Ultrasound measurements to monitor the specific gravity of food batters
8
Ultrasound measurements to monitor the specific gravity of food batters Paul Fox a , Penny Probert Smith a, * , Sarab Sahi b a Department of Engineering Science, University of Oxford, Parks Road, Oxford OX1 3PJ, UK b Campden and Chorleywood Food Research Association, Chipping Campden, Gloucestershire, GL55 6LD, UK Received 6 August 2003; accepted 19 January 2004 Abstract This paper describes the design and application of a low cost ultrasound system to monitor the specific gravity of batter as it is mixed. The quantity of air is believed to be the main factor in determining the quality of the finished product and specific gravity measurement is common for assessing the quality and progress of the mixing process. A probe is designed to allow measurements in reflection and the relationship of ultrasound gain to specific gravity determined theoretically and justified experimentally. Operation was conducted in pulsed mode using a nominally 2.25 MHz, 15 mm diameter transducer. The work may have application to measurements on industrial sludges in which similar material properties are observed. Ó 2004 Elsevier Ltd. All rights reserved. Keywords: Ultrasound; Bubbles; Aerated foams; Specific gravity 1. Introduction In this paper we describe steps towards the develop- ment of an in situ ultrasound system to monitor the mixing process of food batters and similar thick liquids. Ultrasound is non-invasive and therefore suitable potentially to monitor progress in real time. An in situ system would open a way to feedback control in mixing, and hence improve quality control of the finished cooked product. This paper describes early experiments to determine whether ultrasound can provide suitable information. The factors which the industry would like to measure are user related, for example taste and texture. Unfor- tunately these cannot be quantified easily. In fact it is unusual at present to make any measurements on the batter formation. However it is known that the quantity and distribution of air, especially just the bulk air con- tent, is one of the most significant factors in determining quality. Air bubbles affect many aspects of the batter and of the finished product, including appearance, tex- ture, consistency and size per unit weight. The presence of a well-defined volume of gas cells is essential for the characteristic properties of that particular food (Carlin, 1944; Hodge, Woodward, & Wade, 1972; Mansvelt, 1975). Bulk air content is assessed most easily through measuring specific gravity. Rheology is used too to estimate quality. Rheology again is sensitive to air quantity, as well as to mechanical properties such as viscosity and elasticity. Whereas specific gravity is a bulk measurement of air content rheology is sensitive to bubble size and distribution (Sahi, 1999). However since the overriding factor for determining quality, given a certain batter mix and mixing process, appears to be the total air content, the progress of mixing is determined most commonly simply through monitoring specific gravity (if indeed it is monitored at all). Air filled batters can be considered as composed of two phases: a visco-elastic liquid and air. The mechan- ical properties of the liquid affect the acoustic properties, such as velocity, loss and scattering characteristics. Ultrasound is sensitive too to food composition. For example velocity measurements have been used by a number of workers to determine the composition of emulsions and food products (McClements & Povey, 1992; Saggin & Coupland, 2001). Ultrasound is particularly sensitive to air content. Although this is partly because of the marked contrast between the acoustic properties of air and liquids it is Journal of Food Engineering 65 (2004) 317–324 www.elsevier.com/locate/jfoodeng * Corresponding author. E-mail address: [email protected] (P.P. Smith). 0260-8774/$ - see front matter Ó 2004 Elsevier Ltd. All rights reserved. doi:10.1016/j.jfoodeng.2004.01.028
Transcript of Ultrasound measurements to monitor the specific gravity of food batters

Journal of Food Engineering 65 (2004) 317–324
www.elsevier.com/locate/jfoodeng
Ultrasound measurements to monitor the specificgravity of food batters
Paul Fox a, Penny Probert Smith a,*, Sarab Sahi b
a Department of Engineering Science, University of Oxford, Parks Road, Oxford OX1 3PJ, UKb Campden and Chorleywood Food Research Association, Chipping Campden, Gloucestershire, GL55 6LD, UK
Received 6 August 2003; accepted 19 January 2004
Abstract
This paper describes the design and application of a low cost ultrasound system to monitor the specific gravity of batter as it is
mixed. The quantity of air is believed to be the main factor in determining the quality of the finished product and specific gravity
measurement is common for assessing the quality and progress of the mixing process. A probe is designed to allow measurements in
reflection and the relationship of ultrasound gain to specific gravity determined theoretically and justified experimentally. Operation
was conducted in pulsed mode using a nominally 2.25 MHz, 15 mm diameter transducer. The work may have application to
measurements on industrial sludges in which similar material properties are observed.
� 2004 Elsevier Ltd. All rights reserved.
Keywords: Ultrasound; Bubbles; Aerated foams; Specific gravity
1. Introduction
In this paper we describe steps towards the develop-
ment of an in situ ultrasound system to monitor the
mixing process of food batters and similar thick liquids.
Ultrasound is non-invasive and therefore suitablepotentially to monitor progress in real time. An in situ
system would open a way to feedback control in mixing,
and hence improve quality control of the finished
cooked product. This paper describes early experiments
to determine whether ultrasound can provide suitable
information.
The factors which the industry would like to measure
are user related, for example taste and texture. Unfor-tunately these cannot be quantified easily. In fact it is
unusual at present to make any measurements on the
batter formation. However it is known that the quantity
and distribution of air, especially just the bulk air con-
tent, is one of the most significant factors in determining
quality. Air bubbles affect many aspects of the batter
and of the finished product, including appearance, tex-
ture, consistency and size per unit weight. The presenceof a well-defined volume of gas cells is essential for the
*Corresponding author.
E-mail address: [email protected] (P.P. Smith).
0260-8774/$ - see front matter � 2004 Elsevier Ltd. All rights reserved.
doi:10.1016/j.jfoodeng.2004.01.028
characteristic properties of that particular food (Carlin,
1944; Hodge, Woodward, & Wade, 1972; Mansvelt,
1975).
Bulk air content is assessed most easily through
measuring specific gravity. Rheology is used too to
estimate quality. Rheology again is sensitive to airquantity, as well as to mechanical properties such as
viscosity and elasticity. Whereas specific gravity is a bulk
measurement of air content rheology is sensitive to
bubble size and distribution (Sahi, 1999). However since
the overriding factor for determining quality, given a
certain batter mix and mixing process, appears to be the
total air content, the progress of mixing is determined
most commonly simply through monitoring specificgravity (if indeed it is monitored at all).
Air filled batters can be considered as composed of
two phases: a visco-elastic liquid and air. The mechan-
ical properties of the liquid affect the acoustic properties,
such as velocity, loss and scattering characteristics.
Ultrasound is sensitive too to food composition. For
example velocity measurements have been used by a
number of workers to determine the composition ofemulsions and food products (McClements & Povey,
1992; Saggin & Coupland, 2001).
Ultrasound is particularly sensitive to air content.
Although this is partly because of the marked contrast
between the acoustic properties of air and liquids it is

Fig. 1. Variation of specific gravity with time as batter is mixed. For
the best results mixing should continue until around 6 min.
318 P. Fox et al. / Journal of Food Engineering 65 (2004) 317–324
especially significant because the air exists as bubbles,and these have an effect far out of proportion to their
volume fraction because of resonance. Air bubbles un-
dergo forced radial oscillations over a wide band of
frequencies around resonance and cause both harmonic
and subharmonic frequency generation. Leighton (1994)
provides a mathematical treatment of bubble resonance
and scattering. The composition of aerated foods may
be investigated using spectroscopy, to find informationon the bubble size distribution (Kulmyrzaev, Cancilliere,
& McClements, 2000).
In this paper we examine the relationship between
ultrasound measurements and specific gravity. One of
the difficulties of aeration is the high attenuation (Morse
& Ingard, 1968) and for this reason a probe was devel-
oped to make measurements in reflection, using as the
source standard low cost immersion transducers oper-ating at high frequency. The relationship between the
gain in reflection (effectively the reflection coefficient at
the batter) and the specific gravity is investigated to
determine the sensitivity and linearity over the region
encountered during the mixing process, both important
for a sensor used in process control.
2. The batter mix process
2.1. Batter recipe
The batter used in this work had the recipe given in
Table 1. A commercial emulsified shortening fat suitablefor a high ratio recipe was used, such as Hedlex (which
can be obtained from Anglia Oils Ltd (UK)). The flour
used was heat-treated, such as Kingfisher (which can be
obtained from ADM (UK)). Mixing was performed
using a laboratory scale Hobart Mixer (with 81 bowl)
fitted with a paddle beater.
2.2. Monitoring bubble formation
Air incorporation within the batter depends on beater
speed and design, batter viscosity and surface tension of
the batter. The efficiency of air retention however, will
Table 1
Recipe used for making high ratio cake batters
Ingredient Concentration (g)
High ratio cake flour 100.00
Castor sugar 115.00
Fat 60.00
Skimmed milk powder 7.00
Salt 2.50
Baking powder 4.00
Water 70.00
Liquid whole egg 80.00
Glycerine 8.00
depend on factors such as the film-forming capacity and
the speed at which air bubbles will rise out of a batter.
The type and amount of emulsifier used can affect
bubble structure and distribution, and these in turn
influence the structure of the final product (Sahi, 1999).
The standard method to monitor specific gravity re-
quires the mixing to be stopped at intervals, a portion ofthe batter to be removed in a measuring cup, and
weighed. Mixing stops when the specific gravity either
reaches a minimum or a particular value (depending on
the mix). Because the method requires intervention, it is
only used when changes in the mix or problems are
anticipated. It is a time consuming and labour intensive
process.
Fig. 1 shows a typical variation in specific gravitywith mixing time using a batter with the recipe above.
Prior to mixing, all ingredients were equilibrated to 21
�C and blended together at a low mixing speed for 90 s
to achieve homogeneity. Measurements were then taken
every 60 s. At each instance a portion of the batter was
removed and the specific gravity was measured using
standard techniques. The gain was then measured on
this portion using the probe. Temperature was moni-tored throughout the process.
The batter relative density was measured using a
calibrated plastic cup of known volume (100 g/cm3 wa-
ter at 21 �C) and a balance (precise to 2 decimal places).
Batter was poured into the cup and excess material re-
moved using a palette knife. Relative density was
accurate to 2 decimal places (1%).
3. Ultrasound measurement on visco-elastic materials
Batter, and many other food stuffs, are often mod-elled as visco-elastic fluids. The propagation of ultra-
sound waves relates to the mechanical properties of
these materials. We can describe the propagation of a
wave travelling at frequency x and wavelength k

P. Fox et al. / Journal of Food Engineering 65 (2004) 317–324 319
through a medium of density q and compressibility jthrough a complex propagation constant k as follows:
k ¼ k0 � jk00 ¼ xffiffiffiffiffiffiqj
p ð1Þ
Typically we might expect to be able to measure three
quantities: wave velocity c, attenuation coefficient a and
acoustic impedance Z. For a wave with low attenuation
these relate to material properties as follows:
c ¼ xk0; a ¼ k00; Z ¼
ffiffiffiqj
r¼ qc ð2Þ
3.1. Velocity and attenuation measurements
Transmission ultrasound can be used to measure
velocity and attenuation. However over the frequencyrange in which low cost immersion transducers are
available the air bubbles cause such high attenuation as
to make transmission impossible.
Tests between 300 kHz and 2.25 MHz confirmed the
difficulty of transmitting ultrasound through batters
over the normal range of low cost transducers. Trans-
mission was observed through the individual ingredients
of the batter, even through flour alone, but as soon asthey were mixed sound could not be propagated even
over a few millimetres. This is believed to be due to the
emulsifiers present which distribute the air uniformly as
small bubbles. This belief is reinforced by the observa-
tion that although the emulsified fat used in the cake
batter blocked ultrasound, when bubbles were removed
through heating the fat and allowing it to solidify,
ultrasound could be transmitted.
3.2. Measurements in reflection: reflection coefficient and
reflection gain
Alternatively measurements may be made in reflec-
tion. The reflection coefficient, C12, for a wave travelling
from medium 1 to 2 depends on the acoustic impedance
of the media and the angles of incidence and refraction
Fig. 2. The construction of the buffer rod. The dashed line sh
according to the following expression (Morse & Ingard,1968):
C12 ¼Z2 cos h1 � Z1 cos h2
Z2 cos h1 þ Z1 cos h2
ð3Þ
where Z1;2 are the acoustic impedances of the media and
h1;2 the angles of incidence and refraction.
The magnitude of the reflection coefficient may be
determined through measuring the ratio of the reflected
wave to the transmitted wave.
The difficulty with using reflection measurements isthe persistence in time of the transmission pulse, which
obscures a small pulse returning. The way to overcome
this is to insert a delay line, commonly called a buffer
rod, between the transducer and the batter, to guide the
pressure wave into the batter under test and ensure that
the transmitted pulse has time to die away before any
reflection returns.
4. Experimental technique to measure reflection coeffi-
cient
4.1. Probe construction
A probe incorporating a buffer rod was designed to
couple the sound from the transducer into the batter. It
used a short hollow buffer rod, made of perspex and
filled with water for low attenuation, as shown sche-
matically in Fig. 2. The end of the probe must be de-
signed to give a well-defined wave front at the batter
interface.
The transducer contacted the water chamber, which isseparated from the batter by means of the perspex
housing. The water transmits a wave with low attenua-
tion. The wave may be assumed to be compressive since
any shear component is small because of the liquid
nature of batter (Leighton, 1994). The housing is ter-
minated in the form of a 45� conical tip such that the
probe enters the batter cleanly without trapping external
ows the path of a typical ray emitted by the transducer.

320 P. Fox et al. / Journal of Food Engineering 65 (2004) 317–324
air bubbles on the outer surface. The angle of 45� en-sures that all components of the sound wave go along
paths of equal length before being reflected back to the
receiver as shown in Fig. 2.
4.2. Transducer and data acquisition
A Cygnus Instruments 2.25 MHz standard immersion
transducer was chosen, since it was readily available and
of reasonable size (15 mm diameter). It was pulsed using
Panametrics 500 PR pulser-receiver.
Measurements were taken using a Hewlett Packard
Infinium 54820 A digital oscilloscope. Amplitude read-
ings were digitised at a sampling rate of 50 MHz, well
above the Nyquist frequency. Readings were taken usingjust the peak voltage of the pulse received and the energy
in the whole pulse. Amplitude was recorded to 1%
accuracy.
Fig. 3 shows how this arrangement separates out the
transmitted and reflected waves when the rod was in-
serted into a typical batter mix, allowing measurement
of the reflection coefficient.
4.3. The reflection gain: wave propagation in the buffer
rod
The measurements are made in terms of a quantity
defined as an acoustic gain in reflection of the system, G.To show how this depends on the batter, we use thestandard model for a plane wave passing between two
media.
Consider a narrow pressure wave of instantaneous
pressure p0. It travels down the water channel to the
water–perspex interface (point (b) in Fig. 2). For a
reflection coefficient Cwp at the water–perspex interface
and (complex) propagation coefficient in water of kwthen the signal received from the pressure wave reflectedat (a) is
u ¼ HCwpp0e�jkw2Lw ð4Þwhere H is the transfer function of the transducer (which
we assume to be matched to water) at the frequency of
interest and 2Lw the total path length in the water.
Fig. 3. Separation of input and reflected pulses.
The wave transmitted forwards at this interface, pbt,towards the perspex–batter interface (point (c)) has
pressure:
pbt ¼ ð1� CwpÞp0e�jkwLw ð5Þ
Following reflection at (c) with reflection coefficient Cpb,
the wave reflected through the perspex across to theother tip face (point (d)), has pressure:
pcr ¼ ð1� CwpÞCpbp0e�j½kwLwþkpLbc ð6Þ
where Lbc is the length from point (b) to point (c), and
kp the propagation coefficient in the perspex. At this
point the wave is reflected again, back to the transducer
with the same reflection coefficient so the pressure wave
incident at point (e) is
pei ¼ ð1� CwpÞC2pbp0e
�jðkwLwþkpLpÞ ð7Þ
where Lp is the total path length in the perspex.
Following further reflection at (e) with reflection
coefficient �Cwp the signal received at (f) is
y ¼ Hð1� C2wpÞC2
pbp0e�jð2kwLwþkpLpÞ ð8Þ
where Lp is the total path length of the wave in the
perspex. Hence defining the probe gain G2 as the ratio ofjyj to juj
G2 ¼ð1� C2
wpÞC2pbe
�k00pLp
Cwp
ð9Þ
where k00p is the imaginary part of kp.In this equation the only term depending on the
batter properties is Cpb. We define m0 to include all other
factors such that
m20 ¼Cwp
ð1� C2wpÞ
e�k00pLp ð10Þ
m0 is then independent of the batter properties. Hence we
can relate the gain to the reflection coefficient at the
boundary:
G2 ¼ Cpb
m0
� �2
ð11Þ
If we consider typical values of acoustic impedance of
liquids and solids (Onda Corporation, 2003), it is rea-
sonable to assume that the reflection coefficient Cpb is
negative. For convenience we take G positive, so that
G ¼ �Cpb
m0ð12Þ
4.4. Initial measurements
As the air content of the batter increases (specificgravity decreases), we expect the gain to increase since
the acoustic impedance of air is much lower than that of
liquids and solids. To investigate the variation with

Fig. 4. Variation of grain with time as batter is mixed on the left; variation with specific gravity on the right.
P. Fox et al. / Journal of Food Engineering 65 (2004) 317–324 321
specific gravity, a batch of the standard cake batter was
used.
Fig. 4 shows the variation in ultrasound gain at dif-
ferent frequencies for a typical high fat batter mix, and
its relationship to specific gravity. We see the anticipated
increase in gain with time, and an inverse relationship
between gain and specific gravity.
4.5. Errors in the experiment
As described above, the specific gravity is measured
to approximately 1%, and the amplitude of the reflected
wave also to around 1%. However further error isintroduced by two factors. First it has been assumed in
the derivation above that only compression waves are
excited in the batter, whereas in fact there will be a small
amplitude shear wave as well. In addition too there will
be some spread in the path length within the buffer rod
because of imperfections in the construction, and
divergence of the acoustic source. However the cali-
bration procedure described in the next section shouldeliminate the systematic errors.
5. Relationship between gain and specific gravity
The results above show a mono-valued relationship
between gain and specific gravity, suggesting that gain
measurement is a possible method to estimate specific
gravity. In addition, over the early stage of mixing in
which specific gravity is changing fast, the region of
interest, Fig. 4 shows that the gain is sensitive to thechange in mixture. In this section we investigate the
relationship in more detail.
5.1. Reflection at the perspex–batter boundary
Consider the magnitude of the reflection coefficient atthe perspex–batter boundary. We can write the reflec-
tion coefficient Cpb, in terms of the properties of perspex
and batter (Morse & Ingard, 1968).
From Eq. (3):
Cpb ¼qbcb cos hp � qpcp cos hb
qbcb cos hp þ qpcp cos hb
ð13Þ
Rearranging the right hand side:
Cpb ¼cos hpqpcp
� cos hbqbcb
cos hpqpcp
þ cos hbqbcb
ð14Þ
We define new variables, db which depends only on the
propagation in the batter and mp which depends on
propagation in the perspex:
db ¼cos hb
cbð15Þ
mp ¼cos hp
qpcpð16Þ
Then we can rewrite Eq. (13):
Cpb ¼mp � db
qb
mp þ dbqb
ð17Þ
Rearranging this expression using the relationship
Cpb ¼ �m0G from Eq. (12):
qb ¼db
mp
1� m0G1þ m0G
ð18Þ
This equation relates the gain and the specific gravity, Sbthrough qw, the density of water.
Sb ¼db
mpqw
1� m0G1þ m0G
ð19Þ
where Sb ¼ qb=qw.
Unfortunately this expression does not allow us to
relate the specific gravity to the gain directly, since db
depends on specific gravity too. The next stage in the
analysis develops an expression for db through two
stages:
• relating the velocity of the batter to the volume frac-
tion of bubbles,
• relating the variable db to density and hence specific
gravity using this expression for velocity and Snell’s
law.
322 P. Fox et al. / Journal of Food Engineering 65 (2004) 317–324
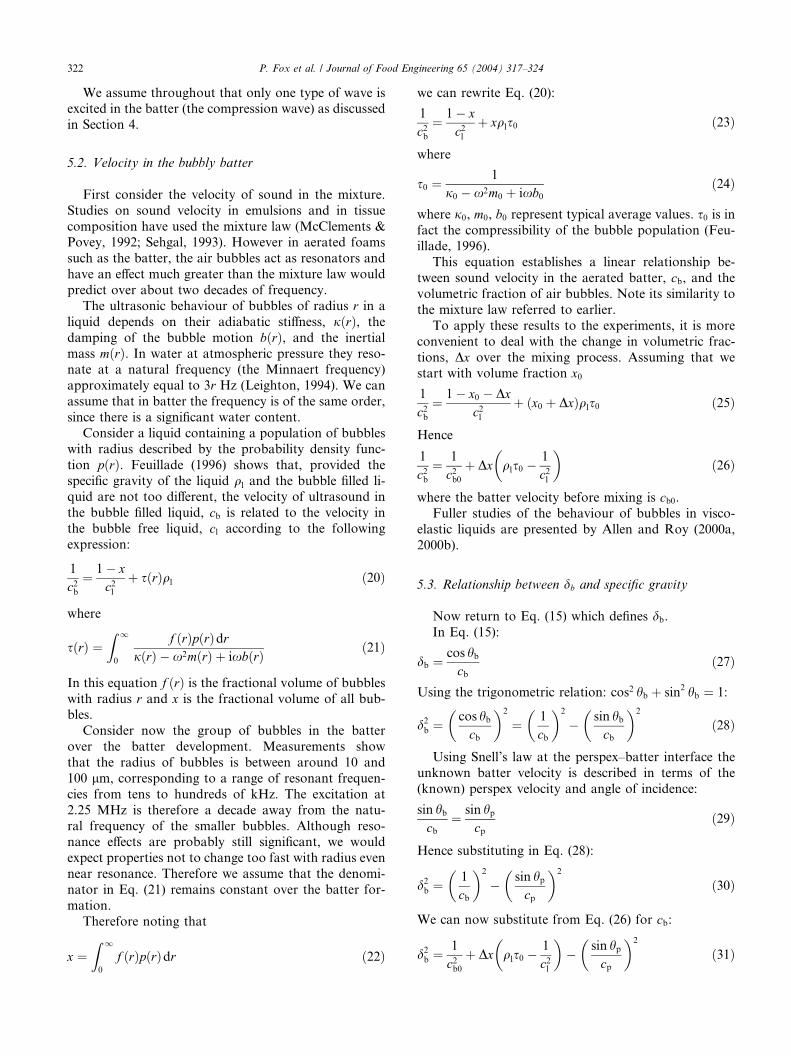
We assume throughout that only one type of wave isexcited in the batter (the compression wave) as discussed
in Section 4.
5.2. Velocity in the bubbly batter
First consider the velocity of sound in the mixture.
Studies on sound velocity in emulsions and in tissue
composition have used the mixture law (McClements &Povey, 1992; Sehgal, 1993). However in aerated foams
such as the batter, the air bubbles act as resonators and
have an effect much greater than the mixture law would
predict over about two decades of frequency.
The ultrasonic behaviour of bubbles of radius r in a
liquid depends on their adiabatic stiffness, jðrÞ, the
damping of the bubble motion bðrÞ, and the inertial
mass mðrÞ. In water at atmospheric pressure they reso-nate at a natural frequency (the Minnaert frequency)
approximately equal to 3r Hz (Leighton, 1994). We can
assume that in batter the frequency is of the same order,
since there is a significant water content.
Consider a liquid containing a population of bubbles
with radius described by the probability density func-
tion pðrÞ. Feuillade (1996) shows that, provided the
specific gravity of the liquid ql and the bubble filled li-quid are not too different, the velocity of ultrasound in
the bubble filled liquid, cb is related to the velocity in
the bubble free liquid, cl according to the following
expression:
1
c2b¼ 1� x
c2lþ sðrÞql ð20Þ
where
sðrÞ ¼Z 1
0
f ðrÞpðrÞdrjðrÞ � x2mðrÞ þ ixbðrÞ ð21Þ
In this equation f ðrÞ is the fractional volume of bubbles
with radius r and x is the fractional volume of all bub-bles.
Consider now the group of bubbles in the batter
over the batter development. Measurements show
that the radius of bubbles is between around 10 and
100 lm, corresponding to a range of resonant frequen-
cies from tens to hundreds of kHz. The excitation at
2.25 MHz is therefore a decade away from the natu-
ral frequency of the smaller bubbles. Although reso-nance effects are probably still significant, we would
expect properties not to change too fast with radius even
near resonance. Therefore we assume that the denomi-
nator in Eq. (21) remains constant over the batter for-
mation.
Therefore noting that
x ¼Z 1
0
f ðrÞpðrÞdr ð22Þ
we can rewrite Eq. (20):
1
c2b¼ 1� x
c2lþ xqls0 ð23Þ
where
s0 ¼1
j0 � x2m0 þ ixb0ð24Þ
where j0, m0, b0 represent typical average values. s0 is infact the compressibility of the bubble population (Feu-illade, 1996).
This equation establishes a linear relationship be-
tween sound velocity in the aerated batter, cb, and the
volumetric fraction of air bubbles. Note its similarity to
the mixture law referred to earlier.
To apply these results to the experiments, it is more
convenient to deal with the change in volumetric frac-
tions, Dx over the mixing process. Assuming that westart with volume fraction x01
c2b¼ 1� x0 � Dx
c2lþ ðx0 þ DxÞqls0 ð25Þ
Hence
1
c2b¼ 1
c2b0þ Dx qls0
�� 1
c2l
�ð26Þ
where the batter velocity before mixing is cb0.Fuller studies of the behaviour of bubbles in visco-
elastic liquids are presented by Allen and Roy (2000a,
2000b).
5.3. Relationship between db and specific gravity
Now return to Eq. (15) which defines db.
In Eq. (15):
db ¼cos hb
cbð27Þ
Using the trigonometric relation: cos2 hb þ sin2 hb ¼ 1:
d2b ¼
cos hb
cb
� �2
¼ 1
cb
� �2
� sin hb
cb
� �2
ð28Þ
Using Snell’s law at the perspex–batter interface the
unknown batter velocity is described in terms of the
(known) perspex velocity and angle of incidence:
sin hb
cb¼ sin hp
cpð29Þ
Hence substituting in Eq. (28):
d2b ¼
1
cb
� �2
� sin hp
cp
� �2
ð30Þ
We can now substitute from Eq. (26) for cb:
d2b ¼
1
c2b0þ Dx qls0
�� 1
c2l
�� sin hp
cp
� �2
ð31Þ

Fig. 5. Variation of db with time as batter is mixed.
P. Fox et al. / Journal of Food Engineering 65 (2004) 317–324 323
Now define a constant A:
A ¼ qls0 �1
c2lð32Þ
and define db0 as the initial value of db at the start of
mixing. Then
db ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffid2b0 þ ADx
qð33Þ
¼ db0
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1þ ADx
d2b0
!vuut ð34Þ
Because Dx is small, we assume that changes in db are
small so we can approximate the square root by the
binomial expansion:
db � db0 þ1
2
ADxdb0
ð35Þ
Therefore according to this simple model we expect db tovary linearly with the volumetric proportion of air, x,and hence the specific gravity.
Therefore overall, we expect a linear relationship
between db and density, since density varies linearly with
air quantity. We postulate that we can define constants
a, b such that
db ¼ ða þ bqwSbÞ ð36Þwhere the specific gravity, Sb ¼ qb=qw.
5.4. Final stage
Finally we use this expression in Eq. (19):
Sb ¼a
mpqw1þm0G1�m0G
� � b
ð37Þ
All the terms relating Sb and G now depend only on the
probe design and initial batter conditions. Therefore
provided these can be determined, and are stable be-
tween different instances of the batter, this equation can
be used to determine Sb from a measurement of G.A number of assumption have been made in deriving
this expression. In the next section we examine its
validity empirically.
Fig. 6. Variation of specific gravity with grain (calibrated). The squares
show measurements and the solid line the fitted data.
6. Experiments
6.1. Investigation of linearity relation
The expression above suggests that the specific
gravity can be determined from probe gain, provided a
calibration procedure can be determined. However a
number of assumptions have been made in the deriva-tion, especially in terms of linearity. To examine these
over the region of interest, the validity of Eq. (36) was
tested through experiment. A portion of batter was
mixed and the specific gravity measured at intervals. At
each interval the gain, G, was measured too and db
calculated from Eq. (19) using this value together with
the specific gravity measured.
Fig. 5 plots the measured values of the specific gravity
measured against db (squares), together with a least
squares linear fit. These experiments support the
assumption of linearity.
6.2. Calibration and repeatability
The values of the constants in Eq. (37) were deter-
mined through calibration. Those depending on the
probe can be determined through using the probe on a
known liquid (such as degassed water). Those depending
on the initial batter (a and b) were determined throughfitting calibration data to measurements of gain and
specific gravity using a least squares fit. Results are
shown in the top curve of Fig. 6.
The lower curve in this figure shows measurements on
a different batch of batter using the same recipe. The
solid curve is drawn using the values of the calibration
constants from the first batch. It can be seen that the

324 P. Fox et al. / Journal of Food Engineering 65 (2004) 317–324
calibration is consistent between the two instances of thebatter. This suggests that it is indeed valid to use the
same calibration across different instances of batter mix
to the same recipe although a larger number of batches
is needed for full validation. A new set of calibration
constants would be required for each recipe.
It is also worth noting that the relationship between
gain and specific gravity (not just db and specific gravity)
is reasonably linear over the region of interest, a usefulfeature in terms of probe performance.
7. Discussion and conclusions
The buffer rod proved successful as a technique to
measure properties at the interface to a high viscosity,
air filled mixture which did not support significanttransmission. Early results suggest that specific gravity
may be estimated from the probe gain over the region of
interest for mixing, and that the relationship is close to
linear. This implies that the probe is well suited as a
feedback sensor in a control system. Digital filtering of
the measurements would be required to remove the ef-
fect of the mixer periodicity. Because the time scale of
mixing is long compared with the settling time ofacoustic waves, high order filters could be used, resulting
in high quality filtering.
A number of areas remain to be examined. The
foremost of these is the extent to which reflection coef-
ficient is useful to investigate bulk properties, since pri-
marily it measures effects at the interface. Certainly
longer buffer rods could be used to penetrate further
into the batter, and a range of materials studied. Theflow of batter over the rod needs to be examined to
ensure that a static layer does not build up. Repeat-
ability too is an issue and a larger sample is required to
assess the consistency and repeatability of the technique.
Work is continuing in these areas.
Acknowledgements
This work was funded by DEFRA Bridge Link Grant
FQS-21. The authors are grateful to Dave Cartwright
from Cygnus Instruments Ltd, Dorchester, UK for thesuggestion of a buffer rod and for the loan of the probe
transducer. Also to Paul Catterall and Dr Terry Sharp
at Campden and Chorleywood Food Research Associ-
ation for their assistance with experimental proce-
dures. Final data analysis was completed under grant
26-01-0178 from the Danish Science Foundation, Den-
mark.
References
Allen, J. S., & Roy, R. A. (2000a). Dynamics of gas bubbles in
viscoelastic fluids. I. Linear viscoelasticity. Journal of the Acoustical
Society of America, 107(6), 3167–3178.
Allen, J. S., & Roy, R. A. (2000b). Dynamics of gas bubbles in
viscoelastic fluids. II. Nonlinear viscoelasticity. Journal of the
Acoustical Society of America, 108(4), 1640–1650.
Carlin, G. T. (1944). A microscopic study of the behaviour of fats in
cake batters. Cereal Chemistry, 21, 189–199.
Feuillade, C. (1996). The attenuation and dispersion of sound in water
containing multiply interacting air bubbles. Journal of the Acous-
tical Society of America, 99(6), 3412–3430.
Hodge, D. G., Woodward, R. J., & Wade, P. (1972). Control of batter
specific gravity. Baking Industry Journal, 3, 26–38.
Kulmyrzaev, A., Cancilliere, C., & McClements, D. J. (2000).
Characterisation of aerated foods using ultrasonic reflectance
spectroscopy. Journal of Food Engineering, 46, 235–241.
Leighton, T. G. (1994). The acoustic bubble. Academic Press.
Mansvelt, J. (1975). The use of foams in foods and food production. In
Foams, proceedings of the colloid and surface chemistry group of
the society of chemical industry, Brunel University (pp. 261–
274).
McClements, D. J., & Povey, M. J. W. (1992). Ultrasonic analysis of
edible fats and oils. Ultrasonics, 30(6), 383–388.
Morse, P. M., & Ingard, K. U. (1968). Theoretical acoustics. McGraw-
Hill.
Onda Corporation (2003). Acoustic Material Table. Available:
www.ondacorp.com.
Saggin, R., & Coupland, J. N. (2001). Non contact ultrasonic
measurements in food materials. Food Research International, 34,
865–870.
Sahi, S. S. (1999). Influence of aeration and emulsifiers on cake batter
rheology and textural properties of cakes. In G. M. Campbell, C.
Webb, S. S. Panediella, & K. Niranjan (Eds.), Bubbles in foods (pp.
263–271). St Paul, Minnesota, USA: American Association of
Cereal Chemists.
Sehgal, C. M. (1993). Quantitative relationship between tissue com-
position and scattering of ultrasound. Journal of Acoustic Society
of America, 94(4), 1944–1952.