s FLA (125% for (motors with a service factor of 1.15 or greater).
– However, when breakers are sized this close to the motor’s FLA, the inrush that occurs during startup causes the breakers to tripinrush that occurs during startup causes the breakers to trip.
• In order for the motor to start when protected by MCPs, the MCP must be sized at about 700 to 800% of the motor’s FLA, whereas a thermal magnetic breaker must be sized at about 350% of the motor’s FLA.– Although this will allow the motor to start, it will provide no protection for
sustained over current conditionssustained over-current conditions.
29© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Overload RelaysJuly 2012: Preventing Motor Damage Caused by OC Conditions
• Overload relays, typically referred to as “h t ” i t ll d i t t t d“heaters,” are installed in motor starters and are usually a melting alloy or some type of bi-metal.
• When used with motor starters and are properly sized, the heaters can provide adequate overload protectionadequate overload protection.
• This, of course, assumes that the heaters are properly sized and that the contacts open during over-current.
• If the heaters are over-sized or the relay contacts do not open, the motor can be leftcontacts do not open, the motor can be left unprotected against sustained over-current conditions.
30© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Dual-Element FusesJuly 2012: Preventing Motor Damage Caused by OC Conditions
• A dual-element fuse offers protection against over current conditions while allowing the motor to start. – The fuse is not affected by the starting
current of the motor, but it will open before damage to the motor can occurbefore damage to the motor can occur from over-current conditions.
• The National Electrical Code (NEC)The National Electrical Code (NEC) allows dual-element fuses to be used by themselves for both overload and short-circuit protection (see NEC sections 430.36, 430.37, 430.55, 430.57, and 430 90)
Ref: http://anekalistrik.wordpress.com/category
/knowledges/page/4/
31© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
430.90).

Conclusion A dual-element fuse is not affected
July 2012: Preventing Motor Damage Caused by OC Conditions
• Electrical motors are a ubiquitous and extremely important commercial, residential, and industrial load, and the
by motor inrush but opens before a sustained overload can expose the
motor to damage.
mechanical and electrical environments in which they operate can have a profound effect on their longevity. – Maximizing motor life requires careful attention to its
environment, as well as sizing, loading, and protection strategies should something untoward occur.
• Although fast-acting fuses and thermal breakers provide g g padequate protection for a variety of loads, they are inadequate for motors. – Due to the unique starting and running characteristics ofDue to the unique starting and running characteristics of
motors, they require a more complex protection scheme. – Motor starters with “heaters” provide the required
protection assuming that the heaters are sizeprotection, assuming that the heaters are size appropriately and that the contacts open during over-current conditions. A dual element fuse offers protection against over current
32© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
– A dual-element fuse offers protection against over-current conditions, while allowing the motor to start.

June 2008: In-rush Currents caused by voltage sagssags
• Question: Via EPRI's PQ Knowledge (PQK) Power Quality Hotline, a PQK funder asked EPRI about the potential for a voltage sag to damage electronic equipment. – While a voltage reduction lasting for a few cycles is
known to cause equipment to malfunction or to shut down it is generally not considered a source ofdown, it is generally not considered a source of permanent damage.
– However upon closer examination it is worthHowever, upon closer examination, it is worth considering that an inrush current transient associated with the recovery of the system voltage after a voltage sag could possibly cause damage.
33© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

What Is the Mechanism for This Type of Damage?
June 2008: In-rush Currents caused by voltage sags
Damage?• When voltage is restored to
i l ft ltInrush Current Is Highest when Voltage Is nominal after a voltage sag, electronic loads will draw inrush current during the
Inrush Current Is Highest when Voltage Is Restored at the Peak
inrush current during the first half cycle. – This current can be
ti t thmany times greater than the normal current peaks.peaks.
• The worst case for electronic loads occurs
h l i dwhen voltage is restored at the peak, causing an abrupt change in voltage.
34© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
abrupt change in voltage.

..Mechanism for Damage (2)June 2008: In-rush Currents caused by voltage sags
• The front end of an electronic DC power supply consists of (among other things) a bridge rectifierconsists of (among other things) a bridge rectifier and a large capacitor.
• The peaks of the incoming AC voltage charge the capacitor shown in the circuit.
The Rectifier of an Appliance Power Supply Bears the Brunt of Inrush
Current• The capacitor is sized to store enough energy to
support loads for the duration between the voltage peaks.
It h f i l l it l ll i
Current
– It has a fairly large capacitance value, usually in the hundreds of microfarads.
– When the circuit is initially turned on, this capacitor will charge quickly to the incomingcapacitor will charge quickly to the incoming voltage peak, drawing a pulse of current that can be 10 to 20 times the normal peak current for the first half cycle.
– All circuit elements in the path of this capacitor current must be able to carry the inrush current without being damaged.
35© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Inrush Current is Dependent In top figure Inrush Occurs at the Peak, In bottom figure the Inrush
June 2008: In-rush Currents caused by voltage sags
• The amount of inrush current d d th i t th
Peak, In bottom figure the Inrush Occurs at the Zero Crossing
depends upon the point on the sinusoidal waveform at which the voltage recovers.
• The top figure shows the inrush current when a computer is switched at the voltage peakswitched at the voltage peak.– The peak inrush current is 98 A.
• The bottom figure shows a must glower inrush when the same power supply is switched at a voltage zero crossing.crossing.– The current peak is only 12 A.
36© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Diode DilemmaJune 2008: In-rush Currents caused by voltage sags
• Of particular significance to the funder's question are th tifi di d hi h l bl d tthe rectifier diodes, which are vulnerable and not user-replaceable.
• Power supply designers, constrained by cost and pp y g , ysometimes by real estate on the circuit board, often specify the minimal current rating for the component suitable for the jobsuitable for the job.
• Couple this with the fact that designers might not have considered the effects of electrical disturbances into a design.
• The end result is that inrush current can exceed the ratings of the diodes built into common householdratings of the diodes built into common household electronics.
Exceeding the diodes' ratings does not necessarily mean that a failure is imminent but it can theoretically shorten their lives
37© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
imminent, but it can theoretically shorten their lives.

What Factors Affect Inrush Current?June 2008: In-rush Currents caused by voltage sags
• Sag magnitude/duration: Although sags are indeed common, not all sags will result in an appreciable amount of inrush currentwill result in an appreciable amount of inrush current.– In general, voltage sags to less than 50% of nominal voltage and
lasting between 5 and 10 cycles tend to produce the highest peaks of i h tinrush current.
• Point on wave: For the typical rectifier/capacitor circuit, worst-case inrush occurs when voltage is applied at the peak of the sine wave. – At that instant, the depleted capacitor must charge quickly to the
peak. • Source impedance: An AC source with low impedance can supply higherSource impedance: An AC source with low impedance can supply higher
peaks of inrush current. – Practically speaking, however, source impedance at a residence falls
within a nominal range and will rarely be a factorwithin a nominal range and will rarely be a factor. – Commercial or industrial sites are more likely to operate with lower
source impedance.
38© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

What Is the Difference between Inrush Current after a Sag versus Initial Turn on?
June 2008: In-rush Currents caused by voltage sags
after a Sag versus Initial Turn-on?• For simple power supplies such as those found in clock radios or DVD
players there is no difference between initial turn-on and recovery afterplayers, there is no difference between initial turn on and recovery after a voltage sag. – For these power supplies, the diodes are usually sized to take the
brunt of the inrush current. From the point of view of the input circuit, p p ,there is no difference between initial turn-on and a voltage sag.
• However, for higher-wattage power supplies such as those found in desktop computers or variable-speed motor drives, the capacitors are much larger. – These input circuits require special design consideration. It is very
common to find a very simple "soft-start" circuit in these types of lipower supplies.
– The soft-start circuit limits inrush, then is effectively bypassed after a short time. Th li h l bilit i th t th i ft t t i it– These appliances have a vulnerability in that their soft-start circuit can be fooled by a very short voltage sag.
– Therefore, a voltage sag actually differs from initial turn-on and can theoretically be destructive
39© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
theoretically be destructive.

EPRI TestingJune 2008: In-rush Currents caused by voltage sags
• The research and laboratory testing performed by EPRI in 2006 was designed to study the inrush current profile of several commondesigned to study the inrush current profile of several common household appliances. – The testing revealed that during momentary voltage interruptions,
many appliances drew inrush current having peaks that exceed the y pp g ppeak current ratings of its rectifier diodes.
– The concern is whether or not repeated events will cause premature failure. In order to characterize the inrush current over various conditions such as varying sag magnitude, duration, and source impedance, each test sample was exposed to 30 or more events. No appliance failed during any of these tests. F th l l t d h i h t– Furthermore, one sample was selected whose inrush current exceeded its diode ratings by more than 30%. • This particular sample was subjected to more than 10,000 inrush
events without failureevents without failure.• With such a small sample of appliances, and all being similar residential
electronics, it is not advisable to draw broad conclusions about potential failures due to inrush current
40© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
failures due to inrush current.

ConclusionsJune 2008: In-rush Currents caused by voltage sags
• Under certain conditions, inrush current can exceed the ratings of internal components. – These conditions include a sag depth below about 50%,
a duration greater than about 5 cycles, and a voltage return near the peak of the sinusoidal waveform. E di th t ti i thi d t– Exceeding the component ratings in this way does not necessarily result in destruction. Repeated events can theoretically shorten the useful life– Repeated events can theoretically shorten the useful life of an appliance, but EPRI does not have figures to quantify this effect.quantify this effect.
– Further study is needed.
41© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

April 2010 : Potential Damage to Large Motors Caused by Momentary InterruptionsCaused by Momentary Interruptions
• Question: Via EPRI's PQ Knowledge (PQK) Power Quality Hotline, a PQK funder asked EPRI engineers about potential damageengineers about potential damage to a customer's large motors on a feeder circuit that was experiencingfeeder circuit that was experiencing momentary interruptions.
• EPRI engineers responded with g padvice to help minimize the possibility of motor damage.
42© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Problem DescriptionApril 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
Aft V lt S I t ti
• Line-connected three-phase AC motors in industrial installations are often subjected to
After a Voltage Sag or Interruption, Unsupervised Reclosing of
Contactors While the Motor Is Still Rotating Can Cause Severe
Problems, Including Destruction of industrial installations are often subjected to momentary voltage sags and interruptions.
• During such an event, the three-phase motor contactors may open disconnecting the motor
, gthe Motor
contactors may open, disconnecting the motor from the line.
• After the event, when the line voltage returns to normal automatic reclosing of the motornormal, automatic reclosing of the motor contactors is the preferred action to bring the motor back online.
• However unsupervised reclosing of contactors• However, unsupervised reclosing of contactors while the motor is still rotating can cause severe problems, including destruction of the motor.
• Certain conditions must be present before a• Certain conditions must be present before a rotating AC motor can be safely reconnected to the three-phase AC line, especially for motors larger than 30 HP.
43© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
larger than 30 HP.

Disconnected With Intertia…April 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
• When power to a three-phase motor is interrupted, the motor inertia causes the motor to continue to spin at amotor inertia causes the motor to continue to spin at a decreasing rate.
• This spinning motor generates a back-EMF, which appears at the motor terminalsappears at the motor terminals. – This back-EMF voltage decays exponentially at a
rate proportional to the motor open-circuit time constant as the rate of spin decreasesconstant as the rate of spin decreases.
– Typical time constants may be as long as 5 seconds, with large synchronous machines having the larger time constantstime constants.
• The motor load also affects the rate of motor slowdown. • The higher the load on the motor, the more
i kl th t ill l dquickly the motor will slow down.• However, the presence of power-factor-correction
capacitors extends the rate of the slow down.
44© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Back EMFApril 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
• As the motor slows, the phase l b t th b k EMFangle between the back-EMF
and the power system voltage changes.
• When the power returns to normal and the motor contactors apply the line voltage to the motor, the motor will experience a terminal voltage equal to the vector difference of the system voltage and the internal back-EMF of the motor.
• This terminal voltage could be as large as twice the normal lineThis terminal voltage could be as large as twice the normal line voltage, depending on the instant of contactor reclosure.
If th Ph A l (Θ) I Cl t 180If the Phase Angle (Θ) Is Close to 180 Degrees, the Resulting Effective Voltage (Ed)
at the Motor Terminals Could Approach Twice the Normal Voltage
45© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
g

Out of Phase Reclosure and TorqueApril 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
An AC Motor Trip and Out-of-Phase Motor Reclosure after 5 Cycles Result in a Large Torque
TransientTransient
46© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

What to do?April 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
• Ensure the larger motors will drop out for interruption of power.– You can still protect
against voltage sags, but make sure the motormake sure the motor drops out when there is an actual interruption of ppower.
Devices Such as Voltage-Dip Compensators, g p pConstant-Voltage Transformers, and Coil-Locks Can
Protect Motor Systems from Typical Voltage Sags While Enabling the System to Trip Off-Line During
Interruptions and Deep Voltage Sags
47© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Interruptions and Deep Voltage Sags

WaveSync® AC Motor ProtectorApril 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
• Note that this first type of protection includes a device like the WaveSync, which is installed on critical motors such as on air compressorssuch as on air compressors.
• The WaveSync is specifically designed to open during andesigned to open during an interruption (and could even to be setup to do so during a voltage sag). p g g g)
• The device is designed to close back in when the residual voltage is low enough and when the back-EMF and supply voltages come back in phase. Ref: http://www.baycontrols.com
48© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Still Yet another Option…Trip Plant Main Breaker (2)
April 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
Breaker (2)
• Trip the plant main breaker as a result of the interruption. This sounds like the most extreme response. – However, if the main breaker can be reclosed at a time in
which the interruption occurs, then the voltage can be brought back on either manually or automatically if the residual voltage has decayed significantly (a commonresidual voltage has decayed significantly (a common value is 25% of normal voltage).
– Taking the plant off-line can also help extinguish the faultTaking the plant off line can also help extinguish the fault arc and allow for minimum reclosure times.
49© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Still Yet another Option…Trip Plant Main Breaker (2)
April 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
Breaker (2)
• Options for signaling to the plant that it should trip the motor g gor main breaker include a transfer-trip signal from the utility or interruption sensing on the plant side. – With this approach, the plant systems are likely to all drop
off-line unless a UPS or interruption-coverage power conditioning is in placeconditioning is in place.
– The utility reclosure time should be set beyond the open-circuit time constant of the largest motor in the plantcircuit time constant of the largest motor in the plant. • This is the amount of time for the residual motor voltage to decay to 36.8% of the initial value.to decay to 36.8% of the initial value.
50© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Still Yet another Option…Trip Plant Main Breaker (3)
April 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
Breaker (3)• The figure shows the typical open-circuit
time for various medium-voltage motors The Typical Open-Circuit Times time for various medium voltage motors. • This assumes that the customer always
has two-wire control over the motor via hardwire, programmable logic controller
for Various Medium-Voltage Motor Shown Here Assume That the
Customer Always Has Two-Wire Control Over the Motor
(PLC), or other method in various places where the contactor may stay engaged or come back on immediately when the power is restoredpower is restored.
• Other considerations include the torque of the motor load and the inertia of the motor and driven equipment. If the inertia of the system is high, reclosing back into the load could cause problems.
• In general where fast reclosing is used• In general, where fast reclosing is used, a study should be conducted to look at the potential interactions of the motor, driven equipment, and power system
51© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Selected Excerpts from NEMA MG-1 Rev 3, 2002April 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
Selected Excerpts from NEMA MG-1 Rev 3, 200220.34.1 Slow Transfer or Reclosing A slow transfer or reclosing is defined as one in which the length of time between disconnection of the motor from the power supply and reclosing onto the same or another power supply is equal to or greater than one and a half times the motor open-circuit alternating-current time constants (see 1.60 of MG-1). It is recommended that slow transfer or reclosing be used so as to limit the possibility of damaging the motor or driven (or driving) equipment, or both. This time delay permits a sufficient decay in rotor flux linkages so that the transient current and torque associated with the bus transfer or reclosing will remain within acceptable levels. When several motors are involved, the time delay should be based on one and a half times the longest open-circuit time constant of any motor on the system being transferred or reclosed. 20.34.2 Fast Transfer or ReclosingA fast transfer or reclosing is defined as one that occurs within a time period shorter than one and a half times the open-circuit alternating-current constants. In such cases, transfer or reclosure should be timed to occur when the difference between the motor residual voltage and frequency and the incoming system voltage and frequency will not result in damaging transients The rotating masses of a motor-load systemvoltage and frequency will not result in damaging transients. The rotating masses of a motor load system, connected by elastic shafts, constitute a torsionally responsive mechanical system that is excited by the motor electromagnetic (air-gap) transient torque, which consists of the sum of an exponentially decaying unidirectional component and exponentially decaying oscillatory components at several frequencies, including the power frequency and slip frequency. The resultant shaft torques may be either attenuated or amplified with reference to the motor electromagnetic (air-gap) torque, and for this reason it is recommended that the electromechanical interactions of the motor the driven equipment and the powerrecommended that the electromechanical interactions of the motor, the driven equipment, and the power system be studied for any system where fast transfer or reclosure is used.
The electrical and mechanical parameters required for such a study will depend upon the method of analysis and the degree of detail employed in the study. When requested, the motor manufacturer should furnish the following information and any other information as may be required for the system study:
A. Reactances and resistances for the electrical equivalent circuit for the motor, as depicted in the equivalent circuit (Figure 1-4 of MG-1) for both unsaturated and saturated (normal slip frequency) conditions
B. The moment of inertia (Wk2) of the motor rotor (inertia of the motor and driven equipment in lb-ft^2)
52© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
)
C. Spring constant of the motor shaft

ConclusionApril 2010 : Potential Damage to Large Motors Caused by Momentary Interruptions
• When dealing with momentary i t ti th b t hinterruptions, the best approach may be counterintuitive.
• Ensuring that large motor g gstarters drop out or that a main breaker trips upon interruption may be the best protectionmay be the best protection.
• The use of control schemes that sense the phase angle between the back-EMF and supply voltage to reconnect the motor "in phase" can also be used on either individual motors or at the mains.
53© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

May 2005: Failure of contactors during single phasing eventsphasing events• Question: Via the Power Quality
Hotline, EPRI Solutions engineers were
Example Contactor Applications
, gasked how a loss of phase could cause permanent damage of contactors commonly used in breakers and motor controllers.
• Problem Description: A contactor with a 120-V AC coil was installed in an air-handling control system at a private school. sc oo
• The contactor was stuck in the open position and would not close when voltage was applied to the coil. Th bl h d d f• The same problem had occurred a few times in recent history, and each time, the problem was preceded by a sustained single-phasing event on the distribution systemdistribution system– when a the voltage of a single phase
decreases to less than 10% of nominal.
54© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Analysis (1)May 2005: Failure of contactors during single phasing events
• The control power for the contactor is derived from a three phase Y Y
Phasor diagram of phase voltages during the loss of one
phase on a three-phase derived from a three-phase Y-Y transformer, from 480-V three-phase voltage to 120-V single-phase (phase-to-phase) voltage.
system.
to phase) voltage.• Therefore, the loss of one phase could
significantly decrease the control voltage.voltage.
• For example, if phase C were to decrease to zero, as shown in the figure , the voltage between phase Afigure , the voltage between phase A and C or phase B and C would drop to approximately 58% of nominal voltage.
• If the control voltage is derived from AIf the control voltage is derived from A and C or B and C, then the control voltage would decrease to about 58% of nominal, or about 70 volts.
55© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Analysis (2) Example of coil and
May 2005: Failure of contactors during single phasing events
• The known supply conditions point to a sustained undervoltage at the location of the failure, but the
pmelted plastic.
question remains whether or not a sustained undervoltage can cause a relay coil to fail.– An inspection of the failed contactor revealed– An inspection of the failed contactor revealed
melted plastic flowing into the path through which the switch mechanism, or plunger, traveled.
– Because the switch mechanism could not complete its travel, the normally open contacts were permanently forced in the open position.p y p p
• The melted plastic of the contactor indicates a sustained overheating of the coil and damage caused by sustained overheating.
• It seems intuitive that excessive heat would be caused by an• It seems intuitive that excessive heat would be caused by an overvoltage, not an undervoltage.
• However, there is no evidence of an overvoltage condition at the site rather a sustained undervoltage
56© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
site, rather a sustained undervoltage.

So how does an undervoltage cause coil damage?
May 2005: Failure of contactors during single phasing events
damage?Example of coil and
lt d l ti• When a contactor is first energized, its coil
melted plastic.impendence is low, and it draws a high inrush current.
• A very short time later, the coil and core are magnetized and overcome the opposing spring force in order to close the contactsforce in order to close the contacts.
• The coil impedance becomes much higher, and only a small amount of holding current is drawnonly a small amount of holding current is drawn through the coil.
• If the contactor is not given a full voltage at theIf the contactor is not given a full voltage at the time of start-up, it can stay in the high-inrush-current mode indefinitely, causing high heat,
57© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
melting plastic, and ultimate failure.

Lab Test ConfirmationMay 2005: Failure of contactors during single phasing events
• With a reduced voltage between 35 and 60 VAC applied to the open contactor, the mechanism vibrated, the contacts did not pull all the way in and the coilcontacts did not pull all the way in, and the coil temperature rose approximately 30 degrees C in 2 minutes. – The current measurement during this period was as
h fi ti t th th l timuch as five times greater than the normal operating current.
– The waveform with the smaller magnitude (approximately 1.3 A peak) is a measurement of the ( pp y p )normal hold-in current of the contactor after it is energized. • The waveform measuring 5 A peak represents the
current while attempting to pull in the contacts withcurrent while attempting to pull in the contacts with a voltage of approximately 60% of nominal operating voltage.
• This current has approximately the same magnitude as inrush current which lasts only 3 or 4magnitude as inrush current, which lasts only 3 or 4 cycles.
• The coil is not designed to carry this current for more than a few cycles.
58© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

April 2013: Installing dimmers on energy efficient lampsefficient lamps
• Question: Via EPRI's PQ Knowledge (PQK) Power Quality Hotline, a PQK funder asked how someone knows whether a lamp issomeone knows whether a lamp is dimmable.
If a lamp is dimmable how does– If a lamp is dimmable, how does someone match the correct dimmer to the lamp? p
– Finally, what happens if someone attempts to use the wrong dimmer with a lamp?
59© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Problem DescriptionApril 2013: Installing dimmers on energy efficient lamps
• Selecting the correct lamp for a dimmer (or dimmer f l ) h b li t d t ifor a lamp) has become a complicated, esoteric process that, for an increasing population of consumers, ends in dysfunctional or even hazardous conditions.
• Many power quality problems related to lighting originate from incompatibilities between dimmersoriginate from incompatibilities between dimmers and energy-efficient lamps.
• This Hotline Call of the Month describes the fprecautions one must take before purchasing
energy-efficient lighting for dimming applications and describes the various potential consequences of installing incompatible dimmers and lamps.
60© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Analysis - Matching Dimmers and LampsApril 2013: Installing dimmers on energy efficient lamps
• Matching a dimmer to existing lamps or lamps to an existing dimmable circuit can be a complex process
Electronic dimmer circuits use
i d t d iexisting dimmable circuit can be a complex process. • Incandescent lamps enjoy universal compatibility with
dimmersOth li hti t h l i i di
semiconductor devices as a switch to “chop” the waveform of the applied voltage and • Other lighting technologies may require dimmers
designed to operate specifically for them. • Certainty about a suitable match can be obtained by
t i l d
app ed o tage a dthereby reduce the
RMS voltage applied to the lamp.
trial and error.• Another way to ensure compatibility is to consult
manufacturer tables. • Some manufacturers of both lamps and dimmers
provide links to their websites on the boxes for consumers to check for lamp/dimmer compatibility.
• This can be a very useful feature for selecting the right dimming equipment for the first-time installment or retrofitting to ensure usability and safety.
61© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Example Dimmer Compatibility ChartApril 2013: Installing dimmers on energy efficient lamps
In commercial and industrial applications, the installer should consult OSHA and other applicable safety standards related to work lighting.pp y g g
62© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Selecting a Dimmer (1)April 2013: Installing dimmers on energy efficient lamps
• To select an appropriate dimmer technology d i f l i it thand size for a lamp circuit, the consumer
must first know:– The number of fixtures per circuit that will p
be dimmable. – The current lighting technology that is
being used (or will be used)being used (or will be used). – How much total power the lamps will use
at maximum load.
Incompatible dimmers and lamps may result in flicker, unpredictable
dimming, buzzing, or hazardous f ilfailure.
63© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Selecting a Dimmer (2)April 2013: Installing dimmers on energy efficient lamps
• The maximum power or current rating (usually l b l d th k i ) ill h l d t i hlabeled on the packaging) will help determine how many dimmers are required for the application.
• For example, a typical dimmer found in a home-p , ypimprovement store today may have a rating of 600 W for incandescent lamps or 150 W for compact fluorescent lamps (CFLs) or light emitting diodefluorescent lamps (CFLs) or light emitting diode (LED) lamps.
• If the dimmer is undersized and too much power is being drawn, the dimmer could overheat or the lamps could malfunction.
• If more than one dimmer controller is needed on a
Incompatible dimmers and lamps may result in flicker, unpredictable
dimming, buzzing, or hazardous f ilIf more than one dimmer controller is needed on a
single circuit, a three-way dimmer or multi-location dimmer should be selected instead of a single-pole dimmer
failure.
64© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
dimmer.

Selecting a Dimmer (3)April 2013: Installing dimmers on energy efficient lamps
• Once the necessary parameter ratings are determined, the consumer then needs to find a dimmer that supportsthe consumer then needs to find a dimmer that supports the lighting technology of choice.
• All current residential dimmers are naturally compatible with appropriately sized incandescent and halogenwith appropriately sized incandescent and halogen lighting circuits because the lamps are purely resistive loads.
• CFL and LED lamps require dimmers that are• CFL and LED lamps require dimmers that are specifically designed to be used with them.– These dimmers may be harder to find and are typically
more expensive than incandescent only dimmers ofmore expensive than incandescent-only dimmers of equal size and style.
– There is no standardized label that dimmer manufacturers use to denote dimmer compatibility with
Incompatible dimmers and lamps may result in flicker,
unpredictable dimming, b i h d f ilmanufacturers use to denote dimmer compatibility with
CFLs and LED lamps.– Such universal compatibility is herein referred to as
“INC/CFL/LED ”
buzzing, or hazardous failure.
65© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
INC/CFL/LED.

Selecting a LampApril 2013: Installing dimmers on energy efficient lamps
• When selecting a lamp for a dimmable lighting circuit, the lamp must be designated as dimmabledesignated as dimmable.– Incandescent lamps have been the primary lighting technology for over
a century, and all of them are dimmable with all common lighting controlscontrols.
– As a result, many consumers have not become accustomed to looking on the box or label of an energy-efficient lamp to verify whether the lamp is dimmableis dimmable.
– Only recently have CFLs offered dimmability (and only with certain types of dimmers), and few LED lamps are dimmable.
C b h l d b h i t l t th i ht l• Consumers become overwhelmed by having to select the right lumen output, color temperature, efficacy, shape, brand, voltage, base, and price and completely forget to verify that the lamp is dimmable. E h d l t l th t i di bl th• Even when a consumer does select a lamp that is dimmable, the label may say “works with most dimmers” or “works with compatible dimmers,” emphasizing that the consumer is responsible for verifying compatibility
66© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
compatibility.

Lab Testing – Incandescent Lamp with INC/CFL/LED Dimmer
April 2013: Installing dimmers on energy efficient lamps
INC/CFL/LED Dimmer
Worked Well
67© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Lab Testing – Dimmable CFL/LED with INC/CFL/LED Dimmer
April 2013: Installing dimmers on energy efficient lamps
INC/CFL/LED Dimmer
Worked Well
68© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Lab Testing - Non-Dimmable Lamp with Incandescent Only Dimmer
April 2013: Installing dimmers on energy efficient lamps
Incandescent-Only DimmerThe current waveform (not pictured) reached peaks almost twice that of the normal operating current without a dimmer in the circuit. The CFL lamp p g pflickered the entire time that the power was on, and a buzzing sound radiated from the lamp ballast. Dimming the CFL made the flickering much worse. Lower dimmer settings caused irregular voltage and current spikes.
With no dimmer (top), the voltage
had a slight gdistortion during normal operation
of the non-dimmable CFLdimmable CFL.
The installation of an incandescent-
only dimmer set atonly dimmer set at 100% caused
severe distortion (bottom).
69© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
( )

Lab Testing – Non Dimmable LED with an Incandescent Only Dimmer
April 2013: Installing dimmers on energy efficient lamps
Incandescent-Only Dimmer Voltage Current
With no dimmer (top), the voltage waveform was nearly flawless y
during normal operation of the non-dimmable LED lamp
The installation of an incandescent-
only dimmer set at 100% caused
5 X Higher
100% caused severe distortion
(bottom).The LED lamp began flickering, and a relatively loud buzzing noise emanated
from the driver Interestingly the LED’s light output decreased over the
70© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
from the driver. Interestingly, the LED s light output decreased over the dimming range of the dimmer

Lab Testing – Dimmable CFL/LED with Incandescent Only Dimmer
April 2013: Installing dimmers on energy efficient lamps
Incandescent-Only DimmerLED CFL
Overall, the selected dimmable CFL worked just as well with incandescent-only
dimmers as it did with INC/CFL/LED
This lamp worked well with all five of the dimmers, but it should be noted
i th t th di bl LED l dimmers, but other dimmable CFLs may not respond as well.
again that other dimmable LED lamps may not respond in this same manner.
71© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

ConclusionApril 2013: Installing dimmers on energy efficient lamps
• This evaluation included only a few lamp and dimmer combinations - Other combinations could produce different effects from those observed during testing including more oreffects from those observed during testing, including more or less hazardous effects.
• The most important lesson from the lab testing reported here is that the consumer must be certain that the lamp is dimmablethat the consumer must be certain that the lamp is dimmable before installing it on a dimmable circuit.
• Without dimmability, an installed CFL or LED lamp may flicker, dim unpredictably, buzz, or fail soon after installation, producing
f i t I dditi t l f il th i ian unsafe environment. In addition to lamp failure, the wiring or the dimmer itself may overheat and create a risk of fire.
• The dimming range may not be as full or smooth, but the dimmable lamp may still perform satisfactorilydimmable lamp may still perform satisfactorily.
• Finding an appropriate combination of dimmer and dimmable lamp via compatibility tables or other information will always provide the best results for a dimmable CFL or LED lamp.p p
• Many power quality issues with flickering lamps and premature failures can be averted if the consumer learns what characteristics to look for and where to find them listed on the
d t
72© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
products.

March 2010: OV fault tripping of ASD caused by Capacitor-Switching Transientsby Capacitor-Switching Transients
• Question: Via EPRI's PQ Knowledge (PQK) Power Quality H tli PQK f d k d EPRI i b t i diHotline, a PQK funder asked EPRI engineers about periodic nuisance tripping in its six-pulse adjustable-speed drives (ASDs).
• These nuisance trips seemed to correlate with a 34.5-kV capacitor bank being switched into service at the substation. The fault code on the drives was "Overvoltage."
73© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Problem DescriptionMarch 2010: OV fault tripping of ASD caused by Capacitor-Switching Transients
• Capacitor-switching operations are one of th t f t i tthe most common causes of transient overvoltages on the power system.
• When a capacitor bank is energized, it p g ,interacts with the system inductance, causing a resonant condition. The transient overvoltage caused by a• The transient overvoltage caused by a capacitor-switching event can be between 1.0 to 2.0 p.u., but is most commonly between 1.3 and 1.4pu, with frequencies between 250 and 1,000 Hz.
• One of the more common problemsOne of the more common problems associated with a switching transient is the tripping off of electronically controlled loads such as ASDs as in this case
74© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
loads such as ASDs, as in this case.

AnalysisMarch 2010: OV fault tripping of ASD caused by Capacitor-Switching Transients
• When an ASD is exposed to a substantial transient overvoltage, the DC bus in the drive may exceed the overvoltage trip point causing the ASDovervoltage trip point, causing the ASD to trip offline due to "Overvoltage."
• When the ASD experiences this• When the ASD experiences this overvoltage, a fault code is typically shown on its LED front display that p yreads "OV," similar to that shown.
• An ASD overvoltage trip point may be as low as 1.2 p.u. on its DC bus (760 Vdc on a 480-Vac unit).
75© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Capacitor Switching TransientMarch 2010: OV fault tripping of ASD caused by Capacitor-Switching Transients
A Circuit Model Replicates a Capacitor-Switching Event
The Transient Overvoltage Causes the DC Bus Voltage in the ASDs to Increase
above Their Overvoltage Trip Point
S it hi th C it B k
76© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Switching on the Capacitor Bank Creates a Transient Overvoltage

Reducing Service Transformer Tap Setting March 2010: OV fault tripping of ASD caused by Capacitor-Switching Transients
• If the tap setting on the plant's t f i d d f 1 05 ttransformer is reduced from 1.05 to 0.975, it will lower the voltage magnitude of the DC buses in the ASDs.
• The reaction of a DC bus to the capacitor-switching event is showncapacitor switching event is shown after lowering the transformer tap.
• This may reduce the risk of ASDs tripping on overvoltage…. – but it also exposes other plant
loads to a lower service
Reducing the Tap Setting of the Transformer Causes the ASD Bus
Voltage to Stay Below its loads to a lower service voltage, possibly increasing plant vulnerability to voltage sags
Overvoltage Trip Point during the Capacitor-Switching Event
77© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
sags.

Installing AC Line Reactors or Isolation Transformers
March 2010: OV fault tripping of ASD caused by Capacitor-Switching Transients
Transformers• One of most effective ways to
li i t i t i i i teliminate nuisance tripping is to isolate an ASD from the power system with an AC-line reactor or an isolation transformer.
• The additional series inductance will reduce the magnitude of awill reduce the magnitude of a transient overvoltage that appears at the input of an ASD.
• Determining how much inductance is required for a particular application usually Isolating an ASD from the Power System
b Adding an Inp t Reactor Can Red cerequires a fairly detailed transient simulation; however, typical values are 3% of the ASD rating.
by Adding an Input Reactor Can Reduce the Magnitude of the Transient Voltage
That Appears at the ASD Input
78© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
% g

Solution with Line ReactorsMarch 2010: OV fault tripping of ASD caused by Capacitor-Switching Transients
Adding the 3% Reactor Reduced the DC Bus Voltage to Well below the
Overvoltage Trip Level
S it hi th C it B k
79© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Switching on the Capacitor Bank Creates a Transient Overvoltage

What about Local Power Factor Correction?March 2010: OV fault tripping of ASD caused by Capacitor-Switching Transients
• If the plant has local power-factor correction on the 480-Vac side ofcorrection on the 480 Vac side of the service transformer, another concern would be voltage magnification. I thi lt ifi ti• In this case, voltage magnification may occur if the substation switching event excites a local resonance at the plant.
Detuning Local PFC Caps with Inductors(Typically @ 4.7th Harmonic)
resonance at the plant. • This will make the transient high
enough that isolation transformers or reactors may not work. 2.50
3.001500 kVA Transformer
3000 kVAr Switched Capacitor Bank
• In this case, the local power-factor-correction capacitors may need to be detuned by adding an inductance in series with the capacitor bank to
Voltage (pu)
1 50
2.00Compensation = Capacitors
in series with the capacitor bank to decrease the transient voltage to an acceptable level.
480 Volt Compensation Level (kVAr)
1.00
1.50
0 100 200 300 400 500 600
Compensation = Filters
80© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
80 o Co pe sa o e e ( )

ConclusionMarch 2010: OV fault tripping of ASD caused by Capacitor-Switching Transients
• Capacitor-switching operations are a f ltcommon cause of overvoltage
transients. • There are several options that may be
used to limit the effect that these transient overvoltages have on ASDs.
• The solution may be as simple asThe solution may be as simple as going to a lower tap on the service transformer (if available) or adjusting some protection parameters on the
Here, Reactors Are Installed Next to ASDs some protection parameters on the ASD itself (most ASDs do not have this feature). Or the solution may be a little more• Or the solution may be a little more difficult, where isolation impedance may need to be added or de-tuning a
it i th f ilit i d d
81© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
capacitor in the facility is needed.


Background
• Since 1996, EPRI has compiled over 304 power quality t di th t i d t bcase studies that are in our database.
• In this segment we will examine relevant power quality case studies based on actual power quality audits at p q ycustomer sites.
• This section will present detailed problems and solutions for four case studies:for four case studies:– Medium Voltage Drive Case Study– Mitigating Voltage Sags at a Paper Plantt gat g o tage Sags at a ape a t– Protecting Critical and Sensitive Process Equipment
at an Automotive SupplierU i L C M h d l i f H d i– Uncovering Low-Cost Methodologies for Hardening Non-Woven Fiber Plant Processes to Power Quality Disturbances
83© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Medium Voltage Drive Case Study

Backgroundg
• Customer has Large Medium Voltage Drive for a Fan that is susceptible to voltage sags.
• This drive is fed by 13.8kV through Bus 4 Feeder 44 within the plant power4, Feeder 44 within the plant power distribution system.
• The drive is a 7000HP Medium Voltage Current Source Inverter (CSI) AllenCurrent Source Inverter (CSI) Allen Bradley Bulletin 1557.
• The fan motor is 6500 HP• The fan controls utilize AC ControlThe fan controls utilize AC Control
Voltage.• Unit senses AC Input voltage to drive
to determine when to trip – Default 85%
• PQ Data Analysis Required to understand trip levels…
85© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Visualizing Plant Downtime Events Against Utility Monitoring DataUtility Monitoring Data
Analysis of Voltage Sags at Feeder Breaker 44 13.8kV Level offers more Insight to what the drive will see….
86© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Fan Shutdown vs. Utility 161kV Monitor D tData
87© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Propagation of Events Through Plant Electrical System to the 13 8KV LevelSystem to the 13.8KV Level
• Analysis of recorded power quality y p q ydata in the plant shows that the voltage sags are less severe at the 13.8kV level.
161kV Level
• Two primary reasons:– Delta-Wye Transformation from
161kV/13.8kV 6 / 3 8– Spinning Motor Loads in plant act to
provide support during voltage sag event.
• Note: Fan Drive “sees” the same voltage levels as the 13.8kV system that feeds the drive.
13.8kV Level
– Delta/Delta Transformation to drive voltage level
88© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Example Propagation of Voltage Sag Through Electrical System During EventElectrical System During Event
89© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Example Voltage Sag Propagation from 161kV to 13 8kV Levelto 13.8kV Level
161kV Level
13.8kV Level
90© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Comparison of SARFI Between 161kV and 13 8KV13.8KV
• At the 161kV side, 6 events fell below the ITI Curve while only 1 did at the 13.8kV Level.– SARFI 80
161kV Level
• 13 Events were measured below 80 percent at the 161kV level.
• 6 events were measured below 80 percent at the 13.8kV level
SARFI 70
13.8kV Level
– SARFI 70• 6 Events were measured
below 70 percent at the 161kV level161kV level.
• 1 event was measured below 70 percent at the 13.8kV level
91© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Analysis of Feeder Breaker 44 Provides Insight to Shutdown of Fanto Shutdown of Fan
92© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality ProblemsPower Feed from Utility Through Breaker 44 Power Feed Through TAD Fan

Determining when the Fan Shuts down by Monitoring Power Usage DataMonitoring Power Usage Data
• The motor runs at about 94%The motor runs at about 94% load at 896 RPM.
• Without considering PF and ffi i ti t iefficiency, an estimate is:
• 6500 HP(0.746 KW/HP) = 4849 KW(.94) = 4558 KW( )
• Therefore a drop in load on Breaker 44 of more than 4 MW is likely due to the Fan shuttingis likely due to the Fan shutting down.
93© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Summary of Voltage Sags That Caused Plant Downtime (Based on Utility Side Data)Downtime (Based on Utility Side Data)
Time Magnitude (pu) Duration (c) Note Plant Affected?
2/23/09 11:44 0.64 32 P-P Event Yes
6/12/09 5:52 0.45 11 1Ph event Yes
6/21/09 5:43 0.71 43-Ph Event Yes
6/23/09 1:32 0.41 8 1Ph event Yes
7/14/09 9:17 0.51 7.5 1Ph event Yes
3/12/10 23:58 0.43 8 1Ph event Yes
Analysis of Voltage Sags at Feeder Breaker 44
94© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Analysis of Voltage Sags at Feeder Breaker 44 13.8kV Level offers more Insight to what the drive will see….

Total Load DropBUS4 FDR44 BUS4 FDR44 02/23/2009 11 43 26 0000
20000
BUS4_FDR44 BUS4_FDR44 - 02/23/2009 11:43:26.0000Va Vb Vc Vab Vbc Vca Ia Ib Ic Ptotal
0
olta
ge (V
)
-20000
200
400
Vo
A)
-200
0
200
Cur
rent
(A
-400
4000
6000
(kW
)
0
2000
Pow
er (
95© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45
Electrotek/EPRI PQView®Time (s)

Some Loads DropBUS4 FDR44 BUS4 FDR44 12/06/2009 05 52 04 00003/12/2020
20000
BUS4_FDR44 BUS4_FDR44 - 12/06/2009 05:52:04.0000Va Vb Vc Vab Vbc Vca Ia Ib Ic Ptotal
3/12/2020
0
olta
ge (V
)
-20000
200400
Vo
A)
-200
0
200
Cur
rent
(A
-400
4000
6000
(kW
)
0
2000
Pow
er (
96© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
0.1 0.2 0.3 0.4 0.5
Electrotek/EPRI PQView®Time (s)

Total Load TripBUS4 FDR44 BUS4 FDR44 06/21/2009 05 42 58 0000
20000
BUS4_FDR44 BUS4_FDR44 - 06/21/2009 05:42:58.0000Va Vb Vc Vab Vbc Vca Ia Ib Ic Ptotal
0
olta
ge (V
)
-20000
200
Vo
A)
-200
0
Cur
rent
(A
4000
kW)
0
2000
Pow
er (
97© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
0.00 0.05 0.10 0.15 0.20 0.25
Electrotek/EPRI PQView®Time (s)

Recovers After Sag!BUS4 FDR44 BUS4 FDR44 06/23/2009 01 31 13 0000
20000
BUS4_FDR44 BUS4_FDR44 - 06/23/2009 01:31:13.0000Va Vb Vc Vab Vbc Vca Ia Ib Ic Ptotal
0
olta
ge (V
)
-20000
250
Vo
A)
-250
0
Cur
rent
(A
4000
6000
(kW
)
0
2000
4000
Pow
er (
98© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
0.00 0.05 0.10 0.15 0.20 0.25
Electrotek/EPRI PQView®Time (s)

No Load Drop!BUS4 FDR44 BUS4 FDR44 07/14/2009 09 16 25 0000
20000
BUS4_FDR44 BUS4_FDR44 - 07/14/2009 09:16:25.0000Va Vb Vc Vab Vbc Vca Ia Ib Ic Ptotal
0
olta
ge (V
)
-20000
200
Vo
A)
-200
0
200
Cur
rent
(A
-400
4000
5000
(kW
)
2000
3000
4000
Pow
er (
99© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
0.00 0.05 0.10 0.15 0.20 0.25
Electrotek/EPRI PQView®Time (s)

Comparison of Contour Chart: Breaker 908 Main vs Bus 4 Breaker 44 2/23/2009 3/12/2010)vs. Bus 4 Breaker 44 2/23/2009 – 3/12/2010)
M i B k 908 B s 4 Feeder Breaker 44Main Breaker 908
(Sags down to 40% Range)
Bus 4 Feeder Breaker 44
(Sags down to 70 % Range)
• Events Seen at Breaker 908 are much more severe than at Bus 4 Breaker 44.• Two factors influence depth of voltage sags:
– Delta-Wye Transformation from 161kV/13.8kV – Spinning Load in plant acts to provide support during voltage sag event.
100© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Spinning Load in plant acts to provide support during voltage sag event.

Voltage Sags as Seen at Bus 4 Breaker 44 Monitoring Point on 13.8kV Bus Feeding TAD Fan
Ti M it d ( ) D ti ( ) N t Pl tTime Magnitude (pu) Duration (c) Note Plant Affected?
Fan Shutdown? Analysis
Yes Load dropped from 5 5 MW to 1 MW2/23/09 11:44 0.64 17.5 P-P Event Yes ~5.5 MW to ~ 1 MW
6/12/09 5:52 0.80 29 1Ph event Yes No.
Load Drop less only 2 MW.Load Drop from ~ 5.5
MW to ~ 3.5 MW
Load Drop from ~ 4 MW t <0 25 MW6/21/09 5:43 0.77 3.5 3-Ph Event Yes Yes to ~ <0.25 MW
6/23/09 1 32 0 77 4 5 1Ph t Y
Appears to have ridden through based on load analysis.
Dropped from ~ 5.5 MW to ~ 1MW and recovered
to full load within 40 milliseconds after event.
6/23/09 1:32 0.77 4.5 1Ph event Yes
Appears to have ridden through based on load analysis.
Deep Power Oscillations at ~60Hz from ~1.5MW to ~2MW during event, but recovered i di t l ft d
7/14/09 9:17 0.78 7 1Ph event Yesimmediately afterward.
3/12/10 23:58 0.79 7.5 1Ph event Yes Yes Load Drop from ~ 5.5 MW to ~ <.0.75 MWVoltage Sags on the 13.8KV Side
That Caused Shutdown are Not as Deep as those on 161kV Side!
101© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Visualizing Plant Downtime Events A i t Pl t 13 8KV M it i D tAgainst Plant 13.8KV Monitoring Data
Voltage Sag Events - KC Bus 4 Brker 44Voltage Sag Events - KC Bus 4 Brker 44
0.8
0.9 Expected 3‐phase Trip Level < 85%
Known 1‐phase Trip Level ‐ 79%
0.6
0.7
0.8
)
Known 3‐phase Trip Level ‐ 77%
Known 2‐phase Trip Level ‐ 64%
0 3
0.4
0.5
Volta
ge (P
U
0.1
0.2
0.3
00 5 10 15 20 25 30 35 40 45 50 55 60
Cycles
102© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Single-Phase Event Phase-to-Phase Event Three-Phase Event

Analysis of Drive –Fan Drawingy g13.8kV Delta Input 18pulse Transformer
Secondary 3X 1400V(Essentially Delta‐Delta)Voltage Feedback
Boards Voltage FeedbackBoards
TVSSTVSS
Voltage Feedback
Line Inverter
Boards
Machine Converter
DC Link
Voltage Feedback
103© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Voltage FeedbackBoards

Fan Drawing: Control Voltage is from an E t l C t S lExternal Customer Supply
120Vac
27A Requirement
(30A CB)
104© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Fan Control Cabinet
• TAD Fan has separate section pfor controls.
• The controls do not appear to be overly sensitive.y
• For example:– AB 700 Series Contactors for
Emergency Off SectionEmergency Off Section– Drop out: 3 cycles, 44%
Vnom,• Control Power Fed fromControl Power Fed from
External Source• Fed from Topaz Line
Conditioner via IPP1-L29.Conditioner via IPP1 L29.• Therefore, susceptibility to
voltage sags is likely due to drive settings.
105© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
drive settings.

Fan Drive Setupp
• The drive settings are shown in
Settings on PanelView Unit from Control Cabinet Section
gthe photo.
• A key element in voltage sag ride-through is the setting of the Under Voltage (U/V) trip.
• This drive is set to trip when there is a U/V of 0.85 per unit on the AC Line for more than 20 milliseconds.
• This is likely the source of drive trips.
• These parametersThese parameters are set at the default value.
106© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality ProblemsPage 6‐23 of Drive Manual

Fan Drive Discussion with Rockwell
• This Fan runs a little bit above the normal curve on the loading.
• The drive technology was mid 90s. This drive is one of the last ones built in 2001built in 2001.
• The unit has 3000 Amp power electric devices.
• Based on discussions with• Based on discussions with Rockwell, it was determined to be possible to lower the setpoint on the U/V trip down to 0.75 to improve the voltage sag ride-through.
• Time delay settings were recommended to be kept at the at the default level of 0 02 to avoid in
Set ParameterP167 from 0.85
Keep ParameterP168 set to 0 02the default level of 0.02 to avoid in
synchronization loss issues.f
down to 0.75P168 set to 0.02
107© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Fan Drive Discussion
• Rockwell mentioned the Ramifications of this setting.With the SCR rectifier used on this drive it will reduce the– With the SCR rectifier used on this drive, it will reduce the amplitude of the waveform during the sag as its attempt to ride-through the event that it would have tripped on before…Resulting in less power going through the drive to the motormotor.
– The Drive may go into torque limit and actually phase-angle limit on firing of SCRs.
– This will keep the drive running at a reduced rate/current– This will keep the drive running at a reduced rate/current– The current through the drive will be limited based on a
calculated curve in the firmware. – The reduced voltage during the sag will reduces current andThe reduced voltage during the sag will reduces current and
will change the motor speed.– This can result in a lower air flow until the voltage recovers
and the drive ramps back up to full speed.R k ll l ti d th t t t t i l• Rockwell also mentioned that auto restart is also possible with drive if it trips.
108© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Fan Drive Recommendations
• Based on the analysis and inputBased on the analysis and input from Rockwell, EPRI recommended to go ahead and set the U/V trip level down byset the U/V trip level down by 10% to 0.75 per unit while keeping the Line U/V delay parameter the same at 20parameter the same at 20 milliseconds.
• This is a no cost option that has pthe potential to keep the drive up and running and riding through voltage sags that occur
Set ParameterP167 from 0.85
Keep ParameterP168 t t 0 02through voltage sags that occur
on the system.P167 from 0.85 down to 0.75
P168 set to 0.02
109© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Visualizing Plant Downtime Events A i t Pl t 13 8KV M it i D tAgainst Plant 13.8KV Monitoring Data
Voltage Sag Events - KC Bus 4 Brker 44Voltage Sag Events - KC Bus 4 Brker 44
0.8
0.9 Expected 3‐phase Trip Level < 85%
Known 1‐phase Trip Level ‐ 79%
0.6
0.7
0.8
)
Known 3‐phase Trip Level ‐ 77%
Known 2‐phase Trip Level ‐ 64%
0 3
0.4
0.5
Volta
ge (P
U
0.1
0.2
0.3
00 5 10 15 20 25 30 35 40 45 50 55 60
Cycles
110© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Single-Phase Event Phase-to-Phase Event Three-Phase Event

Estimation of Improvement with Lower U/V Ride-Through Setting of 0.75 (Voltage Sag Data at 13.8kV Level)
Voltage Sag Events KC Bus 4 Brker 44Voltage Sag Events - KC Bus 4 Brker 44
0.8
0.9 Previous 1,2 or 3‐phase Trip Level < 85%
Improved 1,2 or 3‐phase Trip Level < 75%
0.6
0.7
0.8
)
0 3
0.4
0.5
Volta
ge (P
U
If the drive had been set to the lower U/V setting of 0.75, thenit would have ridden through two of the three events that caused
i i d i h i i i d (66% i )
0.1
0.2
0.3 it to trip during the monitoring period (66% improvement).
00 5 10 15 20 25 30 35 40 45 50 55 60
Cycles
111© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Single-Phase Event Phase-to-Phase Event Three-Phase Event

Mitigating Voltage Sags at a Paper Plant

Introduction
• Located in A rural area, a paper plant customer was experiencing voltage sag induced shutdowns on its paper machinesvoltage sag induced shutdowns on its paper machines.
• The paper plant reported 32 PQ events from 2002 to 2005. The paper plant reached out to the Utility to assist in troubleshooting these PQ issues.
• Working in cooperation, the paper plant and the Utility brought in EPRI to review the electrical environment the plant equipment andEPRI to review the electrical environment, the plant equipment, and offer possible solutions as to what could be done at the plant to maintain service during normal system conditions, which typically includes some level of voltage fluctuationincludes some level of voltage fluctuation.
• This paper presents a case study of the analysis, findings, and details the successful outcome of the work at the paper plant.
113© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Paper Plant Process & PQ Sensitivity
• The operations of a paper plant begin ith l i t d b kwith a slow moving process to debark
the logs, chip the wood, and create the fiber pulp.
• Next, the pace of the process picks up , p p p pas the pulp is transported in the Paper Machine from the “wet end” and rolled through a series of dryers and coaters and finally ends up on a reel.
• Any sudden change in speed or tension can cause the paper “web” to tear.
• A slight voltage sag may cause sections of the sequential paper machine toof the sequential paper machine to shutdown or fluctuate in speed, causing the web to tear and grinding the process to a halt.S h t l d t h f
Typical Paper Machine
• Such events can lead to hours of downtime.
114© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Power System Overview
• The paper plant is supplied 23 kV power f th Utilit ’ S b t ti Rfrom the Utility’s Substation R.
– The substation accepts power from the 46 kV system from one of two taps to the 46 kV HC Loop – located p pless than a mile apart with switches located at both ends.
The 46 kV loop (HC) interconnects the• The 46 kV loop (HC) interconnects the 115 kV/46 kV Substation C to the 46 kV Substation H.
• In order to determine if there were other more optimal switching arrangements for the paper company the Utilityfor the paper company, the Utility performed several load flow and fault current studies.
115© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Power System Overview

Fault Current Study 1: 46kV HC Loop Breakers Closed at Both Ends
• The results of this study showed that if th t b i l li t dthere were to be a single line-to-ground (SLG) fault applied at the high voltage bushings to the Utility’s Substation M transformer (tapped off the 46 kV EH li ) ld lt i 21 12% ltline) would result in a 21.12% voltage sag on the 23 kV Bus at Substation R (78.88% Nominal Voltage).
– A voltage fluctuation at this level would likely impact the plant PLCs.
• Furthermore, if there were to be a SLG fault applied at the 46 kV bus at Substation C, this would result in a Substat o C, t s ou d esu t a23.32% voltage sag on the 23 kV Substation R Bus (76.68% Nominal Voltage).
– A voltage fluctuation at this level– A voltage fluctuation at this level would also likely impact the plant PLCs.
116© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Power System Overview

Fault Current Study 2: 46kV HC Breakers Closed at Substation C and Opened at Substation HSubstation C and Opened at Substation H
• The results of this study indicateThe results of this study indicate that if there were a SLG fault applied at HCR1 tap, it would result in a 78 5% voltage sagresult in a 78.5% voltage sag on the 23 kV Substation R Bus (21.5% Nominal Voltage). – This would be a severe PQ
event in which very few plant processes would continue to poperate.
117© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Power System Overview

Fault Study Conclusions
• Based on these two studies,Based on these two studies, voltage sags could be minimized if the 46kV HC line were operated as a loop systemwere operated as a loop system with breakers closed at both ends.
• However, voltage sag occurrences could still affect the plant PLCs, and distribution poperation impacts for all utility customers would need to be considered.considered.
118© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Power System Overview

PQ Data & Analysis
• The paper plant and the UtilityThe paper plant and the Utility kept records of power quality events at the plant prior to the EPRI Solutions’ Power QualityEPRI Solutions Power Quality Audit.
• From this data it was possible to determine the frequency of the events and probable power quality causes. q y
• The highest number of events occurred in the late spring and early summer months Hi t i l O f PQ E tearly summer months.– The most common cause
was weather related.
Historical Occurrence of PQ Events throughout the Year
(May 2002 to March 2005)
119© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Installation of In-Plant PQ Monitoring
• As a part of this project, an I-Sense it i t ll d b th l tmonitor was installed by the paper plant
in one of its 480Vac motor control centers to record phase-to-phase power quality events.
• The monitor recorded events from the date of installation on February 8, 2005 through April 4, 2005. The monitor is still active today.
• With the I-Grid monitor installed, it was possible to directly correlate the magnitude and duration of voltage sag events and the response of the plant e e ts a d t e espo se o t e p a tprocess lines.
• Later, this information tool would prove to be extremely valuable in determining the actual process vulnerabilities andthe actual process vulnerabilities and the effectiveness of the implemented solutions.
120© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
I-Sense PQ MonitorInstallation at Customer Site

Events Captured on the I-Grid Monitor (2/8/05 -4/4/05)4/4/05)
121© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Analysis of Paper Machines
• The mill machines have both mechanical• The mill machines have both mechanical and more state of the art equipment.
– The newer machines utilize an array of variable frequency drives, programmable logic controllers, Distributed Control System (DCS) for
Wet End 1st and2nd Dryer Coater 3rd Dryer
Distributed Control System (DCS) for web and ancillary controls.
– The automation and motor control equipment is spread throughout the length of each paper machine line at the process floor level and in multiplethe process floor level and in multiple equipment rooms.
– Multiple brands and model numbers of programmable logic controllers and drives are used.
4th Dryer Reel
• One paper machine was identified by the customer as the most problematic. – This line was not only sensitive to voltage sags, but it was found to take several hours to
get back up and running after a voltage sag event. – The paper machine begins at the wet end with pulp material that is processedThe paper machine begins at the wet end with pulp material that is processed,
dewatered and dried in two stages. Coating and additional drying occurs in the remaining sections. The paper is wound around the reel at the end of the machine.
122© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PLC Hardware
• The line utilizes several different programmable controllers as well as a DCS system. – The majority of the PLCThe majority of the PLC
hardware throughout the Paper Machine was found to be the Allen Bradley (AB) PLC-5 seriesAllen Bradley (AB) PLC 5 series line with 1771 series I/O racks.
– The control voltage throughout the line was predominatelythe line was predominately 120Vac for discrete (on/off) control voltages and 4-20milliamp for any associated PLC-5 Voltage Sag Ride-Through20milliamp for any associated analog control loop.
g g gCompared to Monitored Data
123© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Paper Machine Control Hardware and Voltage Sag Sensitivity
124© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Analysis
• The analysis determined that most of the ycontrol panels and instrumentation were fed from distributed local 240/120Vac power distribution panels.p p
• For the Paper Machine, there were a total of three such power distribution panels.
• In some locations the 120Vac control• In some locations the 120Vac control power was derived from a 480/120Vac control power transformer. The line also tili es Allen Bradle and• The line also utilizes Allen Bradley and Reliance Adjustable Speed Drives. – For each drive type, the available
l id h hvoltage sag ride-through parameters were also investigated. Paper Machine
Instrumentation and Control Power was largely fed by Three Local Power
125© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
was largely fed by Three Local Power Distribution Panels.

RECOMMENDATIONS
• Move the control power from any existing 480/120Vac local control power t f t i it b k i th t l l 120/240Vtransformer to a spare circuit breaker in the nearest local 120/240Vac power distribution panel.
• Utilize one three-phase 50A, 480Vac output Dynamic Sag Corrector (DySC) to power the 480Vac primary side of all instrument and control power p p y pdistribution transformers.
Recommended Connection of 3-Phase DySC to Expected Coverage of DySC Power Conditioner Compared
126© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
yPaper Machine Instrumentation and Control Power
Panels
Expected Coverage of DySC Power Conditioner Comparedto PQ Monitoring Data (2/8/05 –4/3/05)

RECOMMENDATIONS
• For the Paper Machine drives, the recommendations were to optimize the various drive parameters for the best voltage sag ride-through response.
• If after the implementation of the DySC any issues were f d ith MCC t t l it d d th tfound with MCC motor controls, it was recommended that either a programmed time-delay dropout be implemented on the most critical items or coil hold-in devices could beon the most critical items, or coil hold in devices could be used (at a price of approximately $100 per coil).
127© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

IMPLEMENTATION RESULTS
• Beginning in November 2005, the paperBeginning in November 2005, the paper plant implemented the recommended DySC solution on the Paper Machine. Aft th h i l t d th• After the changes were implemented, the paper plant was pleased with the improvements. – The line response was found to be
more robust to voltage sag events.If the line was found to trip during an– If the line was found to trip during an event, the recovery time was in minutes rather than hours.
128© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

IMPLEMENTATION RESULTS
• Such an event occurred on May Phase Worst Case RMS as Such an event occurred on May 30, 2006.
Voltages Min Max % of Nominal VA-B 335.5 473.0 69.9% VB-C 395.0 479.3 82.3% VC-A 348.2 475.0 72.5%
• The paper plant saw the voltage sag on their side. The details of the 8.52 cycle voltage sag.
C A
y g g
Phase Voltages and RMS Plotfrom the May 30, 2006 Event
129© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

From the Plant Engineer….
“The machine went down at the Reel. This was identified as a weak link that we knewThis was identified as a weak link that we knew about. The good news is this (event now) only
breaks the paper at the very end of the machine and we are able to recover rather quickly. I think the
DySC definitely helped us on this one. In the past, this event would have shut the entire machine downthis event would have shut the entire machine down and cost us a couple of hours of down time. We lost
16 minutes in this event ”16 minutes in this event.
130© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Protecting Critical and Sensitive Process Equipment at an Automotive Supplier

INTRODUCTION
• An automotive manufacturing part supplier experiencing shutdowns called upon EPRI to help it decrease power disturbance – relatedcalled upon EPRI to help it decrease power disturbance related delays. – This manufacturer supplies fuel injectors to two of the big three U.S.
automotive manufacturers.• Just-in-time (JIT) is a type of inventory management system common in
the automotive industry.• In this particular case, a voltage sag event caused a supply shock to
multiple engine assembly plantsmultiple engine assembly plants. – In fact, the event was so devastating that the supplier had to fly parts
directly to each assembly line to avoid a fine of $1 million per hour that the engine assembly process was delayedthat the engine assembly process was delayed.
– The root cause of this supply shock event was a power disturbance that caused a drive and motor on one assembly machine to fail.
– Had this manufacturer had a spare drive and motor in stock, theHad this manufacturer had a spare drive and motor in stock, the shock could have been minimized. Instead, this supplier experienced a four-day process delay.
132© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

SCOPE OF WORK
• After a power disturbance caused the devastating gsupply shock, the fuel injector manufacturer organized a task force to reduce or prevent this from occurring in the future. –The task force comprised operations, maintenance
(facility and operations), external consultants (EPRI), and the local electric utility.
• The goal of the task force was to identify the root cause of the power disturbance and find a method to i l t li i t th b bilit fisolate or eliminate the probability of reoccurrence.
133© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

STRATEGY
• The manufacturer and local utility identified the root cause of the process shutdown to be a 30 cycle interruptionthe process shutdown to be a 30-cycle interruption.
• After knowing that a power disturbance was the root cause of the shutdown, the team’s goal was to reduce the potential of f t di t b l t d h tdfuture power disturbance – related shutdowns.
• The local utility was assigned the task of evaluating its infrastructure to identify areas for improvement, while EPRI
k d t l t th i t’ iti it twas asked to evaluate the process equipment’s sensitivity to power disturbances.
• EPRI draws upon an extensive knowledge base gained p g gthrough over 600 industrial power quality projects. Its goal was to identify the elements of the critical process machines sensitive to power disturbances and recommend mitigation
l i d h f di bp g
solutions to reduce the occurrence of power disturbance –related shutdowns.
134© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 1: Identification of Most-Critical and/or Most-Sensitive Process EquipmentMost-Sensitive Process Equipment
• The manufacturer identified 10 f it t iti l tof its most critical or most
sensitive process equipment. – In order to provide the most
accurate analysis andaccurate analysis and recommendation, all equipment affected by power disturbances had to be incl ded in the projectincluded in the project.
– This is imperative because many process machines are either electrically oreither electrically or mechanically interlocked to one another, and an unidentified weakness of one system could negate anysystem could negate any improvements done to others.
135© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 2: Evaluation of the Equipment’s Electrical EnvironmentElectrical Environment
• Power disturbances are a normal t f th i d t i l l t i lcomponent of the industrial electrical
environment. • Equipment shutdowns or misoperations
caused by power disturbances are the y presult of an incompatibility between the equipment and its environment.
• The more compatible that equipment is with its environment, the less likelywith its environment, the less likely disturbance-related shutdowns will occur.
• To determine the compatibility level of equipment the electrical environmentequipment, the electrical environment must be characterized by monitoring and recording power disturbances over a period of time.
• Fortunately the manufacturer’s local
Sags and Interruptions
Recorded over• Fortunately, the manufacturer s local utility had recorded voltage sags and interruptions over the past five years where nominal voltage was 90% or less
Recorded over
Past 5 Years
136© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
less.

Step 2: Evaluation of the Equipment’s Electrical EnvironmentEnvironment
137© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 3: Determination of Tolerance Objective
• Before any analysis orBefore any analysis or recommendation can be made, the manufacturer must determine the tolerance objective. The tolerance objective is really the goal of the j y gproject, ultimately determining the level of analysis and cost of the recommended solutions.
• Given the potential high cost ofGiven the potential high cost of outages caused by voltage sags at this facility, the manufacturer decided to pursue the goal of protecting one of its sensitiveprotecting one of its sensitive processes (comprising a total of 10 process machines) against all voltage sags and interruptions out to 10–seconds.
138© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 4: On-Site Visit (Data Collection)
• The primary focus of the on-site i it b EPRI t d t dvisit by EPRI was to understand
the power distribution configuration, load characteristics, process, process machine power andprocess machine power and control configuration, and operations of all process machines included in the projectproject.
• The on-site investigation revealed that critical assembly machines included in the project were powered by one 480 Vwere powered by one 480-V three-phase power distribution panel.
• The industrial welding support l th t t th bllasers that support the assembly machines were also powered from a single 480-V three-phase distribution panel
139© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 5: Detailed Report (Findings )
• The analysis focused on estimating the actual voltage sag sensitivity of the assembly machines and identifying a solution toand identifying a solution to meet the objective. In an effort to estimate the actual voltage sag tolerance.
• A single-line diagram was generated from the assembly machine’s electrical schematics.electrical schematics.
• A representative assembly machine single-line diagram, including a tolerance curve for the machine’s most sensitive components,
140© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 5: Detailed Report (Findings)
Si h l• Since the goal was to eliminate delays and failures which could occur if the machines are halted mid-cycle, investigation into the A Controlled Cycle Stop
can be Carried outgmachine operations revealed that a cycle-stop (controlled stop)
can be Carried out within 2.3 Seconds
stop (controlled stop) could be performed within 2.3seconds. Compressed Air has at
least 45 Second
• Compressed Air has 45 seconds of Capacity.
Capacity
141© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Capacity.

Step 5: Detailed Report (Recommendations)
•The minimum time required to provideThe minimum time required to provide conditioned power to all assembly machines to perform a cycle stop on the entire line is approximately 4 seconds The solutionapproximately 4 seconds. The solution recommended was a $100,000, 300-kVA flywheel to provide up to 13 seconds of
diti d t f ll l dconditioned power at full load.•The recommendation was to install the three-phase 300-kVA flywheel between the 480-Vphase, 300 kVA flywheel between the 480 V unconditioned source and the 480-V power distribution panels for the assembly line and laserslasers,
142© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 6: Implementationp p
• Install the Power Conditioner and Cycle Stop Control SignalS op Co o S g a
• A 300kVA Flywheel was Installed on Assembly Line 7.
143© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 6: Implementationp p
C• The Power Conditioner Chosen was a 300kVA (240kW) UPS, which ( 0 ) U S, chas 3.1MJoules, 15 Times the Required EEnergy
144© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Step 6: Implementationp p
• Power ConditionerPower Conditioner must be Capable of Providing a Signal to h P P fthe Process to Perform a Cycle Stop if the Interruption Lasts pLonger then the Limits of the Conditioner.
• The Flywheel’s DC bus Energy Level Signal was Used as aSignal was Used as a Cycle Stop Trigger
145© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Summary
• Since the installation of the Flywheel on Line 7 in June 2006, the line has not experienced an uncontrolled stop.has not experienced an uncontrolled stop.
• The Manufacturer Justified the Installation of New Flywheels on Three Additional Assembly Linesy
• The Cost Justification for the new Flywheels was Based on 18 Voltage Sags or Interruptions Related Shutdowns Occurring per year valued at g p g p y$30,000 per event
• Yearly losses due to Voltage Sags and Interruptions are Estimated at $
y g g p$540,000.
• The Bottom Line! When looking at recommendations and solutions, thi k “O t f th B ” b “C ti ” d “A l ” th ti S tthink “Out of the Box”, be “Creative”, and “Analyze” the entire System and not “Just the Power”.
146© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Conclusions
• This case study demonstrates that while plants encounter several power quality disturbances changes as simple asseveral power quality disturbances, changes as simple as altering parameters on the control can significantly contribute to hardening the plant against PQ events.
• The audit revealed that the plant used several controls thatThe audit revealed that the plant used several controls that were powered directly from AC and therefore were susceptible to voltage sags.
• It was recommended that the plant install small powerIt was recommended that the plant install small power conditioners at select locations where control transformers were installed.
• Testing was done to demonstrate that firmware updates and es g as do e o de o s a e a a e upda es a dsimple parameter reconfiguration of AC drives can allow them to ride through sags as low as 50%.
• The cost benefit of these solutions when compared to more psophisticated solutions such as installing large power conditioners at the service transformer is significant—they are as much as 50% cheaper.
147© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Uncovering Low-Cost Methodologies for Hardening Non-
W Fib Pl t P tWoven Fiber Plant Processes to Power Quality Disturbances

INTRODUCTION
• A fiber plant that manufactures non-woven wood-based fiber products for diapers and other related products had experienced voltage sags that led to the shutdown of manufacturing operationsmanufacturing operations.
• In order to help take proactive steps to mitigate process shutdowns within the facility the non woven fiber plant theshutdowns within the facility, the non-woven fiber plant, the concerned electric utility, and EPRI agreed to work on an on-site power quality audit.p q y
• The goal of the power quality audit was to evaluate the most sensitive equipment in the fiber product plant and formulate the best approach for hardening the equipment to voltage sags and momentary outages.
149© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

• The non-woven fiber plant consists of several manufacturing that include raw materials preparation (comprising defiberators or hammer mills SAP dosingmaterials preparation (comprising defiberators or hammer mills, SAP dosing systems, and fiber preparation systems) and product preparation (tissue unwinders, dryers, and calendars).
• Other systems in the plant include filtrations and air conditioning systems for production stand-alone slitters and festoonersproduction, stand-alone slitters, and festooners.
• The plant is fed from the electric utility at 10 kV. All the systems (except a few stand-alone units such as the slitter and the festooner) are operated by two motor control centers (MCC1 and MCC2).
150© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
• The manufacturing process is controlled by nine programmable logic controllers (PLCs) and five industrial computers.

Findings – PLCs and Controls on UPS Power
• Most all of the plant programmable logic controllers (PLC) and control power sources are protected by a central uninterruptible power supply (UPS) system process that utilizes an 80 kVA series UPS systemutilizes an 80-kVA series UPS system.
• This unit is used for supplying control power loads to the operator interface and the numerous PLCs and theiroperator interface and the numerous PLCs and their input/output (I/O) throughout most of the facility.
151© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Findings – MCC Centers
• The MCCs are composed ofThe MCCs are composed of numerous motor drives including variable frequency and soft startersstarters.
152© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Drive Types
• Drive A: Standard adjustable frequency AC motor drive f t i li /IR ti A t t l f 38 f th d ifeaturing slip/IR compensation. A total of 38 of these drives are used in the plant.
• Drive B: Sensorless vector-controlled drive with volts/hertzDrive B: Sensorless vector controlled drive with volts/hertz operation available through parameter selection. A total of 71 of these drives are used in the plant. Drive C: Field oriented control drive with ability to separate• Drive C: Field-oriented control drive with ability to separate and independently control motor flux and torque. A total of 18 of these drives are used in the plant.
• Drive D: These drives are designed to meet user demands for motor control in wash-down environments. Three of these drives are used in the tissue unwinder sectionthese drives are used in the tissue unwinder section.
• Soft starter A: Six of these soft starters are used in the hammer mill.
153© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQ DATA ANDANALYSISANALYSIS
• As a part of the audit, EPRI reviewed voltage sag PQ data g Qinformation supplied by the electric utility.
• From the data, it canFrom the data, it can be derived that the plant is exposed to voltage sags in the g grange of 58% to 85% of nominal, lasting from 4 to 42 cycles. y
154© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

INVESTIGATING EQUIPMENT SUSCEPTIBILITY TO VOLTAGE SAGS AND OUTAGES
• Almost all of the plant PLC and control power sources are protected by a central UPS systema central UPS system.
• EPRI conducted an analysis and quick test of the UPS system. The test consisted of disconnecting the incoming power to the UPS while monitoring the output for continuity Test data showed that the UPSmonitoring the output for continuity. Test data showed that the UPS was on-line and offered a seamless transition to battery power. Since the controls and PLC sections were effectively protected, the main focus of the audit was then to identify other areas of vulnerability.y y
• Items such as the many variable frequency drives, soft starters, and miscellaneous systems were examined closely.
• The equipment’s specification sheets were compared to their actual• The equipment s specification sheets were compared to their actual operation, and recommendations were proposed.
• The actual end use of the equipment was also considered while drawing up these recommendationsdrawing up these recommendations.
155© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

RECOMMENDATIONS - Adjustment of Control Parameters On Drives
• In some cases the ride-through gperformance of an industrial system can be improved by adjusting set point parameters within the existing p p gequipment.
• This type of feature is available on most new model electronic motormost new model electronic motor drive systems. Disabling parameters such as the line loss and low bus fault and lowering the gDC bus set point can be effective on the drive’s ability to ride through voltage sag events.
• Furthermore, enabling flying restart or kinetic buffering on the drive can improve the performance as well.
156© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
p p

Example of Expected Improvements for Drive A
• In the non-woven fibers plant, it was b d th t D i A d i thobserved that Drive A was used in the
SAP dosing system and the fiber preparation and dosing system.
• The voltage sag ride-through of this drive g g ghad a factory default trip level of 85% on the DC bus, and the fiber plant had been using the drive in this configuration.
• However better ride-through can beHowever, better ride through can be instantaneously achieved by varying key parameters (such as Line Loss Fault) in the drive.
• This setup will allow the drive to continue• This setup will allow the drive to continue running as long as the minimum bus voltage is maintained (approximately 70% of DC bus level)
P id i ifi t i t– Provides significant improvement with no additional cost.
• Similar recommendations were made for drives throughout the plant.
157© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
g p

Recommendations- Circuit Breaker Adjustments Hammer mill Example– Hammer mill Example
• The hammer mill is one of the most critical areas of the production process The main component of the hammer mill process is a large ACprocess. The main component of the hammer mill process is a large AC motor that is used to chop up the stock paper into pulp.
• The pulverized pulp is delivered to the forming station in a real-time continuous supply fashioncontinuous supply fashion.
• Therefore, if this section of the line shuts down due to power quality problems, then the entire process will be affected. Th l t h i d th h ill t i i t d h tti• The plant has experienced the hammer mill tripping out and shutting down even when the controls are fed by the plant UPS.
• EPRI recommended that the current trip point in the breaker be slowly i d f 455 A t 500 A till th b f t i dincreased from 455 A to 500 A till the number of trips decrease.
• If this did not work, a circuit breaker with a time delay must be considered. Setting the time delay to only 1 to 2 seconds could allow the breaker not to trip on oltage sagsthe breaker not to trip on voltage sags.
158© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Conclusions
• The detailed power quality audit conducted at the fiber product manufacturing plant revealed that several low-cost options such asmanufacturing plant revealed that several low-cost options such as reprogramming existing controllers could significantly harden the process to PQ disturbances. Many of the drives in the plant can be programmed to ride through voltage sags. p g g g g
• The audit focused on analyzing solutions that are lower cost, and many such areas where inexpensive modifications could be made have been identified.
• The manufacturer implemented the lower cost solutions recommended and has experienced a downturn in the number of power quality-related shutdowns.
• This case study demonstrates that through proper use of power conditioning on controls and configuration of drives a manufacturing g g gplant can be made robust to PQ disturbances.
159© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems


Presentation Outline
•Background on the Power Quality InvestigatorBackground on the Power Quality Investigator (PQI)
• Demonstration Time!• Demonstration Time!•Case 1: “Conference Room” Solutions for a Ch i l Pl tChemical Plant
•Case 2: “Stamping” out PQ Issues for an Automotive Supplier
•Case 3: “Unthawing” PQ Downtime for a Frozen Bakery Plant
•Conclusion
161© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQI Backgroundg

PQI Session
• EPRI’s power quality knowledge base is very extensive and also specific. To help convey this detailed knowledge to their funders, EPRI developedTo help convey this detailed knowledge to their funders, EPRI developed an expert software tool called the “PQ Investigator” or PQI for investigating and solving end-user PQ Issues.
• The PQ Investigator is based on 500 person-years and hundreds of facility dit th f i Thi i ft t EPRI tiaudits worth of experience. This unique software captures EPRI expertise
in end-use investigations in an expert system that allows for expedited and thorough investigation, diagnosis, and documentation of end-use PQ issues.issues.
• In this segment of the seminar, EPRI will demonstrate the use of the tool to determine the voltage sag ride-through of various components that make up electrical control cabinets.
• The tool will demonstrate the use of various solutions to solve these issues and economics of power quality solutions will also be demonstrated.
• Finally, some actual use cases will be presented where the PQ Investigator h b d t l t PQ bl SCE&G h thi ihas been used to solve customer PQ problems. SCE&G has this unique software and can assist you in understanding and solving your PQ problems with this tool.
163© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Vision.. .What if… How do I know what the generalissues are in this customer
• …you could capitalize on EPRI’s kno ledge base?
segment?
knowledge base?• … learn about customer
processes in advance?l t PQ
What are the specific PQ vulnerabilitiesof this process?
• … solve many customer PQ issues internally?
• …find the information you need to inform the customer ofto inform the customer of solutions?
• …conduct your own PQ audits using EPRI’s knowledgebase?using EPRI s knowledgebase?
• …create useful PQ Audit reports by …
An on site plant audit ORHow do I know what to do
to fix the customer’s problem withthis control cabinet?– An on-site plant audit OR
– By solving the problem from your desk!
this control cabinet?How do I find EPRI publications
on the customer issue that can help inform them?
164© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQ Investigator (PQI) Mission….
“The PQ Investigator will be the central tool for formulating client end-use mitigation strategies, for providing information to facilitateinformation to facilitate internal learning and client discussions, and for
d i “ dit bl ” PQ A ditproducing “editable” PQ Audit reports to help solve customer PQ issues.”
165© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQI Home and Investigator Tabs
166© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQI Usage Model: Running on Laptop/Tablet PCLocal Install or Via Server Hosted Web Site
167© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQI Usage Model: Tablet Use on Android or IOSConnection via Server Hosted Web Site
168© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQ Usage Model: Running on IPhoneConnection via Cell Network to Server Hosted Web Site
169© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

History…..Roots in theIndustrial Design GuideIndustrial Design Guide
• First Released in 1997, the IDG was i i ll i i d boriginally envisioned to be a
graphical tool the utility PQ engineer used to get a basic understanding of customer processes.of customer processes.
• Over the years the following information was added:– Additional processesdd t o a p ocesses– Cross Cutting
Equipment/Processes such as facility systems
– Database of component sensitivity
– Power Conditioner Data and loverlay
• Product was only an informational tool.
170© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

What was missing?
• In June 2008, IDG users metIn June 2008, IDG users met to discuss how to make the application betterS l i• Several improvements were identified
Improved search and– Improved search and navigation
– More processesp– Streamline installation– The ability to import data
from tests and research– The ability to import data
from actual field equipment
171© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
from actual field equipment

Elements that Go into a PQ Audit
ReportReport….
172© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

What is the PQ Investigator (PQI)?
• Beginning in 2009, EPRI2012 Release
Beginning in 2009, EPRI transformed the Industrial Design Guide into a new product called the Power pQuality Investigator.
• This new productMaintains the original– Maintains the original functionality of the IDG
– Provides improved navigation to all informationto all information
– Designed for future functionality
– A comprehensive tool to conduct power quality audits at customer facilities.
173© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

In Feb 2009 we proposed to create a new tool that could use build PQ Investigation Reports.• Tool should maintain and enhance original teaching ability.• New Tool should also help actively solve power quality issues with the
end goal of producing PQ reports.
– A Typical Report Contains• Executive Summary
– Overview– Project Goals– PQ Environment Summary– Summary of findings and– Recommendations
E i C t/P b k– Economic Cost/Payback• PQ Environment Analysis
– PQ Events & Causes– Statistics (SARFI, etc)
Data vs SEMI F47– Data vs. SEMI F47– System Analysis
• Plant Analysis and Recommendations– Process Info– System by SystemSystem by System– Cabinet by Cabinet Analysis– Cabinet by Cabinet Recommendations
• Solution Strategies– Explanation of various technologies in report
174© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
p g p• Supporting Appendices
– Briefs, Apps, etc that support recommendations

Feature Demonstration of PQI V2.1
2012 Release2012 Release

geg
Pag
andi
ngm
e La
Hom
176© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Breakout of PQ Investigator Main Functions -Navigator ModuleNavigator Module
• Navigator Moduleg– Industry page– Process page
E i t– Equipment page
• Search by ComponentSearch by Component• Search by Manufacturer• Access Manufacturers
website for up to datewebsite for up to date information
• Easy to move from one i d t tindustry or process to another
177© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Navigator
• 11 Industry Areas• Processes under Industries
(39 total)Hundreds of Detailed• Hundreds of Detailed Equipment Descriptions
• Over 41 component typesp yp– Hundreds of ride-through
curvesM j PQ iti ti• Major PQ mitigation equipment types and devices
178© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Industries and Processes Categories in PQI V2.1Matching Game – Draw Line from Industry to Correct Process Group!
179© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Example Relationship of Process to Equipments
• The menu flow allows for a drill down from Industry, to Process, to Equipment y q pwithin that Process.
– Can flow down to multiple additional sub equipment levels as well.
180© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Component Types
• “Equipments” are made up of “Components”q p p p• 41 Separate Component Type Categories• Important Notes:
Standards– Standards• Includes Ride-Through Requirement
Curves for IEC, SEMI, and ITIC– If you cannot find the specific component
that you want, IEEE 1346 typical curves may still be applicable
– Most component types have at least one or more associated component ride-through curves• Some are for place holders that are
used in the Investigator Module (i.e. cabinet, machine robot, etc)
181© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
)

Example Specific Component Data in PQI Database (Programmable Controllers)Database (Programmable Controllers)
182© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Breakout of PQ Investigator Main Functions –Tools MenuTools Menu
• Access to various Functions:– Curve Functions
• Curves Module• Import New Curves Module• Import PQ Data
– PQ View Import– PQI Format Import
EPRI PQ Lib– EPRI PQ Library• Library Module Function built
in throughout PQI• Searchable on topics• Searchable on topics,
phenomena, industry, process, component, etc.
• Pulls docs from EPRIweb or direct from PQIdirect from PQI
– Additional Resources• Many Helpful Resources to
aid the PQ Engineer
183© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
aid the PQ Engineer

Tools Menu
184© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Curves Module
• The key for the chart is shown right below the selection section of the curves page.
• As curves are added, thumbnails of the components' representative images are shown next to a block of color that relates to the color of the line on the chart below it.
• The name of the protection curve is also shown.
– If PQ data has been added it will also be shown here with the appropriate symbol.
• The PQStar logo will appear to the right of any component selected that has passed PQStarcomponent selected that has passed PQStar certification.
– Clicking this logo will direct the user to the appropriate certification letter.
• Checkboxes lie to the right of the name of the user's selection. If these are checked and the user clicks the removed selected button below it will remove those select curves. Remove all
185© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
removes all of the curves at once.

Import Test Curves Module
• Allows users to add theirAllows users to add their own test data into the PQI
• Utilizes User Database (a.k.a. “my database”) rather than the “PQI” database issued by EPRI
• Device can be selected in d l fcurves module area for
use in building plots.
186© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Import Curves Data Module
– Select from Tools ScreenSelect from Tools Screen– This module allows the
user to add voltage sag ride-through curves to their user database. S l t t t– Selects component type first
– Pick Mfr list or add newPick Mfr list or add new one
– Pick series from list or add new one
– Pick component model f li t dd
187© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
from list or add new one…

General Flow of Entering Data into Import Curves ModuleCurves Module….
188© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Import PQ Data Module
• Allows users to add theirAllows users to add their PQ Data into the PQI for use in plotting against ride-through curves.
• Utilizes User Database (a.k.a. “my database”) rather than the “PQI” database issued by EPRIdatabase issued by EPRI
• Site dataset can be selected inside the curvesselected inside the curves module for plotting.
189© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQ View Export – Select Site(s), Dates, and Plot RMS Variation Scatter Plot – Then Export to * CSVVariation Scatter Plot – Then Export to .CSV
190© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQI Import – Defined
• Defined format for dataDefined format for data import to PQI.
• This will allow PQ data tables to be imported that are not in PQ View’s format.T l t i id d i PQI• Template is provided in PQI.
191© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQ Data Import Module
– Select PQI or PQ ViewSelect PQI or PQ View Format
– Browse for file– Press view– Press Import
• Imports into the local user database
Will allow for plotting in– Will allow for plotting in Curves module along with ride-through data.g
192© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

PQ Data Import Module – Example Data Import
193© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Library ModuleFrom Tools Page From Within Navigation
• EPRI has developed a t d t ftremendous amount of information on power quality topics. – Case StudiesCase Studies– Tech Watches– Tech Briefs
Application notes– Application notes– TR Reports
• The library module provides a direct link to relevant informationdirect link to relevant information on the power quality topics related by industry, process, equipment, components, and
iti ti l timitigation solutions.• User access based on funding
status and the document availability rules
In the 2009 Release, most referenced documents in the IDG are hyperlinked to
the download site at www.epri.com
194© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
availability rules.

….Library Module (Continued)
– The library module pulls t th t ftogether many aspects of the PQI. The publications have been organized based on various subjectsbased on various subjects including, phenomena, industry, process, component type, and p yp ,mitigator type.
– The number of publications has increased p> 606.
– Publications can be found across all topics and can b f d th h th t lbe found through the tools page and under various levels of the navigator.
195© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

….Library Module (Continued)
– The references and hyperlinks to the EPRI web documents are contextual (i.e. on the industry page, if any PQ related documents are available for that industry they show upare available for that industry, they show up in the related publications pull down menu, etc, etc..
– The references are also searchable. If the e e e e ces a e a so sea c ab e t euser selects to see one of these pubs it will take them to EPRI web for download.
– The user would has access to these d t b d th i f di t tdocuments based on their funding status and the document availability rules.
– This functionality is opening up a whole new interconnection to and usability of previousinterconnection to and usability of previous PQ publications.
– The integrated experience of this feature in the IDG will be a great resource.
Lib h i PQ Ph li t d
196© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
gLibrary has various PQ Phenomenon listed

Tools Section: Addition of More Drive Settings and Recommendationsand Recommendations
2010 – 39 Drives Included
2011 – 50 Drives Included
2012 – 54 Drives Included
197© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Investigator Tab
• Four Main Sections– Audit Information
• Create, edit or deleteAudit– Audit
– Plant Process Areas– Equipment
• Solutions Listing– Calls for generation of a
solutions listing based on the l ti i k d i A ditsolution picked in Audit
• Economics– Supports both Simple Payback
and NPV calculations• Report
– Allows for creating of *.rtf file
198© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
g

Audit Background Screen Design
• One of the first functionalities needed in the audit is to select the participants. The audit subscreen would allow this selection from the base line/audit team data entered earlierdata entered earlier.
• A notes field would be provided for the user to provide any additional background comments they want aboutbackground comments they want about the site, etc.
• DEMONSTRATIONDEMONSTRATION
199© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Entering of Data about Plant Systems
• The flow of data requiresThe flow of data requires entry of plant areas and then equipment q pinformation.
• Equipment is arranged in the facility areas.
• The data entry will flow f dit t l t tfrom audit to plant area to equipment as illustrated.
200© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Plant Process Area and Equipment Concepts
201© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Area Definitions…
• Once the audit is defined, the user then the user is to create a new audit area or select from existing areasselect from existing areas in the list for that audit.
• The Area description is• The Area description is basically a simple name like “Facilities”, “Process ,Line 8”, “Control Room”, etc.
• DEMONSTRATION
202© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Old Way => New Way
PQ Audit Equipment Worksheet PQI Equipment Worksheet
203© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Adding Equipment
• Once an area is created and or l t d th th h ld bselected, then the user should be
able to begin populating equipment in that Area of the facility.
DEMONSTRATION• DEMONSTRATION
204© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Entering the Component Information in Curves Solutions Mode
• The component information and the pmitigator selection will be done in the curves module solutions mode. This is basically a application of the• This is basically a application of the curves module with a “save” capability for selected information.
• It is also linked to the equipment PQ Audit Worksheet page that was previously entered.previously entered.
• The user has the capability of entering the component information
i th f ti lit f thusing the functionality of the curves module.
• DEMONSTRATION
205© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Finalizing Mitigator for Equipment
• After the save has been done, the user will be taken back to theuser will be taken back to the equipment PQ Audit Worksheet Page with the first mitigator in the “list” displayed.list displayed.
• The user will then will “Finalize” the Solution by entering the details of the mitigation including where itof the mitigation including where it is applied to (equipment level or control level pull down).
• Also the sizing information,Also the sizing information, voltage and frequency, etc will be entered.
• If no solution is chosen, theIf no solution is chosen, the software will default to a solution of “Do Nothing”.
• DEMONSTRATION
206© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
DEMONSTRATION

Output of Solution ModuleModule
• Once any solutions are entered into via the PQ audit worksheet and curves solutions mode, then one can create a “Solutions List” for the audit.
• The user will select the audit from the list and then hit generate to create the MS Word document (inhit generate to create the MS Word document (in RTF).
• The purpose of this list is primarily to give information to a vendor who could in turn provide pa quotation for the mitigation equipment.
• The output of the solution list is a MS Word (RTF) format and will be based on a list of equipment
d th l t d l tiand the selected solutions. • The list must be sorted by vendor as the purpose
the list is to acquire a quotation for the equipment. • The vendor is expected to do the roll up of the• The vendor is expected to do the roll-up of the
equipment and quantity take offs. • DEMONSTRATION
207© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Example Report Pages in Solutions Listing
208© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Economics Module Design
• PQ Economics module to determine the cost payback/net present valuethe cost payback/net present value of the proposed PQ solutions as developed in the solutions module.Thi d l i t d t t i• This module is expected to mature in functionality throughout the PQ Investigators lifetime.
• Initial implementation will simplified in nature and will grow in complexity as required.
• This module can be used without a PQ Audit case for “what if” scenarios.
209© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Simple Payback
• Simple payback calculations p p yusing IEEE 1346 methodology.
• If audit selected and• If audit selected and mitigator costs are entered for each equipment, PQI will
th t f thsum up the costs for the one time capital outlay.
• DEMONSTRATION
210© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Net Present Value
• NPV analysis adds project lifespanlifespan,and discount rate to the data already part of the simple
b kpayback.• Also provides area for notes.• Economics case can be saved• Economics case can be saved
for use in reporting.• DEMONSTRATION
211© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Reporting
• Reporting function begins with l ti f iselection of economic case.
• Additional sections for PQ Environment and Approaches for ppimproving PQ of Existing Plant Systems can be added as well.
212© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Reporting Module
• Report includes:p– Summary of customer plant, area,
and equipment data, and solutions– Economic CalculationsEconomic Calculations
• Based on selected report– Findings and Recommendations– PQ Environment– Approaches for Improving Power
Quality of Existing Plant Systems• Report is generated in RTF
– Keeps one from having to install MSWord on the serverMSWord on the server
• See handout for an entire report• DEMONSTRATION
213© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Sample Report Output
214© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Sample Report Output
215© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Sample Report Output
216© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Sample Report Output
217© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Sample Report
218© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Sample Report
219© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Use of PQ Investigator
Case 1: “Conference Room” Solutions for a Chemical Plant

Conference Room Approach Due to NDA & Safety IssuesSafety Issues
• Chemical plant was experiencing p p gPQ Issues and needed a solution.
• Despite our best efforts with this• Despite our best efforts with this chemical plant, the NDA agreement reached an impasse.
• In order to help the utility and their customer, EPRI proposed to conduct ½ day or PQ Training y gand ½ day of a working session using the PQ Investigator in the engineering conference roomengineering conference room.
• This alleviated need for NDA & Safety Issues/training for the site.
221© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Conference Room Approach…
• The chemical plant conveyed• The chemical plant conveyed basic information about their various control cabinets,
d EPRI ti danswered EPRI questions, and showed photos of control cabinets that were sensitive.
• EPRI used a laptop installed version of the PQI, entered the audit information into the webaudit information into the web based s/w on the fly and picked applicable solutions.R i h d i• Report with recommendations was generated with PQI on-site and left with customer for review.
222© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Example PQI Report Contentswithout Actually Going into the Plantwithout Actually Going into the Plant…
45 Page PQ Audit Report
223© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Delivered to Customer

Use of PQ InvestigatorUse o Q est gato
Case 2: “Stamping” out PQ Issues for an Automotive Supplier

Customer Sag Issues
Automotive Supplier• Stamped steel parts• Stamped steel parts• Requires welding to bind parts Located in Central AlabamaLocated in Central Alabama• Just in time manufacturing• Heavy fines for late delivery of
partsFed from 12.47kV DS
5 10 sag events annually• 5-10 sag events annually• Mostly single phase sags
225© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Equipment
• ABB S-7168 RobotsABB S 7168 Robots– 240 Robots throughout facility– 480V 100kVA Power Unit480V 100kVA Power Unit– Servos use 8.3kVA– Welder uses up to 90kVAWelder uses up to 90kVA
• BOSCH D64711 feeds welding– Medium frequency DC Inverter– Medium frequency DC Inverter– Weld nugget 3-4 mil
Tight quality control– Tight quality control– Welding drops first during sag
226© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Issues after PQ event
• Welds must be individually
Position at time of event
Welds must be individually examined on parts after event
• Manual inspection is very time consuming
• Robots attempt to return to last known position after sagsag
• Often, linear path to last known position is through Last recorded Steel part beingknown position is through the manufactured part
Last recorded position
Steel part being welded
227© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Use of PQ Investigator
• Started new InvestigationStarted new Investigation• Imported event data from
PQView• 6 axis servos listed in PQI
(RED)• Allen Bradley PLC listed in
PQI (GREEN)• BOSCH DC Inverter was
not listed, but known to be iti thmore sensitive than servos
228© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Solutions from PQ Investigator
• Omniverter Active Voltage gConditioner (AVC) identified as suitable to mitigate PQ events
• No batteries• No batteries• Covers majority of sags• Minimum expense to customerp• PQ Investigator produced
economic evaluation of solution based on Net Present Value perbased on Net Present Value per robot
• Ominiverter AVC ride through g(BLUE)
229© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Economic Analysis
230© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Additional Solutions from PQ Investigator
• Suggested adjustments to gg jset point parameters of servos and BOSCH inverter to increase ride throughto increase ride through performance
• Currently working with y gmanufacturer to understand how much performance can be gained through adjustingbe gained through adjusting settings
• Adjusting settings would be 20 Page PQ Audit Reportj g gfree, but may not solve enough issues
g pDelivered to Customer
231© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Use of PQ InvestigatorCase 3: “Unthawing” PQ Downtime for a Frozen Bakery Plant

Desktop Approach...
• Engineer went to site with Pen gand Paper in hand
• Entered plant information into the Investigator Module of thethe Investigator Module of the PQ Investigator back in the office.
• Determined Economics using Econ Module in PQI
• * RTF Report Generated and.RTF Report Generated and opened in MS Word.
• Report E-mailed report to customer.
233© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Customer Sag IssuesProduces Frozen Bakery Products• Large ammonia refrigeration g g
compressors• High speed conveyors and packaging
equipmentequipmentPlant Located in South Atlanta• In-store• Foodservice• RetailFed from 25kV OH DistributionFed from 25kV OH Distribution• 20-25 sag events annually• Mostly single phase sags• Less than 1 mile from substation• Heavy truck traffic corridor• Lightning
234© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
• Lightning

Equipment
• Frick Quantum6 compressors 300 600HP– 6 compressors, 300-600HP
– Allen Bradley SMC Dialog Plus– Compressor Logic Boardp g– 480/120V, 2.0kVA CPT– 120VAC “Ice Cube” Relays
E i t C t l P l (T i l)• Equipment Control Panel (Typical)– PLC, VFDs, relays– Motor Contactors– 1Φ DC Power Supplies– 480/120V, 1.0kVA CPT
• GE Fanuc Robot– 2.1kW, 3Φ, 200V Power Supply
235© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Issues after PQ event
• Raw materials must removed from mixing and processing equipment, extended downtime forextended downtime for cleanup
• Automated packaging and p g ghandling equipment must be homedC h t b• Compressors have to be manually restarted
• Auto restart of compressorsAuto restart of compressors not enabled, safety concerns
236© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Use of PQ Investigator
• Started new Investigation• Imported event data from
PQView, local event data d f M Scaptured from MaxSys revenue
meterA dit d 5 i t t l• Audited 5 equipment control cabinets and facilities ammonia compressorscompressors
• Weak Link: Potter Brumfield 120VAC relay listed in PQIy Q
237© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Solutions from PQ Investigator
• CVT• No batteries• CVT ride through curve (GREEN)• CVT better option for compressor
since it “drops” out during deeper sags to prevent motor damageg p g
• Covers majority of sags• Minimum expense to customer
238© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Solutions from PQ Investigator
• RTD, beefed up CVTN b tt i• No batteries
• RTD ride through curve (DARK RED along x-axis)g )
• RTD has three phase input, continued output with a single phase lossphase loss
• Minimum expense to customer
• Total cost of internal ride through solutions less than $40,000
f• Estimates for substation modifications and dedicated feeder
over $2 million
239© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Economic Analysis
• Customer did not have a good feel on downtime costdowntime cost
• More focus on reducing electric bill but customers are becoming more d t d PQ teducated on PQ cost
• PQI shows the advantages of having this information to determine paybackp y
240© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Alternative Solutions from PQ Investigator
• Suggested adjustments to parameters of A-B VFDs and/or upgrade older A-Bof A-B VFDs and/or upgrade older A-B 1336s to new A-B Flex product line to increase ride through performanceg p
• Currently working with plant engineer to understand how much performance can be gained through adjusting settings; however, hesitant to make parameter changesparameter changes
• Adjusting settings would be free, but will not protect against momentarywill not protect against momentary interruptions 42 Page PQ Audit Report
Delivered to Customer
241© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems

Conclusions
• The PQI allows for innovative approaches and new ways to respond to customer PQ issues.to respond to customer PQ issues.
• Practical Issues:– For in-plant use, Tablets need 3G or 4G connection– Can use local install on Laptop if desire to use in the
plant and cell reception not good• Enables PQ engineer to:g
– Learn about typical industrial power quality issues.– Apply EPRI developed R&D and technology directly to
solve customer issuessolve customer issues.– Providing a meaningful response to the customer with
either minimal or abundant equipment information.Utility Engineerusing PQI on an
IPAD at customer site– Generate “editable” reports for delivery to the
customer. • SCE&G has the PQI and can assist you in solving power
IPAD at customer site
242© 2013 Electric Power Research Institute, Inc. All rights reserved.
Understanding and Solving Power Quality Problems
Q y g pquality issues using this tool.

End of Training Session –
Lunchtime!