TPM CYCLE C
27
Total Productive Maintenance © 2016 The Leadership Network ® © 2016 Jidoka ® 01 Continuous Improvement System
Transcript of TPM CYCLE C

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
01
Continuous Improvement System

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
02
Eliminating Breakdowns and other ‘Unplanned’ Events - The Reality
For Every 100 Unplanned Breakdowns or Stoppages:
➢ 40 Can be eliminated by refurbishing and hence restoringequipment to standard conditions (Step 5)
➢ 20 Can be eliminated by applying appropriate Daily Front LineOperator Checks (Step 6) and Best Practice Routines ofOperation (Step 8)
➢ 25 Can be eliminated by applying regular and relevant ConditionMonitoring and Planned Maintenance (Step 6)
➢ 15 Can be eliminated by designing out physical weaknesses inthe equipment (Step 7)

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
03
• What are the problem solving methodologies are you are familiar with?
• What limitations may they have?• How are they currently applied to equipment based
problems?• Who really gets involved in the problem solving
process?• How sustainable are the fixes?
Problem Solving?

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
04
Practical Problem Solving – A Way of Life ?
1.Initial Problem Perception(Large, vague or complicated)
2. Clarify the problem(the real problem)
3. Locate Area/ Point of Cause
POCDirect Cause
Cause
Cause
Cause
Cause
Root Cause(s)!
Grasp the situation
Why?
Why?
Why?
Why?
Why?
5. Countermeasure
6. Evaluate
7. Standardise solution
4. ‘5-Why’ Investigation of Root Cause(s)
Cause Investigation(‘5 Why’)
Plan
Check
DoAct
Trackwise updates
Identify associated risks

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
05

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
6
• Apply the problem solving skills that we have been training people to use on our assets.
• THIS IS WHERE THEY NEED TO BE APPLIED!!!
• Use process performance data and team observation to prioritise issue.
Step 7-Problem SolvingCauses of Chronic Losses

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
7
TPM links to three key elements of system of improvement• Discontinuous improvement– Large step changes driven by technical improvements
• Continuous improvement– The ongoing review of process performance to identify
resolve issues and seek opportunities for improved performance
• Suggestion and ideas– Through better understanding of the work we are able to
focus ideas of the team to where they can truly add value.
Systems of Improvement

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
8

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
9
Strategy Deployment and Continuous Improvement System (excerpt)
Cascaded & LocalisedVersionOf 6 Slides
KPIs driven by localised 6 Slides
Planned Local Improvement ActivityDriven by (top down) Strategy & Targets
Bottom up improvement Ideas owned by the team
Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
10
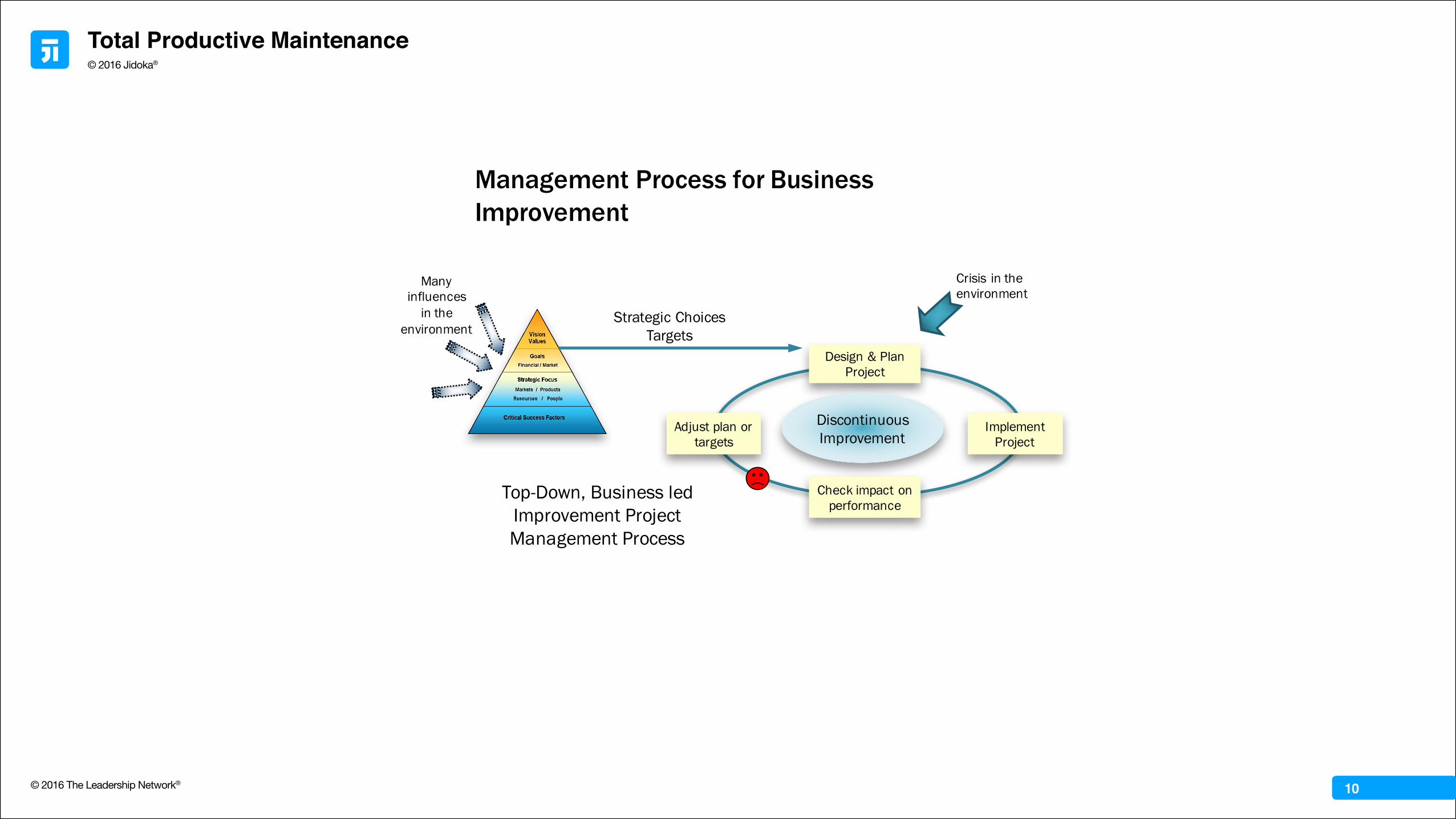
Management Process for Business Improvement
Many influences
in the environment
Crisis in the environment
Design & Plan Project
Implement Project
Adjust plan or targets
Check impact on performance
Discontinuous Improvement
Strategic ChoicesTargets
Top-Down, Business ledImprovement ProjectManagement Process

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
11
Continuous Improvement - stability
Real time problem solving
Make changes
Check impact on performance
Problem detectedat source
Test for stability and reset
Continuous Improvement
Many smallproblems

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
12
Continuous Improvement - stability
Real time problem solving
Make changes
Check impact on performance
Problem detectedat source
Test for stability and reset
Continuous Improvement
Many smallproblems
DeployedTargets
Bottom-up, Team ledDay-to-dayImprovement Process
Many influences
in the environment
Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
13
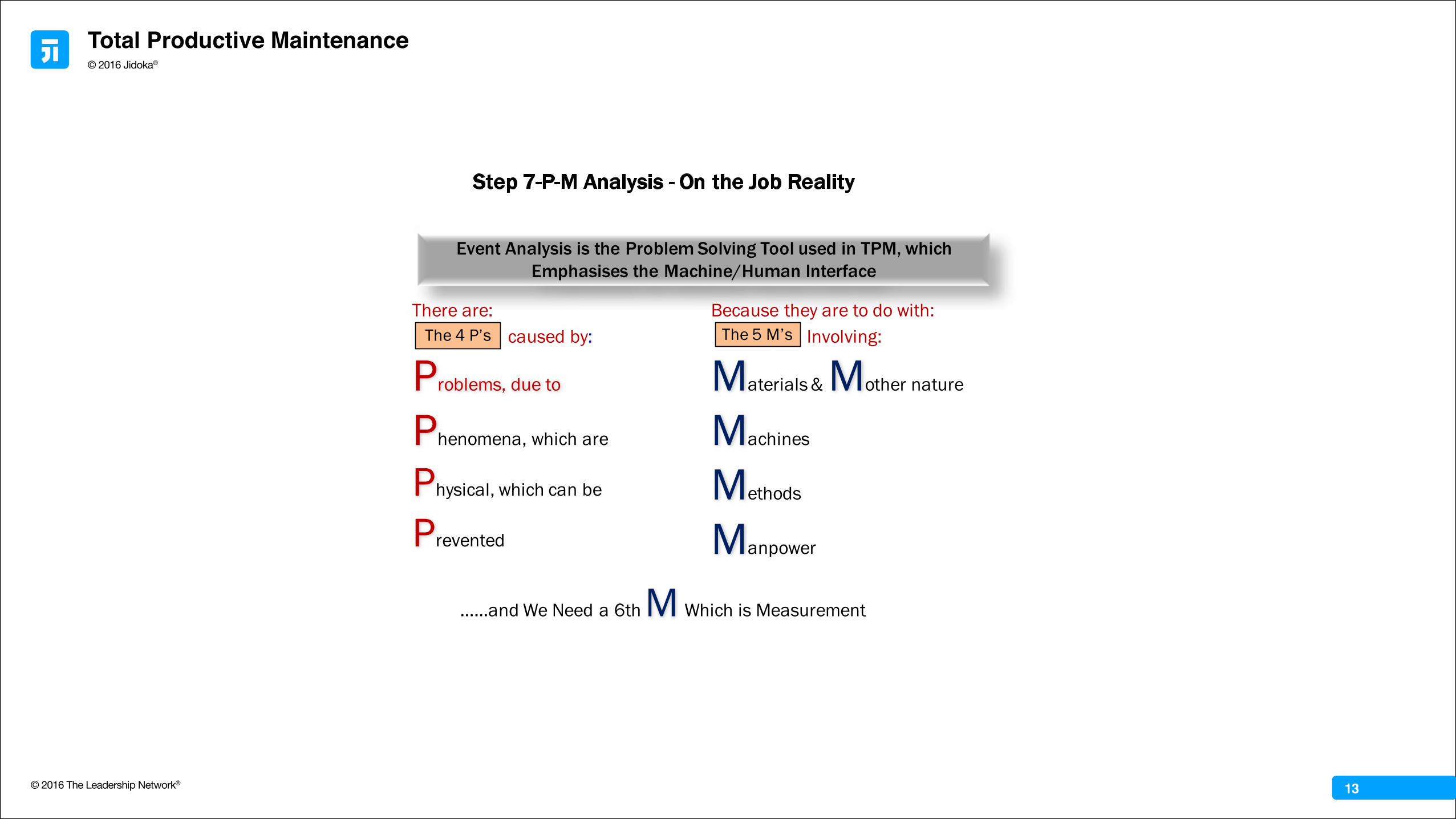
There are:caused by:
Problems, due to
Phenomena, which are
Physical, which can be
Prevented
Because they are to do with:Involving:
Materials & Mother nature
Machines
Methods
Manpower
Step 7-P-M Analysis - On the Job Reality
Event Analysis is the Problem Solving Tool used in TPM, which Emphasises the Machine/Human Interface
The 4 P’s The 5 M’s
……and We Need a 6th M Which is Measurement

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
14
• Methodology to address issues arising from Step 3.
• Engages team in focused and effective problem resolution and problem prevention
Event Analysis

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
15
• Understand how the mechanism is supposed to work (criticality assessment)
• Restore before renew, i.e. Solve existing problems before introducing new equipment with new problems.
• Make all aware of the problem/opportunity• Observe current situation & take measurements• Define the problem in physical terms and identify
factors which contribute to its occurrence
Using Event Analysis –the On the Job Reality

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
16
• Develop optimum solutions for all contributory factors
• Try out ideas first and check the results• Apply proven low cost or no cost solutions first• Implement ideas as soon as possible• Standardise best practice with all those involved• Monitor and review
Using Event Analysis –the On the Job Reality

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
17
Make it Visible and engaging

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
18
Four Cycle-11 Step TPM
ReviewPerformance
Criteria & History
Measurement & Opportunity
analysis of KPIs
(incl. OEE)
Equipment Criticality
Assessment
Condition Appraisal & Restoration
plan
Root cause Analysis &
Problem Resolution
Individual & Team Skill Development
Leadership &
Behaviours
Audit & Review Process
MEASURECURRENT STATE
& IDENTIFY OPPORTUNITY
CONDITION REVIEW
(INCL. SAFETY ENERGY, &
ENVIRONMENT)
PROBLEM PREVENTION &BEST PRACTICE
ROUTINES
FUTURE STATE REALISATION
THROUGH A HABIT OF CONTINUOUS IMPROVEMENT
Feed
back
A
B
C
D
Assess Hidden
Losses/wastes& Set
Improvement priorities
DevelopFuture Total Asset Care
Best Practice & Standard Work
1 2 3
4 5 6
7 8
9 10 11

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
19
• Standardised work is the foundation for creating a repeatable process that reliably produces the desired result
• It is also the foundation for training• To teach a team member how to do a job, the method
must be clearly defined• Standard work includes:
– Takt time– Standard work sequence– Standard work-in-process
• You need a stable process to have standardised work and you need standardised work to break down the job for job instruction training
Standardised Work and Job Breakdown

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
20
• Training Within Industry Thinking– Job Breakdown Sheets– Single point Lessons– Frontline Operator Asset Care Checks (FLOACs)
Methodologies

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
21
1. Prepare work standard (Job Instruction: JI)2. Provide training and make certain that operators
do their jobs according to standards (Job Instruction: JI)
3. Improve the status quo by improving standards (Job Methods: JM)
4. Take notice of abnormalities and address them right away (Job Methods: JM)
5. Create a good working environment (Job Relations: JR)
Training Within Industry (TWI)

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
22
Even more influential than Henry Ford was themethodology and philosophy of the Americanmilitary’s Training Within Industry (TWI) service….Itwas based on the belief that the way to learn aboutindustrial engineering methods was throughapplication on the shopfloor and that standardizedwork should be a cooperative effort between theforeman and the worker….the Toyota Way of going tothe source, observing in detail, and learning by doingwere all very much influenced by TWI….and becamethe backbone of Toyota’s standardization philosophy.
Jeff Liker, The Toyota Way, pp 141
TWI at The Toyota Way

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
23
• Agree Best Practice
• Standardise (Train and Assess)
• Practice and Refine (Pass on Lessons Learnt)
Step 8 - Best Practice Routines

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
24
The Right Tools,Information,
Spares,Facilities,
Equipment
BestTechniques
of AssetCare
CorrectOperation
Step 8 - Best Practice Framework

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
25
4 x Principles to Follow:
1. Contain content which can be delivered in 10 minutes or less
2. Are highly visual
3. Are an essential aid to communication foroperators, maintainers, managers and support staff
4. Address the main stages of the learning process:-Explain (Awareness)Demonstrate (Understanding)Practice (Skill Development)Confirm (Competent To Train Others).
Step 8 - Single Point Lessons

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
26
Step 8: Develop Best PracticeStandard Work and SPL’s

Total Productive Maintenance
© 2016 The Leadership Network®
© 2016 Jidoka®
27
SPL NoR1
TASK DESCRIPTION
How to…
CARRY OUT A 640 FLUSH – PROCEDURE FOR RAYPAK
WHY SPL?
DATE: 14/3/13VERSION:
1.0
No.
MAIN STEPS(who, what, why, where,
when)KEY POINTS TO DEMONSTRATE VISUAL AID
1. BATCH PASSED GREEN FILLING LIGHT FLASHES
2. TRANSFER BATCH PRESS GREEN BUTTON
3.WATCH TANK & PRESS STOP
BUTTON
UNDERSTANDING OF COLOUR CHANGE OF
LIQUID
4. SAMPLE TAKEN TO Q.A. UNDERSTANDING OF PASSING FOR BRICS
5. 640 CHECK FOR BRICKS BY Q.A. PASS OR FAIL CRITERIA FOR BRICS
6. OPEN 640 VALVE MANUALLY CONTENTS DRAINED & STOPPED
7. PRESS GREEN START BUTTON CONE SECTION FILLED AND STOP
8. SAMPLE TAKEN TO Q.A. FOR CONFIRMATION
CONFIRMATION FOR PRODUCTION & TRANSFER AUTO TURN OFF
COMPETENCY STATUS
AFTER ONE DEMONSTRATION
AFTER 3 UNSUPERVISED START UPS
WHEN SIGNED OFF BY TEAM LEADER
1 2 & 7 3
4 5
Step 8 - Use of Single Point Lessons
AUTHORISATON: