Transitioning to Digital Color Inspection to …...Transitioning to Digital Color Inspection to...
11
Transitioning to Digital Color Inspection to Optimize Color Management G U I D E
Transcript of Transitioning to Digital Color Inspection to …...Transitioning to Digital Color Inspection to...

Transitioning to Digital Color Inspection to Optimize Color Management
G U I D E

Transitioning to Digital Color Inspection to Optimize Color Management
ContentsIntroduction 03
Back to Basics: The Difference BetweenColor Spaces and Where They Converge 04
The Current Color Approval Workflow 05
Where GlobalVision Can Change How You Approve Colors 06
Inspecting Color During the Print Run 07
The Real Gap in Color Quality Control? Communication 09
Conclusion 10
About GlobalVision 11

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE | 3
Introduction
Most stages in a given company’s packaging workflow help ensure its products appear as desired on store shelves. Color is one of, if not the most critical component of a brand’s image, but it is also one of the most finicky and subjective components companies need to agree on. This explains the lack of viable color approval and inspection solutions on the market.
Currently the only available solutions to verify colors are manual, like color charts and swatch books. However, using them, color selections and measurements cannot be properly communicated to team members, customers, or vendors, resulting in a highly inefficient process.
Anyone seeking to approve color must continuously redo the work, leaving the product vulnerable to unproven processes and, consequently, prone to errors. So, how can you take control of your color approval process for good?

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE | 4
Back to Basics: The Difference Between Color Spaces and Where They ConvergeIt is easy to characterize a printed color as being “red” or “blue,” but terms such as these are extremely vague in the eyes of a printer. Objective values are required so they know which specific shade and subsequently ink formulation to use on a job (and where specifically). As a result, identifying a color comes down to a series of values, which vary from one space to the next. Adding to the dilemma, a color in one space may not even exist in another at all.
Well-known color spaces include RGB, LAB, and CMYK:
CMYK: As in Cyan, Magenta, and Black, with the “K” standing for “Key,”1 as the black typically found in image and text borders represents the black to which the other colors are aligned (or keyed). They are collectively known as process colors, because process or full-color (or four-color) printing is named for the process by which each of the four color plates are added individually. The image is first separated into those four layers, which are printed one on top of the other. Each layer is made up of a single color, with different tones throughout, leading to thousands of potential color combinations. CMYK colors are typically used by printers, unless they have been otherwise specified to go a different route, such as to use a Pantone color.
LAB: The letters in “LAB” are a reference to its three dimensions used to represent a shade. “L” is luminance (white to black), which appears on its own axis relative to the ones named “A” (green to red) and “B” (blue to yellow). While LAB is not officially used in print production, it is noteworthy as the space covers all colors visible to the human eye.2 As such, it was selected as the native space in Adobe® Photoshop®, effectively the standard application in graphic design. So, companies, especially ones with in-house creative departments, will run into it in one way or another.
RGB: As in Red, Green, and Blue light,3 which, when combined, create different colors. The RGB color model, which is used in the display of electronic devices, is not used when printing packaging or collateral.
Pantone: The Pantone Matching System (PMS)4 is a color identification system which assigns a number to each color in its library. Much like a new homeowner would go to the paint store and browse through swatches to find the right shade, companies typically use a book of Pantone, or spot, colors to pick the one they want for their packaging before passing it along to the printer. The ink is then mixed by the printer or a licensed manufacturer and eventually poured in their inkwells and used for the print job. Individual plates are required here for specific colors, explaining printers’ general affinity for process over spot colors. To get a perfect, color-accurate image with spot colors, printers would need more plates than just the four used with CMYK.

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE | 5
Because of this disparity, conversion between color spaces becomes necessary and a regular occurrence in the industry. A Pantone color is requested by the customer and the CMYK image will be formulated by the printer. LAB becomes indispensable, as a result. Converting from Pantone to CMYK directly can lead to a relatively significant difference or Delta-E, which is the quantitative value assigned to the change in how two colors are perceived. Delta-E values up to 1.0 indicate a difference that is not perceptible to the human eye. Traditionally, a difference with a Delta-E5 between 2 and 6 is visible at a glance. Printers and their customers tend to target Delta-E values below 3 as a rule of thumb. This gives the printer a tolerance for each color specified by the customer, which is known as a light-to-dark standard.
Since its initial introduction, the Delta-E formula has undergone multiple transformations. The International Commission on Illumination (CIE) fixed ongoing lightness inaccuracies in the formula’s most-recent incarnation, Delta E 2000.
As LAB covers all conceivable colors, it is used as a “middle man” to preserve the originally requested color as much as possible, when converting from Pantone to CMYK. Digital systems, like Color Inspection in GlobalVision software, act as a way to get specific color values in each space. All the user needs to do is click on the color in question. In that capacity, the tool has multiple applications across the entire approval workflow.
The Current Color Approval WorkflowAs it stands now, companies start off by designing their product packaging. Conferring with the graphics team, the company uses a Pantone swatch book as a reference and chooses the colors it wants, by specifying each Pantone number, such as PMS 109C for a specific shade of yellow. However, the designer only uses representations of those colors when producing the PDF.
Info note: The colors that appear in the PDF are not truly equivalent to their real-life counterparts. Colors are not accurate in PDFs, as the file serves only as a representation. Graphic designers do not necessarily embed the right colors in the artwork they create. Instead, the correct colors are entered in the PDF using specified PMS values. So, to graphic designers and printers, color is more so dictated by the underlying information within a PDF file than what they see.
The Pantone swatch book remains critical to the process, as the values assigned to the desired colors will be taken note of, typed out, and specified to the printer when the file is sent off initially. This step is completed after the file has been reviewed and approved internally.
The printer goes about making the pre-press file with the proper separations, thus creating the digital color proof. They will print it using hardware such as a digital color proofer to ensure the hard-copy proof that gets sent back to the customer is color-accurate and as close to the final product as possible. This is the first point in the process at which the colors appear, theoretically, as they should. However, that still does not translate to 100% color accuracy.

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE | 6
While some customers will be sent back a digital color proof at this point to review the artwork, most will prefer the hard-copy color proof, as the digital color proofer provides statistics on the Delta-E variance or difference relative to the actual color values. Once the customer is either satisfied that the colors match their original vision or is content that the colors are close enough, they sign off on the hard-copy proof and the printer goes ahead with the print job.
However, because the color proofer is only CMYK-accurate, mixing process colors to get something close to the desired Pantone, the actual values could be off. To make up for this, the printer also provides a drawdown proof. This is a small sample of the ink formulation, which is printed minus the artwork on the actual final substrate. The substrate is the surface on which the packaging is ultimately printed, with Pantone color swatch books traditionally providing coated and uncoated swatches6 for each color, as they do not appear the same on different surfaces.
For example, various levels of white make up the backgrounds of different substrates. As previously mentioned, ink must be mixed to get a Pantone color in the first place. Cans of specific Pantone ink colors do not exist. So, the printer must compensate for all these factors to end up with the desired color on the right substrate. The need to inspect color increases in magnitude as a result, so both the printer and the company can be sure what was initially requested ends up on the final product.
Where GlobalVision Can Change How You Approve ColorsBefore sending the drawdown, the printer takes the Pantone book, looks up the color, and compares it side by side to what is on the proof. If they are not satisfied, they tweak the ink and repeat. Once confident that it is accurate, the printer sends the proof to the customer potentially in the form of two extremes of the color in question. This range dictates the tolerance of how light or how dark the printer will go. Upon receipt, the customer goes about a very similar manual verification process. If there are no complaints and the customer signs off, the printer starts the print run.
It is at these two points, both on the printer and customer side, where GlobalVision Color inspection comes into play to ensure the color accuracy of the proof. While verifying color by eye may satisfy the printer, there are no guarantees that, however close it is to what was originally requested, the color on the drawdown proof will be close enough for the customer.
The benefit of the drawdown proof is a 100% accurate representation of how the color will appear on the final product. That avoids back and forth that unnecessarily prolongs the project, keeping delays to a minimum. Time is a luxury the customer does not have a lot of, if it wants to go to market as soon as possible.

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE | 7
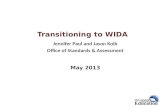
Brand companyPrinterBrand company Printer
Workflow 2
Workflow 1
Printer PrinterPrinterBrand company Brand company Printer Production
Printer Production
Approves digital artwork file
Approves digital artwork file
Approves color proof with color report for print
Prints color proof
Prints color proof
Sends scandigitally back
to brand company
Sends report to brand company
for approval
Inspects coloron scan vs PDFfor approval of
digital color proof
Press set-up to compare production
print vs. approved color proof
Press set-up to compare production
print vs. approved color proof
Inspects color proof vs.
approved PDF
Fig. 1: Color Inspection Workflow
Inspecting Color During the Print RunGlobalVision Color Inspection helps ensure a positive net result for both the company and the printer. For starters, an approved print can be scanned in for the printer’s records to be used as reference for future jobs to print the same packaging. The scan also serves to simplify the sampling process for the current run.
Once the proof is approved, the printer goes to press, but must be sure the color stays consistent throughout the print run. Even if the printer has been given the go-ahead with regard to the color, formulating the exact shade is a difficult step that does not yield the same result every time, much like following a food recipe does not guarantee a meal always comes out the same.
Currently, verifying the color at this stage is primarily done in one of two ways:
1. By setting aside prints from the beginning, middle, and end of the run and verifying each.2. Checking the color bars on the press sheet, using a spectrophotometer.

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE | 8
Spectrophotometers are used to verify color accuracy at a given point, delivering data on whether the upper or lower thresholds are exceeded. As a result, spectrophotometers have become the benchmark in the printing industry. While handheld models conveniently measure specific points in the artwork, a few issues arise. Whether the printer is inspecting an entire run or those few press sheets that have been set aside at different points, checking colors on individual repeats is time-consuming.
Fig. 2: Spectrophotometer
Running the colors in the repeats against those in the scanned-in reference is how Color Inspection changes the game. Handheld spectrophotometers cannot guarantee the same exact point is being measured on each repeat. Printers/ proofreaders lift the spectrophotometer after each measurement only to place it back down on another repeat, approximately at the same location. Digital color inspection systems inspect the exact same points on each repeat in the run. In fact, Color Inspection can accurately verifying multiple colors on all repeats at once, saving the printer time and additional resources.
Furthermore, measuring just the color bar does not alert the printer to inaccuracies in the artwork itself. The color bars alone should not be used as the sole basis of color accuracy throughout the print run. That is especially true as the printer is selling the artwork to the company, not the color bars. The customer never even sees them, as they are cut away and discarded before even being shipped over.
Additional drawbacks exist, including a general inability to inspect color in fine details like lines and letters, due to the potentially wider diameter of the spectrophotometer. The spectrophotometer measures the hypothetical letter and the background behind it, resulting in an inaccurate measurement.

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE | 9
Used in conjunction with GlobalVision Color Inspection, a spectrophotometer serves much its original function: to verify color accuracy, but in a complementary role. Spectrophotometers are accurate, but Color Inspection elevates color quality control to a new level, where lead times are cut down drastically and internal processes can be relied on much more moving forward. Color inconsistency is no longer an issue.
The difference is, usage of the spectrophotometer can be reserved until after a color difference is detected on a repeat. For example, if a run is being inspected digitally and the printer is not warned of any color discrepancies, there would be no need for further action. If on the other hand, a color is deemed to be out of the acceptable Delta-E range, the spectrophotometer can be brought in to double-check the point in question. This allows for a second opinion when necessary, but will not take up undue amounts of time and delay the print job’s return shipment to the customer.
The Real Gap in Color Quality Control? Communication.Another critical limitation of the spectrophotometer is the absence of a color report to send back to the customer. As such, the printer cannot provide the customer hard proof they have actually tested for color, presenting a gap in the workflow. To make up for it, it is commonplace in the industry for the printer to simply inform the customer they completed the check as required, either verbally or in writing. This makes the color subjective and still open to question.
The importance of the printer being able to digitally inspect color has been alluded to in great detail. From the perspective of the customer, it is of utmost importance to ensure the color stays on brand. While maintaining a good working relationship with the supplier is important, expressing doubt is justified as the quality of all elements on the packaging, including color, take precedence.
Securing the peace of mind that the color accuracy is on point, on the company’s end, is more so an obligation than a right that should be exercised. Besides simply taking the printer at their word, the company currently accomplishes this through sampling, i.e., taking a portion of the press sheets in the shipment and comparing each, again, side by side with the initial Pantone color book.
Like at the print shop, this method has its drawbacks. Often customers will not use a spectrophotometer or a sophisticated color inspection method of any kind, leaving your printing process open to errors slipping through the cracks. The existence of various Pantone books across the supply chain is also a factor. Different versions, including older ones that have had their ink fade over time, present unique challenges. Standardizing across the industry, where everyone uses the same color library, processes, and methods, is one way to avoid product recalls, for a worst-case scenario. Going digital is one step.

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE | 10
The propensity for human error is great. In contrast, the need to complete a lengthy internal quality assurance check on the shipment may be replaced by a report from the printer documenting what exact points requested by the customer were measured and the nature of the Delta-E values at each position. The report is generated by GlobalVision software, thereby closing the gap and enabling the company to move straight to production without any concerns as to the accuracy of the color.
ConclusionThe importance of checking color accuracy is compounded by the various stages it goes through in the printing process. The customer chooses the color, which then gets converted by the printer, who then mixes the ink, effectively going with a different shade to compensate for the substrate on which the final product will appear. Inspecting and measuring color is a necessity as there are no guarantees it will appear as initially intended by the time the final product gets printed.
The projected use cases for digital color inspection that have been explored in this white paper undeniably align more with the responsibilities of printers relative to their customers. Nevertheless, such a system ultimately looks out the most for the company’s best interests and their color choices.
If the company so chooses, it can still use Color Inspection to confirm the color accuracy of files sent from vendors based on what they had initially requested, ensuring the color stays on brand. Meanwhile, the printer can check multiple color points on all repeats simultaneously to shed significant time off the process. Once they send along the report, the customer can then move straight to production.
The benefits to the printer are straightforward. They will experience faster quality control on color and better two-way communication with their customers. Verifying colors confidently before and during printing translates into accuracy… accuracy that is attained consistently. They can then send color inspection reports alongside their proofs as a brand-new tool to confirm with and reassure their customers that the color has been thoroughly checked.
Ink fades over time. That fact speaks to how companies must regularly repurchase Pantone color swatch books, to try to stay color accurate, and why printers have a difficult time managing color expectations when customers continuously check colors manually. Managing color approvals digitally leads to less time wasted proofing and helps to secure the company’s brand integrity. Ultimately, if color quality control transitions from manual to digital, everyone in the workflow gets their jobs done more easily and efficiently.

Transitioning to Digital Color Inspection to Optimize Color Management
GLOBALVISION GUIDE| 11
About GlobalVisionGlobalVision helps businesses eliminate errors on packaging by adding accuracy and speed to your quality control process with the ability to detect errors consistently and earlier. Our mission is to empower companies with technology that automates manual processes, saves time on quality checks, and ensures the quality of products you deliver. Quality control experts around the world use GlobalVision as their solution of choice to produce error-free packaging efficiently and on time. Contact us today to see how GlobalVision can help you preserve brand integrity.
1 Teo, Jon, “4 colour process printing – what you need to know», accessed at http://www.samcoprinters.com/blog/4-colour-process-printing/
2 Cookson, Graeme, “’LAB’ Colour Space”, accessed at http://www.shutha.org/node/851
3 Howard Printing Company, “CMYK · PMS · RGB · LAB: What does it all mean,” accessed at http:// http://www.howardprinting.com/lets-talk/2014/02/cmyk-%E2%80%A2-pms-%E2%80%A2-rgb-%E2%80%A2-lab-what-does-it-all-mean/
4 Pantone, “The PANTONE Matching System”, accessed at https://www.pantone.com/the-pantone-matching-system
5 Schuessler, Zachary, “Delta E 101”, accessed at http:// http://zschuessler.github.io/DeltaE/learn/
6 Fulmer, Addy, “Paper Choices for Printing: Which Substrate is Right for You?”, accessed at http:// http://www.tpisolutionsink.com/printing-company-blog-waltham-ma-/bid/78813/Pa per-Choices-for-Printing-Which-Substrate-is-Right-for-You
Get a demo of Color Inspection
Contact our sales teamCompanies around the world trust GlobalVision as their platform for quality control and automated proofreading. Contact us today to find out more.
REQUEST A DEMO