TRANSFORMING ENERGY PRODUCTIVITY IN MANUFACTURING
101
TRANSFORMING ENERGY PRODUCTIVITY IN MANUFACTURING July 2018
Transcript of TRANSFORMING ENERGY PRODUCTIVITY IN MANUFACTURING
TRANSFORMING
ENERGY PRODUCTIVITY
IN MANUFACTURING
July 2018
A2EP Transforming Energy Productivity in Manufacturing ii
AUTHORSHIP OF THIS REPORT
This report is published by the Australian Alliance for Energy Productivity (A2EP). A2EP is an
independent, not-for profit coalition of business, government and environmental leaders
promoting a more energy productive and less carbon intensive economy.
The members of the project team that compiled this report are Jonathan Jutsen (A2EP), Alan
Pears (Senior Consultant), Dr Ahmad Mojiri (RMIT) and Liz Hutton (Project Manager and
Researcher).
ACKNOWLEDGEMENTS
A2EP would like to thank the NSW Office of Environment and Heritage, Sustainability
Victoria, Clean Energy Finance Corporation and Climate-KIC Australia for funding this work.
A2EP would also like to thank the many stakeholders who generously gave their time to
provide valuable input and insights in the preparation of this report. A full list of
stakeholders consulted during the production of this report can be found in Appendix C:
Stakeholders.
In particular A2EP would like to acknowledge the assistance provided by Jim Davis of the US-
based Clean Energy Smart Manufacturing Innovation Institute (CESMII) in generously
providing input and feedback on the parts of this report that relate to the digitalisation of
industry.
Note: Acknowledgement of this support does not indicate stakeholders’ endorsement of the
views expressed in this report.
While reasonable efforts have been made to ensure the contents of this publication are
factually correct, A2EP, NSW Office of Environment and Heritage, Sustainability Victoria,
Clean Energy Finance Corporation, Climate-KIC Australia, RMIT University and other
contributing stakeholders give no warranty regarding its accuracy, completeness, currency
or suitability for any particular purpose and to the extent permitted by law, do not accept
any liability for loss or damages incurred as a result of reliance placed upon the content of
this publication. This publication is provided on the basis that all persons accessing it
undertake responsibility for assessing the relevance and accuracy of its content.
© Australian Alliance for Energy Productivity 2018
Citation: Jutsen, J., Pears, A., Mojiri, A., Hutton, L. (2018). Transforming energy productivity
in manufacturing. Sydney: Australian Alliance for Energy Productivity.
Australian Alliance for Energy Productivity
Level 10, UTS Building 10, 235 Jones Street, Ultimo, NSW 2007
and RMIT University, PCPM, L8, Building 8, 360 Swanston Street, Melbourne VIC 3000
email: [email protected] phone: 02 9514 4948
web: www.a2ep.org.au, www.2xep.org.au ABN: 39 137 603 993
A2EP Transforming Energy Productivity in Manufacturing iii
Executive Summary
Rapid escalation in energy prices over the last decade, combined with Australia’s poor
energy productivity relative to the developed world, has resulted in plunging energy
competitiveness. High energy prices and energy policy are now the two biggest economic
challenges currently facing Australian businesses, according to a recent report from the
Australian Institute of Company Directors1. The Australian Industry Group’s (Ai Group) most
recent annual survey of Australian CEOs found energy prices and energy policy to be major
concerns impacting their members’ expectations of business conditions in 2018, with almost
three quarters of CEOs expecting energy costs to rise in 2018 - on top of reported energy
price increases of 65% in 20172. And our energy competitiveness continues to deteriorate as
our energy productivity is increasing very slowly compared to competitors, many of which
are investing heavily to further accelerate improvements in energy productivity.
A2EP’s report investigates the opportunity to substantially improve energy productivity in
manufacturing through applying flexible, intelligent, connected equipment and practices
associated with ‘Industry 4.0’ - the 4th industrial revolution - and ‘Smart Manufacturing’.
This project involved desktop research and analysis on the optimal ways to achieve energy
productivity benefits from Industry 4.0 technologies and business models, that is, by utilising
the Internet of Things (IoT), data analytics, cloud computing, flexible smart equipment and
artificial intelligence (AI)/machine learning.
An important element of the process to gain energy benefits was found to be replacing
central energy services with distributed, digitally-controlled electricity technologies, which
are compatible with Industry 4.0 approaches. Boilers/steam systems (and also compressed
air systems) have low energy productivity, high standing losses, poor flexibility, and it is
difficult to measure services use.
A key output of A2EP’s work was the development of practical guides to assist business to
identify and implement these opportunities: ‘Guide for business to implement Industry 4.0 to
boost energy productivity’, and ‘Guide for business: Process heating innovation to boost
energy productivity’. These are appended to this Report and are designed so they can be
used as stand-alone documents. We plan to further enhance these guides over time with
feedback from stakeholders.
This report is structured as follows:
• Sections 1 and 2 explain the purpose, scope and process for developing this report.
• Section 3 describes the characteristics and key technologies of Industry 4.0 and the
relationship between Industry 4.0 and improving energy productivity.
• Section 4 provides an overview of process heating uses and more energy productive
alternatives to steam systems.
1 https://aicd.companydirectors.com.au/-/media/cd2/resources/advocacy/research/pdf/dsi/2017/06154-1-pol-dsi-second-half-oct-17-ppt-template-43-final.ashx 2 https://cdn.aigroup.com.au/Reports/2018/AiGroup_CEO_Business_Prospects_Report_2018.pdf

A2EP Transforming Energy Productivity in Manufacturing iv
Key findings of this project:
1. Industry 4.0 technologies and business approaches, and new electricity technologies
such as high temperature heat pumps, if effectively deployed, could very substantially
increase energy productivity in the manufacturing sector through:
• Enhancing visibility of energy use, and key product parameters that impact energy
use, across the information boundaries that traditionally have limited information
flows across systems, plants, enterprises and entire supply chains.
• Application of IoT and AI/machine learning to optimise energy using systems and
processes. International case studies demonstrate up to 20-30% improvement in
operation of energy intensive processes using these tools, and IT models developed
and refined in one location can be readily replicated in other similar operations.
• Application of high energy productivity distributed electricity technologies to
displace fossil fuel use in process heating. These technologies include highly energy
productive technologies like heat pumps, as well as non-thermal processes like
membrane dewatering and high-pressure processing. If a steam system with 50%
overall efficiency was replaced with heat pumps with a COPh of 5, this would provide
an energy efficiency improvement of 10X. Better reliability, improved working
conditions, and digital control from this change can deliver an even larger energy
productivity dividend.
• Electrification of plants, supplied by increasing levels of on-site renewable energy
(and/or off-site Power Purchase Agreements), which is becoming increasingly
financially attractive.
• Optimisation of the electricity supply chain to facilities, and particularly optimising
the timing of electricity purchases to reduce average electricity prices, facilitated by
Industry 4.0 technologies. Increased information availability along the chain
facilitates industry load flexibility which can be attained by optimising energy
storage (thermal/material/ batteries), demand management and on-site generation.
This flexibility can allow energy consumers to make real-time decisions to maximise
production in low energy price periods.
• The combination of modular, highly automated and ultimately self-optimising
electricity technologies, with energy from solar and batteries, and material supply
chain visibility, can facilitate manufacturing activity earlier or later in the supply
chain (and provide extra energy productivity benefits by potentially reducing the
transport task and optimising activity to better match customer requirements).
2. The uptake of Industry 4.0 technologies and business approaches for overall productivity
and quality benefits will not automatically drive these substantial energy productivity
gains. Businesses must understand their current energy use and the services being
delivered, and plan to specifically address energy productivity in their implementation of
Industry 4.0. Otherwise their energy benefits, and broader business benefits gained will
be limited by:

A2EP Transforming Energy Productivity in Manufacturing v
• Lack of energy metering, monitoring and information tools.
• Inflexibility and high standing energy losses of existing central energy
distribution services e.g. steam and compressed air.
• Lack of knowledge of the scope for alternative production approaches to
capture energy productivity benefits.
• Inadequate energy management know-how in many businesses and the
equipment and services companies supplying them. This becomes critical when
addressing more technically challenging issues like process optimisation, or
determining the optimal use of heat pumps for heating and cooling, which
requires the ability to apply heat balances, and pinch studies in more complex
facilities.
3. Application of these approaches can capture multiple business benefits through
improved product and service quality, higher productivity, improved matching of
product to consumer preferences, and reputational benefits.
4. It is important for businesses and governments to consider the timeframe and process
for implementing Industry 4.0 to drive energy benefits. Even the introduction of variable
speed drives, through retrofitting in existing facilities, has meant a significant change in a
manufacturing process, requiring downtime and commissioning. Achieving incremental
improvements of energy efficiency within existing facilities will continue to be difficult,
requiring change management and time. New facilities (and new market entrants) can
by-pass many of these legacy challenges by implementing these technologies from
scratch.
Recommended actions for Government to accelerate this transition: 1. Implement information and training related to the application of Industry 4.0 and new
electricity technologies for improving energy productivity. A2EP and the project
sponsors have attempted to take a first step down this path with the development of
this material, but this job has just started. There is very limited business knowledge and
understanding of energy productivity transformation opportunities through these
initiatives. This extends right through from the businesses that could benefit to the
Australian technology and services supply industry, including specifiers and consultants.
2. Conduct pilot studies and demonstration implementations of heat pumps and other
electricity technologies to demonstrate the application of these technologies for fossil
fuel steam system displacement, and the business benefits of their implementation.
3. Establish an electricity technology centre to accelerate introduction and demonstration
of these technologies in Australia. This could be part of a broader research centre aimed
at ensuring co-ordinated and consistent efforts to harness innovation to drive forward
Australia’s energy productivity and improve business competitiveness.

A2EP Transforming Energy Productivity in Manufacturing vi
4. Assist companies who are piloting Industry 4.0 initiatives to incorporate energy in their
programs, so that the pilot projects can also demonstrate the ability of these
technologies and business models to drive energy transformation. These projects may
incorporate modernisation/replacement of central energy services as discussed above.
5. Increase cooperation between industry and energy/environment government
departments, and between university faculties addressing IT, manufacturing technology
and energy/environment. The application of Industry 4.0 to energy requires a broad
vision and a multi-disciplinary approach.
6. Accelerate development and deployment of energy metering. The lack of real-time
measurement and reporting on energy use needs to be addressed to support the ability
of companies to gain the maximum energy productivity benefits from Industry 4.0
implementation. This should include incentives to encourage companies to implement
more comprehensive sub-metering, and also support for start-up companies to develop
and demonstrate non-invasive monitoring processes e.g. using AI to infer energy use of
plant and equipment through recognition of their characteristic patterns of usage.
A2EP looks forward to receiving feedback on the information contained in this Report, in
particular the implementation guides to Industry 4.0 and process heat innovation.
A2EP Transforming Energy Productivity in Manufacturing vii
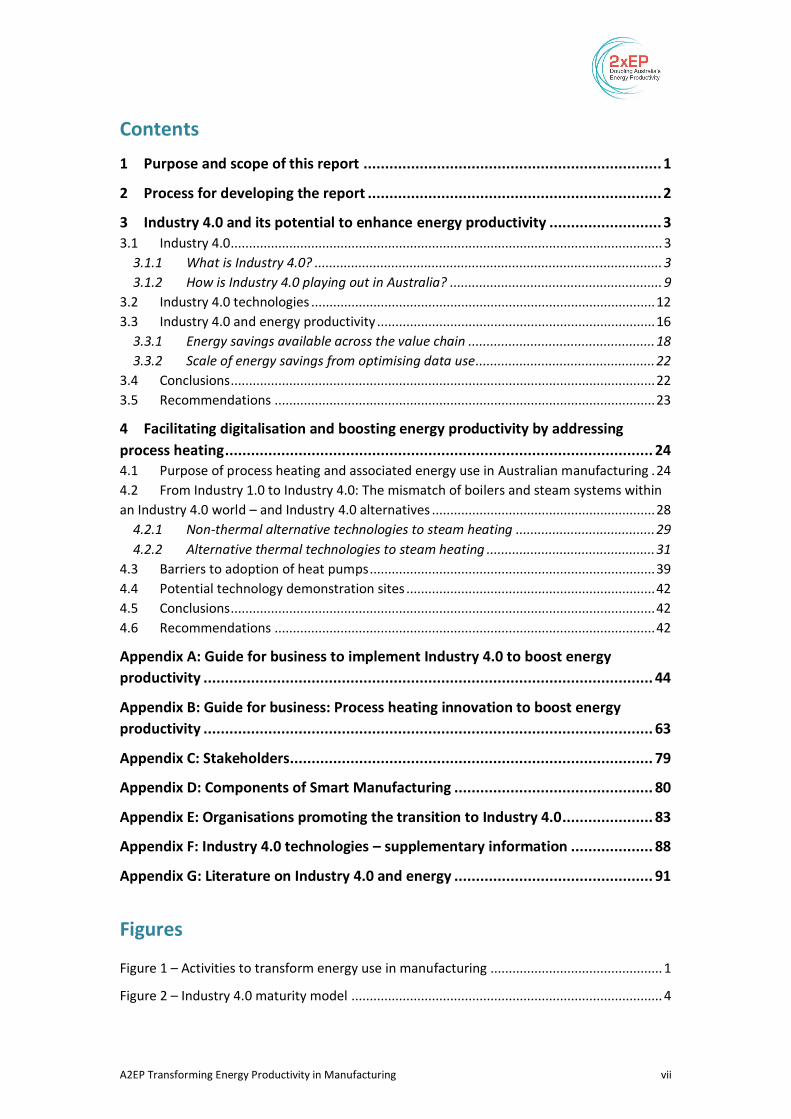
Contents
1 Purpose and scope of this report ..................................................................... 1
2 Process for developing the report .................................................................... 2
3 Industry 4.0 and its potential to enhance energy productivity .......................... 3
3.1 Industry 4.0...................................................................................................................... 3 3.1.1 What is Industry 4.0? ............................................................................................... 3 3.1.2 How is Industry 4.0 playing out in Australia? .......................................................... 9
3.2 Industry 4.0 technologies .............................................................................................. 12 3.3 Industry 4.0 and energy productivity ............................................................................ 16
3.3.1 Energy savings available across the value chain ................................................... 18 3.3.2 Scale of energy savings from optimising data use ................................................. 22
3.4 Conclusions .................................................................................................................... 22 3.5 Recommendations ........................................................................................................ 23
4 Facilitating digitalisation and boosting energy productivity by addressing
process heating ................................................................................................... 24 4.1 Purpose of process heating and associated energy use in Australian manufacturing . 24 4.2 From Industry 1.0 to Industry 4.0: The mismatch of boilers and steam systems within
an Industry 4.0 world – and Industry 4.0 alternatives ............................................................. 28 4.2.1 Non-thermal alternative technologies to steam heating ...................................... 29 4.2.2 Alternative thermal technologies to steam heating .............................................. 31
4.3 Barriers to adoption of heat pumps .............................................................................. 39 4.4 Potential technology demonstration sites .................................................................... 42 4.5 Conclusions .................................................................................................................... 42 4.6 Recommendations ........................................................................................................ 42
Appendix A: Guide for business to implement Industry 4.0 to boost energy
productivity ........................................................................................................ 44
Appendix B: Guide for business: Process heating innovation to boost energy
productivity ........................................................................................................ 63
Appendix C: Stakeholders .................................................................................... 79
Appendix D: Components of Smart Manufacturing .............................................. 80
Appendix E: Organisations promoting the transition to Industry 4.0..................... 83
Appendix F: Industry 4.0 technologies – supplementary information ................... 88
Appendix G: Literature on Industry 4.0 and energy .............................................. 91
Figures
Figure 1 – Activities to transform energy use in manufacturing ............................................... 1
Figure 2 – Industry 4.0 maturity model ..................................................................................... 4
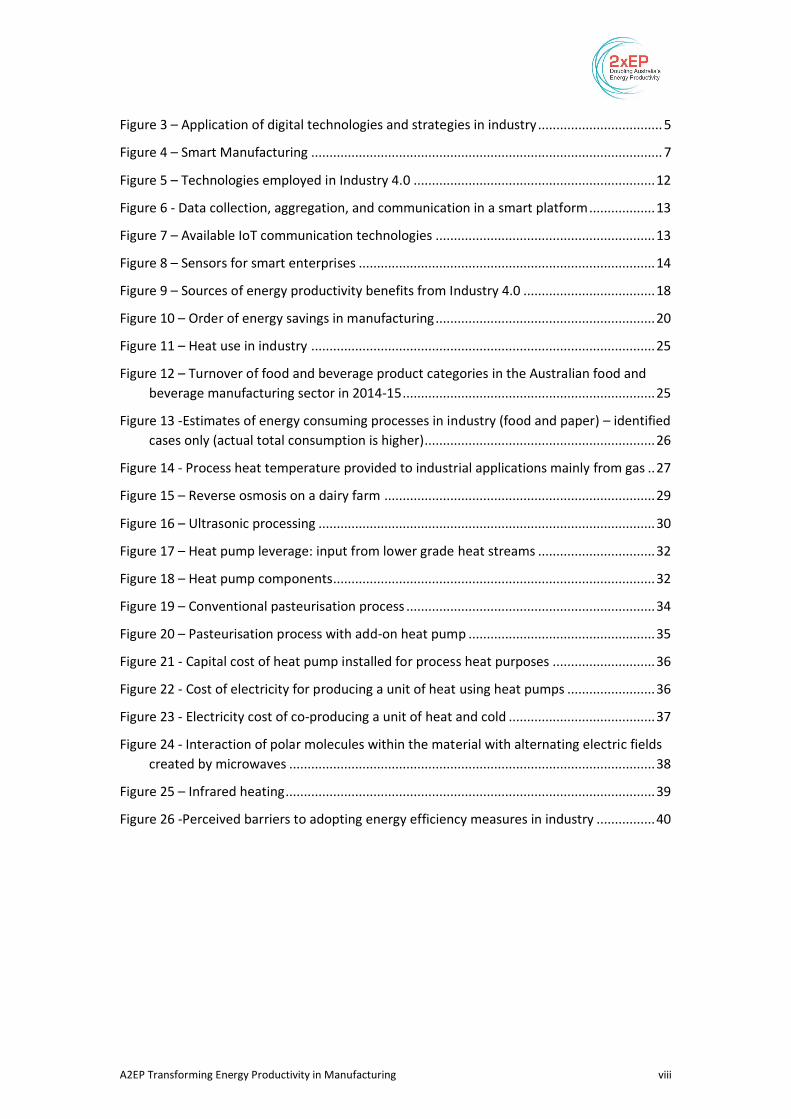
A2EP Transforming Energy Productivity in Manufacturing viii
Figure 3 – Application of digital technologies and strategies in industry .................................. 5
Figure 4 – Smart Manufacturing ................................................................................................ 7
Figure 5 – Technologies employed in Industry 4.0 .................................................................. 12
Figure 6 - Data collection, aggregation, and communication in a smart platform .................. 13
Figure 7 – Available IoT communication technologies ............................................................ 13
Figure 8 – Sensors for smart enterprises ................................................................................. 14
Figure 9 – Sources of energy productivity benefits from Industry 4.0 .................................... 18
Figure 10 – Order of energy savings in manufacturing ............................................................ 20
Figure 11 – Heat use in industry .............................................................................................. 25
Figure 12 – Turnover of food and beverage product categories in the Australian food and
beverage manufacturing sector in 2014-15 ..................................................................... 25
Figure 13 -Estimates of energy consuming processes in industry (food and paper) – identified
cases only (actual total consumption is higher)............................................................... 26
Figure 14 - Process heat temperature provided to industrial applications mainly from gas .. 27
Figure 15 – Reverse osmosis on a dairy farm .......................................................................... 29
Figure 16 – Ultrasonic processing ............................................................................................ 30
Figure 17 – Heat pump leverage: input from lower grade heat streams ................................ 32
Figure 18 – Heat pump components........................................................................................ 32
Figure 19 – Conventional pasteurisation process .................................................................... 34
Figure 20 – Pasteurisation process with add-on heat pump ................................................... 35
Figure 21 - Capital cost of heat pump installed for process heat purposes ............................ 36
Figure 22 - Cost of electricity for producing a unit of heat using heat pumps ........................ 36
Figure 23 - Electricity cost of co-producing a unit of heat and cold ........................................ 37
Figure 24 - Interaction of polar molecules within the material with alternating electric fields
created by microwaves .................................................................................................... 38
Figure 25 – Infrared heating ..................................................................................................... 39
Figure 26 -Perceived barriers to adopting energy efficiency measures in industry ................ 40
A2EP Transforming Energy Productivity in Manufacturing 1
1 Purpose and scope of this report
This project was conducted by the Australian Alliance for Energy Productivity (A2EP), an
independent, not-for-profit coalition supporting the achievement of a more energy productive
economy. This report examines optimal ways to improve energy productivity in manufacturing,
focusing on two streams of transformation:
• Deployment of Industry 4.0 technologies (utilising the Internet of Things, data analytics, ‘big
data’, cloud computing, flexible smart equipment, artificial intelligence) in manufacturing
activities – across all sectors, not just within the traditional manufacturing sector.
• Replacement of central energy services, with a focus on boilers/steam systems, with digitally
controlled electricity technologies to deliver point of end use services with much higher
energy productivity and improved compatibility with Industry 4.0 approaches.
What is energy productivity?
Energy productivity (EP) refers to the value created from using a unit of energy. To improve EP, we
can increase economic value added by using energy more effectively, or use less energy – in short,
do more with less energy.
EP = Value added ($)/Energy (primary, GJ)
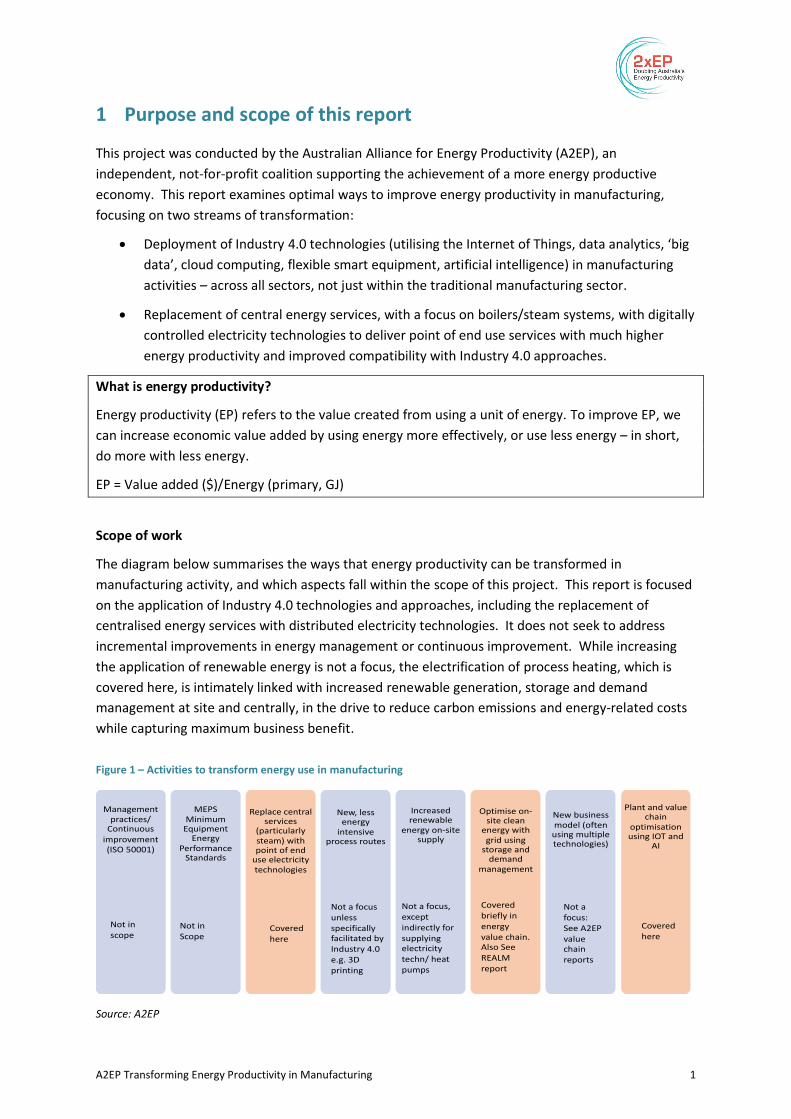
Scope of work
The diagram below summarises the ways that energy productivity can be transformed in
manufacturing activity, and which aspects fall within the scope of this project. This report is focused
on the application of Industry 4.0 technologies and approaches, including the replacement of
centralised energy services with distributed electricity technologies. It does not seek to address
incremental improvements in energy management or continuous improvement. While increasing
the application of renewable energy is not a focus, the electrification of process heating, which is
covered here, is intimately linked with increased renewable generation, storage and demand
management at site and centrally, in the drive to reduce carbon emissions and energy-related costs
while capturing maximum business benefit.
Figure 1 – Activities to transform energy use in manufacturing
Source: A2EP
Management practices/
Continuous improvement(ISO 50001)
MEPSMinimum
Equipment Energy
Performance Standards
Replace central services
(particularly steam) with point of end
use electricity technologies
New, less energy
intensive process routes
Increased renewable
energy on-site supply
Optimise on-site clean
energy with grid using
storage and demand
management
New business model (often
using multiple technologies)
Plant and value chain
optimisation using IOT and
AI
Not in scope
Covered here
Not a focus unless specifically facilitated by Industry 4.0 e.g. 3D printing
Not a focus, except indirectly for supplying electricity techn/ heat pumps
Covered briefly in energy value chain. Also See REALM report
Not a focus: See A2EP value chain reports
Covered here
Not in Scope
A2EP Transforming Energy Productivity in Manufacturing 2
2 Process for developing the report
This report was prepared using the following approach. The project team:
1. Established a broad stakeholder group and information exchange:
• Categories of stakeholders identified included food processors, industry associations,
research institutions, equipment suppliers, IoT/IT suppliers, government, and Industry 4.0
experts.
• Stakeholder consultation process, including attending specialist events, networking and
running two telephone workshops to discuss findings of work completed and to obtain input
and feedback from stakeholders. A list of stakeholders consulted can be found in Appendix
C: Stakeholders.
2. Prepared an overview of Industry 4.0 including:
• An explanation of Industry 4.0 and how implementation is being supported in Australia.
• A review of existing literature and international activities focused on Industry 4.0 for energy
productivity benefits.
• Analysis of the potential impact of Industry 4.0 technologies on energy use productivity,
and analysis of how active consideration of how energy use productivity can amplify the
benefits of applying Industry 4.0.
• Reviewed technologies to replace process heating by central energy systems (with an
emphasis on boiler/steam systems). Assessed practical issues and economics of steam
replacement.
3. Prepared a brief step-by-step guide for Australian industry to assist business to realise energy
productivity benefits from applying Industry 4.0 and prepared a guide for Australian industry to
replace fossil fuel fired central energy systems with distributed efficient electricity technologies.
4. Identified potential demonstration sites to pilot steam replacement with electricity technologies.

A2EP Transforming Energy Productivity in Manufacturing 3
3 Industry 4.0 and its potential to enhance energy productivity
This section provides background to Industry 4.0, a brief review of the implementation of Smart
Manufacturing in Australian manufacturing and identifies how Industry 4.0 can be used to improve
energy productivity.
3.1 Industry 4.0
3.1.1 What is Industry 4.0?
Industry 4.0 is a term coined by the German National Academy of Science and Technology and
introduced by the German government. It is shorthand for the Fourth Industrial Revolution. The
Fourth Industrial Revolution is increasingly disrupting business practices in many industries and
business sectors throughout the world. Klaus Schwab, Founder and Executive Chairman, World
Economic Forum Geneva, summarises the transition from the First to the Fourth Industrial
Revolution as follows3:
• The First Industrial Revolution was a result of using water and steam to mechanise
manufacturing tasks, leading to a tremendous increase in productivity.
• The Second Revolution occurred with the adoption of decentralised electric motors in
continuous assembly lines to create mass production and further improve productivity.
• The Third Revolution resulted from the application of electronics and information
technology to digitalise processes and equipment as well as automating production with the
capability to generate large amounts of data leading to accurate, optimised and efficient
production systems.
• The Fourth (Industry 4.0) builds upon the Third, by incorporating advanced data collection,
communication, and analysis technologies in industrial equipment. This is feasible due to the
development of a new set of tools such as advanced robotics, sensors and improved low
cost communications and broadband networks (the Internet of Things (IoT)), and cognitive
technologies (artificial intelligence (AI)/machine learning).
Production flexibility was high when manufacturing was labour intensive. Production flexibility was
sacrificed by automation in the Third Industrial Revolution in exchange for mass production. Industry
4.0 re-introduces a superior form of flexibility and a new wave of productivity improvements to
industrial plants and processes, as well as a connectivity revolution that crosses traditional business
and sectoral boundaries. This is accomplished by engineering advanced production devices, such as
3D printers and robots, that are versatile and can communicate with each other locally or over long
distances. In addition, more detailed real-time information supports optimal operation of processes,
and transformation from physical products, travel and services to virtual solutions. Note that there
is even talk of ‘Industry 5.0’ which envisions the optimal marrying up of the high speed and accuracy
of industrial automation with cognitive critical thinking skills of human staff.
Computerisation was essential to deliver Industry 3.0. The progress towards Industry 4.0 is based on
enhanced visibility of data, as well as input of data from a wider range of sources, which is then
3https://www.weforum.org/agenda/2016/01/the-fourth-industrial-revolution-what-it-means-and-how-to-respond
A2EP Transforming Energy Productivity in Manufacturing 4
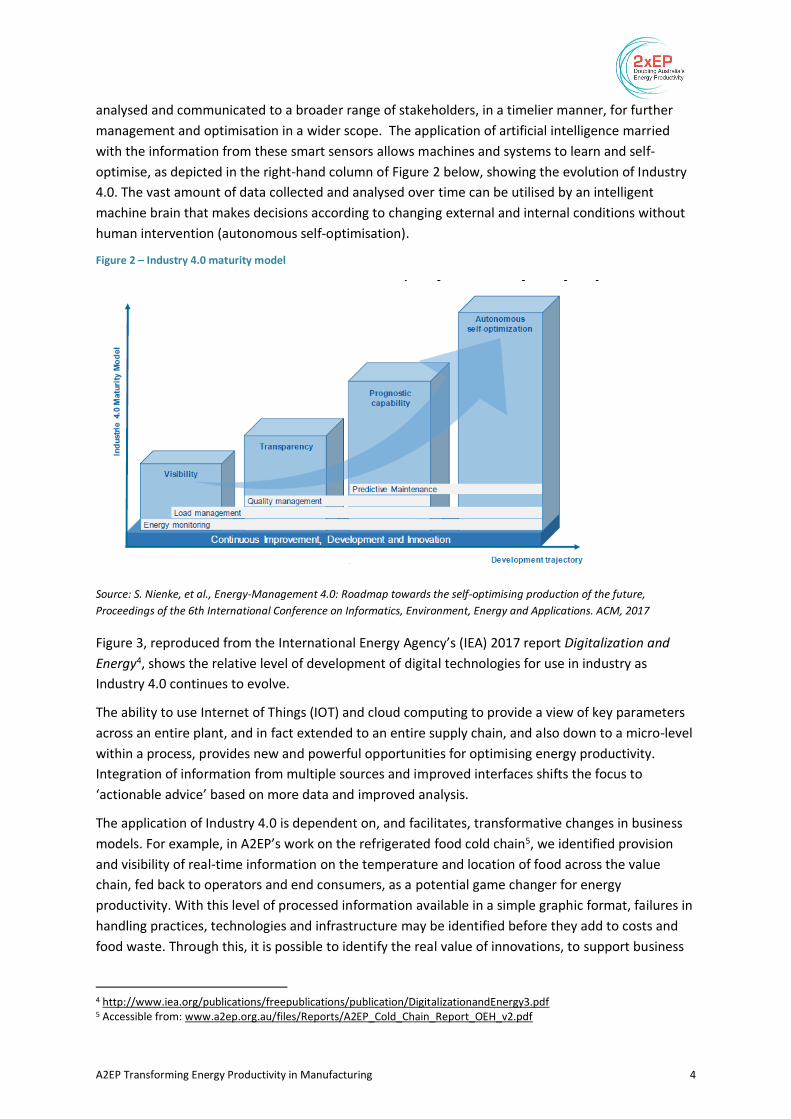
analysed and communicated to a broader range of stakeholders, in a timelier manner, for further
management and optimisation in a wider scope. The application of artificial intelligence married
with the information from these smart sensors allows machines and systems to learn and self-
optimise, as depicted in the right-hand column of Figure 2 below, showing the evolution of Industry
4.0. The vast amount of data collected and analysed over time can be utilised by an intelligent
machine brain that makes decisions according to changing external and internal conditions without
human intervention (autonomous self-optimisation).
Figure 2 – Industry 4.0 maturity model
Source: S. Nienke, et al., Energy-Management 4.0: Roadmap towards the self-optimising production of the future,
Proceedings of the 6th International Conference on Informatics, Environment, Energy and Applications. ACM, 2017
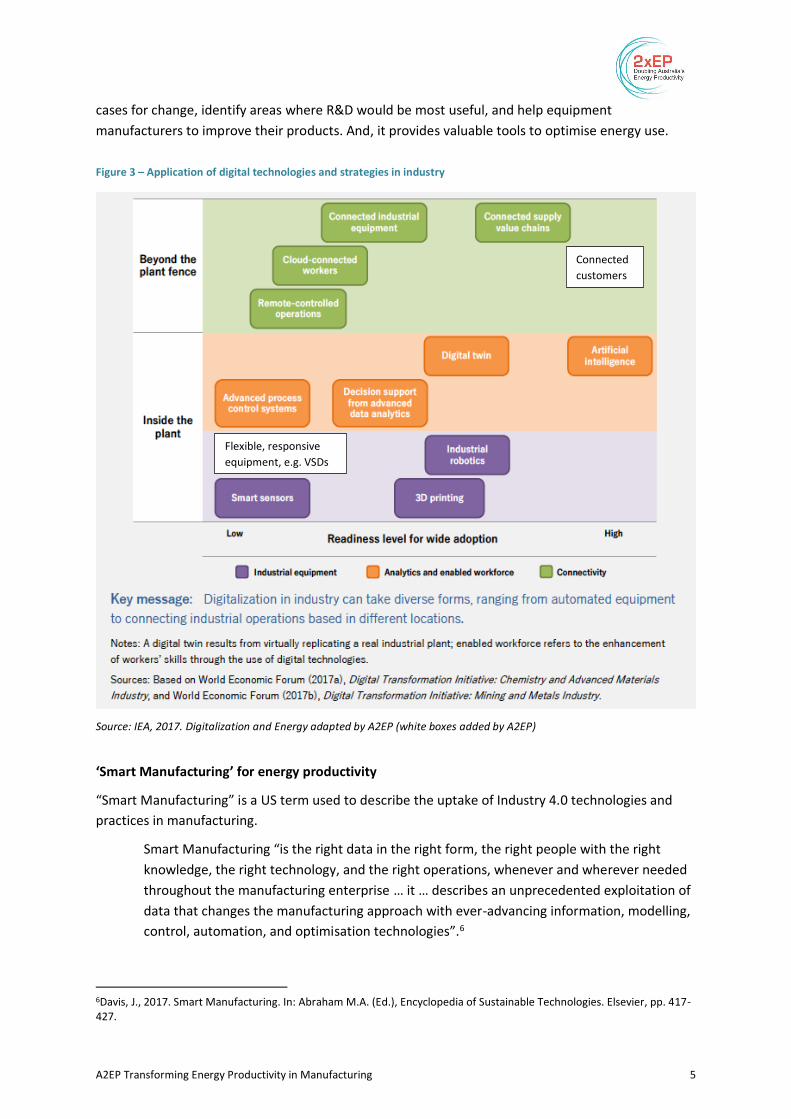
Figure 3, reproduced from the International Energy Agency’s (IEA) 2017 report Digitalization and
Energy4, shows the relative level of development of digital technologies for use in industry as
Industry 4.0 continues to evolve.
The ability to use Internet of Things (IOT) and cloud computing to provide a view of key parameters
across an entire plant, and in fact extended to an entire supply chain, and also down to a micro-level
within a process, provides new and powerful opportunities for optimising energy productivity.
Integration of information from multiple sources and improved interfaces shifts the focus to
‘actionable advice’ based on more data and improved analysis.
The application of Industry 4.0 is dependent on, and facilitates, transformative changes in business
models. For example, in A2EP’s work on the refrigerated food cold chain5, we identified provision
and visibility of real-time information on the temperature and location of food across the value
chain, fed back to operators and end consumers, as a potential game changer for energy
productivity. With this level of processed information available in a simple graphic format, failures in
handling practices, technologies and infrastructure may be identified before they add to costs and
food waste. Through this, it is possible to identify the real value of innovations, to support business
4 http://www.iea.org/publications/freepublications/publication/DigitalizationandEnergy3.pdf 5 Accessible from: www.a2ep.org.au/files/Reports/A2EP_Cold_Chain_Report_OEH_v2.pdf
A2EP Transforming Energy Productivity in Manufacturing 5
cases for change, identify areas where R&D would be most useful, and help equipment
manufacturers to improve their products. And, it provides valuable tools to optimise energy use.
Figure 3 – Application of digital technologies and strategies in industry
Source: IEA, 2017. Digitalization and Energy adapted by A2EP (white boxes added by A2EP)
‘Smart Manufacturing’ for energy productivity
“Smart Manufacturing” is a US term used to describe the uptake of Industry 4.0 technologies and
practices in manufacturing.
Smart Manufacturing “is the right data in the right form, the right people with the right
knowledge, the right technology, and the right operations, whenever and wherever needed
throughout the manufacturing enterprise … it … describes an unprecedented exploitation of
data that changes the manufacturing approach with ever-advancing information, modelling,
control, automation, and optimisation technologies”.6
6Davis, J., 2017. Smart Manufacturing. In: Abraham M.A. (Ed.), Encyclopedia of Sustainable Technologies. Elsevier, pp. 417-427.
Flexible, responsive
equipment, e.g. VSDs
Connected
customers
A2EP Transforming Energy Productivity in Manufacturing 6
While Smart Manufacturing has the potential to impact (and is already impacting to some degree)
most industries to improve overall production value, the specific focus of this report is on the
potential for Industry 4.0 technologies to bring about transformative energy productivity
improvements in manufacturing.
The US-based Clean Energy Smart Manufacturing Innovation Institute7 (CESMII) promotes the use of
clean technology in manufacturing and is particularly focused on improving energy productivity by
using Industry 4.0 technologies and approaches including advanced sensing, controls, platforms and
modelling in manufacturing. CESMII describes the defining characteristic of Smart Manufacturing as
unlocking “real-time data currently inaccessible or unused through new technology tools that realise
benefits faster across the manufacturing enterprise”. These new tools, such as advanced sensors and
controls, are enabled by emerging IoT and Cloud technologies and allow optimisation of production
and supply networks. CESMII is promoting the rapid development and adoption of Smart
Manufacturing technologies for US manufacturing and the development of an open IT platform and
marketplace to address the barriers of bringing data, software, systems, infrastructure and security
together to enable real-time data analytics, industrial applications and manufacturing solutions that
all participants in the Smart Manufacturing supply chain can access. They have recognised that IoT
tools allow for remote data collection from devices as well as remotely controlling them. Cloud
computing platforms enable companies to have access to powerful computational capabilities to
process all this data without prohibitive upfront IT system setup costs. Cloud systems also provide
manufacturers with flexible and low cost means to share the data and collaborate with appropriate
stakeholders throughout the production line and the supply chain.
One of the key findings of CESMII is that energy benefits (and other savings) through utilising these
technologies and approaches are gained across supply chains and across organisations. They have
found that the greatest savings often occur at what they call ‘seams’, or boundaries/interfaces in the
chain or plant where there are information discontinuities that can be resolved through using the
IoT and cloud computing.
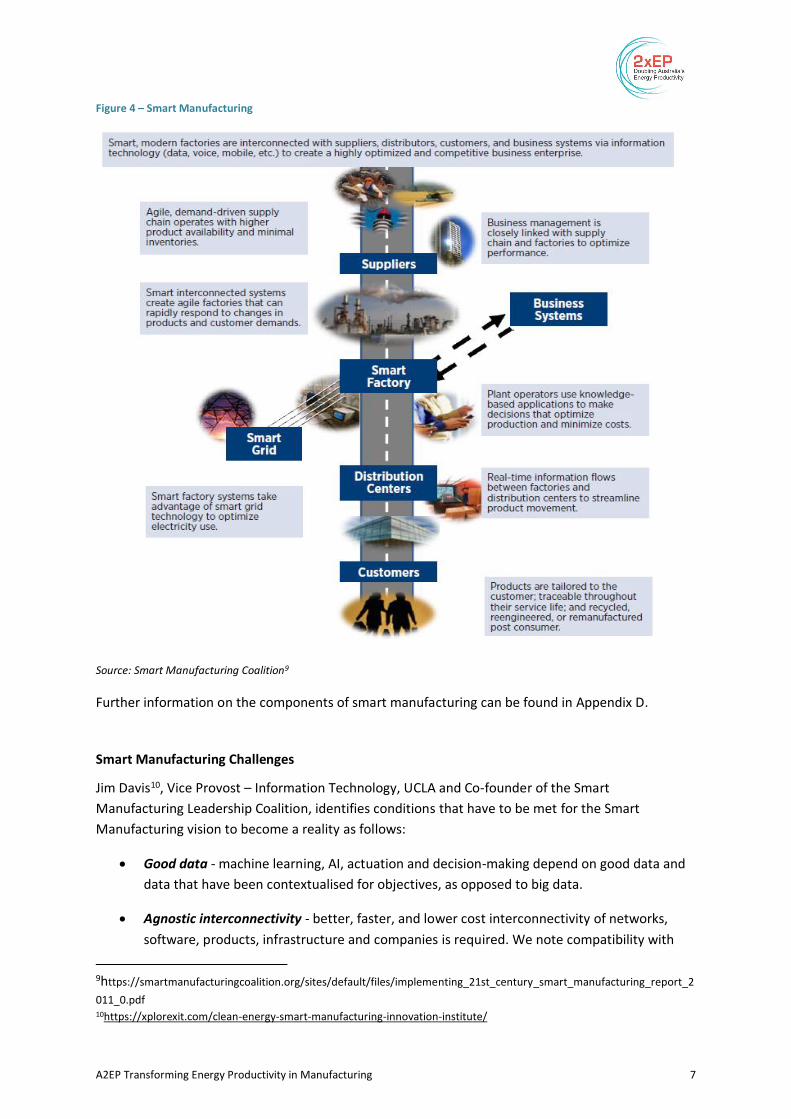
Figure 5 illustrates how Smart Manufacturing is interconnected with suppliers, distributors,
customers and business systems using information technology. Note that this also identifies the
potential benefits through optimising the energy supply chain to plants, with the energy user as an
integral part of the energy chain.
Research conducted by the American Council for an Energy-Efficiency Economy (ACEEE)8 concluded
Smart Manufacturing will transform the manufacturing environment, enabling: mass customisation;
reductions in waste, energy and water use; and, improved accuracy and speed. Together with
CESMII, the ACEEE supports open-access Smart Manufacturing platforms with common protocols
and standards to rapidly transition the US manufacturing sector.
This revolution also supports decentralised manufacturing, as firms such as Boeing are already
doing. This has potential application in revitalising Australian rural and regional economies and
allowing smaller businesses to engage with national and global production systems.
7https://www.cesmii.org/what-is-smart-manufacturing/ 8https://aceee.org/sites/default/files/publications/researchreports/ie1403.pdf
A2EP Transforming Energy Productivity in Manufacturing 7
Figure 4 – Smart Manufacturing
Source: Smart Manufacturing Coalition9
Further information on the components of smart manufacturing can be found in Appendix D.
Smart Manufacturing Challenges
Jim Davis10, Vice Provost – Information Technology, UCLA and Co-founder of the Smart
Manufacturing Leadership Coalition, identifies conditions that have to be met for the Smart
Manufacturing vision to become a reality as follows:
• Good data - machine learning, AI, actuation and decision-making depend on good data and
data that have been contextualised for objectives, as opposed to big data.
• Agnostic interconnectivity - better, faster, and lower cost interconnectivity of networks,
software, products, infrastructure and companies is required. We note compatibility with
9https://smartmanufacturingcoalition.org/sites/default/files/implementing_21st_century_smart_manufacturing_report_2
011_0.pdf 10https://xplorexit.com/clean-energy-smart-manufacturing-innovation-institute/
A2EP Transforming Energy Productivity in Manufacturing 8
widely available software such as Excel is important, so it can be utilised across an
organisation and independent analysts, as is capacity to transfer data in standard formats.
• DevOps (development and operations) - there is a need to work with new insights from the
data, new vendor products and configuration of these products to increase capability and
benefit in small steps without having to rebuild infrastructure.
• Reusability of operational data, software and hardware - to avoid building one-off systems,
lowering complexity and barriers to access.
• Smart workers - interoperability of humans and machines such that the capabilities of
humans and machines are both extended.
• Enterprise security, trust and situational resilience - localised diagnostics are important but
an enterprise approach needs a broader kind of resilience with situational response and the
ability to predict and self-interrogate.
Please note the importance of having flexible process equipment to make use of the data. For
example, a fixed speed pump cannot vary its output efficiently in response to any amount of
improved information.
Strategies to optimise manufacturing
CESMII11 categorised four primary elements of an integrated Smart Manufacturing strategy that
increase energy productivity and also address challenges of realising the Smart Manufacturing
vision. Such a strategy can be led by business organisations, governments, leading edge businesses,
financiers or combinations of them. These elements are:
1. Enabling technologies - through collaborative R&D on advanced key Smart Manufacturing
technologies including advanced sensors, data analytics tools, process controls, models, and
computational platforms for integration into robust, secure and easy-to-configure Smart
Manufacturing systems.
2. Smart Manufacturing platform infrastructure - build a unified Smart Manufacturing
platform, marketplace and ecosystem that enables efficient and cost-effective reuse of
enterprise data, technologies, and secure cyber-physical systems to reduce the cost and
time to build and deploy functional systems.
3. Workforce development - to build and sustain a skilled and innovative Smart Manufacturing
workforce with expertise in these technologies and practices, develop and continuously
update, and deploy customisable, interdisciplinary training resources and programs.
4. Businesses practices - to facilitate widespread Smart Manufacturing integration, develop a
clear and compelling value proposition for Smart Manufacturing; address and mitigate
business risks; and provide strategies, tools and best practice for Smart Manufacturing
integration and cyber security.
11https://static1.squarespace.com/static/586544c544024334881aa773/t/59b1b519f43b5595acc6a587/1504818463107/final+fact+sheet.pdf
A2EP Transforming Energy Productivity in Manufacturing 9
Transition: Getting started
There is a major change management challenge associated with the introduction of Smart
Manufacturing. Most businesses will need to ‘walk before they run’. The transition may start with
the addition of low cost sensors and analysis of the new data, leading to introduction of more
flexible process equipment and controls. The addition of features to existing process equipment can
transform energy use. For example, replacing use of a damper or valve to manage fluid flows with a
variable speed motor, and controlling it to match demand can deliver large percentage savings.
Investing in low thermal inertia processing equipment can also be important once you start using
variable technologies, so that it is more responsive. Adaptive manufacturing is very likely to possess
transient processes that are continuously adjusted to meet variable production schedules. Hence,
the equipment for supplying process heat to this emerging type of production line needs to have low
thermal inertia to quickly respond to variable thermal energy requests efficiently and cost
effectively. It should also have low standby energy use. Otherwise, the production line is not agile
and flexible enough to quickly respond to instructions, obstructing production scheduling and
planning. The heating stage in the chain of processes often becomes a production bottleneck
leading to high cost of running complex processes, and energy productivity is affected due to the
fact that significant energy can be wasted during start up and shut down stages.
An example of such fast response technology is LED lighting. A key benefit of LED lights is that they
can dim very quickly to offer responsive dimming linked to real-time intermittent cloud effects. Most
chillers, air compressors and motors have a limited range of high efficiency operation and routinely
run outside optimum performance because they have been oversized. Better information provides
feedback on real-time efficiency, while assisting in appropriate sizing and improving staged
management.
Businesses need a specific energy productivity element in their Industry 4.0 strategy to gain the best
benefits from this transition. It is important for businesses to consider the timeframe and process
for implementing Industry 4.0 to drive energy benefits. Even the introduction of variable speed
drives is a major change in a manufacturing process, requiring downtime and commissioning.
A review of how Industry 4.0 technologies can be utilised to improve energy productivity in
manufacturing is discussed in Section 3.3. Please see the practical implementation suggestions in
Appendix A: Guide for business to implement Industry 4.0 to boost energy productivity.
3.1.2 How is Industry 4.0 playing out in Australia?
Manufacturing contributes 6% of Australia’s GDP12, and manufacturing’s share of the economy
continues to shrink, at least in part driven in the last seven years by escalating energy prices and low
energy productivity of the sector. However, manufacturing is Australia’s second largest exporter
after mining, representing 32% of the value of Australia’s exports. The biggest manufacturing
exporters by value in 2015-16 were ‘primary metal’ and ‘metal product manufacturing’ at $34
billion, followed by food product manufacturing, with $24 billion of exports. But the statistics on
12https://industry.gov.au/Office-of-the-Chief-Economist/Publications/AustralianIndustryReport/assets/Australian-Industry-Report-2016.pdf
A2EP Transforming Energy Productivity in Manufacturing 10
manufacturing output are misleading as manufacturing activity is spilling out of the traditional sector
which is tracked by Australian Bureau of Statistics (ABS), both upstream and downstream. Value
adding on farms and vineyards, micro-breweries, hot bread shops and commercial 3D printing are
examples of manufacturing increasingly being undertaken outside the traditional manufacturing
sector.
Smart, modular, Industry 4.0 technologies support this transition, as do automated electric
technologies. These approaches could re-invigorate rural and regional economies by facilitating
automated manufacturing on farms using on-site solar energy and batteries for increasingly
competitive regional energy supply. The greatest economic impact of Industry 4.0 technologies may
be in fact in the commercial and agricultural sectors because big industrial sites capture economies
of scale and consistency of production and pay lower unit energy prices than small scale
manufacturing in these other sectors. Smaller sites value equipment flexibility and modularity, so
they can efficiently respond to diverse customer expectations and charge higher prices for increased
perceived value.
The Australian government recognises the opportunity that Industry 4.0 presents to Australian
businesses to improve their competitiveness and increase production, employment and exports,
with the Prime Minister’s Industry 4.0 Taskforce13 being formed in 2015. The purpose of the
Taskforce is co-operation and information sharing with the German Plattform Industrie 4.0 group in
relation to digital transformation and the linking of manufacturing processes along the global value
chain via the internet. The Department of Industry, Innovation and Science14describes Industry 4.0
as being “the current trend of improved automation, machine-to-machine and human-to-machine
communication, artificial intelligence, continued technologies improvements and digitalisation in
manufacturing”.
The Department identifies the four key drivers of this trend as:
1. Rising data volumes, computational power and connectivity [while also noting the declining
cost of elements of the system].
2. Emergence of analytics and business-intelligence capabilities.
3. New forms of human-machine interaction such as touch interfaces and augmented reality
systems.
4. Improvements in transferring digital instructions to the physical world, such as robotics and
3D printing.
Organisations that have been key to the promotion of Industry 4.0, particularly in the Australian
manufacturing context, are listed in Appendix E of this report as a reference for businesses wanting
to implement Industry 4.0.
13https://industry.gov.au/industry/Industry-4-0/Pages/PMs-Industry-4-0-Taskforce.aspx 14https://industry.gov.au/industry/Industry-4-0/Pages/default.aspx
A2EP Transforming Energy Productivity in Manufacturing 11
Australian example of Industry 4.0: Dulux Merrifield paint manufacturing plant
Dulux recently opened a new paint manufacturing plant in Merrifield, Victoria. This plant provides an
example of Australian industry embracing and benefiting from Industry 4.0 technology, with the
entire production process integrated horizontally and vertically, allowing for the end-to-end
digitalisation of the plant. Siemens’ simulation platform Simit enables comprehensive tests and
virtual commissioning of automation applications, and provided a realistic training environment for
operators even before the real start-up.
The plant has been designed for a high degree of automation allowing Dulux to very efficiently
produce specialty paint according to specific customer requirements, of a higher quality and in a
shorter time, than was possible in the past. In other words, the plant has been designed to facilitate
“mass customisation”.
The plant has the flexibility to vary batch sizes between 100 litres and 30,000 litres. Specialty
batches can be produced in volumes of 1/50th of the size and about eight times faster than was
previously possible. Higher accuracy for specialty paint recipes has led to a large reduction in raw
material waste and a 25% reduction in energy consumption over the design.15
15 www.siemens.com/customer-magazine/en/home/industry/process-industry/any-color-desired.html
A2EP Transforming Energy Productivity in Manufacturing 12
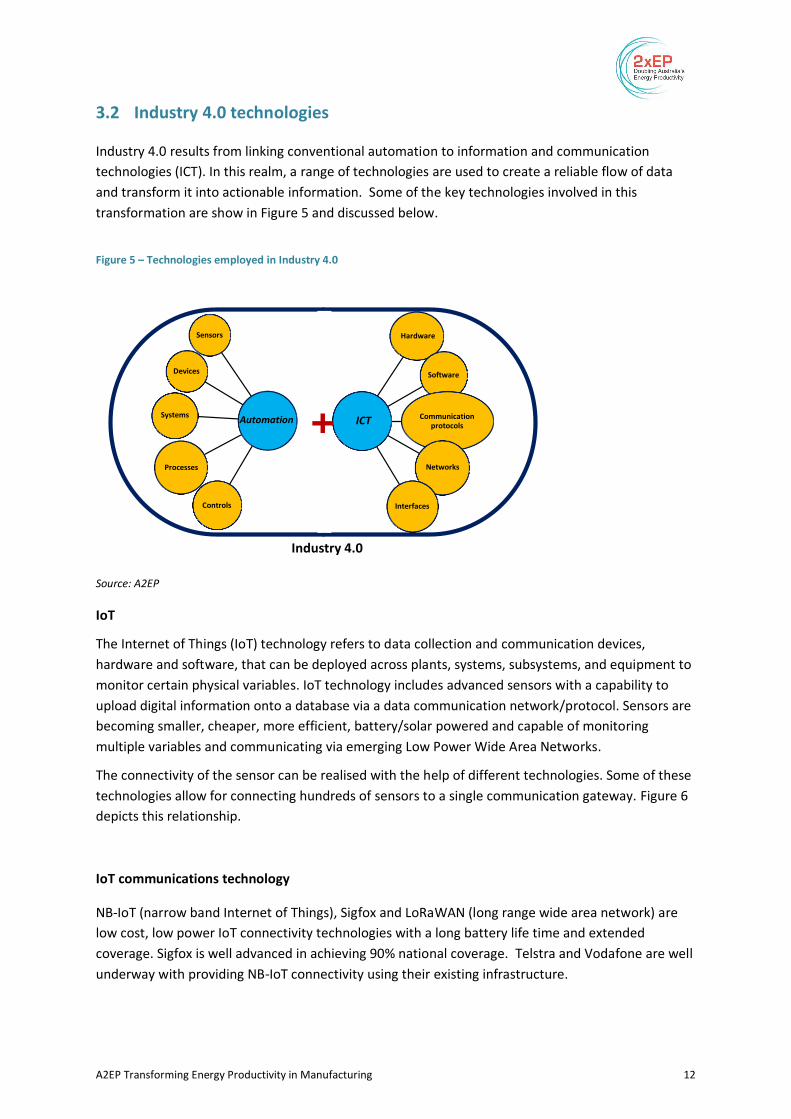
3.2 Industry 4.0 technologies
Industry 4.0 results from linking conventional automation to information and communication
technologies (ICT). In this realm, a range of technologies are used to create a reliable flow of data
and transform it into actionable information. Some of the key technologies involved in this
transformation are show in Figure 5 and discussed below.
Figure 5 – Technologies employed in Industry 4.0
Source: A2EP
IoT
The Internet of Things (IoT) technology refers to data collection and communication devices,
hardware and software, that can be deployed across plants, systems, subsystems, and equipment to
monitor certain physical variables. IoT technology includes advanced sensors with a capability to
upload digital information onto a database via a data communication network/protocol. Sensors are
becoming smaller, cheaper, more efficient, battery/solar powered and capable of monitoring
multiple variables and communicating via emerging Low Power Wide Area Networks.
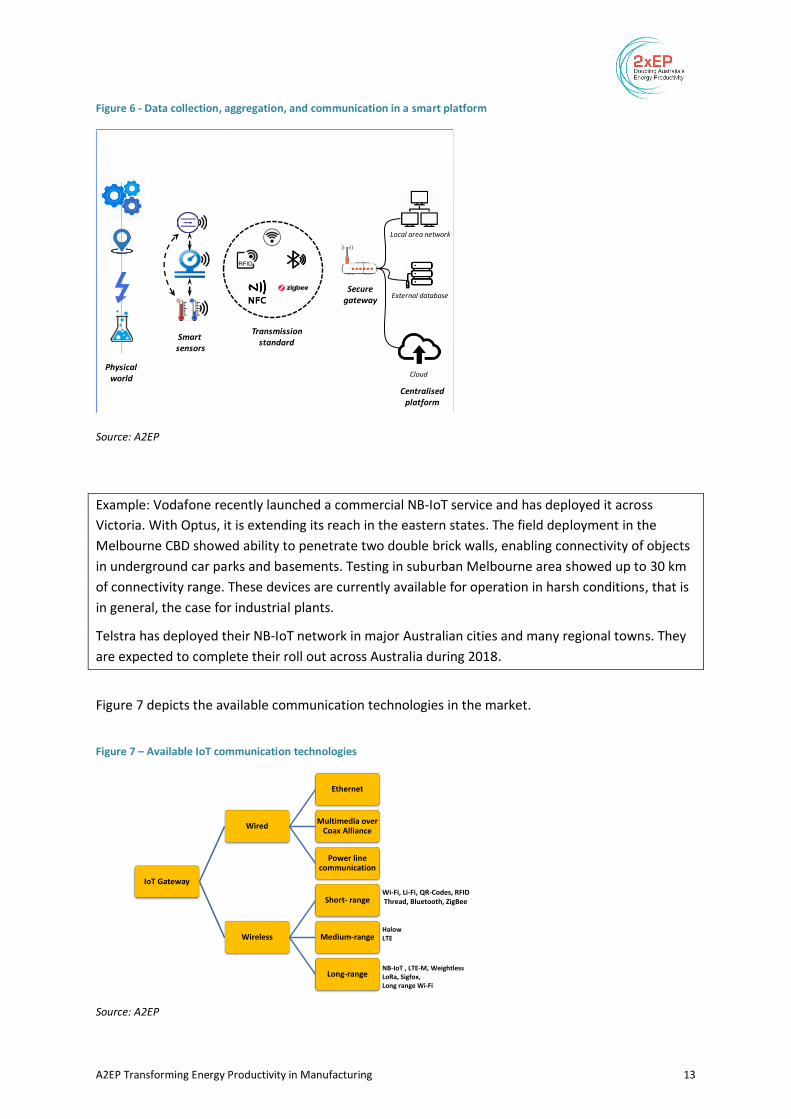
The connectivity of the sensor can be realised with the help of different technologies. Some of these
technologies allow for connecting hundreds of sensors to a single communication gateway. Figure 6
depicts this relationship.
IoT communications technology
NB-IoT (narrow band Internet of Things), Sigfox and LoRaWAN (long range wide area network) are
low cost, low power IoT connectivity technologies with a long battery life time and extended
coverage. Sigfox is well advanced in achieving 90% national coverage. Telstra and Vodafone are well
underway with providing NB-IoT connectivity using their existing infrastructure.
Sensors
Devices
Systems
Processes
Controls
Automation
Hardware
Software
Communication protocols
Networks
Interfaces
ICT
Industry 4.0
A2EP Transforming Energy Productivity in Manufacturing 13
Figure 6 - Data collection, aggregation, and communication in a smart platform
Source: A2EP
Example: Vodafone recently launched a commercial NB-IoT service and has deployed it across
Victoria. With Optus, it is extending its reach in the eastern states. The field deployment in the
Melbourne CBD showed ability to penetrate two double brick walls, enabling connectivity of objects
in underground car parks and basements. Testing in suburban Melbourne area showed up to 30 km
of connectivity range. These devices are currently available for operation in harsh conditions, that is
in general, the case for industrial plants.
Telstra has deployed their NB-IoT network in major Australian cities and many regional towns. They
are expected to complete their roll out across Australia during 2018.
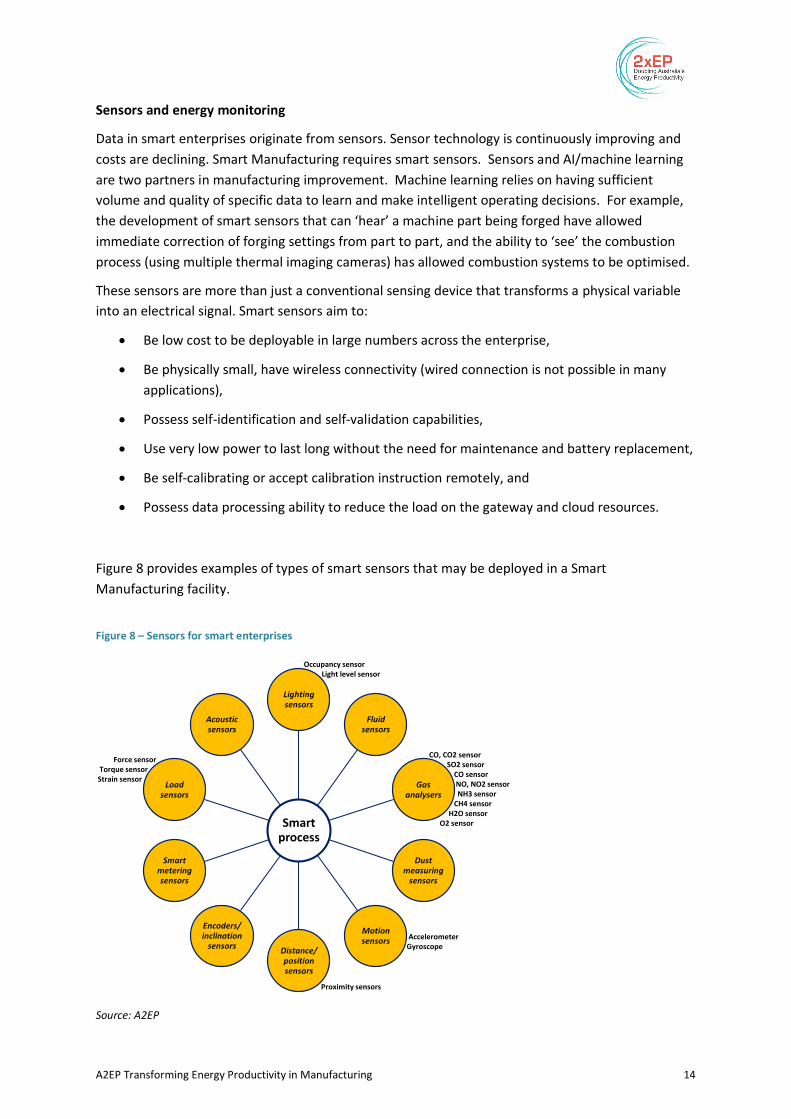
Figure 7 depicts the available communication technologies in the market.
Figure 7 – Available IoT communication technologies
Source: A2EP
Physical world
Smart sensors
Transmissionstandard
Securegateway
Local area network
External database
Cloud
Centralisedplatform
IoT Gateway
Wired
Ethernet
Multimedia over Coax Alliance
Power line communication
Wireless
Short- range
Medium-range
Long-range
Wi-Fi, Li-Fi, QR-Codes, RFIDThread, Bluetooth, ZigBee
HalowLTE
NB-IoT , LTE-M, WeightlessLoRa, Sigfox, Long range Wi-Fi
A2EP Transforming Energy Productivity in Manufacturing 14
Sensors and energy monitoring
Data in smart enterprises originate from sensors. Sensor technology is continuously improving and
costs are declining. Smart Manufacturing requires smart sensors. Sensors and AI/machine learning
are two partners in manufacturing improvement. Machine learning relies on having sufficient
volume and quality of specific data to learn and make intelligent operating decisions. For example,
the development of smart sensors that can ‘hear’ a machine part being forged have allowed
immediate correction of forging settings from part to part, and the ability to ‘see’ the combustion
process (using multiple thermal imaging cameras) has allowed combustion systems to be optimised.
These sensors are more than just a conventional sensing device that transforms a physical variable
into an electrical signal. Smart sensors aim to:
• Be low cost to be deployable in large numbers across the enterprise,
• Be physically small, have wireless connectivity (wired connection is not possible in many
applications),
• Possess self-identification and self-validation capabilities,
• Use very low power to last long without the need for maintenance and battery replacement,
• Be self-calibrating or accept calibration instruction remotely, and
• Possess data processing ability to reduce the load on the gateway and cloud resources.
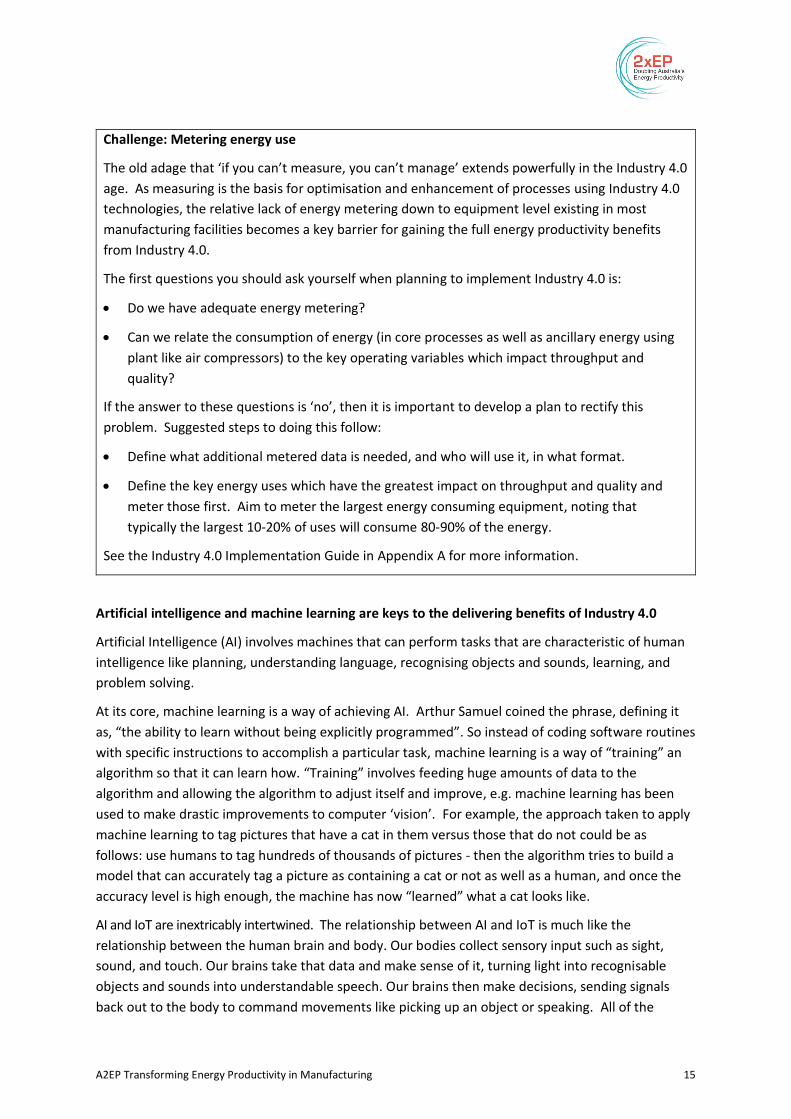
Figure 8 provides examples of types of smart sensors that may be deployed in a Smart
Manufacturing facility.
Figure 8 – Sensors for smart enterprises
Source: A2EP
Smartprocess
Lighting sensors
Fluid sensors
Gas analysers
Dust measuring
sensors
Motion sensors
Distance/ position sensors
Encoders/ inclination
sensors
Smart metering sensors
Load sensors
Acoustic sensors
Occupancy sensorLight level sensor
CO, CO2 sensorSO2 sensor
CO sensorNO, NO2 sensorNH3 sensor
CH4 sensorH2O sensor
O2 sensor
AccelerometerGyroscope
Proximity sensors
Force sensorTorque sensorStrain sensor
A2EP Transforming Energy Productivity in Manufacturing 15
Challenge: Metering energy use
The old adage that ‘if you can’t measure, you can’t manage’ extends powerfully in the Industry 4.0
age. As measuring is the basis for optimisation and enhancement of processes using Industry 4.0
technologies, the relative lack of energy metering down to equipment level existing in most
manufacturing facilities becomes a key barrier for gaining the full energy productivity benefits
from Industry 4.0.
The first questions you should ask yourself when planning to implement Industry 4.0 is:
• Do we have adequate energy metering?
• Can we relate the consumption of energy (in core processes as well as ancillary energy using
plant like air compressors) to the key operating variables which impact throughput and
quality?
If the answer to these questions is ‘no’, then it is important to develop a plan to rectify this
problem. Suggested steps to doing this follow:
• Define what additional metered data is needed, and who will use it, in what format.
• Define the key energy uses which have the greatest impact on throughput and quality and
meter those first. Aim to meter the largest energy consuming equipment, noting that
typically the largest 10-20% of uses will consume 80-90% of the energy.
See the Industry 4.0 Implementation Guide in Appendix A for more information.
Artificial intelligence and machine learning are keys to the delivering benefits of Industry 4.0
Artificial Intelligence (AI) involves machines that can perform tasks that are characteristic of human
intelligence like planning, understanding language, recognising objects and sounds, learning, and
problem solving.
At its core, machine learning is a way of achieving AI. Arthur Samuel coined the phrase, defining it
as, “the ability to learn without being explicitly programmed”. So instead of coding software routines
with specific instructions to accomplish a particular task, machine learning is a way of “training” an
algorithm so that it can learn how. “Training” involves feeding huge amounts of data to the
algorithm and allowing the algorithm to adjust itself and improve, e.g. machine learning has been
used to make drastic improvements to computer ‘vision’. For example, the approach taken to apply
machine learning to tag pictures that have a cat in them versus those that do not could be as
follows: use humans to tag hundreds of thousands of pictures - then the algorithm tries to build a
model that can accurately tag a picture as containing a cat or not as well as a human, and once the
accuracy level is high enough, the machine has now “learned” what a cat looks like.
AI and IoT are inextricably intertwined. The relationship between AI and IoT is much like the
relationship between the human brain and body. Our bodies collect sensory input such as sight,
sound, and touch. Our brains take that data and make sense of it, turning light into recognisable
objects and sounds into understandable speech. Our brains then make decisions, sending signals
back out to the body to command movements like picking up an object or speaking. All of the
A2EP Transforming Energy Productivity in Manufacturing 16
connected sensors that make up the Internet of Things are like our bodies, as they provide the raw
data of what’s going on in the world. Artificial intelligence is like our brain, making sense of that data
and deciding what actions to perform. And the connected devices of IoT are again like our bodies,
carrying out physical actions or communicating to others.
The value and the promises of both AI and IoT are being realised because of each other. Machine
learning has led to huge leaps for AI in recent years. Machine learning requires massive amounts of
data to work, and now this data is being collected by the billions of sensors that are continuing to
come online in the Internet of Things. IoT makes better AI. Improving AI will also drive adoption of
the Internet of Things, creating a virtuous cycle in which both areas will accelerate drastically. That’s
because AI makes IoT useful. AI can be applied to predict when machines will need maintenance or
analyse manufacturing processes to make big efficiency gains, saving millions of dollars.
Further discussion of Industry 4.0 technologies can be found in Appendix F.
3.3 Industry 4.0 and energy productivity
Energy intensive industries tend to seek better energy management and saving opportunities, as
they see it as core business. Until energy became much more expensive in the last decade, other
businesses often treated energy as an overhead cost, and did not prioritise managing energy costs.
Industry 4.0 technologies and the Smart Manufacturing approach can facilitate substantial energy
productivity gains – through energy being applied better to create more value, and often also
through energy consumption being reduced at the same time.
But, as we explain in Appendix A: Guide for business to implement Industry 4.0 to boost energy
productivity, applying these technologies and approaches does not necessarily lead to optimal
energy productivity outcomes. To achieve this, it is important to understand how energy is applied
in the business and take a focused approach to integrating energy productivity improvement into
the Industry projects.
A2EP Transforming Energy Productivity in Manufacturing 17
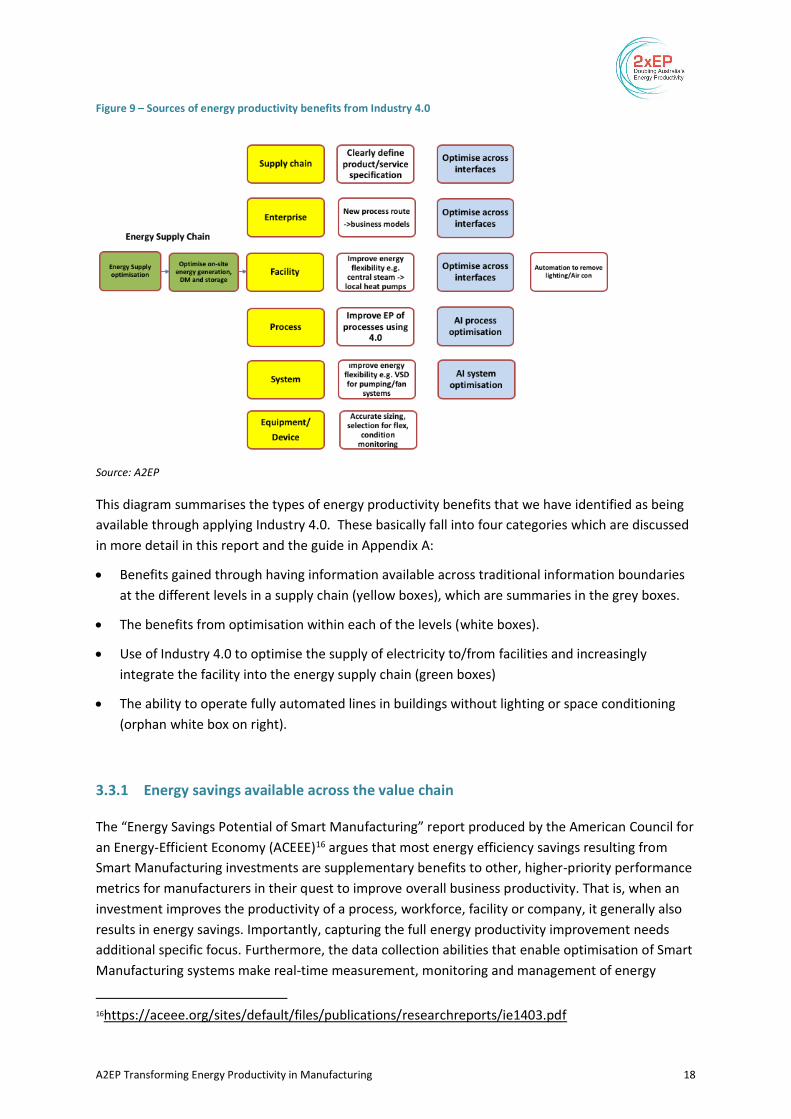
Figure 9 summarises primary sources of energy productivity benefits which may result from the
deployment of Industry 4.0 as they provide greater visibility across the information
interfaces/boundaries between levels in a manufacturing ecosystem. Strategies to realise the energy
productivity benefits of deploying Industry 4.0 technologies for each level can be seen by looking
horizontally across the diagram. Optimisation of energy supply to the facility is shown on the far
left.
Savings available at each level of the manufacturing ecosystem are discussed in further detail in
section 3.3.1 below.
A2EP Transforming Energy Productivity in Manufacturing 18
Figure 9 – Sources of energy productivity benefits from Industry 4.0
Source: A2EP
This diagram summarises the types of energy productivity benefits that we have identified as being
available through applying Industry 4.0. These basically fall into four categories which are discussed
in more detail in this report and the guide in Appendix A:
• Benefits gained through having information available across traditional information boundaries
at the different levels in a supply chain (yellow boxes), which are summaries in the grey boxes.
• The benefits from optimisation within each of the levels (white boxes).
• Use of Industry 4.0 to optimise the supply of electricity to/from facilities and increasingly
integrate the facility into the energy supply chain (green boxes)
• The ability to operate fully automated lines in buildings without lighting or space conditioning
(orphan white box on right).
3.3.1 Energy savings available across the value chain
The “Energy Savings Potential of Smart Manufacturing” report produced by the American Council for
an Energy-Efficient Economy (ACEEE)16 argues that most energy efficiency savings resulting from
Smart Manufacturing investments are supplementary benefits to other, higher-priority performance
metrics for manufacturers in their quest to improve overall business productivity. That is, when an
investment improves the productivity of a process, workforce, facility or company, it generally also
results in energy savings. Importantly, capturing the full energy productivity improvement needs
additional specific focus. Furthermore, the data collection abilities that enable optimisation of Smart
Manufacturing systems make real-time measurement, monitoring and management of energy
16https://aceee.org/sites/default/files/publications/researchreports/ie1403.pdf

A2EP Transforming Energy Productivity in Manufacturing 19
easier. That is why A2EP’s focus on improving energy productivity i.e. increasing total production
value created as well as improving energy efficiency fits so well with the objectives of Industry 4.0
implementation.
By actively applying an energy productivity lens to a situation, using smart technologies and
approaches, we gain greater insights into the underlying physics and chemistry of the process, and
better understand the fundamental services being provided, so we can pick up many productivity
and other valuable benefits. This works because energy is so deeply interwoven with all business
activities and delivery of goods and services as a basic enabler of manufacturing.
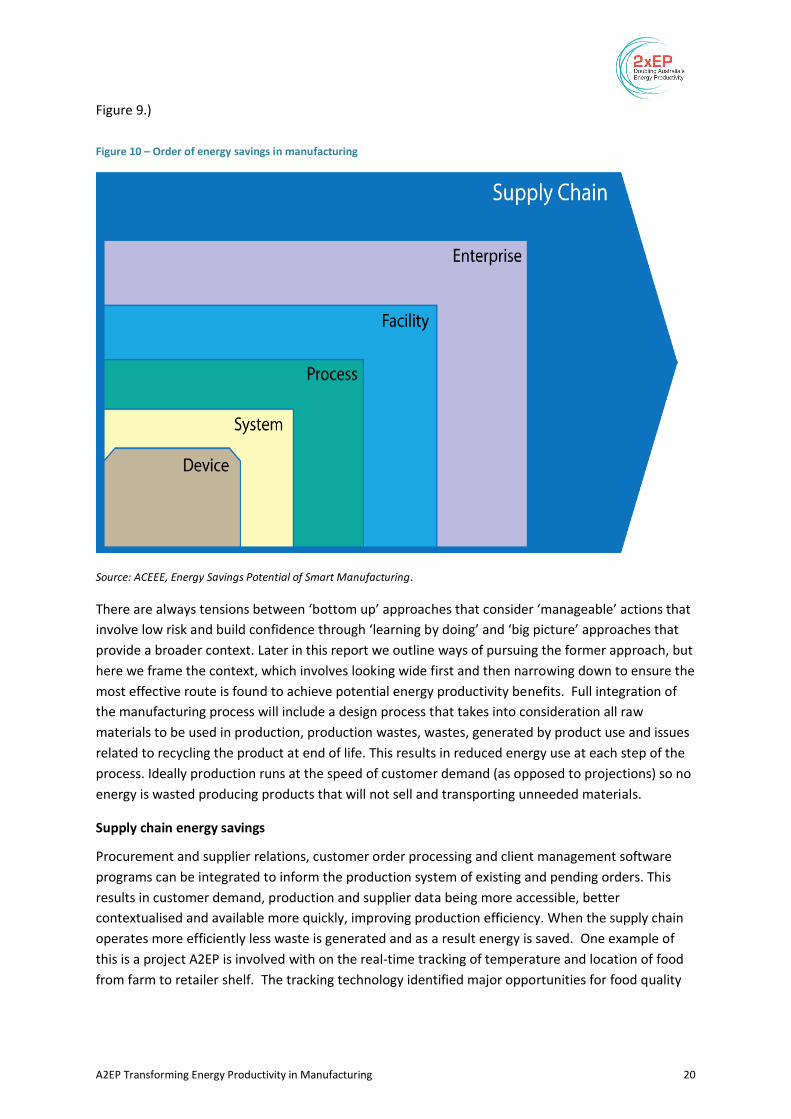
The ACEEE report considers energy savings achievable in each level of a manufacturing ecosystem, as depicted in Figure 10. (Note, the levels are the same ones shown in
A2EP Transforming Energy Productivity in Manufacturing 20
Figure 9.)
Figure 10 – Order of energy savings in manufacturing
Source: ACEEE, Energy Savings Potential of Smart Manufacturing.
There are always tensions between ‘bottom up’ approaches that consider ‘manageable’ actions that
involve low risk and build confidence through ‘learning by doing’ and ‘big picture’ approaches that
provide a broader context. Later in this report we outline ways of pursuing the former approach, but
here we frame the context, which involves looking wide first and then narrowing down to ensure the
most effective route is found to achieve potential energy productivity benefits. Full integration of
the manufacturing process will include a design process that takes into consideration all raw
materials to be used in production, production wastes, wastes, generated by product use and issues
related to recycling the product at end of life. This results in reduced energy use at each step of the
process. Ideally production runs at the speed of customer demand (as opposed to projections) so no
energy is wasted producing products that will not sell and transporting unneeded materials.
Supply chain energy savings
Procurement and supplier relations, customer order processing and client management software
programs can be integrated to inform the production system of existing and pending orders. This
results in customer demand, production and supplier data being more accessible, better
contextualised and available more quickly, improving production efficiency. When the supply chain
operates more efficiently less waste is generated and as a result energy is saved. One example of
this is a project A2EP is involved with on the real-time tracking of temperature and location of food
from farm to retailer shelf. The tracking technology identified major opportunities for food quality
A2EP Transforming Energy Productivity in Manufacturing 21
benefits through providing visibility of poor temperature control across the chain including multiple
organisations and locations.
Enterprise level energy savings
Integration of multiple production facilities can allow corporate management to dynamically
determine the optimal production levels for a mix of products across a fleet of manufacturing
facilities. Factories are most efficient when operating at capacity, so integration that improves
decision-making about how to best allocate resources will result in less waste.
Facility level energy savings
At the facility level, Smart Manufacturing involves both vertical integration within production
processes, and horizontal integration across systems. The next level of integration is for the
production process to communicate with business management systems such as accounting, payroll
and enterprise resource planning. This will simplify the transfer and analysis of information, such as
raw-material delivery times and labour hours per product shipped. A business automation system
can take all variables across a facility into consideration and recommend options to reduce energy
use and overall costs.
System and process level energy savings
Below the facility level are core processes and systems. Systems are groupings of equipment that
fulfil a specific function e.g. a pumping system, or a refrigeration system. A water pumping system,
for example, may be part of a larger manufacturing process. A network that enables the pump to
schedule its load for the day may also allow each system in the production line to optimise its use of
energy. When each of these systems communicates with other systems the operating scenario can
be optimised. This process level efficiency adds to the savings that may be realised at the systems
level. For new facilities, or when replacement equipment is required, capital investment may also be
reduced through reduction in equipment capacity, based on better information and smarter
management resulting from improved information.
Device level energy savings
Device efficiency is tied to the ability of the device to convert one form of energy to another. For
example, the ability of a motor to convert electricity into mechanical motion. Improving device
efficiency results in energy savings. Modern equipment is often significantly more efficient, due to
improved design, manufacturing techniques and materials. Device efficiency is also impacted by
selection. For example, if an electric motor is 100% oversized, then it is likely to be often operating
at a point well below its efficient operating range.
A2EP Transforming Energy Productivity in Manufacturing 22
3.3.2 Scale of energy savings from optimising data use
The Clean Energy Smart Manufacturing Innovation Institute17 (CESMII) has estimated the scale of
energy savings that can be achieved in the US from Smart Manufacturing at about US$200 billion
over a 10 year horizon. CESMII used public data on baseline energy consumption for five energy
intensive industry sectors in the US to create a 10-year projection of a Smart Manufacturing journey.
CESMII assumed conservatively that an average energy reachability would be between 10% and 15%
for the first five years (where energy reachability means the potential economic/energy productivity
improvement that is immediately foreseeable). CESMII combined this with a low estimate of market
penetration for Smart Manufacturing technology practices at less than 5%. For the second five years
CESMII then applied their ‘journey’ data to estimate an average increased energy savings (largely
based on the upper ends of the bracketed reachability). CESMII also conservatively increased market
penetration for the second five years.
Note: These savings estimates do not include benefits gained by changing process route. Another
US Department of Energy institute - The RAPID Manufacturing Institute18, has as its focus the
transformation of industrial processes. The Institute is leading efforts in the US to improve energy
productivity in manufacturing processes by engaging in research and development activities related
to process improvement and intensification.
Appendix G contains a table referencing literature that discusses the effects of Industry 4.0
technologies on energy use.
3.4 Conclusions
1. Industry 4.0 technologies and business approaches, and new electricity technologies such as
high temperature heat pumps, if effectively deployed, could very substantially increase energy
productivity in the manufacturing sector through:
• Enhancing visibility of energy use, and key product parameters that impact energy use,
across the information boundaries that traditionally have limited information flows across
systems, plants, enterprises, and entire supply chains.
• Application of IoT and AI/machine learning to optimise energy using systems and processes.
International case studies demonstrate up to 20-30% improvement in operation of energy
intensive processes using these tools, and IT models developed and refined in one location
can be readily replicated in other similar operations.
• Application of high energy productivity distributed electricity technologies to displace fossil
fuel use in process heating. These technologies include highly energy productive
technologies like heat pumps, as well as non-thermal processes like membrane dewatering
and high-pressure processing. If a steam system with 50% overall efficiency was replaced
with heat pumps with a COPh of 5, this would provide an energy efficiency improvement of
17 www.cesmii.org 18 www.aiche.org/rapid/
A2EP Transforming Energy Productivity in Manufacturing 23
10X. Better reliability, improved working conditions, and digital control from this change can
deliver an even larger energy productivity dividend.
• Electrification of plants, supplied by increasing levels of on-site renewable energy (and/or
off-site Power Purchase Agreements), which is becoming increasingly financially attractive.
• Optimisation of the electricity supply chain to facilities, and particularly optimising the
timing of electricity purchases to reduce average electricity prices, facilitated by Industry 4.0
technologies. Increased information availability along the chain facilitates industry load
flexibility which can be attained by optimising energy storage (thermal/material/ batteries),
demand management and on-site generation. This flexibility can allow energy consumers to
make real-time decisions to maximise production in low energy price periods.
• The combination of modular, highly automated and ultimately self-optimising electricity
technologies, with energy from solar and batteries, and material supply chain visibility, can
facilitate manufacturing activity earlier or later in the supply chain (and provide extra energy
productivity benefits by potentially reducing the transport task and optimising activity to
better match customer requirements).
2. It is important for businesses and governments to consider the timeframe and process for
implementing Industry 4.0 to drive energy benefits. Even the introduction of variable speed
drives, through retrofitting in existing facilities, has meant a significant change in a
manufacturing process, requiring downtime and commissioning. Achieving incremental
improvements of energy efficiency within existing facilities will continue to be difficult, requiring
change management and time. New facilities (and new market entrants) can by-pass many of
these legacy challenges by implementing these technologies from scratch.
3.5 Recommendations
1. Implement information and training related to the application of Industry 4.0 and new electricity
technologies for improving energy productivity. A2EP and the project sponsors have attempted
to take a first step down this path with the development of this material, but this job has just
started. There is very limited business knowledge and understanding of energy productivity
transformation opportunities through these initiatives. This extends right through from the
businesses that could benefit to the Australian technology and services supply industry,
including specifiers and consultants.
2. Assist companies who are piloting Industry 4.0 initiatives to incorporate energy in their
programs, so that the pilot projects can also demonstrate the ability of these technologies and
business models to drive energy transformation. These projects may incorporate
modernisation/replacement of central energy services.
3. Increase cooperation between industry and energy/environment government departments, and
between university faculties addressing IT, manufacturing technology and energy/environment.
The application of Industry 4.0 to energy requires a broad vision and a multi-disciplinary
approach.
A2EP Transforming Energy Productivity in Manufacturing 24
4 Facilitating digitalisation and boosting energy productivity by
addressing process heating
The application of Industry 4.0 approaches and technologies relies on being able to address energy
using processes and systems which are flexible to changes in product and throughput, and whose
energy use can dial up and down closely in line with process demands.
But the area of process heating is one where often antiquated processes are linked with antiquated
energy distribution systems, which use gas and steam which is hard to measure, are not flexible with
throughput and product changes, and are not suited to digitalisation. Further, these systems
typically have very low energy productivity. The good news is that there is the opportunity to
displace them by using electricity technologies like heat pumps, with exceptionally high energy
productivity, that are well suited to Industry 4.0.
This section provides an overview of process heating in manufacturing, shows why steam age
processes need to be replaced, showcases the technologies which could displace steam, and looks as
the ways we can address key barriers to making this important change. Appendix B: Guide for
business: Process heating innovation to boost energy productivity is designed as an aid for
businesses wishing to replace their boiler systems with more energy productive, innovative
technologies.
4.1 Purpose of process heating and associated energy use in Australian
manufacturing
Process heating is typically used in:
• Food processing for removing water (concentrating, crystalising, drying), preserving,
cleaning and cooking.
• Other industries for heating for forming, melting for casting and heating to promote
chemical reactions.
Figure 11 depicts uses for heat in industry. This report is interested in the uses of heat in the food
and beverage sector in particular.
Note: To improve energy productivity in process heating it is very important to examine in detail the
purpose of the process heating – and this means, why exactly are we heating the product? For
example, is it for killing particular bacteria? If so, have we done tests to determine the specific
conditions that are required to achieve acceptable outcomes? And are there alternative ways of
achieving the same outcome? Do not assume that a process heating application using steam needs
to be replaced by another heating source with the same delivery temperature as the steam. And
further, there may be non-thermal alternative ways to get to the same (or in some cases better)
overall product specification.
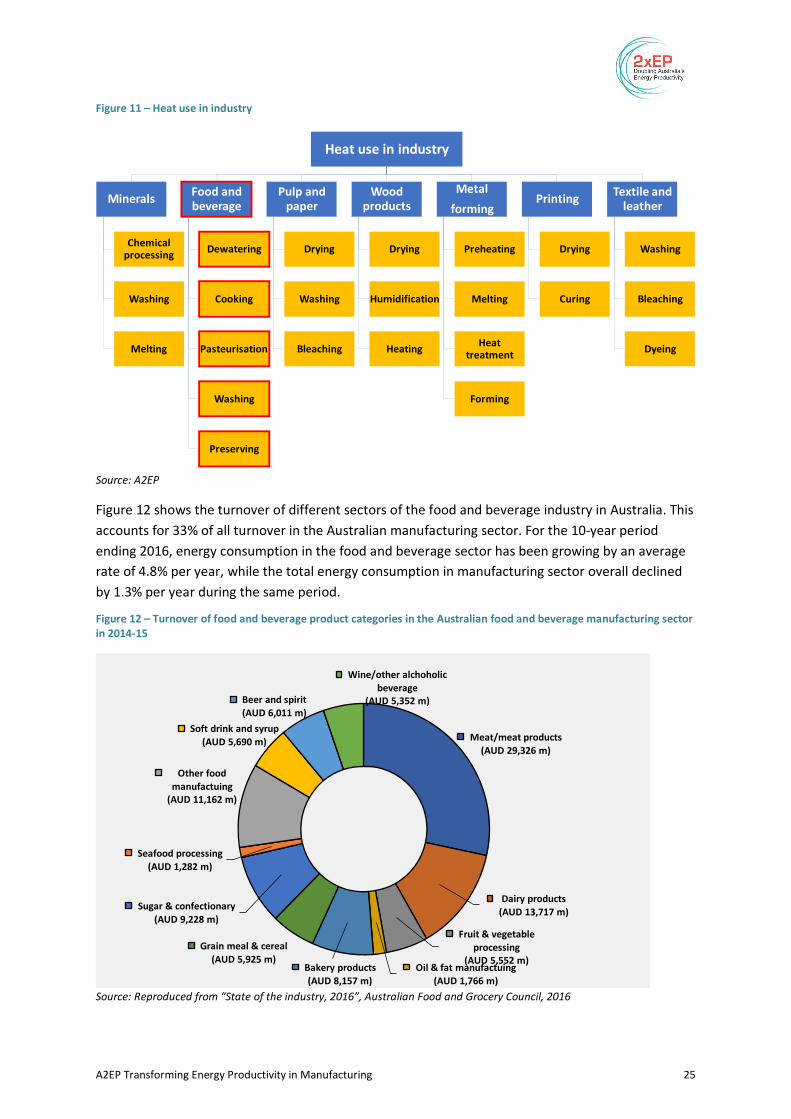
A2EP Transforming Energy Productivity in Manufacturing 25
Figure 11 – Heat use in industry
Source: A2EP
Figure 12 shows the turnover of different sectors of the food and beverage industry in Australia. This
accounts for 33% of all turnover in the Australian manufacturing sector. For the 10-year period
ending 2016, energy consumption in the food and beverage sector has been growing by an average
rate of 4.8% per year, while the total energy consumption in manufacturing sector overall declined
by 1.3% per year during the same period.
Figure 12 – Turnover of food and beverage product categories in the Australian food and beverage manufacturing sector in 2014-15
Source: Reproduced from “State of the industry, 2016”, Australian Food and Grocery Council, 2016
Heat use in industry
Minerals
Chemical processing
Washing
Melting
Food and beverage
Dewatering
Cooking
Pasteurisation
Washing
Preserving
Pulp and paper
Drying
Washing
Bleaching
Wood products
Drying
Humidification
Heating
Metal
forming
Preheating
Melting
Heat treatment
Forming
Printing
Drying
Curing
Textile and leather
Washing
Bleaching
Dyeing
Meat/meat products(AUD 29,326 m)
Dairy products(AUD 13,717 m)
Fruit & vegetable processing
(AUD 5,552 m)Oil & fat manufactuing
(AUD 1,766 m)Bakery products(AUD 8,157 m)
Grain meal & cereal
(AUD 5,925 m)
Sugar & confectionary(AUD 9,228 m)
Seafood processing(AUD 1,282 m)
Other food
manufactuing(AUD 11,162 m)
Soft drink and syrup (AUD 5,690 m)
Beer and spirit(AUD 6,011 m)
Wine/other alchoholic beverage
(AUD 5,352 m)

A2EP Transforming Energy Productivity in Manufacturing 26
The rising cost of energy has been identified as one of the major concerns for the sector19. A 20%
improvement in the energy productivity of the food and beverage sector translates to a 7%
improvement in the energy productivity of Australian manufacturing.
There is no data available in Australia on the breakdown of energy consumption for different
processes such as dewatering and cooking in the food industry. There are only rough estimates
available (such as from ClimateWorks Australia20).
The food industry currently uses electricity and gas to meet the thermal energy demand of
production processes. Some of the applications consuming energy in the Australian food Industry21
are shown in Figure 13. Note that the actual total energy consumption is expected to be significantly
higher. This graph is based on incomplete data, so total energy use would be higher.
Figure 13 -Estimates of energy consuming processes in industry (food and paper) – identified cases only (actual total consumption is higher)
Source: Climateworks
Thermal processes, including heating and refrigeration, are the most energy intensive process in this
sector. Currently boilers/steam reticulation is the most common heating system used.
Thermal energy is used at a large range of temperatures. This includes very high temperatures for
metal forming and minerals to relatively low temperatures in the food industry. Most of this energy
is currently produced from burning fossil fuels. Natural gas accounts for 70% of all energy consumed
in industry. This report is focused on displacing steam and hot water from central
boilers/reticulation systems below 95oC.
19https://www.afgc.org.au/wp-content/uploads/AFGC_State-of-the-Industry-2016.pdf 20 Industrial energy efficiency data analysis project, other manufacturing, construction and services, ClimateWorks Australia, May 2013 21https://www.climateworksaustralia.org/sites/default/files/documents/publications/climateworks_dret_ieeda_factsheet_other_20130502.pdf
0 50 100 150 200 250 300
Boiler
Ovens
Other process heating
Dryers
Electric refrigeration
Compressed air
Ventilation, fans, blowers
Pumping
Energy consumption (TJ)
×103
Meat/meat product Dairy Beverage/other food Pulp/paper/printing
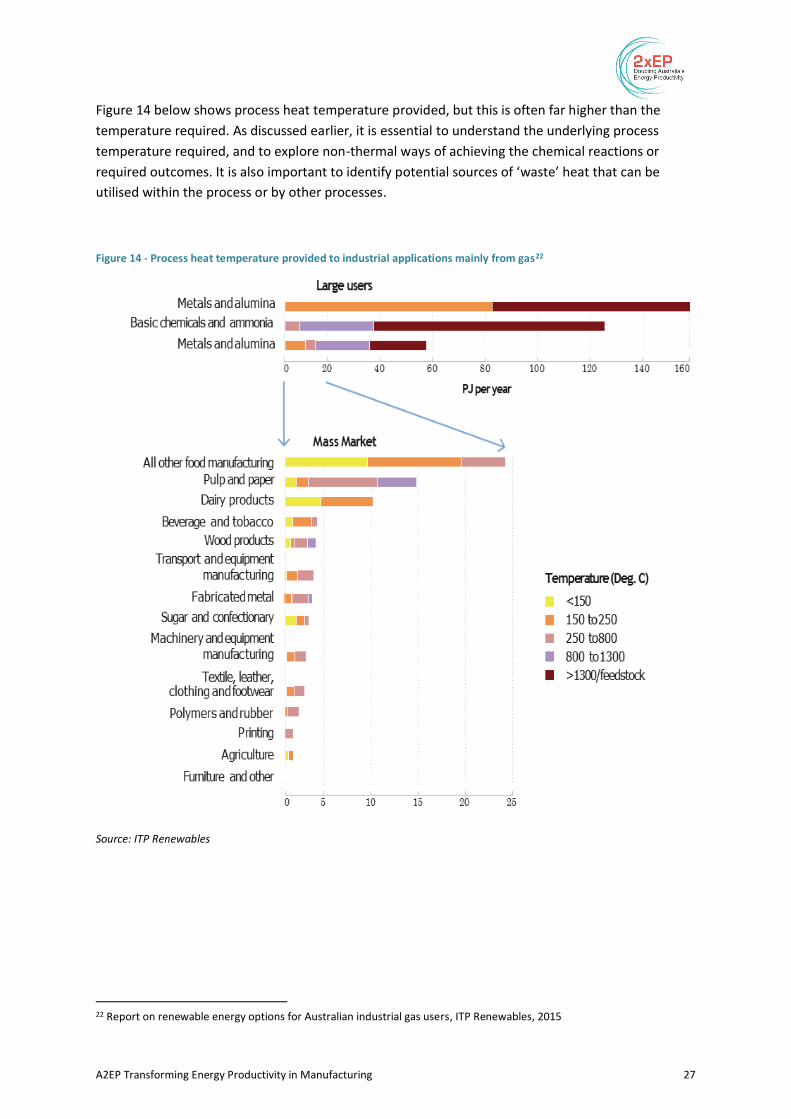
A2EP Transforming Energy Productivity in Manufacturing 27
Figure 14 below shows process heat temperature provided, but this is often far higher than the
temperature required. As discussed earlier, it is essential to understand the underlying process
temperature required, and to explore non-thermal ways of achieving the chemical reactions or
required outcomes. It is also important to identify potential sources of ‘waste’ heat that can be
utilised within the process or by other processes.
Figure 14 - Process heat temperature provided to industrial applications mainly from gas22
Source: ITP Renewables
22 Report on renewable energy options for Australian industrial gas users, ITP Renewables, 2015
A2EP Transforming Energy Productivity in Manufacturing 28
4.2 From Industry 1.0 to Industry 4.0: The mismatch of boilers and steam
systems within an Industry 4.0 world – and Industry 4.0 alternatives
The global manufacturing paradigm is shifting from automated production lines (Industry 3.0) to
demand driven, flexible enterprises (Industry 4.0). The shift towards Industry 4.0 will lead to
production lines that:
• Have variable production schedules with changing energy/power demands.
• Can respond to varying real time energy prices to minimise costs.
• Are more environmentally friendly and designed to increase the use of renewable energy.
• Can be integrated with the whole plant, and continuously (self-) optimise.
• Are digitalised, monitored, connected and controlled intelligently.
Boilers and central steam systems (and compressed air systems) are poorly suited to the emerging
industrial environment because they:
• Have low energy productivity due to significant losses, particularly at reduced load levels
and on standby.
• Are very difficult/expensive to monitor.
• Are slow to respond and thus have poor flexibility and controllability.
Reducing the use of central steam systems and ultimately eliminating them by replacing them with
alternative technologies will be part of the Industry 4.0 transformation. These alternative
approaches can be:
• Improved processes that need less thermal energy/lower temperatures.
• Local heating systems near the process heat application, leading to reduced energy losses,
and higher modularity with better controllability and more flexibility.
• Electrification of process heat, leading to more efficient systems, better monitoring of the
performance, higher controllability, and higher capacity to uptake renewable energies.
• Replacement of process heating with non-thermal processes.
Scientific American (1991):
"...At the turn of the century, a typical workshop or
factory contained a single engine that drove
dozens or hundreds of different machines through
a system of shafts and pulleys. Cheap, small,
efficient electric motors made it possible first to
give each tool its own source of motive force, then
to put many motors into a single machine."
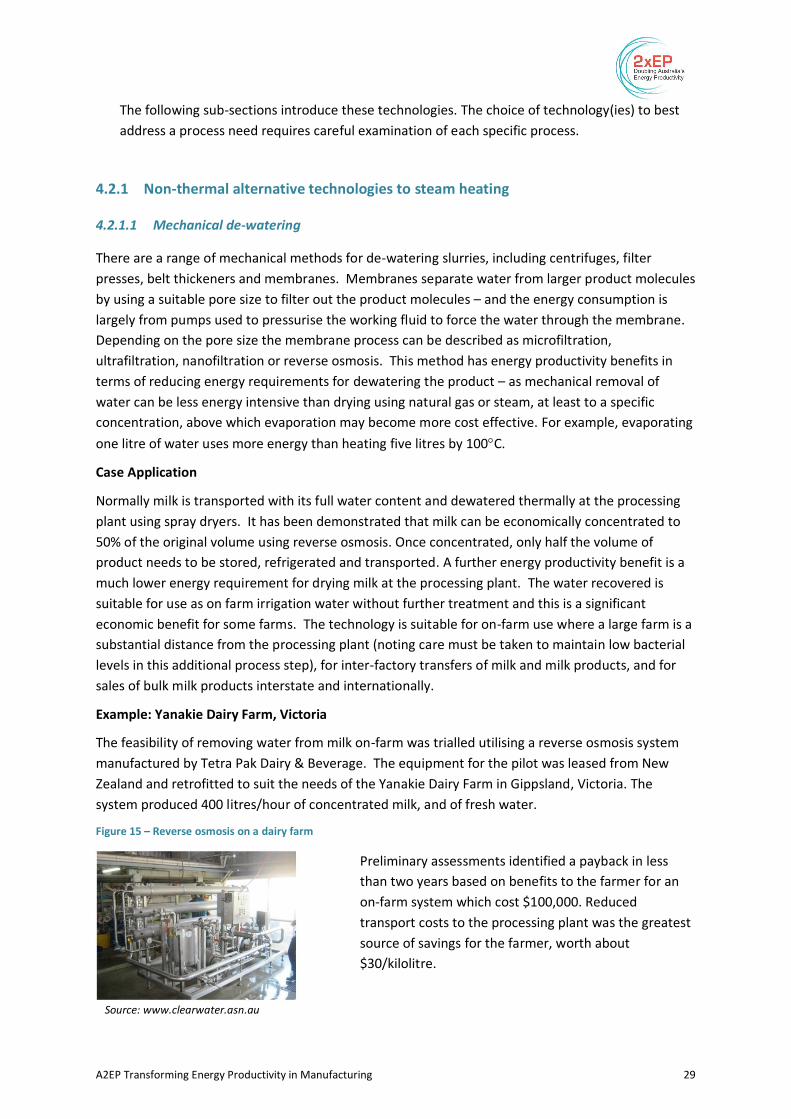
A2EP Transforming Energy Productivity in Manufacturing 29
The following sub-sections introduce these technologies. The choice of technology(ies) to best
address a process need requires careful examination of each specific process.
4.2.1 Non-thermal alternative technologies to steam heating
4.2.1.1 Mechanical de-watering
There are a range of mechanical methods for de-watering slurries, including centrifuges, filter
presses, belt thickeners and membranes. Membranes separate water from larger product molecules
by using a suitable pore size to filter out the product molecules – and the energy consumption is
largely from pumps used to pressurise the working fluid to force the water through the membrane.
Depending on the pore size the membrane process can be described as microfiltration,
ultrafiltration, nanofiltration or reverse osmosis. This method has energy productivity benefits in
terms of reducing energy requirements for dewatering the product – as mechanical removal of
water can be less energy intensive than drying using natural gas or steam, at least to a specific
concentration, above which evaporation may become more cost effective. For example, evaporating
one litre of water uses more energy than heating five litres by 100C.
Case Application
Normally milk is transported with its full water content and dewatered thermally at the processing
plant using spray dryers. It has been demonstrated that milk can be economically concentrated to
50% of the original volume using reverse osmosis. Once concentrated, only half the volume of
product needs to be stored, refrigerated and transported. A further energy productivity benefit is a
much lower energy requirement for drying milk at the processing plant. The water recovered is
suitable for use as on farm irrigation water without further treatment and this is a significant
economic benefit for some farms. The technology is suitable for on-farm use where a large farm is a
substantial distance from the processing plant (noting care must be taken to maintain low bacterial
levels in this additional process step), for inter-factory transfers of milk and milk products, and for
sales of bulk milk products interstate and internationally.
Example: Yanakie Dairy Farm, Victoria
The feasibility of removing water from milk on-farm was trialled utilising a reverse osmosis system
manufactured by Tetra Pak Dairy & Beverage. The equipment for the pilot was leased from New
Zealand and retrofitted to suit the needs of the Yanakie Dairy Farm in Gippsland, Victoria. The
system produced 400 litres/hour of concentrated milk, and of fresh water.
Figure 15 – Reverse osmosis on a dairy farm
Preliminary assessments identified a payback in less
than two years based on benefits to the farmer for an
on-farm system which cost $100,000. Reduced
transport costs to the processing plant was the greatest
source of savings for the farmer, worth about
$30/kilolitre.
Source: www.clearwater.asn.au
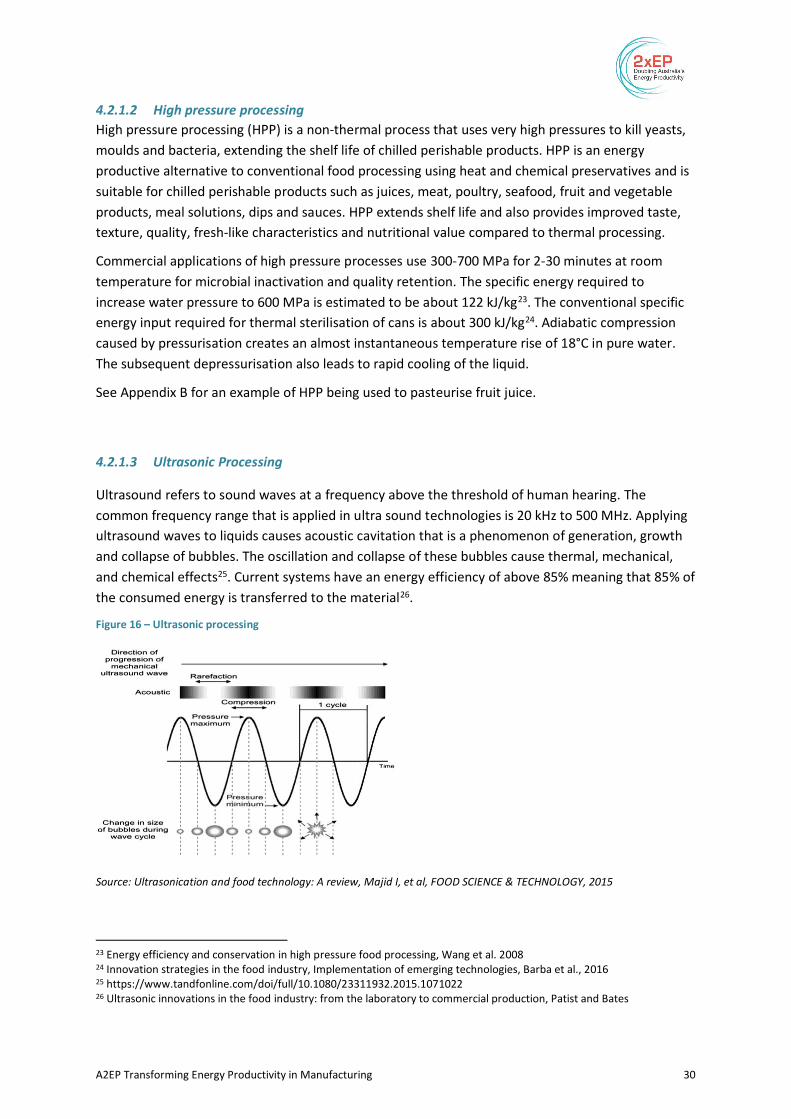
A2EP Transforming Energy Productivity in Manufacturing 30
4.2.1.2 High pressure processing
High pressure processing (HPP) is a non-thermal process that uses very high pressures to kill yeasts,
moulds and bacteria, extending the shelf life of chilled perishable products. HPP is an energy
productive alternative to conventional food processing using heat and chemical preservatives and is
suitable for chilled perishable products such as juices, meat, poultry, seafood, fruit and vegetable
products, meal solutions, dips and sauces. HPP extends shelf life and also provides improved taste,
texture, quality, fresh-like characteristics and nutritional value compared to thermal processing.
Commercial applications of high pressure processes use 300-700 MPa for 2-30 minutes at room
temperature for microbial inactivation and quality retention. The specific energy required to
increase water pressure to 600 MPa is estimated to be about 122 kJ/kg23. The conventional specific
energy input required for thermal sterilisation of cans is about 300 kJ/kg24. Adiabatic compression
caused by pressurisation creates an almost instantaneous temperature rise of 18°C in pure water.
The subsequent depressurisation also leads to rapid cooling of the liquid.
See Appendix B for an example of HPP being used to pasteurise fruit juice.
4.2.1.3 Ultrasonic Processing
Ultrasound refers to sound waves at a frequency above the threshold of human hearing. The
common frequency range that is applied in ultra sound technologies is 20 kHz to 500 MHz. Applying
ultrasound waves to liquids causes acoustic cavitation that is a phenomenon of generation, growth
and collapse of bubbles. The oscillation and collapse of these bubbles cause thermal, mechanical,
and chemical effects25. Current systems have an energy efficiency of above 85% meaning that 85% of
the consumed energy is transferred to the material26.
Figure 16 – Ultrasonic processing
Source: Ultrasonication and food technology: A review, Majid I, et al, FOOD SCIENCE & TECHNOLOGY, 2015
23 Energy efficiency and conservation in high pressure food processing, Wang et al. 2008 24 Innovation strategies in the food industry, Implementation of emerging technologies, Barba et al., 2016 25 https://www.tandfonline.com/doi/full/10.1080/23311932.2015.1071022 26 Ultrasonic innovations in the food industry: from the laboratory to commercial production, Patist and Bates
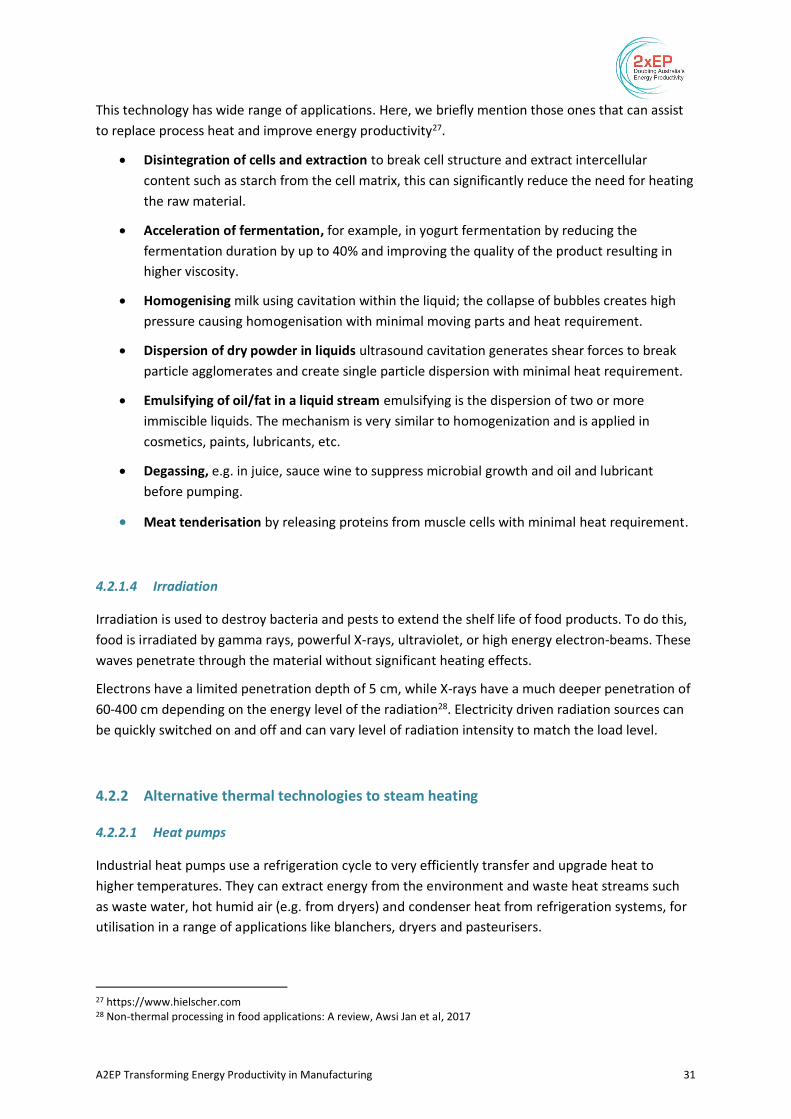
A2EP Transforming Energy Productivity in Manufacturing 31
This technology has wide range of applications. Here, we briefly mention those ones that can assist
to replace process heat and improve energy productivity27.
• Disintegration of cells and extraction to break cell structure and extract intercellular
content such as starch from the cell matrix, this can significantly reduce the need for heating
the raw material.
• Acceleration of fermentation, for example, in yogurt fermentation by reducing the
fermentation duration by up to 40% and improving the quality of the product resulting in
higher viscosity.
• Homogenising milk using cavitation within the liquid; the collapse of bubbles creates high
pressure causing homogenisation with minimal moving parts and heat requirement.
• Dispersion of dry powder in liquids ultrasound cavitation generates shear forces to break
particle agglomerates and create single particle dispersion with minimal heat requirement.
• Emulsifying of oil/fat in a liquid stream emulsifying is the dispersion of two or more
immiscible liquids. The mechanism is very similar to homogenization and is applied in
cosmetics, paints, lubricants, etc.
• Degassing, e.g. in juice, sauce wine to suppress microbial growth and oil and lubricant
before pumping.
• Meat tenderisation by releasing proteins from muscle cells with minimal heat requirement.
4.2.1.4 Irradiation
Irradiation is used to destroy bacteria and pests to extend the shelf life of food products. To do this,
food is irradiated by gamma rays, powerful X-rays, ultraviolet, or high energy electron-beams. These
waves penetrate through the material without significant heating effects.
Electrons have a limited penetration depth of 5 cm, while X-rays have a much deeper penetration of
60-400 cm depending on the energy level of the radiation28. Electricity driven radiation sources can
be quickly switched on and off and can vary level of radiation intensity to match the load level.
4.2.2 Alternative thermal technologies to steam heating
4.2.2.1 Heat pumps
Industrial heat pumps use a refrigeration cycle to very efficiently transfer and upgrade heat to
higher temperatures. They can extract energy from the environment and waste heat streams such
as waste water, hot humid air (e.g. from dryers) and condenser heat from refrigeration systems, for
utilisation in a range of applications like blanchers, dryers and pasteurisers.
27 https://www.hielscher.com 28 Non-thermal processing in food applications: A review, Awsi Jan et al, 2017
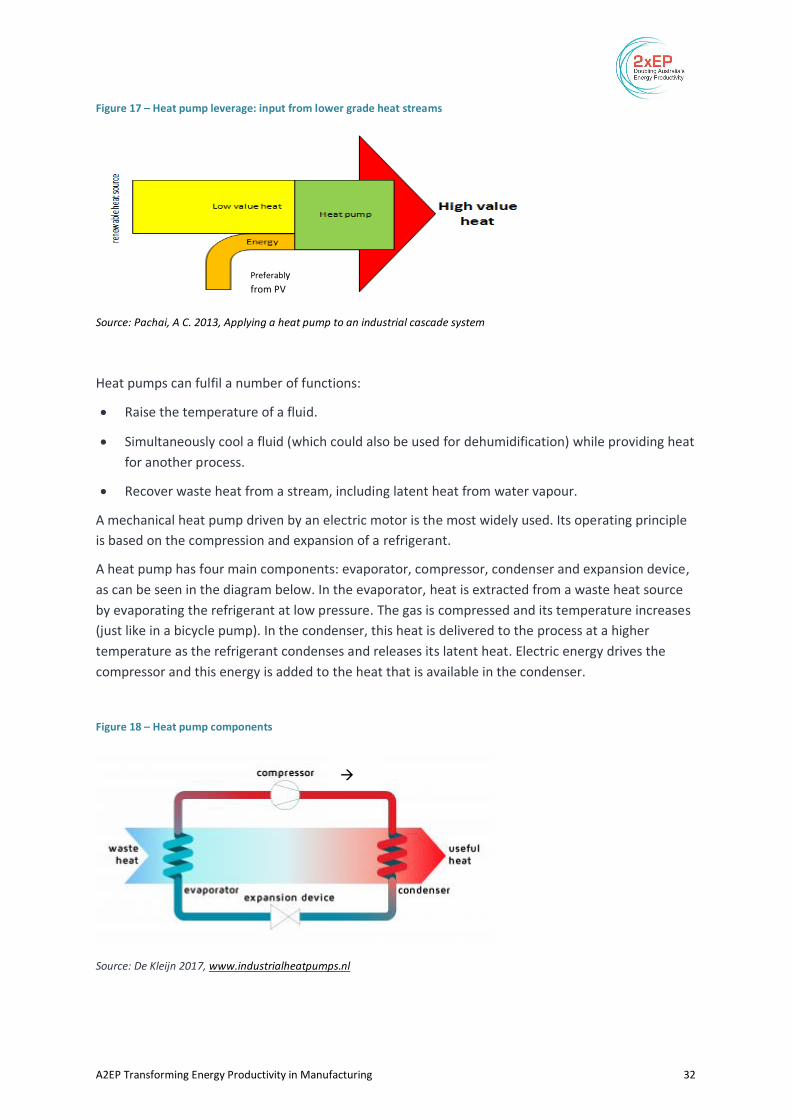
A2EP Transforming Energy Productivity in Manufacturing 32
Figure 17 – Heat pump leverage: input from lower grade heat streams
Source: Pachai, A C. 2013, Applying a heat pump to an industrial cascade system
Heat pumps can fulfil a number of functions:
• Raise the temperature of a fluid.
• Simultaneously cool a fluid (which could also be used for dehumidification) while providing heat
for another process.
• Recover waste heat from a stream, including latent heat from water vapour.
A mechanical heat pump driven by an electric motor is the most widely used. Its operating principle
is based on the compression and expansion of a refrigerant.
A heat pump has four main components: evaporator, compressor, condenser and expansion device,
as can be seen in the diagram below. In the evaporator, heat is extracted from a waste heat source
by evaporating the refrigerant at low pressure. The gas is compressed and its temperature increases
(just like in a bicycle pump). In the condenser, this heat is delivered to the process at a higher
temperature as the refrigerant condenses and releases its latent heat. Electric energy drives the
compressor and this energy is added to the heat that is available in the condenser.
Figure 18 – Heat pump components
Source: De Kleijn 2017, www.industrialheatpumps.nl
Preferably
from PV
→
A2EP Transforming Energy Productivity in Manufacturing 33
The efficiency of refrigeration systems and heat pumps is denoted by the coefficient of performance
(COP). The COP is the ratio between the energy usage of the compressor and the amount of useful
cooling at the evaporator (for a refrigeration installation) or useful heat extracted from the
condenser (for a heat pump). Most of the electric energy needed to drive the compressor is released
to the refrigerant as heat, so more heat is available at the condenser than is extracted at the
evaporator of the heat pump. For a heat pump a typical COP of 4 means that the input of 1 kW of
electric energy is used to achieve a release of 4 kW of heat at the condenser. At the evaporator side
3.0-3.5 kW of heat is extracted and additional heat from the electricity input to run the
motor/compressor is added, so that a total of 4 units of heat is delivered at the condenser when
only 1 unit of electricity (or mechanical energy) is used. This system could simultaneously provide 3-
3.5 kW of cooling if there was a use for it.
Applications
Typical heat pump applications in the Australian food processing industry are summarised in the
table below:
Application type Features Typical Industries
Dryers Capture sensible and latent heat from exhaust streams
Milk, pasta, noodles
Food washing Capture sensible and latent heat (water vapour) from exhaust streams
Potatoes, vegetables, fruit
Water heating for process and cleaning
Capture waste heat from process or refrigeration (or air) compressors
All food
Pasteurisation Can be heating and/or cooling role Milk, juices
Combined process heating and cooling
Ideal applications use the condenser for heating and evaporator for cooling simultaneously
An example is bread - product cooling and proving
Drying
Food dryers generally use air heated with steam, gas or hot water. Warm air picks up moisture
from the wet product, and generally this humid warm air is exhausted and wasted. Conventional
heat exchangers can only capture a proportion of this waste heat. A heat pump can extract heat
from the humid air - both sensible heat and latent heat by condensing the water vapour. The now
dry cool air is heated by the heat pump for reuse in the dryer. (Note that the latent heat accounts
for most of the available energy in the humid warm air streams).
Heating process water with waste heat from a refrigeration system
Waste heat from a refrigeration system typically has a temperature of 25 to 30°C. With the use of an
add-on heat pump, waste heat from the condensing side of the refrigeration system is used to heat
water to temperatures up to 80°C, at COP of 4 or higher. Even higher temperatures could be
achieved by using options such as cascaded or multi-stage heat pumps.
Pasteurisation
The pasteurisation process requires products to be heated above 70°C, and then cooled. Heat
exchange (regeneration) between cold and hot product flows is already implemented but is limited
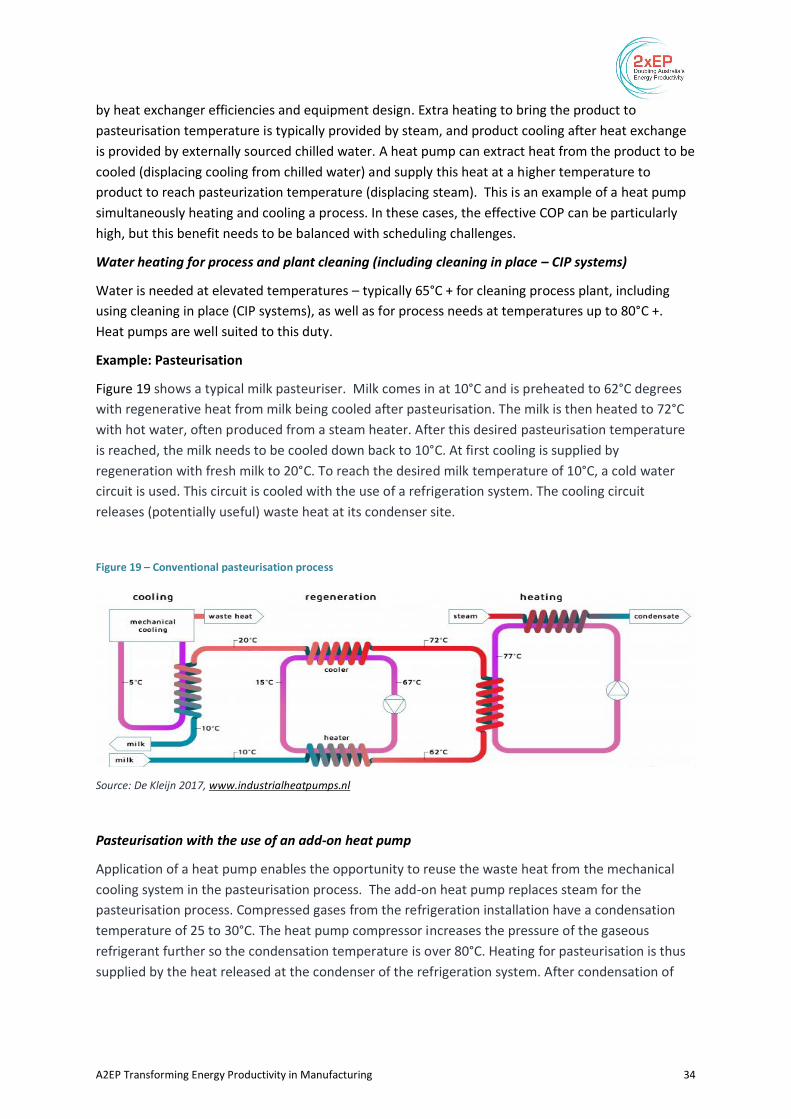
A2EP Transforming Energy Productivity in Manufacturing 34
by heat exchanger efficiencies and equipment design. Extra heating to bring the product to
pasteurisation temperature is typically provided by steam, and product cooling after heat exchange
is provided by externally sourced chilled water. A heat pump can extract heat from the product to be
cooled (displacing cooling from chilled water) and supply this heat at a higher temperature to
product to reach pasteurization temperature (displacing steam). This is an example of a heat pump
simultaneously heating and cooling a process. In these cases, the effective COP can be particularly
high, but this benefit needs to be balanced with scheduling challenges.
Water heating for process and plant cleaning (including cleaning in place – CIP systems)
Water is needed at elevated temperatures – typically 65°C + for cleaning process plant, including
using cleaning in place (CIP systems), as well as for process needs at temperatures up to 80°C +.
Heat pumps are well suited to this duty.
Example: Pasteurisation
Figure 19 shows a typical milk pasteuriser. Milk comes in at 10°C and is preheated to 62°C degrees
with regenerative heat from milk being cooled after pasteurisation. The milk is then heated to 72°C
with hot water, often produced from a steam heater. After this desired pasteurisation temperature
is reached, the milk needs to be cooled down back to 10°C. At first cooling is supplied by
regeneration with fresh milk to 20°C. To reach the desired milk temperature of 10°C, a cold water
circuit is used. This circuit is cooled with the use of a refrigeration system. The cooling circuit
releases (potentially useful) waste heat at its condenser site.
Figure 19 – Conventional pasteurisation process
Source: De Kleijn 2017, www.industrialheatpumps.nl
Pasteurisation with the use of an add-on heat pump
Application of a heat pump enables the opportunity to reuse the waste heat from the mechanical
cooling system in the pasteurisation process. The add-on heat pump replaces steam for the
pasteurisation process. Compressed gases from the refrigeration installation have a condensation
temperature of 25 to 30°C. The heat pump compressor increases the pressure of the gaseous
refrigerant further so the condensation temperature is over 80°C. Heating for pasteurisation is thus
supplied by the heat released at the condenser of the refrigeration system. After condensation of
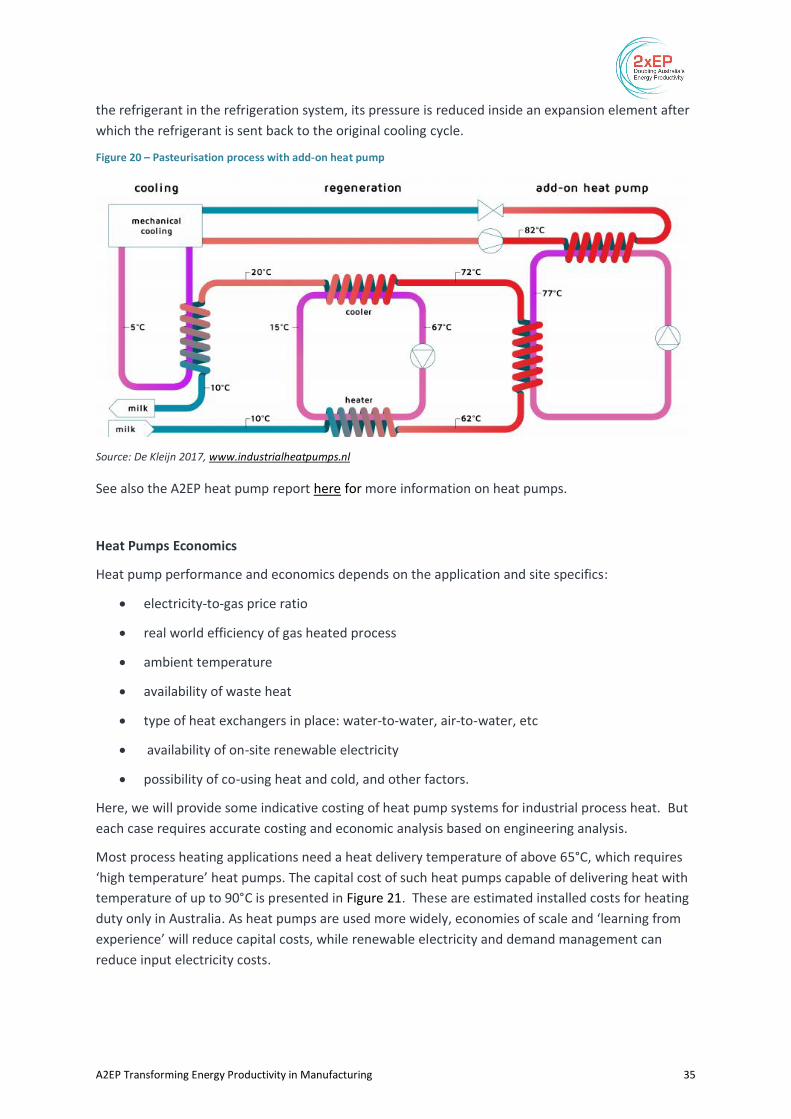
A2EP Transforming Energy Productivity in Manufacturing 35
the refrigerant in the refrigeration system, its pressure is reduced inside an expansion element after
which the refrigerant is sent back to the original cooling cycle.
Figure 20 – Pasteurisation process with add-on heat pump
Source: De Kleijn 2017, www.industrialheatpumps.nl
See also the A2EP heat pump report here for more information on heat pumps.
Heat Pumps Economics
Heat pump performance and economics depends on the application and site specifics:
• electricity-to-gas price ratio
• real world efficiency of gas heated process
• ambient temperature
• availability of waste heat
• type of heat exchangers in place: water-to-water, air-to-water, etc
• availability of on-site renewable electricity
• possibility of co-using heat and cold, and other factors.
Here, we will provide some indicative costing of heat pump systems for industrial process heat. But
each case requires accurate costing and economic analysis based on engineering analysis.
Most process heating applications need a heat delivery temperature of above 65°C, which requires
‘high temperature’ heat pumps. The capital cost of such heat pumps capable of delivering heat with
temperature of up to 90°C is presented in Figure 21. These are estimated installed costs for heating
duty only in Australia. As heat pumps are used more widely, economies of scale and ‘learning from
experience’ will reduce capital costs, while renewable electricity and demand management can
reduce input electricity costs.
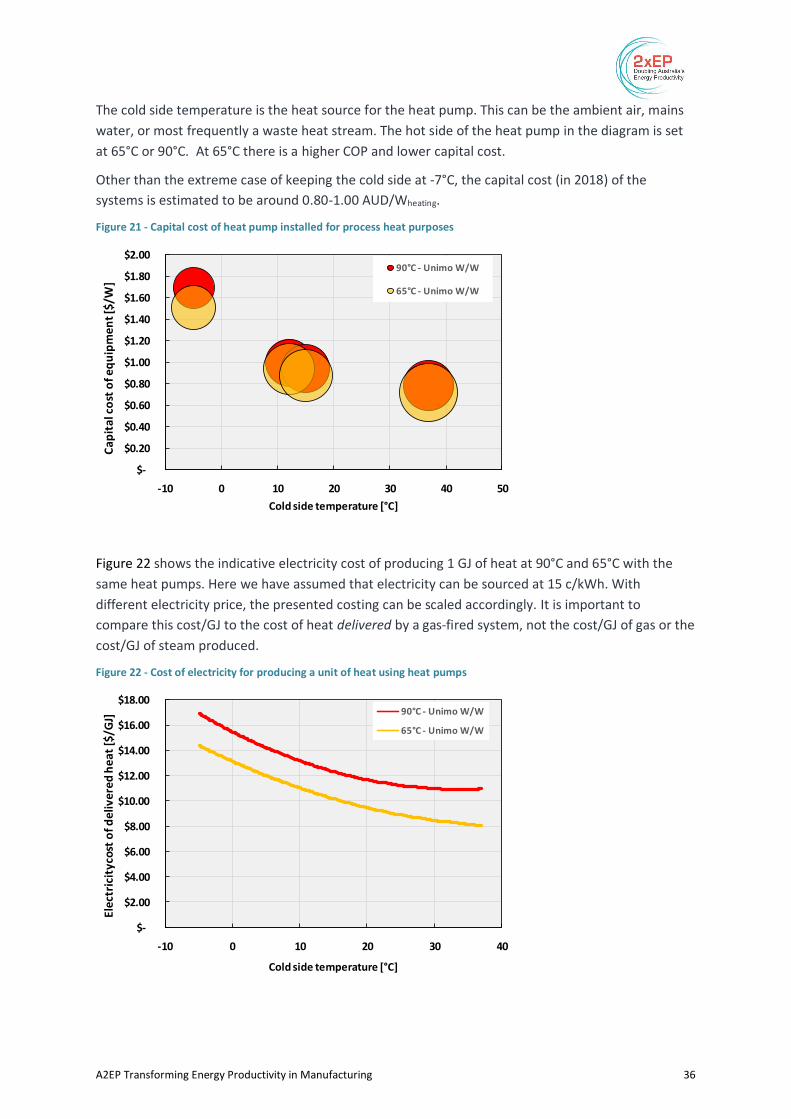
A2EP Transforming Energy Productivity in Manufacturing 36
The cold side temperature is the heat source for the heat pump. This can be the ambient air, mains
water, or most frequently a waste heat stream. The hot side of the heat pump in the diagram is set
at 65°C or 90°C. At 65°C there is a higher COP and lower capital cost.
Other than the extreme case of keeping the cold side at -7°C, the capital cost (in 2018) of the
systems is estimated to be around 0.80-1.00 AUD/Wheating.
Figure 21 - Capital cost of heat pump installed for process heat purposes
Figure 22 shows the indicative electricity cost of producing 1 GJ of heat at 90°C and 65°C with the
same heat pumps. Here we have assumed that electricity can be sourced at 15 c/kWh. With
different electricity price, the presented costing can be scaled accordingly. It is important to
compare this cost/GJ to the cost of heat delivered by a gas-fired system, not the cost/GJ of gas or the
cost/GJ of steam produced.
Figure 22 - Cost of electricity for producing a unit of heat using heat pumps
$-
$0.20
$0.40
$0.60
$0.80
$1.00
$1.20
$1.40
$1.60
$1.80
$2.00
-10 0 10 20 30 40 50
Cap
ital
co
st o
f e
qu
ipm
en
t [$
/W]
Cold side temperature [°C]
90°C - Unimo W/W
65°C - Unimo W/W
$-
$2.00
$4.00
$6.00
$8.00
$10.00
$12.00
$14.00
$16.00
$18.00
-10 0 10 20 30 40
Ele
ctri
city
cost
of
de
live
red
he
at [
$/G
J]
Cold side temperature [°C]
90°C - Unimo W/W
65°C - Unimo W/W
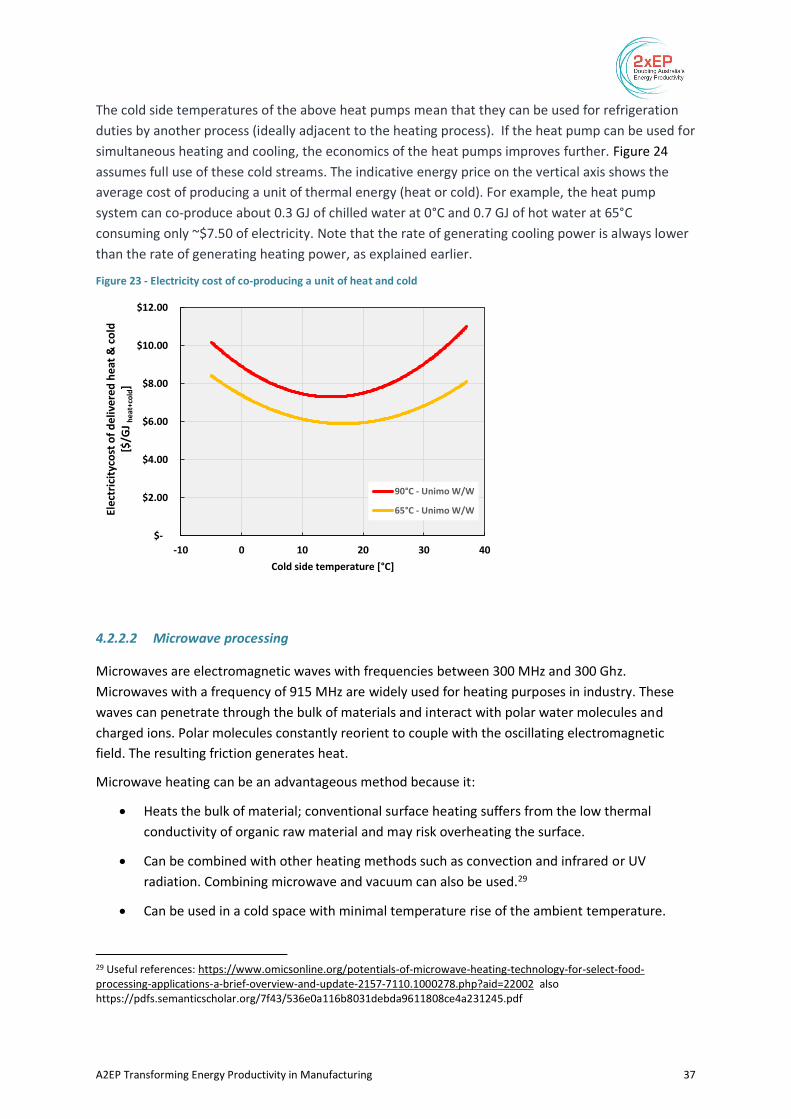
A2EP Transforming Energy Productivity in Manufacturing 37
The cold side temperatures of the above heat pumps mean that they can be used for refrigeration
duties by another process (ideally adjacent to the heating process). If the heat pump can be used for
simultaneous heating and cooling, the economics of the heat pumps improves further. Figure 24
assumes full use of these cold streams. The indicative energy price on the vertical axis shows the
average cost of producing a unit of thermal energy (heat or cold). For example, the heat pump
system can co-produce about 0.3 GJ of chilled water at 0°C and 0.7 GJ of hot water at 65°C
consuming only ~$7.50 of electricity. Note that the rate of generating cooling power is always lower
than the rate of generating heating power, as explained earlier.
Figure 23 - Electricity cost of co-producing a unit of heat and cold
4.2.2.2 Microwave processing
Microwaves are electromagnetic waves with frequencies between 300 MHz and 300 Ghz.
Microwaves with a frequency of 915 MHz are widely used for heating purposes in industry. These
waves can penetrate through the bulk of materials and interact with polar water molecules and
charged ions. Polar molecules constantly reorient to couple with the oscillating electromagnetic
field. The resulting friction generates heat.
Microwave heating can be an advantageous method because it:
• Heats the bulk of material; conventional surface heating suffers from the low thermal
conductivity of organic raw material and may risk overheating the surface.
• Can be combined with other heating methods such as convection and infrared or UV
radiation. Combining microwave and vacuum can also be used.29
• Can be used in a cold space with minimal temperature rise of the ambient temperature.
29 Useful references: https://www.omicsonline.org/potentials-of-microwave-heating-technology-for-select-food-processing-applications-a-brief-overview-and-update-2157-7110.1000278.php?aid=22002 also https://pdfs.semanticscholar.org/7f43/536e0a116b8031debda9611808ce4a231245.pdf
$-
$2.00
$4.00
$6.00
$8.00
$10.00
$12.00
-10 0 10 20 30 40
Elec
tric
ityc
ost
of
del
iver
ed h
eat
& c
old
[$
/GJ
he
at+c
old
]
Cold side temperature [°C]
90°C - Unimo W/W
65°C - Unimo W/W
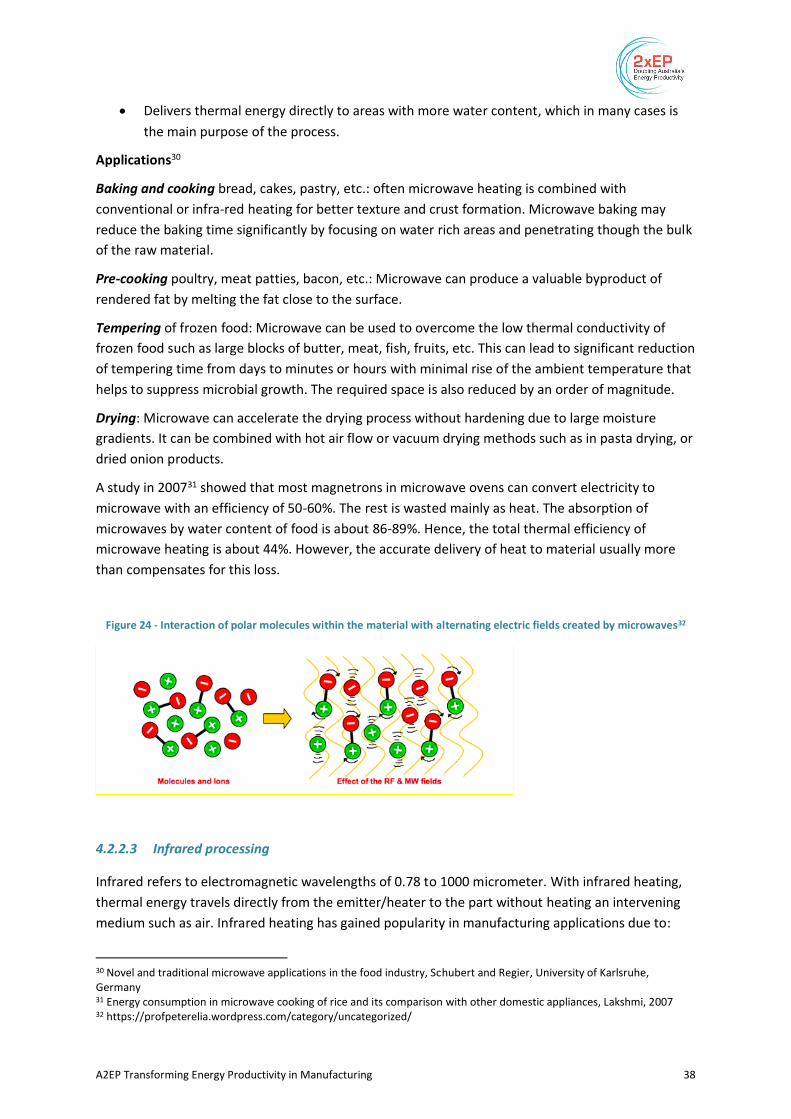
A2EP Transforming Energy Productivity in Manufacturing 38
• Delivers thermal energy directly to areas with more water content, which in many cases is
the main purpose of the process.
Applications30
Baking and cooking bread, cakes, pastry, etc.: often microwave heating is combined with
conventional or infra-red heating for better texture and crust formation. Microwave baking may
reduce the baking time significantly by focusing on water rich areas and penetrating though the bulk
of the raw material.
Pre-cooking poultry, meat patties, bacon, etc.: Microwave can produce a valuable byproduct of
rendered fat by melting the fat close to the surface.
Tempering of frozen food: Microwave can be used to overcome the low thermal conductivity of
frozen food such as large blocks of butter, meat, fish, fruits, etc. This can lead to significant reduction
of tempering time from days to minutes or hours with minimal rise of the ambient temperature that
helps to suppress microbial growth. The required space is also reduced by an order of magnitude.
Drying: Microwave can accelerate the drying process without hardening due to large moisture
gradients. It can be combined with hot air flow or vacuum drying methods such as in pasta drying, or
dried onion products.
A study in 200731 showed that most magnetrons in microwave ovens can convert electricity to
microwave with an efficiency of 50-60%. The rest is wasted mainly as heat. The absorption of
microwaves by water content of food is about 86-89%. Hence, the total thermal efficiency of
microwave heating is about 44%. However, the accurate delivery of heat to material usually more
than compensates for this loss.
Figure 24 - Interaction of polar molecules within the material with alternating electric fields created by microwaves32
4.2.2.3 Infrared processing
Infrared refers to electromagnetic wavelengths of 0.78 to 1000 micrometer. With infrared heating,
thermal energy travels directly from the emitter/heater to the part without heating an intervening
medium such as air. Infrared heating has gained popularity in manufacturing applications due to:
30 Novel and traditional microwave applications in the food industry, Schubert and Regier, University of Karlsruhe, Germany 31 Energy consumption in microwave cooking of rice and its comparison with other domestic appliances, Lakshmi, 2007 32 https://profpeterelia.wordpress.com/category/uncategorized/
A2EP Transforming Energy Productivity in Manufacturing 39
• The simplicity of the required equipment
• Its fast heating rate/ response time
• Its capability for localized heating
• Its compatibility with vacuum or controlled environment.
In the food industry, infrared heating is used for:
• Drying and dehydration
• Enzyme inactivation, and pathogen inactivation
• Baking, roasting, frying.
Infrared heating can be combined with other methods such as convective drying to improve the
performance of the process. For example, an analysis showed that with this combined method, for
some food industry applications, the time and energy consumption for a drying process reduces by
about 50% and 60% respectively.
The use of infrared heating in food applications can reduce the processing time and energy loss and
extend shelf life of the food product.
Figure 25 – Infrared heating
4.3 Barriers to adoption of heat pumps
The major barriers to adopting energy efficiency measures in industry33 are the perceived payback
period for the investment in these measures, and lack of information, including data on the energy
use and efficiency of existing or benchmark of processes due to inadequate metering – see Figure 26
below. The concerns that can be addressed by adopting more accurate metering technologies have
been highlighted with green colour.
Coverage: The proportion of energy savings identified in industry and affected by the factor (the
labels).
Strength: The level of impediment created by the factor.
33https://www.climateworksaustralia.org/sites/default/files/documents/publications/climateworks_dret_ieeda_factsheet_other_20130502.pdf
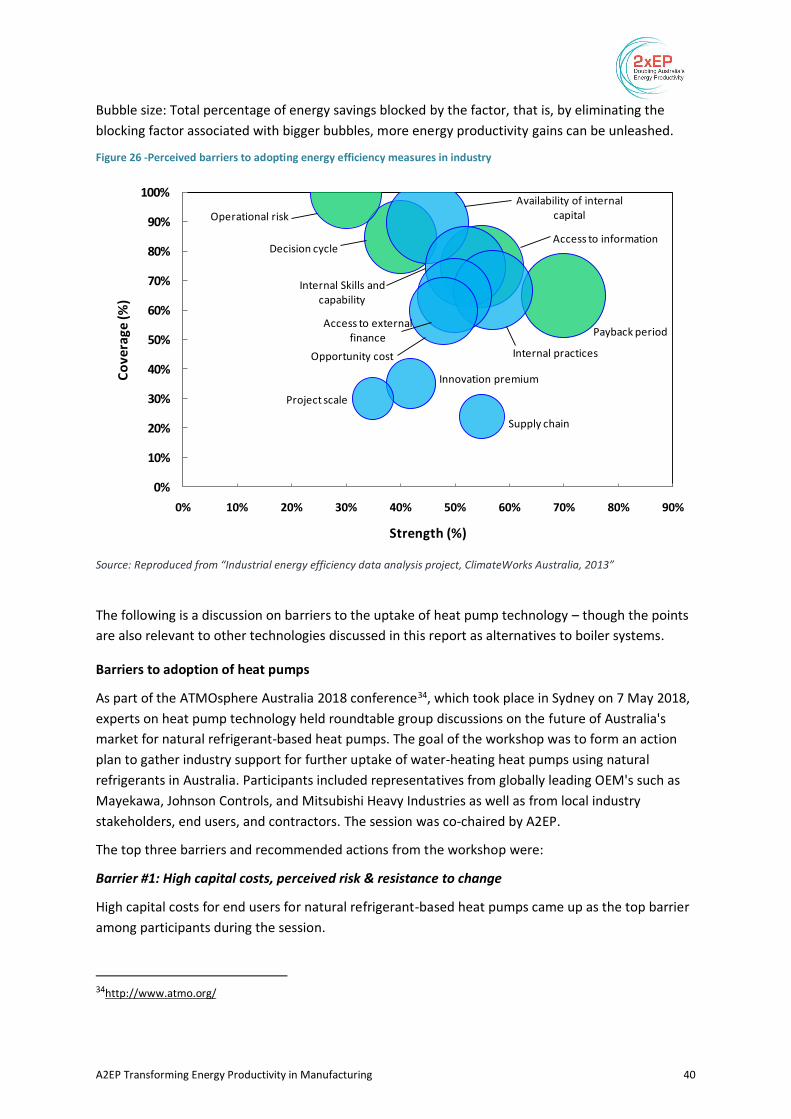
A2EP Transforming Energy Productivity in Manufacturing 40
Bubble size: Total percentage of energy savings blocked by the factor, that is, by eliminating the
blocking factor associated with bigger bubbles, more energy productivity gains can be unleashed.
Figure 26 -Perceived barriers to adopting energy efficiency measures in industry
Source: Reproduced from “Industrial energy efficiency data analysis project, ClimateWorks Australia, 2013”
The following is a discussion on barriers to the uptake of heat pump technology – though the points
are also relevant to other technologies discussed in this report as alternatives to boiler systems.
Barriers to adoption of heat pumps
As part of the ATMOsphere Australia 2018 conference34, which took place in Sydney on 7 May 2018,
experts on heat pump technology held roundtable group discussions on the future of Australia's
market for natural refrigerant-based heat pumps. The goal of the workshop was to form an action
plan to gather industry support for further uptake of water-heating heat pumps using natural
refrigerants in Australia. Participants included representatives from globally leading OEM's such as
Mayekawa, Johnson Controls, and Mitsubishi Heavy Industries as well as from local industry
stakeholders, end users, and contractors. The session was co-chaired by A2EP.
The top three barriers and recommended actions from the workshop were:
Barrier #1: High capital costs, perceived risk & resistance to change
High capital costs for end users for natural refrigerant-based heat pumps came up as the top barrier
among participants during the session.
34http://www.atmo.org/
Payback period
Access to information
Availability of internal capital
Internal Skills and capability
Internal practices
Decision cycle
Operational risk
Access to external finance
Opportunity cost
Supply chain
Innovation premium
Project scale
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
Co
vera
ge (%
)
Strength (%)
A2EP Transforming Energy Productivity in Manufacturing 41
On most occasions, less efficient and more environmentally harmful solutions for hot water heating
represent lower capital costs than natural refrigerant-based heat pumps in the Australian market,
even though their life cycle costs due to high energy consumption would be much higher, and with
the current higher gas prices, paybacks of two to five years are typical for simple heat pump
applications for water heating.
Action proposed on Barrier #1:
Provide concise and clear documentation targeting end users with three key messages:
• The business case for natural refrigerant-based heat pumps over current technology with
simple and easy to understand life cycle cost and return on investment figures.
• Awareness-raising on public funding to overcome capital costs such as the Australian
Government's ARENA program which funds projects that advance renewable energy. The
parameters of this program are still being resolved at the time of writing.
• Technology advantages (including heat recovery) of heat pumps when used effectively in
business operations.
Build and share knowledge of Australia specific heat pump applications through pilot projects and
case studies. With the funding of pilot projects, early adopters in the market should begin to build
the foundation for sharing knowledge and training with the rest of the market. Pilot projects can
also serve to educate the rest of the industry on how to properly install and maintain heat pumps.
Barrier #2: Lack of education across supply chain & lack of skilled technicians
Participants found that the lack of awareness of heat pump technology across the entire supply
chain (technicians, consultants, engineers, contractors, and end users) is a significant barrier to
natural refrigerant-based heat pump adoption in Australia.
Actions proposed on Barrier #2:
• Obtain support for training programmes for technicians. Training programmes from public
institutions such as the Department of the Environment and Energy, etc. as well as private
initiatives should be more widely available. ATMOsphere conference participants should
have a specific call for public funding for training.
Barrier #3: Lack of expertise and experience of specifiers and consultants
Action proposed on Barrier #3:
• Improved training for specifiers and consultants.
Encourage more proactive sales and marketing by manufacturers, specifiers and consultants.
Manufacturers have an opportunity to help spread awareness of the technology through
more direct and proactive communication of heat pumps as a heating solution at
tradeshows, exhibitions and other events. In addition, consultants and contractors should
differentiate themselves in the market by actively communicating the benefits of heat pump
technology to their customers.
A2EP Transforming Energy Productivity in Manufacturing 42
4.4 Potential technology demonstration sites
In the course of this project 10 sites were identified as locations to evaluate the technical and
economic feasibility of replacing centralised boiler systems with heat pumps and conduct technology
demonstrations for sites with high potential.
Typical characteristics of the identified sites include:
• The site has an existing boiler/steam system, and the boiler is oversized and/or old and due
for replacement.
• The main use of the boiler is producing hot water, ideally less than 90C.
• Waste heat is available (for example from an existing refrigeration plant).
• Site and company management are innovative and proactive in their approach.
4.5 Conclusions
1. The uptake of Industry 4.0 technologies and business approaches for overall productivity and
quality benefits will not automatically drive these substantial energy productivity gains.
Businesses must understand their current energy use and the services being delivered, and plan
to specifically address energy productivity in their implementation of Industry 4.0. Otherwise
their energy benefits, and broader business benefits gained will be limited by:
• Lack of energy metering, monitoring and information tools.
• Inflexibility and high standing energy losses of existing central energy distribution
services e.g. steam and compressed air.
• Lack of knowledge of the scope for alternative production approaches to capture energy
productivity benefits.
• Inadequate energy management know-how in many businesses and the equipment and
services companies supplying them. This becomes critical when addressing more
technically challenging issues like process optimisation, or determining the optimal use
of heat pumps for heating and cooling, which requires the ability to apply heat balances,
and pinch studies in more complex facilities.
2. Application of these approaches can capture multiple business benefits through improved
product and service quality, higher productivity, improved matching of product to consumer
preferences, and reputational benefits.
4.6 Recommendations
1. Accelerate development and deployment of energy metering. The lack of real-time
measurement and reporting on energy use needs to be addressed to support the ability of

A2EP Transforming Energy Productivity in Manufacturing 43
companies to gain the maximum energy productivity benefits from Industry 4.0 implementation.
This should include incentives to encourage companies to implement more comprehensive sub-
metering, and also support for start-up companies to develop and demonstrate non-invasive
monitoring processes e.g. using AI to infer energy use of plant and equipment through
recognition of their characteristic patterns of usage.
2. Conduct pilot studies and demonstration implementations of heat pumps and other electricity
technologies to demonstrate the application of these technologies for fossil fuel steam system
displacement, and the business benefits of their implementation.
3. Establish an electricity technology centre to accelerate introduction and demonstration of these
technologies in Australia. This could be part of a broader research centre aimed at ensuring co-
ordinated and consistent efforts to harness innovation to drive forward Australia’s energy
productivity and improve business competitiveness.
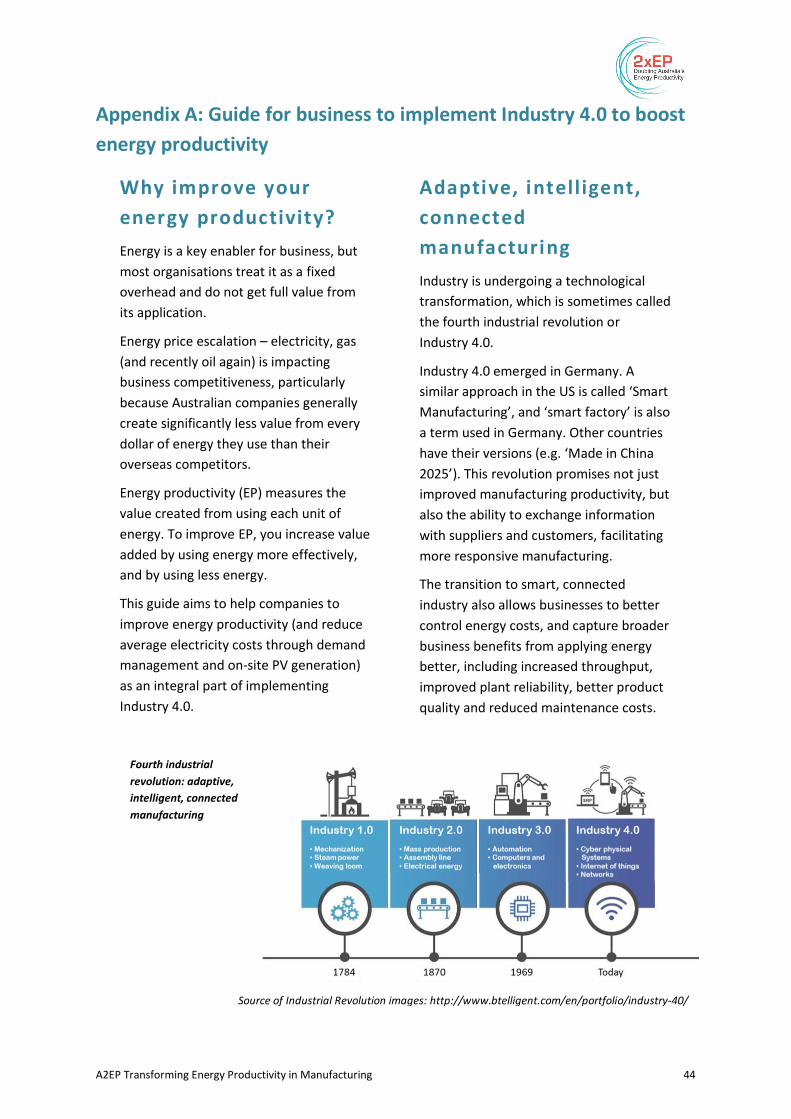
A2EP Transforming Energy Productivity in Manufacturing 44
Appendix A: Guide for business to implement Industry 4.0 to boost
energy productivity
Why improve your
energy productivity?
Energy is a key enabler for business, but
most organisations treat it as a fixed
overhead and do not get full value from
its application.
Energy price escalation – electricity, gas
(and recently oil again) is impacting
business competitiveness, particularly
because Australian companies generally
create significantly less value from every
dollar of energy they use than their
overseas competitors.
Energy productivity (EP) measures the
value created from using each unit of
energy. To improve EP, you increase value
added by using energy more effectively,
and by using less energy.
This guide aims to help companies to
improve energy productivity (and reduce
average electricity costs through demand
management and on-site PV generation)
as an integral part of implementing
Industry 4.0.
Adaptive, intelligent,
connected
manufacturing
Industry is undergoing a technological
transformation, which is sometimes called
the fourth industrial revolution or
Industry 4.0.
Industry 4.0 emerged in Germany. A
similar approach in the US is called ‘Smart
Manufacturing’, and ‘smart factory’ is also
a term used in Germany. Other countries
have their versions (e.g. ‘Made in China
2025’). This revolution promises not just
improved manufacturing productivity, but
also the ability to exchange information
with suppliers and customers, facilitating
more responsive manufacturing.
The transition to smart, connected
industry also allows businesses to better
control energy costs, and capture broader
business benefits from applying energy
better, including increased throughput,
improved plant reliability, better product
quality and reduced maintenance costs.
Source of Industrial Revolution images: http://www.btelligent.com/en/portfolio/industry-40/
Fourth industrial
revolution: adaptive,
intelligent, connected
manufacturing
A2EP Transforming Energy Productivity in Manufacturing 45
However, the change to smart,
connected industry will not happen
automatically. Energy needs to be
actively addressed and managed in an
Industry 4.0 environment as much as it
did in Industry 3.0 or 2.0.
Key elements in the Industry 4.0
transformation are:
• Flexible equipment and processes
that can respond to information from
across the business and beyond,
changing product specifications and
optimising performance in response
to customer needs. To ensure this
flexibility converts to high energy
productivity, energy using equipment
must be able to flexibly adjust to
production changes.
• Access to data streams from other
parts of the business, the supply
chain, delivery system, customers –
and their customers, as well as from
external sources like public agencies
(e.g. weather bureau, traffic
management authorities, sources of
statistical data). To convert these data
streams to high energy productivity,
we need to be able to measure
energy use and understand how this
impacts on key production variables.
• Communication systems and
platforms that are secure and
reliable, including for energy use.
• Data analytics that manage, analyse
and convert data into actionable and
useful information. Energy
productivity metrics should be
included in outputs.
• Organisational capacity, including
change management, and specific
Industry 4.0 and energy management
skills/knowhow. Do not
underestimate the importance of
managing the people side of this
transformation. Specialist energy
competency may need to be built in-
house and supplemented with
consulting/technology vendor
assistance during the implementation
of these changes.
Industry 4.0 Technologies
A range of technologies underpin the
Industry 4.0 transformation. Key
technologies include: Internet of Things
(IoT), enhanced data analytics, cloud
computing, more flexible plant, artificial
intelligence (AI)/machine learning, and
augmented and virtual reality.
Refer to the Glossary of Terms at the end
of this Guide for an explanation of
Industry 4.0 enabling technologies.
Key elements of Industry 4.0
Cloud
A2EP Transforming Energy Productivity in Manufacturing 46
Including energy
productivity in your
Industry 4.0 program
To successfully transform a manufacturing
enterprise, Industry 4.0 enabled
technologies need to be applied to
monitor energy use and optimise energy
use for variable production.
You will need a clear plan to optimise
energy use and achieve high energy
productivity through this transition.
Digitalisation offers lower cost
advanced energy management tools to
help optimise energy use. However, most
companies have inadequate metering of
their energy use to even understand the
scale of the opportunity.
Energy using plant and systems may need
to be modified/designed so they have
very low standing energy losses (i.e.
energy use at zero throughput) and thus
good turndown response, and energy
using services like compressed air need to
be able to be isolated from plant when
not in use.
This guide provides guidelines on how to
transform the way you apply energy as
you go through the Industry 4.0 journey.
There are many energy productivity opportunities in every business, and we have
characterised them below, starting from helicopter level down to equipment level, to
assist you to systematically approach this task.
The biggest insights often come where traditionally there has not been free information
flow – where there are information boundaries between systems/divisions in plants and
between organisations in supply chains. So, it is worth looking briefly at least at the big
picture before diving too far into the weeds. Here is the way we have approached the
opportunities:
1. Savings from improving information flow across interfaces between organisations
and production lines
2. Improving plant energy flexibility
3. Optimisation of energy intensive processes and systems
4. Improving the energy productivity of equipment
There is also potential to reduce your average energy cost through the use of renewable
energy procurement, integrated with load management and storage, and this is covered
in a separate section.
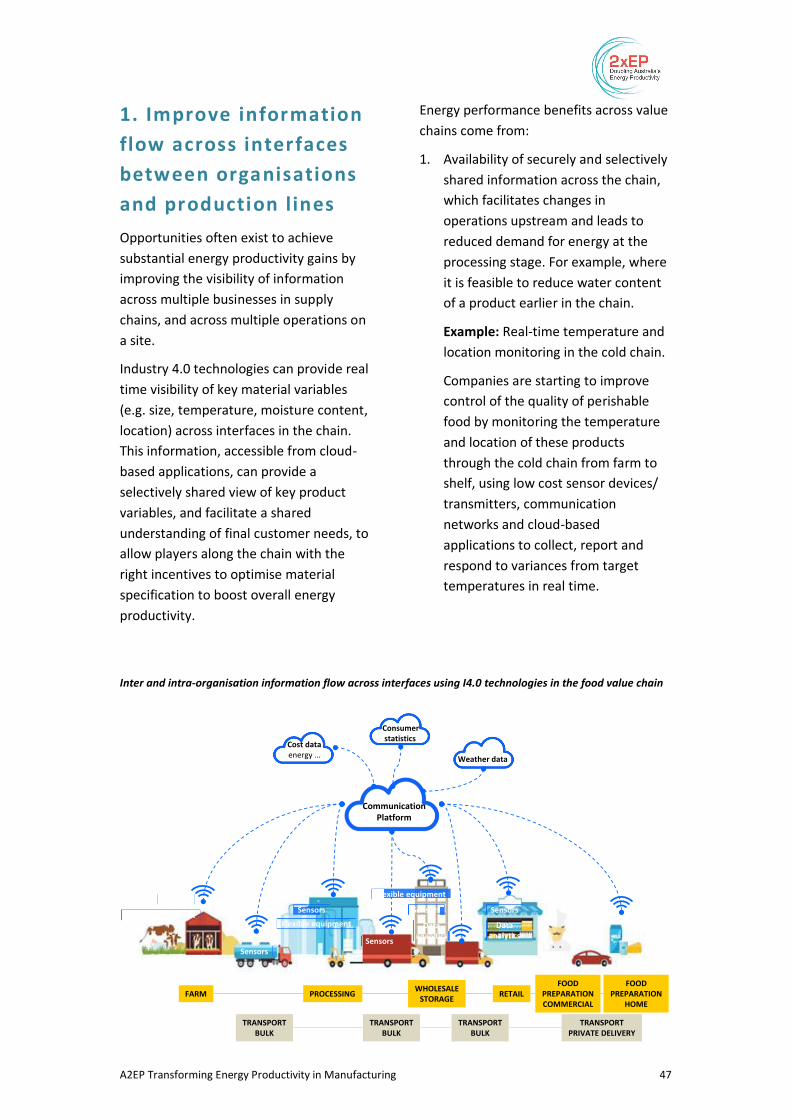
A2EP Transforming Energy Productivity in Manufacturing 47
1. Improve information
flow across interfaces
between organisations
and production lines
Opportunities often exist to achieve
substantial energy productivity gains by
improving the visibility of information
across multiple businesses in supply
chains, and across multiple operations on
a site.
Industry 4.0 technologies can provide real
time visibility of key material variables
(e.g. size, temperature, moisture content,
location) across interfaces in the chain.
This information, accessible from cloud-
based applications, can provide a
selectively shared view of key product
variables, and facilitate a shared
understanding of final customer needs, to
allow players along the chain with the
right incentives to optimise material
specification to boost overall energy
productivity.
Energy performance benefits across value
chains come from:
1. Availability of securely and selectively
shared information across the chain,
which facilitates changes in
operations upstream and leads to
reduced demand for energy at the
processing stage. For example, where
it is feasible to reduce water content
of a product earlier in the chain.
Example: Real-time temperature and
location monitoring in the cold chain.
Companies are starting to improve
control of the quality of perishable
food by monitoring the temperature
and location of these products
through the cold chain from farm to
shelf, using low cost sensor devices/
transmitters, communication
networks and cloud-based
applications to collect, report and
respond to variances from target
temperatures in real time.
Inter and intra-organisation information flow across interfaces using I4.0 technologies in the food value chain
CommunicationPlatform
Weather data
Consumerstatistics
Cost dataenergy …
Flexible equipment
FARM PROCESSINGWHOLESALE
STORAGERETAIL
FOODPREPARATIONCOMMERCIAL
FOODPREPARATION
HOME
TRANSPORTBULK
TRANSPORTBULK
TRANSPORTBULK
TRANSPORTPRIVATE DELIVERY
SensorsSensors
Flexible equipment
Sensors
Flexible equipment
Sensors Sensors
Data analytics
Data analytics
Sensors
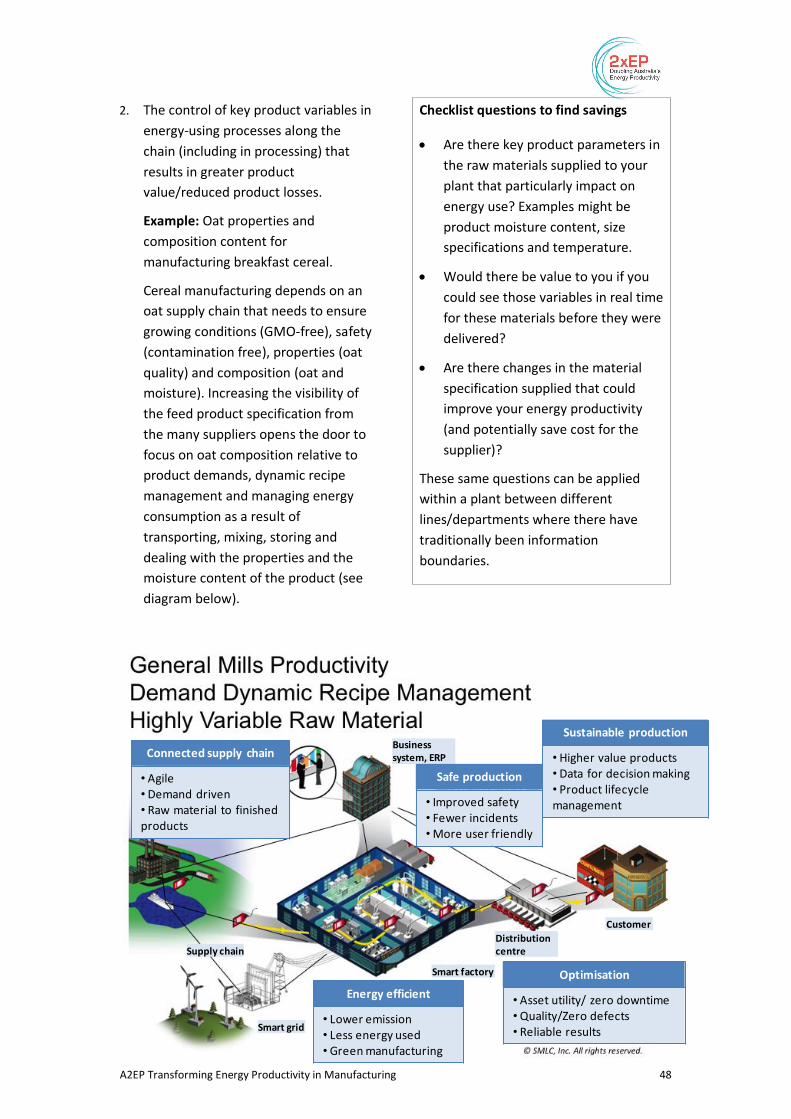
A2EP Transforming Energy Productivity in Manufacturing 48
2. The control of key product variables in
energy-using processes along the
chain (including in processing) that
results in greater product
value/reduced product losses.
Example: Oat properties and
composition content for
manufacturing breakfast cereal.
Cereal manufacturing depends on an
oat supply chain that needs to ensure
growing conditions (GMO-free), safety
(contamination free), properties (oat
quality) and composition (oat and
moisture). Increasing the visibility of
the feed product specification from
the many suppliers opens the door to
focus on oat composition relative to
product demands, dynamic recipe
management and managing energy
consumption as a result of
transporting, mixing, storing and
dealing with the properties and the
moisture content of the product (see
diagram below).
Checklist questions to find savings
• Are there key product parameters in
the raw materials supplied to your
plant that particularly impact on
energy use? Examples might be
product moisture content, size
specifications and temperature.
• Would there be value to you if you
could see those variables in real time
for these materials before they were
delivered?
• Are there changes in the material
specification supplied that could
improve your energy productivity
(and potentially save cost for the
supplier)?
These same questions can be applied
within a plant between different
lines/departments where there have
traditionally been information
boundaries.
Energy efficient
• Lower emission• Less energy used• Green manufacturing
Sustainable production
• Higher value products• Data for decision making• Product lifecycle management
Connected supply chain
• Agile• Demand driven• Raw material to finished products
Supply chain
Smart grid
Smart factory
Distribution centre
Optimisation
• Asset utility/ zero downtime• Quality/Zero defects• Reliable results
Customer
Business system, ERP
Safe production
• Improved safety• Fewer incidents• More user friendly
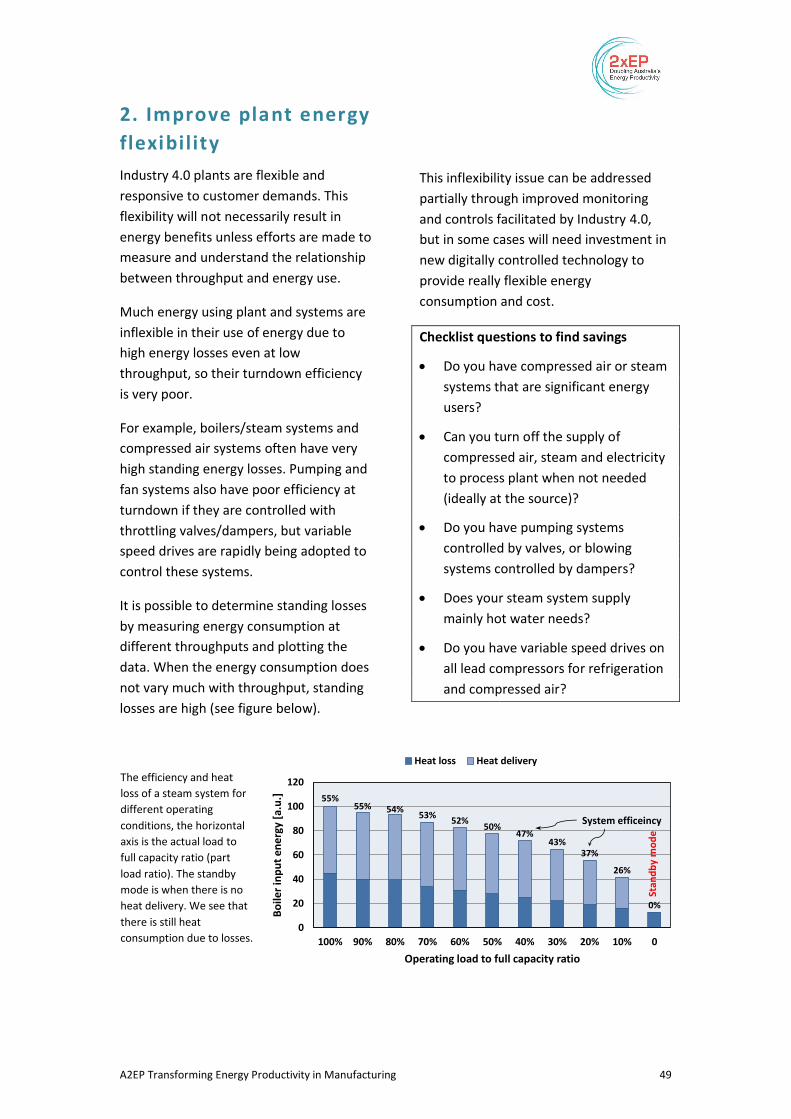
A2EP Transforming Energy Productivity in Manufacturing 49
2. Improve plant energy
flexibil ity
Industry 4.0 plants are flexible and
responsive to customer demands. This
flexibility will not necessarily result in
energy benefits unless efforts are made to
measure and understand the relationship
between throughput and energy use.
Much energy using plant and systems are
inflexible in their use of energy due to
high energy losses even at low
throughput, so their turndown efficiency
is very poor.
For example, boilers/steam systems and
compressed air systems often have very
high standing energy losses. Pumping and
fan systems also have poor efficiency at
turndown if they are controlled with
throttling valves/dampers, but variable
speed drives are rapidly being adopted to
control these systems.
It is possible to determine standing losses
by measuring energy consumption at
different throughputs and plotting the
data. When the energy consumption does
not vary much with throughput, standing
losses are high (see figure below).
This inflexibility issue can be addressed
partially through improved monitoring
and controls facilitated by Industry 4.0,
but in some cases will need investment in
new digitally controlled technology to
provide really flexible energy
consumption and cost.
Checklist questions to find savings
• Do you have compressed air or steam
systems that are significant energy
users?
• Can you turn off the supply of
compressed air, steam and electricity
to process plant when not needed
(ideally at the source)?
• Do you have pumping systems
controlled by valves, or blowing
systems controlled by dampers?
• Does your steam system supply
mainly hot water needs?
• Do you have variable speed drives on
all lead compressors for refrigeration
and compressed air?
The efficiency and heat
loss of a steam system for
different operating
conditions, the horizontal
axis is the actual load to
full capacity ratio (part
load ratio). The standby
mode is when there is no
heat delivery. We see that
there is still heat
consumption due to losses.
55%55% 54%
53%52%
50%47%
43%37%
26%
0%
0
20
40
60
80
100
120
100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0
Bo
iler
inp
ut
ener
gy [
a.u
.]
Operating load to full capacity ratio
Heat loss Heat delivery
Stan
db
y m
od
e
System efficeincy
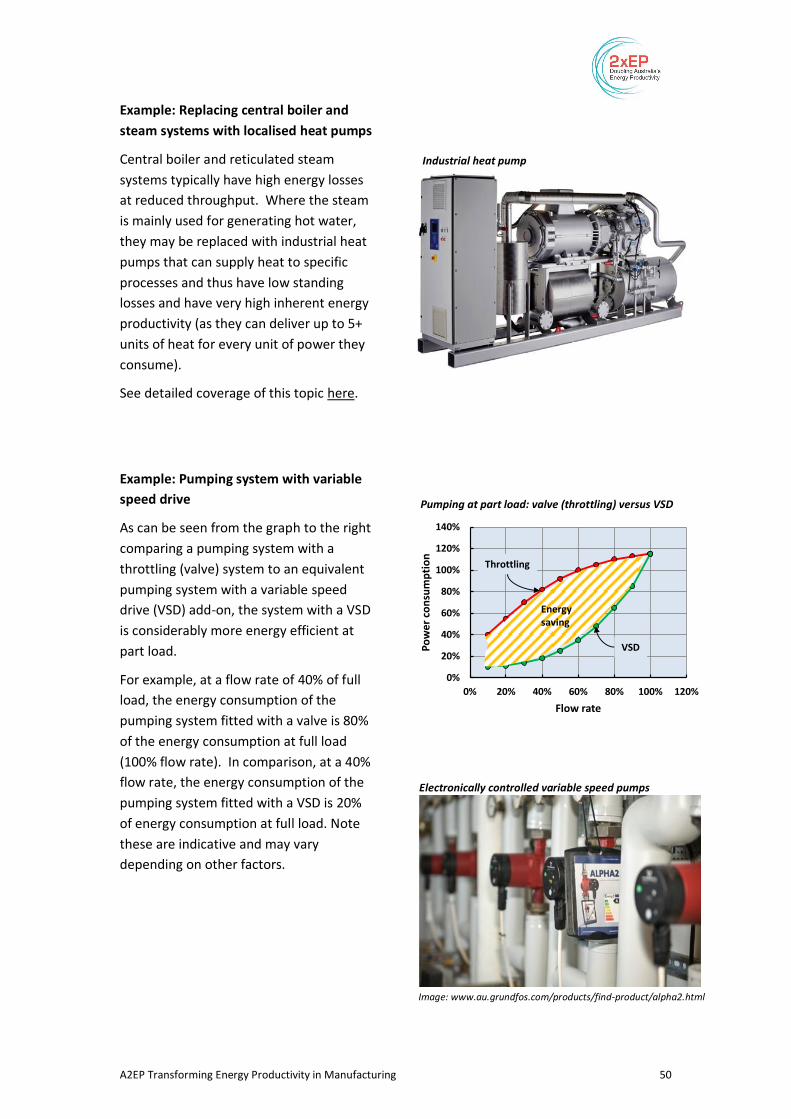
A2EP Transforming Energy Productivity in Manufacturing 50
Example: Replacing central boiler and
steam systems with localised heat pumps
Central boiler and reticulated steam
systems typically have high energy losses
at reduced throughput. Where the steam
is mainly used for generating hot water,
they may be replaced with industrial heat
pumps that can supply heat to specific
processes and thus have low standing
losses and have very high inherent energy
productivity (as they can deliver up to 5+
units of heat for every unit of power they
consume).
See detailed coverage of this topic here.
Example: Pumping system with variable
speed drive
As can be seen from the graph to the right
comparing a pumping system with a
throttling (valve) system to an equivalent
pumping system with a variable speed
drive (VSD) add-on, the system with a VSD
is considerably more energy efficient at
part load.
For example, at a flow rate of 40% of full
load, the energy consumption of the
pumping system fitted with a valve is 80%
of the energy consumption at full load
(100% flow rate). In comparison, at a 40%
flow rate, the energy consumption of the
pumping system fitted with a VSD is 20%
of energy consumption at full load. Note
these are indicative and may vary
depending on other factors.
Pumping at part load: valve (throttling) versus VSD
Electronically controlled variable speed pumps
Image: www.au.grundfos.com/products/find-product/alpha2.html
0%
20%
40%
60%
80%
100%
120%
140%
0% 20% 40% 60% 80% 100% 120%
Po
wer
co
nsu
mp
tio
n
Flow rate
Throttling
VSD
Energy saving
Industrial heat pump
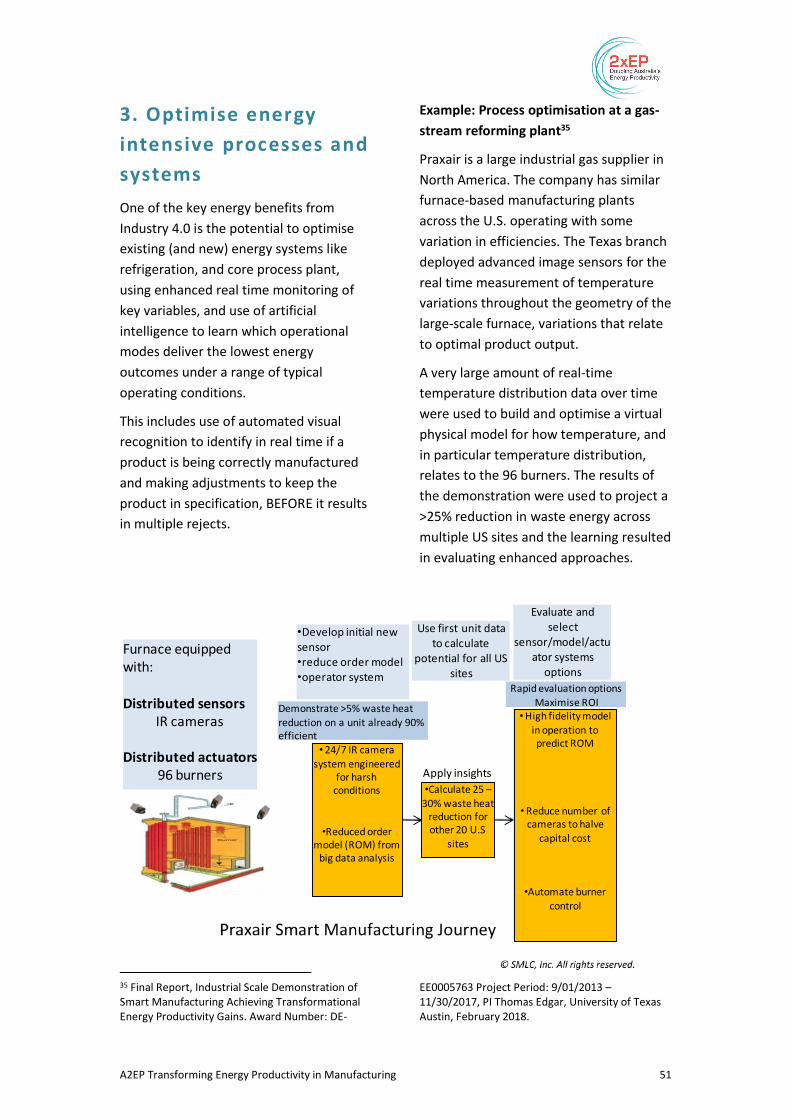
A2EP Transforming Energy Productivity in Manufacturing 51
3. Optimise energy
intensive processes and
systems
One of the key energy benefits from
Industry 4.0 is the potential to optimise
existing (and new) energy systems like
refrigeration, and core process plant,
using enhanced real time monitoring of
key variables, and use of artificial
intelligence to learn which operational
modes deliver the lowest energy
outcomes under a range of typical
operating conditions.
This includes use of automated visual
recognition to identify in real time if a
product is being correctly manufactured
and making adjustments to keep the
product in specification, BEFORE it results
in multiple rejects.
35 Final Report, Industrial Scale Demonstration of Smart Manufacturing Achieving Transformational Energy Productivity Gains. Award Number: DE-
Example: Process optimisation at a gas-
stream reforming plant35
Praxair is a large industrial gas supplier in
North America. The company has similar
furnace-based manufacturing plants
across the U.S. operating with some
variation in efficiencies. The Texas branch
deployed advanced image sensors for the
real time measurement of temperature
variations throughout the geometry of the
large-scale furnace, variations that relate
to optimal product output.
A very large amount of real-time
temperature distribution data over time
were used to build and optimise a virtual
physical model for how temperature, and
in particular temperature distribution,
relates to the 96 burners. The results of
the demonstration were used to project a
>25% reduction in waste energy across
multiple US sites and the learning resulted
in evaluating enhanced approaches.
EE0005763 Project Period: 9/01/2013 – 11/30/2017, PI Thomas Edgar, University of Texas Austin, February 2018.
Furnace equipped with:
Distributed sensorsIR cameras
Distributed actuators96 burners
•Develop initial new sensor•reduce order model•operator system
Demonstrate >5% waste heat reduction on a unit already 90% efficient
Use first unit data to calculate
potential for all US sites
Evaluate and select
sensor/model/actuator systems
options
Rapid evaluation options
Maximise ROI
•24/7 IR camera system engineered
for harsh conditions
•Reduced order model (ROM) from
big data analysis
•Calculate 25 –
30% waste heat reduction for other 20 U.S
sites
Apply insights
•High fidelity model in operation to predict ROM
•Reduce number of cameras to halve
capital cost
•Automate burner
control
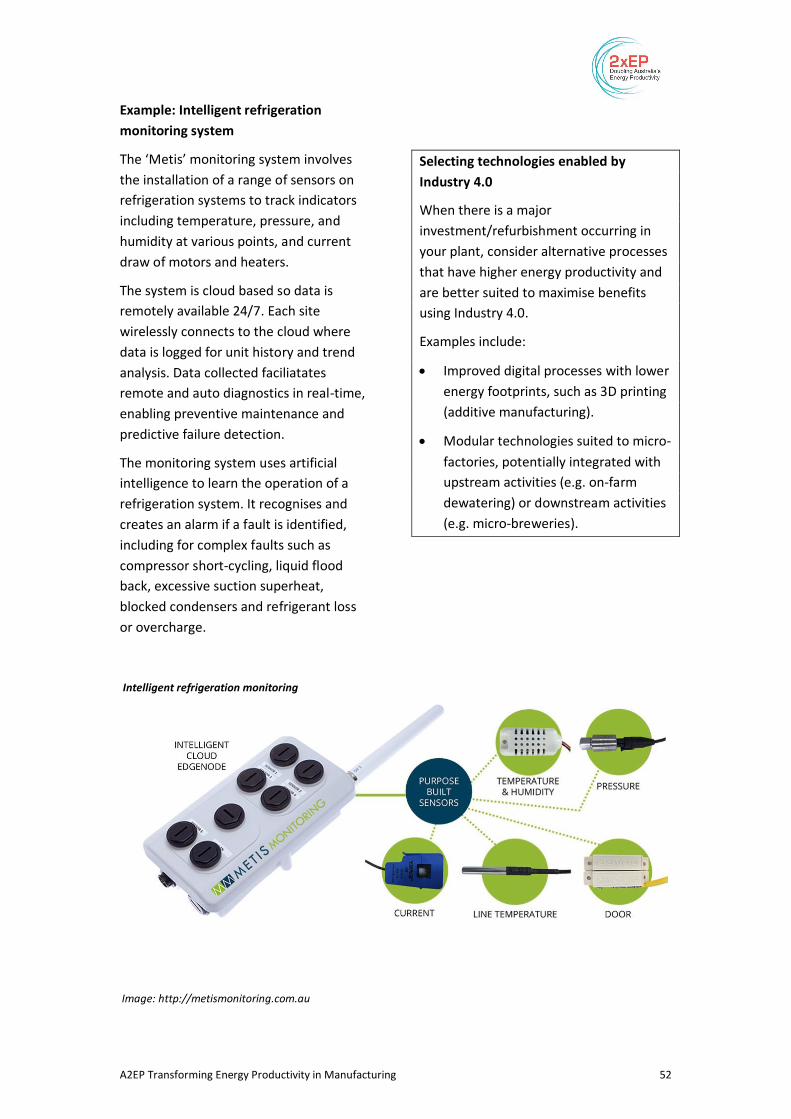
A2EP Transforming Energy Productivity in Manufacturing 52
Example: Intelligent refrigeration
monitoring system
The ‘Metis’ monitoring system involves
the installation of a range of sensors on
refrigeration systems to track indicators
including temperature, pressure, and
humidity at various points, and current
draw of motors and heaters.
The system is cloud based so data is
remotely available 24/7. Each site
wirelessly connects to the cloud where
data is logged for unit history and trend
analysis. Data collected faciliatates
remote and auto diagnostics in real-time,
enabling preventive maintenance and
predictive failure detection.
The monitoring system uses artificial
intelligence to learn the operation of a
refrigeration system. It recognises and
creates an alarm if a fault is identified,
including for complex faults such as
compressor short-cycling, liquid flood
back, excessive suction superheat,
blocked condensers and refrigerant loss
or overcharge.
Selecting technologies enabled by
Industry 4.0
When there is a major
investment/refurbishment occurring in
your plant, consider alternative processes
that have higher energy productivity and
are better suited to maximise benefits
using Industry 4.0.
Examples include:
• Improved digital processes with lower
energy footprints, such as 3D printing
(additive manufacturing).
• Modular technologies suited to micro-
factories, potentially integrated with
upstream activities (e.g. on-farm
dewatering) or downstream activities
(e.g. micro-breweries).
Image: http://metismonitoring.com.au
Intelligent refrigeration monitoring

A2EP Transforming Energy Productivity in Manufacturing 53
Automation to remove lighting/air
conditioning
The uptake of automated systems and
robots reduces the need for human
presence in industrial buildings and
warehouses, facilitating lower energy
consumption to maintain lighting, comfort
conditions and air quality.
This energy saving can be significant because maintaining comfort conditions in industrial buildings tends to use more energy than expected because in most manufacturing buildings, infiltration is significant, high ceilings make heating systems less effective, significant ventilation is required in some manufacturing plants to maintain the air quality, and these building tend to have a large footprint.
Comparison of human operated and fully automated production plants
A2EP Transforming Energy Productivity in Manufacturing 54
4. Improve the energy
productivity of specific
equipment
The key issues to consider are:
1. Select energy using equipment like
motors and compressors to facilitate
Industry 4.0 to deliver energy
performance benefits.
• Size equipment so that it will normally
be controlled to operate between 75
and 90% of rated load. Motors, for
example, generally operate at peak
efficiency in this range, but efficiency
falls away markedly below 50%.
• All equipment should be Industry 4.0
compatible – digitally controlled, well
instrumented – including energy
metering, with suitable
communication interface, with energy
efficient turndown and automatic
switching when not required.
• Replace motors when damaged with
new Industry 4.0 compatible, high
efficiency equipment, and do not
rewind.
2. Use condition monitoring to ensure
ongoing efficient operation of
equipment, particularly rotating plant
and equipment.
Checklist questions to find savings
• Have you checked to see whether
larger motors are running lightly
loaded and could be replaced with
new smaller, more energy efficient
models?
• Do you always replace motors or do
you rewind them?
• When you buy new equipment, is it
specified to be Industry 4.0 enabled
and include energy metering?
• Do you use real-time condition
monitoring on rotating equipment to
ensure energy efficient operations
and reduce downtime?
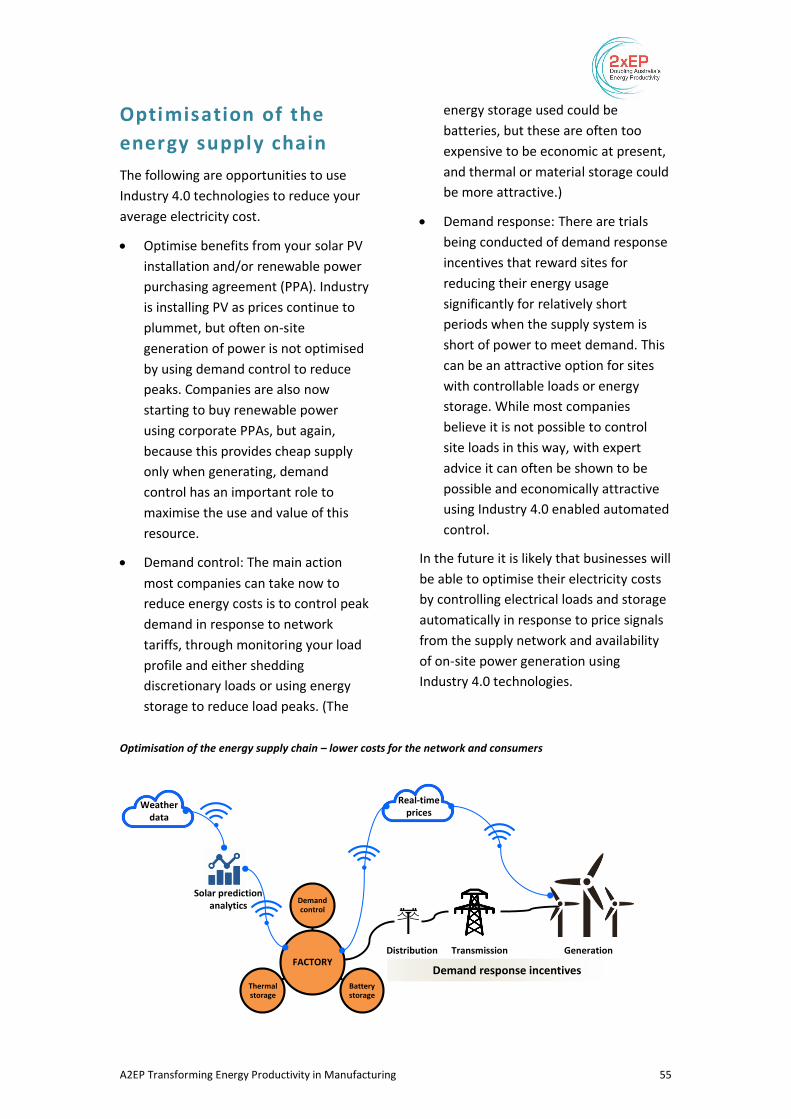
A2EP Transforming Energy Productivity in Manufacturing 55
Optimisation of the
energy supply chain
The following are opportunities to use
Industry 4.0 technologies to reduce your
average electricity cost.
• Optimise benefits from your solar PV
installation and/or renewable power
purchasing agreement (PPA). Industry
is installing PV as prices continue to
plummet, but often on-site
generation of power is not optimised
by using demand control to reduce
peaks. Companies are also now
starting to buy renewable power
using corporate PPAs, but again,
because this provides cheap supply
only when generating, demand
control has an important role to
maximise the use and value of this
resource.
• Demand control: The main action
most companies can take now to
reduce energy costs is to control peak
demand in response to network
tariffs, through monitoring your load
profile and either shedding
discretionary loads or using energy
storage to reduce load peaks. (The
energy storage used could be
batteries, but these are often too
expensive to be economic at present,
and thermal or material storage could
be more attractive.)
• Demand response: There are trials
being conducted of demand response
incentives that reward sites for
reducing their energy usage
significantly for relatively short
periods when the supply system is
short of power to meet demand. This
can be an attractive option for sites
with controllable loads or energy
storage. While most companies
believe it is not possible to control
site loads in this way, with expert
advice it can often be shown to be
possible and economically attractive
using Industry 4.0 enabled automated
control.
In the future it is likely that businesses will
be able to optimise their electricity costs
by controlling electrical loads and storage
automatically in response to price signals
from the supply network and availability
of on-site power generation using
Industry 4.0 technologies.
Optimisation of the energy supply chain – lower costs for the network and consumers
Weatherdata
Solar predictionanalytics
FACTORY
Demand control
Battery storage
Thermal storage
Real-timeprices
GenerationTransmissionDistribution
Demand response incentives
A2EP Transforming Energy Productivity in Manufacturing 56
Energy metering – if
you can’t measure i t,
you can’t manage it:
Control of energy use
in Industry 4.0
Companies piloting Industry 4.0 in their
operations are starting to consider how
energy should be integrated into these
trials because energy is now so expensive.
The first question you should ask yourself
when considering this challenge is:
• Do we have adequate energy
metering?
and then,
• Can we relate the consumption of
energy (in core processes as well as
ancillary energy using plant like air
compressors) to the key operating
variables which impact throughput
and quality?
If the answer to these questions is ‘no’,
then it is important to develop an energy
information plan.
Suggested steps to doing this follow:
• Develop a plan to work out where you
think out how you might use the
additional information, and who will
use it, in what format. Engage with
users to identify useful information
and suitable format, timing, etc.
• Define the key energy uses which
have the greatest impact on
throughput and quality and meter
those.
• Also meter the largest energy
consuming equipment if not covered
in the previous step – typically 10-20%
of energy using equipment will use
80-90% of the energy.
Some challenges you will face are:
• Accessing boards for electricity
metering when the plant is running
• Real-time measurement of gas and
steam energy use is expensive and
requires plant shutdowns to install.
There are developments using Industry
4.0 technologies which show promise for
resolving these challenges in future,
including the use of artificial intelligence
(AI) to recognise digital signatures of
particular equipment and using this to
provide submetering from measurements
at the main board, and using ‘digital twin’
computer modelling. For example, it is
envisaged that the vibrational or acoustic
behaviour of moving devices such as
fluids, motors etc. can be detected by low
cost sensors and correlated to the energy
consumption using AI algorithms.
A2EP Transforming Energy Productivity in Manufacturing 57
Predictive/modelling tools in Industry 4.0
Conventional enterprises of the Industry 3.0 era have evolved and gradually optimised over
years/decades to run efficiently and cost effectively for specific production schedules. In these
plants, introducing operation variations for further optimisation or producing new products normally
requires lengthy and costly reorganisation, restructuring, and redesigning of the production lines or
even the whole enterprise.
Intelligent Industry 4.0 factories are and should be capable of continuously optimising and varying
their manufacturing lines. This can’t be fully realised unless the factory’s responses, including its
energy flow, to variations are predictable and measurable. To do so, two important tools are
required:
• A digital twin model (DTM) of the manufacturing line that predicts the energy flow and
productivity of the processes in different modes of operation, and
• A network of sensors and monitoring devices distributed across the plant to connect the
digital model to the live data from the shop level.
A DTM is a virtual representation i.e. computer simulation of the mathematical model of a physical
system such as a manufacturing line. A building energy management system is a simple version of
such a system. A DTM uses real-time data from sensors and external sources such as suppliers to
provide continuous productivity performance statistics. Anyone looking at the DTM data can see how
the physical system is functioning in the real world.
The DTM can be extremely helpful to quickly predict the consequences of complex instructions and
variations before physically implementing them at the shop floor level. This can include the:
• Energy performance of varying the production schedule
• Economic benefits of adopting new technologies and equipment such as renewables, heat
pumps, etc.
• Monitoring and verifying the performance of the existing and newly adopted equipment and
technologies, and
• Remotely monitoring and modifying the way the manufacturing line is operating.
Bottom line energy benefits from Industry 4.0
Energy prices have escalated rapidly in Australia in the last decade and most companies have not
gained real control of their energy costs, let alone reinvested in plant and systems to make step
change improvements in their performance. A focus on energy when implementing an Industry 4.0
program can deliver energy savings of 20%+ and, more importantly, often overall plant productivity
can be substantially improved in energy intensive processes and equipment by focusing on energy
related solutions. The International Energy Agency (IEA) found that energy projects on average
generate 2.5 times the energy savings through other productivity benefits – our experience is that
the multiplier is generally much higher.

A2EP Transforming Energy Productivity in Manufacturing 58
The following table shows benefits from real projects in the US reported by CESMII36. Initial energy
reachability equals potential economic/energy productivity increase that is immediately foreseeable.
Critically, CESMII’s experience shows that these savings are generally increased by learning over time,
and then multiplied by replication at other similar facilities.
36 www.cesmii.org
A2EP Transforming Energy Productivity in Manufacturing 59
Implementation
Planning
This section contains a how-to guide for
businesses starting their Industry 4.0
journey and provides an incremental
approach for adoption of Industry 4.0
technologies for energy productivity, as a
first stage in the transformation from
conventional manufacturing to adaptive,
intelligent and connected manufacturing.
Starting the journey
This is where a business manager hits lots
of jargon, grand visions and promises. The
Internet of Things (IoT), the cloud, data
analytics, artificial intelligence, Industry
4.0, Smart Manufacturing and energy
productivity are just some of them (see
the Glossary of Terms at the end of this
document).
There is plenty of reason to be confused
and sceptical. But this won’t protect a
business from the wave of disruptive
change flowing through our economy.
Just as the smart phone and internet have
changed our daily lives, modern
technologies and services are
transforming manufacturing.
Manufacturing activity is spreading
beyond its traditional industries, while
services are replacing or supplementing
physical production. The hot bread shop
and micro-brewery are really micro-
factories integrated with retail outlets
that compete with large scale producers.
Downloading music has replaced
manufacture of physical media and the
equipment needed to play them. A design
business may use a 3D printer instead of a
low volume component manufacturer.
Step 1: Choose a task or process to start
You are embarking on an exciting and
challenging journey. But it will take
planning, time, effort and resources. And
you will learn from experience, making
mistakes and gaining surprising (and often
profitable) outcomes.
Every journey starts with a first step and
an achievable goal. So, focus on an aspect
of your business where you (or your
managers or technical staff) see potential
for improvement, or where change is
necessary. Don’t tackle something first
that is ‘mission-critical’ to your business
viability.
A process that involves significant energy
consumption or costs, where equipment
may need to be replaced, upgraded or
expanded is a good place to start. For
example, as discussed earlier, equipment
with high energy losses which may be
reduced using digitally controlled
technology to provide flexible energy
consumption.
Step 2: Ask some questions
Look around to identify:
• Who in this sector or other sectors
has already made changes that I can
learn from?
• Which suppliers, consultants,
researchers, industry associations
and/or contractors are familiar with
emerging smart solutions –
recognising that they will all have
their own agendas and
preconceptions! But learn what you
can from them – or encourage your
relevant staff to engage.
A2EP Transforming Energy Productivity in Manufacturing 60
Ask your staff questions such as, what
information, if provided when you need it,
would allow you to:
• operate your equipment better?
• identify emerging problems with
equipment sooner?
• when and in what form would you
need this information?
Ask yourself what information, with what
timing and in what form, could help you
to manage and plan better. Where or
how could this information be sourced.
Ask what changes to equipment, practices
or other factors would be needed. For
example, you may need to fit variable
speed drives and equipment to monitor
key parameters to a machine or
equipment, so it can adjust to changes in
inputs.
Check for disruptive possibilities. Could
something emerge that could change the
situation so this change is affected by
other factors from other innovative
paths?
And explore the kinds of energy
productivity benefits your business might
gain if the benefits that have been flagged
through your explorations can be
captured. Make some rough estimates of
the value of these benefits to your
business. This will help you to decide on
the initial scale of resources to allocate.
This process could open your eyes to
many possibilities. But you will need to
pursue some more thorough processes
and allocate resources for them.
Step 3a: Serious analysis – what services
are provided?
It is important to understand the
fundamental services that are being
provided. These include the services to
end-use consumers as well as within the
process and business. For example, a
narrow interpretation, such as ‘This
provides steam to drive xx process’ does
not explore the fundamentals. What is the
outcome of the process the steam
supplies, and what temperature and how
much heat does it really need?
Within the organisation, steam may be
used to provide heat that is not needed if
heat is recovered. Or processes that do
not even need heat, such as high pressure
processing, centrifuging, etc. A process
may not require such a high temperature.
Step 3b: Understand the systems
This step is best integrated with
assessment of the services being
provided. Services are provided by
systems, which are often complex.
Analysing energy and material balances
often identifies waste of energy,
resources, money and time.
It may also reframe opportunities. For
example, analysis of a steam system can
identify large energy losses and significant
unrecognised costs. Incremental
improvements can be made to cut these
losses. Analysis may also lead to
recognition that one process is at the end
of a long leg of steam pipe, so savings or
changes in the heat source may allow that
section of steam pipe to be shut down.
Also, once energy waste is reduced,
alternative solutions that previously
looked impracticable may become
attractive. For example, targeted infra-red
A2EP Transforming Energy Productivity in Manufacturing 61
electric heating may economically replace
wasteful use of gas, even though each
unit of energy is much more expensive.
Step 4: implement smart options you are
confident will bring benefits while
building your experience, networks and
capabilities
Transformation is not ‘all or nothing’. But
you need to start. By now, you should
have defined some clear opportunities.
These may apply technologies or practices
well-proven by others, and that your in-
house or contract technical staff can
supply, install and maintain. You may add
new technology initially as a back-up or
supplement, then transition to greater
use over time, while keeping the previous
equipment as a back-up. Make sure you
incorporate adequate monitoring and
benchmarking capability so that you can
evaluate the benefits and understand the
causes of any teething problems or
shortfalls in performance below
expectations.
Riding the bus to adaptive, intelligent
manufacturing
Apply the experience you have gained to
other areas in your business. Build
relationships with suppliers who can
support your transformation. Consider
larger, longer term investments and
develop strategies and plans as you gain
confidence.
At the same time, you will see increasing
potential to capture more benefits, such
as integrating behind-the-meter
renewable energy, energy storage and
energy management, and considering
energy trading and cost optimisation
through peer-to-peer trading, demand
response and further energy efficiency
improvement.
A2EP Transforming Energy Productivity in Manufacturing 62
Glossary of terms
The following is a summary of terms used in
this report. Further detail on each of these
terms can be found in the Transforming
Energy Productivity in Manufacturing report.
Internet of Things (IoT)
The Internet of Things (IoT) refers to a range
of networked data collection and
communication devices, hardware and
software that can be deployed across plants,
systems, subsystems, and equipment to
monitor certain physical variables. IoT
technology includes advanced sensors with a
capability to upload digital information onto a
database via a data communication
network/protocol. Sensors are becoming
smaller, cheaper, battery/solar powered and
capable of monitoring multiple variables
The connectivity of the sensor can be realised
with the help of different technologies. Some
of these technologies allow for connecting
hundreds of sensors to a single
communication gateway.
Cloud computing
The practice of using a network of remote
servers hosted on the Internet to store,
manage, and process data, rather than a local
server or a personal computer
Cloud platforms can enable:
• access to powerful data computation,
storage, transfer capability without the
need for setting up an independent high-
end IT system, and
• create a platform that is accessible by all
the stakeholders of a complex
supply/manufacturing chain.
Artificial Intelligence (AI)
AI is a computer system able to perform tasks
in human interpretable forms that normally
require human intelligence, such as visual
perception, qualitative analysis, feature
interpretation, speech recognition, decision-
making, and translation between languages
Machine learning (ML)
ML is a subset of AI. Machine learning can be
distinguished from expert systems in that data
are used to learn interpretable tasks,
behaviours or actions. ML systems learn
patterns of behaviours and have the ability to
modify themselves when exposed to more
data, i.e. when structured appropriately,
machine learning can learn and adjust to new
behaviours reflected in the data without
human intervention. Learning algorithms are
optimisation algorithms; they learn from the
data they are exposed to by minimising the
error between what is learned and what is
observed
Data analytics
Data analytics is the process of examining
data in order to draw conclusions about the
information contained in the data.
Technological advancement is allowing faster
analysis of larger data sets.
Sensors
Data in smart enterprises originate from
sensors. Sensor technology is continuously
improving with the costs declining. (See
Internet of Things)
Smart Manufacturing
A term used primarily in the US. The goal of
Smart Manufacturing is to enable all
information about the manufacturing process
to be available when and where it is needed
across the entire manufacturing supply chain
and is broadly consistent with Industry 4.0.
Energy productivity
Energy productivity (EP) refers to the value created from using a unit of energy.

A2EP Transforming Energy Productivity in Manufacturing 63
Appendix B: Guide for business: Process heating innovation to
boost energy productivity
Why address process
heating?
Steam was a valuable medium for heating
in the past, providing excellent heat
transfer and energy density. But central
steam systems are a poor match for the
requirements of the Industry 4.0 world –
which requires digital control, accurate
measurement, and great flexibility.
This guide aims to assist businesses to
replace central boilers and steam
reticulation systems with distributed
(point of end use) alternatives to steam
heating, which are more responsive to
changes in plant conditions and can be
readily digitalised for integration with
Industry 4.0.
By doing this it is possible to substantially
improve energy productivity - not just
through energy savings, but also
increased value through better
reliability/less downtime, improved
working conditions, reduced maintenance
costs and reduced water use.
Food, beverage, textile and other facilities
use steam in a range of processes from
boilers fuelled by natural gas (or other
fossil fuel), with steam circulation and
condensate return.
Often the end process heating
requirement is at a much lower
temperature than the steam is supplied
at. And often the actual process
requirement is for heating to a
temperature well below 100°C.
Central steam systems are much less
efficient than what most operators
believe. The large scale of losses is
generally hidden by the lack of
measurement – steam flows are
expensive to measure and often
inaccurate. The diagram below shows the
sources of losses in a typical system
running at full load, excluding the large
standing losses of a standby boiler. At
part-load operating conditions, the
efficiency rapidly falls further due to the
large fixed losses, resulting in less than
35% of the energy in the gas burned
delivering useful heat to the process.
Central steam systems waste a lot of energy even operating at full load
55% useful heat
100% Energy input
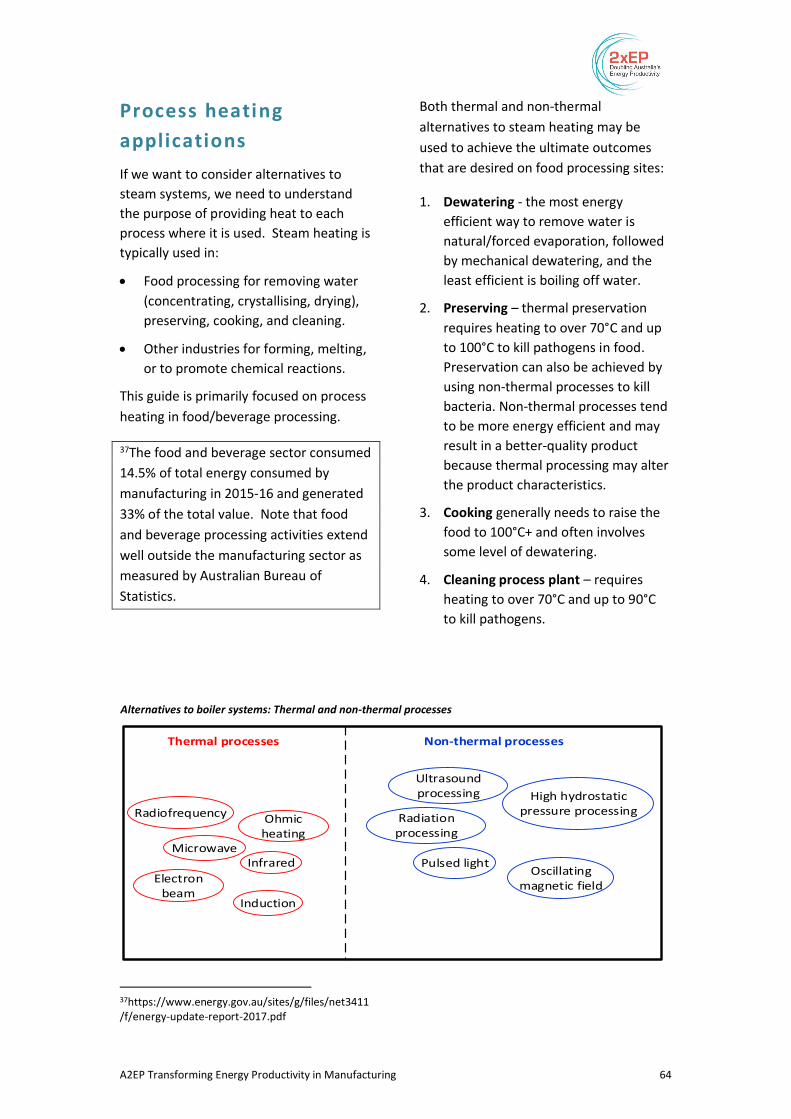
A2EP Transforming Energy Productivity in Manufacturing 64
Process heating
applications
If we want to consider alternatives to
steam systems, we need to understand
the purpose of providing heat to each
process where it is used. Steam heating is
typically used in:
• Food processing for removing water
(concentrating, crystallising, drying),
preserving, cooking, and cleaning.
• Other industries for forming, melting,
or to promote chemical reactions.
This guide is primarily focused on process
heating in food/beverage processing.
37The food and beverage sector consumed
14.5% of total energy consumed by
manufacturing in 2015-16 and generated
33% of the total value. Note that food
and beverage processing activities extend
well outside the manufacturing sector as
measured by Australian Bureau of
Statistics.
37https://www.energy.gov.au/sites/g/files/net3411/f/energy-update-report-2017.pdf
Both thermal and non-thermal
alternatives to steam heating may be
used to achieve the ultimate outcomes
that are desired on food processing sites:
1. Dewatering - the most energy
efficient way to remove water is
natural/forced evaporation, followed
by mechanical dewatering, and the
least efficient is boiling off water.
2. Preserving – thermal preservation
requires heating to over 70°C and up
to 100°C to kill pathogens in food.
Preservation can also be achieved by
using non-thermal processes to kill
bacteria. Non-thermal processes tend
to be more energy efficient and may
result in a better-quality product
because thermal processing may alter
the product characteristics.
3. Cooking generally needs to raise the
food to 100°C+ and often involves
some level of dewatering.
4. Cleaning process plant – requires
heating to over 70°C and up to 90°C
to kill pathogens.
Alternatives to boiler systems: Thermal and non-thermal processes
Radiofrequency
Microwave
Ohmic heating
Infrared
Electron beam
Ultrasound processing High hydrostatic
pressure processingRadiation
processing
Pulsed lightOscillating
magnetic field
Thermal processes Non-thermal processes
Induction
A2EP Transforming Energy Productivity in Manufacturing 65
Alternatives to boiler systems
The diagram on the previous page shows there are many electric technologies that can
replace fossil fuel-based steam systems. These are point of end use technology applications,
which are matched with a specific process need, and thus may only operate when that
process is operating. The choice of technologies to best address a process need requires
careful examination of each specific process.
In this guide, we are not able to address all electricity technologies and applications, but
instead focus on the most generally applicable options:
1. Mechanical dewatering technologies to reduce the drying task
2. Electro-technologies to replace thermal processing for preserving
3. High energy productivity electro-technologies for heating/cooking
4. Heat pump technology - waste heat recovery and co-producing heat and cold
Once high productivity electricity technology options for displacing steam heating that are
cost effective are applied, if there are still some applications that need steam then consider:
5. High efficiency localised packaged boilers.
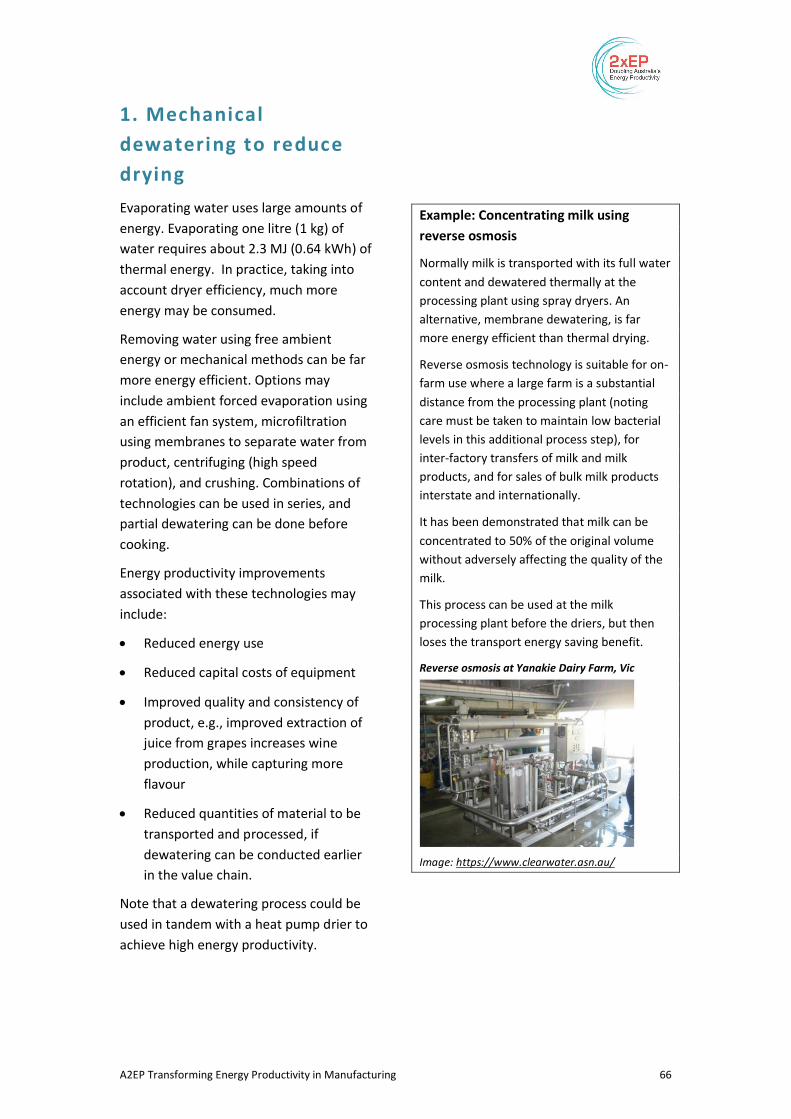
A2EP Transforming Energy Productivity in Manufacturing 66
1. Mechanical
dewatering to reduce
drying
Evaporating water uses large amounts of
energy. Evaporating one litre (1 kg) of
water requires about 2.3 MJ (0.64 kWh) of
thermal energy. In practice, taking into
account dryer efficiency, much more
energy may be consumed.
Removing water using free ambient
energy or mechanical methods can be far
more energy efficient. Options may
include ambient forced evaporation using
an efficient fan system, microfiltration
using membranes to separate water from
product, centrifuging (high speed
rotation), and crushing. Combinations of
technologies can be used in series, and
partial dewatering can be done before
cooking.
Energy productivity improvements
associated with these technologies may
include:
• Reduced energy use
• Reduced capital costs of equipment
• Improved quality and consistency of
product, e.g., improved extraction of
juice from grapes increases wine
production, while capturing more
flavour
• Reduced quantities of material to be
transported and processed, if
dewatering can be conducted earlier
in the value chain.
Note that a dewatering process could be
used in tandem with a heat pump drier to
achieve high energy productivity.
Example: Concentrating milk using
reverse osmosis
Normally milk is transported with its full water
content and dewatered thermally at the
processing plant using spray dryers. An
alternative, membrane dewatering, is far
more energy efficient than thermal drying.
Reverse osmosis technology is suitable for on-
farm use where a large farm is a substantial
distance from the processing plant (noting
care must be taken to maintain low bacterial
levels in this additional process step), for
inter-factory transfers of milk and milk
products, and for sales of bulk milk products
interstate and internationally.
It has been demonstrated that milk can be
concentrated to 50% of the original volume
without adversely affecting the quality of the
milk.
This process can be used at the milk
processing plant before the driers, but then
loses the transport energy saving benefit.
Reverse osmosis at Yanakie Dairy Farm, Vic
Image: https://www.clearwater.asn.au/
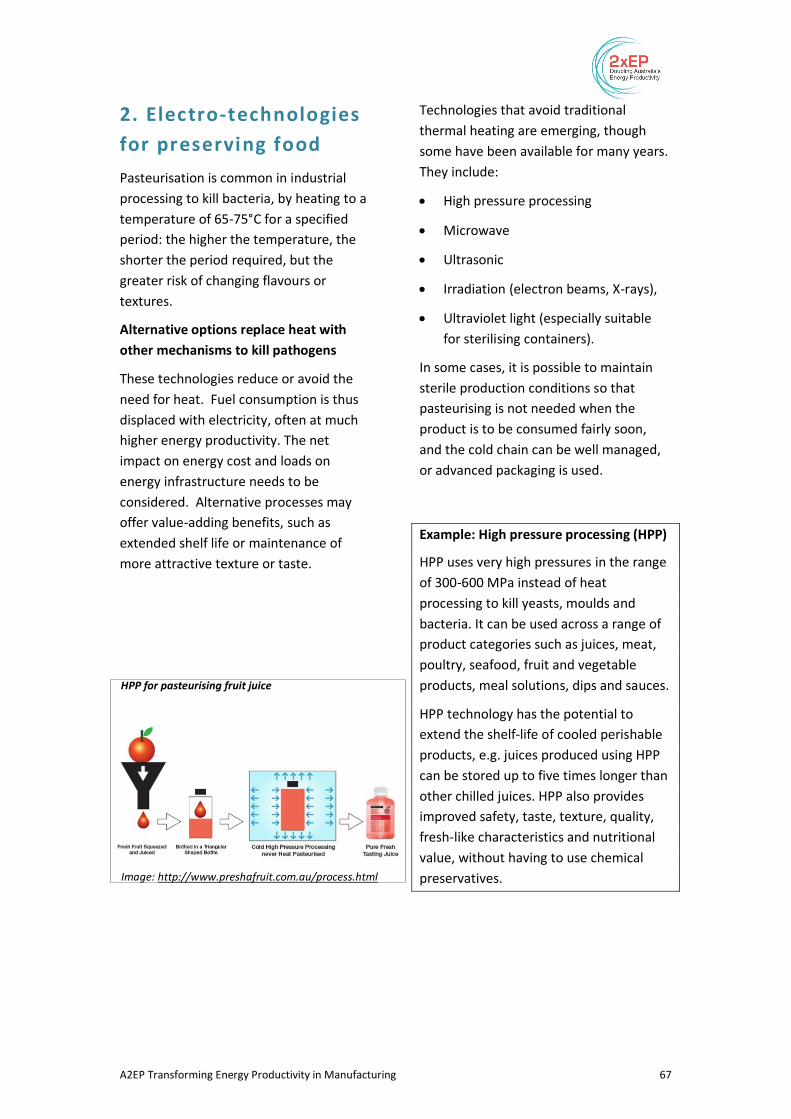
A2EP Transforming Energy Productivity in Manufacturing 67
2. Electro-technologies
for preserving food
Pasteurisation is common in industrial
processing to kill bacteria, by heating to a
temperature of 65-75°C for a specified
period: the higher the temperature, the
shorter the period required, but the
greater risk of changing flavours or
textures.
Alternative options replace heat with
other mechanisms to kill pathogens
These technologies reduce or avoid the
need for heat. Fuel consumption is thus
displaced with electricity, often at much
higher energy productivity. The net
impact on energy cost and loads on
energy infrastructure needs to be
considered. Alternative processes may
offer value-adding benefits, such as
extended shelf life or maintenance of
more attractive texture or taste.
Technologies that avoid traditional
thermal heating are emerging, though
some have been available for many years.
They include:
• High pressure processing
• Microwave
• Ultrasonic
• Irradiation (electron beams, X-rays),
• Ultraviolet light (especially suitable
for sterilising containers).
In some cases, it is possible to maintain
sterile production conditions so that
pasteurising is not needed when the
product is to be consumed fairly soon,
and the cold chain can be well managed,
or advanced packaging is used.
Example: High pressure processing (HPP)
HPP uses very high pressures in the range
of 300-600 MPa instead of heat
processing to kill yeasts, moulds and
bacteria. It can be used across a range of
product categories such as juices, meat,
poultry, seafood, fruit and vegetable
products, meal solutions, dips and sauces.
HPP technology has the potential to
extend the shelf-life of cooled perishable
products, e.g. juices produced using HPP
can be stored up to five times longer than
other chilled juices. HPP also provides
improved safety, taste, texture, quality,
fresh-like characteristics and nutritional
value, without having to use chemical
preservatives.
Image: http://www.preshafruit.com.au/process.html
HPP for pasteurising fruit juice
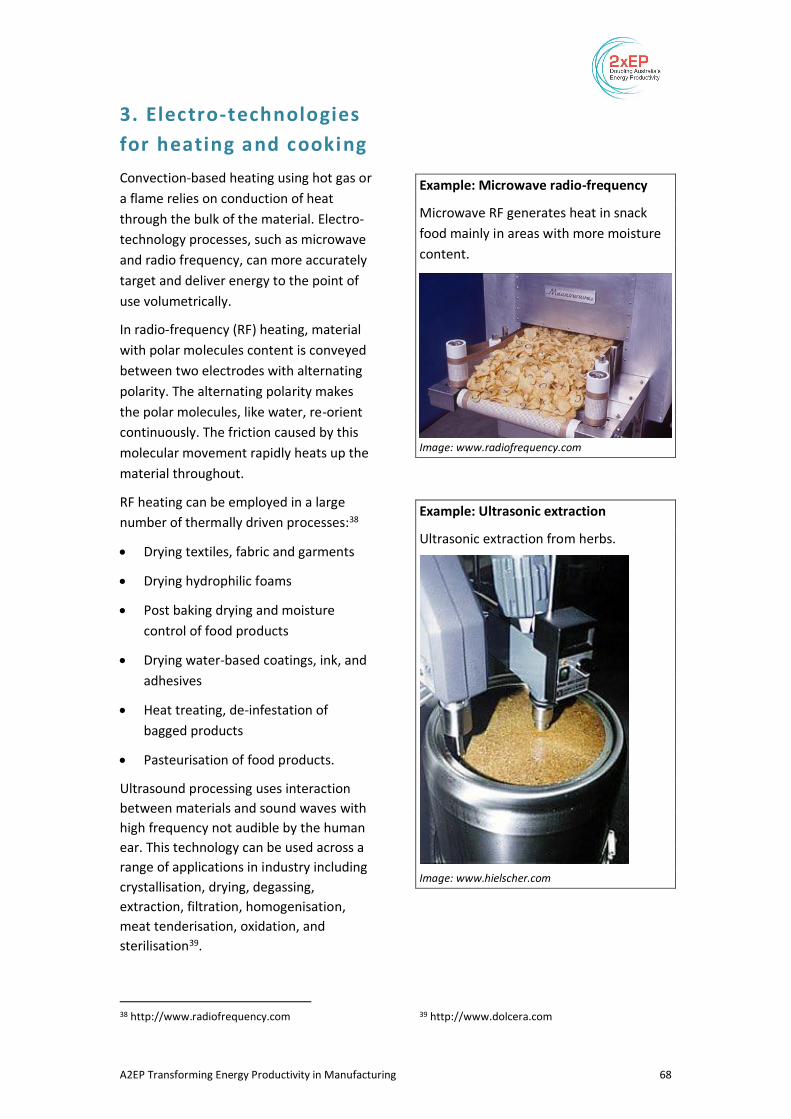
A2EP Transforming Energy Productivity in Manufacturing 68
3. Electro-technologies
for heating and cooking
Convection-based heating using hot gas or
a flame relies on conduction of heat
through the bulk of the material. Electro-
technology processes, such as microwave
and radio frequency, can more accurately
target and deliver energy to the point of
use volumetrically.
In radio-frequency (RF) heating, material
with polar molecules content is conveyed
between two electrodes with alternating
polarity. The alternating polarity makes
the polar molecules, like water, re-orient
continuously. The friction caused by this
molecular movement rapidly heats up the
material throughout.
RF heating can be employed in a large
number of thermally driven processes:38
• Drying textiles, fabric and garments
• Drying hydrophilic foams
• Post baking drying and moisture
control of food products
• Drying water-based coatings, ink, and
adhesives
• Heat treating, de-infestation of
bagged products
• Pasteurisation of food products.
Ultrasound processing uses interaction
between materials and sound waves with
high frequency not audible by the human
ear. This technology can be used across a
range of applications in industry including
crystallisation, drying, degassing,
extraction, filtration, homogenisation,
meat tenderisation, oxidation, and
sterilisation39.
38 http://www.radiofrequency.com
Example: Microwave radio-frequency
Microwave RF generates heat in snack
food mainly in areas with more moisture
content.
Image: www.radiofrequency.com
Example: Ultrasonic extraction
Ultrasonic extraction from herbs.
Image: www.hielscher.com
39 http://www.dolcera.com
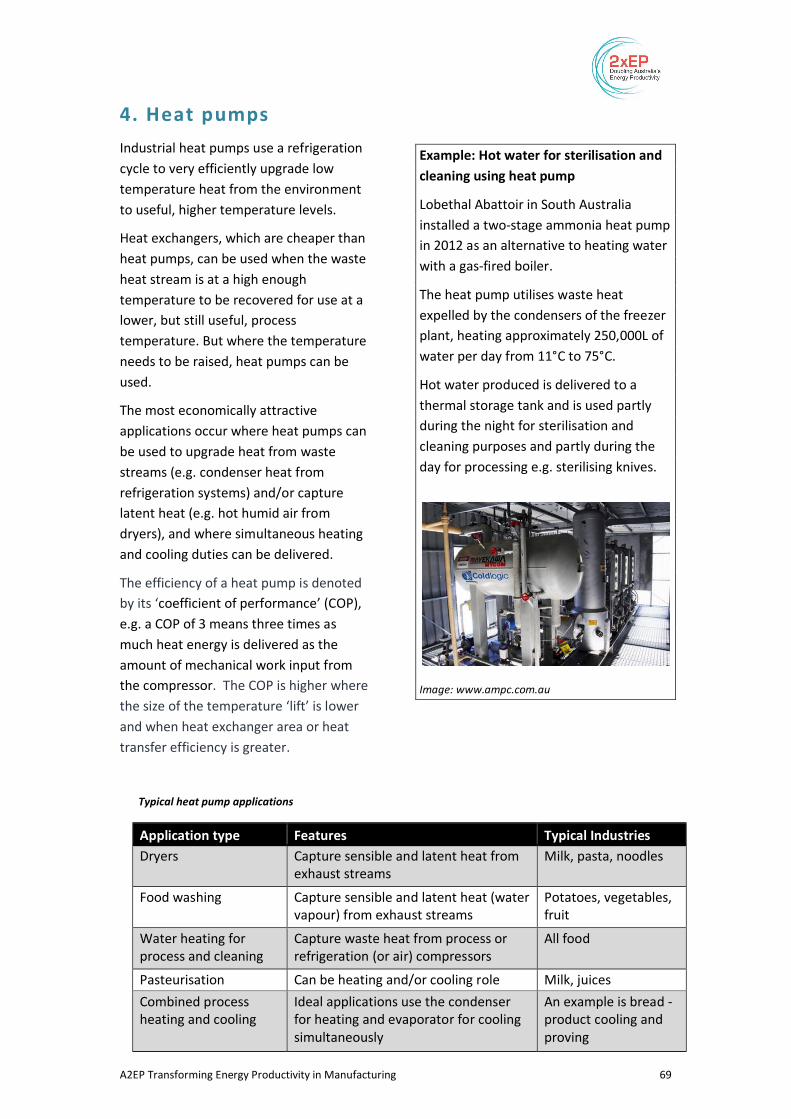
A2EP Transforming Energy Productivity in Manufacturing 69
4. Heat pumps
Industrial heat pumps use a refrigeration
cycle to very efficiently upgrade low
temperature heat from the environment
to useful, higher temperature levels.
Heat exchangers, which are cheaper than
heat pumps, can be used when the waste
heat stream is at a high enough
temperature to be recovered for use at a
lower, but still useful, process
temperature. But where the temperature
needs to be raised, heat pumps can be
used.
The most economically attractive
applications occur where heat pumps can
be used to upgrade heat from waste
streams (e.g. condenser heat from
refrigeration systems) and/or capture
latent heat (e.g. hot humid air from
dryers), and where simultaneous heating
and cooling duties can be delivered.
The efficiency of a heat pump is denoted
by its ‘coefficient of performance’ (COP),
e.g. a COP of 3 means three times as
much heat energy is delivered as the
amount of mechanical work input from
the compressor. The COP is higher where
the size of the temperature ‘lift’ is lower
and when heat exchanger area or heat
transfer efficiency is greater.
Example: Hot water for sterilisation and
cleaning using heat pump
Lobethal Abattoir in South Australia
installed a two-stage ammonia heat pump
in 2012 as an alternative to heating water
with a gas-fired boiler.
The heat pump utilises waste heat
expelled by the condensers of the freezer
plant, heating approximately 250,000L of
water per day from 11°C to 75°C.
Hot water produced is delivered to a
thermal storage tank and is used partly
during the night for sterilisation and
cleaning purposes and partly during the
day for processing e.g. sterilising knives.
Image: www.ampc.com.au
Application type Features Typical Industries
Dryers Capture sensible and latent heat from exhaust streams
Milk, pasta, noodles
Food washing Capture sensible and latent heat (water vapour) from exhaust streams
Potatoes, vegetables, fruit
Water heating for process and cleaning
Capture waste heat from process or refrigeration (or air) compressors
All food
Pasteurisation Can be heating and/or cooling role Milk, juices
Combined process heating and cooling
Ideal applications use the condenser for heating and evaporator for cooling simultaneously
An example is bread - product cooling and proving
Typical heat pump applications
in food processing
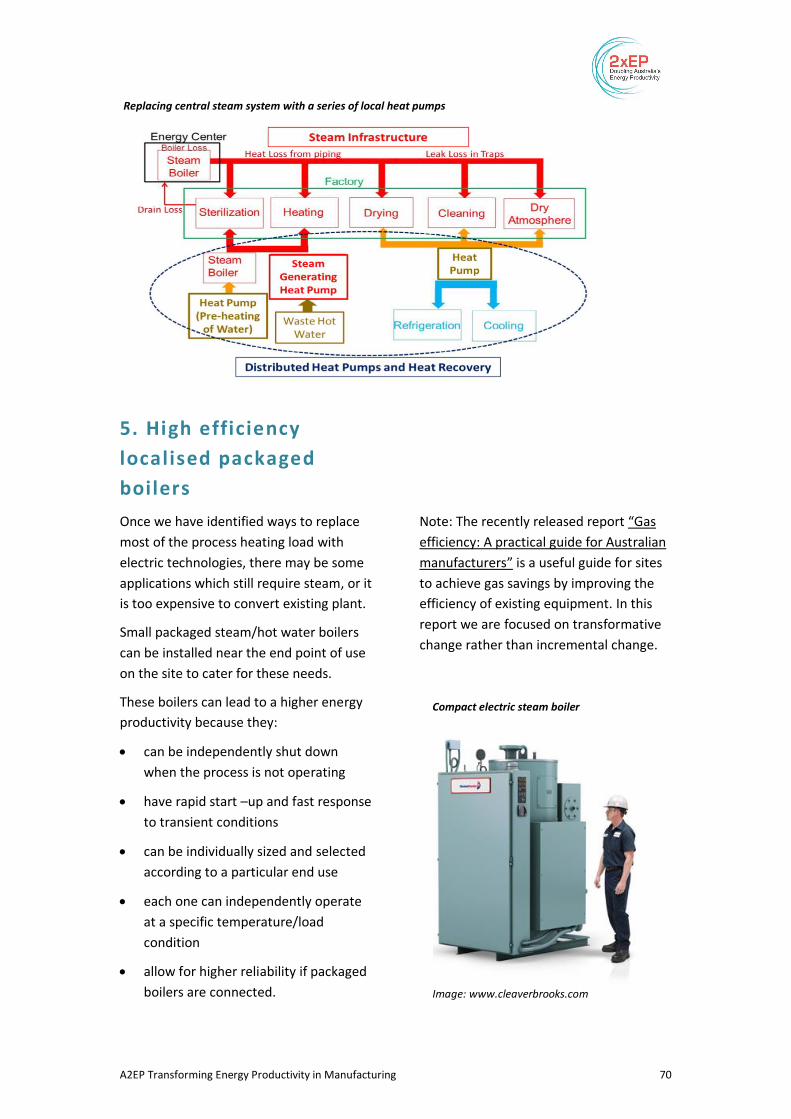
A2EP Transforming Energy Productivity in Manufacturing 70
5. High efficiency
localised packaged
boilers
Once we have identified ways to replace
most of the process heating load with
electric technologies, there may be some
applications which still require steam, or it
is too expensive to convert existing plant.
Small packaged steam/hot water boilers
can be installed near the end point of use
on the site to cater for these needs.
These boilers can lead to a higher energy
productivity because they:
• can be independently shut down
when the process is not operating
• have rapid start –up and fast response
to transient conditions
• can be individually sized and selected
according to a particular end use
• each one can independently operate
at a specific temperature/load
condition
• allow for higher reliability if packaged
boilers are connected.
Note: The recently released report “Gas
efficiency: A practical guide for Australian
manufacturers” is a useful guide for sites
to achieve gas savings by improving the
efficiency of existing equipment. In this
report we are focused on transformative
change rather than incremental change.
Compact electric steam boiler
system
Image: www.cleaverbrooks.com
Replacing central steam system with a series of local heat pumps
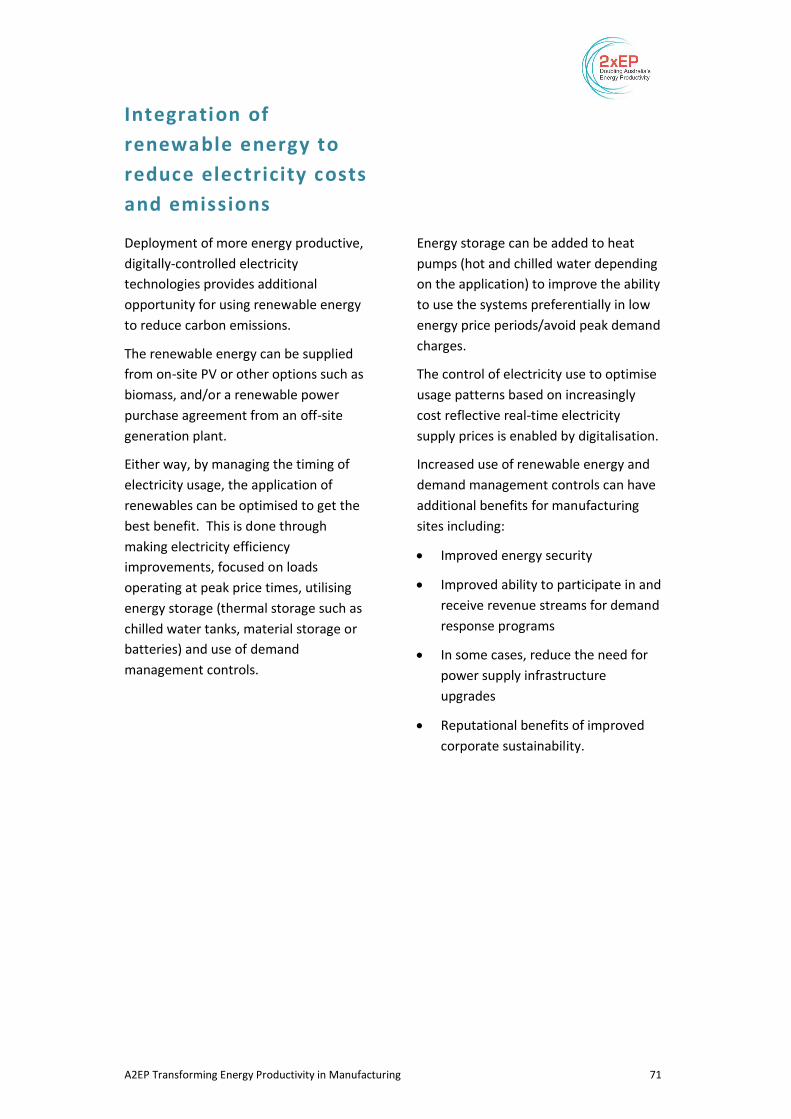
A2EP Transforming Energy Productivity in Manufacturing 71
Integration of
renewable energy to
reduce electricity costs
and emissions
Deployment of more energy productive,
digitally-controlled electricity
technologies provides additional
opportunity for using renewable energy
to reduce carbon emissions.
The renewable energy can be supplied
from on-site PV or other options such as
biomass, and/or a renewable power
purchase agreement from an off-site
generation plant.
Either way, by managing the timing of
electricity usage, the application of
renewables can be optimised to get the
best benefit. This is done through
making electricity efficiency
improvements, focused on loads
operating at peak price times, utilising
energy storage (thermal storage such as
chilled water tanks, material storage or
batteries) and use of demand
management controls.
Energy storage can be added to heat
pumps (hot and chilled water depending
on the application) to improve the ability
to use the systems preferentially in low
energy price periods/avoid peak demand
charges.
The control of electricity use to optimise
usage patterns based on increasingly
cost reflective real-time electricity
supply prices is enabled by digitalisation.
Increased use of renewable energy and
demand management controls can have
additional benefits for manufacturing
sites including:
• Improved energy security
• Improved ability to participate in and
receive revenue streams for demand
response programs
• In some cases, reduce the need for
power supply infrastructure
upgrades
• Reputational benefits of improved
corporate sustainability.
A2EP Transforming Energy Productivity in Manufacturing 72
Implementation
Planning
This guide suggests steps to replace
central steam/hot water systems with
energy productive electricity technology.
A. Technical feasibility assessment
1. Is there much to gain from moving
to point of end use energy
application?
There may be a good case if:
• the existing boiler is close to its end
of life.
• hot water, not steam, is the main
heating requirement.
• the site is moving to an Industry 4.0
model, where central steam systems
will not suit flexible operating
requirements.
• the boiler is oversized for duty,
hence operating mostly at part load.
• the reticulation system is in need of
major maintenance.
• significant waste heat is available,
but at a temperature too low for
heat exchange for process us (e.g.
from refrigeration compressors)
• there are existing large cooling
towers
• boiler fuel prices have increased
relative to available electricity
(including on-site generation or
PPA).
If the answer to one or more of these
questions is yes, go to step 2.
2. Define the actual requirements of
process heating loads
Carry out research to find out the precise
customer product specifications that
drive the process heating demand.
• What are you specifically trying to
achieve with the heating task, and
what are all potential options to
achieve that objective?
• Is heat definitely required? If so,
what is the specific temperature
versus time requirement, and the
heat transfer characteristics of the
product? Note that the temperature
of the supply line (e.g. steam pipe)
should not be relied on as a guide to
process temperature needs.
3. Consider upgrading incrementally
Are there parts of the steam system that
are remote from the rest of the
reticulation system, or have different
operating hours (e.g. operate on a
weekend when other plant is off)? In
these cases, there may a case to
consider closing off one section of the
steam system in incremental steps to
replace steam. Note that this is
generally not the most energy
productive option, as the rest of the
system losses remain, and it further
reduces load on what might already be
an underloaded main boiler. However, if
it provides significant incremental
benefits, it gets the process of boiler
replacement started.
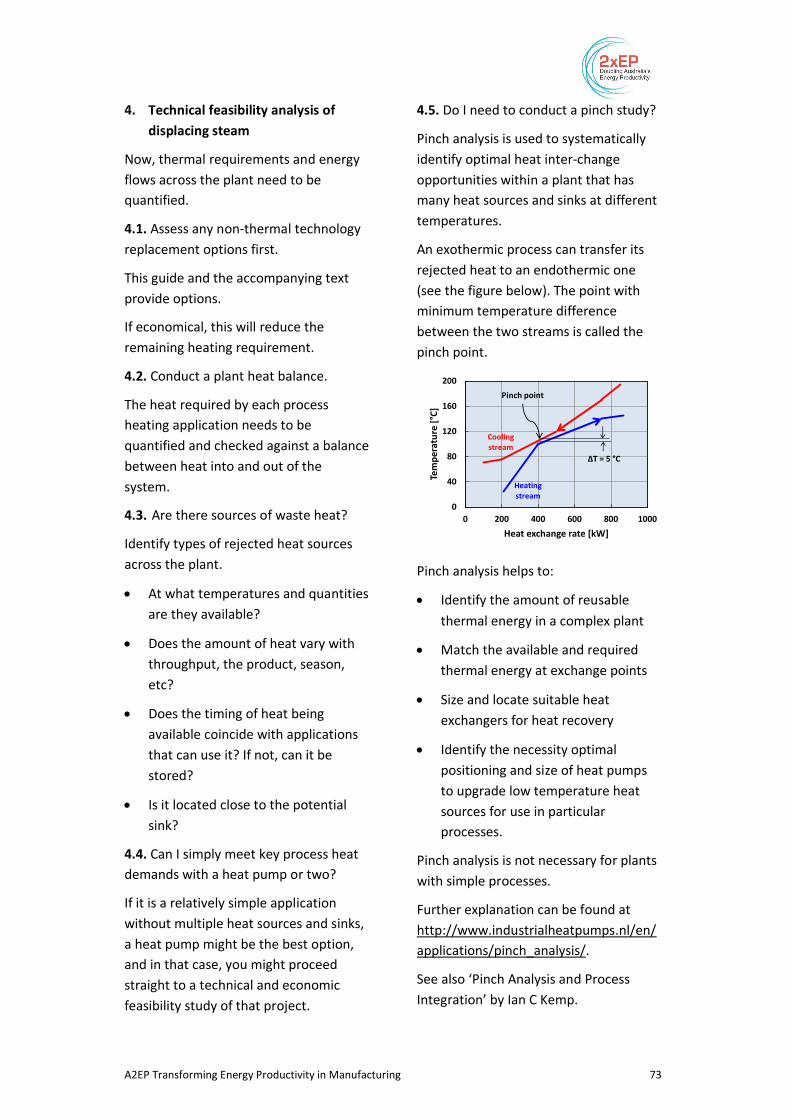
A2EP Transforming Energy Productivity in Manufacturing 73
4. Technical feasibility analysis of
displacing steam
Now, thermal requirements and energy
flows across the plant need to be
quantified.
4.1. Assess any non-thermal technology
replacement options first.
This guide and the accompanying text
provide options.
If economical, this will reduce the
remaining heating requirement.
4.2. Conduct a plant heat balance.
The heat required by each process
heating application needs to be
quantified and checked against a balance
between heat into and out of the
system.
4.3. Are there sources of waste heat?
Identify types of rejected heat sources
across the plant.
• At what temperatures and quantities
are they available?
• Does the amount of heat vary with
throughput, the product, season,
etc?
• Does the timing of heat being
available coincide with applications
that can use it? If not, can it be
stored?
• Is it located close to the potential
sink?
4.4. Can I simply meet key process heat
demands with a heat pump or two?
If it is a relatively simple application
without multiple heat sources and sinks,
a heat pump might be the best option,
and in that case, you might proceed
straight to a technical and economic
feasibility study of that project.
4.5. Do I need to conduct a pinch study?
Pinch analysis is used to systematically
identify optimal heat inter-change
opportunities within a plant that has
many heat sources and sinks at different
temperatures.
An exothermic process can transfer its
rejected heat to an endothermic one
(see the figure below). The point with
minimum temperature difference
between the two streams is called the
pinch point.
Pinch analysis helps to:
• Identify the amount of reusable
thermal energy in a complex plant
• Match the available and required
thermal energy at exchange points
• Size and locate suitable heat
exchangers for heat recovery
• Identify the necessity optimal
positioning and size of heat pumps
to upgrade low temperature heat
sources for use in particular
processes.
Pinch analysis is not necessary for plants
with simple processes.
Further explanation can be found at
http://www.industrialheatpumps.nl/en/
applications/pinch_analysis/.
See also ‘Pinch Analysis and Process
Integration’ by Ian C Kemp.
Heating stream
Cooling stream
0
40
80
120
160
200
0 200 400 600 800 1000
Tem
per
atu
re [
°C]
Heat exchange rate [kW]
Pinch point
ΔT = 5 °C
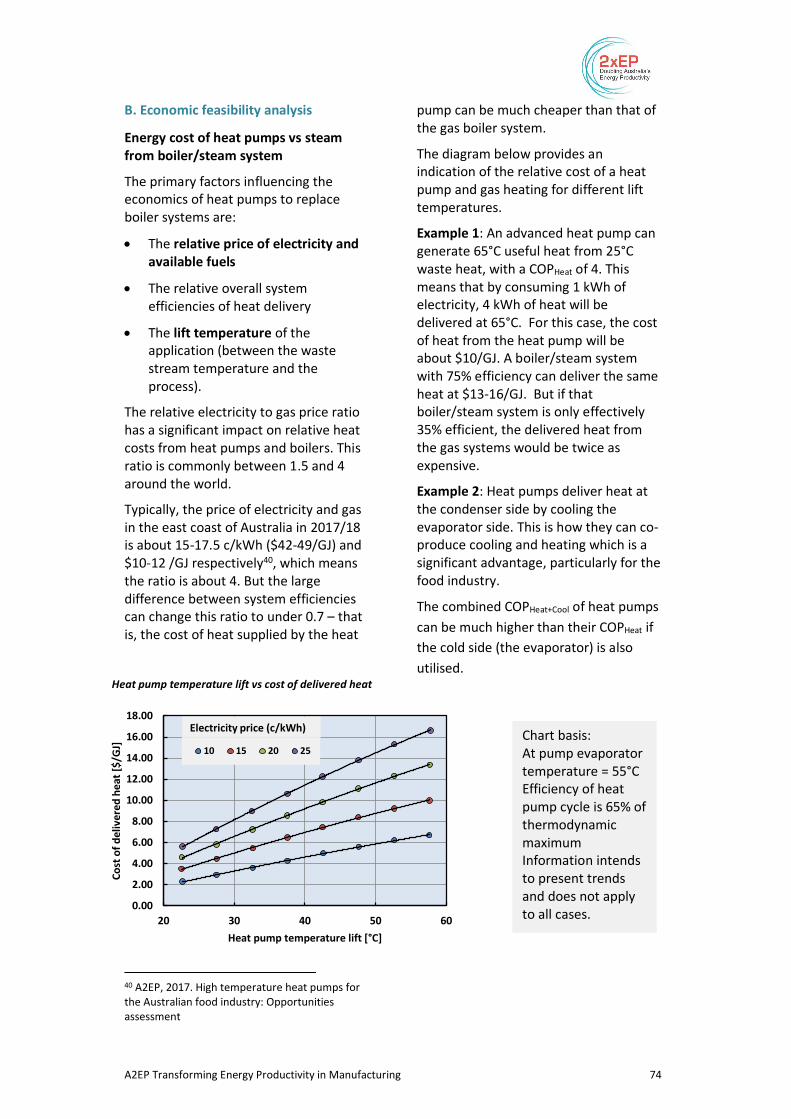
A2EP Transforming Energy Productivity in Manufacturing 74
B. Economic feasibility analysis
Energy cost of heat pumps vs steam from boiler/steam system
The primary factors influencing the economics of heat pumps to replace boiler systems are:
• The relative price of electricity and available fuels
• The relative overall system efficiencies of heat delivery
• The lift temperature of the application (between the waste stream temperature and the process).
The relative electricity to gas price ratio has a significant impact on relative heat costs from heat pumps and boilers. This ratio is commonly between 1.5 and 4 around the world.
Typically, the price of electricity and gas in the east coast of Australia in 2017/18 is about 15-17.5 c/kWh ($42-49/GJ) and $10-12 /GJ respectively40, which means the ratio is about 4. But the large difference between system efficiencies can change this ratio to under 0.7 – that is, the cost of heat supplied by the heat
40 A2EP, 2017. High temperature heat pumps for the Australian food industry: Opportunities assessment
pump can be much cheaper than that of the gas boiler system.
The diagram below provides an indication of the relative cost of a heat pump and gas heating for different lift temperatures.
Example 1: An advanced heat pump can generate 65°C useful heat from 25°C waste heat, with a COPHeat of 4. This means that by consuming 1 kWh of electricity, 4 kWh of heat will be delivered at 65°C. For this case, the cost of heat from the heat pump will be about $10/GJ. A boiler/steam system with 75% efficiency can deliver the same heat at $13-16/GJ. But if that boiler/steam system is only effectively 35% efficient, the delivered heat from the gas systems would be twice as expensive.
Example 2: Heat pumps deliver heat at the condenser side by cooling the evaporator side. This is how they can co-produce cooling and heating which is a significant advantage, particularly for the food industry.
The combined COPHeat+Cool of heat pumps
can be much higher than their COPHeat if
the cold side (the evaporator) is also
utilised.
Heat pump temperature lift vs cost of delivered heat
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
18.00
20 30 40 50 60
Co
st o
f d
eliv
ered
hea
t [$
/GJ]
Heat pump temperature lift [°C]
10 15 20 25
Electricity price (c/kWh)Chart basis: At pump evaporator temperature = 55°C Efficiency of heat pump cycle is 65% of thermodynamic maximum Information intends to present trends and does not apply to all cases.
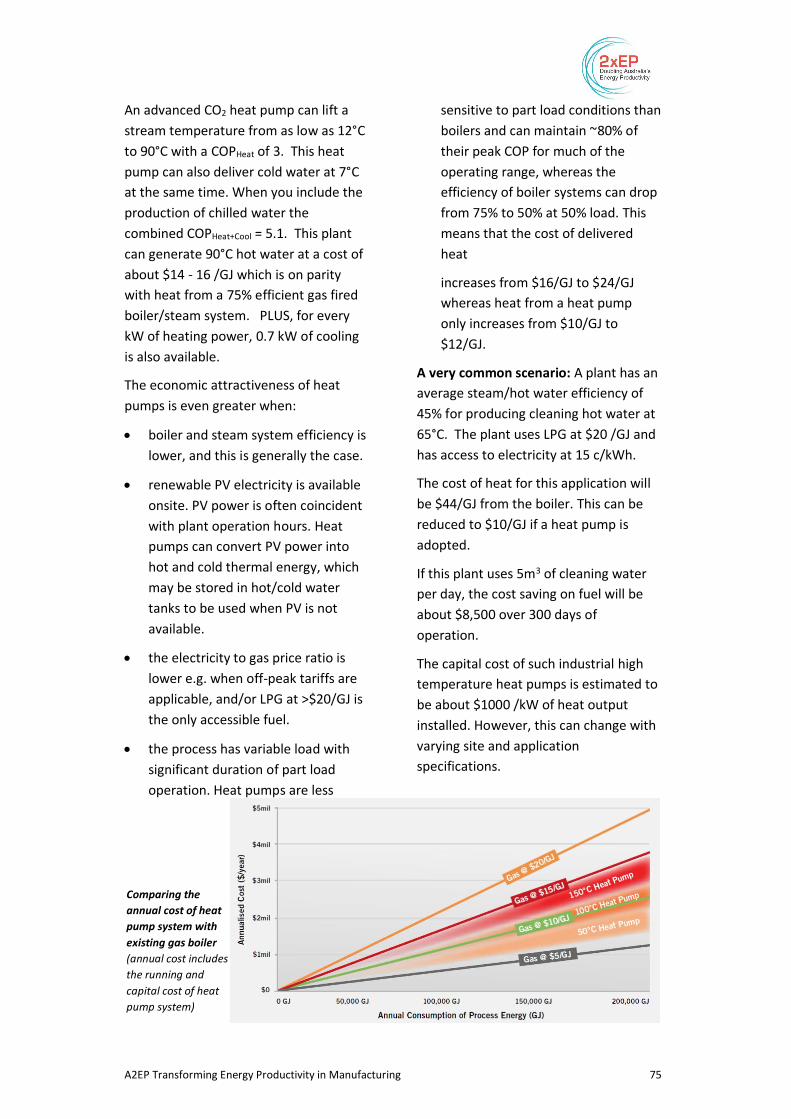
A2EP Transforming Energy Productivity in Manufacturing 75
An advanced CO2 heat pump can lift a
stream temperature from as low as 12°C
to 90°C with a COPHeat of 3. This heat
pump can also deliver cold water at 7°C
at the same time. When you include the
production of chilled water the
combined COPHeat+Cool = 5.1. This plant
can generate 90°C hot water at a cost of
about $14 - 16 /GJ which is on parity
with heat from a 75% efficient gas fired
boiler/steam system. PLUS, for every
kW of heating power, 0.7 kW of cooling
is also available.
The economic attractiveness of heat
pumps is even greater when:
• boiler and steam system efficiency is
lower, and this is generally the case.
• renewable PV electricity is available
onsite. PV power is often coincident
with plant operation hours. Heat
pumps can convert PV power into
hot and cold thermal energy, which
may be stored in hot/cold water
tanks to be used when PV is not
available.
• the electricity to gas price ratio is
lower e.g. when off-peak tariffs are
applicable, and/or LPG at >$20/GJ is
the only accessible fuel.
• the process has variable load with
significant duration of part load
operation. Heat pumps are less
sensitive to part load conditions than
boilers and can maintain ~80% of
their peak COP for much of the
operating range, whereas the
efficiency of boiler systems can drop
from 75% to 50% at 50% load. This
means that the cost of delivered
heat
increases from $16/GJ to $24/GJ
whereas heat from a heat pump
only increases from $10/GJ to
$12/GJ.
A very common scenario: A plant has an
average steam/hot water efficiency of
45% for producing cleaning hot water at
65°C. The plant uses LPG at $20 /GJ and
has access to electricity at 15 c/kWh.
The cost of heat for this application will
be $44/GJ from the boiler. This can be
reduced to $10/GJ if a heat pump is
adopted.
If this plant uses 5m3 of cleaning water
per day, the cost saving on fuel will be
about $8,500 over 300 days of
operation.
The capital cost of such industrial high
temperature heat pumps is estimated to
be about $1000 /kW of heat output
installed. However, this can change with
varying site and application
specifications.
Comparing the
annual cost of heat
pump system with
existing gas boiler
(annual cost includes
the running and
capital cost of heat
pump system)
A2EP Transforming Energy Productivity in Manufacturing 76
Economic issues of boiler replacement
with heat pumps and other electricity
technologies
An economic assessment for a complete
replacement of a boiler and steam
system with alternative electricity
technologies, requires analysis of all the
costs and benefits from this
transformative change in energy
systems.
Some of the issues that should be
considered include:
• The capital and installation cost of
the alternative technology as a new
project or retrofit:
(i) Timing of installation to match equipment retirement, plant expansion, development of new plants helps the economics.
(ii) The capital cost is impacted by the need for redundancy for plant reliability. One strategy to achieve at least partial redundancy without a cost penalty is to install multiple smaller standard units instead of one large piece of equipment.
(iii) The potential cost for upgrading the electricity connection or substation for large consumers may need to be included in the financial estimation to account for increased electric load, although addition of energy storage and/or smart management systems could limit peak demand within limits of existing supply infrastructure.
(iv) Alternative technology costs are declining as economies of scale and standardisation are captured, and supply chains mature.
• System utilisation factor
High return on investment for a new capital project is facilitated by high operating hours - ideally 3 shifts/7 days (i.e. 24/7 operation).
• Importance of fully capturing all indirect energy productivity benefits
- Improved plant reliability (partially dependent on redundancy)
- Reduced system maintenance (particularly where alternative technology displaced all or a significant part of steam reticulation system)
- Enhanced controllability leading to improved product quality
- Facilitating increased throughput
- Reduced water bills, e.g. where a heat pump condenses water that can be utilised on-site
- Reduced environmental management costs e.g. boiler blowdown and chemicals
- Space savings compared to a boiler and steam system
- Improved working conditions – less noise and heat.
Funding and financing options
Financiers are becoming more interested in financing energy productivity and on-site renewable energy projects as they improve their understanding of them. The Clean Energy Finance Corporation has played a major role in the change, and partners with financiers to offer attractive finance packages.
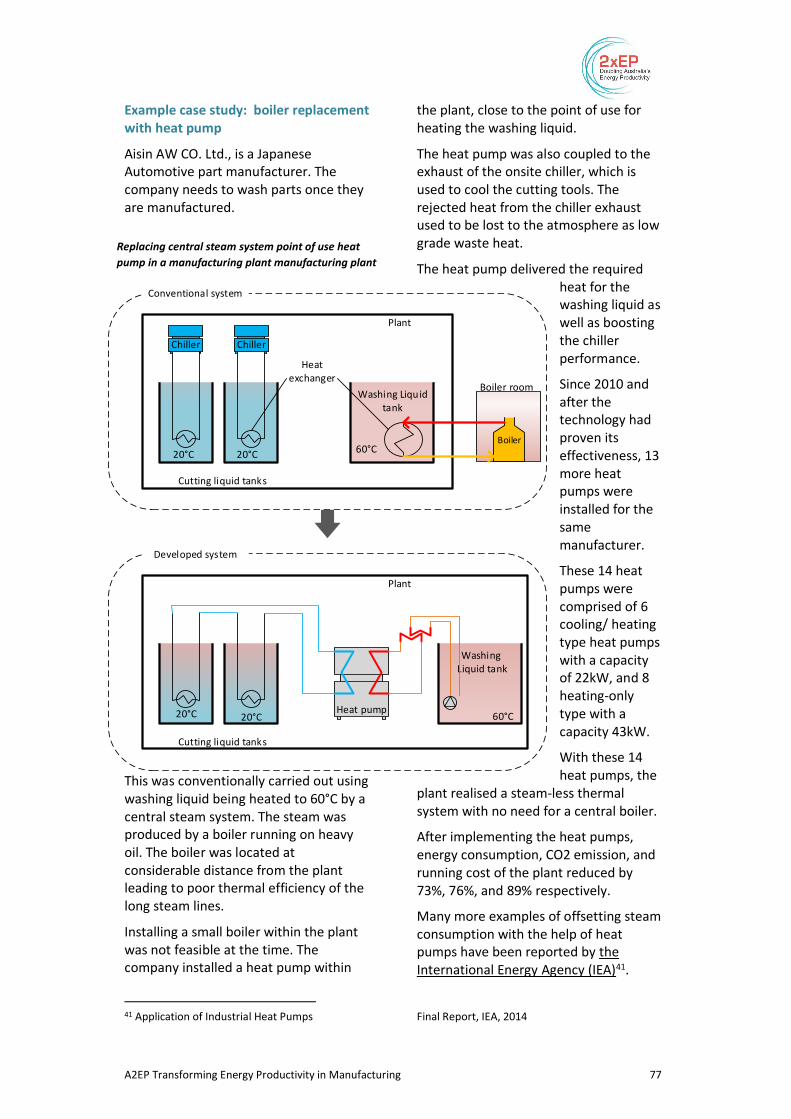
A2EP Transforming Energy Productivity in Manufacturing 77
Example case study: boiler replacement with heat pump
Aisin AW CO. Ltd., is a Japanese Automotive part manufacturer. The company needs to wash parts once they are manufactured.
This was conventionally carried out using washing liquid being heated to 60°C by a central steam system. The steam was produced by a boiler running on heavy oil. The boiler was located at considerable distance from the plant leading to poor thermal efficiency of the long steam lines.
Installing a small boiler within the plant was not feasible at the time. The company installed a heat pump within
41 Application of Industrial Heat Pumps
the plant, close to the point of use for heating the washing liquid.
The heat pump was also coupled to the exhaust of the onsite chiller, which is used to cool the cutting tools. The rejected heat from the chiller exhaust used to be lost to the atmosphere as low grade waste heat.
The heat pump delivered the required heat for the washing liquid as well as boosting the chiller performance.
Since 2010 and after the technology had proven its effectiveness, 13 more heat pumps were installed for the same manufacturer.
These 14 heat pumps were comprised of 6 cooling/ heating type heat pumps with a capacity of 22kW, and 8 heating-only type with a capacity 43kW.
With these 14 heat pumps, the
plant realised a steam-less thermal system with no need for a central boiler.
After implementing the heat pumps, energy consumption, CO2 emission, and running cost of the plant reduced by 73%, 76%, and 89% respectively.
Many more examples of offsetting steam consumption with the help of heat pumps have been reported by the International Energy Agency (IEA)41.
Final Report, IEA, 2014
Washing Liquid tank
Boiler
60°C
Chiller Chiller
Cutting liquid tanks
Plant
Boiler room
Conventional system
Heat exchanger
Washing Liquid tank
60°C
Heat pump
Cutting liquid tanks
Plant
Developed system
20°C 20°C
20°C 20°C
Replacing central steam system point of use heat
pump in a manufacturing plant manufacturing plant

A2EP Transforming Energy Productivity in Manufacturing 78
Glossary of terms
The following is a summary of terms used in this report.
Coefficient of Performance (COP)
The efficiency of refrigeration systems and heat pumps is denoted by the coefficient of performance (COP). The COP is the ratio between energy usage of the compressor and the amount of useful cooling at the evaporator (for a refrigeration installation) or useful heat extracted from the condenser (for a heat pump).
Energy productivity
Energy productivity (EP) refers to the value created from using a unit of energy.
Electrification
Eliminating combustion and replacing it using electricity driven processes/systems
Levelised cost of energy
The cost of supplying unit of energy throughout the lifecycle of the equipment/process including its capital and ongoing costs.
High temperature heat pump
Vapour compression heat pumps with heat delivery temperature of over 65°C.
A2EP Transforming Energy Productivity in Manufacturing 79
Appendix C: Stakeholders
The list below contains the names of individuals and organisations that were consulted during the
course of this report being prepared.
Andrew Bartlett Bosch Andy Head Vodafone Angus Crossan Food Innovation Australia Limited (FIAL) Brad Semmler Cold Logic Cameron Stanley RMIT Carl Duncan Teys Christopher Lee Climate-KIC Danielle Kennedy IoT Alliance of Australia David Chuter Innovative Manufacturing CRC Limited Detlef Zuhlke SmartfactoryKL e.V. Englebert Lang Siemens Erwin Jansen Bosch Gavin Privett Pyramid Salt Ian Tuena CA Group Services Ivan Fernandez Frost & Sullivan Jim Davis Clean Energy Smart Manufacturing Innovation Institute (CESMII) Jens Geonnemann Advanced Manufacturing Growth Centre Jo Butler Textor Textiles Jo Cooper NSW Office for Environment and Heritage Kamrul Khan Mayekawa Martin Williams NBN Co Michael Bellstedt Minus 40 Michael Blumenstein Department of Engineering and IT, University of Technology Sydney Mick Anderson Goodman Fielder Mick Humphreys Apricus Energy Nathan Epp Sustainability Victoria Nico Adams Swinburne University Paul Dowling Clean Energy Finance Corporation (CEFC) Peter Hook Bosch Peter O’Neill Mayekawa Phil Wilkinson AIRAH Ricardo Hoffman Johnson Controls Robert Nicholson Pitt & Sherry Robert Thomson NSW Office for Environment and Heritage Rod Hendrix LEAP Australia Roger Horwood Energetics Roger Kluske Kluske Consulting Scott Edwards Coca-Cola Amatil Shane Timmermans Mars Tim Flinn Emerson Tim Gibson Advanced Manufacturing Growth Centre Trent Miller Mitsubishi Heavy Industries Will Mosley Raygen Resources Pty Ltd
A2EP Transforming Energy Productivity in Manufacturing 80
Appendix D: Components of Smart Manufacturing
The components of a Smart Manufacturing system are set out in an ACEEE research paper on the
energy saving potential of Smart Manufacturing42. The components listed in the paper include:
• Smart devices, which leverage ICT to improve production efficiencies and enable network
integration. These are outlined below.
o Sensors with connectivity are the first step in collecting and reacting to data in real-
time. Smart sensors collect information at the micro-level, as compared to smart
meters, which collect information at the subsystem and facility level.
o Input/output devices have bidirectional communications capabilities, enabling
them to communicate with and respond to the status of other devices within a
system, supporting process automation and control.
o Smart parts have a unique identifier, such as an RFID tag, that shows what the part
is and who it is for. Tagging of individual parts distinguishes the part from other
similar parts in the same production line, enabling mass customisation, where
products are tailor-made for customers en masse. Mass customisation allows
manufacturers to save energy and materials by producing only products customers
want and increase revenues by supplying a premium product.
• Control systems, which involve the establishment of upper and lower set points such that
when one of these set points is reached, a new instruction is initiated to optimise
productivity and minimise waste. More sophisticated tracking systems will look at rate of
change, inputs from multiple sensors and data from external sources to pro-actively adjust
to emerging requirements. Control systems are evolving such that they can prevent and
predict faults, and maintain control at closer set points or real-time calculated optimal
values, realising greater savings in materials, time and energy.
• Communication networks, embedded sensors and transmitters in equipment allows
wireless connectivity throughout a plant. To achieve bidirectional data transfer capability,
devices must have the ability to accept, store and transmit data at the same time.
Bidirectional communication is possible when common software is embedded in a facility’s
hardware. Devices and systems at a facility may be connected to each other in a local
network and that network may be connected to a corporate network residing in the Cloud.
• Software, embedded in facility devices, which allow these devices to communicate with
other devices and participate in a network. It is now possible to store large quantities of
data for later use by powerful data analysis. The most sophisticated software systems
enable management of facilities and organisations and collaboration between
organisations.
42https://aceee.org/sites/default/files/publications/researchreports/ie1403.pdf.
A2EP Transforming Energy Productivity in Manufacturing 81
• Software platforms, which are necessary for a network to function. Platforms manage the
exchange and processing of information and interface with operators. Smart Manufacturing
platforms must be able to support multiple data flows. They come with built-in applications,
such as data translators and workflow modelling tools. Some platforms can be purchased
off the shelf and others are purpose-built.
• Systems applications, software programs or embedded coding that enables some
functionality in a device or larger system. Applications are often referred to as either
horizontal or vertical. Horizontal applications provide functionality across a system and may
be categorised as: status, monitoring and diagnostics; upgrades and configuration
management; control and automation; location and tracking; or, data management and
analysis. Vertical applications integrate people with business processes and assets and are
delivered as managed services. Vertical applications include: asset management and
optimisation; supply chain integration and business-process management; customer
support; energy management; and security management.
• Management systems, the ultimate goal of Smart Manufacturing is to handle information
only once, enabling the optimisation of assets, synchronisation of enterprise assets with
supply-chain resources, and automation of business process in response to customer
demands. Companies with advanced data analytics capabilities are able to store data
remotely for benchmarking of performance over time and under varying conditions and
have user interfaces that convert data into actionable information that enables real-time
problem solving by humans. In response to the need for the machine-human interactions
information is often presented on dashboards using, for example, comparative charts and
graphs, to communicate system performance.
• Intelligent maintenance, predictive maintenance of production equipment can significantly
reduce variable and non-variable costs of production. Condition-based monitoring and data
analytics reduce downtime. A networked monitoring system compares a device’s
performance against historical data of that device and other like devices within the
company and/or sold by the vendor. The system identifies degradation and prognosticates
the need for maintenance instead of waiting for fault detection. This has major business
implications, as it can reduce or avoid loss of production through process equipment failure.
• Smart design, products designed digitally through computer-aided design need not be
physically modelled through expensive and energy-intensive custom manufacturing. Instead
they can be virtually rendered, tested and used. This accelerates time to market and
reduces the likelihood of making a product that will not perform well. Smart design also
includes developing the process by which the product will be manufactured and may also
take into account the waste that customers will generate using the product and the ability
to recycle the product at its end of life. Design processes can integrate feedback from actual
production operations so material flows can be optimised during ramp up of production.
In addition to the components of Smart Manufacturing listed in the ACEEE research paper, as
detailed above, responsive process equipment, such as motors with variable speed drives, fans with
variable pitch blades or dimmable lighting, that can respond to signals from sensors or smart control

A2EP Transforming Energy Productivity in Manufacturing 82
systems linked to communication networks are also an important feature of Smart Manufacturing
systems.
A2EP Transforming Energy Productivity in Manufacturing 83
Appendix E: Organisations promoting the transition to Industry 4.0
Organisations key to the promotion of Industry 4.0 in Australian manufacturing activity are set out in
the table below.
Prime Minister’s Industry 4.0 Taskforce
The Prime Minister’s Industry 4.0 Taskforce43 was formed in 2015 with the purpose of co-
operation and information sharing with the German Plattform Industrie 4.0 group in relation to
digital transformation and the linking of manufacturing processes along the global value chain via
the internet. Government, industry, and standards and research organisations within both
countries will support this cooperative work.
Plattform Industrie 4.0 and the Taskforce have agreed to cooperate in the areas listed below44.
• Reference architectures, standards and norms – interoperability and global
standardisation are crucial in the adoption of Industry 4.0.
• Support for small and medium sized enterprises (SMEs) to rethink processes, products,
and possibly business models, to prepare for the digital economy.
• Industry 4.0 Testlabs - a network of Industry 4.0 ‘Test Laboratories’ will be set up in
Australia and be accessible by Australian companies to test Industry 4.0 technologies,
applications and standards. Many testlabs already exist in Germany. (See also “Industry
4.0 Testlabs in Australia”45 report.)
• Security of networked systems is vital in ensuring increased adoption of Industry 4.0 and
systems are safe from vulnerabilities. Methodologies and best practices on security of
networked systems will be shared.
• Work, education and training – promotion of digital skills in vocational training,
education and on-the-job training.
Advanced Manufacturing Growth Centre
The Advanced Manufacturing Growth Centre (AMGC) is coordinating the work of the Prime
Minister’s Industry 4.0 Taskforce. Dr Jens Goennemann, CEO of AMGC Ltd, is a member of the
Prime Minister’s Industry 4.0 Taskforce.
The AMGC46 is an industry-led, not-for-profit organisation that supports the development of an
internationally competitive advanced manufacturing sector in Australia.
43https://industry.gov.au/industry/Industry-4-0/Pages/PMs-Industry-4-0-Taskforce.aspx 44https://industry.gov.au/industry/Industry-4-0/Documents/Australia%20Industry%204.0%20cooperation%20agreement.pdf 45https://industry.gov.au/industry/Industry-4-0/Documents/Industry-4.0-Testlabs-Report.pdf 46https://www.amgc.org.au
A2EP Transforming Energy Productivity in Manufacturing 84
Siemens
Siemens is leading the Prime Minister’s Industry 4.0 Taskforce, with Mr Jeff Connolly, Chair and
CEO of Siemens Australia and New Zealand, chairing the Taskforce.
Siemens47 is a global technology company headquartered in Germany. Siemens’ focus areas are
electrification, automation and digitalisation and is one of the world’s largest producers of
energy-efficient, resource saving technologies.
SAP
Mr Bruce McKinnon, Vice President and Head of Service and Support of SAP Australia and New
Zealand, is a member of the Prime Minister’s Industry 4.0 Taskforce. Mr McKinnon is leading the
Work, Education and Training working group of the Taskforce.
SAP48 is the world’s third largest independent software manufacturer. SAP is aggregating new
technologies such as machine learning, the Internet of everything, blockchain and the Cloud and
combining them in SAP products.
Bosch
Mr Gavin Smith, President of Bosch Australia, is a member of the Prime Minister’s Industry 4.0
Taskforce. Mr Smith is leading the Security of Networked Systems working group of the Taskforce.
Bosch49 is a global supplier of technology and services with four operational divisions: Mobility
Solutions, Industrial Technology, Consumer Goods and Energy and Building Technology. It has
expertise in sensor technology, software, and services and has its own IoT cloud.
CSIRO
Dr Keith McLean, Manufacturing Director at CSIRO, is a member of the Prime Minister’s Industry
4.0 Taskforce. Dr McLean is leading the Research and Innovation working group of the Taskforce.
In 2016 the CSIRO released a roadmap for unlocking advanced manufacturing opportunities in
Australia50. The report asserts Australia’s manufacturing industry will transform over the next 20
years into a highly integrated, collaborative and export-focussed system that provides high-value
customised solutions. The sector will focus on pre-production (design, R&D) and post-production
(after-sales services) value adding, sustainable manufacturing and low volume, high margin
customised manufacturing.
The report also contends development and adoption of digitally connected technologies is
important for all growth opportunities, as is a shift towards a more collaborative mentality.
Globalisation, digitalisation and increased demand for more bespoke and complex solutions are
47https://www.siemens.com/global/en/home/company/about.html#Siemensworldwide 48https://www.sap.com/corporate/en/company.fast-facts.html#fast-facts 49http://www.bosch.com.au/en/au/our_company_2/our-company-lp.html 50https://www.csiro.au/en/Do-business/Futures/Reports/Advanced-manufacturing-roadmap
A2EP Transforming Energy Productivity in Manufacturing 85
causing Australia’s long-standing disadvantages such as high labour costs, geographical
remoteness and small domestic market to be less important.
Standards Australia
Dr Bronwyn Evans, CEO of Standards Australia and Chair of the Medical Technologies and
Pharmaceuticals Growth Centre, is a member of the Prime Minister’s Industry 4.0 Taskforce. Dr
Evans is leading the Reference Architectures, Standards and Norms working group of the
Taskforce.
Standards Australia51 is the country’s leading independent, non-governmental, not-for-profit
standards organisation. Standards Australia is a specialist in the development and adoption of
internationally aligned standards in Australia.
Swinburne University of Technology
Professor Aleksandar Subic, Deputy Vice-Chancellor (R&D) of Swinburne University, is a member
of the Prime Minister’s Industry 4.0 Taskforce. Professor Subic is leading the Test Laboratories
work stream of the Taskforce.
The Manufacturing Futures Research Institute is located at Swinburne University. The focus of the
Institute52 is addressing questions such as:
1. How can Australia develop bespoke manufactured goods of high value?
2. What new materials can be developed into high-value products?
3. How can Australia’s manufacturing base become more agile and productive?
4. How can Australian industry implement Industry 4.0 strategies?
The Factory of the Future53, located in Swinburne’s Advanced Manufacturing and Design Centre,
provides industry and organisations with state-of-the-art facilities to explore conceptual ideas for
manufacturing next generation products. Equipped with advanced visualisation and design tools,
designers will have the resources to develop prototypes rapidly, create innovative products and
research potential manufacturing methods.
Engineering firm Siemens has granted the Factory of the Future $135 million of industrial
software54. The grant provides a suite of advanced product lifecycle management software
designed to integrate data, processes, business systems and people in an extended enterprise. A
new generation cloud-based Internet of Things platform, MindSphere, is also part of the suite.
51https://www.standards.org.au/about/what-we-do 52http://www.swinburne.edu.au/research/our-research/institutes/manufacturing-futures/ 53http://www.swinburne.edu.au/research/strengths-achievements/strategic-initiatives/factory-of-the-future/ 54http://www.swinburne.edu.au/news/latest-news/2017/08/135-million-grant-to-digitalise-swinburnes-factory-of-the-future.php
A2EP Transforming Energy Productivity in Manufacturing 86
Australian Advanced Manufacturing Council
Mr John Pollaers, Chairman of the Australian Advanced Manufacturing Council (AAMC), is a
member of the Prime Minister’s Industry 4.0 Taskforce.
The AAMC55 is a CEO-led private sector initiative pursuing Australian success in advanced
manufacturing. The AAMC brings together industry leadership to drive innovation success and
resilience in the Australian economy.
Business Council of Australia
Ms Jennifer Westacott, CEO of the Business Council of Australia, is a member of the Prime
Minister’s Industry 4.0 Taskforce. The Business Council of Australia56 provides a forum for
Australian business leaders to contribute to public policy debates, particularly in relation to
economic and business reforms.
Engineers Australia
Mr Ron Watts, COO of Engineers Australia, is a member of the Prime Minister’s Industry 4.0
Taskforce. Engineers Australia57 is Australia’s largest engineering professionals association.
Innovative Manufacturing Cooperative Research Centre
The Innovative Manufacturing Cooperative Research Centre58 (IMCRC) is a not-for-profit,
independent cooperative research centre to help Australian companies increase their global
relevance through collaborative, market-driven research in manufacturing business models,
products, processes and services. The IMCRC encourages and helps manufacturers invest in
collaborative research and embrace digital technologies to deliver intellectual property, value
adding, customisation and business models to sell new products and services to a global market.
The IMCRC’s Industrial Transformation Program59 focuses on digital and data driven
manufacturing innovation, leadership development and accelerating the uptake of Industry 4.0
tools and disciplines. In collaboration industry groups and technical research organisations, the
IMCRC is developing a set of diagnostic, education and training tools and materials that SMEs can
access to review and address their technology and knowledge gaps. The program is setting up a
national network of demonstrators and industry exemplars through which SMEs can experience
the practical and tangible benefits of advanced manufacturing technologies, materials and
information systems.
Australian Industry Group
Ai Group60is a peak employer organisation representing traditional, innovative and emerging
industry sectors. It provides its membership with information on Industry 4.0 and has embarked
55http://aamc.org.au 56http://www.bca.com.au/about-us 57www.engineersaustralia.org.au/About-Us 58http://imcrc.org/about/ 59http://imcrc.org/industrial-transformation/ 60https://www.aigroup.com.au/policy-and-research/mediacentre/releases/apprenticeships-training-Sep5/
A2EP Transforming Energy Productivity in Manufacturing 87
on a major project with Siemens Ltd and Swinburne University of Technology to create an
apprenticeship model that will support the higher skills needed for Industry 4.0. The new Diploma
and Associate Degree in Applied Technologies qualification will meet the needs of industry by
focusing on the adoption of high-level technology skills and the tools required for the future
workforce. It will combine university and vocational learning to improve the STEM skills of
technically minded participants and will provide a pathway to a relevant Bachelor Degree by 2020.
Cisco
Cisco is a global technology conglomerate headquartered in the US that develops, manufactures
and sells networking hardware, telecommunications equipment and other high-technology
services and products. Cisco is currently conducting a pilot project using sensors to monitor traffic
patterns in Adelaide61. Adelaide is one of Cisco’s “Lighthouse” cities for showcasing its IoT
technology.
IoT Alliance Australia
IOTAA62 is the peak body representing IoT in Australia with a vision to empower industry to grow
Australia’s competitive advantage through IoT. The purpose of the organisation is to accelerate
IoT innovation and adoption by: activating and supporting collaboration across industry,
government, research and communities; promoting enabling, evidence-based policy and
regulation; and, identifying strategic opportunities for economic growth and social benefit.
Internationally, there are several organisations very active in the promotion of Industry 4.0
technologies in manufacturing. Of particular note are the US based Clean Energy Smart
Manufacturing Institute (CESMII), the Smart Manufacturing Leadership Coalition (SMLC) and the
American Council for an Energy Efficient Economy (ACEEE).
61https://www.computerworld.com.au/article/632883/adelaide-trials-smart-city-technology/ 62http://www.iot.org.au/about/
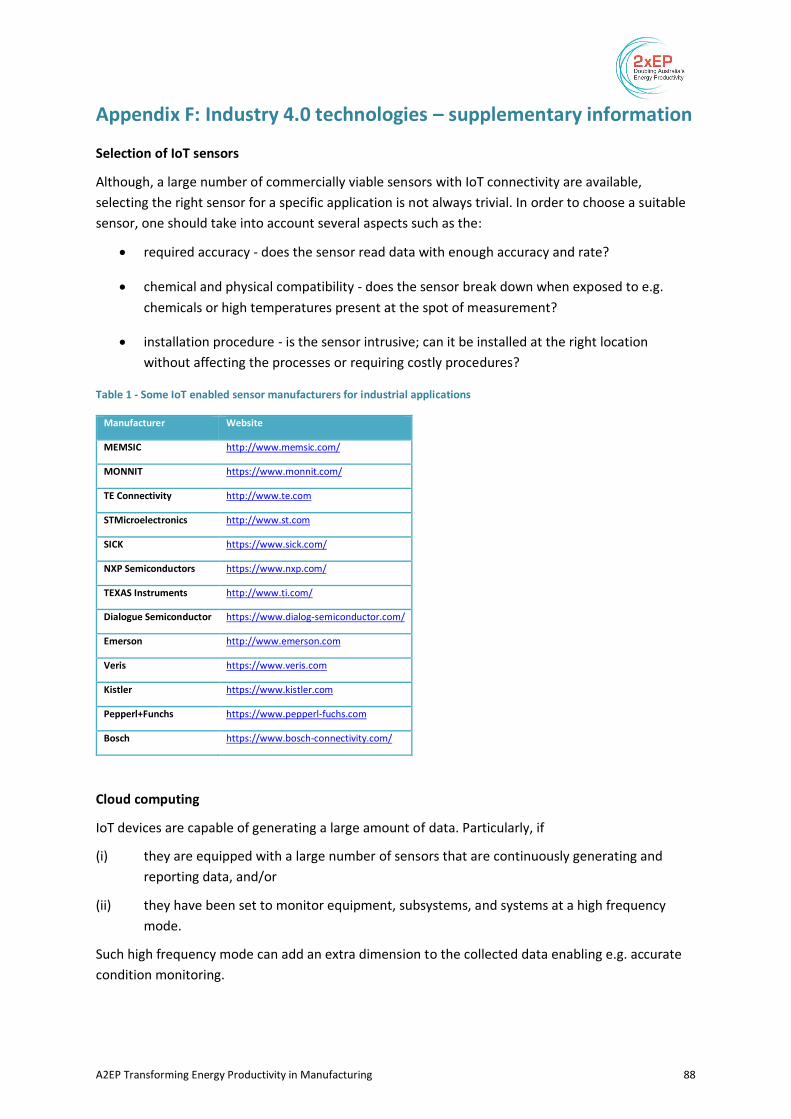
A2EP Transforming Energy Productivity in Manufacturing 88
Appendix F: Industry 4.0 technologies – supplementary information
Selection of IoT sensors
Although, a large number of commercially viable sensors with IoT connectivity are available,
selecting the right sensor for a specific application is not always trivial. In order to choose a suitable
sensor, one should take into account several aspects such as the:
• required accuracy - does the sensor read data with enough accuracy and rate?
• chemical and physical compatibility - does the sensor break down when exposed to e.g.
chemicals or high temperatures present at the spot of measurement?
• installation procedure - is the sensor intrusive; can it be installed at the right location
without affecting the processes or requiring costly procedures?
Table 1 - Some IoT enabled sensor manufacturers for industrial applications
Manufacturer Website
MEMSIC http://www.memsic.com/
MONNIT https://www.monnit.com/
TE Connectivity http://www.te.com
STMicroelectronics http://www.st.com
SICK https://www.sick.com/
NXP Semiconductors https://www.nxp.com/
TEXAS Instruments http://www.ti.com/
Dialogue Semiconductor https://www.dialog-semiconductor.com/
Emerson http://www.emerson.com
Veris https://www.veris.com
Kistler https://www.kistler.com
Pepperl+Funchs https://www.pepperl-fuchs.com
Bosch https://www.bosch-connectivity.com/
Cloud computing
IoT devices are capable of generating a large amount of data. Particularly, if
(i) they are equipped with a large number of sensors that are continuously generating and
reporting data, and/or
(ii) they have been set to monitor equipment, subsystems, and systems at a high frequency
mode.
Such high frequency mode can add an extra dimension to the collected data enabling e.g. accurate
condition monitoring.
A2EP Transforming Energy Productivity in Manufacturing 89
The available cloud platforms enable enterprises to:
• access powerful data computation, storage, transfer capability without the need for setting
up an independent expensive high-end IT system, and
• create a platform that is accessible by all the stakeholders of a complex
supply/manufacturing chain.
Such a platform is a shared information/communication/decision-making hub for all the subsystems
involved in the business to coordinate and expedite processes and be aware of any bottlenecks,
faults, and delays.
Artificial Intelligence (AI)/learning algorithms
The computational power provided by cloud computing allows for harvesting the next level of
benefits in Smart Manufacturing. The large amount of collected data can be used in machine
learning platforms that transform the raw data into actionable information to
• manage and control a complex set of processes in a very optimal and autonomous way,
• conduct condition monitoring and prevent failures in the system
• translate human requests into machine-based systems’ language (action codes).
Robotics and their impact on energy use
Smart Manufacturing involves the heavy use of automation and data exchange in the manufacturing
environment and the associated supply chain. Robots play a vital role since they can
(i) collect useful data while in operation
(ii) also accurately follow the instructions defined by optimisation algorithms.
This allows the operators of the plant to see through the processes and observe the
consequences of the changes that they implement. This leads to a manufacturing plant that
responds to instructions consistently. Using robots can lead to higher energy productivity for the
following reasons:
• Robots minimise overhead energy consumption. With no requirement for minimum lighting
or heating/cooling levels, robots can offer great energy saving opportunities. It is estimated
that for 1°C reduction in heating level, 8% energy saving in air-conditioning can be achieved.
• Robots have superior repeatability leading to minimised defective products. Defective
products in the production lines have an adverse effect on the energy productivity of the
plant. Note that robots are not well suited to variability i.e. robots are better suited to
uniform upstream processes.
• Robots increase the production output rate. Since a portion of the energy demand of any
plant is fixed, this can increase the energy productivity of the plant.
• Robots can be mounted in multilevel configuration reducing the required space. This can lead to saving the energy required to operate the space.

A2EP Transforming Energy Productivity in Manufacturing 90
Energy storage
Energy management and sourcing low cost energy is a key element of Industry 4.0 and energy
productivity. Storing energy can play a critical role in managing energy on the consumption side.
Under suitable conditions, energy can be stored cost effectively in the form of electricity in batteries,
thermal energy in heat/cold storage units, potential energy in pumped storage, or even in partly
processed product. These storage systems can:
• entirely shift the consumption from high demand to low demand periods and reduce the
cost of energy,
• act as a buffer and reduce the peak demand and lower the demand cost of the plant as well
as preventing oversizing the equipment such as the heating/cooling units, and
• increase the self-consumption of on-site generated renewable energy.
A2EP Transforming Energy Productivity in Manufacturing 91
Appendix G: Literature on Industry 4.0 and energy
The following references include discussion of the impacts of Industry 4.0 technologies on energy
use.
Finn, P. & Fitzpatrick, C. Demand side management of industrial electricity consumption:
promoting the use of renewable energy through real-time pricing. Applied Energy 113 (2014):
11-21.
Finn and Fitzpatrick conducted a study on the financial benefits of load shifting in industrial plants.
They compared two energy consumers: (i) a modern cold storage with flexible load profile shape
and (ii) a manufacturing plant with less load profile flexibility due to process constraints. The
study showed that price incentivised demand response is directly proportional to the renewable
energy consumption performance for both plants in different degrees. This is beneficial for the
consumers and the supplier (in Ireland).
Davis, J., 2017. Smart Manufacturing. In: Abraham M.A. (Ed.), Encyclopedia of Sustainable
Technologies. Elsevier, pp. 417-427.
This paper sets out in detail the objectives and characteristics of a Smart Manufacturing system
and including discussion of the opportunities Smart Manufacturing provides to improve energy
productivity outcomes.
Rogers, E.A., 2014. The energy savings potential of Smart Manufacturing. American Council for
an Energy-Efficient Economy. Washington, DC.
In the US, the ACEEE found implementing Smart Manufacturing can reduce the electricity
consumption by 20%. This paper states the investment required to achieve such energy savings is
expected to have a payback period of less than 2 years.
A2EP notes this report focuses on incremental rather than transformative change and excludes
the benefits of deploying new process technologies (replacing boilers with heat pumps, for
example). Therefore, may understate the potential energy savings achievable with Industry 4.0
technologies.
International Energy Agency. 2017. Digitalization and Energy
IEA report discussing the impact on energy systems of current and future rapid changes and
improvements in digital technologies– examining both the enormous potential and challenges
these changes pose as they flow throughout all sectors of the economy.
http://www.iea.org/digital/
DOE Project Report. 2016. Industrial scale demonstration of smart manufacturing (SM):
Achieving transformational productivity energy gains. Award no. UTA13-001076. University of
Texas Austin.
Project report on US Department of Energy project to develop a prototype open architecture
Smart Manufacturing platform to facilitate extensive application of real-time sensor-driven data
analytics, modelling and performance metrics. Project involved two test beds: 1. image based
temperature measurements were installed on a Steam-methane reforming unit so real-time
model-based decisions can be made to reduce energy use and increase productivity 2.
A2EP Transforming Energy Productivity in Manufacturing 92
Measurement and software installed to reduce energy use and increase productivity in heat
treatment and machining of artillery shell casings and commercial metal parts.
www.energy.gov/sites/prod/files/2015/06/f22/R26-AMO%20RD%20SM%20Project%20Edgar-
2015_6.0.pdf
A2EP Transforming Energy Productivity in Manufacturing 93