Tri-Axial Decompression Device User Manualmcc-online.com/Tri-Axial/Tri-Axial Decompression...
11
1 Measurement Control Corporation 13D Great Meadow Lane, East Hanover, New Jersey 07936, U.S.A. (800) 504-9010 email@ mcc-online.com www.mcc-online.com fax: (862) 250-6299 Tri-Axial Decompression (TD) Device on Carver Hydraulic Press
Transcript of Tri-Axial Decompression Device User Manualmcc-online.com/Tri-Axial/Tri-Axial Decompression...

1
Measurement Control Corporation 13D Great Meadow Lane, East Hanover, New Jersey 07936, U.S.A. (800) 504-9010 email@ mcc-online.com www.mcc-online.com fax: (862) 250-6299
Tri-Axial Decompression (TD) Device
on Carver Hydraulic Press

2
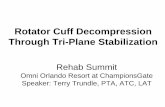
Figure1.
Identification and location of device components and control units

3
Figure 2.
1. Initial functional check.
1.1. Make sure all device components are cleaned and installed; the Front Transparent Door is closed and locked. Turn on the Main Switch and power switch (lighted) on Carver Control Unit. The LED Indictor on MCC Amplifier Box should be ON (see Figure 1 & 2).

4

5
1.2. Connect MCC laptop via USB cable (supplied by MCC) to MCC Amplifier Box and start AIM program. At Row Data File\Collect New Row Data open real time controller screen and open BASE LINE screen.
1.3. Push ZERO BALANCE button to zero reading of force transducers.
1.4. Choose on Carver Control Unit the Manual Mode and set load to 2000lb using 12-key keypad.
1.5. Push simultaneously two “CLOSE buttons on Carver Control Unit until the Upper Punch Head will touch the Upper Platen and the Force reading at Process Display will reach preset number.
1.6. On a laptop at BASE LINE screen push SET ZERO LEVEL button to zero reading of Gage Head (LVDT). Return to main screen.
1.7. Push “OPEN” button on Carver Control Unit to release force and lower down TD Device.

6
1.8. Open front transparent door on Carver Press, pull out Upper Punch, pull out left side Ejector Pin, pull out right side Ejector Pin, remove Door using Door Handle, take out front half of Split Die.

7

8
1.9. Place the 0.200in thick Gage Block (supplied by MCC) on the tip of Lower Punch.
1.10. Place back the all removed components of TD Device in opposite order, close the Front Transparent Door.
1.11. Repeat actions as per par. 1.5.
1.12. The Tablet Thickness reading on main screen of real time controller should be about 5.08mm (0.200in).
1.13. Repeat action as per par. 1.7.
2. Making tablets.
2.1. Power the Carver Press.
2.2. Make sure the Initial functional check per paragraph 1 is done.
2.3. On a laptop start AIM program, create new directory, open new folder and new file, open real time controller screen, open BASE LINE screen, push ZERO BALANCE button.
2.4. On Carver Control Unit using 12-key keypad set level of force you are planning to work with.
2.5. Push simultaneously two “CLOSE” push buttons on Carver Control Unit until the Upper Punch Head will touch the Upper Platen and the Force reading at Process Display will reach preset number.
2.6. On the laptop at BASE LINE screen push SET ZERO LEVEL button to zero out the Gage Head (LVDT). Return to main screen.
2.7. Push “OPEN” button on Carver Control Unit to release force and lower down TD Device.
2.8. Open front transparent door, pull out Upper Punch and install the plastic funnel (supplied by MCC) instead of Upper Punch.

9
2.9. Using transparent Volume Limiter (supplied by MCC) weigh amount of powder and pour it into funnel installed on Split Die.
2.10. Remove the funnel and install the Upper Punch.
2.11. Close the front Transparent Door.
2.12. On a laptop push button RECORD on real time controller screen.
2.13. Choose AUTO or MANUAL mode on Carver Control Unit with preset level of Clamping Force corresponded to level as per par. 2.4.
2.14. Warning: do not preset the Clamping Force more than 13500 lbs. (60.0 kN)!
2.15. Start and finish preprogrammed compressing cycle.
2.16. Recording of data will start and finish automatically according to start and finish of compressing cycle.
2.17. Warning: if the force at RDW Transducer during compression cycle will exceed level of 20kN the AIM will shout off the compression cycle to protect the RDW Transducer from overloading!
2.18. Open front transparent door, pull out Upper Punch, pull out left side Ejector Pin, pull out right side Ejector Pin, remove Door using Door Handle, take out front half of Split Die, pull slightly to front Lower Punch to take out compressed tablet.

3.
2.19. W
2.20. Cl
2.21. Prsu
. Software
3.1. Rewhce
3.2. Onruqu
3.3. Plfamfun
3.4. Tofunam
Weigh com
ean Punc
rotect theurface of
e
eal-time rehen the thertain valu
nce a tabln (tablet)
uit to get b
ease readmiliarize ynction and
o analyze nction – y
mplitude o
pressed t
ches and D
e sharp eSplit Die
ecording shickness tues.
let trace isto be stor
back to the
d the suppyourself wd file struc
data colleyou will beof and time
tablet and
Die from r
dges of Pfrom dam
starts andrace falls
s recordered in the e main AI
plied AIM with the gecture.
ected frome able to ze intervals
d measure
remains o
Punch tipmages.
d stops aubelow an
d, you casame Ra
IM menu.
user maneneral AIM
m the preszoom in, ms between
e its thickn
of powder
ps and inn
utomaticalnd raises a
n make aaw Data F
nual to M menu,
ss, use Remeasure n the sign
10
ness.
r.
ner
lly above
nother File, or
eplay
nals.

3.5. ToExmeHeesFoStPr
o make ploxperimentenu. Avaieckel) plostimate woorce plots tress plotsressure.
ots, acceptal File, thlable plotsts, Force ork of com(to estim
s, and Rad
pt runs inten select s are: Hecvs. Displa
mpaction),ate elasticdial Die W
to the Useplot from
ckel plotsacement p, In-Die Thc recovery
Wall Press
er / the Grap, Picker (3plots (to hickness y), Strain
sure vs. A
11
phics 3-D
vs. vs.
Applied