
Total no of trips at NTPC coal stations 2013 Presentations/Day-2 at PMI... · VINDHYACHAL 2005-06...
77
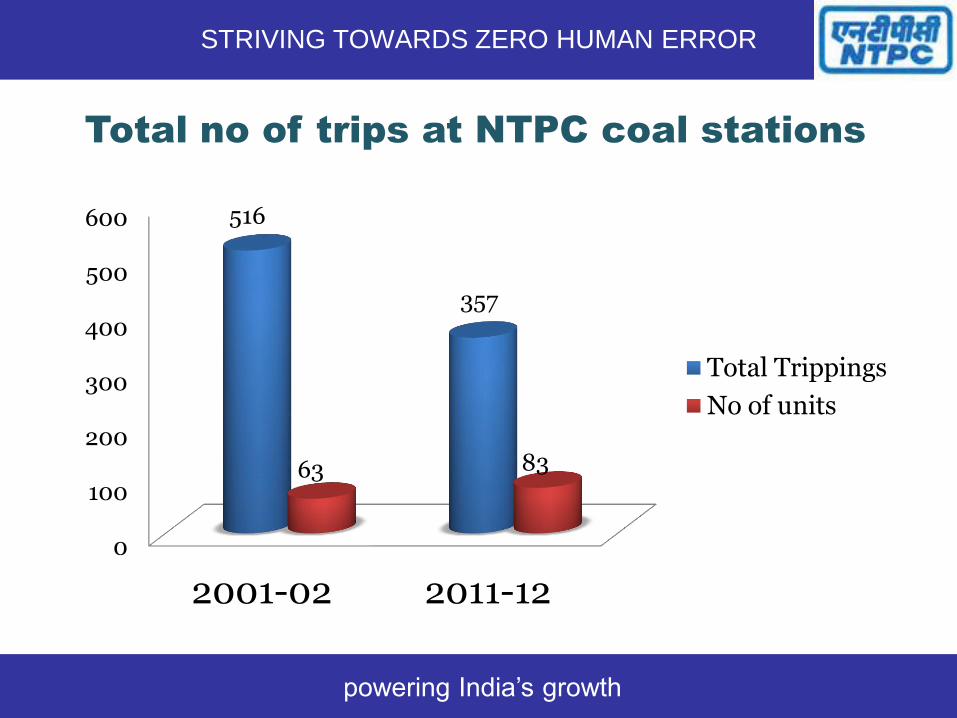
0 100 200 300 400 500 600 2001-02 2011-12 516 357 63 83 Total Trippings No of units STRIVING TOWARDS ZERO HUMAN ERROR powering India’s growth Total no of trips at NTPC coal stations
Transcript of Total no of trips at NTPC coal stations 2013 Presentations/Day-2 at PMI... · VINDHYACHAL 2005-06...
0
100
200
300
400
500
600
2001-02 2011-12
516
357
63 83
Total Trippings
No of units
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Total no of trips at NTPC coal stations

Breakup of Trips at NTPC coal stations
0
20
40
60
80
100
120
140
160
180
ELEC SG/TG C&I OPN(HE) OTHER
174 163
82
32
65
124
100
57 44
32
2001-02 2011-12
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Source: Yearly Trip analysis reports of NTPC
coal stations
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
18.00
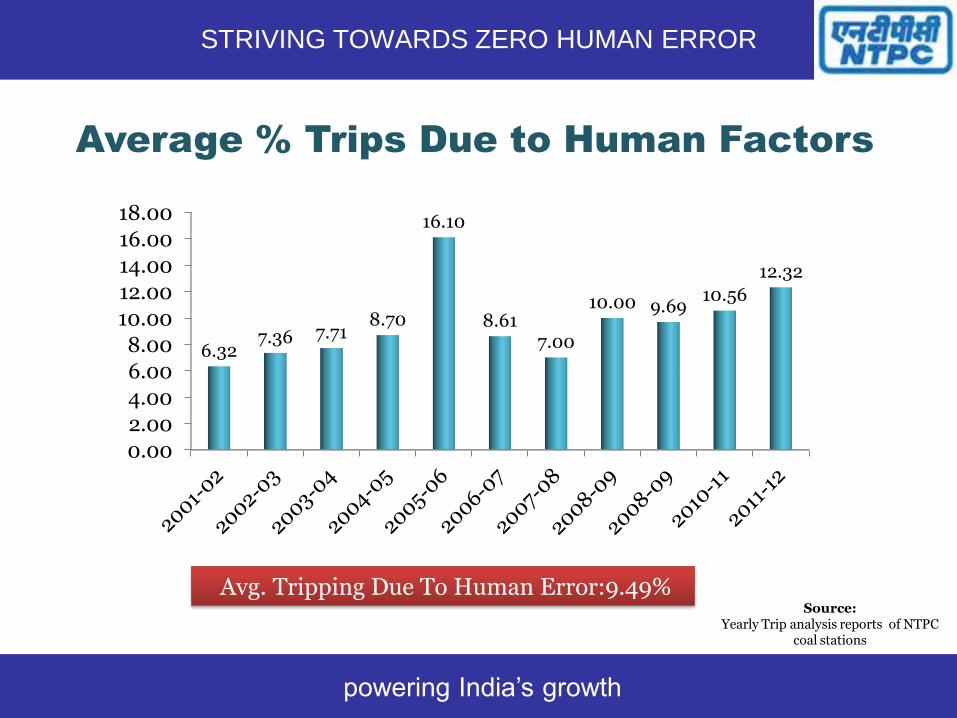
6.32 7.36 7.71
8.70
16.10
8.61 7.00
10.00 9.69 10.56
12.32
Average % Trips Due to Human Factors
Avg. Tripping Due To Human Error:9.49%
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Source: Yearly Trip analysis reports of NTPC
coal stations

STRIVING TOWARDS ZERO HUMAN ERROR
Presented by: Nilesh dangayach Abhishek jain

Presentation Outline
Compilation of trips due to human error
Categorization on the basis of direct cause
Event investigation and Root Cause Analysis
Identification of the dominant factors
Case studies
Implementation of corrective measures
Conclusion
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Compilation Data
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Source: Trip reports of NTPC coal stations.
Base years: From 2001-02 to 2011-12 (11 years)
Number of trips attributed to human error = 322
Selected batch size representing the whole batch = 101

S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
1
While replacing resin from stator water SPU, wrong v/v
operation for draining SPU. Primary water tank level
reduced and unit tripped on Bushing Flow Low.
RAMAGUNDAM 2001-02 Slips, lapse, omission
2 Generator Field breaker operated instead of operating
other nearby switch for MVAR raise/lower. VSTPS 2001-02
Wrong desk
operation
3
Unit running on single TDBFP, its LOP made off from desk
in place of MDBFP LOP starting. Unit tripped on all BFP
tripped.
VSTPS 2001-02 Wrong desk
operation
4 While changing Active processor to standby processor PA
fans IGV become zero. VSTPS 2001-02 Lack of knowledge
5
“Turbine not working” alarm was appearing continuously
and persisted for 11 secs after some time. Unit tripped on
RH protection.
VSTPS 2001-02 Lack of Knowledge
6 Fire occurred due to oil leakage from TDBFP governing oil
supply line. Unit hand tripped and ALL TG LOPs stopped. VSTPS 2001-02
Wrong desk
Operation.
7 While isolating starting ejector, steam v/v closed first
instead of air v/v. Unit tripped on Low Vacuum. VSTPS 2001-02 Slips, lapse, omission
8 TG LO FILTER C/O VSTPS 2001-02 Slips, lapse, omission
9 Faulty card changing by c&I, wrong card changed. Unit
tripped on flame failure. VSTPS 2001-02 Slips, lapse, omission
10
During load throw off seal steam header pressure became
low, alarm appeared and unit tripped on low vacuum after
some time.
KORBA 2002-03 Lack of knowledge
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
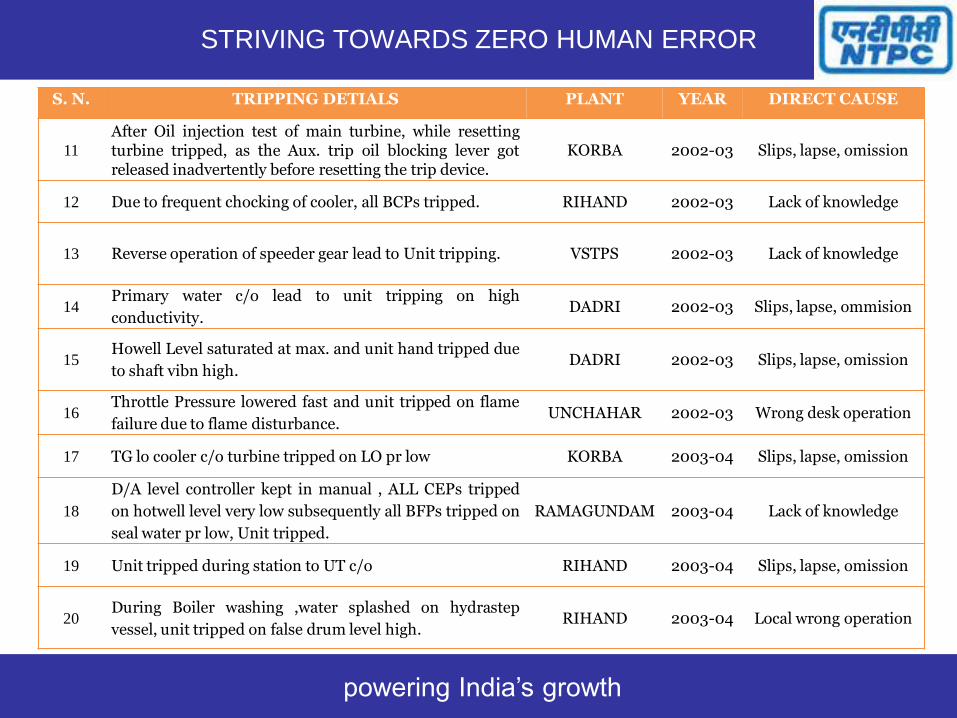
11
After Oil injection test of main turbine, while resetting turbine tripped, as the Aux. trip oil blocking lever got released inadvertently before resetting the trip device.
KORBA 2002-03 Slips, lapse, omission
12 Due to frequent chocking of cooler, all BCPs tripped. RIHAND 2002-03 Lack of knowledge
13 Reverse operation of speeder gear lead to Unit tripping. VSTPS 2002-03 Lack of knowledge
14 Primary water c/o lead to unit tripping on high
conductivity. DADRI 2002-03 Slips, lapse, ommision
15 Howell Level saturated at max. and unit hand tripped due
to shaft vibn high. DADRI 2002-03 Slips, lapse, omission
16 Throttle Pressure lowered fast and unit tripped on flame
failure due to flame disturbance. UNCHAHAR 2002-03 Wrong desk operation
17 TG lo cooler c/o turbine tripped on LO pr low KORBA 2003-04 Slips, lapse, omission
18
D/A level controller kept in manual , ALL CEPs tripped
on hotwell level very low subsequently all BFPs tripped on
seal water pr low, Unit tripped.
RAMAGUNDAM 2003-04 Lack of knowledge
19 Unit tripped during station to UT c/o RIHAND 2003-04 Slips, lapse, omission
20 During Boiler washing ,water splashed on hydrastep
vessel, unit tripped on false drum level high. RIHAND 2003-04 Local wrong operation
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
21 Wrong isolation of 48V DC lead to unit tripping RIHAND 2003-04 Wrong Local
operation
22
ID Fan C tripped on R-phase over current protection though the
current was normal. Other ID fan was tripped inadvertently while
stabilizing unit. Unit tripped on Both\ID Fans off.
SINGRAULI 2004-05 Wrong desk operation
23 Load reduced due to reduction in TSE margin. Unit tripped on drum
level low. RAMAGUNDAM 2004-05 Wrong desk operation
24
During Mill F energy measurement VT fuses of 6.6 KV unit bus
tripped on under voltage. Unit tripped on Loss of fuel due to
tripping of auxiliaries.
DADRI 2004-05 Lack of knowledge
25 Unit tripped on drum level low as one BFP got unloaded. FARKKA 2004-05 Wrong desk operation
26
There was a dip of 16 MW in load set point when frequency
influence was made ON. Boiler master command dipped & unit
tripped on flame failure.
UNCHAHAR 2004-05 Wrong desk operation
27
Leak off steam control valve pump tripped. When it was again
started by C&I, control valve opened full, as control loop had
remained in auto. Seal steam pressure could not be maintained and
unit tripped.
UNCHAHAR 2004-05 Wrong desk operation
28 Unit tripped on Both ID Fans tripped. EPBs of both UPS found
pressed. Tripping of UPS caused tripping of both ID Fans and MFT. TALCHAR 2004-05 Wrong local operation
29 Unit tripped due to PA fan tripping. EPB of PA fan found pressed. TALCHER 2004-05 Wrong local operation
30 Contractor personnel working in U#6 C&I module disturbed U#4
module by mistake. TALCHER 2004-05 Wrong local operation
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
31 Protection acted due to inadvertent flushing of air line of the air
flow transmitter of unit 3 in place of unit 1.
TALCHER-
THERMAL 2004-05 Wrong local operation
32
While providing connection to energy meter in 6.6 KV bus 5A ,
PT link was inadvertently removed, tripping the bus on under
voltage.
TALCHER-
THERMAL 2004-05 Wrong local operation
33
During work in unit-1 PLC, power supply breakers of unit-2 were
switched off inadvertently. MFT actuated due to loss of 220v DC
supply to PLC-4.
TALCHER
THERMAL 2004-05 Wrong local operation
34 During TD BFP charging unit tripped on low condenser vacuum. SINGRAULI 2005-06 Slips, lapse, omission
35 Running Seal oil pump tripped due to wrong selection of seal oil
pump, unit manually tripped SINGRAULI 2005-06 Wrong desk operation
36 Fire protection operated during working of faulty channel. KORBA 2005-06 Wrong local operation
37 Drum Level very high operated due to wrong FRS valve
operation RAMAGUNDAM 2005-06 Wrong Desk operation
38 Running unit 6.6Kv Bus DC supply made off during working in
overhauled unit. RAMAGUNDAM 2005-06 Wrong Local operation
39 One BFP tripped, S/B BFP did not come ,Unit tripped on drum
level low. RIHAND 2005-06 Slips, lapse, omission
40 Mill SAF B U/P to C&I, SAF A discharge damper closed by
mistake, all mills tripped which lead unit tripping on loss of fuel. RIHAND 2005-06 Wrong local operation
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
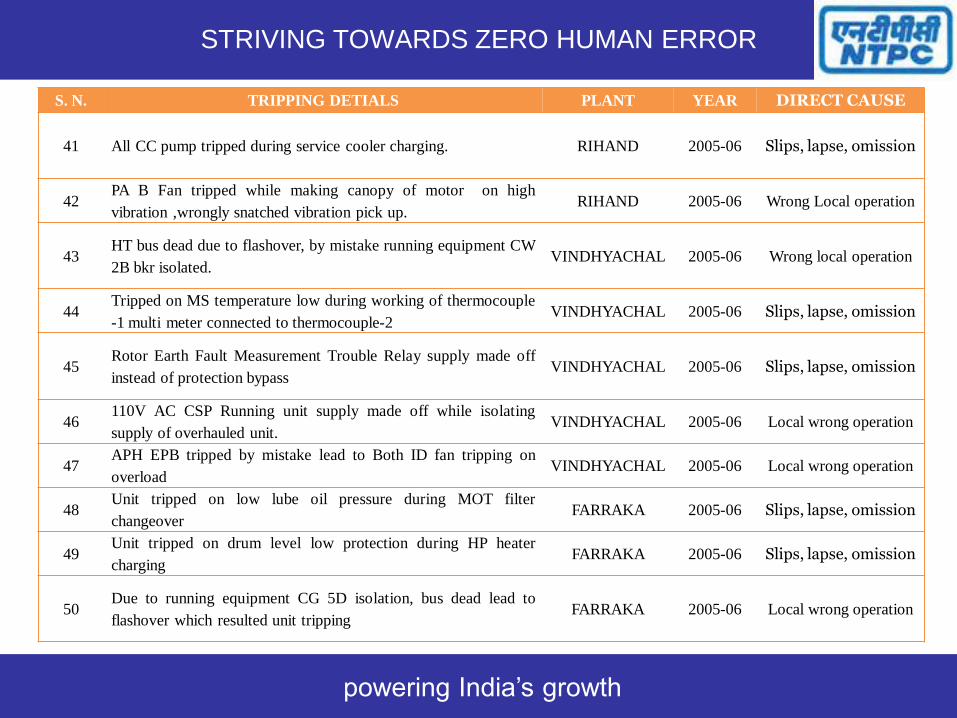
41 All CC pump tripped during service cooler charging. RIHAND 2005-06 Slips, lapse, omission
42 PA B Fan tripped while making canopy of motor on high
vibration ,wrongly snatched vibration pick up. RIHAND 2005-06 Wrong Local operation
43 HT bus dead due to flashover, by mistake running equipment CW
2B bkr isolated. VINDHYACHAL 2005-06 Wrong local operation
44 Tripped on MS temperature low during working of thermocouple
-1 multi meter connected to thermocouple-2 VINDHYACHAL 2005-06 Slips, lapse, omission
45 Rotor Earth Fault Measurement Trouble Relay supply made off
instead of protection bypass VINDHYACHAL 2005-06 Slips, lapse, omission
46 110V AC CSP Running unit supply made off while isolating
supply of overhauled unit. VINDHYACHAL 2005-06 Local wrong operation
47 APH EPB tripped by mistake lead to Both ID fan tripping on
overload VINDHYACHAL 2005-06 Local wrong operation
48 Unit tripped on low lube oil pressure during MOT filter
changeover FARRAKA 2005-06 Slips, lapse, omission
49 Unit tripped on drum level low protection during HP heater
charging FARRAKA 2005-06 Slips, lapse, omission
50 Due to running equipment CG 5D isolation, bus dead lead to
flashover which resulted unit tripping FARRAKA 2005-06 Local wrong operation
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
51 Running mill lop stopped from desk, lead to mill tripping resulted in
unit tripping on flame failure. UNNACHAR 2005-06
Wrong Desk
operation
52 Unit tripped on drum level low due to closing of FRS valve instead of
CBD valve. KAHALGAON 2005-06
Wrong Desk
operation
53 Vacuum breaker valve open from local KAHALGAON 2005-06 Local wrong
operation
54 Drum level low due to delay in increasing BFP scoop SINGRAULI 2006-07 Wrong desk
operation
55
Unit tripped on flame failure when mills d, e & f out of six running
mills were tripped as one of the running TDBFP B tripped on over
speed and drum level was decreasing even when MDBFP took auto
start.
RAMAGUNDAM 2006-07 Wrong desk
operation
56 Turbine tripped on fire protection channel-2 due to mot level very
low (actual). RAMAGUNDAM 2006-07 Lack of knowledge
57
UAT-1B was out of service (maintenance work). While starting BFP-
B from station bus, station bus-b tripped. BFP-3B was also started at
the same time, which was in lighted up condition.
FARAKKA 2006-07 Wrong desk
operation
58
Lub oil pumps a& b of both TDBFPS' EPB found in pressed
condition. Both TD BFP tripped on lub oil header pressure low
protection. MDBFP took start, but tripped on overload.
FARAKKA 2006-07 Wrong local
operation
59 Furnace pressure went high while coal flow was being regulated to
adjust load according to frequency. UNCHAHAR 2006-07
Wrong desk
operation
60 Unit tripped on generator cold gas temp. Very high protection as
ECW pumps tripped due to low ecw tank level . UNCHAHAR 2006-07 Lack of knowledge
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
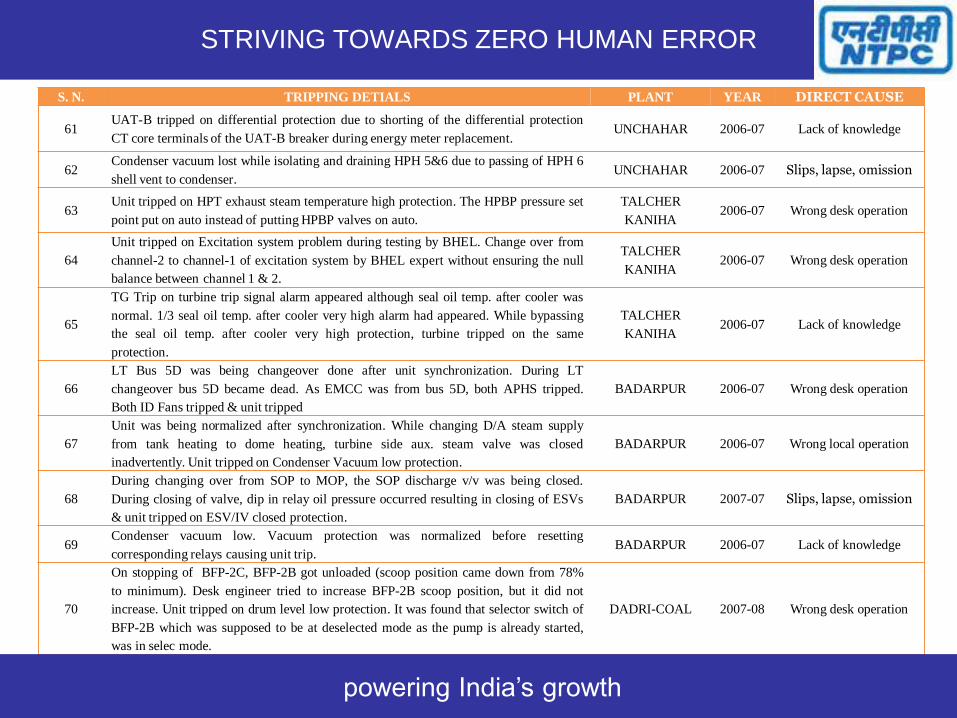
61 UAT-B tripped on differential protection due to shorting of the differential protection
CT core terminals of the UAT-B breaker during energy meter replacement. UNCHAHAR 2006-07 Lack of knowledge
62 Condenser vacuum lost while isolating and draining HPH 5&6 due to passing of HPH 6
shell vent to condenser. UNCHAHAR 2006-07 Slips, lapse, omission
63 Unit tripped on HPT exhaust steam temperature high protection. The HPBP pressure set
point put on auto instead of putting HPBP valves on auto.
TALCHER
KANIHA 2006-07 Wrong desk operation
64
Unit tripped on Excitation system problem during testing by BHEL. Change over from
channel-2 to channel-1 of excitation system by BHEL expert without ensuring the null
balance between channel 1 & 2.
TALCHER
KANIHA 2006-07 Wrong desk operation
65
TG Trip on turbine trip signal alarm appeared although seal oil temp. after cooler was
normal. 1/3 seal oil temp. after cooler very high alarm had appeared. While bypassing
the seal oil temp. after cooler very high protection, turbine tripped on the same
protection.
TALCHER
KANIHA 2006-07 Lack of knowledge
66
LT Bus 5D was being changeover done after unit synchronization. During LT
changeover bus 5D became dead. As EMCC was from bus 5D, both APHS tripped.
Both ID Fans tripped & unit tripped
BADARPUR 2006-07 Wrong desk operation
67
Unit was being normalized after synchronization. While changing D/A steam supply
from tank heating to dome heating, turbine side aux. steam valve was closed
inadvertently. Unit tripped on Condenser Vacuum low protection.
BADARPUR 2006-07 Wrong local operation
68
During changing over from SOP to MOP, the SOP discharge v/v was being closed.
During closing of valve, dip in relay oil pressure occurred resulting in closing of ESVs
& unit tripped on ESV/IV closed protection.
BADARPUR 2007-07 Slips, lapse, omission
69 Condenser vacuum low. Vacuum protection was normalized before resetting
corresponding relays causing unit trip. BADARPUR 2006-07 Lack of knowledge
70
On stopping of BFP-2C, BFP-2B got unloaded (scoop position came down from 78%
to minimum). Desk engineer tried to increase BFP-2B scoop position, but it did not
increase. Unit tripped on drum level low protection. It was found that selector switch of
BFP-2B which was supposed to be at deselected mode as the pump is already started,
was in selec mode.
DADRI-COAL 2007-08 Wrong desk operation
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
71 Unit tripped on "Furnace Pr. lo-lo" protection. It is suspected that either operating staff
inadvertently might have forgotten to put blade pitch master controller on auto. FARAKKA 2007-08 Lack of knowledge
72
While selecting MDBFP scoop (to reduce it), feed water master got selected as these
two very near in the computer screen and were visually identical. Immediately, feed
water flow came down drastically. Unit tripped on drum level low-low.
RAMAGUNDA
M 2007-08 Wrong desk operation
73
Unit was synchronised & running at 63 MW and was under stabilasation. Unit tripped
on Hydrogen cold gas temperature high protection. It was observed that Hydrogen
cold gas temperature rise overlooked
SINGRAULI 2007-08 Lack of knowledge
74
Unit was at 20 MW. While the load was being Increased, condenser vacuum started
falling and subsequently unit tripped on condenser vacuum low protection. The
atmospheric vent valve of HP flash tank remained in open condition causing drop in
condenser vacuum.
TANDA 2007-08 Slips, lapse,
omission
75
Standby CEP was under permit. Suspected that EPB of running CEP was accidentally
pressed. Mills were hand tripped for reducing load. As Deaerator level dropped feed
water flow was also reduced. Unit tripped on drum level low protection.
TANDA 2007-08 Wrong local and desk
operation
76
Unit tripping on “All BFP trip protection” as all of running BFPs tripped on
“discharge pr. Low” protection due sudden increase in FW flow while operating FRS
control valve.
BADARPUR 2008-09 Wrong desk operation
77 Unit tripped while carrying out supply changeover from Station source to UAT (UAT
breaker was not in service position) KHALGAON 2008-09
Slips, lapse,
omission
78 Unit tripped on “Drum Level high’ protection” as BFP controls shifted to manual. KHALGAON 2008-09 Wrong desk operation
79
Unit tripped on Drum level low protection due to tripping of one out of two running
BFP (EPB pressed).One BFP was under PTW and Drum level could not be maintained
with one BFP.
KORBA 2008-09 Wrong local operation
80 Unit tripped while changing over supply from station bus to unit bus. SINGRAULI 2008-09 Wrong desk operation
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
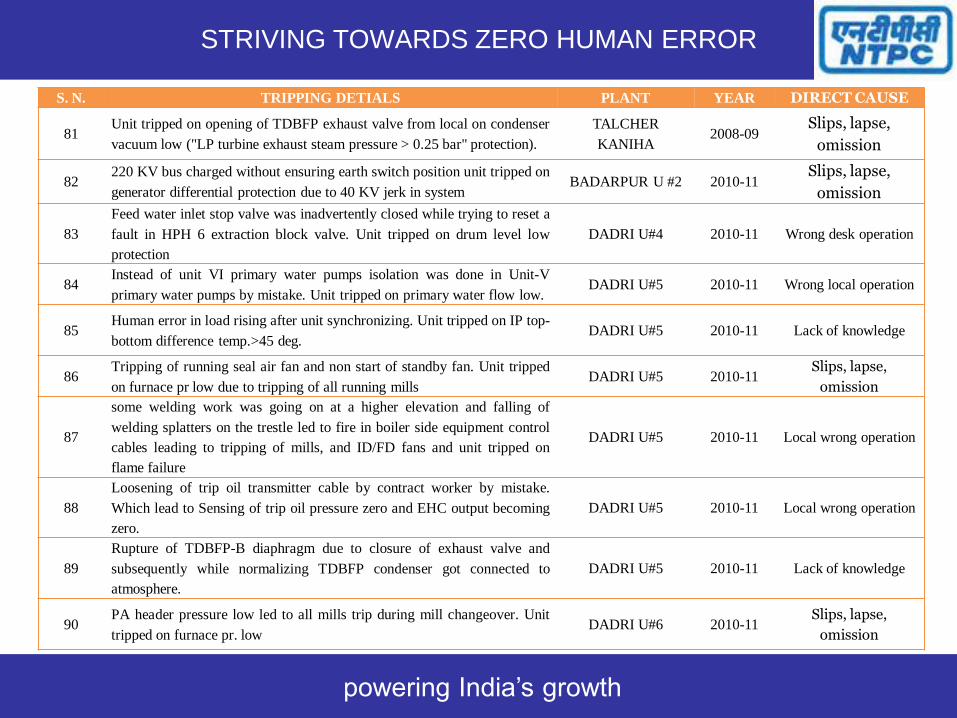
81 Unit tripped on opening of TDBFP exhaust valve from local on condenser
vacuum low ("LP turbine exhaust steam pressure > 0.25 bar" protection).
TALCHER
KANIHA 2008-09
Slips, lapse,
omission
82 220 KV bus charged without ensuring earth switch position unit tripped on
generator differential protection due to 40 KV jerk in system BADARPUR U #2 2010-11
Slips, lapse,
omission
83
Feed water inlet stop valve was inadvertently closed while trying to reset a
fault in HPH 6 extraction block valve. Unit tripped on drum level low
protection
DADRI U#4 2010-11 Wrong desk operation
84 Instead of unit VI primary water pumps isolation was done in Unit-V
primary water pumps by mistake. Unit tripped on primary water flow low. DADRI U#5 2010-11 Wrong local operation
85 Human error in load rising after unit synchronizing. Unit tripped on IP top-
bottom difference temp.>45 deg. DADRI U#5 2010-11 Lack of knowledge
86 Tripping of running seal air fan and non start of standby fan. Unit tripped
on furnace pr low due to tripping of all running mills DADRI U#5 2010-11
Slips, lapse,
omission
87
some welding work was going on at a higher elevation and falling of
welding splatters on the trestle led to fire in boiler side equipment control
cables leading to tripping of mills, and ID/FD fans and unit tripped on
flame failure
DADRI U#5 2010-11 Local wrong operation
88
Loosening of trip oil transmitter cable by contract worker by mistake.
Which lead to Sensing of trip oil pressure zero and EHC output becoming
zero.
DADRI U#5 2010-11 Local wrong operation
89
Rupture of TDBFP-B diaphragm due to closure of exhaust valve and
subsequently while normalizing TDBFP condenser got connected to
atmosphere.
DADRI U#5 2010-11 Lack of knowledge
90 PA header pressure low led to all mills trip during mill changeover. Unit
tripped on furnace pr. low DADRI U#6 2010-11
Slips, lapse,
omission
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

S. N. TRIPPING DETIALS PLANT YEAR DIRECT CAUSE
91
Erection work on CW pump -4 was going on. It is suspected that somebody might have
pressed the EPB of running CW pump, inadvertently causing unit tripping on condenser
vacuum low protection.
DADRI U#6 2010-11 Local wrong
operation
92 Closure of VFDs and IGVs while putting the furnace pressure on auto when it was not steady.
Unit tripped on furnace pr. high DADRI U#6 2010-11 Lack of knowledge
93 Generator tripping on seal oil temperature high due to high DM cooling water temperature.
Due to chocking of all PHE’s DADRI U#6 2010-11
Local wrong
operation
94 Inadequate handling of EHC controls during pressure variations. Turbine was hand tripped as
EHC o/p became zero DADRI U#6 2010-11 Lack of knowledge
95 Poor flame conditions went un noticed leading to flame failure trip. DADRI U#6 2010-11 Lack of knowledge
96
The root cause of unit tripping was low water level in expansion tank causing tripping of
running stator water pump and standby pump also could not start leading to tripping of the
unit.
FARAKKA U#1 2010-11 Lack of knowledge
97 The unit tripped because of boiler tripping on “Furnace Pressure lo - lo” protection caused
due to inadvertent switching off of running PA fan B. FARAKKA U#4 2010-11 Wrong desk operation
98 Improper mechanical isolation of CEP led to the air ingress in condenser during suction
strainer opening for cleaning. Unit tripped on condenser vacuum low.
KAHALGAON
U#1 2010-11
Slips, lapse,
omission
99 Stopping the running Gas cooler pump by mistake. Pump B did not took start as its control
supply was found in OFF condition. Unit tripped on both gas cooler pumps off
KAHALGAON
U#4 2010-11 Wrong desk operation
100
While opening the Korba Bhilai Line 1 breaker during a load flow disturbance, it's isolator
was opened by mistake. This resulted in Bus Bar Differential Protection acted.Unit 4
connected to the Bus tripped.
KORBA U#4 2010-11 Slips, lapse,
omission
101
400KV Tie breaker developed oil leakage and it was being isolated to attend the leakage.
During an open command to it's isolator, heavy arcing observed in B phase isolator and a
heavy fault with severe voltage dip occurred.Units 1&2 tripped on pole slip protection. Unit 4
triped as it's running feeders tripped and unit 3 tripped on FD fan lub oil pump tripping.
RIHAND
U#1/2/3/4 2010-11
Slips, lapse,
omission
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

27%
24% 27%
22% Inadvertant operation from control desk
Inadertant operation at local
Slips, Lapses, omission
Lack of knowledge
Total 101 trips
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Main categories contributing to trips
attributed to human error

22%
8%
35%
35%
Inadvertant operation from control desk
Inadertant operation at local
Slips, Lapses, omission
Lack of knowledge
Total 38 trips
Categorization for Vindhyachal specific
cases
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Event investigation and
Root cause Analysis
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Old view of human error
(persons approach)
Human error is the cause of accidents.
To explain failure, you must seek failure.
You must find people’s inaccurate assessments wrong decisions, bad
judgments.
Modern view of human error
(systems approach)
Human error is a symptom of trouble deeper inside a system.
To explain failure, do not try to find where people went wrong.
Instead, find how people’s assessments and actions made
sense at the time, given the circumstances that surround them.
Opposing Views
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Traditional Root
Cause Analysis
Investigation by systems approach
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
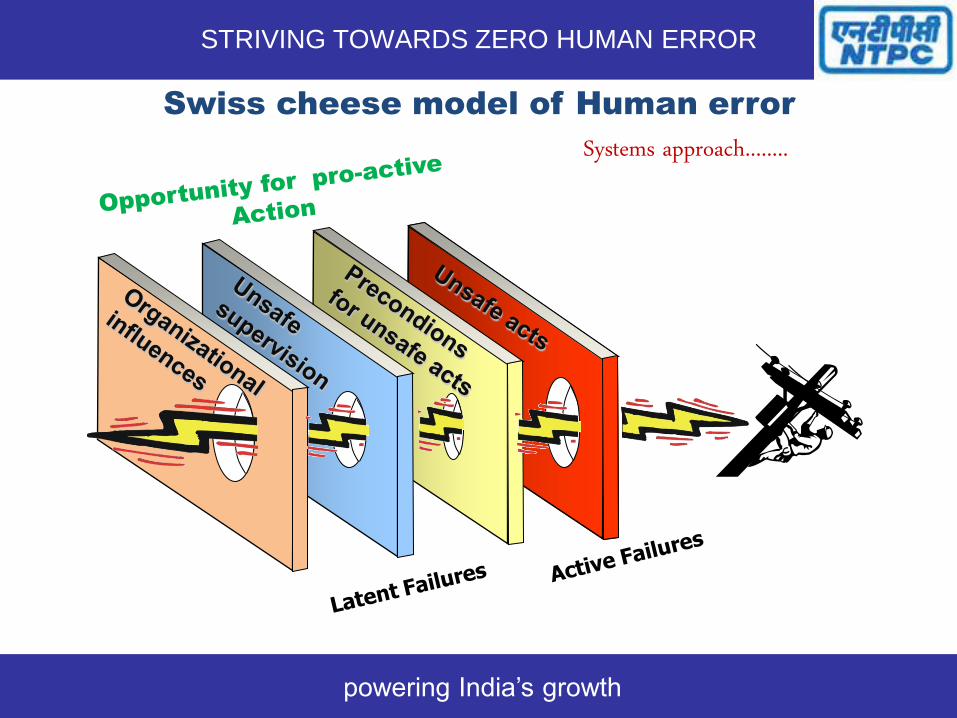
Swiss cheese model of Human error
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Systems approach........

ORGANIZATIONAL INFLUENCES (latent)
1. Resource acquisition /management
2. Organizational climate
3. Organizational Process
UNSAFE SUPERVISION
(latent)
1. Inadequate supervision
2. Planned inappropriate operations
3. Failure to correct problems
PRECONDITIONS FOR UNSAFE ACTS (latent)
1. Substandard conditions of operators
Mental/physiological status and limitations
2. Substandard practices of operators
Crew resource management, Personal readiness
UNSAFE ACTS
(active)
1. Errors
Decision errors, Skill based errors, Perceptual errors
2.Violations
Routine, Exceptional
HFACS
Human factor analysis and classification
system
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Survey Methodology
Discussions with operation executives and workmen.
In person interviews with senior executives.
Brainstorming
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Factors that came out strong from
survey
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
1. Lack of failsafe design and controls
2.Inadequate training
3.Inexperienced manpower
4.Non adherence to standard procedures

STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
13%
28%
26%
33% Lack of failsafe design and controls
Inadequate training
Inexperienced manpower
Non adherence to standard procedures
Total 101 trips
“Reverse engineering” Human Error
based on Root Cause

Case study (Lack of failsafe design)
• Case (1):
• Year: 2010-11
• First up: “FURNACE FLAME FAILURE”
• Root cause:
PA Header Pr set point was changed inadvertently from 805mmwc to 30mmwc from a work station through key board, which led to unloading of PA fans and subsequent unit tripping on “Flame failure” protection.
• Recommendations:
Direct value entry of some critical parameters is being disabled. They will be changed by Raise / Lower button only.
PA header pressure set point should not reduce below alarm value once unit is synchronized; it should be included in interlock.
• Case (2):
Year:2010-11
• First up: “Condenser Low Vacuum”
• Root cause:
• Rupture of TDBFP-B diaphragm due to inadvertent closure of exhaust valve and subsequently while normalizing TDBFP condenser got connected to atmosphere.
• Recommendations:
• Since exhaust valve is very near to casing drains valve in MIMIC so for distinguishing them size of exhaust valve increased to double.
• Close command to TDBFP exhaust valve should not be extended once TDBFP is working, it should be included in interlock.
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Design Changes Required
• Confusing displays and controls need to be rectified and for new projects especial attention is to be given to graphics/controls design.
• Certain interlocks and logics are to be reviewed to make the system failsafe.
• Certain alarms upper/lower limits are to be revised from time to time as per system requirement.
• Annunciation system needs to be improved particularly in new units .
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
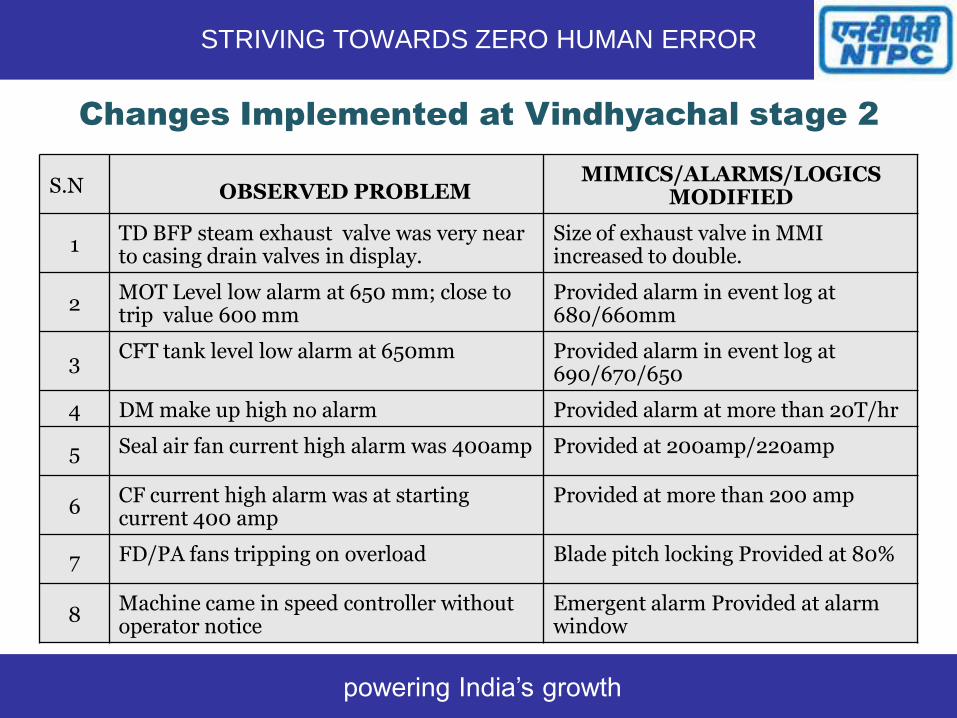
S.N OBSERVED PROBLEM MIMICS/ALARMS/LOGICS
MODIFIED
1 TD BFP steam exhaust valve was very near to casing drain valves in display.
Size of exhaust valve in MMI increased to double.
2 MOT Level low alarm at 650 mm; close to trip value 600 mm
Provided alarm in event log at 680/660mm
3 CFT tank level low alarm at 650mm Provided alarm in event log at
690/670/650
4 DM make up high no alarm Provided alarm at more than 20T/hr
5 Seal air fan current high alarm was 400amp Provided at 200amp/220amp
6 CF current high alarm was at starting current 400 amp
Provided at more than 200 amp
7 FD/PA fans tripping on overload Blade pitch locking Provided at 80%
8 Machine came in speed controller without operator notice
Emergent alarm Provided at alarm window
Changes Implemented at Vindhyachal stage 2
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Training and development
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Case study (inexperienced manpower)
• Case (1):
• Year : 2011-12
• First up: “Furnace Pr. High”
• Root cause:
Both RC feeders of one of the running ball & tube mill tripped as both the bunkers got empty. Mill was kept in service as it can be run for 10 minutes without any feeder. In the meanwhile Pressurization in Ball & Tube Mill took Place and unit tripped on furnace pr. HI HI
• Remedial measures taken/to be taken:
1. Mill should be tripped immediately if there is no chances of restarting of any feeder immediately.
2. Training is required on “Safety First” .
• Case (2):
• Year : 2011-12
• First up: “Turbine Manually Tripped”
• Root cause:
Aux steam source was changed from U5 to U#2 during stabilization of unit after capital overhaul. Sudden change over of seal steam source caused fall in cold header steam temperature and that led to high bearing vibration of turbine.
• Remedial measures taken/to be taken: Extra caution is to be exercised in maintaining seal steam/aux steam temperature during source changeover/start up/ stabilization of the unit.
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Three step development program for
new entrants
Skills testing
Departmental basics
Procedures/manuals/trip reports
Basic knowledge of power plant
Introduction to LMI’s/OD/OGN
Scrutiny at each phase
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Entry point

Implementation of the Three step development
program
1. Training/learning targets are to be included in the performance appraisal (KPA) of new entrants.
2. Assessment of the progress is to be monitored by the senior executives through regular interviews.
3. Same (assessment) will be included in the KPA targets of the senior executives.
4. Hard copy of the manuals will be readily made available to all the new entrants as per requirement.
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

A few cases of casual approach
Case 3: Date 11.06.2010
First up: Furnace Pressure Very Low
Root cause: PA fan was inadvertently stopped while stopping one of it's LOP during a
Lub Oil Pump changeover.
Case 1: Date 21.04.2010 First up: Turbine Tripped On Trip Oil Pressure Low Root cause: Unit tripped while changing over the auxiliary supply to UAT. During changeover the switch over travelled and a reverse command was given to the switch. Bus 9BA tripped due to this Unit tripped on trip oil pressure low protection due to tripping of running CF pump.
Case 2: Date 02.04.2010 First up: Primary Water Flow Low Root cause: Instead of unit VI primary water pumps isolation was done in Unit-V primary water pumps by mistake.
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

“The HEAT is on”
What does HEAT mean? H = Human E = Error A = Avoidance T = Techniques
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

1. S.A.F.E.R- Summarize, Anticipate, Foresee, Evaluate, Review
Also known as Tailboards (Job Briefs)
2. S.T.A.R. – Stop, Think, Act, Review
Also known as “Self-Verification”
3. Three-way communication
Always Take feedback from receiver
4. Two-Minute Rule:
Improves situational awareness of the job site.
5. Stop When Unsure
When unsure, stop and get help from other people.
6. Questioning Attitude
Promotes a preference for facts over submission and opinion
7. Procedure Use and Adherence
“Tools for human performance
improvement (HPI)
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Standard Procedures as safety barrier
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Case study
(non-adherence to standard procedures)
• Case (1):
• Year: 2007-08
• First up: “All BFP tripped”
• Root cause:
Unit was on partial load after DDCMIS commissioning. EBD v/v got opened on drum level high interlock and drum level start decreasing. FW flow was increased to maintain drum level. In the process D/A level became very low and unit tripped on ALL BFP TRIP protection.
• Remedial measures taken/to be taken:
1 . New changes introduced in logics should be well documented and communicated to user/operator.
• Case (2):
• Year: 2012-2013
• First up: “Turbine Hand Tripped”
• Root cause:
MOT duplex filter severe choking due to contaminated oil transfer.
• Remedial measures taken/to be taken:
1. Whenever oil is being topped up in MOT,CFT,TDBFP,MDBFP lube oil tank of any unit, oil is being checked for moisture, MI, viscosity etc. Practice is being followed even for fresh drums.
2. Always oil is being transferred by using COPU/MOT centrifuge.
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

• Compilation of human error related trip reports has been done and
approval has been taken for the distribution of the same in booklet form to all operation staff.
• Standard procedures (unit specific) have been developed and made readily available to the working executives.
• Occurrence reports for the critical activities/events are being developed by the executives involved and the same is shared through the operation web page.
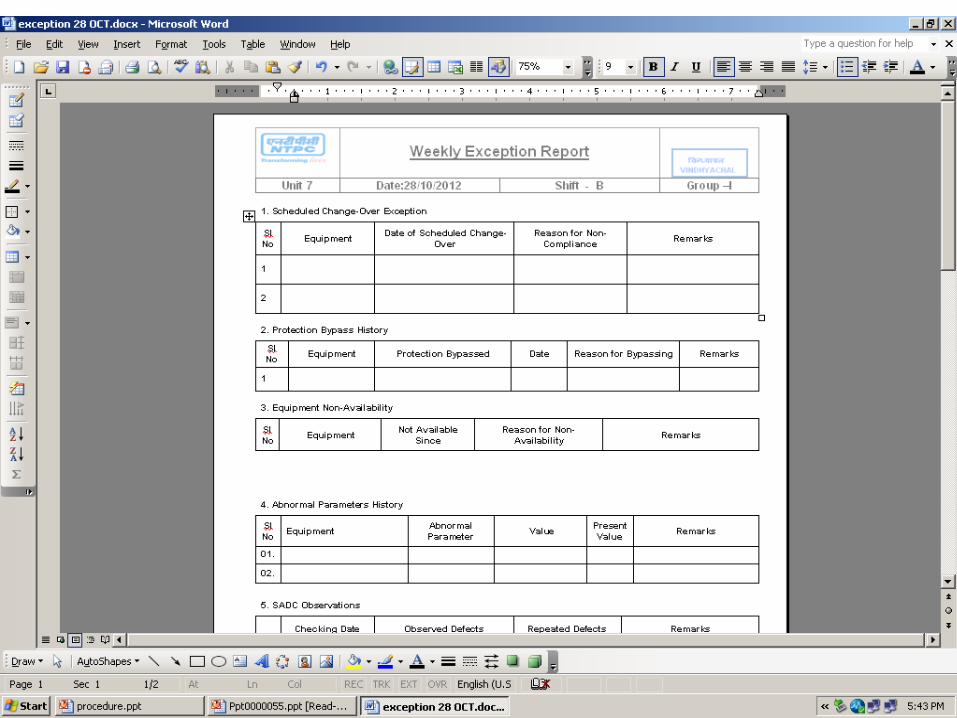
• Weekly exception reports including any pending issues are developed by UCE and mailed to the department head and seniors to keep them informed.
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Strengthening procedures at Vindhyachal
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

STRIVING FOR ZERO HUMAN ERROR
powering India’s growth
Conclusion
Zero error

Thank U
0
100
200
300
400
500
600 516
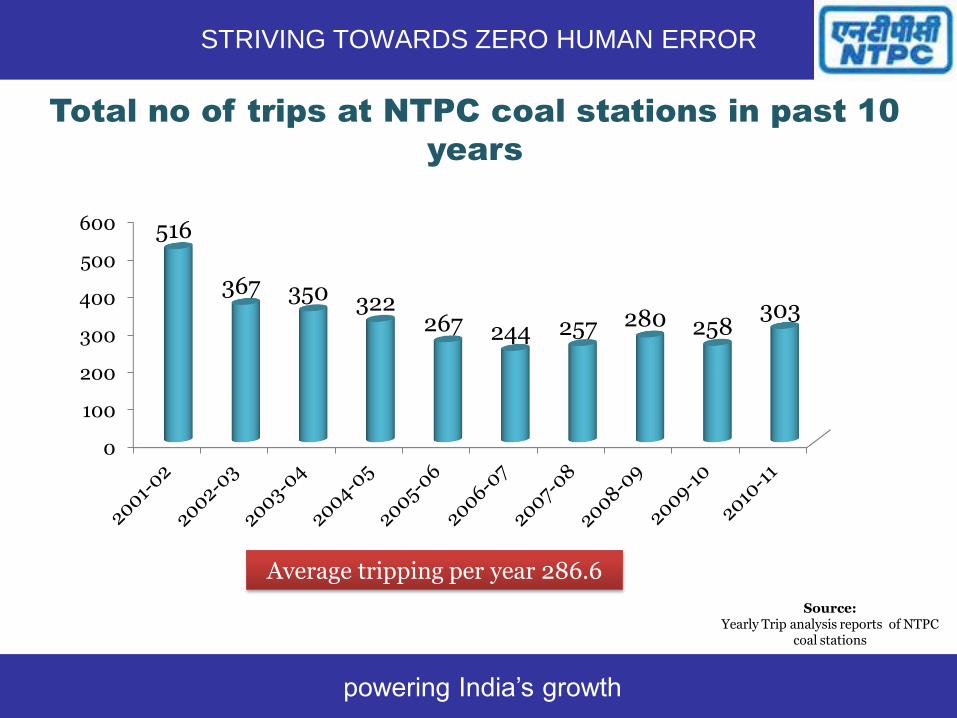
367 350 322 267 244 257 280 258
303 357
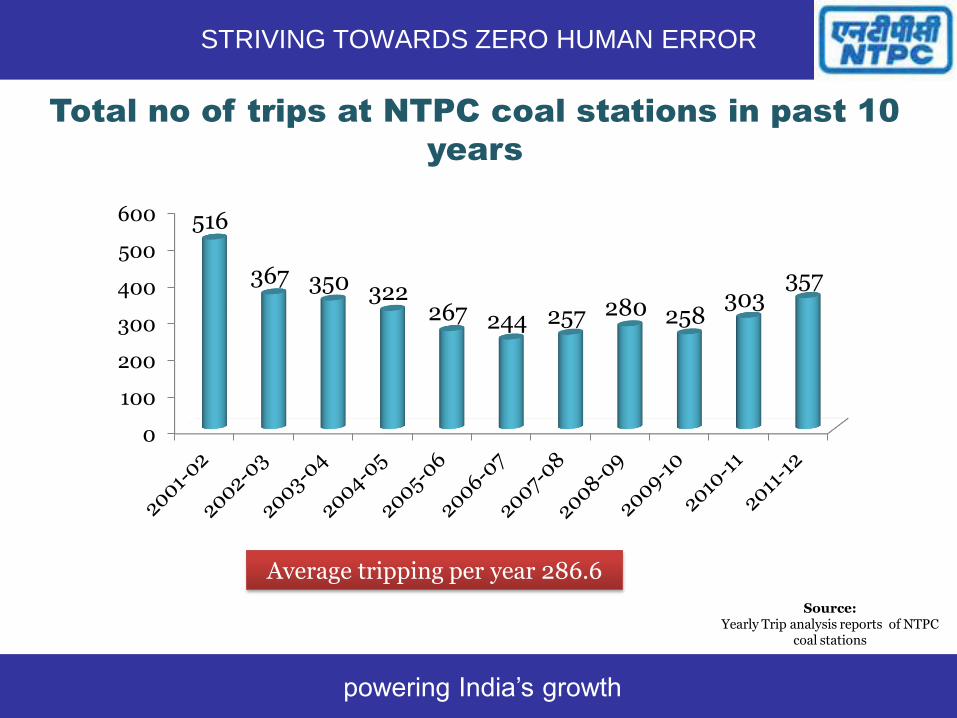
Total no of trips at NTPC coal stations in past 10
years
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Average tripping per year 286.6
Source: Yearly Trip analysis reports of NTPC
coal stations

0
5
10
15
20
25
30
35
40
45
32 27 27 28
43
21 18
25 25
32
44
Trips Due to Human Error
Average tripping due to human error:28.11
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Source: Yearly Trip analysis reports of NTPC
coal stations

ABSTRACT
• Today the biggest hurdle in our way is the number of forced outages per
year which hurts our organization not only in terms of financial losses but
also in terms of its reputation among its customers as a reliable power
producer. Although we have been able to reduce the number of forced
outages considerably during the past several years still we have a long way
to go to achieve the target of ‘Zero Forced outage’. The breakup of forced
outages is done in various categories one of which involves HUMAN
ERROR. This paper addresses the issue of forced outages attributed
particularly to the human error. Inputs to the paper are taken from the yearly
trip reports of NTPC coal stations, trip data is compiled and cost analysis is
done to assess the scope for improvement. The focus remains on adopting
modern approach in finding the root cause of the incident. It shows how to
concretely "reverse engineer" human error by rebuilding systematic
connections between human behaviour and features of the tasks and tools
that people worked with, and of the operational and organizational
environment in which they carried out their work.

Cost analysis of unit outage
Type of Cost/unit size 500 MW 210 MW
Loss on account of DC (incentive loss)
500*10³*4*0.75=1500000 210*10³*4*0.75=630000
UI loss 500*10³*2/3*4.21=1403333 210*10³*2/3*4.21=589400
Fuel cost 35*40196=1406860 25*40196=1004900
Total loss 4310193 2224300
Yearly cost 14*4310193=60342702 14*2224300=31140200
Scope of improvement
914.8 lacs/year
Source: EEMG NTPC Vindhyachal/UI cost as per CERC guidelines
STRIVING FOR ZERO HUMAN ERROR
Assumptions: (1) UI loss accounted for an avg. 40 min as the time taken for DC revision (2) Total no of trips divided as per the ratio of 500/210 MW units in total fleet
powering India’s growth

TYPICAL INVESTIGATION ERRORS
(DUE TO HINDSIGHT BIAS)
STRIVING FOR ZERO HUMAN ERROR
powering India’s growth
• Reactions arise from our ability to look back on a sequence of events, of which we know the outcome.
Retrospective
• They focus on those people who were closest in time and space to causing or potentially preventing the mishap.
proximal
• Identify what they could have or should have done – now that knowledge of the event shows the consequence of what they did
Counterfactual and judgemental

Generic approaches to minimizing
human error
• Design strategies
• Exclusion: makes it impossible to commit error used in cases in
which the potential human error can lead to catastrophic consequences.
• Prevention: makes it difficult to commit that identified human
error. used where the risk of human error is not as critical.
• Fail safe: mitigates the consequences of human error instead of
trying to prevent it from occurring in the first place.

Case study (inadequate training)
• Case (1):
Dadri Unit V Date: (12/05/2010)
• First up: “IP TOP-BOTTOM CASING TEMPERATURE DIFFERENCE HIGH”
• Event description:
Unit tripped on HP or IP top bottom casing temperature difference > 45 Deg C. The trip logic requires load more than 100MW and during that time load was being raised after synchronisation and had crossed 100MW.
• Root cause: human error in load raising
• Recommendations:
Large number of fresh ETs working in operation and having experience of less than one year has to be given in-depth orientation of the process interlocks and protections.
STRIVING FOR ZERO HUMAN ERROR
• Case (2):
Dadri Unit VI Date: (05/08/2010)
• First up: “TURBINE HAND TRIPPED”
• Event description:
With rise of throttle pressure, unit came from pressure to load controller. While trying to normalize a fixed command was given to EHC but the deviation was not matched. This resulted in complete unloading of the machine and the unit was hand tripped.
• Root cause:
Inadequate handling of EHTC controls during pressure variations
• Recommendations:
Training on governing system to operation engineers to avoid human error.
powering India’s growth

Why training needs to be strengthened
• Fast track expansion of the company demands new entrants to take Higher responsibilities early in their career.
• Present training facilities are inadequate to keep pace with faster development needs.
• No. of less experienced people have increased in the present manpower mix.
• Experienced people are under heavy work load, and find it difficult to spare time for new entrants.
STRIVING FOR ZERO HUMAN ERROR
powering India’s growth

Lack of experienced manpower
• Manpower mix needs to be balanced especially in new projects where system is still unstable and prone to failures.
• Lateral entry of more experienced personnel may be increased in line with the fast track capacity addition program of the company.
• Experienced manpower may be retained after retirement through contracting agencies.
• Promotion/appraisal, incentive policies may be changed to retain quality manpower
STRIVING FOR ZERO HUMAN ERROR
powering India’s growth
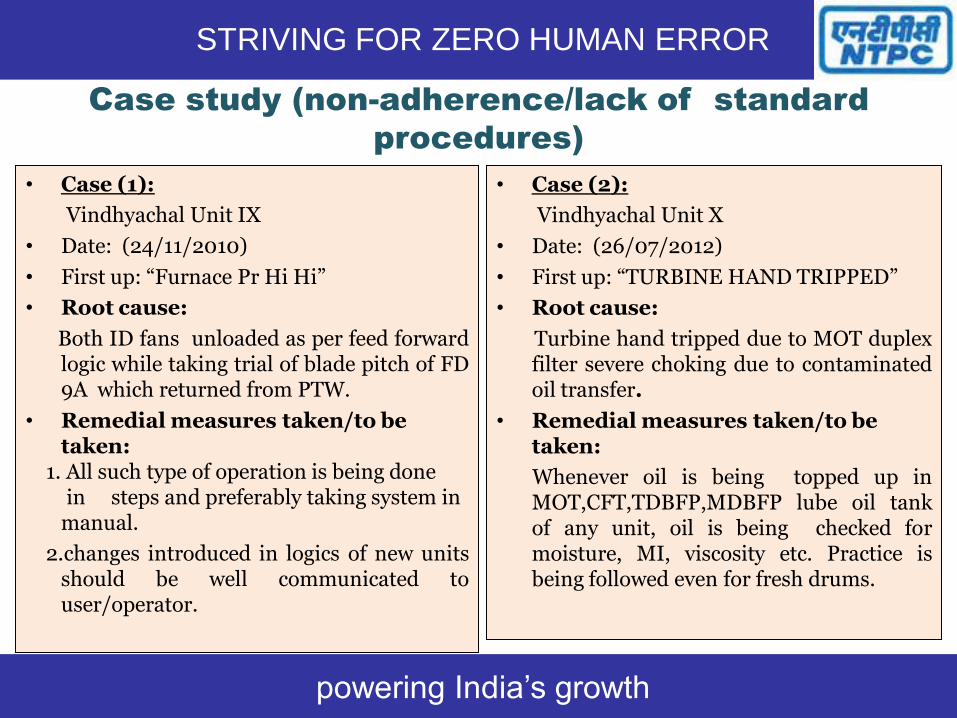
Case study (non-adherence/lack of standard
procedures)
• Case (1):
Vindhyachal Unit IX
• Date: (24/11/2010)
• First up: “Furnace Pr Hi Hi”
• Root cause:
Both ID fans unloaded as per feed forward logic while taking trial of blade pitch of FD 9A which returned from PTW.
• Remedial measures taken/to be taken:
1. All such type of operation is being done in steps and preferably taking system in
manual.
2.changes introduced in logics of new units should be well communicated to user/operator.
STRIVING FOR ZERO HUMAN ERROR
• Case (2):
Vindhyachal Unit X
• Date: (26/07/2012)
• First up: “TURBINE HAND TRIPPED”
• Root cause:
Turbine hand tripped due to MOT duplex filter severe choking due to contaminated oil transfer.
• Remedial measures taken/to be taken:
Whenever oil is being topped up in MOT,CFT,TDBFP,MDBFP lube oil tank of any unit, oil is being checked for moisture, MI, viscosity etc. Practice is being followed even for fresh drums.
powering India’s growth

Standard Procedures as a safety barrier
• Standard procedures to be developed and made readily available to the working executives.
• Increased involvement of working executives in procedure development is required.
• Time pressure should be eased in case of critical activities so as to avoid any lapse in following standard procedures.
• Procedures needs to be updated continuously based on the design changes and any new developments.
STRIVING FOR ZERO HUMAN ERROR
powering India’s growth



Critical Equipment Isolation/Normalization @site


Nomenclature At switchgear
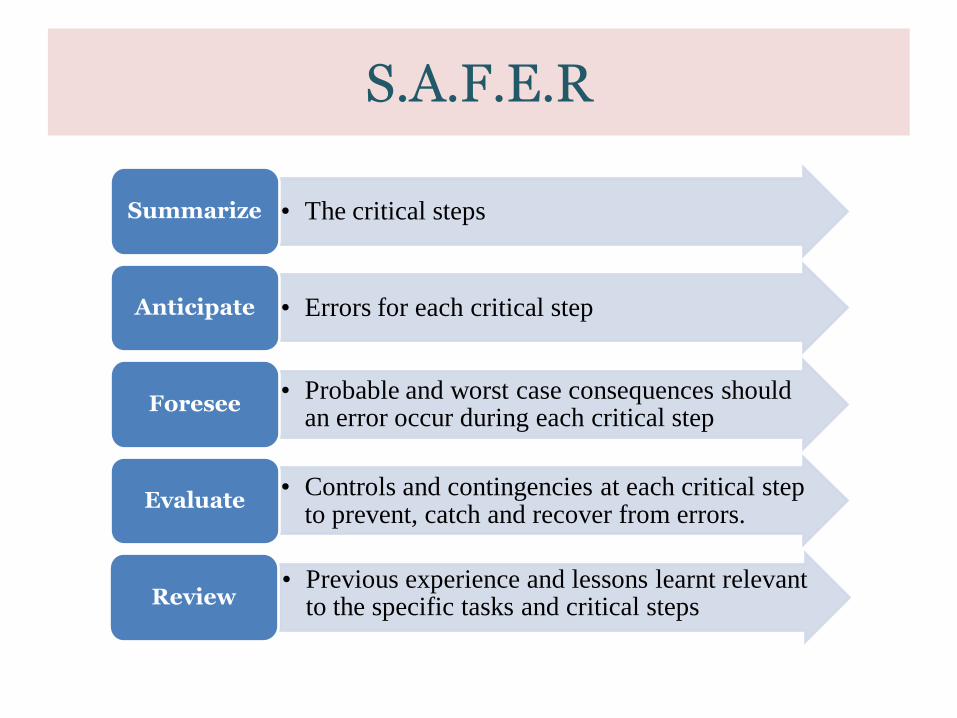
S.A.F.E.R
• The critical steps Summarize
• Errors for each critical step Anticipate
• Probable and worst case consequences should an error occur during each critical step
Foresee
• Controls and contingencies at each critical step to prevent, catch and recover from errors.
Evaluate
• Previous experience and lessons learnt relevant to the specific tasks and critical steps Review
3-way communication

UNSAFE ACTS
Violations Errors
Exceptional Routine Perceptual
Errors Skill-based
Errors Decision Errors
Unsafe
Acts

Skill-based Errors
•Breakdown in visual scan
•Failed to prioritize attention
•Inadvertent use of controls
•Omitted step in procedure
•Omitted checklist item
Decision Errors
•Improper procedure
•Misdiagnosed emergency
•Wrong response to emergency
•Exceeded ability
•Poor decision
Perceptual Errors (due to)
•Misjudged parameters
•Complex situation
•Visual illusion
Violations
•Violated rules/regulations
•Not current/qualified for the
job
•Intentionally exceeded the
limits of the system

PRECONDITIONS FOR
UNSAFE ACTS
Substandard Conditions of Operators
Substandard Practices of Operators
Preconditions for
Unsafe Acts
Unsafe Acts
Physical/ Mental
Limitations
Crew Resource
Management
Personal Readiness
Adverse Physiological
States
Adverse Mental States
Non-Supervisory Tolerance of Unsafe Acts

SUBSTANDARD CONDITIONS OF THE
OPERATORS
Adverse mental states
•Channelized attention
•Complacency
•Distraction
•Mental fatigue
•Get-home-itis
•Loss of situational awareness
•Misplaced motivation
•Task saturation
Adverse physiological states
•Medical illness
•Physical fatigue
Physical/mental limitation
•Insufficient reaction time
•Incompatible intelligence/aptitude
SUBSTANDARD PRACTICES OF THE
OPERATORS
Crew resource management
•Failed to communicate/co-ordinate
•Failed to provide back-up
•Failed to use all available resources
•Failed to conduct brief
•Failure of leadership
Personal readiness
•Fatigue due to Excessive work
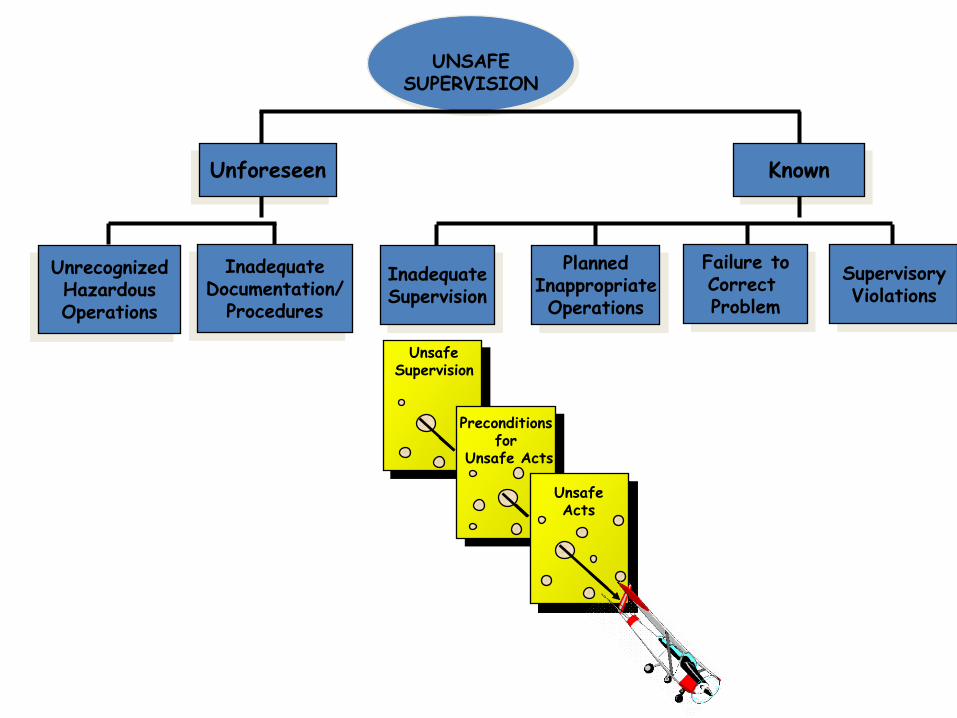
UNSAFE SUPERVISION
Unforeseen Known
Unrecognized Hazardous Operations
Inadequate Documentation/
Procedures
Inadequate Supervision
Planned Inappropriate Operations
Failure to Correct Problem
Supervisory Violations
Unsafe Supervision
Preconditions for
Unsafe Acts
Unsafe Acts

Inadequate supervision
•Failed to provide guidance
•Failed to provide oversight
•Failed to provide training
•Failed to track performance
Planned inappropriate operations
•Failed to provide correct data
•Failed to provide adequate brief
time
•Improper manning
•Provided inadequate opportunity
for rest
Failed to correct problems
•Failed to correct document in error
•Failed to initiate corrective action
•Failed to report unsafe tendencies
•Failed to identify at-risk systems
Supervisory violations
•Failed to enforce rules and
regulations
•Authorised unqualified personnel for
the job
•Authorised unnecessary hazardous
procedure

Organizational Climate
Resource Management
Operational Process
ORGANIZATIONAL INFLUENCES
Organizational Influences
Unsafe Supervision
Preconditions for
Unsafe Acts
Unsafe Acts

RESOURCE ACQUISITION/MANAGEMENT
Human resources
•Selection
•Staffing/manning
•Training
Monetary/budget resources
•Excessive cost cutting
•Lack of funding
Equipment/facility resources
•Poor design
•Purchasing of unsuitable equipments.
ORGANIZATIONAL CLIMATE
Structure
•Chain of command
•Communication
•Delegation of authority
•Formal accountability for actions
Policies
•Hiring
•Promotion
•Appraisal
Culture
•Norms and rules
•Values and beliefs
ORGANIZATIONAL PROCESS
Operations
•Deficient planning
•Time pressure
•Incentives
•Measurement/appraisal
•Schedules
Procedures
•Standards
•Documentation
•Instructions
•Clearly defined objectives
Over sight
•Risk management
•Safety programs
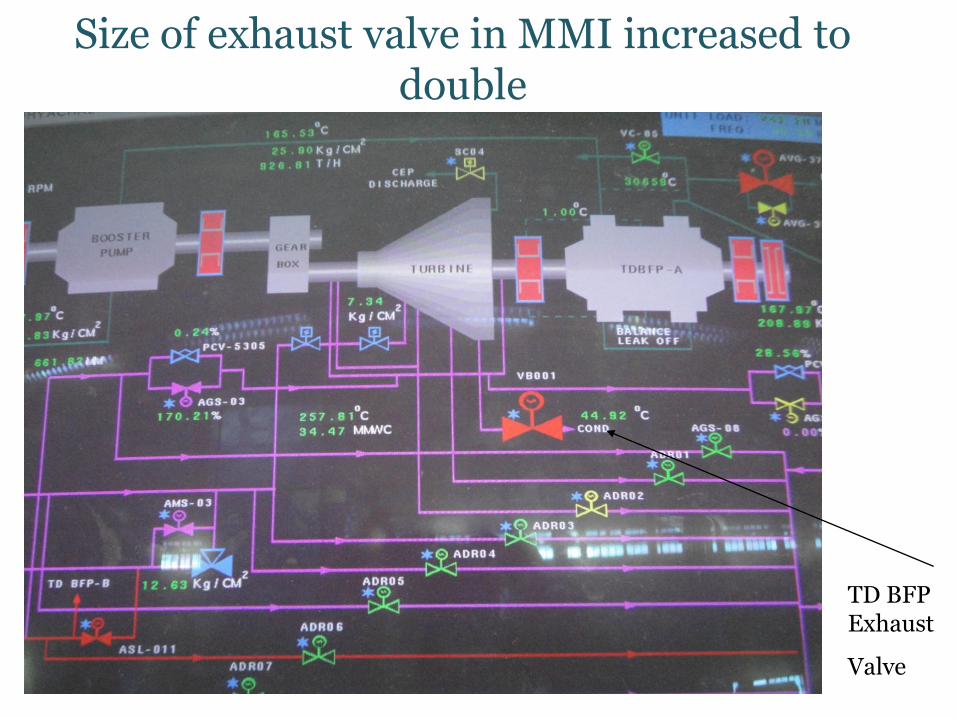
Size of exhaust valve in MMI increased to double
TD BFP Exhaust
Valve
Total no of trips at NTPC coal stations in past 10
years
0
100
200
300
400
500
600 516
367 350 322 267 244 257 280 258
303
Average tripping per year 286.6
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Source: Yearly Trip analysis reports of NTPC
coal stations

Trips Due to Human Error
Average tripping due to human error:28.11
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Source: Yearly Trip analysis reports of NTPC
coal stations
0
5
10
15
20
25
30
35
40
45
32 27 27 28
43
21 18
25 25
32

Average % Trips Due to Human Factors
0.00 2.00 4.00 6.00 8.00
10.00 12.00 14.00 16.00 18.00
6.32 7.36 7.71
8.70
16.10
8.61 7.00
10.00 10.56
Tripping Due To Human Error:9.15%
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Source: Yearly Trip analysis reports of NTPC
coal stations
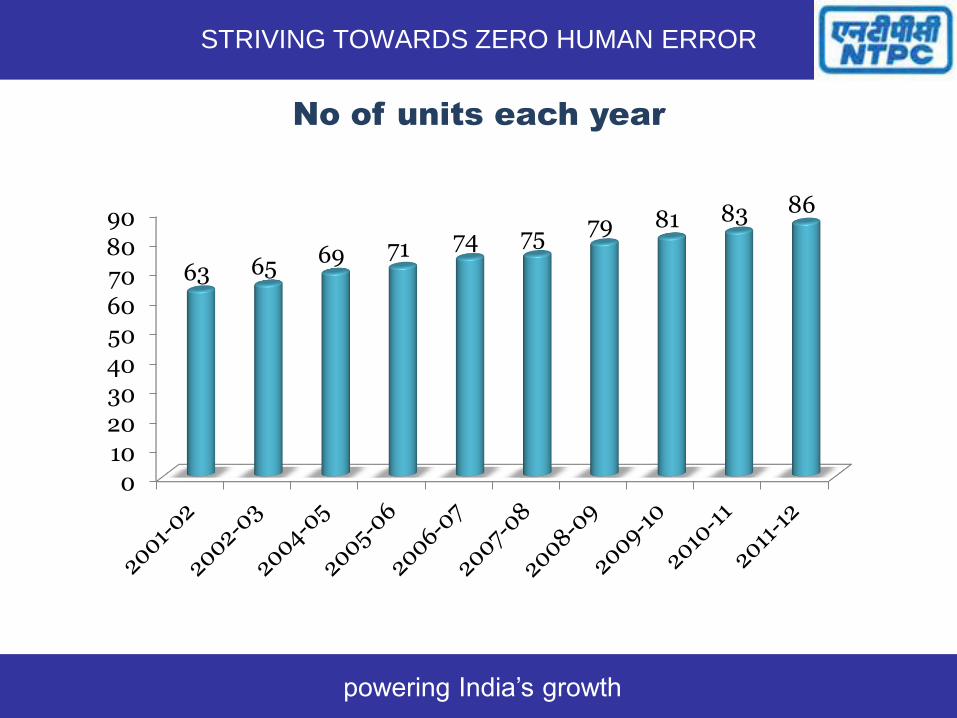
No of units each year
0
10
20
30
40
50
60
70
80
90
63 65 69 71 74 75
79 81 83 86
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

0
100
200
300
400
500
600
2001-02 2011-12
516
357
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth
Source: Yearly Trip analysis reports of NTPC
coal stations
Total no of trips at NTPC coal stations

Main categories contributing to trips
attributed to human error
27%
24% 27%
22% Inadvertant desk operation
Faulty local operation/lack of supervision
Non-adherence to standard procedures
Lack of knowledge / training
Total 101 trips
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth

Categorization for Vindhyachal specific
cases
22%
8%
35%
35%
Inadvertant desk operation
Faulty local operation/lack of supervision
Non-adherence to standard procedures
Lack of knowledge / training
Total 38 trips
STRIVING TOWARDS ZERO HUMAN ERROR
powering India’s growth


















