
Trabajo Fin de Grado Grado en Ingeniería...
135
fB Trabajo Fin de Grado Grado en Ingeniería Química Ingeniería básica de una planta de acondicionamiento de biogás para uso en pilas de combustible de carbonatos fundidos (MCFC) Autor: Belén Fernández Prado Tutor: Pedro Ollero de Castro Departamento de Ingeniería Química y Ambiental Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla 2014
Transcript of Trabajo Fin de Grado Grado en Ingeniería...

fB
Trabajo Fin de Grado
Grado en Ingeniería Química
Ingeniería básica de una planta de
acondicionamiento de biogás para uso en pilas de
combustible de carbonatos fundidos (MCFC)
Autor: Belén Fernández Prado
Tutor: Pedro Ollero de Castro
Departamento de Ingeniería Química y Ambiental
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla 2014


Trabajo Fin de Grado
Grado en Ingeniería Química
Ingeniería básica de una planta de
acondicionamiento de biogás para uso en pilas
de combustible de carbonatos fundidos (MCFC)
Autor:
Belén Fernández Prado
Tutor:
Pedro Ollero de Castro
Catedrático de Universidad
Departamento de Ingeniería Química y Ambiental
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla Sevilla, 2014


Trabajo Fin de Grado: Ingeniería básica de una planta de acondicionamiento de biogás para uso en pilas de combustible de carbonatos fundidos (MCFC)
Autor: Belén Fernández Prado
Tutor: Pedro Ollero de Castro
El tribunal nombrado para juzgar el Trabajo arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerda otorgarle la calificación de:
Sevilla, 2014
El Secretario del Tribunal


A mis padres


“No debemos olvidar, sin embargo, una reserva importante siempre que se habla de
mejoramiento y de progreso, y es que, buscando el bien que se estima necesario, ha de lastimarse lo menos posible el ya poseído.”
-John Stuart Mill (1806-1873), Del Gobierno representativo-


i
AGRADECIMIENTOS
A mi tutor, Pedro, por ser guía en la elaboración de este proyecto, su amabilidad, tesón y
sabiduría a la hora de resolver todas mis dudas.
A mis profesores de carrera, en especial a los pertenecientes al Departamento de
Ingeniería Química y Ambiental, por los conocimientos transmitidos, respondiendo y encontrando soluciones a todas las inquietudes presentadas.
A mis compañeros de carrera, por su amistad y colaboración desinteresada tanto anímica como técnica.
A todas las empresas, tanto las nombradas en este documento como las que no, que han
respondido con amabilidad mis cuestiones, facilitando los datos requeridos.
A mis padres, por ser partícipes de este proyecto, en cuanto al gran apoyo moral recibido y por sus constantes ansias de aprender sobre temas técnicos desconocidos para ellos.
A mi compañero de camino, por su firme confianza en mí y su capacidad para esfumar mis estados de flaqueza.
Al resto de mi familia y amigos, por los ánimos recibidos.
A la Divinidad, por ser fuente de fe, esperanza y coraje.

ii

iii
RESUMEN
En este proyecto se realiza la ingeniería básica de una planta de acondicionamiento de biogás
procedente de vertederos para su posterior alimentación a un sistema de pilas de combustible y generación de energía eléctrica.
El acondicionamiento aquí detallado incluye el diseño de las tres etapas principales de limpieza
del biogás. Estas tres etapas consisten en eliminar o disminuir el contenido de los compuestos
dañinos para las pilas de combustible presentes en el biogás más habitualmente (ácido sulfúrico, humedad y siloxanos).
A su vez, se ha realizado un análisis de costes de la planta, incluyendo tanto los relativos a la inversión de equipos como a los de operación.

iv

v
ABSTRACT
In this project the basic engineering of a conditioning plant biogas from landfills for
subsequent supply to a fuel cell system and electric power generation is performed.
The conditioning includes the design of the three main stages of the biogas cleaning. These
three steps are to remove or reduce the contents of harmful compounds more commonly biogas for fuel cells (sulfuric acid, moisture and siloxanes).
It has also performed a cost analysis of the plant, including both those relating to investment and to the operation.

vi

vii
ALCANCE Y OBJETIVOS
En este proyecto se realiza la ingeniería básica de una planta de acondicionamiento de biogás
procedente de vertederos para su posterior alimentación a un sistema de pilas de combustible y generación de energía eléctrica.
El desarrollo de la ingeniería básica descrita en este proyecto se centra en el
acondicionamiento intermedio que recibe el biogás; tras uno primario a la salida de los pozos
del vertedero para su adecuado almacenamiento (eliminación de sólidos y ajuste de humedad)
y previo a uno de refino a la entrada de la pila de combustible, que estan fuera del alcance de este proyecto.
La planta de acondicionamiento diseñada incluye las tres etapas principales de limpieza del
biogás: desulfuración, ajuste de humedad y eliminación de siloxanos.
El diseño de la planta de acondicionamiento así como la estimación de los costes de inversión y
operación se han hecho en la mayor parte de los casos a partir de datos reales encontrados en la bibliografía y proporcionados por las empresas dedicadas al sector.
El objetivo del proyecto es la elaboración de la ingeniería básica de la planta y la obtención de los costes de inversión y operación que conlleva.

viii

ix
ÍNDICE
Agradecimientos ........................................................................................................................ i
Resumen .................................................................................................................................. iii
Abstract .................................................................................................................................... v
Alcance y objetivos ................................................................................................................. vii
Índice ....................................................................................................................................... ix
Índice de Tablas ..................................................................................................................... xiii
Índice de Ilustraciones ............................................................................................................ xv
Siglas y acrónimos ................................................................................................................. xvii
Notación ................................................................................................................................ xix
PARTE 1: INTRODUCCIÓN. EL BIOGÁS Y LAS PILAS DE COMBUSTIBLE ......................................... 1
1. Introducción ...................................................................................................................... 3
2. El Biogás ............................................................................................................................ 4
2.1. Definición y propiedades ........................................................................................... 4
2.2. Generación del biogás de vertedero .......................................................................... 5
2.3. Extracción del biogás de vertedero ............................................................................ 7
2.4. Valorización energética del biogás de vertedero ...................................................... 11
2.4.1. Generación de calor mediante combustión ...................................................... 11
2.4.2. Generación de electricidad............................................................................... 12
2.4.3. Integración en la red de gas natural ................................................................. 16
2.4.4. Combustible para vehículos ............................................................................. 16
3. Pilas de combustible ........................................................................................................ 18
3.1. Concepto y generalidades ........................................................................................ 18
3.2. Tipos de pilas de combustible .................................................................................. 20
3.2.1. Pilas de combustible de membrana de electrolito polimérico (PEMFC) ............. 21
3.2.2. Pilas de combustible alcalinas (AFC) ................................................................. 23
3.2.3. Pilas de combustible de ácido fosfórico (PAFC) ................................................. 23
3.2.4. Pilas de combustible de óxido sólido (SOFC) ..................................................... 24
3.2.5. Pilas de combustible de carbonato fundido (MCFC).......................................... 25
3.3. Requerimientos del biogás para su uso en pilas de combustible .............................. 28
4. Métodos de acondicionamiento del biogás para su uso en pilas de combustible de
carbonatos fundidos (MCFC) ................................................................................................... 29
4.1. Eliminación de ácido sulfhídrico, H2S ........................................................................ 29

x
4.1.1. Adsorción en óxido de hierro o hidróxido de hierro .......................................... 29
4.1.2. Absorción con líquidos ..................................................................................... 30
4.1.3. Separación con membranas ............................................................................. 31
4.1.4. Biofiltros .......................................................................................................... 31
4.1.5. Adsorción en carbón activo .............................................................................. 31
4.2. Disminución del contenido en humedad .................................................................. 33
4.2.1. Métodos de secado físico (Condensación) ........................................................ 33
4.2.2. Métodos de secado químico (Adsorción o Absorción) ...................................... 33
4.3. Eliminación de siloxanos .......................................................................................... 35
4.3.1. Absorción en solventes orgánicos .................................................................... 35
4.3.2. Absorción en ácidos fuertes ............................................................................. 35
4.3.3. Adsorción en sílica gel o carbón activo ............................................................. 35
4.3.4. Separación criogénica ...................................................................................... 36
4.4. Eliminación de halógenos ........................................................................................ 37
4.5. Eliminación de partículas sólidas .............................................................................. 37
5. Residuos generados en la etapa de acondicionamiento del biogás .................................. 38
5.1. Corrientes gaseosas residuales ................................................................................ 38
5.2. Condensados acuosos residuales ............................................................................. 38
5.3. Residuos sólidos ...................................................................................................... 38
PARTE 2: MEMORIA DESCRIPTIVA ........................................................................................... 41
1. Descripción del proceso y de los límites de batería .......................................................... 43
2. Descripción del sistema de limpieza primario .................................................................. 45
2.1. Descripción del sistema de desulfuración................................................................. 45
2.2. Descripción del sistema de deshumidificación ......................................................... 47
2.2.1. Purga de condensados ..................................................................................... 52
2.3. Descripción del sistema de eliminación de siloxanos ................................................ 54
3. Descripción del sistema de tuberías, valvulería y transporte del biogás ........................... 56
3.1. Sistema de tuberías ................................................................................................. 56
3.2. Sistema de transporte del biogás ............................................................................. 56
3.3. Sistema de valvulería ............................................................................................... 60
4. Descripción del sistema de instrumentación y control ..................................................... 62
4.1. Sistema de control ................................................................................................... 62
4.2. Sistema de instrumentación .................................................................................... 62

xi
PARTE 3: MEMORIA DE CÁLCULO ............................................................................................ 65
1. Datos de partida y propiedades del biogás ...................................................................... 67
2. Diseño de los lechos de adsorción de H2S ........................................................................ 68
3. Diseño y selección de los equipos de la etapa de deshumidificación ................................ 71
3.1. Diseño del Intercambiador 1: Biogás-Biogás............................................................. 75
3.2. Selección del chiller ................................................................................................. 76
3.3. Diseño del Intercambiador 2: Biogás-Etilenglicol ...................................................... 77
3.4. Selección del purgador de condensados .................................................................. 79
4. Diseño de los lechos de carbón activo ............................................................................. 80
5. Diseño del sistema de tuberías ........................................................................................ 82
6. Cálculo de la pérdida de carga en la instalación ............................................................... 85
7. Selección de la soplante .................................................................................................. 87
PARTE 4: COSTES..................................................................................................................... 89
1. Costes de inversión total ................................................................................................. 91
2. Costes de operación ........................................................................................................ 94
Bibliografía.............................................................................................................................. 97
ANEXO A: PFD ....................................................................................................................... 101
ANEXO B: P&ID ..................................................................................................................... 102
ANEXO C: DIAGRAMA 3D ...................................................................................................... 103
C.1 Vista delantera ............................................................................................................ 103
C.2 Vista trasera ................................................................................................................ 104
ANEXO D: LAYOUT ................................................................................................................ 105

xii

xiii
ÍNDICE DE TABLAS
Tabla 1. Composición biogás según fuente de materia orgánica. ............................................. 4
Tabla 2. Características de tecnologías que operan con biogás. ............................................. 19
Tabla 3. Características de los distintos tipos de pilas de combustible. .................................. 22
Tabla 4. Tolerancia de los distintos tipos de pilas a las diferentes sustancia presentes en el
biogás. .................................................................................................................................... 28
Tabla 5. Ventajas y desventajas de las técnicas de eliminación de H2S. ................................. 32
Tabla 6. Ventajas y desventajas de las técnicas de deshumidificación. .................................. 34
Tabla 7. Ventajas y desventajas de las técnicas de eliminación de siloxanos. ........................ 36
Tabla 8. Datos de partida del biogás. ..................................................................................... 43
Tabla 9. Características principales de los lechos de adsorción de H2S. .................................. 45
Tabla 10. Características del chiller seleccionado. .................................................................. 49
Tabla 11. Características del Intercambiador de placas 1: Biogás-Biogás. .............................. 50
Tabla 12. Características del Intercambiador de placas 2: Biogás-Etilenglicol. ....................... 51
Tabla 13. Propiedades del purgador mécanico de Gestra....................................................... 54
Tabla 14. Características principales de los lechos de carbón activo. ..................................... 55
Tabla 15. Características principales de la soplante seleccionada marca Hibon. .................... 59
Tabla 16. Características de la instrumentación de proceso. .................................................. 62
Tabla 17. Datos de partida del biogás..................................................................................... 67
Tabla 18. Propiedades del biogás. .......................................................................................... 67
Tabla 19. Parámetros de diseño para el lecho de adsorción de H2S........................................ 68
Tabla 20. Características de los lecho de adsorción de H2S. .................................................... 70
Tabla 21. Composición de la corriente de biogás caliente a la entrada del Intercambiador 1.
............................................................................................................................................... 71
Tabla 22. Cálculo composición de la corriente de biogás fría a la entrada del Intercambiador
1. ............................................................................................................................................ 73
Tabla 23. Parámetros del Intercambiador de placas 1: Biogás-Biogás. ................................... 75
Tabla 24. Comparación entre intercambiador de Placas y Carcasa y Tubo para el
Intercambiador 1. ................................................................................................................... 76
Tabla 25. Características del chiller de York. .......................................................................... 77
Tabla 26. Parámetros del Intercambiador de placas 2: Biogás-Etilenglicol. ............................ 78
Tabla 27. Comparación entre intercambiador de Placas y Carcasa y Tubo para el
Intercambiador 2. ................................................................................................................... 78
Tabla 28. Características del purgador mecánico de Gestra. .................................................. 79
Tabla 29. Dimensiones del pozo de goteo. ............................................................................. 79
Tabla 30. Parámetros de diseño de los lechos de carbón activo. ............................................ 80
Tabla 31. Características principales de los lechos de carbón activo. ..................................... 81
Tabla 32. Velocidad de fluidos en tuberías. ............................................................................ 82
Tabla 33. Tamaño nominal y espesor de pared mínimo para tubos SDR 17,6, SDR 16 y SDR 11.
............................................................................................................................................... 83
Tabla 34. Características de las tuberías. ................................................................................ 84
Tabla 35. Pérdida de carga en los principales equipos de la instalación. ................................ 86
Tabla 36. Características de la soplante de Hibon. ................................................................. 87
Tabla 37. Costes en función del coste de módulo desnudo total. ........................................... 91
Tabla 38. Coste de los principales equipos de la instalación................................................... 92
Tabla 39. Costes de instrumentación...................................................................................... 92
Tabla 40. Coste de las tuberías. .............................................................................................. 92

xiv
Tabla 41. Coste de los adsorbentes. ....................................................................................... 94
Tabla 42. Propriedades del carbón de la compañía Calgon frente al de Norit. ....................... 94
Tabla 43. Costes de operación anual. ..................................................................................... 95
xv
ÍNDICE DE ILUSTRACIONES
Ilustración 1. Gestión de los residuos urbanos en 2010 (UE-27). .............................................. 3
Ilustración 2. Equivalencia energética del biogás respecto a otras fuentes de energía. ........... 5
Ilustración 3. Esquema de las fases del proceso de descomposición anaeróbica. .................... 6
Ilustración 4. Evolución de la composición del biogás en las diferentes fases de formación. ... 7
Ilustración 5. Esquema general de un sistema de desgasificación de vertedero....................... 8
Ilustración 6. Esquema general de pozos verticales.................................................................. 8
Ilustración 7. Esquema general de pozos horizontales. ............................................................ 9
Ilustración 8. Esquema general de un pozo de captación. ........................................................ 9
Ilustración 9. Conducciones individuales para cada pozo. ........................................................ 9
Ilustración 10. Conducción común para un conjunto de pozos............................................... 10
Ilustración 11. Opciones de valorización energética del biogás. ............................................ 11
Ilustración 12. Esquema general de recogida de biogás y generación de electricidad en
motores. ................................................................................................................................. 13
Ilustración 13. Esquema general de generación de electricidad con turbina en el vertedero de
Bouqueval (París). ................................................................................................................. 14
Ilustración 14. Microturbinas del vertedero Lopez Canyon. ................................................... 15
Ilustración 15. Vehículo del Grupo Hera que utiliza biometano como combustible. .............. 17
Ilustración 16. Esquema general de un sistema de generación de energía basado en pilas de
combustible. .......................................................................................................................... 20
Ilustración 17. Módulo comercial NEXA™ de Ballard (1,2 kW). .............................................. 21
Ilustración 18. Científicos de la NASA trabajando en uno de los tres stacks AFC de la nave
Apollo (1964). ........................................................................................................................ 23
Ilustración 19. Equipo que desarrolló un sistema basado en tecnología PAFC para Allis-
Chalmers (1965). .................................................................................................................... 24
Ilustración 20. Diagrama pila SOFC y turbina de gas de Siemens Westinghouse. ................... 25
Ilustración 21. Esquema de funcionamiento de una pila de combustible de carbonato fundido
(MCFC).................................................................................................................................... 26
Ilustración 22. Pila estacionaria MCFC de MTU. ..................................................................... 27
Ilustración 23. Etapas del tratamiento de biogás para su utilización en pilas de combustible.
............................................................................................................................................... 28
Ilustración 24. Esquema del proceso de limpieza primaria. .................................................... 44
Ilustración 25. Esquema del lecho de adsorción de Sulfatreat. .............................................. 46
Ilustración 26. Esquema Lead-Lag de la etapa de desulfuración. ............................................ 46
Ilustración 27. Esquema de la etapa deshumidificación. ........................................................ 47
Ilustración 28. Temperatura de congelación de la solución agua-etilenglicol. ....................... 48
Ilustración 29. Esquema del funcionamiento de un chiller. ................................................... 49
Ilustración 30. Esquema y dimensiones del chiller seleccionado. ........................................... 50
Ilustración 31. Esquema y dimensiones del Intercambiador de placas 1: Biogás-Biogás. ....... 51
Ilustración 32. Esquema y dimensiones del Intercambiador de placas 2: Biogás-Etilenglicol. 52
Ilustración 33. Esquema del purgador seleccionado de la compañía Gestra. ......................... 53
Ilustración 34. Esquema del pozo de goteo y purgador de condensados en un conducto. ..... 54
Ilustración 35. Esquema de una soplante de desplazamiento positivo bilobular. .................. 57
Ilustración 36. Esquema de una soplante de anillo líquido. ................................................... 58
Ilustración 37. Esquema de una soplante axial. ...................................................................... 58
Ilustración 38. Esquema de una soplante centrífuga. ............................................................. 59
Ilustración 39. Soplante para biogás de Hibon. ...................................................................... 60

xvi
Ilustración 40. Válvula de bola. ............................................................................................. 60
Ilustración 41. Válvula de seguridad. ..................................................................................... 61
Ilustración 42. Caudalímetro de ultrasonidos de la compañía Endress+Hauser...................... 63
Ilustración 43. Termorresistencia de la compañía Endress+Hauser. ....................................... 63
Ilustración 44. Sensor capacitivo de presión de la compañía Endress+Hauser. ...................... 64
Ilustración 45. Sensor de diagrafma de diferencial de presión de la compañía
Endress+Hauser. ..................................................................................................................... 64
Ilustración 46. Esquema de diseño de la etapa de deshumidificación. ................................... 71
Ilustración 47. Esquema de diseño de la etapa de deshumidificación con los datos de partida.
............................................................................................................................................... 74
Ilustración 48. Esquema del Intercambiador 1: Biogás-Biogás. .............................................. 75
Ilustración 49. Esquema del Intercambiador de placas 2: Biogás-Etilenglicol. ........................ 77
Ilustración 50. Gráfico porcentual del coste de los equipos. .................................................. 93
Ilustración 51. Costes anuales de operación........................................................................... 95

xvii
SIGLAS Y ACRÓNIMOS
AFC Alcaline Fuel Cell
AINIA Instituto tecnológico de la industria agroalimentaria
BET Área superficial total
CEPCI Chemical Engineering’s Plant Cost Index
CHP Combined Heat Power
CIEMAT Centro de Investigaciones Energéticas, Medioambientales y Tecnólogicas
DCFC Direct Carbon Fuel Cell
DMFC Direct Methanol Fuel Cell
DN Diámetro nominal
EDAR Estación depuradora de aguas residuales HR Humedad relativa
MCFC Molten Carbonate Fuel Cell
PAFC Phosphoric Acid Fuel Cell
PCI Poder calorífico inferior
PE Polietileno
PEMFC Polimer Electrolity Membrane Fuel Cell
PVC Policloruro de vinilo
RSU Residuos sólidos urbanos SDR Relación de Dimensiones Normalizada
SEDIGAS Asociación española del gas
SOFC Solid Oxide Fuel Cell
UE Unión Europea

xviii

xix
NOTACIÓN
µ Viscosidad
A Área
CP Capacidad calorífica a presión constante
D Diámetro
d Diámetro de partícula
g Constante gravitatoria
k Coeficiente de pérdida de carga
L Longitud
Caudal másico
N Número de filas de tubos
P Potencia
p Presión
PM Peso molecular
Q Caudal volúmetrico
R Constante de los gases ideales
Re Reynolds
T Temperatura
tC Tiempo de contacto
v Velocidad en tubería
V Volumen
vSUPERFICIAL Velocidad superficial
w Ancho del banco de tubos
W Masa adsorbente
z Cota
Δp Caída de presión
ε Porosidad
λ Calor latente
ρ Densidad
ρAPARENTE Densidad aparente
Los siguientes subíndices pueden acompañar a cualquier notación anterior:
AGUA Parámetro relativo al agua
BC Biogás caliente
BF Biogás frío
BIOGÁS Parámetro relativo al biogás
CA Carbón activo
CONDENSADO Parámetro relativo al condensado
E-I1 Entrada al Intercambiador de placas 1
E-I2 Entrada al Intercambiador de placas 2
ETILENGLICOL Parámetro relativo al etilenglicol
EXT Exterior
f Frigorífica

xx
INT Interior
LCA Lecho de carbón activo
LS Lecho de Sulfatreat
S Sulfatreat
S-I1 Salida del Intercambiador de placas 1
S-I2 Salida del Intercambiador de placas 2
1
P ART E 1 : INT ROD UC C IÓN. E L B IO GÁS Y L AS P IL AS D E C OMBUS T IBL E

2
3
1. INTRODUCCIÓN
Una de las maneras de medir el grado de desarrollo económico y tecnológico de una población
es a través de la cantidad y tipología de los residuos que ésta genera, olvidando en cierto modo cómo se gestionan y tratan estos residuos.
La Comunidad Europea aprobó mediante la Resolución del Consejo nº 76 97/C la Estrategia Europea de Residuos con los siguientes principios:
Prevención
Responsabilidad del producto y principio de quien contamina paga
Precaución
Proximidad y autosuficiencia
Objetivos cuantitativos
Prioridad:
o Minimización
o Reutilización, reciclado y valorización
o Eliminación controlada
o Vertido
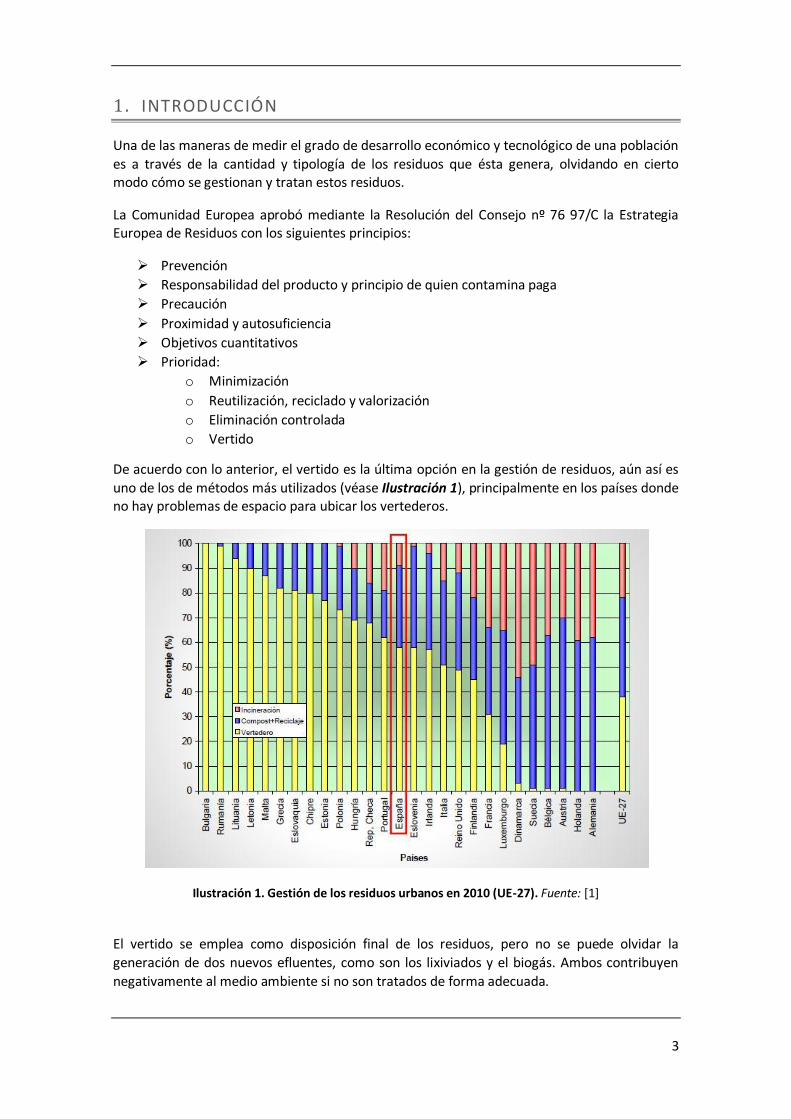
De acuerdo con lo anterior, el vertido es la última opción en la gestión de residuos, aún así es
uno de los de métodos más utilizados (véase Ilustración 1), principalmente en los países donde no hay problemas de espacio para ubicar los vertederos.
Ilustración 1. Gestión de los residuos urbanos en 2010 (UE-27). Fuente: [1]
El vertido se emplea como disposición final de los residuos, pero no se puede olvidar la
generación de dos nuevos efluentes, como son los lixiviados y el biogás. Ambos contribuyen
negativamente al medio ambiente si no son tratados de forma adecuada.

4
2. EL BIOGÁS
2.1. DEFINICIÓN Y PROPIEDADES
El biogás, producido por la descomposición anaeróbica de materia orgánica, se define como la
mezcla de metano (CH4) y dióxido de carbono (CO2) que contiene pequeñas cantidades de otros gases tales como nitrógeno, oxígeno o sulfuro de hidrógeno.
Las fuentes de materia orgánica varían desde las más habituales como son los residuos sólidos
urbanos (RSU), residuos agrícolas o desechos animales hasta las más innovadoras como las
microalgas. Este factor determina la composición del biogás como muestra la Tabla 1:
Tabla 1. Composición biogás según fuente de materia orgánica. Fuente: [2]
El biogás presenta una serie de características que hacen necesaria su extracción controlada
del vertedero y un uso responsable [3]:
- Combustible: Riesgo de incendio y explosión mezclado con aire en proporciones del 7-
15%.
- Tóxico: Riesgo de asfixia por metano y dióxido de carbono en espacios cerrados.
- Mal olor.
- Contribución al efecto invernadero 21 veces superior a la del CO2.
Debido a su propiedad combustible y su alto valor energético (véase Ilustración 2) puede ser
empleado en diversas aplicaciones.

5
Ilustración 2. Equivalencia energética del biogás respecto a otras fuentes de energía. Fuente: [3]
2.2. GENERACIÓN DEL BIOGÁS DE VERTEDERO
El proceso de descomposición de la materia orgánica para la obtención de biogás puede
desarrollarse de forma natural o controlada en instalaciones industriales. Cuando se habla de
descomposición natural se suele hacer referencia a la dada en los vertederos de residuos
mientras que la descomposición en instalaciones industriales hace referencia a la dada en los
digestores anaeróbicos, como pueden ser los de una estación depuradora de aguas residuales (EDAR).
El proceso de descomposición de la materia orgánica se divide en diferentes fases (véase
Ilustración 3 e Ilustración 4), detalladas y particularizadas a continuación para la descomposición de los RSU de un vertedero [4] [5]:
Fase I-Hidrólisis
En esta etapa los compuestos biodegradables sufren descomposición microbiana en
condiciones aerobias por el aire que queda atrapado mientras se van colocando en el
vertedero. Las sustancias de elevado peso molecular: proteínas, carbohidratos y lípidos son
descompuestas en aminoácidos, azúcares y ácidos grasos, respectivamente. El N2 predomina
durante la etapa mientras que se produce una formación creciente de CO2 y una disminución
de O2. Tiene una duración aproximada de 15 días.

6
Fase II-Fermentación o acidogénesis
Se trata de una etapa de transición en la que disminuye el contenido en O2 y comienzan a
desarrollarse condiciones anaerobias. Los productos solubles de la etapa de hidrólisis son
transformados por bacterias acidogénicas en ácidos orgánicos de cadena corta: CO2 e H2
mientras que los aminoácidos, azúcares y ácidos grasos se transforman en ácidos orgánicos
(ácido acético, propiónico, valérico, butírico, etc.). A su vez, el nitrato y el sulfato se reducen a menudo a nitrógeno y sulfuro de hidrógeno.
Ilustración 3. Esquema de las fases del proceso de descomposición anaeróbica. Fuente: [6]
Fase III-Acetogénesis y homoacetogénesis
Es la primera fase anaeróbica y recibe el nombre de fase ácida. Los compuestos de la etapa
anterior se degradan produciendo ácido acético, CO2 e H2 por bacterias acetogénicas que
aportan, aproximadamente, el 54% del H2 que se utilizará en la formación de CH4. La
homoacetogénesis consiste en la producción de ácido acético pero a partir de H2 y CO2. El CO2 es el principal gas generado en esta etapa. Tiene una duración aproximada de 2 meses.

7
Fase IV-Metanogénesis
Las bacterias metanogénicas degradan los productos de las etapas anteriores produciendo CH4. El metano se puede formar por:
- la ruptura de las moléculas de ácido acético: 3 4 2CH COOH CH CO
- la reducción del CO2 con el H2: 2 2 4 22CO H O CH H O
Esta fase tiene una duración aproximada de 2 años.
Ilustración 4. Evolución de la composición del biogás en las diferentes fases de formación. Fuente: [7]
Fase V-Maduración
Se produce después de convertirse el material en CH4 y CO2. Se convierten porciones del
material biodegradable que anteriormente no estaban disponibles. La velocidad de generación
del gas de vertedero disminuye significativamente, porque la mayoría de los nutrientes
disponibles se han separado con el lixiviado durante las fases anteriores, y los sustratos que quedan en el vertedero son de una degradación lenta. Tiene una duración entre 10 y 30 años.
2.3. EXTRACCIÓN DEL BIOGÁS DE VERTEDERO
Aproximadamente entre un 50% y un 60% del biogás generado podrá recolectarse y, de éste,
un 60% estará disponible durante los 10 primeros años, un 35% en los siguientes 10 años y el
resto en un plazo posterior de 20 a 30 años [4].
La extracción del biogás de vertedero se lleva a cabo mediante un sistema de desgasificación
que a su vez se divide en los siguientes subsistemas [4] [8](véase Ilustración 5):

8
Ilustración 5. Esquema general de un sistema de desgasificación de vertedero. Fuente: [8]
Red de captación
Está formada por una red de pozos o chimeneas y conducciones. El diseño de la red de
captación de gas en un vertedero incluye calcular el radio de influencia de cada pozo. La tasa
de generación de biogás, la permeabilidad al paso del mismo y la profundidad del vaso del
vertedero depende de la zona del vertedero, lo que hace necesario en algunos casos, acercar
los pozos y permite en otros, separarlos. Aunque el espaciado entre pozos es muy variable, se
considera habitual, un radio de influencia de 20 m [9]. Los pozos pueden ser horizontales o
verticales (véase Ilustración 6 e Ilustración 7):
Ilustración 6. Esquema general de pozos verticales. Fuente: [10]

9
Ilustración 7. Esquema general de pozos horizontales. Fuente: [10]
El pozo consiste en una tubería de 15 a 25 m de longitud (fabricada en PVC o PE) introducida
en una perforación de 30 a 50 cm de diámetro. La perforación se suele hacer con una barrena
helicoidal. El espacio anular existente entre la tubería y la pared del pozo se rellena con tierra
(preferentemente) o residuos sólidos [3] (véase Ilustración 8):
Ilustración 8. Esquema general de un pozo de captación. Fuente: [11]
A su vez, los pozos encargados de transportar el biogás hasta la estación de control pueden
estar conectados individualmente a una conducción o a un colector común (véase Ilustración 9 e Ilustración 10):
Ilustración 9. Conducciones individuales para cada pozo. Fuente: [8]

10
Ilustración 10. Conducción común para un conjunto de pozos. Fuente: [8]
Estación de control
En este punto se encuentran los elementos de regulación del sistema como son las válvulas y los equipos de análisis y medida.
El objetivo es lograr que la depresión aplicada en cada pozo sea la óptima y así mantener constante el porcentaje de metano extraído. A su vez, se controlan los niveles de oxígeno presentes en el biogás, de modo que no exista posibilidad de que la mezcla metano-oxígeno se vuelva explosiva.
Existen básicamente dos métodos de control de biogás:
Automático
Consiste en dotar al sistema de analizadores de metano y oxígeno, caudalímetros y tomas de presión que envían los datos a un autómata central que reacciona regulando de una forma u otra las válvulas instaladas.
Manual
El sistema manual consiste en la instalación en cada pozo de válvulas de regulación y puntos de toma de muestras manuales, de modo que un operario una o dos veces por semana comprueba el estado de todos los pozos y regula las válvulas de la manera necesaria. El sistema manual, aunque parezca muy precario, resulta bastante adecuado, ya que las variaciones de caudal y presión en los pozos se producen de forma lenta, progresiva y casi nunca repentina. En este sentido, son fácilmente detectables en un seguimiento continuo, por lo que no es preciso instalar un sistema automático, que se caracteriza por un coste elevado de montaje y mantenimiento.
Estación de aspiración
Consta de una serie de turbinas de aspiración encargadas de la extracción del biogás en la red de captación. Además dispone de otros elementos necesarios como:
- Separador de condensados: para reducir el contenido en humedad del biogás.

11
- Válvula de regulación de la presión: para mantener constante la sobrepesión a la salida
de las turbinas.
- Antorcha: para incinerar parte o la totalidad del biogás extraído en función de la existencia de valorización energética posterior.
Estación de aprovechamiento
Las diferentes vías posibles de aprovechamiento energético del biogás se detallan en el
apartado siguiente.
2.4. VALORIZACIÓN ENERGÉT ICA DEL BIOGÁS DE VERTEDERO
El biogás puede utilizarse en prácticamente las mismas aplicaciones energéticas en las que se emplea el gas natural: generación de calor mediante combustión, generación de electricidad, integración en la red de gas natural, combustible para vehículos y combustible de pilas de combustible [4] [12](véase Ilustración 11):
Ilustración 11. Opciones de valorización energética del biogás. Fuente: [4]
2.4.1. GENERACIÓN DE CALOR MEDIANTE COMBUSTIÓN
A través de la combustión del biogás se genera calor que puede ser empleado en distintas aplicaciones:
- Calefacción y agua caliente (tanto en la propia instalación productora como a nivel residencial –district heating-).
- Calentamiento de los reactores donde se produce la digestión anaeróbica.

12
- Incinerar o esterilizar desechos provenientes del sector médico. - Calentadores, cocinas de gas, lámparas o quemadores-estufas, tanto de uso industrial
como doméstico. - Evaporar lixiviados de vertederos. - Refrigeradores domésticos. - Quemadores infrarrojos: utilizados en la calefacción de ambientes en ganadería
(criaderos o parideras). - Equipos para el enfriamiento de leche y otros productos agrícolas.
El uso del biogás para la generación de calor presenta como inconveniente la necesidad de ubicar la zona de consumo de calor lo más cerca posible de la zona donde se genera, ya que este no puede ser transportado de forma rentable por tuberías debido a su bajo poder calorífico. Por ello, lo habitual es que el calor generado por la combustión del biogás sea utilizado en las propias instalaciones productoras. Como ejemplo de producción de energía calorífica por combustión de biogás cabe citar al Horno Incinerador de Residuos Hospitalarios instalado en el vertedero de La Zoreda (Asturias). Fue construido en 1993 y se encarga de eliminar los residuos clínicos e infecciosos generados en los hospitales asturianos [8]. Se consume un promedio de 300 m3/h del biogás generado en el vertedero, con las que se eliminan unas 1708 t/año de residuos clínicos y 299 t/año de residuos infecciosos.
2.4.2. GENERACIÓN DE ELECTRICIDAD
En la actualidad, la generación de electricidad mediante biogás se realiza en:
- Motores de combustión
- Turbinas y microturbinas
- Sistemas de cogeneración y trigeneración
- Pilas de combustible
Motores de combustión
Se trata en este punto a los motores de combustión interna, tanto los que usan gasolina (ciclo
Otto) como los que usan gasóleo (ciclo Diesel). Estos motores tienen una alta relación
volumétrica de comprensión, lo que hace que su eficiencia sea mayor con combustibles de alto
octanaje como el biogás, con valores entre 100 y 110. Como contrapartida el biogás tiene una
baja velocidad de encendido, es poco lubricante, posee un alto contenido en humedad y un
bajo PCI (poco detonante), lo que hace necesario ciertas modificaciones en los motores para su posterior funcionamiento con biogás.
El rendimiento eléctrico de los motores con biogás varía entre un 33% y un 37% mientras que
la suma del rendimiento eléctrico más el térmico varía entre un 45% y un 85%. Como ventaja
presentan la posibilidad de un aprovechamiento térmico gracias a los gases de escape a 500 C
y al agua a 90 C [11].

13
Los motores de ciclo Otto presentan un rendimiento adecuado con sólo un descenso de entre
un 20% y un 30% sobre la potencia máxima. Pueden funcionar usando un 100% de biogás, pero para el arrancando necesitan de otros combustibles.
Los motores de ciclo Diesel normalmente funcionan con un sistema mixto biogás-diesel con la
posibilidad de aplicar distintas proporciones y el paso de uno a otro rápida y fiablemente. Esto
se consigue añadiendo un mezclador de gases con un sistema de control que a su vez permite
mantener el sistema de inyección convencional.
En España existen 40 vertederos controlados que generan energía eléctrica a partir de biogás
[13](véase Ilustración 12).
Ilustración 12. Esquema general de recogida de biogás y generación de electricidad en motores.
Fuente: [14]
La planta de biometanización, compostaje y aprovechamiento energético del gas del vertedero
de Pinto (Madrid) es un ejemplo de generación de electricidad a partir de biogás. Esta planta
consta de 11 motogeneradores de 1.413 kWe, con motores de ciclo Otto.
Turbinas y microturbinas
El uso de las turbinas se ha aumentado considerablemente debido a la actual preocupación
por nuevas tecnologías más eficientes y protectoras con el medio ambiente. Las turbinas presentan una serie de ventajas:
- Menor tiempo de instalación que otros sistemas equivalentes por lo que resultan muy
adecuadas para proyectos de desarrollo rápido.
- Pueden producir calor y electricidad simultáneamente (cogeneración).
- Alto rendimiento: prácticamente todo el calor del proceso es recuperado.
- Bajo nivel de contaminantes y ruido.

14
- Pueden trabajar en ciclo combinado (ciclo de gas y vapor) aumentando su
rendimiento. - Permiten el uso de combustibles de bajo poder calorífico (biogás).
A pesar de poseer un gran número de ventajas, las turbinas presentan una fuerte dependencia de diversos factores como son los climáticos, la humedad o la presión, condicionando la potencia que la turbina es capaz de producir y su rendimiento. Este inconveniente hace recomendable la utilización de sistemas de simulación para poder predecir su comportamiento. Un ejemplo de planta que utiliza turbina de gas es la que se encuentra en el vertedero controlado de Bouqueval, al norte de París, [14] (véase Ilustración 13). Se queman 10000 m3 del biogás que se produce en el vertedero en tres calderas. Los quemadores de las calderas se adaptan automáticamente a la cantidad y a la calidad del biogás entrante, es decir, al contenido en metano del biogás. Cada una de las calderas suministra 30 toneladas de vapor a 380 °C y a una presión de 40 bar. Este vapor acciona una turbina que gira a 7500 vueltas/minuto, conectada a su vez a un alternador que, finalmente, produce cerca de 20000 voltios de electricidad, vendida a una compañía francesa.
Ilustración 13. Esquema general de generación de electricidad con turbina en el vertedero de Bouqueval (París). Fuente: [14]
El concepto de microturbina es el mismo que el de una turbina convencional pero adecuada
para pequeñas potencias (30-200 kW). Las turbinas no son muy utilizadas para el
aprovechamiento energético del biogás puesto que trabajan con potencias mayores (500 kW a 30 MW).
Hay diferentes empresas que han desarrollado estas microturbinas como son: Capstone Turbine Corporation, IR PowerWorks, Turbec o Elliot Energy System. El uso de microturbinas resulta adecuado en la generación de electricidad con biogás en vertederos pequeños o aquellos que se encuentran al principio o al final de su vida útil.

15
Un ejemplo es el vertedero de Lopez Canyon (California, USA) con 50 microturbinas de 30 kWe cada una, suficiente para abastecer a 1500 hogares [11].
Ilustración 14. Microturbinas del vertedero Lopez Canyon. Fuente: [11]
Sistemas de cogeneración y trigeneración
- Cogeneración
Los sistemas de cogeneración (CHP: combined heat and power) se basan en
aprovechar simultáneamente el calor y la electricidad generada en el proceso.
Una central de cogeneración puede funcionar con motores, turbinas o pilas
combustibles puesto que todas estas tecnologías liberan calor durante el proceso de
generación de electricidad.
El sistema de cogeneración se utiliza de forma habitual en las instalaciones donde se producen grandes cantidades de biogás (grandes explotaciones agrarias/ganaderas, plantas de tratamiento de aguas residuales o vertederos) ya que el calor producido es reutilizado en diversas fases del proceso de generación del biogás como para el calentamiento de los digestores anaérobicos.
Las centrales de cogeneración pueden alcanzar un rendimiento energético del orden del 90%.
- Trigeneración
Un sistema de trigeneración es similar a uno de cogeneración con la diferencia de que
se ha añadido una etapa de absorción para la producción de frío, además de la energía
eléctrica y el calor típicos de la cogeneración. El calor residual que se obtiene es el
producido por la generación de electricidad menos el consumido en el proceso de
refrigeración.

16
La trigeneración hace posible unir la demanda de calor en invierno con la de frío en
verano.
Existen diversas empresas que han desarrollado equipos de trigeneración como: la
italiana AB Energy o la alemana Deutz Power Systems GMBH, con equipos
modulares basados en motores de combustión interna alimentados por biogás.
2.4.3. INTEGRACIÓN EN LA RED DE GAS NATURAL
Debido a que el biogás está compuesto principalmente por metano puede ser inyectado en la red de gas natural, una vez que ha sido purificado y refinado.
La purificación del biogás consiste en la eliminación de CO2, H2S, NH3, agua y partículas sólidas.
Cuando el gas se inyecta en la red de gas natural recibe el nombre de biometano, biogás con un porcentaje en metano mayor al 97%.
Esta aplicación permite rebajar los costes del transporte del biogás y la dependencia
energética con el exterior, puesto que la mayoría de los países consumen más gas natural del que producen.
Estas ventajas se ven probadas con éxito en países de la Unión Europea como Suecia, Suiza, Alemania y Francia y, en los Estados Unidos.
2.4.4. COMBUSTIBLE PARA VEHÍCULOS
La búsqueda de combustibles más eficientes y menos dañinos con el medio ambiente está en
auge en nuestros días. Desde hace años existen vehículos que funcionan con gas natural como combustible emitiendo un 20% menos de CO2 que los que funcionan con gasolina o gasóleo.
El biogás puede sustituir al gas natural en estos vehículos, previo refinado del biogás para eliminar impurezas (CO2, H2S, NH3, agua y partículas sólidas) y así elevar los niveles de metano.
El uso de biogás en vehículos presenta una serie de ventajas como un mayor rendimiento
debido a un menor consumo energético que en los convencionales, motores más duraderos y
de menor ruido. Sin embargo, existen obstáculos que no facilitan su uso generalizado como: la
ausencia de infraestructuras de transporte y almacenamiento del biogás, el coste de
producción, la pérdida de espacio de carga, el mayor tiempo de llenado de combustible, la menor autonomía de conducción (150 km) y el arrancado lento de estos automóviles.
En países como Holanda o Suecia se ha apostado fuerte por esta técnica. En el condado
londinense de Enfield, la empresa Coca-Cola ha implantado una estación de servicio que
abastecerá unas 168 toneladas de biometano a 14 de sus camiones Iveco, evitando así la
emisión a la atmósfera de 300 toneladas de CO2, 1590 kilos de NOx y 33 kilos de partículas al año.
En España, el proyecto Agrobiomet junto con AINIA, el CIEMAT y el Grupo Hera llevaron a cabo
en la Granja de San Ramón (Requena, Valencia) el desarrollo para hacer funcionar un vehículo

17
con biogás procedente de residuos ganaderos [15]. Anteriormente al proyecto de la Granja de
San Ramón, el Grupo Hera trabajó en la depuración de biogás de un vertedero de Barcelona,
para usar el biometano como combustible en su flota de vehículos.
Ilustración 15. Vehículo del Grupo Hera que utiliza biometano como combustible. Fuente: [15]

18
3. PILAS DE COMBUSTIBLE
3.1. CONCEPTO Y GENERALIDADES
Las pilas de combustible son sistemas electroquímicos en los que la energía de una reacción
química se convierte directamente en electricidad. Consisten en un ánodo en el que se inyecta
el combustible, habitualmente hidrógeno, amoníaco o hidracina y un cátodo en el que se
introduce un oxidante, normalmente aire u oxígeno, separados por un electrolito iónico
conductor. El electrolito separa físicamente el ánodo del cátodo pero permite que los iones,
cargados eléctricamente, fluyan a través del mismo generando una corriente eléctrica cuando están conectados a un circuito eléctrico.
Su principio de funcionamiento es inverso a la electrólisis del agua, en la que ésta se separa en
hidrógeno y oxígeno al aportar energía eléctrica. En las pilas combustibles se obtiene energía
eléctrica y vapor de agua al hacer reaccionar hidrógeno y oxígeno:
2 2 2H O H O Electricidad (1)
A diferencia de la pila eléctrica o batería, la pila de combustible no se acaba ni necesita ser
recargada, ya que funciona mientras que le sean suministrados el combustible y el oxidante.
Las pilas de combustible presentan una serie de características ventajosas como son las
siguientes [5]:
Bajo impacto ambiental:
La ausencia de combustión hace que la emisión de gases contaminantes como CO, CO2
y NOX se vea reducida notablemente. La necesidad de una depuración del biogás antes
de ser introducido en las pilas de combustible hace que tampoco se den emisiones de
SOX (véase Tabla 2).
Alto rendimiento:
Al no estar sujetas al ciclo de Carnot resultan más eficientes que los sistemas
convencionales de generación de energía. Presentan unos rendimientos eléctricos del
50%, pero si se aprovecha la energía térmica (sistema de cogeneración) que se
desprende en el proceso se pueden alcanzar unos rendimientos totales de
aproximadamente el 80% (véase Tabla 2).
Carácter modular:
Las pilas de combustible se disponen en módulos independientes, denominados
celdas, que se pueden agrupar en stacks de diferentes tamaños y consecuentemente
de diferentes potencias en función del fin deseado. Este hecho permite una
producción automatizada y, por tanto, una construcción más sencilla, rápida y de
menor coste.
Flexibilidad de operación:
El carácter modular y la posibilidad de usar combustibles distintos al hidrógeno
permite operar las pilas con fines estacionarios (hospitales, plantas industriales,

19
viviendas, etc.), móviles (transporte) y portátiles (teléfonos móviles, ordenadores,
pequeños electrodomésticos, etc).
Operación silenciosa.
Ausencia de partes móviles.
Rápida respuesta a las variaciones de carga.
Fácil mantenimiento.
Eficiencia
eléctrica (%)
Consumo de
combustible
(kJ/kWh)
Emisiones (µg/kJ)
NOX CO
Motor de combustión interna 33 10972 56,6 56,6
Turbina de gas 28 12872 15 19
Pilas de combustible (MCFC) 50 7174 Trazas 1,4
Tabla 2. Características de tecnologías que operan con biogás. Fuente: [16]
El empleo del biogás como combustible en este tipo de pilas conlleva una etapa de purificación
para eliminar los posibles contaminantes que puedan dañar los componentes de la pila y otra etapa de reformado para transformar el metano en hidrógeno.
La etapa de purificación depende de las características del biogás y del tipo de pila de
combustible en el que vaya a ser empleado éste. Este aspecto se comentará brevemente para
todos los tipos de pilas de combustible y se desarrollará para una pila de combustible de carbonato fundido (MCFC).
Los métodos más comunes para la transformación del metano en hidrógeno [4] son:
Reformado con vapor de agua
Consiste en mezclar metano con vapor de agua, en un reactor a alta temperatura, dándose la siguiente reacción:
4 2 23CH H O CO H (2)
Es una reacción fuertemente endotérmica y está limitada por la transferencia de calor. Los
reformadores son una técnica bien conocida en la industria y pueden conseguir concentraciones de hidrógeno de hasta un 70%.
Oxidación parcial
Consiste en mezclar metano con una cantidad de oxígeno menor que la estequiométrica a través de la siguiente reacción:

20
4 2 2
12
2CH O CO H (3)
El calor que desprende la reacción puede elevar la temperatura del gas hasta los 1000 C
pero el rendimiento del proceso es menor que en el reformado con vapor de agua.
Autorreformado
Resulta de la combinación de los dos procesos anteriores, consiguiendo la ventaja del
calentamiento de gases de la oxidación parcial y el mayor rendimiento del reformado con vapor de agua.
El proceso de reformado con vapor absorbe parte del calor generado por la reacción de
oxidación, limitando la temperatura máxima del reactor y disminuyendo el consumo de combustible necesario para elevar la temperatura del gas.
La oxidación parcial y el autorreformado son los más eficientes energéticamente hablando,
pero el reformado con vapor es el que más cantidad de hidrógeno produce por unidad de combustible.
Por otra parte, después de la pila de combustible es necesario incluir un acondicionador de
potencia, capaz de transformar la corriente continua obtenida en la pila en corriente alterna
(véase Ilustración 16):
Ilustración 16. Esquema general de un sistema de generación de energía basado en pilas de
combustible. Fuente: [17]
3.2. TIPOS DE PILAS DE COMBUSTIBLE
Los diferentes tipos de pilas de combustible se clasifican según el electrolito utilizado en (sus
siglas en inglés): pilas de combustible de membrana de electrolito polimérico (PEMFC), pilas de
combustible alcalinas (AFC), pilas de combustible de ácido fosfórico (PAFC), pilas de

21
combustible de carbonatos fundidos (MCFC) y pilas de combustible de óxido sólido (SOFC) (véase Tabla 3).
Además se pueden distinguir las pilas de combustible de metanol directo (DMFC) y las de carbón directo (DCFC) [5]:
DMFC
Son tipo PEM (Polymer Electrolite Membrane) alimentadas con metanol. Se sirven
también de catalizadores de platino pero su rendimiento es menor debido a
problemas generados por la alta permeabilidad de la membrana al metanol.
DCFC
Emplean carbón sólido como combustible sin ninguna etapa previa de gasificación. Los rendimientos que se obtienen son muy altos pero están menos desarrolladas.
Las características de los principales tipos de pilas de combustible se describen en los puntos
siguientes, donde las pilas de combustible de carbonatos fundidos se desarrollaran en mayor
detalle [18]:
3.2.1. PILAS DE COMBUSTIBLE DE MEMBRANA DE ELECTROLITO POLIMÉRICO (PEMFC)
Las pilas PEMFC poseen electrodos catalizados por platino separados por un electrolito de
membrana polimérica. Su temperatura de operación es relativamente baja (50 C – 100 C)
proporcionando tiempos de arranque más cortos que para las que operan a temperaturas superiores.
Se diferencian del resto por utilizar un electrolito en fase sólida de membrana polimérica y por
tener un manejo mucho más simple.
Se utilizan en aplicaciones móviles y de menor tamaño con requerimientos de altas densidades
de energía (véase Ilustración 17) .
Ilustración 17. Módulo comercial NEXA™ de Ballard (1,2 kW). Fuente: [19]

22
Tipo de pila de combustible
PEMFC AFC PAFC SOFC MCFC
Electrolito Polímero sólido Solución acuosa de KOH Solución de ácido fosfórico
Óxido de Zr con adiciones de Itrio (ZrO2/Y2O3)
Solución de sales (Li2CO3/K2CO3)
Conductor iónico H+ OH- H+ O2-
Electrodos Carbono Metal de transición Carbono Cerámica y cermet Ni y óxido de Ni
Catalizador Pt Pt Pt Material del electrodo Material del electrodo
Combustible H2 puro (tolera CO2, 10 ppm CO)
H2 puro H2 puro (tolera CO2, 1% CO)
H2, CO, CH4 y otros CHs (tolera CO2)
H2, CO, CH4 y otros CHs (consume CO2 en cátodo)
Temperatura de operación (C)
50 – 100 70 – 220 150 – 220 600 – 1000 600 – 1000
Rendimiento eléctrico (%) 35 – 45 40 – 60 40 – 45 50 – 65 45 – 60
CHP (%) 80 80 80 90 85
Rango de potencia 5 kW – 250 kW 5 kW – 150 kW 50 kW – 1 MW 50 W – 1 MW 1 kW – 2 MW
Aplicaciones Transporte. Portátil. Generación estacionaria de baja potencia.
Espacio. Militar.
Generación estacionaria de media potencia. Portátiles.
Generación estacionaria de media potencia. Transporte.
Generación estacionaria de alta potencia.
Ventajas Electrolito sólido reduce corrosión y mantenimiento. Baja temperatura. Arranque rápido.
Reacción catódica más rápida en electrolito alcalino. Mayor eficiencia.
Acepta H2 impuro. Ventajas por alta temperatura y electrolito sólido.
Ventajas por alta temperatura: Mayor eficiencia. Catalizadores más baratos.
Desventajas Catalizadores costosos. Sensible a impurezas en H2 u otro combustible
Sensible a impurezas. Baja corriente y potencia. Gran peso y volumen.
Corrosión debido a altas temperaturas. Baja vida útil.
Corrosión debido a altas temperaturas. Baja vida útil.
Tabla 3. Características de los distintos tipos de pilas de combustible. Fuente: [4] [5] [18]

23
3.2.2. PILAS DE COMBUSTIBLE ALCALINAS (AFC)
La reacción en el cátodo es más rápida con un electrolito alcalino. Se emplea KOH gracias a su alta conductancia frente al resto de hidróxidos alcalinos.
Los costes de adquisición de las pilas AFC son baratos. Además, pueden emplear cualquier
catalizador para el electrodo dentro de una gran variedad de materiales diferentes y resultan ser más baratos que los que usan otras pilas de combustible.
Desde los años 60, se han empleado en la NASA para misiones y transbordadores espaciales
(véase Ilustración 18).
Ilustración 18. Científicos de la NASA trabajando en uno de los tres stacks AFC de la nave Apollo (1964). Fuente: [19]
3.2.3. PILAS DE COMBUSTIBLE DE ÁCIDO FOSFÓRICO (PAFC)
Están constituidas por unos electrodos de carbono y carburo de silicio catalizados con platino
separados por un electrolito de ácido fosfórico. Tienen una mayor tolerancia a las impurezas
que pueden acompañar al combustible, en este caso, hidrógeno; pero su contenido en platino
hace que resulten caras.
La mayoría de las pilas de combustible vendidas antes del 2001 eran PAFC, utilizándose en
muchos locales comerciales como fuente de energía (véase Ilustración 19).

24
Ilustración 19. Equipo que desarrolló un sistema basado en tecnología PAFC para Allis-Chalmers
(1965). Fuente: [19]
Los tres tipos de pilas explicadas hasta el momento presentan como características comunes
que trabajan a bajas temperaturas y que deben usar como combustible H2. Este hecho hace que no puedan ser alimentadas directamente con otros tipos de combustibles como el biogás.
Las pilas que se detallan seguidamente (SOFC y MCFC) operan a altas temperaturas lo que hace
posible un reformado en su interior capaz de transformar el combustible alimentado en H2.
3.2.4. PILAS DE COMBUSTIBLE DE ÓXIDO SÓLIDO (SOFC)
Las pilas SOFC emplean como electrolito un compuesto cerámico, habitualmente ZrO2-Y2O3,
que actúa como portador de los iones de oxígeno capaces de reaccionar con gran variedad de
combustibles. Esto es debido a que las temperaturas de operación para el correcto
funcionamiento del electrolito, permiten el reformado directo de los hidrocarburos del
combustible en hidrógeno y monóxido de carbono, ambos reactivos en la pila de combustible. El reformado se lleva a cabo con vapor y normalmente tiene lugar dentro de la pila.
La eficacia del proceso así como el voltaje a la salida se ven mejorados por las mayores
presiones que se dan en el sistema. Además, estas pilas toleran compuestos como el CO2 (tóxicos en otras) y no necesitan catalizadores de metales nobles.
Uno de los usos de las pilas SOFC que genera elevados rendimientos eléctricos es la aplicación
conjunta de éstas con turbinas de gas. La compañía Siemens Westinghouse diseñó una planta
de generación de electricidad formada por una pila SOFC junto con una turbina de gas de ciclo
combinado (véase Ilustración 20). La pila se encuentra en el centro del diagrama y la turbina
de gas junto con el compresor y el alternador se encuentran detrás de ésta [20].

25
Ilustración 20. Diagrama pila SOFC y turbina de gas de Siemens Westinghouse. Fuente: [20]
3.2.5. PILAS DE COMBUSTIBLE DE CARBONATO FUNDIDO (MCFC)
En las pilas MCFC el electrolito está formado por una combinación de carbonatos alcalinos en
una proporción de un 60% en peso (Na, K, Li) retenidos en una matriz cerámica de LiAlO2 en
una proporción de un 40% en peso. La matriz es una mezcla de partículas y fibras de material cerámico que forman una red de capilares, donde contienen el electrolito carbonoso [21].
Operan a altas temperaturas para conseguir la suficiente conductividad en la sal de carbonato
fundido evitando el uso de catalizadores de metales nobles que encarecerían su coste. En el
ánodo se utiliza níquel con aditivos de cromo y aluminio y, en el cátodo se emplea óxido de níquel con aditivos de hierro o magnesio.
Su elevada eficacia y operación a altas temperaturas hacen posible su aprovechamiento en sistemas de cogeneración (CHP).
Sin embargo, las elevadas temperaturas y el uso de un electrolito corrosivo aceleran el deterioro y desgaste de los componentes de la pila.
Su rendimiento se ve favorecido por el empleo de biocombustibles, como el biogás, por la
mejora del comportamiento que suponen en el cátodo gracias al enriquecimiento en oxígeno,
a pesar de la pérdida de eficiencia en el ánodo por dilución. Además las elevadas temperaturas
de trabajo permiten el reformado interno del biogás sin la necesidad de equipos exteriores
para dicho fin. El calor endotérmico para el reformado es aportado por la reacción electroquímica de la misma pila.

26
La reacción electroquímica global que tiene lugar en la pila es:
2 2 2
1
2H O H O (4)
A su vez, las semirreacciones del ánodo (5) y del cátodo (6) son:
22 3 2 2 2H CO H O CO e (5)
22 2 3
12
2O CO e CO (6)
Uno de los productos obtenidos en la reacción del ánodo es CO2, pero al ser devuelto a la
entrada del cátodo se puede considerar un ciclo limpio de CO2 (véase Ilustración 21).
Ilustración 21. Esquema de funcionamiento de una pila de combustible de carbonato fundido (MCFC).
Fuente: [22]
El CIEMAT y Urbaser han realizado un estudio sobre el aprovechamiento del biogás producido
en vertederos para producción de energía eléctrica mediante una pila de combustible de

27
carbonatos fundidos, donde se ha demostrado la viabilidad de utilizar este tipo de pila como
sistema de generación energética con notables ventajas frente a los motores de combustión
interna [4].
Por otra parte, como ejemplo de aplicación real, Navantia en colaboración con la empresa alemana Motoren-und-Turbinen Union (MTU), instaló en 2002 en sus instalaciones de Cartagena una pila de combustible de carbonatos fundidos (véase Ilustración 22). Esta pila ha sido la base de un sistema de trigeneración, con potencias generadas eléctrica y térmica de 250 kW y 170 kW, respectivamente. En 2005, se logró hacerla funcionar de forma continua durante más de 20.000 horas, generando una energía eléctrica de 2500000 kWh consumida en su totalidad en la fábrica y una energía térmica de 840000 kWh aprovechada para producir agua caliente sanitaria y abastecer al sistema de aire acondicionado. El rendimiento eléctrico del equipo, en corriente continua, fue del 54%. Después de acondicionar la corriente continua a corriente alterna a 400 V, el rendimiento eléctrico superó el 47%. El rendimiento global de la instalación, teniendo en cuenta el aprovechamiento térmico de los gases de escape, se elevó al 82%. Finalmente, Navantia destacaba la gran variedad de combustibles alternativos que se podían utilizar en la pila de combustible y, en concreto, el biogás de distintas procedencias (biogás de vertedero, de tratamiento de purines, de la depuración de aguas residuales o cualquier otro biogás procedente de la fermentación de la materia orgánica).
Ilustración 22. Pila estacionaria MCFC de MTU. Fuente: [23]

28
3.3. REQUERIMIENTOS DEL BIOGÁS PARA SU USO EN PILAS DE
COMBUSTIBLE
La tolerancia específica de una pila de combustible a una impureza dada está determinada por
la naturaleza de la impureza y sus interacciones con los materiales en la pila, que incluyen el
catalizador y el electrolito. El límite de tolerancia se define por aspectos como la vida deseada,
la potencia a la salida y, las ventajas y desventajas entre la pérdida de potencia a la salida
contra los costes de la eliminación de impurezas, el mantenimiento y la seguridad del proceso [24].
La sensibilidad de las pilas de combustible a determinado tipo de compuestos implica que antes de poder introducirlo en la pila deba someterse a una etapa de acondicionamiento.
Cada tipo de pila tiene una sensibilidad distinta a los compuestos (véase Tabla 4) lo que
conlleva a distintos métodos de purificación (véase Ilustración 23).
Tipo
Sustancia
PEMFC AFC PAFC SOFC MCFC
H2 Combustible Combustible Combustible Combustible Combustible
CH4 Inerte Veneno Inerte Combustible Combustible
CO2 Diluyente Veneno Diluyente Diluyente Reactivo
CO Veneno
(<50 ppm)
Veneno Veneno
(<500 ppm)
Combustible Combustible
H2S, COS Veneno
(<200 ppb)
Veneno Veneno
(<50 ppm)
Veneno
(<1 ppm)
Veneno
(<0,5 ppm)
NH3 Veneno Combustible Veneno Combustible Combustible
Halógenos - - Veneno
(<4 ppm)
Veneno (<1
ppm)
Veneno
(<1 ppm)
Tabla 4. Tolerancia de los distintos tipos de pilas a las diferentes sustancia presentes en el biogás.
Fuente: [25] [26]
Ilustración 23. Etapas del tratamiento de biogás para su utilización en pilas de combustible. Fuente: [5]

29
4. MÉTODOS DE ACONDICIONAMIENTO DEL BIOGÁS PARA SU
USO EN PILAS DE COMBUSTIBLE DE CA RBONATOS FUNDIDOS
(MCFC)
De los diversos tipos de pilas de combustible utilizados en instalaciones estacionarias, las
impurezas identificadas y las fuentes de datos para pilas MCFC son las más amplias, ya que
este tipo de pila de combustible se ha utilizado en demostraciones usando una gran variedad de alimentaciones de combustible.
Los principales compuestos contaminantes a eliminar del biogás de vertedero para su
posterior empleo en pilas de combustible de carbonatos fundidos son ácido sulfhídrico, halógenos, siloxanos, humedad y partículas sólidas.
Dichos compuestos disminuyen la eficiencia de la pila así como su vida útil por problemas de deposición, envenenamiento de los catalizadores o corrosión.
Por otra parte, la etapa de acondicionamiento del biogás garantiza que las emisiones producidas por la pila cumplan con las normas medioambientales de vertido a la atmósfera.
Debido a que los requisitos de limpieza del gas varían ampliamente de un proyecto a otro por
la variabilidad en la fuente del biogás, los procesos han sido diseñados típicamente a medida
para cada proyecto. Por lo tanto, no hay soluciones estándar, sino más bien, una combinación
específica de métodos de eliminación que se utiliza para garantizar una calidad del biogás que cumpla la tolerancia de las pilas de combustible definida por el fabricante.
De manera general, se describirán en los siguientes puntos las técnicas empleadas para
adecuar el biogás a las necesidades requeridas para las pilas MCFC [27].
4.1. ELIMINACIÓN DE ÁCIDO SULFHÍDRICO, H2S
Existen también otros compuestos de azufre tales como los mercaptanos o el sulfuro de
dimetilo (DMS) igualmente contaminantes para la pila. Sin embargo, se habla de ácido sulfhídrico de manera general por ser la especie de azufre en mayor proporción en el biogás.
Los compuestos de azufre producen el envenenamiento de los catalizadores de níquel
empleados en la pila hasta el punto de que 0,2 mg de azufre por m2 de catalizador podrían conducir a la completa desactivación de éste [28].
Además, la desulfuración es necesaria para prevenir la corrosión de los conductos y equipos y,
para evitar concentraciones tóxicas de H2S. Los principales métodos de desulfuración son:
4.1.1. ADSORCIÓN EN ÓXIDO DE HIERRO O HIDRÓXIDO DE HIERRO
El sulfuro de hidrógeno reacciona con el óxido de hierro o hidróxido de hierro fácilmente
formando sulfuro de hierro. Este proceso es a menudo denominado “iron sponge” porque la
lana de acero recubierta de óxido puede usarse para formar el lecho de adsorción. Sin

30
embargo, la lana de acero tiene relativamente poca área superficial con baja capacidad de adsorción del sulfuro.
Por la razón anterior, se han usado como material para el relleno las virutas de madera impregnadas de óxido de hierro, ya que tienen una mayor proporción de superficie a volumen.
El sulfuro de hidrógeno reacciona con el óxido de hierro (7) e hidróxido de hierro (8) según las
siguientes reacciones:
2 2 3 2 3 23 3H S Fe O Fe S H O (7)
2 3 2 3 23 2 (OH) 6H S Fe Fe S H O (8)
La reacción es ligeramente endotérmica requiriéndose un mínimo de temperatura de
alrededor de 12 C para proporcionar la energía necesaria. La reacción es óptima entre 25 C y
50 C. Es necesario evitar la condensación de agua en el óxido de hierro para no disminuir la
superficie efectiva del óxido. El óxido de hierro se puede regenerar con oxígeno (9):
2 3 2 2 32 3 2 6Fe S O Fe O S (9)
Esta reacción es exotérmica liberando una gran cantidad de calor durante la regeneración. Este
hecho puede provocar la autoignición de las virutas de madera si la temperatura y el caudal de aire no son controlados adecuadamente.
Normalmente se emplean dos lechos de adsorción, de manera que mientras que uno está
eliminando el sulfuro de hidrógeno del biogás; el otro está regenerándose. El azufre elemental
formado en la regeneración permanece en el óxido de hierro o hidróxido de hierro
disminuyendo la superficie efectiva de los adsorbentes.
4.1.2. ABSORCIÓN CON LÍQUIDOS
La absorción del H2S en soluciones puede ser física o química. La absorción física comprende la
disolución del contaminante en la solución, mientras que la absorción química comprende la
disolución anterior seguida de una reacción química entre el contaminante y el solvente.
Normalmente se utiliza como solventes el agua o soluciones orgánicas. El lavado con agua es
una técnica robusta aunque aparecen problemas por la generación de microorganismos. Una
solución es emplear soluciones aditivadas por compuestos químicos, mejorando el proceso de
absorción y disminuyendo el consumo de agua y energía al reducir el bombeo, como:
Solución acuosa de NaOH
El NaOH reacciona con el sulfuro de hidrógeno para dar Na2S o NaHS como precipitados. Las sales de sodio formadas no pueden ser regeneradas y tienen que ser eliminadas.

31
Solución acuosa de FeCl2
Este proceso se basa en la formación de FeS insoluble, por lo que tiene que ser eliminado.
Solución acuosa de Fe(OH)3
El hidróxido de hierro reacciona con el sulfuro de hidrógeno formando Fe2S3. La
regeneración se hace con oxígeno o aire.
4.1.3. SEPARACIÓN CON MEMBRANAS
El H2S puede ser eliminado haciendo pasar al biogás por una membrana semipermeable. El H2S (y el CO2) pueden atravesarla pero el CH4 no.
Además, se pueden utilizar membranas de absorción gas-líquido, las cuales consisten en una
membrana hidrófoba microporosa que separa el gas de la fase líquida. Las moléculas de la
corriente gaseosa, que fluyen en una dirección, se difunden a través de la membrana y son absorbidas en el otro lado de la membrana por el líquido, que fluye en contracorriente.
A una temperatura de 25-35 C la concentración de H2S podría reducirse del 2% a menos de
250 ppm produciendo de este modo una eficiencia de más del 98%. Como líquido absorbente
se utiliza NaOH.
4.1.4. BIOFILTROS
Los biofiltros consisten en lechos bacterianos capaces de oxidar el H2S. Antes de entrar en el
lecho relleno con portadores de plástico hay que añadir entre un 4% y un 6% de aire para el
biogás. El H2S se absorbe en la fase líquida, que se suele componer de biogás condensado o del
efluente de separación de lodos en las EDAR. Después de la absorción, el H2S se oxida por las
bacterias, que crecen en el lecho. A una temperatura de aproximadamente 35 C el H2S se
convierte biológicamente a azufre, quedando retenido en el líquido del filtro.
El empleo de este método está aumentando debido a que es más barato que la limpieza
química. Además, es capaz de eliminar el amoníaco del biogás. Con la adición de aire a los
biofiltros, el contenido de H2S se puede disminuir de 2000-3000 ppm a 50-100 ppm. En otros
experimentos el contenido de H2S se ha reducido de 800 a 10 ppm.
4.1.5. ADSORCIÓN EN CARBÓN ACTIVO
El sulfuro de hidrógeno puede ser eliminado con carbón activo, el cual suele ser impregnado con KI o H2SO4 para aumentar la selectividad al sulfuro.
Antes de entrar en el lecho hay que añadir entre un 4% y un 6% de aire para el biogás,
encargado de convertir el H2S en azufre elemental (10). El carbón activo es quien retiene el azufre elemental formado.

32
2 2 22 2 2H S O S H O (10)
A temperaturas de 50-70 C y presiones de 700-800 kPa los rendimientos obtenidos son
mayores. Estas temperaturas se consiguen fácilmente con el calor generado en la compresión.
Para operar en continuo, lo habitual es disponer de dos lechos, de forma que mientras que
uno está realizando la adsorción; el otro está regenerándose con nitrógeno caliente o vapor.
En la regeneración el azufre es vaporizado, enfriado y licuado a aproximadamente 130 C.
Típicamente, se suele reemplazar el carbón activo en vez de regenerarlo.
En la Tabla 5 se resumen las características de los métodos descritos para eliminación de H2S:
Método Ventajas Desventajas
Adsorción en
óxidos de hierro
o hidróxidos de
hierro
-Rendimiento elevado >99%
-Bajo coste de inversión
-Simple
-Sensible al agua
-Coste de operación alto
-Regeneración exotérmica -Disminución de la eficiencia en cada ciclo
Absorción en
agua
-H2S < 15 ppm
-Barato cuando el agua está
disponible
-Coste de operación alto: altas presiones y
bajas temperaturas
-Técnica difícil -Posible obstrucción de la columna
Absorción en
NaOH/FeCl3
-Bajo requerimiento de electricidad
-Menos bombeo (en comparación
con absorción en H2O) -Bajas pérdidas de CH4
-Costes de inversión y operación elevados
-Técnica más difícil
-No posibilidad de regeneración
Absorción en
Fe(OH)3
-Rendimiento elevado 95-100%
-Coste de operación bajo
-Volúmenes requeridos menores
-Regeneración posible
-Bajas pérdidas de CH4
-Técnica difícil
-Regeneración mediante oxigenación
Membranas -Rendimiento posible > 98% -Altos costes de operación y
mantenimiento -Técnica compleja
Biofiltros -Rendimiento posible >97%
-Coste de operación bajo
-Tratamiento extra para mantener calidad
de las tuberías
-Presencia de O2/N2 implica dificultad y etapas adicionales de mejora
Adsorción en
carbón activo
(impregnado con
1-5% de KI)
-Alto rendimiento (H2S<3 ppm)
-Bajas temperaturas de operación
-Técnica compacta
-Alta capacidad de carga
-Altos costes de inversión y operación
-Pérdidas de CH4
-Necesidad de H2O y O2 para eliminar H2S
-H2O puede ocupar los centros activos
-Regeneración a 450 C
-Residuo presente hasta 850 C Tabla 5. Ventajas y desventajas de las técnicas de eliminación de H2S. Fuente: [27]

33
4.2. DISMINUCIÓN DEL CONTENIDO EN HUMEDAD
El biogás suele estar saturado en vapor de agua y la cantidad de agua absoluta depende de la
temperatura. Así, a 35 C el contenido en agua suele ser de aproximadamente un 5%. Cuanto
menor sea la temperatura, menor será el contenido en agua del biogás.
Es necesario eliminar la humedad para no disminuir la eficacia de los adsorbentes como la
sílica gel o el carbón activo y para prevenir la corrosión en tuberías, compresores y otras partes del sistema.
Los métodos empleados se basan en el secado físico o químico.
4.2.1. MÉTODOS DE SECADO FÍSICO (CONDENSACIÓN)
La manera más sencilla de eliminar el exceso de humedad es mediante condensación. Con este
método sólo se puede bajar la temperatura hasta 0,5 C por problemas de congelación de las
superficies del intercambiador de calor. Para conseguir bajar el punto de rocío, el biogás tiene
que ser comprimido antes de ser enfriado y luego expandido hasta la presión deseada. Cuanto más se quiera disminuir el punto de rocío, mayor es la presión que debe ser aplicada.
Los equipos empleados para separar el agua condensada son:
Desnebulizadores
Las partículas de líquido son eliminadas con mallas alámbricas (constituidas por poros de
0,5-2 nm). A presión atmosférica se puede conseguir un punto de rocío de 2-20 C.
Separadores ciclónicos
Las gotas de agua son separadas usando la fuerza centrífuga.
Trampas de humedad
En ellas tiene lugar una expansión y consecuentemente un descenso de la temperatura,
provocando la condensación del agua.
Grifos de agua en la tubería de biogás
El agua que condensa en las tuberías puede ser eliminada mediante el uso de estos grifos.
4.2.2. MÉTODOS DE SECADO QUÍMICO (ADSORCIÓN O ABSORCIÓN)
Estos métodos se suelen llevar a cabo a elevadas presiones puesto que a presión atmosférica la eliminación de agua es mínima.
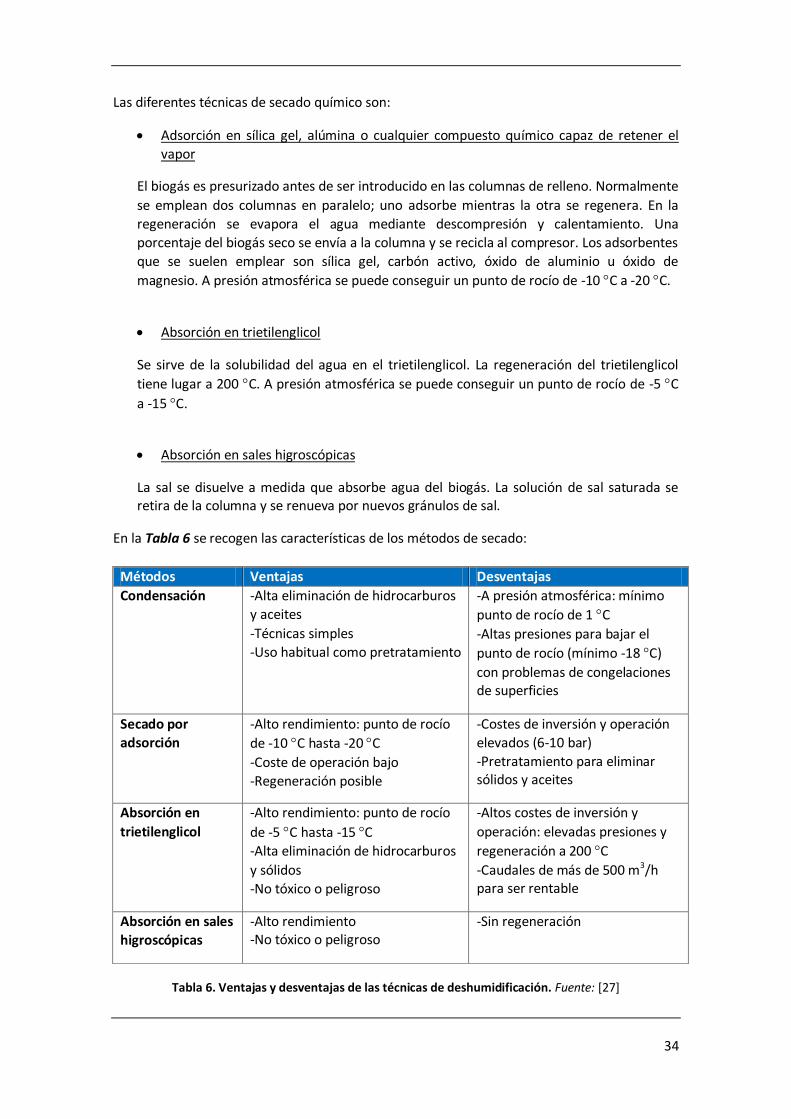
34
Las diferentes técnicas de secado químico son:
Adsorción en sílica gel, alúmina o cualquier compuesto químico capaz de retener el
vapor
El biogás es presurizado antes de ser introducido en las columnas de relleno. Normalmente
se emplean dos columnas en paralelo; uno adsorbe mientras la otra se regenera. En la
regeneración se evapora el agua mediante descompresión y calentamiento. Una
porcentaje del biogás seco se envía a la columna y se recicla al compresor. Los adsorbentes
que se suelen emplear son sílica gel, carbón activo, óxido de aluminio u óxido de
magnesio. A presión atmosférica se puede conseguir un punto de rocío de -10 C a -20 C.
Absorción en trietilenglicol
Se sirve de la solubilidad del agua en el trietilenglicol. La regeneración del trietilenglicol
tiene lugar a 200 C. A presión atmosférica se puede conseguir un punto de rocío de -5 C
a -15 C.
Absorción en sales higroscópicas
La sal se disuelve a medida que absorbe agua del biogás. La solución de sal saturada se retira de la columna y se renueva por nuevos gránulos de sal.
En la Tabla 6 se recogen las características de los métodos de secado:
Métodos Ventajas Desventajas
Condensación -Alta eliminación de hidrocarburos
y aceites
-Técnicas simples
-Uso habitual como pretratamiento
-A presión atmosférica: mínimo
punto de rocío de 1 C
-Altas presiones para bajar el
punto de rocío (mínimo -18 C)
con problemas de congelaciones de superficies
Secado por
adsorción
-Alto rendimiento: punto de rocío
de -10 C hasta -20 C
-Coste de operación bajo
-Regeneración posible
-Costes de inversión y operación
elevados (6-10 bar)
-Pretratamiento para eliminar sólidos y aceites
Absorción en
trietilenglicol
-Alto rendimiento: punto de rocío
de -5 C hasta -15 C
-Alta eliminación de hidrocarburos
y sólidos
-No tóxico o peligroso
-Altos costes de inversión y
operación: elevadas presiones y
regeneración a 200 C
-Caudales de más de 500 m3/h para ser rentable
Absorción en sales
higroscópicas
-Alto rendimiento -No tóxico o peligroso
-Sin regeneración
Tabla 6. Ventajas y desventajas de las técnicas de deshumidificación. Fuente: [27]

35
4.3. ELIMINACIÓN DE SILOXANOS
Los siloxanos son compuestos orgánicos de silicio utilizados típicamente en productos
farmacéuticos, cosméticos o detergentes compartiendo propiedades como alta
compresibilidad, baja inflamabilidad, baja tensión superficial, alta estabilidad térmica, baja toxicidad y biodegradabilidad.
La eliminación de los siloxanos es necesaria puesto que estos compuestos pueden llevar a la
formación y deposición de microcristales de sílice pudiendo dañar y obstruir los componentes del sistema como intercambiadores de calor, catalizadores y sensores.
Existen diversos métodos de eliminación de siloxanos que se describen en los puntos
siguientes.
4.3.1. ABSORCIÓN EN SOLVENTES ORGÁNICOS
Los siloxanos pueden ser eliminados con solventes orgánicos de largas cadenas de carbono en
torres de pulverización o en columnas de relleno [29]. Aunque una eliminación completa no es
posible puesto que los siloxanos son muy volátiles y se eliminan del solvente a altas velocidades del flujo de biogás.
Este problema no aparece cuando los siloxanos son absorbidos químicamente ya que se
convierten en compuestos de baja volatilidad.
4.3.2. ABSORCIÓN EN ÁCIDOS FUERTES
Con una solución de ácido sulfúrico al 48% y una solución de ácido nítrico al 65% a una
temperatura de 60 C, se consigue un rendimiento de más del 95%. Sin embargo,
experimentos han demostrado que una solución de ácido fosfórico al 85% a 60 C no resulta efectiva en la eliminación de siloxanos.
El empleo práctico de este método tiene que estudiarse con cuidado por el riesgo para la salud
y medio ambiente y, por su potencial corrosivo.
4.3.3. ADSORCIÓN EN SÍLICA GEL O CARBÓN ACTIVO
La sílica gel y el carbón activo no muestran concentración de saturación inicial en el efluente.
La regeneración térmica se hace aproximadamente a 250 C. La sílica gel da excelentes
resultados en la regeneración (de más del 95%) mientras que los resultados para el carbón activo son menos eficientes.
La humedad juega un papel importante en la eliminación de siloxanos con este tipo de
adsorbentes, ya que un mayor contenido en humedad disminuye la eficacia del proceso, siendo necesaria una etapa de deshumidificación anterior a la eliminación de siloxanos.

36
Los lechos de sílica gel pueden funcionar a alta presión, logrando al mismo tiempo un secado
del biogás muy eficaz y una eliminación cuantitativa de siloxanos. Los experimentos con sílica
gel muestran que su capacidad de eliminación es mayor que la del carbón activo. A gran
escala, la sílica gel podría ser un mejor adsorbente y económicamente más interesante para eliminar siloxanos, pero se necesita más investigación para suscribir este hecho.
Actualmente, la adsorción de siloxanos con carbón activo es la única técnica empleada
comercialmente.
4.3.4. SEPARACIÓN CRIOGÉNICA
La separación de siloxanos criogénicamente es otra posibilidad. Se han conseguido
rendimientos de un 25,9% al enfriar hasta -25C y de un 99,3% al congelar hasta -70 C [30].
En la Tabla 7 se muestran las principales características de los métodos de eliminación de
siloxanos:
Métodos Ventajas Desventajas
Absorción en solventes orgánicos
-Rendimiento elevado 97% -Eliminación completa no es posible
Absorción en ácidos fuertes
-Rendimiento elevado >95% -Corrosión -Problemas medioambientales -Compuestos químicos peligrosos
Absorción en sílica gel
-Rendimiento elevado > 95% -Mayor capacidad de eliminación frente al carbón activo -Regeneración (Desorción del 95% a 250 C)
-Necesidad de elevadas presiones -Humedad disminuye la eficiencia
Absorción en carbón activo
-Rendimiento elevado 95% -Regeneración (Menor desorción que con sílica gel)
-Necesidad de elevadas presiones -Humedad disminuye la eficiencia
Separación criogénica
-Rendimiento elevado (99,3% a -70 C) -Eliminación de diferentes contaminantes
-Altos costes de inversión y operación: altas presiones y bajas temperaturas.
Tabla 7. Ventajas y desventajas de las técnicas de eliminación de siloxanos. Fuente: [27]

37
4.4. ELIMINACIÓN DE HALÓGENOS
Los halógenos deben ser eliminados por originar problemas de corrosión en las pilas.
La adsorción con carbón activo hace que las moléculas pequeñas como las del CH4, CO2, N2 y O2
puedan migrar a través de los poros del carbón mientras que las moléculas de mayor tamaño
como las de los halógenos queden retenidas en él. Normalmente, se emplean dos lechos de
carbón: uno para la eliminación y otro para la regeneración. La regeneración se hace haciendo
pasar una corriente de gas inerte a alta temperatura, de manera que los compuestos
adsorbidos son evaporados y removidos.
4.5. ELIMINACIÓN DE PARTÍCULAS SÓLIDAS
Resulta necesario eliminar partículas sólidas tanto antes de entrar al tren de acondicionamiento de biogás como al final de éste.
A la entrada es necesario para eliminar partículas sólidas que puedan disminuir la eficiencia de
los equipos de purificación del biogás y al final para eliminar posibles partículas que se hayan
ido arrastrando de las diferentes etapas, como son los restos de material adsorbente, y que puedan dañar los componentes de la pila de combustible.
Las partículas se pueden eliminar haciendo pasar la corriente de biogás a través de una malla
de acero inoxidable. Este método requiere un gran mantenimiento debido a la frecuente
obstrucción de la malla. Alternativamente, se pueden utilizar ciclones, capaces de eliminar
partículas de hasta 15 micras (o incluso 5 micras en un ciclón de alta eficiencia), mientras que las mallas filtrantes son eficaces hasta 2 µm. [31].
Otro método (utilizado en Austria por Entec Environment Technology Umwelttechnik GmbH)
consiste en pasar el biogás crudo, a través de un filtro de grava o cerámica. Esta técnica
elimina tanto las partículas (de hasta 150 µm) como las gotitas de agua de la corriente gaseosa.
38
5. RESIDUOS GENERADOS EN LA ETAPA DE
ACONDICIONAMIENTO DEL BIOGÁS
Resulta verdaderamente gratificante, desde el punto de vista energético y tecnológico,
producir energía a partir del biogás que producen los residuos sólidos urbanos. Sin embargo,
las técnicas empleadas para adecuar las propiedades del biogás a su uso en pilas de combustible genera otra serie de residuos que deben ser gestionados correctamente.
En este apartado se nombraran los principales residuos generados, así como los posibles
métodos de tratamiento de éstos de manera general [31].
5.1. CORRIENTES GASEOSAS RESIDUALES
Las corrientes gaseosas residuales representan el mayor residuo, pudiendo llegar a las 5000 t/año de CO2 o 1000 m3/hora de N2 por cada 1000 m3/h de biogás procesado.
Puesto que las corrientes gaseosas residuales contienen algo de metano, aproximadamente
entre un 5% y un 10% en volumen, el tratamiento habitual es quemarlo mezclado con una proporción adecuada de biogás crudo.
Sin embargo, las primeras plantas, especialmente las que generaban gas natural sintético con
altas especificaciones (metano en aproximadamente un 98% en volumen), emitían las
corrientes gaseosas residuales a la atmósfera directamente.
5.2. CONDENSADOS ACUOSOS RESIDUALES
Los condensados acuosos surgen en diferentes proporciones, pero habitualmente en menores
que las corrientes gaseosas. Históricamente, la solución eran enviarlas directamente de nuevo al vertedero.
Los condensados contaminados con solventes del proceso deben ser tratados o eliminados
adecuadamente. La generación de estas corrientes es poco probable que sea mayor a unas
pocas toneladas al año, ya que los procesos se diseñan para minimizar las pérdidas en
solventes costosos.
El azufre eliminado no debe ser enviado de nuevo al vertedero, ya que volvería a entrar de
nuevo en el sistema de acondicionamiento del biogás. Lo mejor sería tratar los condensados
adecuadamente o eliminarlos químicamente o por incineración.
5.3. RESIDUOS SÓLIDOS
Los residuos sólidos estarán compuestos por diversos materiales y dependerán del proceso de
limpieza elegido. Los residuos que surgen como parte de las etapas de regeneración del proceso suelen ser eliminados a través de su incineración a altas temperaturas.

39
Otros residuos sólidos podrían ser:
- Óxidos gastados de las unidades de desulfuración. Pueden llegar a las 5-10 t/año y
pueden ser regenerados.
- Mallas y rellenos de los filtros.
- Otros consumibles de mantenimiento.

40

41
P ART E 2 : ME MORIA D E S C RIP T IVA

42
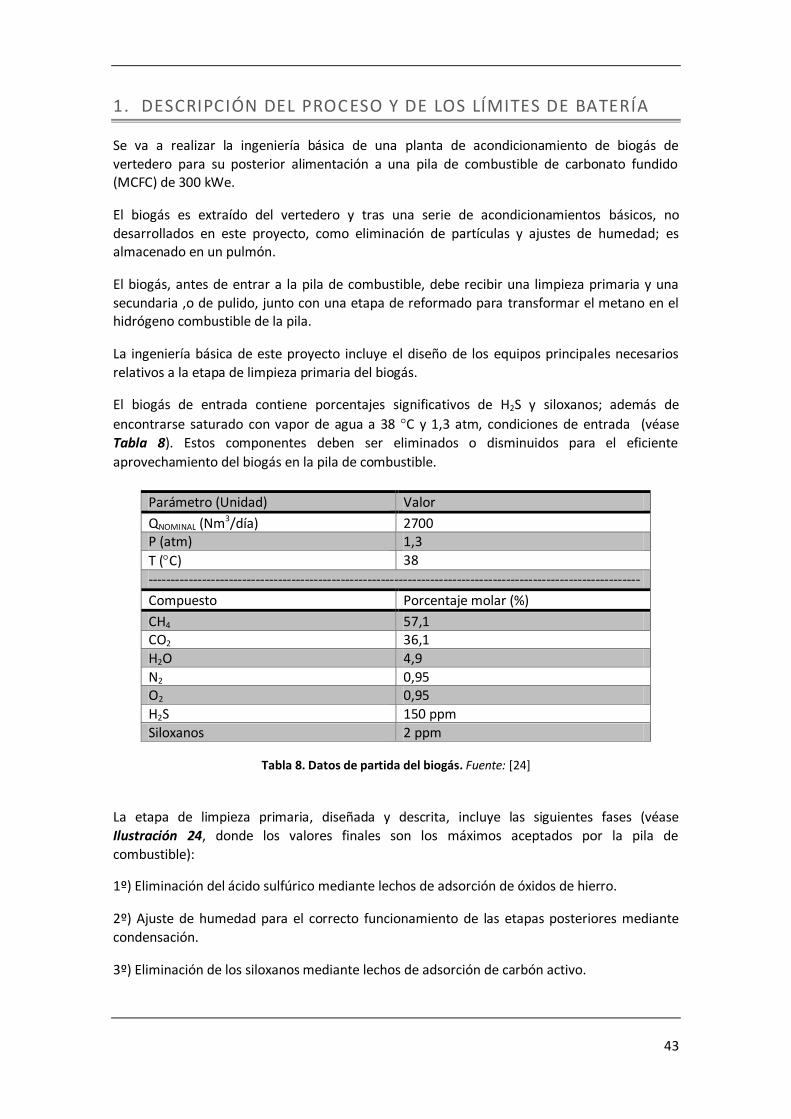
43
1. DESCRIPCIÓN DEL PROCESO Y DE LOS LÍMITES DE BATERÍA
Se va a realizar la ingeniería básica de una planta de acondicionamiento de biogás de
vertedero para su posterior alimentación a una pila de combustible de carbonato fundido (MCFC) de 300 kWe.
El biogás es extraído del vertedero y tras una serie de acondicionamientos básicos, no
desarrollados en este proyecto, como eliminación de partículas y ajustes de humedad; es almacenado en un pulmón.
El biogás, antes de entrar a la pila de combustible, debe recibir una limpieza primaria y una
secundaria ,o de pulido, junto con una etapa de reformado para transformar el metano en el hidrógeno combustible de la pila.
La ingeniería básica de este proyecto incluye el diseño de los equipos principales necesarios
relativos a la etapa de limpieza primaria del biogás.
El biogás de entrada contiene porcentajes significativos de H2S y siloxanos; además de
encontrarse saturado con vapor de agua a 38 C y 1,3 atm, condiciones de entrada (véase
Tabla 8). Estos componentes deben ser eliminados o disminuidos para el eficiente
aprovechamiento del biogás en la pila de combustible.
Parámetro (Unidad) Valor
QNOMINAL (Nm3/día) 2700 P (atm) 1,3
T (C) 38
--------------------------------------------------------------------------------------------------------------
Compuesto Porcentaje molar (%)
CH4 57,1 CO2 36,1
H2O 4,9
N2 0,95 O2 0,95
H2S 150 ppm
Siloxanos 2 ppm
Tabla 8. Datos de partida del biogás. Fuente: [24]
La etapa de limpieza primaria, diseñada y descrita, incluye las siguientes fases (véase
Ilustración 24, donde los valores finales son los máximos aceptados por la pila de
combustible):
1º) Eliminación del ácido sulfúrico mediante lechos de adsorción de óxidos de hierro.
2º) Ajuste de humedad para el correcto funcionamiento de las etapas posteriores mediante
condensación.
3º) Eliminación de los siloxanos mediante lechos de adsorción de carbón activo.

44
Ilustración 24. Esquema del proceso de limpieza primaria.
Los métodos citados han sido elegidos en base a las ventajas y desventajas (representadas en
la Tabla 5, en la Tabla 6 y en la Tabla 7) que presentan cada uno para cada tipo de tratamiento
así como por el hecho de ser los métodos con mayor índice de datos disponibles en la
bibliografía [24] para poder llevar a cabo el diseño.
Eliminación de H2S
•Lechos de adsorción de óxidos de hierro
•150 ppm 0,1 ppm
Ajuste del contenido en humedad
•Condensación del vapor de agua
•100% HR 25% HR
Eliminación de siloxanos
•Lechos de adsorción de carbón activo
•2 ppm <0,1 ppm
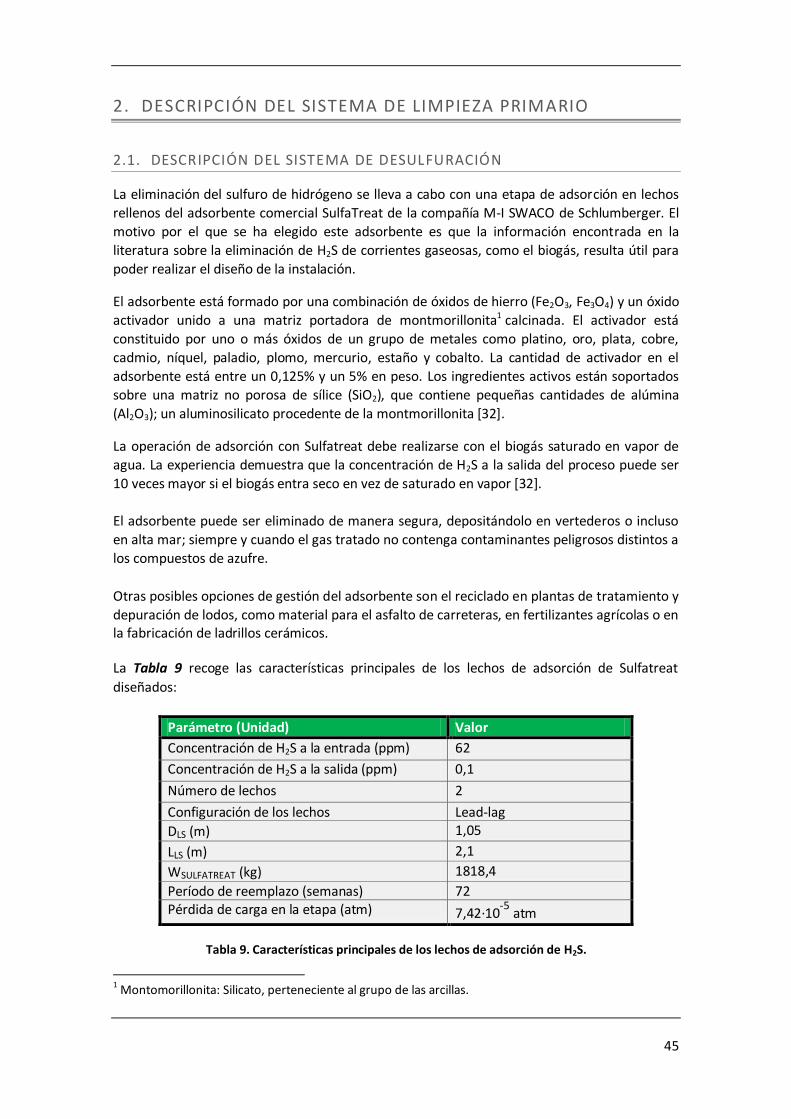
45
2. DESCRIPCIÓN DEL SISTEMA DE LIMPIEZA PRIMARIO
2.1. DESCRIPCIÓN DEL SISTEMA DE DESULFURACIÓN
La eliminación del sulfuro de hidrógeno se lleva a cabo con una etapa de adsorción en lechos
rellenos del adsorbente comercial SulfaTreat de la compañía M-I SWACO de Schlumberger. El
motivo por el que se ha elegido este adsorbente es que la información encontrada en la
literatura sobre la eliminación de H2S de corrientes gaseosas, como el biogás, resulta útil para
poder realizar el diseño de la instalación.
El adsorbente está formado por una combinación de óxidos de hierro (Fe2O3, Fe3O4) y un óxido
activador unido a una matriz portadora de montmorillonita1 calcinada. El activador está
constituido por uno o más óxidos de un grupo de metales como platino, oro, plata, cobre,
cadmio, níquel, paladio, plomo, mercurio, estaño y cobalto. La cantidad de activador en el
adsorbente está entre un 0,125% y un 5% en peso. Los ingredientes activos están soportados
sobre una matriz no porosa de sílice (SiO2), que contiene pequeñas cantidades de alúmina
(Al2O3); un aluminosilicato procedente de la montmorillonita [32].
La operación de adsorción con Sulfatreat debe realizarse con el biogás saturado en vapor de
agua. La experiencia demuestra que la concentración de H2S a la salida del proceso puede ser
10 veces mayor si el biogás entra seco en vez de saturado en vapor [32].
El adsorbente puede ser eliminado de manera segura, depositándolo en vertederos o incluso
en alta mar; siempre y cuando el gas tratado no contenga contaminantes peligrosos distintos a
los compuestos de azufre.
Otras posibles opciones de gestión del adsorbente son el reciclado en plantas de tratamiento y
depuración de lodos, como material para el asfalto de carreteras, en fertilizantes agrícolas o en la fabricación de ladrillos cerámicos.
La Tabla 9 recoge las características principales de los lechos de adsorción de Sulfatreat
diseñados:
Parámetro (Unidad) Valor
Concentración de H2S a la entrada (ppm) 62
Concentración de H2S a la salida (ppm) 0,1
Número de lechos 2
Configuración de los lechos Lead-lag
DLS (m) 1,05
LLS (m) 2,1
WSULFATREAT (kg) 1818,4
Período de reemplazo (semanas) 72 Pérdida de carga en la etapa (atm) 7,42·10
-5 atm
Tabla 9. Características principales de los lechos de adsorción de H2S.
1 Montomorillonita: Silicato, perteneciente al grupo de las arcillas.

46
En la Ilustración 25 se muestra un esquema del lecho de adsorción de Sulfatreat:
Ilustración 25. Esquema del lecho de adsorción de Sulfatreat. Fuente: [33]
La técnica elegida para la desulfuración consiste en un sistema lead-lag con dos lechos de
relleno en serie (véase Ilustración 26). En esta configuración la corriente de biogás se
introduce en la columna A (o columna lead inicialmente) encargada de adsorber el H2S. Una
vez que la corriente ha pasado por la columna A, puede pasar a la columna B (o columna lag
inicialmente) que actúa como una pulidora, o pasar directamente a la salida mediante un by-
pass. Cuando la columna A alcanza la concentración de ruptura, el flujo es intercambiado para
hacer de la columna B la columna lead mientras que se reemplaza el adsorbente de la columna
A, ahora columna lag.
La configuración lead-lag tiene dos beneficios como son la operación en continuo sin
interrupción del flujo de gas y una mejora de la eficiencia del proceso de hasta un 20% [33].
Ilustración 26. Esquema Lead-Lag de la etapa de desulfuración. Fuente: [33]

47
2.2. DESCRIPCIÓN DEL SISTEMA DE DESHUMIDIFICACIÓN
El biogás procedente de la etapa de desulfurización debe ser deshumidificado antes de entrar
en los lechos de adsorción de siloxanos.
La humedad relativa, HR, superior al 40% puede disminuir considerablemente la capacidad de
adsorción del carbón activo. Otros adsorbentes, como las zeolitas o la sílica gel, requieren que el biogás esté casi seco, con una humedad relativa menor del 10% [24].
En el sistema de deshumidificación elegido la humedad relativa se disminuye hasta un valor de
un 25%, insignificante en la capacidad de adsorción del carbón activo [24], mediante condensación del vapor de agua.
El sistema está formado por dos intercambiadores de calor de placas (I1 e I2) y un chiller,
dispuestos como se muestran en la Ilustración 27, donde se muestran las temperaturas de
todas las corrientes, aunque sólo los valores recuadrados son conocidos a priori:
Ilustración 27. Esquema de la etapa deshumidificación.
Un chiller es una máquina frigorífica cuya función es enfriar un líquido, generalmente agua o
una solución acuosa, para refrigerar con éste procesos industriales. El calor cedido en el
proceso es absorbido por el agua enfriada en el chiller a una temperatura menor de la que

48
debe quedar el proceso. Al absorber calor, el agua aumenta su temperatura y es devuelta entonces al chiller para ser enfriada y reenviada de nuevo al proceso [34].
Cuando es necesario enfriar el agua a temperaturas cercanas o inferiores a 0C (hasta 4 C en
este caso), se añaden anticongelantes como puede ser el etilenglicol para disminuir la
temperatura de congelación de la solución (véase Ilustración 28). La proporción de la mezcla
depende de la temperatura hasta la que se necesite llegar.
Ilustración 28. Temperatura de congelación de la solución agua-etilenglicol. Fuente: [35]
Un chiller está compuesto principalmente por un evaporador, un compresor, un condensador
y una válvula de expansión (véase Ilustración 29); además de una bomba de impulsión de agua
al proceso, un sistema electrónico de control, un depósito de agua, etc.
Evaporador
En este componente es donde se enfría el agua que se envía al proceso gracias a la acción
de un refrigerante, el cual se evapora al absorber el calor del proceso.
Compresor
Se encarga de succionar y comprimir el refrigerante aumentando su presión y temperatura
hasta un punto que pueda ser condensado por aire o agua. Los compresores pueden ser de
varios tipos como reciprocantes, scroll, herméticos, semiherméticos, tornillo o centrífugos.
Condensador
Su función es disipar el calor del proceso recogido en el evaporador más el generado por el
compresor condensando el refrigerante para poder ser enviado nuevamente al evaporador.
Los condensadores pueden ser enfriados por aire o agua.

49
Válvula de expansión
Se encarga de reducir la presión del refrigerante así como controlar el suministro adecuado
de éste al evaporador.
Ilustración 29. Esquema del funcionamiento de un chiller. Fuente: [34]
Debido a la gran cantidad de componentes internos que conforman un chiller y a su venta
como conjunto en la actualidad, se ha optado por seleccionar del mercado el modelo que mejor se adapte a las condiciones del proceso.
Las principales propiedades del chiller seleccionado se muestran en la Tabla 10 y en la
Ilustración 30:
Parámetro (Unidad) Valor
Potencia frigorífica (kW) 3,33
Caudal de solución (kg/s) 0,154
Temperatura de entrada solución (C) 1
Temperatura de salida solución (C) -5
Porcentaje de etilenglicol (%) 30
Temperatura ambiente exterior (C) 30
Modelo YLCA 5
Marca York (Compañía de Johnson Controls)
Tabla 10. Características del chiller seleccionado.

50
Ilustración 30. Esquema y dimensiones del chiller seleccionado.
Las principales magnitudes referentes al Intercambiador de calor 1 y 2 se muestran en la Tabla
11 y en la Tabla 12, así como sus respectivos esquemas en la Ilustración 31 y en la Ilustración
32:
Intercambiador 1
Biogás-Biogás
Biogás caliente
a la entrada
Biogás caliente
a la salida
Biogás frío a
la entrada
Biogás frío a
la salida
Caudal gas (kg/s) 0,04 0,0397 0,04 0,04
Caudal líquido (kg/s) 0 0,0003 0 0
T (C) 38 29,3 4 25
Potencia intercambiada (kW) 1,1
Coeficiente global de transferencia de calor (W/m2K) 137,4
Área de transferencia efectiva (m2) 0,5
Pérdida de carga (atm) [Lado caliente/Lado frío] 0,036/0,034
Coste ($) 739
Tabla 11. Características del Intercambiador de placas 1: Biogás-Biogás.

51
Ilustración 31. Esquema y dimensiones del Intercambiador de placas 1: Biogás-Biogás.
Intercambiador 2
Biogás-Etilenglicol
Biogás caliente
a la entrada
Biogás caliente
a la salida
Etilenglicol a
la entrada
Etilenglicol a
la salida
Caudal gas (kg/s) 0,0397 0,0388 0 0
Caudal líquido (kg/s) 0,0003 0,0012 0,154 0,154
T (C) 29,3 4 -5 1,16
Potencia intercambiada (kW) 3,5
Coeficiente global de transferencia de calor (W/m2K) 451,8
Área de transferencia efectiva (m2) 0,6
Pérdida de carga (atm) [Lado caliente/Lado frío] 0,096/0,003
Coste ($) 805
Tabla 12. Características del Intercambiador de placas 2: Biogás-Etilenglicol.

52
Ilustración 32. Esquema y dimensiones del Intercambiador de placas 2: Biogás-Etilenglicol.
2.2.1. PURGA DE CONDENSADOS
La condensación de agua tanto en el Intercambiador 1 como en el Intercambiador 2, crea la
necesidad de instalar un sistema que se encargue de eliminar el agua condensada de la corriente de biogás enviada a la siguiente etapa de acondicionamiento.
Puesto que el caudal de condensado en el Intercambiador 1 es mínimo, éste se arrastra hasta el Intercambiador 2, donde el condensado total se elimina a la salida del mismo.
Los purgadores de condensados son los equipos encargados de llevar a cabo esta misión y pueden clasificarse en tres tipos [36]:

53
Purgadores termostáticos
Su funcionamiento se basa en los cambios de temperatura del fluido. La temperatura del
vapor saturado está establecida por su presión. En el proceso, donde se produce el
intercambio, el vapor cede su entalpía de vaporización produciendo condensado a la
temperatura de vapor. Cualquier pérdida de calor posterior produce una disminución de la
temperatura del condensado. Un purgador termostático capta la temperatura y posiciona
la válvula en relación al asiento para descargar el condensado. En este grupo se distinguen los purgadores de expansión líquida, de presión equilibrada y bimetálicos.
Purgadores termodinámicos
Su funcionamiento se basa en cambios en la dinámica del fluido, es decir, el condensado
caliente, descargado a presión, puede revaporizarse para dar una mezcla de agua y vapor. En este grupo se incluyen los purgadores de disco, de impulso y laberinto y la placa orificio.
Purgadores mecánicos
Su funcionamiento se basa en los cambios de densidades del fluido. Se distinguen en
purgadores de flotador o de cubeta invertida. En los de boya cerrada ésta sube en
presencia de condensado para abrir la válvula de descarga, mientras que en los de cubeta
invertida ésta flota cuando el condensado alcanza el purgador cerrando la válvula de descarga.
Según recomendación de diversos fabricantes el purgador más apropiados para esta instalación es el purgador mecánico.
En la Ilustración 33 se muestra un esquema del purgador mecánico seleccionado de la
compañía Gestra:
Ilustración 33. Esquema del purgador seleccionado de la compañía Gestra.

54
Las características principales del purgador se muestran en la Tabla 13:
Parámetro (Unidad) Descripción/Valor
Modelo UNA 14 AO4 DN15 Tipo Mecánico de flotador
Caudal de condensado (kg/h) 4,32
Presión diferencial (bar) 0,168 Diámetro nominal (mm) 15
Tabla 13. Propiedades del purgador mécanico de Gestra.
Cuando se emplea un purgador para eliminar condensados de un conducto, es necesario
utilizar un pozo de goteo antes del purgador (véase Ilustración 34) para asegurar que todo el
condensado es recogido y no es arrastrado por el gas [37]. El pozo dimensionado tiene un
diámetro de 45,45 mm y una profundidad o altura de 100 mm.
Ilustración 34. Esquema del pozo de goteo y purgador de condensados en un conducto. Fuente: [37]
2.3. DESCRIPCIÓN DEL SISTEMA DE ELIMINACIÓN DE SILOXANOS
La eliminación de los siloxanos se lleva a cabo mediante su adsorción en lechos de carbón
activo Calgon BPL de la compañía Calgon Carbon por la disponibilidad de datos para el diseño.
Se emplean para ello dos lechos en configuración lead-lag, al igual que los lechos de Sulfatreat (véase página 45).
Las características principales del lecho son las que se muestran en la Tabla 14:

55
Parámetro (unidad) Valor
Concentración de siloxanos a la entrada (ppm) 2
Concentración de siloxanos a la salida (ppm) <1ppm
Número de lechos 2
Configuración de los lechos Lead-Lag
DLCA (m) 1
LLCA (m) 2,1
WCARBÓN-ACTIVO (kg) 700
Período de reemplazo (días) 122
Pérdida de carga en la etapa (atm) 19,28·10-5
Tabla 14. Características principales de los lechos de carbón activo.

56
3. DESCRIPCIÓN DEL SISTEMA DE TUBERÍAS, VALVULERÍA Y
TRANSPORTE DEL BIOGÁS
3.1. SISTEMA DE TUBERÍAS
El biogás debe ser conducido por un sistema de tuberías para su transporte de una etapa de acondicionamiento a otra.
Puesto que el biogás es una mezcla corrosiva las tuberías no pueden ser de acero al carbono. El
empleo de tuberías de acero inoxidable encarecería notablemente la instalación por lo que se
disponen de polietileno, resistente al biogás y sin problemas de deformación ya que la
temperatura más alta dada en la instalación es de 38 C.
Las tuberías de polietileno se caracterizan por su diámetro nominal, DN, (coincidente con el
exterior) y su espesor nominal, e. Ambos parámetros se relacionan por el SDR, Relación de
Dimensiones Normalizada:
DN
SDRe
(11)
En esta instalación, el biogás circula por una tubería serie SDR 11 de 50 mm de diámetro
nominal.
3.2. SISTEMA DE TRANSPORTE DEL BIOGÁS
Para que el biogás circule por todas las etapas a través de las tuberías y los equipos necesita ser accionado.
Los equipos encargados de ello se clasifican de manera general según el valor de la presión de
descarga en [38]:
Ventiladores
Los ventiladores proporcionan grandes caudales de gas a una presión ligeramente
superior a la de aspiración (de 12 a 150 centímetros de columnas de agua) descargando a un espacio abierto o a una tubería de gran diámetro.
Soplantes
Las soplantes son máquinas rotatorias de gran velocidad que pueden proporcionar presiones a la salida de hasta 2-4 bar.

57
Compresores
Los compresores son capaces de elevar la presión del gas a presiones superiores a los 2-4 bar.
En base a la clasificación anterior, en la instalación se necesita de una soplante, puesto que el
caudal de biogás es relativamente pequeño, a su vez el diámetro de las tuberías es también
pequeño (50 mm) y no se requieren presiones elevadas.
Los diferentes tipos de soplantes existentes en el mercado son:
Soplantes de desplazamiento positivo
Pueden suministrar caudales comprendidos entre 0,5 y 200 m3/min con razones de
compresión de hasta 4 bar. Trabajan a velocidades de giro moderadas (de 1000 a 5000
r.p.m.). Son aparatos de volumen constante con presión de descarga variable. El volumen
o caudal de descarga sólo puede variarse al modificar la velocidad de giro o recircular
parte del gas. La presión de descarga varía con la resistencia que exista en la presión de
salida. También son conocidas como soplantes de lóbulos rotativas (véase Ilustración 35).
Ilustración 35. Esquema de una soplante de desplazamiento positivo bilobular. Fuente: [39]
Soplantes de anillo líquido
Están formadas por un rodete de álabes curvados en la dirección de giro, que se mueve en
el interior de una carcasa elíptica parcialmente llena de líquido (generalmente agua).
El gas aspirado a la entrada es obligado durante el giro del rotor a reducir su volumen, a
medida que la cavidad en que se encuentra alojado es parcialmente ocupada por el anillo
de agua que genera la gran velocidad de giro del rotor. En ese estado comprimido, sale de
la cámara por una abertura similar a la de entrada.

58
Ilustración 36. Esquema de una soplante de anillo líquido. Fuente: [38]
Las soplantes de anillo líquido se utilizan frecuentemente como bombas de vacío pues
consiguen depresiones respecto a la presión atmosférica de hasta 680 mm Hg en una sola
etapa en la zona de aspiración. El líquido empleado sirve de cierre hidráulico y como
refrigerante para eliminar el calor producido en la compresión, por lo que debe renovarse
constantemente. Tienen el inconveniente de que con gases solubles en el líquido el caudal
suministrado disminuye, minorando la eficiencia.
Soplantes axiales
Están formadas por un eje horizontal sobre el que se montan varias coronas de álabes
(tantas como etapas tenga la soplante) entre las que se intercalan otras coronas de álabes
fijos a la carcasa (véase Ilustración 37) logrando razones de compresión de 1,2 a 1,5 bar
por etapa, con un máximo de 6 etapas por equipo. Por este motivo son denominadas
frecuentemente compresores axiales. Proporcionan caudales de gas muy grandes (de
hasta 105 m3/min) y su velocidad de giro oscila entre 500 y 15000 r.p.m.
Ilustración 37. Esquema de una soplante axial. Fuente: [38]
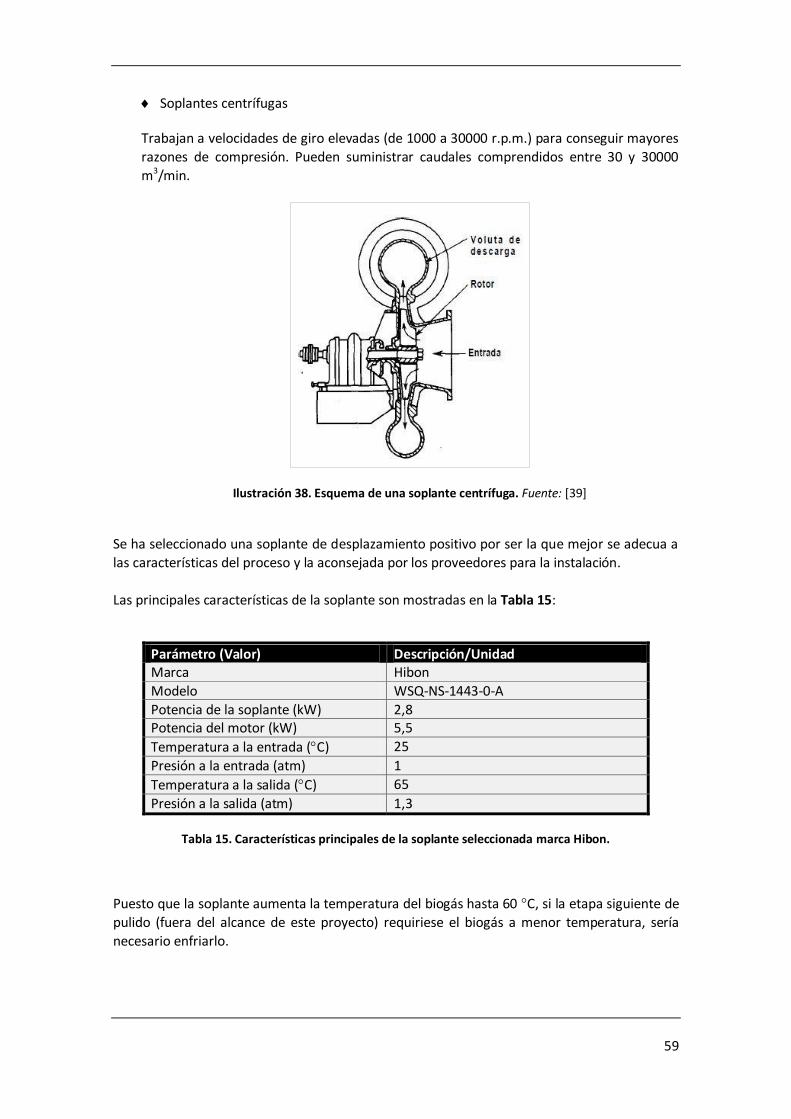
59
Soplantes centrífugas
Trabajan a velocidades de giro elevadas (de 1000 a 30000 r.p.m.) para conseguir mayores
razones de compresión. Pueden suministrar caudales comprendidos entre 30 y 30000
m3/min.
Ilustración 38. Esquema de una soplante centrífuga. Fuente: [39]
Se ha seleccionado una soplante de desplazamiento positivo por ser la que mejor se adecua a
las características del proceso y la aconsejada por los proveedores para la instalación.
Las principales características de la soplante son mostradas en la Tabla 15:
Parámetro (Valor) Descripción/Unidad Marca Hibon
Modelo WSQ-NS-1443-0-A
Potencia de la soplante (kW) 2,8 Potencia del motor (kW) 5,5
Temperatura a la entrada (C) 25
Presión a la entrada (atm) 1
Temperatura a la salida (C) 65
Presión a la salida (atm) 1,3
Tabla 15. Características principales de la soplante seleccionada marca Hibon.
Puesto que la soplante aumenta la temperatura del biogás hasta 60 C, si la etapa siguiente de
pulido (fuera del alcance de este proyecto) requiriese el biogás a menor temperatura, sería
necesario enfriarlo.

60
Ilustración 39. Soplante para biogás de Hibon.
3.3. SISTEMA DE VALVULERÍA
Las únicas válvulas necesarias en el proceso son válvulas de corte (todo o nada) y de seguridad. La regulación del caudal se realiza mediante la soplante como se detallará más adelante.
Las válvulas de corte empleadas son válvulas de bola (véase Ilustración 40) [40] [41], las cuales
en un cuarto de giro pasan de totalmente abierta a totalmente cerrada. Cuando están
totalmente abiertas, el canal de paso puede ser tan ancho como la tubería y la caída de
presión es mínima. La disposición de las válvulas se muestra en el diagrama de flujos.
Ilustración 40. Válvula de bola. Fuente: [42]
Las válvulas de seguridad (véase Ilustración 41) se emplean como protección contra
sobrepresiones en la instalación. Se disponen en los cuatro lechos de adsorción según se
muestra también en el diagrama de flujos.

61
Ilustración 41. Válvula de seguridad. Fuente: [43]

62
4. DESCRIPCIÓN DEL SISTEMA DE INSTRUMENTACIÓN Y
CONTROL
4.1. SISTEMA DE CONTROL
En la instalación solamente se disponen de un lazo de control (véase ANEXO B: P&ID):
Control del caudal de alimentación al proceso.
El diseño de los equipos se ha realizado teniendo en cuenta un caudal de alimentación
constante a cada una de las etapas. Para ello se ha dispuesto un caudalímetro a la entrada
de la soplante que mediante un lazo de control actúa sobre la velocidad de giro de la misma, de manera que se proporcione siempre el mismo caudal de biogás.
4.2. SISTEMA DE INSTRUMENTACIÓN
La instrumentación requerida en la instalación incluye medidores de caudal, temperatura, presión y diferencial de presión.
El medidor de caudal está ligado a un lazo de control como se explicó en el punto anterior. Los medidores de temperatura y presión son indicadores del funcionamiento del proceso.
Debido al carácter combustible del biogás, la instrumentación debe tener certificado ATEX.
La selección de la instrumentación se ha hecho en base a la información proporcionada por la
compañía de instrumentación Endress+Hauser [44], la cual establece como los medidores más
adecuados para biogás en general y las condiciones del proceso en particular los mostrados en
la Tabla 16:
Magnitud medida Tipo de instrumento Modelo comercial
Caudal Ultrasonidos Prosonic Flow B200
Temperatura Termorresistencia Omnigrad M TR10 Presión Sensor capacitivo Cerabar M PMC 51
Diferencia de presión Sensor de diafragma Deltabar M PMD 55
Tabla 16. Características de la instrumentación de proceso.
La instrumentación se muestran en el ANEXO B: P&ID.
En la Ilustración 42, en la Ilustración 43, en la Ilustración 44 y en la Ilustración 45 se muestran los modelos comerciales de la Tabla 16.

63
Ilustración 42. Caudalímetro de ultrasonidos de la compañía Endress+Hauser.
Ilustración 43. Termorresistencia de la compañía Endress+Hauser.

64
Ilustración 44. Sensor capacitivo de presión de la compañía Endress+Hauser.
Ilustración 45. Sensor de diagrafma de diferencial de presión de la compañía Endress+Hauser.

65
P ART E 3 : ME MORIA D E C ÁLC UL O

66
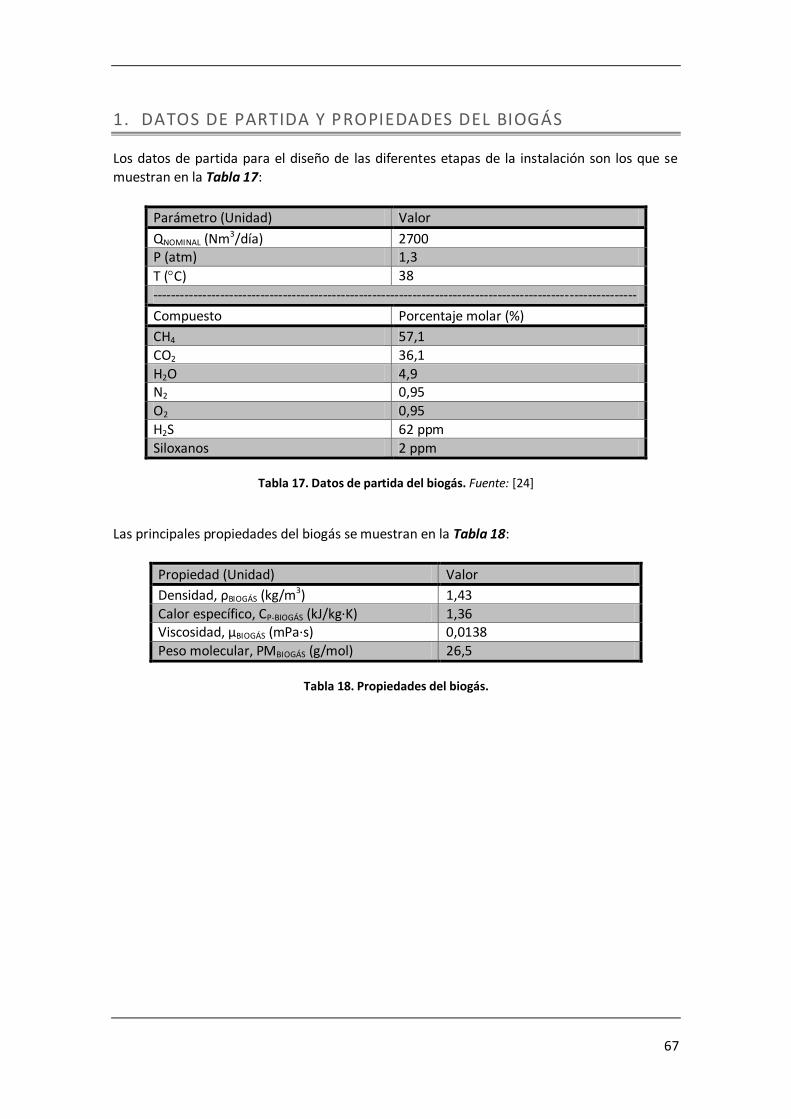
67
1. DATOS DE PARTIDA Y PROPIEDADES DEL BIOGÁS
Los datos de partida para el diseño de las diferentes etapas de la instalación son los que se
muestran en la Tabla 17:
Parámetro (Unidad) Valor
QNOMINAL (Nm3/día) 2700 P (atm) 1,3
T (C) 38
------------------------------------------------------------------------------------------------------------
Compuesto Porcentaje molar (%)
CH4 57,1
CO2 36,1
H2O 4,9 N2 0,95
O2 0,95
H2S 62 ppm
Siloxanos 2 ppm
Tabla 17. Datos de partida del biogás. Fuente: [24]
Las principales propiedades del biogás se muestran en la Tabla 18:
Propiedad (Unidad) Valor
Densidad, ρBIOGÁS (kg/m3) 1,43
Calor específico, CP-BIOGÁS (kJ/kg·K) 1,36 Viscosidad, µBIOGÁS (mPa·s) 0,0138
Peso molecular, PMBIOGÁS (g/mol) 26,5
Tabla 18. Propiedades del biogás.

68
2. DISEÑO DE LOS LECHOS DE ADSORCIÓN DE H2S
Para determinar las características principales de los lechos (diámetro, longitud, masa de
adsorbente y período de reemplazo) se parte de los datos mostrados en la Tabla 19, los cuales
permiten una duración del lecho de 72 semanas hasta la saturación (0,1 ppm de H2S a la salida
del lecho).
Parámetro (unidad) Valor
Concentración de H2S a la entrada (ppm) 62
Concentración de H2S a la salida (ppm) 0,1
LLS/DLS 2
tC-LS (s) 60
SULFATREAT (kg/m3) 1000
Tabla 19. Parámetros de diseño para el lecho de adsorción de H2S. Fuente: [24]
Para calcular LH2S y DH2S se emplea el sistema de ecuaciones siguientes (12):
2
4
2
LS LS
c LSBIOGÁS LS
LS
LS
D LQ
t
L
D
(12)
Antes de resolver el sistema de ecuaciones, hay que corregir el caudal de biogás a las
condiciones de entrada al lecho (38 C, 1,3 atm)(13):
3 31 311
2700 · · 2366,02 (38 ,1,3atm)1,3 273BIOGÁS LS
Nm atm K mQ C
día atm K día (13)
La resolución del sistema de ecuaciones queda como se muestra en las siguientes líneas (14),
obteniéndose los valores de longitud y diámetro del lecho de adsorción de H2S:
3 21 12366,02
24 3600 4 60
2
LS LS
LS
LS
D Lm día h
día h s s
L
D
2,1
1,05
LS
LS
L m
D m
(14)

69
La masa de adsorbente necesaria se calcula a través de la ecuación (15):
2
·4
LSSULFATREAT LS SULFATREAT LS SULFATREAT
DW V L (15)
Donde sustituyendo los valores correspondientes se obtiene la cantidad de adsorbente:
2
3
(1,05 )2,1 1000 1818,4
4SULFATREAT
m kgW m kg
m (16)
La pérdida de carga en los lechos de Sulfatreat se calcula mediante la ecuación de Ergun (17):
2( )150 11,75
ReSUPERFICIAL LSLS BIOGÁS
LS S
vp
L d (17)
Re
(1 )SUPERFICIAL LS SBIOGÁS
BIOGÁS
v d (18)
LSSUPERFICIAL LS
C LS
Lv
t (19)
Para el cálculo se supone una porosidad del lecho de 0,4 [45]. Sustituyendo los valores
correspondientes en las ecuaciones anteriores se tiene:
1,05
0,0260
SUPERFICIAL LS
m mv
s s (20)
31,43 0,02 0,005Re 17,27
1·0,0138 · (1 0,4)
1000 ·
kg m msm
kgm smPa s
mPa s
(21)
23
2 2
1,43 (0,02 )150 1 0,41,75 1,79 1,79
17,27 0,4 0,005 ·LS
LS
kg mp kg Pasm
L m m s m (22)
La pérdida de carga total, ΔpLS, es de 3,76 Pa, o lo que es lo mismo, 3,71·10-5 atm.
Teniendo en cuenta que los lechos operan en serie, la pérdida de carga en la etapa de
desulfuración es de 7,42·10-5 atm.
La Tabla 20 recoge, a modo de resumen, las características de los lechos de adsorción de H2S:

70
Parámetro (unidad) Valor
Concentración de H2S a la entrada (ppm) 62
Concentración de H2S a la salida (ppm) 0,1
DLS (m) 1,05
LLS (m) 2,1
LLS/DLS 2
WSULFATREAT (kg) 1818,4
SULFATREAT (kg/m3) 1000
tC-LS (s) 60
Período de reemplazo (semanas) 72
Pérdida de carga en la etapa (atm) 7,42·10-5
Tabla 20. Características de los lecho de adsorción de H2S.

71
3. DISEÑO Y SELECCIÓN DE LOS EQUIPOS DE LA ETAPA DE
DESHUMIDIFICACIÓN
En la Ilustración 46 se muestra el esquema de la etapa de deshumidificación con los datos
inicialmente disponibles para llevar a cabo el diseño.
Ilustración 46. Esquema de diseño de la etapa de deshumidificación.
Los datos de la composición del biogás sólo son conocidos a priori para la corriente de biogás
caliente a la entrada del Intercambiador 1 (véase Tabla 21). La concentración en H2S y
siloxanos ha sido despreciada en el diseño de los intercambiadores debido a su pequeño
porcentaje en la mezcla de biogás.
Compuesto Porcentaje molar (%)
CH4 57,1
CO2 36,1 H2O 4,9
N2 0,95
O2 0,95
Tabla 21. Composición de la corriente de biogás caliente a la entrada del Intercambiador 1.

72
El caudal másico de biogás se obtiene mediante la Ecuación (23):
3
, 1 3
1 311 1 1,432700 0,04
1,3 273 86400BC E I
Nm atm K día kg kgm
día atm K s m s (23)
Además, se ha impuesto que la corriente de biogás fría de entrada al Intercambiador 1 (o lo
que es lo mismo, la corriente de biogás caliente de salida del Intercambiador 2 después de
haber pasado por el purgador) se encuentre saturada en vapor de agua a 4 C, lo que permite
obtener la composición de dicha corriente.
Para poder obtener la composición de la corriente en cuestión, se impone a su vez, que el
caudal de biogás no varía en su paso por los intercambiadores, lo cual resulta razonable ya que
el caudal de agua por condensación que se obtiene del Intercambiador 2 y que es purgado de la corriente de biogás es mínimo.
A continuación, se detalla el cálculo de la composición comentada para poder desarrollar
posteriormente el diseño de los intercambiadores y la selección del chiller.
Con la expresión de la humedad relativa, HR, se puede obtener la presión parcial del vapor de
agua a 4 C (24) y por consiguiente la fracción molar en la mezcla (25). La presión de saturación
del agua a 4 C se obtiene de las tablas del vapor de agua saturado [39].
2 2
2
2
**
100100 (4 C) (4 C) 0,008 0,008
100 100H O H O
H O
H O
P HRHR P P atm atm
P (24)
2
2
0,008(%) 100 100 0,8%
1
H OH O
T
P atmx
P atm (25)
La concentración de la corriente de biogás fría a la entrada del Intercambiador 1 se calcula
teniendo en cuenta que los moles de los compuestos, excepto para el vapor de agua, no varían
a su paso por los intercambiadores. Los moles totales iniciales, antes de entrar en la etapa de
deshumidificación, se calculan con la ecuación de los gases ideales (26):
3
3
10001 2700
1 120611,1
0,082 273
NOMINAL
TOTAL BC
Nm latm
p Q moldía mmoldía atm lR T díaK
mol K
(26)
La Tabla 22 muestra la secuencia para el cálculo de la composición de la corriente de biogás
fría a la entrada del Intercambiador 1:

73
Biogás caliente de entrada al Intercambiador 1
Biogás frío de entrada al Intercambiador 1
Compuesto COMPUESTO BCX
COMPUESTO BC
moldía
COMPUESTO BF
moldía
COMPUESTO BFX
CH4 57,1 68868,94 = 68868,94 59,56
CO2 36,1 43540,60 = 43540,60 37,66
Vapor de agua
4,9 5909,94 ≠ 925,01 0,80
N2 0,95 1145,81 = 1145,81 0,99
O2 0,95 1145,81 = 1145,81 0,99
Total 100 120611,1 ≠ 115626,17 100
Tabla 22. Cálculo composición de la corriente de biogás fría a la entrada del Intercambiador 1.
La descripción de los parámetros COMPUESTO BC
moldía
y COMPUESTO BFX se detalla en las
expresiones (27) y (28) respectivamente.
100
COMPUESTO BCTOTAL BC
COMPUESTO BC
molxdíamol
día (27)
100COMPUESTO BF
COMPUESTO BF
TOTAL BF
moldía
Xmol
día
(28)
Puesto que los valores de 2( )H O BFmol
día y ( )TOTAL BF
moldía
sí varían, debido a la
condensación del vapor de agua que se produce en el Intercambiador 2, es necesario
calcularlos aplicando el sistema de ecuaciones (29), donde se ha suprimido el subíndice BF
para los valores que no varían con respecto a la corriente de biogás caliente:
4 2 2 2
2
2
2
X
100
H O BFCH CO N O
H O B
TOTAL BF
TOTAL BF BF
F
H O
mol mol mol mol
día día día dí
mol mol
día día
mol mol
día
a
día
2
925,01
115626,17
H O BF
TOTAL BF
mol
día
mol
día
(29)
En la Ilustración 47 se muestra nuevamente el esquema de la etapa, ahora incluyendo los datos de las imposiciones realizadas.

74
Ilustración 47. Esquema de diseño de la etapa de deshumidificación con los datos de partida.
El diseño de los dos intercambiadores se ha llevado a cabo con el software Exchanger Design
and Rating V8.0 de AspenTech, de aquí en adelante software de diseño.
Antes de desarrollar los pertinentes cálculos, cabe mencionar que el diseño se ha llevado a
cabo evaluando las características obtenidas tanto para un intercambiador de placas como para un intercambiador de carcasa y tubo.
La comparación se ha hecho con estos dos tipos de intercambiadores, por ser los más
habituales tanto en referencias bibliográficas como en aplicaciones prácticas.
Se adelanta que se han seleccionado los intercambiadores de placas; ya que resultan más
eficientes, técnica y económicamente, que los intercambiadores de carcasa y tubo;
desarrollando el cálculo para éstos e incluyendo al final de cada apartado una tabla
comparativa entre el intercambiador de placas y el intercambiador de carcasa y tubo para cada
caso (véase Tabla 24 y Tabla 27).

75
3.1. DISEÑO DEL INTERCAMBIADOR 1: BIOGÁS-BIOGÁS
En la Ilustración 48 se muestra el esquema del Intercambiador 1, con los datos conocidos:
Ilustración 48. Esquema del Intercambiador 1: Biogás-Biogás.
Al introducir los parámetros en el software de diseño se obtienen los parámetros de las
corrientes desconocidas así como las características principales del intercambiador mostradas
en la Tabla 23. La composición que se muestra es la referente al biogás y en porcentaje molar.
Intercambiador 1
Biogás-Biogás
Biogás caliente
a la entrada
Biogás caliente
a la salida
Biogás frío a
la entrada
Biogás frío a
la salida
Caudal biogás (kg/s) 0,04 0,0397 0,04 0,04
Caudal agua (kg/s) 0 0,0003 0 0
T (C) 38 29,3 4 25
CH4 (%) 57,1 57,65 59,56 59,56
CO2 (%) 36,1 36,45 37,66 37,66
Vapor de agua (%) 4,9 3,98 0,80 0,80
N2 (%) 0,95 0,96 0,99 0,99
O2 (%) 0,95 0,96 0,99 0,99
Potencia intercambiada (kW) 1,1
Coeficiente global de transferencia de calor (W/m2K) 137,4
Área de transferencia efectiva (m2) 0,5
Pérdida de carga (atm) [Lado caliente/Lado frío] 0,036/0,034
Coste ($) 739
Tabla 23. Parámetros del Intercambiador de placas 1: Biogás-Biogás.
Como se observa en la Tabla 23 un porcentaje del vapor de agua condensa en el
Intercambiador 1; pero es arrastrado hasta el Intercambiador 2, y es a la salida de ésta donde se purga de la línea de biogás.

76
La Tabla 24 muestra la comparación entre un intercambiador de placas y uno de carcasa y
tubo para el mismo proceso:
Intercambiador 1 Placas Carcasa y tubo
Potencia intercambiada (kW) 1,1 1,1
Coeficiente global de transferencia de calor (W/m2K) 206,1 70,3
Área de transferencia (m2) 0,4 2,3
Coste ($) 712 8892
Tabla 24. Comparación entre intercambiador de Placas y Carcasa y Tubo para el Intercambiador 1.
3.2. SELECCIÓN DEL CHILLER
Para poder seleccionar el chiller es necesario conocer la potencia cedida por el biogás en el
Intercambiador 2, ya que está será la potencia absorbida por la corriente de agua-etilenglicol,
o lo que es lo mismo, la potencia frigorífica del chiller. Con la potencia obtenida se busca en
catálogos el chiller que mejor se adapte a las condiciones del proceso.
La potencia cedida por el biogás se calcula mediante la ecuación (30).
2BC I CONDENSADO AGUABIOGÁSP P P P (30)
, 2 , 2 , 2(T T )BIOGÁS BC E I BC E I BC S Ip BIOGÁS
P m C (31)
2 2CONDENSADO CONDENSADO I CONDENSADO IP m (32)
, 2 , 2 , 2(T T )AGUA P AGUAAGUA E I AGUA E I AGUA S IP m C (33)
La potencia cedida por el biogás en el Intercambiador 2 es 3,22 kW, suma de las tres potencias
anteriores, que con los parámetros sustituidos quedan como sigue:
1 0,0397 ·1,36 (302,3 277)K 1,37kW·
kg kJP
s kg K (34)
2
1 4,183875,31 9,73 1,82
86400 1
mol día kcal kJP kW
día s mol kcal (35)
3 0,0003 4,19 ·(302,3 277)K 0,03kW·
kg kJP
s kg K (36)
El caudal de condensado en la ecuación (35) es la diferencia entre el vapor de agua a la
entrada y a la salida del Intercambiador 2:

77
2 0,0398 120611,1 925,01 3875,31CONDENSADO I
mol mol molm
día día día (37)
El calor latente de condensación del agua, λCONDENSADO-I2, y el calor específico del agua, Cp-AGUA,
han sido obtenidos de las tablas de propiedades del agua [46].
Tras realizar una búsqueda en catálogos comerciales, el chiller encontrado que mejor se ajusta
a las condiciones es el modelo YLCA 5 de 3,33 kW de la empresa York (véase Tabla 25):
Parámetro (Unidad) Descripción/ Valor
Marca York (Compañía de Johnson Controls)
Modelo YLCA 5
Potencia frigorífica (kW) 3,33
Caudal de solución (kg/s) 0,154
Temperatura de entrada solución (C) 1
Temperatura de salida solución (C) -5
Porcentaje de etilenglicol (% másico) 30
Temperatura ambiente exterior (C) 30
Tabla 25. Características del chiller de York.
El caudal no es proporcionado por el fabricante y es obtenido mediante la ecuación (38):
, ,(T )f ETILENGLICOL P ETILENGLICOL ETILENGLICOL E CHILLER ETILENGLICOL S CHILLERP m C T (38)
El calor específico de la mezcla agua-etilenglicol, CP-ETILENGLICOL, es 3,6 kJ/kg·K.
3.3. DISEÑO DEL INTERCAMBIADOR 2: BIOGÁS-ETILENGLICOL
En la Ilustración 49 se muestra el esquema del Intercambiador 2, con los datos conocidos:
Ilustración 49. Esquema del Intercambiador de placas 2: Biogás-Etilenglicol.

78
Al introducir los parámetros en el software de diseño se obtienen los valores de las corrientes
desconocidas así como las características principales del intercambiador mostradas en la Tabla
26:
Intercambiador 2
Biogás-Etilenglicol
Biogás caliente
a la entrada
Biogás caliente
a la salida
Etilenglicol a
la entrada
Etilenglicol a
la salida
Caudal gas (kg/s) 0,0397 0,0388 0 0
Caudal líquido (kg/s) 0,0003 0,0012 0,154 0,154
T (C) 29,3 4 -5 1,36
CH4 (%) 57,65 59,56 - -
CO2 (%) 36,45 37,66 - -
Vapor de agua (%) 3,98 0,80 - -
N2 (%) 0,96 0,99 - -
O2 (%) 0,96 0,99 - -
Etilenglicol (%) - - 30 30
Agua (%) - - 70 70
Potencia intercambiada (kW) 3,5
Coeficiente global de transferencia de calor (W/m2K) 451,8
Área de transferencia efectiva (m2) 0,6
Pérdida de carga (atm) [Lado caliente/Lado frío] 0,096/0,003
Coste ($) 805
Tabla 26. Parámetros del Intercambiador de placas 2: Biogás-Etilenglicol.
Como se observa en la Tabla 26 la imposición de que el caudal de biogás no variaba a su paso
por los intercambiadores es razonable, ya que sólo hay una variación de un 3% en el caudal másico.
La Tabla 27 muestra la comparación entre un intercambiador de placas y uno de carcasa y
tubo para el mismo proceso:
Intercambiador 2 Placas Carcasa y tubo
Potencia intercambiada (kW) 3,5 3,3
Coeficiente global de transferencia de calor (W/m2K) 451,8 114,1
Área de transferencia (m2) 0,6 2
Coste ($) 805 8812
Tabla 27. Comparación entre intercambiador de Placas y Carcasa y Tubo para el Intercambiador 2.

79
3.4. SELECCIÓN DEL PURGADOR DE CONDENSADOS
Los datos principales que se necesitan a la hora de seleccionar un purgador son el caudal de
condensado a evacuar y la presión diferencial.
El caudal de condensado a evacuar es la suma del condensado del Intercambiador 1 más el condensado del Intercambiador 2. Dicho valor es de 0,0012 kg/s como muestra la Tabla 26.
La presión diferencial es la diferencia entre la presión en la línea de biogás y la presión en la
línea de condensados. La presión en la línea de gas a la salida del segundo intercambiador es
de 1,168 atm, teniendo en cuenta las pérdidas de carga. La presión en la línea de condensados se establece en 1 atm.
Debido al pequeño caudal de condensado a evacuar y presión diferencial, el suministrador
Gestra aconseja el purgador mecánico de flotador, cuyas características principales se
muestran en la Tabla 28, como el purgador más adecuado para el proceso.
Parámetro (Unidad) Descripción/Valor
Modelo UNA 14 AO4 DN15
Tipo Mecánico de flotador Caudal de condensado (kg/h) 4,32
Presión diferencial (atm) 0,168
Diámetro nominal (mm) 15
Tabla 28. Características del purgador mecánico de Gestra.
Como ya se comentó en el apartado de purgadores (véase página 52) es necesario disponer de
un pozo de goteo previo al purgador. El tamaño del pozo depende del diámetro de la tubería
(véase Tabla 29):
Diámetro del conducto - D Diámetro del pozo – d Profundidad del pozo - h
<100 mm D Mínimo 100 mm
150 – 200 mm 100 mm Mínimo 150 mm >250 mm D/2 Mínimo D
Tabla 29. Dimensiones del pozo de goteo. Fuente: [36] [37]
Teniendo en cuenta que la tubería tiene un diámetro interior de 45,45 mm, el diámetro interior y la altura del pozo deben de ser de 45,45 mm y 100 mm, respectivamente.

80
4. DISEÑO DE LOS LECHOS DE CARBÓN ACTIVO
Los datos de partida para el diseño de los lechos de carbón activo Calgon BPL son mostrados
en la Tabla 30 y permiten una duración del lecho de 122 días hasta la saturación (<1 ppm de
siloxanos a la salida del lecho):
Parámetro (unidad) Valor
Concentración de siloxanos a la entrada (ppm) 2
Concentración de siloxanos a la salida (ppm) <1ppm
WCARBÓN-ACTIVO (kg) 700
APARENTE-CA (kg/m3) 450
CA (kg/m3) 2100
Área de superficie total, BET (m2/g) 1050
LLCA/DLCA 2,1
tC-LCA (s) 52
εLCA 0,5
dCA (m) 3,36·10-3
Tabla 30. Parámetros de diseño de los lechos de carbón activo. Fuente: [24]
Con estos datos y el sistema de ecuaciones (39), se obtiene el diámetro y la longitud del lecho:
2
2
3
0,044
4 521,43
2,1 2,1
LCA LCA
LCA LCAC LCA
LCALCA
LCALCA
kgD LQ D Lst
kg sm
L LD D
0,96
2,02
LCA
LCA
D m
L m
(39)
La pérdida de carga en los lechos de carbón activo se calcula mediante la ecuación de Ergun
(40):
2( )150 11,75
ReSUPERFICIAL LCALCA BIOGÁS
LCA CA
vp
L d (40)
Re
(1 )SUPERFICIAL LCA CABIOGÁS
BIOGÁS
v d (41)
LCASUPERFICIAL LCA
C LCA
Lv
t (42)

81
Sustituyendo los valores correspondientes en las ecuaciones anteriores se tiene:
2,020,04
52SUPERFICIAL LCA
m mv
s s (43)
331,43 0,04 3,36·10
Re 27,851
·0,0138mPa·s (1 0,5)1000 ·
kg m msm
kgm s
mPa s
(44)
23
3 2 2
1,43 (0,04 )150 1 0,51,75 4,86 4,86
27,85 0,5 3,36·10 ·LCA
LCA
kg mp kg Pasm
L m m s m (45)
La pérdida de carga total, ΔpLCA, es de 9,72 Pa, o lo que es lo mismo, 9,60·10-5 atm.
Teniendo en cuenta que los lechos operan en serie, la pérdida de carga en la etapa es de
19,2·10-5 atm.
En la Tabla 31 se recogen las características principales de los lechos de carbón activo:
Parámetro (unidad) Valor
Concentración de siloxanos a la entrada (ppm) 2
Concentración de siloxanos a la salida (ppm) <1ppm
WCARBÓN-ACTIVO (kg) 700
APARENTE-CA (kg/m3) 450
CA (kg/m3) 2100
DLCA (m) 1
LLCA (m) 2,1
LLCA/DLCA 2,1
tC-LCA (s) 52
εLCA 0,5
Pérdida de carga en la etapa (atm) 19,2·10-5
Tabla 31. Características principales de los lechos de carbón activo.

82
5. DISEÑO DEL SISTEMA DE TUBERÍAS
El parámetro principal que caracteriza a una tubería es su diámetro interior. El diámetro
interior es función del caudal y de la velocidad del fluido que circula por su interior (véase
Ecuación (46)).
2
4INT
BIOGÁS BIOGÁS
DQ v (46)
Para llevar a cabo el diseño se han realizado las siguientes suposiciones:
1ª) El caudal de biogás no varía a través del sistema de tuberías. Se toma un valor de 0,035
m3/s a 38 C (véase Ecuación (47)), por ser la mayor temperatura a la que se encuentra el
biogás en toda la instalación y consecuentemente el punto de mayor caudal volumétrico.
3 31 311
2700 · · 0,035 (38 )86400 273BIOGÁS
Nm día K mQ C
día s K s (47)
2ª) La velocidad del biogás en la tubería (19,5 m/s) se toma como valor promedio de las
velocidades típicas de gases en tuberías mostradas en la Tabla 32:
Fluido Tipo de flujo Velocidad (m/s)
Líquidos poco viscosos Flujo por gravedad 0,15 – 0,30 Entrada de bomba 0,3 – 0,9
Salida de bomba 1,2 – 3
Línea de conducción 1,2 – 2,4 Líquidos viscosos Entrada de bomba 0,06 – 0,15
Salida de bomba 0,15 – 0,6
Vapor de agua 9 – 15 Aire o gas 9 – 30
Tabla 32. Velocidad de fluidos en tuberías. Fuente: [39]
En base a lo anterior, se obtiene un diámetro interior de tubería de 47,8 mm:
3
4 0,03540,0478
19,5
BIOGÁSINT
BIOGÁS
mQ sD m
mvs
(48)
En la Tabla 33 se muestran los diámetros y espesores nominales de las tuberías de polietileno,
(valores en mm) obtenidos de la norma UNE-EN 1555-2:

83
Tabla 33. Tamaño nominal y espesor de pared mínimo para tubos SDR 17,6, SDR 16 y SDR 11.
Fuente: [47]
Se han recuadrado en la Tabla 33, los dos tamaños nominales que podrían utilizarse en la instalación teniendo en cuenta el diámetro interior calculado de 47,8 mm.
Teniendo en cuenta que según la Asociación Española del Gas, SEDIGAS, la serie SDR 17,6 y la
serie SDR 11 son las más empleadas [48] y que según se muestra en la Tabla 33 la serie 17,6
será eliminada en la próxima revisión de la norma, se ha optado por seleccionar la serie SDR 11. Puesto que la presión en la tubería no es elevada se selecciona la de diámetro nominal 50.
El diámetro interior de la tubería será entonces de 45,4 mm y por consiguiente la velocidad del
biogás será de 21,62 m/s (véase Ecuación (49)) lo cual está dentro del rango de velocidades
típicas de gases en tuberías.
3
2 2
4 0,035421,62
(0,0454m)BIOGÁS
BIOGÁS
INT
mQ msv
D s (49)

84
Las características principales de las tuberías se recogen en la Tabla 34:
Parámetro (Unidad) Descripción/Valor
Material Polietileno
Diámetro nominal o exterior (mm) 50 Diámetro interior (mm) 45,46
Espesor 4,54
Tabla 34. Características de las tuberías.

85
6. CÁLCULO DE LA PÉRDIDA DE CARGA EN LA INSTALACIÓN
La pérdida de carga en la instalación se obtiene mediante la ecuación de Bernoulli:
2 21 2
1 1 2 2 1 22 2
v vP g z P g z p (50)
Los subíndices 1 y 2 hacen referencia a las condiciones del biogás a la entrada y a la salida de la
etapa de desulfuración y de la etapa de eliminación de siloxanos, respectivamente. Puesto que
las cotas de la instalación, z, y las velocidades del biogás, v, son iguales tanto a la entrada como a la salida, ambos términos pueden eliminarse de la ecuación. Reordenando términos se tiene:
1 2 1 2P P p (51)
Donde el término Δp1-2 corresponde a la pérdida de carga producida por los diferentes equipos
de la instalación.
El cálculo de la pérdida de carga se ha realizado de manera estimativa, teniendo sólo en cuenta los equipos y accesorios principales.
Las pérdidas de carga en los equipos principales han sido obtenidas en sus correspondientes apartados. Las relativas a las válvulas y codos se calculan mediante la ecuación:
2
º
2BIOGÁS BIOGÁS
a a a
vp n k
g (52)
El coeficiente de pérdida de carga del accesorio, ka, para válvulas de bola completamente
abiertas y codos de 90 es de 0,05 y 0,9, respectivamente [49].
Sustituyendo los valores adecuados y multiplicados por el correspondiente número de veces
que se tiene el accesorio en la línea al paso del biogás, se tiene una pérdida de carga debida a
las válvulas y a los codos de:
2
3
2
1,22 21,6213 0,05 185,33 185,33
2 ·v
kg mkgsmp Pa
m s (53)
2
3
2
1,22 21,6234 0,9 8724,94 8724,94
2 ·c
kg mkgsmp Pa
m s (54)

86
Finalmente, la pérdida de carga total en la instalación, es la que se muestra en la Tabla 35:
Equipo Pérdida de carga (atm) Lechos de Sulfatreat 7,42·10-5
Intercambiadores de placas 0,166
Lechos de carbón activo 19,2·10-5 Válvulas 1,83·10-3
Codos 0,09
Total 0,26
Tabla 35. Pérdida de carga en los principales equipos de la instalación.
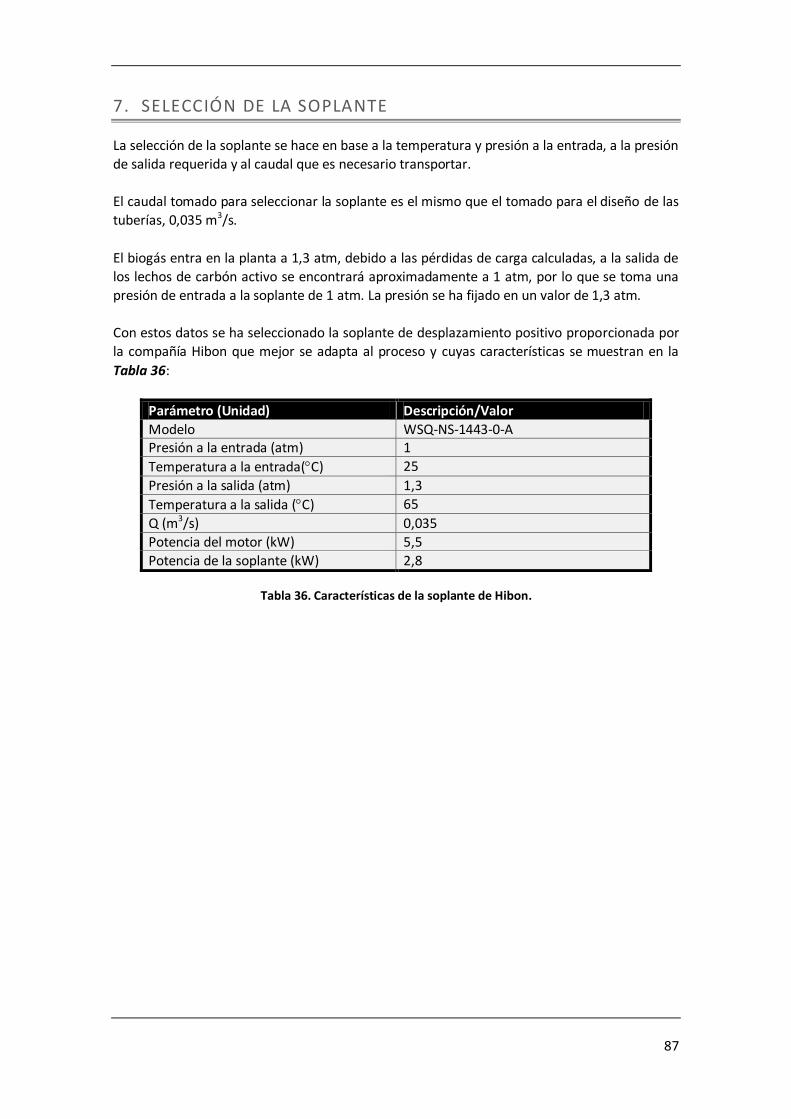
87
7. SELECCIÓN DE LA SOPLANTE
La selección de la soplante se hace en base a la temperatura y presión a la entrada, a la presión
de salida requerida y al caudal que es necesario transportar.
El caudal tomado para seleccionar la soplante es el mismo que el tomado para el diseño de las
tuberías, 0,035 m3/s.
El biogás entra en la planta a 1,3 atm, debido a las pérdidas de carga calculadas, a la salida de
los lechos de carbón activo se encontrará aproximadamente a 1 atm, por lo que se toma una
presión de entrada a la soplante de 1 atm. La presión se ha fijado en un valor de 1,3 atm.
Con estos datos se ha seleccionado la soplante de desplazamiento positivo proporcionada por
la compañía Hibon que mejor se adapta al proceso y cuyas características se muestran en la
Tabla 36:
Parámetro (Unidad) Descripción/Valor
Modelo WSQ-NS-1443-0-A Presión a la entrada (atm) 1
Temperatura a la entrada(C) 25
Presión a la salida (atm) 1,3
Temperatura a la salida (C) 65
Q (m3/s) 0,035
Potencia del motor (kW) 5,5
Potencia de la soplante (kW) 2,8
Tabla 36. Características de la soplante de Hibon.

88

89
P ART E 4 : C OS T E S

90
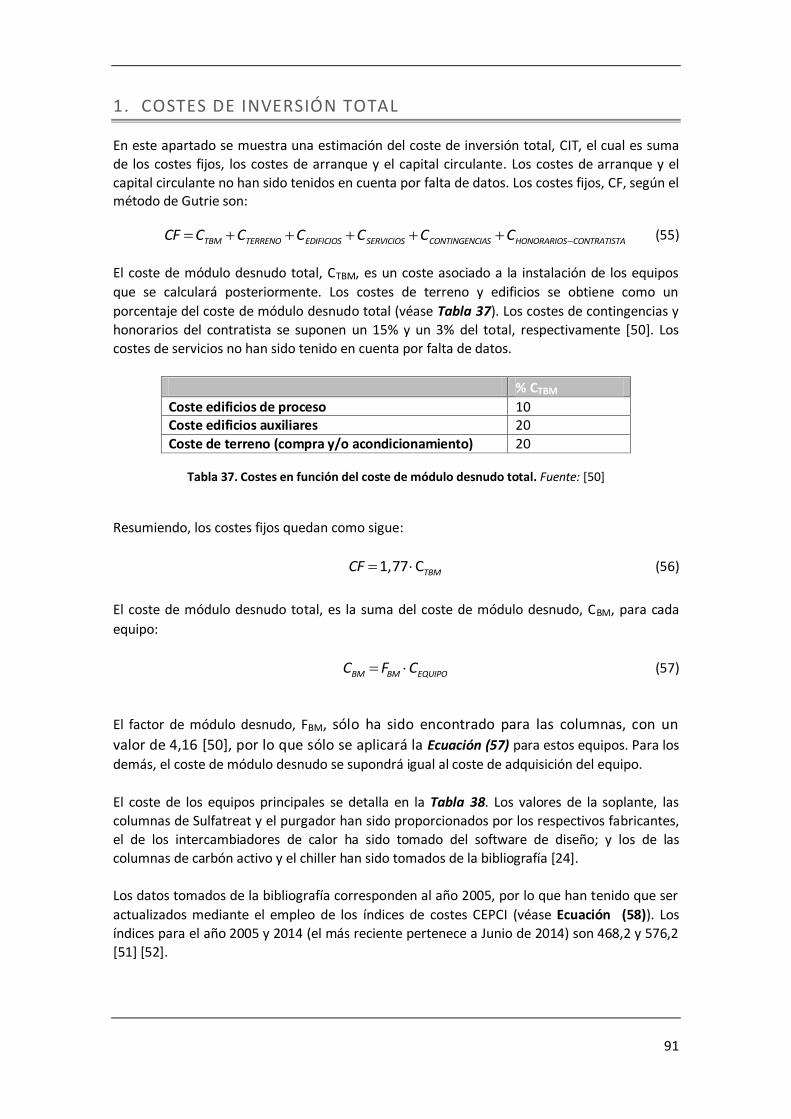
91
1. COSTES DE INVERSIÓN TOTAL
En este apartado se muestra una estimación del coste de inversión total, CIT, el cual es suma
de los costes fijos, los costes de arranque y el capital circulante. Los costes de arranque y el
capital circulante no han sido tenidos en cuenta por falta de datos. Los costes fijos, CF, según el método de Gutrie son:
TBM TERRENO EDIFICIOS SERVICIOS CONTINGENCIAS HONORARIOS CONTRATISTACF C C C C C C (55)
El coste de módulo desnudo total, CTBM, es un coste asociado a la instalación de los equipos
que se calculará posteriormente. Los costes de terreno y edificios se obtiene como un
porcentaje del coste de módulo desnudo total (véase Tabla 37). Los costes de contingencias y
honorarios del contratista se suponen un 15% y un 3% del total, respectivamente [50]. Los
costes de servicios no han sido tenido en cuenta por falta de datos.
% CTBM
Coste edificios de proceso 10 Coste edificios auxiliares 20
Coste de terreno (compra y/o acondicionamiento) 20
Tabla 37. Costes en función del coste de módulo desnudo total. Fuente: [50]
Resumiendo, los costes fijos quedan como sigue:
1,77 CTBMCF (56)
El coste de módulo desnudo total, es la suma del coste de módulo desnudo, CBM, para cada
equipo:
BM BM EQUIPOC F C (57)
El factor de módulo desnudo, FBM, sólo ha sido encontrado para las columnas, con un
valor de 4,16 [50], por lo que sólo se aplicará la Ecuación (57) para estos equipos. Para los
demás, el coste de módulo desnudo se supondrá igual al coste de adquisición del equipo.
El coste de los equipos principales se detalla en la Tabla 38. Los valores de la soplante, las
columnas de Sulfatreat y el purgador han sido proporcionados por los respectivos fabricantes,
el de los intercambiadores de calor ha sido tomado del software de diseño; y los de las
columnas de carbón activo y el chiller han sido tomados de la bibliografía [24].
Los datos tomados de la bibliografía corresponden al año 2005, por lo que han tenido que ser
actualizados mediante el empleo de los índices de costes CEPCI (véase Ecuación (58)). Los
índices para el año 2005 y 2014 (el más reciente pertenece a Junio de 2014) son 468,2 y 576,2
[51] [52].

92
20142014 2005
2005
CEPCICoste Coste
CEPCI (58)
Los costes que han sido proporcionado en dólares han sido convertidos a euros teniendo en
cuenta que 1$ = 0,7714 € (con fecha Septiembre de 2014). Los valores entre paréntisis
corresponden a los proporcionados inicialmente en dólares.
Equipo Unidades Precio total (€)
Columnas de Sulfatreat 2 23142 (30000 $)
Intercambiadores de placas 2 1191,04 (1544 $)
Chiller 1 34176,22 (44304,14 $)
Purgador 1 220
Columnas de carbón activo 2 46327,76 (60056,73 $)
Soplante 1 12850
Coste total (€) 117907,88
Tabla 38. Coste de los principales equipos de la instalación.
Los costes relativos a la instrumentación utilizada se muestran en la Tabla 39:
Instrumento Unidades Coste unitario (€) Coste total (€)
Termorresistencia 6 400 2400 Medidores de presión 2 700 1400
Medidores de presión diferencial 2 1000 2000
Caudalímetro 1 6000 6000 Coste total (€) 11800
Tabla 39. Costes de instrumentación.
El coste de las tuberías depende de la longitud de las mismas como se muestra en la Tabla 40.
Sólo se han tenido en cuenta los tramos de tubería entre etapas, dándoles un valor de 1,5 m,
suficiente para un correcto trabajo del personal.
Propiedad (Unidad) Valor
Longitud (m) 6 Precio por metro (€/m) [53] 2,76
Precio total (€) 16,56
Tabla 40. Coste de las tuberías.
Finalmente, el coste de inversión total estimativo es de 618169€:
1,77 4,16 COLUMNAS EQUIPOSCIT C C (59)

93
1,77 4,16 69469,76€ 60253,82€ 618169€CIT (60)
En la Ilustración 50 se muestra un gráfico porcentual del coste de adquisición de los equipos:
Ilustración 50. Gráfico porcentual del coste de los equipos.
19%
1%
28%
~0%
37%
4% 11%
Costes de los equipos
Lechos de Sulfatreat
Intercambiadores de placas
Chiller
Purgador
Lechos de carbón activo
Soplante
Instrumentación y tuberías

94
2. COSTES DE OPERACIÓN
Los costes de operación aquí mostrados se ciñen a los relativos al:
- El consumo de absorbentes.
- El consumo de electricidad
Los costes de operación de una planta incluyen más aspectos, como son los costes de personal,
de gastos generales, como por ejemplo el de administración; o los pagos de impuestos,
seguros, intereses financieros, etc. Todos estos costes no has sido tenidos en cuenta por falta
de datos.
El coste anual de los adsorbentes se obtiene en función del periodo de reemplazo de los
mismos (véase Tabla 41). Para operar con seguridad el periodo de reemplazo es adelantado un
10% sobre la saturación del lecho. El precio por kilogramo de adsorbente ha sido
proporcionado por las compañías M-I Swaco para Sulfatreat y al no disponer del precio del
carbón activo de diseño Calgon, se ha dispuesto el del carbón activo de la compañía Norit con
las propiedades más similares (véase Tabla 42).
Lecho de Sulfatreat Lecho de carbón activo
Kg de adsorbente/lecho 1818,4 700
Periodo de reemplazo 0,9·72 semanas = 64,8 semanas 0,9·122 días = 109,8 días
Kg adsorbente/año 1346,96 2326,96
€/kg adsorbente 2,13 (2,76$) 3,5€
Coste adsorbente (€) 2869,02 8144,36
Coste total adsorbente (€) 11013,38
Tabla 41. Coste de los adsorbentes.
Propiedad (Unidad) Calgon Norit
Densidad aparente (kg/m3) 450 460
Área superficial total, BET (m2/g) 1050 1100
Tabla 42. Propriedades del carbón de la compañía Calgon frente al de Norit.
El consumo de electricidad de la planta es debido a la soplante y al chiller (véase Tabla 43).
Para el cálculo se ha supuesto que la planta opera 8000 h/año, valor típico de operación anual
teniendo en cuenta las posibles paradas programadas o el mantenimiento de los equipos.

95
Soplante Chiller
Potencia (kW) 5,5 1,33
Potencia anual (kWh/año) 44000 10640
Precio de la electricidad (€/kWh) [54] 0,124107
Coste de la electricidad (€/año) 5460,71 1320,50
Coste total de la electricidad (€/año) 6781,21
Tabla 43. Costes de operación anual.
Los costes anuales se esquematizan en la Ilustración 51:
Ilustración 51. Costes anuales de operación.
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
Adsorbentes Electricidad
2869,02€
8144,36 €
5460,71€
1320,50€
Coste en €
Costes anuales
Sulfatreat
Carbón activo
Soplante
Chiller

96

97
BIBLIOGRAFÍA
[1] «EuroStat,» [En línea]. Available: http://epp.eurostat.ec.europa.eu.
[2] Coombs, «The present and future of anaerobic digestion,» de Anaerobic digestion: a
waste treatment technology, Universidad de Michigan, Elsevier Applied Science, 1990, pp. 1-42.
[3] F. García Herruzo, «Conferencia sobre el Aprovechamiento del biogás en vertederos controlados,» Universidad de Málaga.
[4] M. J. Cuesta Santianes, F. Martín Sánchez, G. Vicente Crespo y S. Villar Fernández,
«Informe de Vigilancia Tecnológica madri+d "Situación actual de la producción de biogás y de su aprovechamiento",» Fundación madri+d para el conocimiento, Madrid, 2009.
[5] M. Pérez Martínez, M. J. Cuesta Santianes, S. Núñez Crespí y J. A. Cabrera Jiménez, «Utilización de biogás en pilas de combustible,» 2008.
[6] S. Pavlostathis y E. Giraldo-Gómez, «Kinetics of anaerobic treatment: a critical review,» Critical Reviews in Environmental Control, vol. 21, nº 5-6, pp. 411-490, 1991.
[7] N. Carreras y J. Dorronsoro, «Generación de energía a través de biogás extraído de los vertederos españoles,» Residuos, pp. 86-70, 2006.
[8] S. Martín González, «Producción y recuperación del biogás en vertederos controlados de
residuos sólidos urbanos: Análisis de variables y modelización,» Universidad de Oviedo, Gijón, 1997.
[9] K. Brown y D. Maunder, «Exploitation of Landfill Gas: a UK Perspective,» Water Science & Technology, nº 30, pp. 143-151, 1994.
[10] «Gestión y tratamiento de residuos,» Departamento de Ingeniería Química y Ambiental, Escuela Técnica Superior de Ingeniería (Universidad de Sevilla), Curso 2013/2014.
[11] X. Noguer, «Aprovechamiento energético de biogás de vertedero,» de Seminario sobre tecnologías energéticas para biomasa y residuos, 2006.
[12] «Estudio de soluciones viables para el aprovechamiento de biogás en Extremadura,» 2010. [En línea].
[13] «XIII Conferencia ATEGRUS sobre vertederos controlados,» 2011. [En línea]. Available: http://www.ategrus.org/pdf/2011_07_26-biogas.pdf.
[14] J. Fernández Rodríguez, «Tesis doctoral: Optimización de la digestión anaerobia seca de la
fracción orgánico de los residuos sólidos urbanos (FORSU) en reactores en fases de temperatura,» Universidad de Cádiz, Cádiz, 2010.
98
[15] C. Raso, «Biometano: La versión renovable del gas natural,» El Economista: Energía, pp. 28-30, 2012.
[16] R. Bove y P. Lunghi, «Electric power generation from landfill gas using traditional and
innovative technologies,» Elsevier, Universidad de Perugia, Italia, 2005.
[17] A. Aguadero Garín, «Tesis Doctoral: Materiales con estructura tipo K2NiF4 como cátodos
para pilas de combustible de óxido sólido de temperatura intermedia,» Universidad Autónoma de Madrid, Madrid, 2006.
[18] A. Domínguez Padilla y N. Palmer, «Nuevos usos del biogás,» Proyecto Probiogas (2007-
2011): Desarrollo de sistemas sostenibles de producción y uso de biogás agroindustrial en España , 2010.
[19] APPICE, «Asociación Española de Pilas de Combustible,» [En línea]. Available: http://www.appice.es. [Último acceso: 23 Agosto 2014].
[20] J. Larminie y A. Dicks, Fuel Cell Systems Explained, John Wiley & Sons: Chichester
(England), 2003.
[21] S. García García, «Tesis de Máster: Estudio de instalación de una pila de combustible
alimentada con biogás de depuradora,» Universidad Politécnica de Cataluña, Barcelona, 2011.
[22] S. Liviano García, «Pilas de combustible, electricidad para el futuro inmeadiato,» 28
Febrero 2010. [En línea]. Available: http://www.tecnicaindustrial.es/tifrontal/a-3958-Pilas-combustible--electricidad-futuro-inmediato.aspx. [Último acceso: 22 Agosto 2014].
[23] S. Trogisch, «Utilización de biogás en pilas de combustible,» PROTECMA Energía y Medio Ambiente, Asturias, 2009.
[24] D. D. Papadias, S. Ahmed y R. Kumar, «Fuel quality issues with biogas energy: An economic analysis for a stationary fuel cell system,» Energy, nº 44, pp. 257-277, 2012.
[25] P. Ferreira, «The usage of biogas in fuel cell systems,» CIEMAT-CSIC, Viena, 2004.
[26] S. Trogisch, J. Hoffmann y L. Daza Bertrand, «Operation of molten carbonate fuel cells
with different biogas sources: A challenging approach for field trials,» Journal of Power
Sources, nº 145, pp. 632-638, 2005.
[27] R. Ryckebosch, M. Drouillon y H. Vervaeren, «Techniques for transformation of biogas to biomethane,» Biomass & Bioenergy, nº 35, pp. 1633-1645, 2011.
[28] J. Rostrup-Nielsen, Catalytic Steam Reforming, Berlín: Springer, 1984.
[29] M. Schweigkofler y R. Niessner, «Removal of siloxanes in biogases,» Jorunal of hazardous materials, nº B83, pp. 183-196, 2001.

99
[30] M. Hagmann, E. Hesse, P. Hentschel y T. Bauer, «Purification of biogas: removal of volatile
silicones,» de The eighth international waste management and landfill symposium, Cagliari, Italia, 2001.
[31] C. Deed, J. Gronow, A. Rosevear, P. Braithwaite, R. Smith y P. Stanley, «Guidance on gas
treatment technologies for landfill gas engines,» Environment Agency, Bristol (Reino Unido), 2004.
[32] L.-A. Truong y N. Abatzoglou, «A H2S reactive adsorption process for the purification of
biogas prior to its use as a bioenergy vector,» Biomass & Bienergy, nº 29, pp. 142-151,
2005.
[33] «M-I SWACO A Schlumberger Company,» [En línea]. Available: http://www.slb.com/services/miswaco.aspx.
[34] «Chillers, Aspectos técnicos,» Cero grados celsius, nº 29, pp. 14-21, 2014.
[35] D. Gonzáles Calleja, Motores térmicos y sus sistemas auxiliares, Madrid: Paraninfo, 2012.
[36] «Guía de referencia técnica: Purga de vapor y eliminación de aire,» Spirax Sarco, Argentina, 1999.
[37] «Hoja técnica: Instalaciones de purgadores en conductos de vapor,» SEDITESA: Servicios y distribuciones técnicas S.A., L'Hospitalet de Llobregat (Barcelona).
[38] I. Martín, R. Salcedo y R. Font, «Asignatura: Mecánica de fluidos "Impulsión de fluidos",» Universidad de Alicante, 2011.
[39] W. L. McCabe, J. C. Smith y P. Harriott, Operaciones unitarias en Ingeniería Química, 4ª ed., McGraw Hill, 1991.
[40] J. Reina, «Tecnologías para el acondicionamiento del biogás. Conceptos básicos,» ENERGY & WASTE, Barcelona.
[41] J. M. Mantilla González, C. A. Duque Daza y C. H. Galeano Urueña, «Diseño y estudio
económico de una planta productora de biogás utilizando residuos orgánicos de vacuno,» Ingeniería e Investigación, vol. 27, nº 3, pp. 133-142, 2007.
[42] «ATAGUÍA - Dinámica de fluidos,» [En línea]. Available: http://www.ataguia.es.
[43] «Válvulas Nacional S.A.,» [En línea]. Available: http://www.valvulasnacional.com.
[44] «Endress+Hauser,» Tecnología de medición de caudal para líquidos, gases y vapor., [En línea]. Available: http://www.es.endress.com/es.
[45] L. F. Albright, Albright's Chemical Engineering Book, Boca Raton (Florida): Taylor & Francis Group, LLC, 2009.
100
[46] R. H. Perry, D. W. Green y J. O. Maloney, Manual del Ingeniero Químico, Sexta ed., McGraw Hill.
[47] «UNE-EN 1555-2: Sistemas de canalización en materiales plásticos para el suministro de
combustibles gaseosos. Polietileno (PE). Parte 2: Tubos,» AENOR, Madrid, 2011.
[48] M. Lombarte, «Especificaciones técnicas de SEDIGAS para la manipulación y soldadura de
tuberías de PE para distribución de gas. Parte 1: Generalidades sobre conducciones con tuberías de polietileno,» SEDIGAS, 2010.
[49] B. R. Munson, D. F. Young, T. H. Okiishi y W. W. Huebsch, Fundamentals of Fluid
Mechanics, Sexta ed., John Wiley & Sons, 1990.
[50] «Cálculo de coste de inversión. Asignatura Simulación y Optimización de Procesos
Químicos,» Escuela Técnica Superior de Ingeniería, Universidad de Sevilla, Curso 2012/2013.
[51] M. P. Bailey, «Economic Indicators,» Chemical Engineering, vol. 120, nº 12, pp. 71-72,
2013.
[52] M. P. Bailey, «Economic Indicators,» Chemical Engineering, vol. 121, nº 9, pp. 79-80, 2014.
[53] «Ynstalia,» Tuberías de polietileno, [En línea]. Available: http://www.ynstalia.com.
[54] «Tarifas Gas Luz,» [En línea]. Available: http://www.tarifasgasluz.com.

101
ANEXO A: PFD

102
ANEXO B: P&ID

103
ANEXO C: DIAGRAMA 3D
C.1 VISTA DELANTERA

104
C.2 VISTA TRASERA

105
ANEXO D: LAYOUT


















