TLL60
76
❚ Microorganismos psicotróficos ❚ Evaluadores no videntes ❚ Maxi Curd ❚ Tecno Fidta 2010 ❚ Quesillo ❚ ❚ Maduración quesos caprinos ❚ Leches fermentadas batidas ❚ Miniplantas lácteas ❚ Bienestar animal ❚ Año X www.publitec.com ISSN 0328-4158 TECNOLOGIA LACTEA LATINOAMERICANA Nº 60 60 Tapa TLL 60:Maquetación 1 18/08/2010 02:28 p.m. Page 1
Transcript of TLL60

❚ Microorganismos psicotróficos ❚ Evaluadores no videntes ❚ Maxi Curd ❚ Tecno Fidta 2010 ❚ Quesillo ❚
❚ Maduración quesos caprinos ❚ Leches fermentadas batidas ❚ Miniplantas lácteas ❚ Bienestar animal ❚
AñoX
www.publitec.comISSN 0328-4158
TE
CN
OL
OG
IA L
AC
TE
A L
AT
INO
AM
ER
ICA
NA
N
º 60
60
Tapa TLL 60:Maquetación 1 18/08/2010 02:28 p.m. Page 1

RTapa TLL 60:Maquetación 1 18/08/2010 02:28 p.m. Page 1



Sumario Año XII - abril 2010 - Nº 60
El gran desafío de la cadena láctea brasileña:la emergencia de los microorganismos psicrotróficosO grande desafio da cadeia laticinista brasileira:a emergencia dos microrganismos psicrotróficosThiago Braga Izidoro, Thiago Luiz Belém Spina, Vanessa Mendonça Soares, Juliano Gonçalves Pereira, José Paes de Almeida Nogueira Pinto Pág. 8
68 Directorio de Proveedores
Empresas40 Cool Tainer
Contenedores refrigerados y de carga general: solución instantánea, efectiva yeconómica al problema de falta de espacio para almacenaje
42 ETI S.R.L.Miniplantas lácteas
Instituciones 28 INTI Lácteos: evaluadores no videntes conforman el panel delLaboratorio de Análisis Sensorial
Review 55 Influencia de factores tecnológicos en la consistencia de lechesfermentadas batidasJulio Perea; Tamara Santana; Roger De Hombre
Calidad
44 Caracterización de la maduración de quesos caprinos argentinosOliszewski R.; Wolf I.V; Perotti M.C; Bergamini C.V; Zalazar C.A
Bienestaranimal
22 Diez temas de bienestar animal en la producción lácteaLic. Marcos Giménez Zapiola
Ingredientes
30 Maxi CurdTM: más cuajada, más quesoDepartamento Técnico de DSM
Entrevista 36 Edelflex S.A.Además de representar en forma exclusiva a GEA PHE Systems, produce losequipos ARAX® en nuestro país
Procesos 63 El Quesillo: un queso colombiano de pasta hiladaJuan Sebastián Ramírez-Navas*; Mauricio Osorio-Londoño; Aída Rodríguez de Stouvenel


Editor ia l
La presente es una edición especial que estarácirculando en importantes ferias de la regióncomo Tecno Fidta (Argentina) y FoodIngredients (Brasil), y en el Seminario deALACCTA (Colombia). Por esta razón hemosseleccionado trabajos técnicos provenientesde la Argentina, Brasil, Colombia y Cuba. Entreotros temas, se aborda la problemática de lacalidad de la leche, el bienestar animal y losriesgos que comporta la sobreexigencia delganado lechero en términos de estrés, lacaracterización de quesos de la región y lainfluencia de diversos factores tecnológicos enelaboración de subproductos.
Hemos, de este modo, profundizado elhabitual carácter "latinoamericano" de nuestrarevista, hasta el punto de abrir una sección bilin-güe para llegar de un modo más accesible y direc-to a un número mayor de lectores brasileños. Elhecho de contar con Publitec Editora do Brasil nospermite hoy pensar en atender mejor a la indus-tria láctea de nuestro socio mayoritario del MER-COSUR a la vez que promover de un modo eficien-te a las empresas proveedoras argentinas que des-een participar del aquel mercado.
Tecnología Láctea Latinoamericana ini-cia una etapa de mayor penetración entre loslectores brasileños, incluyendo secciones bilin-gües en la medida que lo permita nuestra acti-vidad editorial. Es una oportunidad para que losmercados se acerquen, se conozcan y se inte-gren, se generen nuevos negocios y se constitu-ya una verdadera plataforma de producción lác-tea. Esta es nuestra humilde contribución.
6 • Tecnología Láctea Latinoamericana Nº 60 • 2010
Edición especial de TecnologíaLáctea Latinoamericana
Edição especial de Tecnología LácteaLatino americana
Esta é uma edição especial que estará circulan-do em importantes feiras da região como TecnoFidta (Argentina) e Food Ingredients (Brasil), eno Seminário de ALACCTA (Colômbia). Por estarazão selecionamos alguns trabalhos técnicosprovenientes da Argentina, Brasil, Colômbia eCuba. Entre outros temas, abordamos a proble-mática da qualidade do leite, o bem estar ani-mal e os riscos que envolvem a sobrecarga dogado leiteiro em termos de estresse, a caracteri-zação de queijos da região e a influência dediversos fatores tecnológicos na elaboração deprodutos derivados.
Procuramos deste modo, acentuar ohabitual caráter "latino americano" de nossarevista, até o ponto de abrir uma seção bilíngüepara chegar de um modo mais acessível e direto aum número maior de leitores brasileiros. O fatode contar com a Publitec Editora do Brasil nospermite hoje pensar em atender melhor a indús-tria láctea de nosso maior parceiro do MERCO-SUL procurando promover de um modo eficienteas empresas fornecedoras argentinas que des-ejem participar daquele mercado.
Tecnología Láctea Latinoamericana ini-cia uma etapa de maior penetração entre os lei-tores brasileiros, incluindo seções bilíngües namedida que o permita nossa atividade editorial. Éuma oportunidade para que os mercados se apro-ximem, se conheçam e se integrem, gerandonovos negócios e se constitua uma verdadeiraplataforma de produção láctea. Esta é nossahumilde contribuição.
Prof. Ana María Galibert


CALIDAD
El contexto general y la InstrucciónNormativa No51Los 30 mil millones de litros de leche producidos por año-que sitúan a Brasil como el cuarto mayor productormundial- pueden inducirnos a un análisis equívoco de laproducción lechera en el país. Esto es debido a que laproductividad brasileña es bajísima, alrededor de 1200kilos/vaca/año, que representa uno de los más bajosíndices del mundo (SILVA, 2008). De acuerdo con elPrograma Nacional para la Mejoría de la Calidad de laLeche, las pérdidas por descarte que resultan de la aci-dez elevada, sumado a la consecuente presencia de mas-titis en el rebaño, correspondieron a 6.5% de la produc-ción total en el año de 1998.
El gran desafío de la cadena lácteabrasileña: la emergencia de losmicroorganismos psicrotróficos
O grande desafio da cadeia laticinistabrasileira: a emergencia dos
microrganismos psicrotróficosThiago Braga Izidoro1,3, Thiago Luiz Belém Spina2, Vanessa Mendonça Soares3, Juliano Gonçalves Pereira3,
José Paes de Almeida Nogueira Pinto41Mestre em Inspeção de Alimentos e Produtos de Origem Animal.2Graduando da Universidade Estadual Paulista - São Paulo/Brasil.
3Pós-graduando do Programa de Medicina Veterinária pertencente à Faculdade de Medicina Veterináriae Zootecnia FMVZ - UNESP/Botucatu.
4Professor Dr. Assistente FMVZ - UNESP/[email protected]; [email protected]
O Contexto Geral e a InstruçãoNormativa No51
Os 30 bilhões de litros de leite produzidos por ano, quesituam o Brasil como o quarto maior produtor mundial,podem nos induzir a uma análise equivocada da produ-ção leiteira no país. Isso porque a produtividade brasilei-ra é baixíssima, algo em torno de 1200 quilos/vaca/ano,um dos menores índices do mundo (SILVA, 2008).Segundo o Programa Nacional da Melhoria da Qualidadedo Leite, as perdas por condenação resultantes de acidezelevadas somadas às decorrentes da presença de mastiteno rebanho correspondiam a 6,5% da produção total, noano de 1998.

Esa calidad insatisfactoria de la leche producida enBrasil es un problema crónico y de difícil solución, debi-do a que están involucrados factores de orden socioe-conómico, culturales y geográficos (HUHN et al., 1980;SILVEIRA et al., 1998). Sólo como ejemplo, en un traba-jo que evaluó la calidad microbiológica de la leche pro-ducida en cuatro regiones diferentes de Brasil, Nero etal. (2005) corroboraron que el 48.6% de las muestraspresentaba conteos de mesófilos aerobios superiores a106 UFC/mL, número por encima del límite microbioló-gico a partir del cual el producto se considera en iniciode un proceso de deterioro (SAHAR, 1994; BRASIL,2002).
Los microorganismos mesófilos, cuya tempera-tura ideal de multiplicación se encuentra en el rango de30°C a 40°C (JAY, 2005) son predominantes ante lafalta de condiciones básicas de higiene y la ausencia derefrigeración. En tales circunstancias, actúan intensa-mente en la fermentación de la lactosa produciendoácido láctico, lo que provoca acidificación de la leche,limitando tanto la vida de estante como la utilizacióndel producto para la elaboración de derivados(GUIMARÃES, 2002).
Teniendo en cuenta el perjuicio económicogenerado por la acidificación, la calidad insatisfactoriade la leche producida y la importancia económicaadquirida por la cadena lechera, el Ministerio deAgricultura, Pecuaria y Abastecimiento (MAPA) aprobóla Instrucción Normativa no 51(IN-51), que tiene porobjetivo modernizar la pecuaria lechera e instituir nue-vos parámetros físico-químicos y microbiológicos, asícomo exigir la refrigeración del producto inmediata-mente después de la ordeña para su entrega a granel(BRASIL, 2002).
De acuerdo con Bird (1993) y Azevedo (1996),la colecta a granel con transporte realizado en tanquesisotérmicos de acero inoxidable instalados en camionespuede ser un procedimiento eficiente en el manteni-miento de la calidad de la leche ordeñada. Sin embar-go, los estudios revelan que la implementación de nue-vas exigencias por sí solas no garantizará la calidad, lo
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 9 <
Essa qualidade insatisfatória do leite produzido noBrasil é um problema crônico, de difícil solução, poisestão envolvidos nesse contexto fatores de ordem sócio-econômica, culturais e geográficos (HUHN et al., 1980;SILVEIRA et al.,1998). Apenas como exemplo, NERO etal. (2005) verificaram, em um trabalho que avaliou aqualidade microbiológica do leite produzido em 4 dife-rentes regiões brasileiras, que 48,6% das amostras apre-sentavam contagens de mesófilos aeróbios superiores a106 UFC/mL, número este, acima do limiar microbiológi-co em que já se consideraria o produto em início de umprocesso de deterioração (SAHAR, 1994; BRASIL 2002).
Os microrganismos mesófilos, cuja temperatu-ra ótima de multiplicação se encontra na faixa de 30oCa 40oC (JAY, 2005), são aqueles predominantes em faltade condições básicas de higiene e ausência de resfria-mento. Em tais circunstâncias, atuam intensamente nafermentação da lactose, produzindo ácido lático, geran-do a acidez do leite, limitando tanto a vida de pratelei-ra, quanto a utilização do produto para a elaboração dederivados (GUIMARÃES, 2002).
Tendo em vista o prejuízo econômico geradopela acidificação, a insatisfatória qualidade do leiteproduzido e a importância econômica adquirida pelacadeia leiteira, o Ministério da Agricultura, Pecuária eAbastecimento (MAPA) aprovou a Instrução Normativano 51 (IN - 51), a qual visa a modernização da pecuárialeiteira e institui novos parâmetros físico-químicos emicrobiológicos, bem como exige a refrigeração do pro-duto logo após a ordenha e a sua entrega a granel aoslaticínios (BRASIL, 2002).
Segundo BIRD (1993) e AZEVEDO (1996), acoleta a granel com o transporte realizado em tanquesisotérmicos de aço inox instalado em caminhões, podeser um procedimento eficiente na manutenção da qua-lidade do leite ordenhado. Porém, estudos revelam que aimplementação das novas exigências, por si só, nãogarantirá esta qualidade, sendo fundamentais os cuida-

10 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
CALIDAD
>
que hace fundamentales los cuidados relacionados conla higiene de la ordeña (OLIVEIRA et al., 1999). Todo loanterior se debe a que la leche ordeñada en condicio-nes precarias de higiene puede presentar, además decontaminación por mesófilos, un gran número de bac-terias psicrotróficas en su microbiota total. Santana(2004) destacó que tales microorganismos se multipli-can rápidamente en la leche, favorecidos por el enfria-miento y por la ausencia de competidores, lo que resul-ta en un producto de calidad inferior.
Los microorganismos psicrotróficosLa definición exacta de microorganismo psicrotrófico esmuy discutida, no habiendo consenso definitivo entrelos investigadores. La primera dificultad es justamentedefinir cuál es el rango de temperatura ideal para lamultiplicación psicrotrófica. El intervalo de temperatu-ra encontrado más comúnmente en las referencias sebasa en las normas de la International Dairy Federation,en las cuales los microorganismos psicrotróficos fuerondefinidos como aquellos que pueden desarrollarse a 7°Co menos, independientemente de la temperatura idealde multiplicación (COUSIN, 1982). De manera diferen-te, Sorhaug & Stepaniak (1997) al incluir bacilos for-madores de esporas en este grupo, amplían dicho mar-
dos relacionados à higiene da ordenha (OLIVEIRA et al.,1999). Isto porque o leite, quando ordenhado em condiçõesprecárias de higiene pode apresentar, além da contamina-ção por mesófilos, um grande número de bactérias psicro-tróficas na sua microbiota total. SANTANA (2004) salientouque tais microrganismos, favorecidos pelo resfriamento epela ausência de competidores, se multiplicam rapidamen-te no leite, resultando em um produto de qualidade inferior.
Os microrganismos psicrotróficos
A definição exata de microrganismo psicrotrófico émuito discutida, não havendo consenso definitivo entreos pesquisadores. A primeira dificuldade é justamentedefinir qual faixa de temperatura seria a ideal para amultiplicação psicrotrófica. O intervalo de temperaturamais comumente encontrado em referências baseia-senas normas do Interrnational Dairy Federation, nas quaisos psicrotróficos foram definidos como sendo os micror-ganismos que podem desenvolver-se a 7oC ou menos,independente da temperatura ótima de multiplicação(COUSIN, 1982). Diferentemente, SORHAUG & STEPA-NIAK (1997) ao incluirem os bacilos formadores de espo-ros neste grupo, ampliam esta margem para 10oC,

[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 11 <
gen hasta 10°C, mientras que Santana (2004) retoma unconcepto de la década del ́ 60, que considera el rango de 0°Chasta 20°C como típico para la microbiota psicrotrófica.
En términos generales, una bacteria psicrotró-fica es aquella que presenta tasas altas de multiplica-ción en condiciones de enfriamiento, aunque su tempe-ratura ideal sea más elevada, es decir en el rango de lasmesófilas. Al tocar este punto, se crea una nueva con-troversia con respecto al término "psicrotróficos". En elorigen de esta discusión, tenemos el hecho de que elpsicrotrofismo está más relacionado a un comporta-miento, habilidad o característica de un subgrupomesófilo (FRANCO & LANDGRAF, 1996) que con ungrupo propiamente dicho, lo que puede sugerir quecomparten varias características comunes.
Los psicrotróficos no constituyen de ningunamanera un grupo taxonómico específico de microorga-nismos y presentan aproximadamente 15 géneros, detres diferentes clases predominantes, que ya fueron ais-lados de leche y de sus derivados (SUHREN, 1989).Tanto bacterias Gram-negativas (Pseudomonas,Achromobacter, Aeromonas, Serratia, Alcaligenes,Chromobacterium y Flavobacterium spp) como Gram-positivas (Bacillus, Clostridium, Corynebacterium,Streptococcus, Lactobacillus y Microbacterium) mues-tran comportamiento psicrotrófico.
Estas bacterias tienen en común su metabolis-mo, el cual se torna predominantemente lipoproteolíti-co a temperaturas menores a 10°C, lo que se expresapor la producción de enzimas intra y (principalmente)extracelulares, muchas de las cuales son termorresis-tentes, lo que resulta en la dificultad para el manteni-miento del sabor y de la calidad general de la lechedurante su almacenamiento (CELESTINO et al., 1996).
enquanto Santana (2004) retoma um conceito da déca-da de 60, considerando a faixa de 0oC até 20oC comosendo a típica da microbiota psicrotrófica.
Em termos gerais, uma bactéria psicrotrófica éaquela que apresenta altas taxas de multiplicação emcondições de resfriamento, embora a sua temperaturaótima seja mais elevada, situada na faixa mesófila. Ao tocar-mos neste ponto, cria-se uma nova controvérsia a respeitodo próprio termo "psicrotróficos". Na origem desta discus-são, temos o fato do psicrotrofismo estar mais associado aum comportamento, uma habilidade, uma característica deum subgrupo mesófilo (FRANCO & LANDGRAF, 1996), do quepropriamente a um grupo, o que poderia sugerir o compartil-hamento de várias características comuns.
Os psicrotróficos não constituem, de forma algu-ma, um grupo taxonômico específico de microrganismos,apresentando aproximadamente 15 gêneros, de 3 diferen-tes classes predominantes, que já foram isolados do leite ede seus produtos derivados (SUHREN, 1989). Apresentamcomportamento psicrotrófico tanto bactérias Gram-nega-tivas - Pseudomonas, Achromobacter, Aeromonas, Serratia,Alcaligenes, Chromobacterium e Flavobacterium spp, comoGram-positivas - Bacillus, Clostridium, Corynebacterium,Streptococcus, Lactobacillus e Microbacterium.
Em comum, essas bactérias têm seu metabolis-mo, o qual em temperaturas inferiores a 10oC torna-sepredominantemente lipo-proteolítico, expressando-sepela produção de enzimas intra e (principalmente) extra-celulares, muitas das quais termoresistentes, resultandoem uma dificuldade para a manutenção do flavor e daqualidade geral do leite durante sua estocagem (CELES-TINO et al., 1996).
12 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
CALIDAD
>
El metabolismo psicrotróficoLas bacterias del género Pseudomonas son las másimportantes dentro del grupo (o subgrupo) psicrotrófi-co, destacándose especies como P. fluorescens, P. fragi,P. synxantha y P. putida. Estas poseen el menor tiempode generación en el rango de 0°C a 7°C, pero más espe-cíficamente a 4°C, lo que las convierte, naturalmente,en las bacterias predominantes en la leche almacenadaa esta temperatura (CHANDLER & MCMAEEKIN, 1985). Se estima, por ejemplo, que P. fluorescens tiene la capa-cidad de duplicar su población en un periodo inferior asiete horas a temperatura de 4°C (HOLM, 2004).Además de la alta capacidad de multiplicación duranteel enfriamiento del sustrato, otra característica con-vierte al género Pseudomonas en las bacterias psicro-tróficas clásicas: a pesar de que su temperatura meta-bólica ideal esté situada en torno de los 20°C (o sea, apesar de ser un microorganismo mesófilo), la produc-ción de proteasas y lipasas se intensifica con la dismi-nución de temperatura (FAIRBAIRN & LAW, 1986).
Los bacilos productores de esporas tambiénson psicrotróficos de gran relevancia. A partir de 2°Calgunas especies, como B. circulans, presentan ya unmetabolismo considerable. A una temperatura de 8°Cse inicia una inversión de la microbiota y al llegar a10°C se convierten en los microorganismos predomi-nantes (STEPANIAK, 1991), con una acción degenerati-va intensa (MEER et al., 1991) que desempeña un papelsignificativo en el proceso de gelificación de la leche(KUMARESAN et al., 2007).
Independientemente del género bacteriano, laslipasas y las proteasas (aun en bajas concentraciones)son capaces de degradar grasa y proteína, causandorespectivamente rancidez y sabor amargo en la leche yen los productos lácteos almacenados en refrigeración(CHEN, 2003). Estas enzimas, cuando son de origenmicrobiano, pueden localizarse dentro de las bacterias(intracelulares), estar asociadas a la pared celular (peri-plasmáticas), o ser secretadas para el medio (extracelu-lares) (SANTOS & FONSECA, 2003).
Las enzimas intracelulares y aquellas asociadascon la pared celular pueden ser liberadas en la lechecuando se presenta lisis celular bacteriana por el trata-miento térmico y de esta manera, en conjunto con las
O metabolismo psicrotrófico
As bactérias do gênero Pseudomonas são as mais importan-tes dentro do grupo (ou sub-grupo) psicrotrófico, destacan-do-se espécies como a P. fluorescens, P. fragi, P. synxantha eP. putida. São elas que possuem o menor tempo de geraçãona faixa de 0oC a 7oC, mais especificamente a 4oC, o que astorna, naturalmente, as bactérias predominantes em leitesestocados neste intervalo de temperatura (CHANDLER &MCMAEEKIN, 1985). Como exemplo, estima-se que uma emcada dez bactérias de toda microbiota do leite resfriadopertença ao gênero Pseudomonas; destas, a P. fluorescenstem a capacidade de dobrar sua população em um períodoinferior a 7 horas, na temperatura de 4oC (HOLM, 2004).Além da alta capacidade de multiplicação, durante o res-friamento do substrato, uma outra característica tornaPseudomonas as bactérias psicrotróficas clássicas: emborasua temperatura ótima metabólica esteja situada em tornodos 20oC, ou seja, trata-se de um microrganismo mesófilo, aprodução de proteases e lipases se intensifica com a redu-ção da temperatura (FAIRBAIRN & LAW, 1986).
Os bacilos produtores de esporos também sãopsicrotróficos de grande relevância. A partir de 2oC algu-mas espécies, como B. circulans, já apresentam metabo-lismo considerável. Com a temperatura a 8oC inicia-seuma inversão da microbiota e ao atingir os 10oC tornam-se os microrganismos predominantes (STEPANIAK, 1991),com ação intensamente deteriorante (MEER, et. al.,1991) desempenhando um papel significativo no proces-so de geleificação do leite (KUMARESAN et al., 2007).
Independente do gênero bacteriano, as lipases eproteases mesmo em baixas concentrações são capazesde degradar gordura e proteína, causando respectivamen-te, rancidez e sabor amargo no leite e nos produtos lácte-os estocados sob refrigeração (CHEN, 2003). Essas enzi-mas, quando de origem microbiana, podem estar localiza-das dentro das bactérias (intracelulares), associadas àparede celular (periplasmáticas) ou serem expelidas para omeio (extracelulares) (SANTOS & FONSECA, 2003).
As enzimas intracelulares e aquelas associadascom a parede celular podem ser liberadas no leite quan-do ocorre a lise celular bacteriana pelo tratamento tér-mico e, desta forma, em conjunto com as enzimas extra-

[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 13 <
enzimas extracelulares, mostrar efecto sobre los compo-nentes de la leche (KOHLMANN et al., 1991). El papel delas enzimas, muchas de ellas producidas por psicrotrófi-cos, es específicamente destacado, puesto que aun des-pués del procesamiento térmico pueden mantenerse ínte-gras y activas, lo que significa un problema para el man-tenimiento de la calidad del producto durante su almace-namiento (MUIR, 1996; CUNHA & BRANDÃO, 2000).
GOMES (1988) verificó también la influenciade las enzimas en las modificaciones de la leche UHT(Ultra High Temperature) almacenada y corroboró queen el 97% de las muestras analizadas las proteasas ter-morresistentes no fueron inactivadas después del trata-miento UHT. La leche pasteurizada parece ser más resis-tente a la proteólisis que la leche UHT, debido a que lasaltas temperaturas durante el tratamiento llevarían a laexposición de sitios moleculares sujetos a la acción delas proteasas (SILVEIRA et al., 1998).
La relación inversa es relatada por PRATA (2001)cuando se trata de lipólisis. En este caso la leche UHT esmenos susceptible, ya que la temperatura alcanzadadurante el proceso inactivaría algunas fosfolipasas; deesta manera se preservaría un número mayor de glóbulosde grasa, cuya capa externa es fosfolipídica.
El hecho es que, considerando su elevadaresistencia, no es posible la inactivación completa deestas enzimas por medio de los tratamientos térmicos
celulares, apresentar ação sobre os componentes do leite(KOHLMANN et al., 1991). O papel das enzimas, especifi-camente, está sendo ressaltado, pois mesmo após o pro-cessamento térmico, muitas delas, produzidas pelos psi-crotróficos, podem se manter íntegras e ativas, signifi-cando um problema para a manutenção da qualidade doproduto durante sua estocagem (MUIR, 1996; CUNHA &BRANDÃO, 2000).
GOMES (1988), também verificou a influênciadessas enzimas nas modificações do leite UHT (Ultra HighTemperature) armazenado e verificou que em 97% dasamostras analisadas, as proteases termoresistentes nãoforam inativadas após o tratamento UHT. O leite pasteuri-zado parece ser mais resistente à proteólise do que o leiteUHT, isto porque, o uso de altas temperaturas durante otratamento levaria à exposição de sítios moleculares sujei-tos à ação das proteases (SILVEIRA et al., 1998).
A relação inversa é relatada por PRATA (2001)quando se trata de lipólise. Neste caso, o leite UHT émenos suscetível, já que a temperatura atingida no pro-cessamento inativaria algumas fosfolipases, destaforma, um maior número de glóbulos de gordura, cujacamada externa é fosfolipídica, seria preservado.
O fato é que a inativação completa destas enzi-mas pelos tratamentos térmicos adotados pela indústriade laticínios não é possível, considerando a sua elevada
14 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
CALIDAD
>
adoptados por la industria láctea (ZALL& CHAN, 1981). ADAMS et al. (1975)estudiaron la resistencia térmica de lasproteasas producidas por bacterias delgénero Pseudomonas. La destrucción de90% de las proteasas fue solamentealcanzada a 72°C durante cinco horas,tratamiento considerado perjudicial parala leche e inviable desde el punto de vistaeconómico. GRIFFITHS et al. (1981), pormedio de aislamiento de bacterias psi-crotróficas de productos lácteos, obser-varon la resistencia térmica de sus pro-teasas al tratamiento de 77°C por 17segundos y 140°C por cinco segundos.
A pesar de que no existe cues-tionamiento en cuanto a la capacidadde deterioro de los psicrotróficos, elobjeto de la discusión es la cantidadexacta de ácidos grasos libres y de ami-noácidos liberados como resultado de laactividad metabólica bacteriana. Lalipólisis es el resultado de la acción delas lipasas naturales y microbianas. Sinembargo, los investigadores están de acuerdo en la idea deque la actividad lipolítica de ambos tipos difícilmente semezcla, toda vez que las lipasas naturales presentes en laleche son enzimas termolábiles, destruidas fácilmentedurante la pasteurización, lo que no causa daños a la grasade la leche manejada y procesada adecuadamente. Además,a bajas temperaturas, este sistema enzimático se encontra-ría casi inactivo, a diferencia de las lipasas microbianas que,como se ha descrito anteriormente, pueden provocar altera-ciones en la grasa de la leche después del tratamiento tér-mico, toda vez que son resistentes a la temperatura de pas-teurización y permanecen activas a temperaturas muy bajas(GOMES,1988).
Sin embargo, existe todavía un tercer procesode lisis de la grasa de leche: la agitación del productoacarrearía autooxidación. La autooxidación o rancidezoxidativa se inicia con la oxidación de los ácidos grasos,lo que lleva a la formación de radicales libres. A estosse les une el oxígeno formando radicales de peróxido.Estos peróxidos vuelven a reaccionar con los ácidosgrasos lo que provoca una reacción en cadena. Los prin-cipales productos de esta descomposición son los alde-hídos, cetonas y alcoholes, que alteran el sabor naturalde la leche. La autooxidación y la lipólisis de origenmicrobiano son procesos complementarios, que seretroalimentan positivamente, es decir uno expone lossitios moleculares para la acción del otro, siendo difícilcuantificar la cantidad de grasa descompuesta quedebe ser atribuida exclusivamente al sistema oxidativoo al sistema enzimático bacteriano (PRATA, 2001).Algo semejante ocurre cuando analizamos la proteólisis
termoresistência (ZALL & CHAN, 1981).ADAMS et al. (1975) estudaram aresistência térmica das proteases pro-duzidas por bactérias do gêneroPseudomonas. A destruição de 90%das proteases só foi atingida a 72oCpor 5 horas, tratamento este, conside-rado prejudicial ao leite e inviável doponto de vista econômico. GRIFFITHSet al. (1981), isolando bactérias psicro-tróficas de produtos lácteos, observa-ram a resistência térmica de suas pro-teases ao tratamento de 77oC por 17segundos e 140oC por 5 segundos.
Embora não exista questiona-mento quanto à capacidade deterio-rante dos psicrotróficos, é objeto dediscussão a exata quantidade de áci-dos graxos livres e aminoácidos libe-rados como resultado da atividademetabólica bacteriana. A lipóliseresulta da ação de lipases naturais emicrobianas. Mas os pesquisadores
estão conciliados na idéia de que essas ações lipolíticaspouco se mesclam, uma vez que as lipases naturais, pre-sentes no leite, são enzimas termosensíveis, facilmentedestruídas durante a pasteurização, não causando danosà matéria graxa de um leite manuseado e processadoadequadamente. Além disso, em baixas temperaturas,esse sistema enzimático encontrar-se-ia quase queinativo, diferentemente das lipases microbianas, quecomo já descrito, podem causar alterações na gordura doleite após o tratamento térmico, uma vez que são resis-tentes à temperatura de pasteurização, e permaneceremativas em temperaturas muito baixas (GOMES,1988).
Entretanto, há ainda um terceiro processo delise da gordura do leite. A agitação do produto levaria aauto-oxidação. A auto-oxidação ou rancidez oxidativainicia-se com a oxidação de ácidos graxos, o que leva aformação de radicais livres. A eles se une o oxigênio, for-mando radicais de peróxido. Esses peróxidos voltam areagir com ácidos graxos, tendo início uma reação emcadeia. Os principais produtos dessa decomposição sãoaldeídos, cetonas e álcoois, que alteram o flavor naturaldo leite. A auto-oxidação e a lipólise de origem micro-biana são processos complementares, que se retro-ali-mentam positivamente, isto é, um expõe os sítios mole-culares para a ação do outro, sendo de difícil mensura-ção o quanto de gordura lisada deve ser exclusivamenteatribuída ao sistema oxidativo ou ao enzimático bacte-riano (PRATA, 2001).

[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 15 <
en la leche. SILVA et al. (1995) relata la existencia devarios tipos de proteasas presentes en la leche bovina,algunas originadas a partir del desarrollo de microorga-nismos y otras derivadas de la sangre del animal, quepor causas fisiológicas (tercio inicial o final de la ges-tación) o patológicas (mastitis) salen hacia el lumen delas glándulas e inician su acción sobre la leche. Lasprincipales proteasas naturales son la plasmina, el plas-minógeno, activadores del palsminógeno, trombina,catepsina D, proteasas ácidas de la leche, aminopepti-dasas y proteasas derivadas de leucocitos.
A pesar de que el residuo metabólico final es elmismo, es decir aminoácidos, los sitios hidrolíticos delas proteasas provenientes de la sangre son preferen-cialmente las fracciones alfa y beta de las micelas decaseína, ya que las proteasas bacterianas actúan prin-cipalmente sobre la fracción kappa-caseína, liberando,de forma semejante a la quimiosina, el glucomacropép-tideo - GMP (SORHAUG & STEPANIAK, 1997). Esasemejanza es uno de los problemas no solucionadoshasta el momento en la identificación de leche adulte-rada por adición de suero producido como subproductode la fabricación de quesos, que se deriva de la acciónproteolítica de la renina (o quimosina o "cuajo") y quese caracteriza por la elevada concentración de molécu-las de GMP (FUKUDA et al.,1994).
Algo semelhante ocorre quando analisamos a proteólise noleite. SILVA et al. (1995) reporta a existência de vários tiposde proteases presentes no leite bovino, algumas originadasdo desenvolvimento de microrganismos e outras derivadasdo sangue do animal, que por causas fisiológicas (terço ini-cial ou final da gestação) ou patológicas (mastite) extrava-sam para a luz da glândula e iniciam suas ações no leite.Dentre as proteases naturais, as principais são a plasmina,o plasminogênio, ativadores de plasminogênio, trombina,catepsina D, proteases ácidas do leite, aminopeptidases eproteases derivadas dos leucócitos.
Apesar do resíduo final metabólico ser omesmo, isto é aminoácidos, os sítios hidrolíticos dasproteases oriundas do sangue são preferencialmenteas frações alfa e beta das micelas de caseína, já as pro-teases bacterianas agem, principalmente, sobre a fra-ção kapa-caseína, liberando, de forma semelhante àquimosina, o glicomacropeptídeo -GMP (SORHAUG &STEPANIAK, 1997). Essa semelhança é um dos proble-mas, até o momento não solucionado, para a identifi-cação de fraude no leite por acréscimo de soro, este,um subproduto da fabricação de queijos, oriundo daação proteolítica da renina (ou quimosina, ou "coal-ho") e caracterizado pela elevada concentração demoléculas de GMP. (FUKUDA et al.,1994).

16 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
CALIDAD
>
Temperaturas marginales y medidas de controlYa sea por la disminución en la síntesis o en la activi-dad de las enzimas bacterianas, es evidente que la refri-geración reduce el grado de multiplicación de losmicroorganismos. Un estudio realizado por SANTOS &BERGMANN (2003) corroboró el efecto limitante delenfriamiento sobre la microbiota de la leche, a travésde la comparación de los recuentos de mesófilos entrelas muestras de leche refrigerada a una temperaturamedia de 4.5°C y la leche entregada a temperaturaambiente con media de 18.4°C. Sin embargo, el estudioconfirmó al mismo tiempo que debido al patrón a seralcanzado a partir de julio de 2008 en la región centro-sur de 3.0 x 104 UFC/mL, ninguna de las muestras seríaaceptada, independientemente de la temperatura y deltransporte utilizado, lo que pone en evidencia la nece-sidad de medidas relativas a la higiene y salud animal.
Debe ser considerado un segundo aspecto muyimportante con relación al enfriamiento del producto:esa herramienta tecnológica de conservación debe serempleada de manera correcta, obedeciendo al binomiotiempo/temperatura, ya que cuando se realiza a tempe-raturas marginales, puede tener efectos altamenteindeseables en la calidad del producto (FONSECA &SANTOS, 2000). El enfriamiento inadecuado, superior a5°C, favorece no solamente la proliferación de unmayor número de géneros psicrotróficos sino tambiénde una microbiota de características mixtas (mesófi-las/psicrotróficas), lo que eleva el conteo bacterianototal y su consecuente metabolismo enzimático, lo queintensificaría naturalmente el deterioro de la leche(CEMPÍRKOVÁ, 2002). Más aún, existen líneas de inves-tigación que indican que la actividad psicrotróficapodría favorecer la actividad metabólica acidificante(JASPE et al. 1995).
Temperaturas marginais e medidas de controle
Seja por diminuição na síntese ou na atividade das enzi-mas bacterianas, é evidente que a utilização do resfria-mento reduza o grau multiplicação de microrganismos.Um estudo, realizado por SANTOS & BERGMANN (2003),verificou esse efeito limitante da refrigeração sob amicrobiota do leite, através da comparação de conta-gens de mesófilos entre amostras de leite refrigerado,com média de 4,5°C, e o leite entregue em temperaturaambiente com média de 18,4°C, mas também concluíramque, pelo padrão a ser alcançado a partir de julho de2008, na região Centro-Sul, de 3,0 x 104 UFC/mL, nenhu-ma amostra seria aceita independente da temperatura edo transporte utilizado, evidenciando a necessidade demedidas relativas à higiene e saúde animal.
Um segundo aspecto muito importante deve serconsiderado em relação ao resfriamento do produto:essa ferramenta tecnológica de conservação deve serempregada de maneira correta, obedecendo-se ao binô-mio tempo/temperatura, já que quando realizado emtemperaturas marginais pode ter efeitos altamenteindesejáveis na qualidade do mesmo (FONSECA & SAN-TOS, 2000). O resfriamento inadequado, superior a 5oC,favorece não apenas um maior número de gêneros psi-crotróficos, como também uma microbiota de caracte-rísticas mistas (mesófilas/psicrotróficas), elevando-setanto a contagem bacteriana total, quanto seu conse-qüente metabolismo enzimático, o que naturalmenteintensificaria a deterioração do leite (CEMPÍRKOVÁ,2002). Aliás, existem linhas de pesquisa indicando que aatividade psicrotrófica poderia favorecer a atividademetabólica acidificante (JASPE et al. 1995).

[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 17 <
Tales informaciones nos muestran de manera categóri-ca lo delgado de las líneas divisorias de la microbiotapsicrotrófica, lo que refuerza la idea de que el empleode frío en la cadena lechera no es una solución, sinouna medida de control. No hay manera de mejorar lacalidad de la leche después de la ordeña. El enfriamien-to adecuado solamente posibilita que no se pierda lacalidad inicial durante el periodo de almacenamiento(DÜRR, 1975).
Aunque no se trate de una medida de control,tal vez ahora sea el momento de elaborar una legisla-ción específica para los organismos psicrotróficos. Lejosde ser una solución definitiva para el problema -pero síadecuada a nuestra realidad y basada en datos cientí-ficos- colocaría la discusión en un ámbito nuevo antela creación de parámetros legales. La Unión Europea,por ejemplo, estipula que el conteo total de microorga-nismos psicrotróficos no puede exceder 5 x 103 UFC/mLy debe representar un máximo de 1:6 del conteo totalde microorganismos (CEMPÍRKOVÁ, 2002).
La leche puede contaminarse a partir de variasfuentes, de modo general, a partir del propio ambientede la sala de ordeña y, más específicamente, de lasuperficie del techo y del equipo de captación (ordeña-dera mecánica y tuberías, por ejemplo). Las aguas resi-duales, que provienen de la higienización de los tan-ques de enfriamiento o del camión tanque, puedentambién contribuir significativamente con conteos bac-terianos altos (SLAGHUIS, 1996). Estas informacionesde ninguna manera invalidan sino que amplían el con-cepto de "higiene en la obtención", cuando lo ideal dehecho sería hablar de "higiene en el procesamiento" dela leche. Enfatizando, independientemente de losnúmeros y de los tipos de tratamiento empleados en laleche, un producto de calidad solamente será posible silas normas de higiene son estrictamente seguidasdurante toda la cadena productiva (SORHAUG & STE-PANIAK, 1997).
Tais informações nos mostram de maneira categórica, oquão tênues são as linhas divisórias da microbiota psicro-trófica, reforçando a idéia de que o emprego do frio nacadeia leiteira não é uma solução, mas sim, apenas umamedida de controle. Não há como ser melhorada a quali-dade do leite após a ordenha, o adequado resfriamento,apenas possibilita que não seja perdida a qualidade inicialdurante o período de estocagem (DÜRR, 1975).
Embora não se trate de uma medida de contro-le, talvez este já seja o momento, de elaborar-se umalegislação específica para os microrganismos psicrotró-ficos. Longe de ser uma solução definitiva para o proble-ma, mas adequada a nossa realidade e embasada emdados científicos, colocaria a discussão em um novopatamar, ao criar parâmetros legais. A União Européia,por exemplo, estipula que a contagem total de microrga-nismos psicrotróficos não pode exceder 5 x 103 UFC/mL edeve representar no máximo 1:6 da contagem total demicrorganismos (CEMPÍRKOVÁ, 2002).
O leite pode ser contaminado a partir de váriasfontes, de modo geral, o próprio ambiente da sala deordenha, e mais especificamente a superfície do teto e oequipamento de captação (ordenhadeira mecânica etubulações, por exemplo). Águas residuais, provenientesda higienização do tanque de resfriamento ou do camin-hão - tanque, também podem contribuir significativa-mente com altas contagens bacterianas (SLAGHUIS,1996). Essas informações, de forma alguma invalidam,mas sim, ampliam o conceito de "higiene na obtenção",quando o ideal, seria de fato, "higiene no processamen-to" do leite. Enfatizando, quaisquer que sejam os núme-ros e os tipos de tratamento empregados no leite, umproduto de qualidade só será possível, se as normas dehigiene forem estritamente seguidas durante todacadeia produtiva (SORHAUG & STEPANIAK, 1997).

18 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010>
Perspectivas y conclusionesYa en el año de 2007, en un extenso trabajo realizadopor ZACHAROV & HELPERN, el 20% de todas las espe-cies de psicrotróficos aisladas eran desconocidas. Otracuestión relevante e intrigante está relacionada con elhecho de que el metabolismo de esta microbiota pare-ce no responder de modo directo y proporcional con laelevación de temperatura. Izidoro et al. (2010) reportódatos que indican que la temperatura de 8°C era consi-derablemente desfavorable al metabolismo lipolítico,cuando se compara con la temperatura de 4oC.
Estos datos, sumados a los múltiples asuntosdebatidos en los tópicos anteriores, dejan clara la nece-sidad de dar seguimiento a los estudios para esclarecer,no solamente el metabolismo, sino también todas lasdemás características que definen una bacteria psicro-trófica. Ni siquiera la cuestión que podría parecer másprimaria -si el metabolismo psicrotrófico es predomi-nantemente lipolítico o proteolítico- tiene un consensoentre los investigadores. De todas las referencias con-sultadas, solamente PRATA (2001) cita que la lipólisis espredominante con relación a la proteólisis.
No se debe desvincular el hecho de que estamoslidiando con una actividad económica. El fomento científi-co y el mayor conocimiento de la microbiota psicrotrófica(su velocidad de multiplicación, el modo como su metabo-lismo se expresa y, como consecuencia, la cantidad de sus-trato degradado) posibilitará que la leche cumpla con lasnecesidades del consumidor que, por su parte, exige pro-ductos alimenticios de buen sabor, alto valor nutritivo y quepuedan ser conservados en refrigeración (BOOR, 2001).
Estados Unidos, mayor productor de lechedel mundo y cuya calidad es vista como modelo, sola-mente alcanzó este nivel después de 30 años de estu-dios, durante los cuales la ciencia propiamente dichafuncionó como punto ecualizador entre las expecta-tivas del productor y del consumidor. Hoy la lechepasteurizada estadounidense, según su propia legis-lación, no puede presentar conteo bacteriano totalsuperior a 2 x104 UFC/mL, y de toda la leche procesa-da el 99% se encuentra bajo este patrón. Limitesrigurosos sumados a un programa efectivo de controlde calidad elevan el plazo de validez de ese productohasta por 14 días, periodo que en comparación nollega a los cinco días en Brasil (FOOD AND DRUGADMINISTRATION - FDA, 1995).
Perspectivas e conclusões
Já no ano de 2007, em um extenso trabalho realizado porZACHAROV & HELPERN, 20% de todas as espécies de psi-crotróficos isoladas eram desconhecidas. Outra questãorelevante e intrigante, diz respeito ao fato de que o meta-bolismo desta microbiota, parece não responder de mododireto e proporcional c à elevação da temperatura. Izidoroet al. (2010) reportou dados, indicando que a temperaturade 8oC era consideravelmente desfavorável ao metabolis-mo lipolítico, se comparado a temperatura de 4oC .
Esses dados somados aos vários assuntos debati-dos nos tópicos anteriores deixam clara a necessidade deprosseguimento dos estudos para a elucidação, não só dometabolismo, como também de todas as demais caracte-rísticas que definem uma bactéria psicrotrófica. Nemmesmo a questão que poderia parecer mais primária-se ometabolismo psicrotrófico é predominantemente lipolíticoou proteolítico- tem uma resposta consensual entre ospesquisadores. De todas as referências consultadas, apenasPRATA (2001) cita que a lipólise predomina a proteólise.
Não se deve desvincular o fato de que estamoslidando com uma atividade econômica. O fomento científi-co, o maior conhecimento da microbiota psicrotrófica (suavelocidade de multiplicação, o modo como seu metabolismose expressa e por conseqüência a quantidade de substratodegradado), possibilitará que o leite contemple as necessida-des do consumidor, que por sua vez, tem exigido produtosalimentícios que apresentem bom sabor, alto valor nutritivoe possam ser conservados sob refrigeração (BOOR, 2001).
Os Estados Unidos, maiores produtores de leiteno mundo, cuja qualidade é vista como modelo, só atin-giram este patamar depois de 30 anos de estudos, noqual a ciência propriamente dita, funcionou como pontoequalizador entre as expectativas tanto do produtorquanto do consumidor. Hoje, o leite pasteurizado ameri-cano, segundo sua própria legislação, não pode apresen-tar contagens bacterianas totais superiores a 2 x104
UFC/mL e de todo leite processado 99% encontra-seabaixo deste padrão. Limites rigorosos somados a umefetivo programa de controle de qualidade elevam oprazo de validade deste produto para 14 dias, a título decomparação, no Brasil, raramente chega a 5 dias (FOODAND DRUG ADMINISTRATION - FDA, 1995).

[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 19 <
Es innegable que la realidad brasileña es muy diferen-te. En nuestro país se estima que el 48% de la lecheconsumida es de origen clandestino (ABRAHÃO et al.,2005). Inclusive un análisis superficial percibe quetodavía necesitamos solucionar problemas de base. Sinembargo, existen datos que muestran que las clases A yB brasileñas poseen ya un grado de exigencia bastantesimilar a la del mercado consumidor de países desarro-llados y la tendencia es que este consumidor se tornecada vez más exigente (ALVES, 2001).
Es en este punto que la IN-51 asume impor-tancia. Ya sea con el uso del enfriamiento, homogenei-zando el producto, o inclusive haciendo los patronesmicrobiológicos más rigurosos, se hace explícito elobjetivo de atender la demanda de un mercado consu-midor brasileño cada vez más exigente. La implementa-ción de la nueva disposición trae, por lo tanto, dosgrandes desafíos a la industria lechera: producir lechede buena calidad desde el punto de vista microbiológi-co y conservarla de forma adecuada hasta su recepciónen las plantas procesadoras de lácteos (BRASIL, 2002),lo que naturalmente resultará en un producto final conmejor calidad y mayor vida de anaquel. Además, en elactual conjunto de la cadena agroindustrial lechera, sehace necesario un análisis de los puntos críticos quepuedan aumentar el riesgo de contaminación de laleche por parte de organismos psicrotróficos (SANTOS& FONSECA 2003).
Inegavelmente, a realidade brasileira é bem diferente.Em nosso país estima-se que 48% do leite consumidosejam de origem clandestina (ABRAHÃO et al., 2005).Mesmo em uma análise superficial percebe-se que aindaprecisamos solucionar problemas basais. Entretanto,existem dados que mostram que as classes A e B brasilei-ras já possuem um grau de exigência bastante similaraos do mercado consumidor de países desenvolvidos e atendência é de que este consumidor se torne cada vezmais exigente (ALVES, 2001).
É neste ponto que a IN-51 assume importância.Seja ao inserir o emprego do resfriamento, ou ao padroni-zar o produto ou então ao tornar mais rigorosos os padrõ-es microbiológicos. É explícito o objetivo de atender ademanda de um mercado consumidor brasileiro cada vezmais exigente. A implementação da nova portaria traz,portanto, dois grandes desafios à indústria laticinista: pro-duzir um leite de boa qualidade sob o ponto de vista micro-biológico e conservá-lo de maneira adequada até seu rece-bimento pelo laticínio (BRASIL, 2002), o que naturalmenteimplicará um produto final com melhor qualidade e maiorvida de prateleira. Além disso, na atual conjuntura dacadeia agroindustrial do leite, é pertinente que se faça umaanálise dos pontos críticos que possam levar a um alto riscode contaminação do leite por microrganismos pscicrotrófi-cos (SANTOS & FONSECA 2003).
20 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
CALIDAD
>
ABRAHÃO, R.M.C.M.; NOGUEIRA, P.A .; MALUCELLI, M.I.C. Milk and meatblack market - Bovine tuberculosis. Arch.Vet. Sci., v.10, n.2, p.1-17,2005.ADAMS, D.M.; BARACH, J.T.; SPECK, M.L. Heat resistant proteases pro-duced in milk by pscchrotrophic bacteria of dairy origin. J. Dairy Sci.,v.58, n.6, p. 828-834, 1975.ALVES, F.O Consumidor do futuro será mais exigente e sofisticado. Bras.Aliment., n.8, p.14-17, 2001.AZEVEDO, P.R. Coleta a granel diminui custos para os laticínios. Rev. Eng.Aliment. v.15, p.27, 1996.BIRD, J. Changes in the dairy industry in the last 30 years. J. Soc. DairyTechnol., v.46, p.5-9, 1993.BOOR, K. J. Fluid dairy product quality and safety: looking to the futu-re. J. Dairy Sci., v:84, p.1-11, 2001.BRASIL. Ministério da Agricultura Pecuária e do Abastecimento.Regulamentos Técnicos de produção, identidade, qualidade, coleta etransporte de leite. Instrucción Normativa nº 51, 18 de Septiembre de2002. Brasília, 2002.CELESTINO, E.L.; IYER, M.; ROGINSKI, H. The effects of refrigerated sto-rage on the quality of raw milk. J. Soc. Dairy Technol., v.51, p. 59-63,1996.CEMPÍRKOVÁ, R. Psychrotrophic vs. Total bacterial counts in bulk milksamples. Vet Med., v.47, p.227-233, 2002.CHANDLER, R.E.; MCMEEKIN, T. A. Temperature Function Integration andits relationship to the spoilage of Pasteurized, Homogenized Milk . J.Food Sci., v.40, p.37-41, 1985.CHEN, L.; DANIEL, R.M.; COOLBEAR, T. Detection and impact of protea-se and lipase activities in milk and milk powders. Int. Dairy J., v.13,p.255-275, 2003.COUSIN, M. A. Presence and ativity of psichrotrophic microorganisms inmilk and dairy products: a review. J. Food Prot., v.45, p.172-207, 1982.CUNHA, M.F.; BRANDÃO, S.C.C. A coleta a granel pode aumentar os ris-cos com as bactérias psicrotróficas. Indúst . Latic., sin volumen, p.71-73,2000.DÜRR, R. Development of psychrotrophic bacteria in refrigerated rawmilk at French dairy farms. Dairy Sci. Abst., v. 326, p, 913-919, 1975.FAIRBAIRN, D.J.; LAW, B.A. Proteinases of psychrotrophic bacteria: theirproduction, properties, effects and control. J. Dairy Res., v. 53, p. 139-177, 1986.FDA. Grade A pasteurized milk ordinance. Washington: Public HealthService, 1995.FONSECA, L.F.L.; SANTOS, M.V. Qualidade do leite e controle de mastite.São Paulo: Lemos editorial, 2000.FRANCO, B.D.G.M.; LANDGRAF, M. Microbiologia dos Alimentos. SãoPaulo: Atheneu, 1996. 182p.FUKUDA, S.P; ROIG, S.M.; PRATA, L.F. Metodologia analítica para deter-minação espectrofotométrica de ácido siálico em leite. In: CONGRESSONACIONAL DE LATICÍNIOS; 12, 1994, Juiz de Fora. Anales... Juiz de Fora:Instituto de Laticínios Cândido Tostes/Centro de Pesquisa e Ensino,1994. p. 144-120.GRIFFITHS, M.W.; PHILIPHS, J.D.; MUIR, D.D. Thermostability of protea-ses and lipases from a number of species of psychrotrophic bacteria ofdairy origin. J. Appl. Bacteriol., v. 50, p.289, 1981.GOMES, M.I.F.V. Alterações na qualidade do leite pasteurizado pela açãode lipase microbiana. Piracicaba: ESALQ, 1988. 85p.GUIMARÃES, R. Importância da matéria-prima para a qualidade do leitefluido de consumo. Hig. Aliment., v.16, p.25-34, 2002.HOLM, C.; JESPEN, L.; LARSEN, M.; JASPERSEN, L.; Predominant micro-flora of downgraded danish bulk tank milk. J. Dairy Sci., v.87, p.1151-1157, 2004.HUHN, S.; HAJDENWURCEL, J.R.; MORALES, J.M.; VARGAS, O.L.Qualidade Microbiológica do leite cru obtido por meio de ordenhadeiramanual e mecânica e ao chegar a plataforma. Rev ILCT, v.35, p.3-8,1980.IZIDORO, T.B.; NOBILE, C.; SPINA, T.L.B.; LIMA, M.T.; TUASEK, S.O.; PEREI-RA, J.G.; MATOS, A.V.; PINTO, J.P.A.N. Influência da temperatura sobre aatividade proteolítica do leite. In: CONGRESSO PANAMERICANO DOLEITE, 11, Belo Horizonte. Anales... Belo Horizonte, 2010. CD ROM.
JASPE, A.; FERNANDEZ, L.; PALACIOS, P.; SANJOSE, C. Interaction betwe-en Pseudomonas fluorescens and lact starter hansen No 44 in milk at7°C. Milchwissenschaft , v.50, p. 607-610, 1995.JAY, J.M. Microbiologia moderna dos alimentos. 3. ed. Zaragoza: Acríbia.2005. 804p.KOHLMANN, K. L.; NIELSEN, S.S.; STEENSON, L.R.; LANDISCH, M. R.Production of proteases by psychrotrophic microoganisms. J. Dairy Sci.,v.74, p.3275-3283, 1991.KUMARESAN, G.; ANNALVILLI, R.; SIVAKUMAR, K. Psychrotropihic spoi-lage of raw milk at different temperatures of storage. J. Appl. Sci. Res.,v.3, p.1383 - 1387, 2007.MEER, R.R.; BECKER, J.; BODYFELT, F.W.; GRIFFITHS, M.W. PsychrotrophicBacillus spp. In Fluid Milk Products: a review. J. Food Prot., v.54, p.969-979, 1991.MUIR, D.D. The shelf -life of dairy products: 1. Factors influencing rawmilk and fresh products. J. Soc. Dairy Technol., v.49, p.24-32, 1996.NERO, L. A.; MATTOS, M. R.; BELOTI, V.; BARROS, M. A. F.; PINTO, J. P. A.N.; ANDRADE, N.J.; SILVA, W. P.; FRANCO, B. D. G. M. Leite de quatroregiões leiteiras brasileiras: perspectivas de atendimento dos requisitosmicrobiológicos estabelecidos pela Instrução Normativa 51. Ciênc. eTecnol. Aliment., v.25, p.191-195, 2005.OLIVEIRA, C. A.; FONSECA, L. F. L.; GERMANO, P. M. L. Aspectos relacio-nados à produção que influenciam a qualidade do leite. Hig. Alimet.,v.13, p.10-16, 1999.PRATA, L. F. Fundamentos da ciência do leite. Jaboticabal: FUNEP. 2001.287p.PROGRAMA NACIONAL DE MELHORIA DA QUALIDADE DO LEITE (PNQL).Baixa competitividade do leite cru brasileiro. J. Prod. Leite PDPL/RV, v.10,n.111, 1998. Disponible en:http://www.ufv.br/pdpl/jornal/jpl0598_a.htm . Acceso en: 17 mar. 2010.SAHAR, N. P. Psychrotrophs in milk: a review. Milchwissenschafit, v.49,p. 432-437, 1994.SANTANA, E. H. W. ; BELOTI, V.; MULLER, ERNEST; BARROS, M. A. F.;MORAES, L. B.; GUSMÀO, V. V.; PEREIRA, M. S. Milk contamination indifferent points of the dairy process. II - Psychrotrophics andProteolytics microorganisms.. Semina. Ciênc. Agrárias, v. 25, p. 349-358,2004.SANTOS, M. V.; FONSECA, L. F. L. Bactérias pscicrotróficas e a qualidadedo leite. Rev CBQL, v.19, p. 12-15, 2003.SANTOS, D.; BERGMANN, G.P. Influência da temperatura durante otransporte na qualidade microbiológica do leite cru. Parte I mesófilosaeróbios. Hig. Alimet., v.17, p.69-74, 2003SILVA, J. F. Brazil: dairy and products. Anual dairy report 2008. GlobalAgriculture Information Network/ USDA Foreign Agricultural Service,p.1-14, 2008.SILVA, P.H.F.; PEREIRA, D.B.C.; COSTA JUNIOR, L.C.G. Físico-química doleite e derivados: métodos analíticos. Juiz de Fora: Oficina de ImpressãoGráfica, 1995. 190p.SILVEIRA, I. A.; CARVALHO, E. P.; TEIXEIRA, D. Importância de microrga-nismos psicrotróficos sobre a qualidade do leite refrigerado. Hig.Aliment., v.12, p 21-25, 1998.SLAGHUIS, B. Sources and significance of contaminants on differentlevels of raw milk production. Bacteriological quality of raw milk. Int.Dairy Fed., p.19-27, Bélgica, 1996.SØRHAUG, T.; STEPANIAK, L. Psychrotrophs and their enzymes in milkand dairy products: quality aspects. Trends Food Sci. Technol., v.8, p.35-41, 1997.STEPANIAK, L. Factors Affecting Quality and Possibilities of PredictingShelf-life of Pasteurized an Ultra High Temperature Heated Milk. J. FoodSci., v.4, p.11-26, 1991.SUHREN, G. Producer microoganismis. In: MCKELLER, R.G. Enzymes ofpsychrothrophs in raw food. Boca Raton: CRC Press, 1989. 310p.ZACHAROV, E.H.; HALPERN, M. Culturable psychrtropic bacterial com-munities in raw milk and their proteolitic and lipolitic traits. Appl.Environ. Microbiol., v.73, n.22, p.7162-7168, 2007.ZALL, R. R.; CHAN, J. H. Heating and storing milk on dairy farms beforepasteuration in milk plants. J. Dairy Sci., Baltimore, v.64, n.7, p. 1540-1544, julio, 1981.
Bibliografía / Referências bibliográficas

[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 21 <

[ B i e n e s t a r a n i m a l ]
En esta presentación sólo se pasará revista a algunos pro-blemas que han sido investigados en otras latitudes (y aveces también en nuestro país) y que son reconocidoscomo problemas de bienestar animal. En algún tiempofuturo quizás lleguemos a conocer su incidencia en nues-tros establecimientos lecheros, y podamos proponernos lamanera de superarlos, o al menos, de morigerarlos.
1. Las renguerasEn los tambos norteamericanos alrededor de un cuartode las vacas en ordeño presentan algún nivel de claudi-cación. Ya se ha investigado y demostrado la incidenciade los problemas podales en la producción de leche. Hoyen día se les presta mucha atención, no sólo porque haymayor conciencia de las pérdidas productivas, sino por-
Diez temas de bienestar animalen la producción láctea
Lic. Marcos Giménez Zapiola
Texto extraído de la publicación del Simposio de Bienestar Animal presentada en las JICAL III(Terceras Jornadas Internacionales de Calidad de Leche) realizadas en Buenos Aires en marzo de 2009.
Gentileza Pro-Leche.
El sistema comercial de producción láctea de nuestros días constituye una ruptura casi sistemáti-
ca de la vida natural del bovino. Las prácticas específicas de intensificación están dirigidas a obte-
ner de cada vaca mucha más leche de la que sería necesaria para la persistencia de su especie. El
rumiante herbívoro a campo abierto termina siendo confinado y alimentado con raciones ultraen-
riquecidas, hasta el punto que la enorme cantidad de leche que produce se convierte en una moles-
tia cotidiana, de la que procura ser liberado como si fuera un lastre. Quizás por ello, el bienestar
animal es objeto de preocupación constante en los países más avanzados en la producción láctea.

que el USDA ha apuntado suscañones al tema de las vacas caí-das, por ser un factor de riesgo deBSE. Y los problemas podales sonuna de las causas de que hayavacas caídas en los tambos.
2. La mastitisQuizás sea la mastitis el primergran descubrimiento en materiade bienestar animal de la vacalechera: la vaca estresada es máspropensa a esta enfermedad. Enalgunos casos, se asoció tanto lamastitis con el estrés que se llegóa considerar que, antes que unefecto, era un síntoma: si habíamucha mastitis, quería decir quelas vacas, más que déficit dehigiene, tenían déficit de bienes-tar, lo que causaba una baja en lasdefensas y abría la puerta a lasinfecciones. El mejor tratamientono era, entonces, aumentar elantibiótico sino reducir las fuen-tes de estrés. Sin llegar a la mas-titis, la cuenta de células somáti-
cas está tan asociada al estrés queen algunos estudios se la utilizacomo medida del mismo.
3. Los celos yla inseminaciónLos seres vivos tenemos un ordende prioridades, y la reproducción-si bien es importante- viene des-pués de haber satisfecho otrasmetas más básicas. Si hay un défi-cit nutricional, la vaca no va a des-tinar recursos escasos a reproducir-se, sino que va a tratar de centrar-se en sobrevivir. En vacas tratadascomo máquinas productoras deleche no debe sorprender que cues-te mucho lograr que, además, seanproductoras de terneros. Es decir,que entren en celo, se preñen ygesten: se les exige mucho. Silogran satisfacer todas las exigen-cias, tampoco debería sorprenderque duren pocos años, obligando auna tasa de reposición muy altaporque alta es también la amorti-zación de esas "máquinas".
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 23 <
Mastitis
Hacinamiento
Estrés térmico
24 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ B i e n e s t a r a n i m a l ]
>
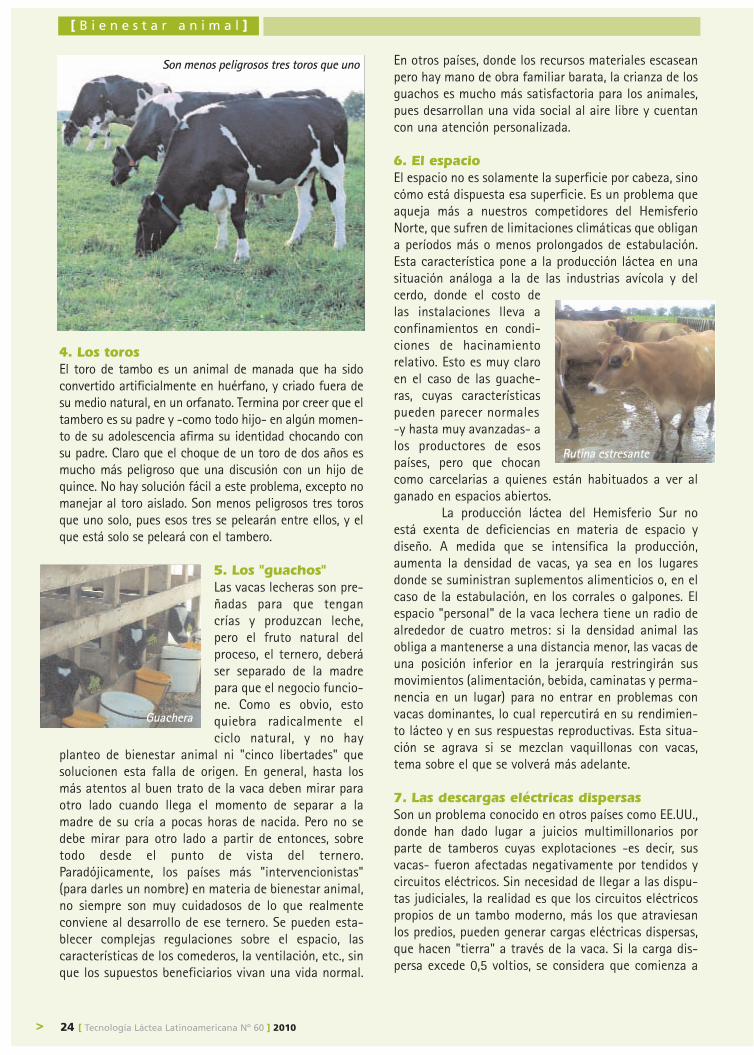
4. Los torosEl toro de tambo es un animal de manada que ha sidoconvertido artificialmente en huérfano, y criado fuera desu medio natural, en un orfanato. Termina por creer que eltambero es su padre y -como todo hijo- en algún momen-to de su adolescencia afirma su identidad chocando consu padre. Claro que el choque de un toro de dos años esmucho más peligroso que una discusión con un hijo dequince. No hay solución fácil a este problema, excepto nomanejar al toro aislado. Son menos peligrosos tres torosque uno solo, pues esos tres se pelearán entre ellos, y elque está solo se peleará con el tambero.
5. Los "guachos"Las vacas lecheras son pre-ñadas para que tengancrías y produzcan leche,pero el fruto natural delproceso, el ternero, deberáser separado de la madrepara que el negocio funcio-ne. Como es obvio, estoquiebra radicalmente elciclo natural, y no hay
planteo de bienestar animal ni "cinco libertades" quesolucionen esta falla de origen. En general, hasta losmás atentos al buen trato de la vaca deben mirar paraotro lado cuando llega el momento de separar a lamadre de su cría a pocas horas de nacida. Pero no sedebe mirar para otro lado a partir de entonces, sobretodo desde el punto de vista del ternero.Paradójicamente, los países más "intervencionistas"(para darles un nombre) en materia de bienestar animal,no siempre son muy cuidadosos de lo que realmenteconviene al desarrollo de ese ternero. Se pueden esta-blecer complejas regulaciones sobre el espacio, lascaracterísticas de los comederos, la ventilación, etc., sinque los supuestos beneficiarios vivan una vida normal.
En otros países, donde los recursos materiales escaseanpero hay mano de obra familiar barata, la crianza de losguachos es mucho más satisfactoria para los animales,pues desarrollan una vida social al aire libre y cuentancon una atención personalizada.
6. El espacioEl espacio no es solamente la superficie por cabeza, sinocómo está dispuesta esa superficie. Es un problema queaqueja más a nuestros competidores del HemisferioNorte, que sufren de limitaciones climáticas que obligana períodos más o menos prolongados de estabulación.Esta característica pone a la producción láctea en unasituación análoga a la de las industrias avícola y delcerdo, donde el costo delas instalaciones lleva aconfinamientos en condi-ciones de hacinamientorelativo. Esto es muy claroen el caso de las guache-ras, cuyas característicaspueden parecer normales-y hasta muy avanzadas- alos productores de esospaíses, pero que chocancomo carcelarias a quienes están habituados a ver alganado en espacios abiertos.
La producción láctea del Hemisferio Sur noestá exenta de deficiencias en materia de espacio ydiseño. A medida que se intensifica la producción,aumenta la densidad de vacas, ya sea en los lugaresdonde se suministran suplementos alimenticios o, en elcaso de la estabulación, en los corrales o galpones. Elespacio "personal" de la vaca lechera tiene un radio dealrededor de cuatro metros: si la densidad animal lasobliga a mantenerse a una distancia menor, las vacas deuna posición inferior en la jerarquía restringirán susmovimientos (alimentación, bebida, caminatas y perma-nencia en un lugar) para no entrar en problemas convacas dominantes, lo cual repercutirá en su rendimien-to lácteo y en sus respuestas reproductivas. Esta situa-ción se agrava si se mezclan vaquillonas con vacas,tema sobre el que se volverá más adelante.
7. Las descargas eléctricas dispersasSon un problema conocido en otros países como EE.UU.,donde han dado lugar a juicios multimillonarios porparte de tamberos cuyas explotaciones -es decir, susvacas- fueron afectadas negativamente por tendidos ycircuitos eléctricos. Sin necesidad de llegar a las dispu-tas judiciales, la realidad es que los circuitos eléctricospropios de un tambo moderno, más los que atraviesanlos predios, pueden generar cargas eléctricas dispersas,que hacen "tierra" a través de la vaca. Si la carga dis-persa excede 0,5 voltios, se considera que comienza a
Son menos peligrosos tres toros que uno
Guachera
Rutina estresante

afectar a los animales. Entre estos trastornos, que afec-tan la producción, se cuentan la resistencia a seguir lasrutinas, la retención de leche (que puede llevar a lamastitis), la baja en la ingesta, el aumento del tiempode ordeñe, etc.
En los pleitos resueltos a favor de tamberos enEE.UU. se ha demostrado además un aumento de lamorbilidad y mortalidad, así como caídas en la tasa dereproducción por depresión en los celos y por abortos.Eso explica que en algunos casos las indemnizacioneshayan superado el millón de dólares.
En 1984, la provincia de Alberta, Canadá, rea-lizó un estudio y descubrió que casi el 54% de los tam-bos tenía cargas eléctricas dispersas de más de 0,5 vol-tio, y que el 31% superaban 1 voltio. El problema sepuede deber a distintas causas, desde la pérdida de ais-lamiento de los cables, las fallas en las conexiones, lafalta de descargas a tierra adecuadas o la sobrecarga delos circuitos. La humedad de los pisos, e incluso el barro,hacen el resto.
8. Las rutinas estresantesMás allá de la exigencia sistemática que implica la pro-ducción láctea moderna para la vaca, existen problemasadicionales de bienestar animal que se originan enprácticas innecesariamente estresantes. En general,estas prácticas estresantes no se han instalado por malavoluntad sino por negligencia, casi siempre basada en eldesconocimiento de la naturaleza bovina y en la adop-ción irreflexiva de esquemas y diseños orientados afacilitar las cosas al humano. Es decir: se trata de otrainstancia del malentendido entre humanos y bovinos.Un paradigma humano que decididamente no les entraen la cabeza a las vacas es el del tiempo medido porreloj. El humano (en particular, el que maneja un tambo)vive con el cronómetro en el cerebro: el reloj le dictatodas las rutinas, en vez de ser apenas un instrumentode medida del paso del tiempo. De esto a privilegiar larapidez y el consiguiente aumento de trabajo por uni-dad de tiempo, hay apenas un paso. Esto se incorpora nosólo a las rutinas de trabajo, sino también a los diseños
y equipos: un equipo que permite ordeñar más vacas porhora parece preferible a otro "más chico", y así la esca-la creciente pasa a ser un bien indiscutible.Mencionaremos algunas prácticas que pueden generarestrés sin ser inherentes a la producción:
a) La escala por la escala misma: instalacionesdemasiado grandes, que obligan a tener las vacas enlargas esperas en las instalaciones de ordeñe.b) El apuro por el apuro mismo: la vaca tiene su pasoy con apurarla sólo se pierde dinero, pues se la ponenerviosa y se la expone a pisar mal (una de las cau-sas primordiales de claudicaciones). c) Herramientas y "ayudas": los silbidos, las voces deorden, las puertas electrificadas y, en casos extre-mos, los perros. d) Instalaciones ruidosas.e) Diseño antropocéntrico de instalaciones y rutinas: sepiensa en la ergonomía del humano, no en la de la vaca. f) Estilo militar: algunos tamberos creen que lasvacas "van a menos" y que la mejor manera deponerlas en régimen es manejarlas como si fueransoldados, imponiéndoles una disciplina forzada.
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 25 <
El tambo no debe ser una institución penal

26 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ B i e n e s t a r a n i m a l ]
>
Muchas veces, la imagen que dan las vacas de tambo seasemeja a la de internos en una institución penal, porno decir un campo de concentración: mirada resignada,movimientos desganados, expresión general de desinte-rés. No debería sorprender, si la vida de la vaca se con-vierte, por negligencia, en una versión animal de laesclavitud. Cuando el ordeño está asociado a experien-cias desagradables (hacinamiento, picanas, portoneselectrificados), se genera estrés al iniciar la rutina, hayao no maltrato. La vaca estresada no irá de buen grado ala sala y defecará abundantemente, además de producirmenos leche. Así como en el engorde a corral se hacomprobado que el rendimiento productivo mejora si sesaca los animales a pasear una vez al día, es muy pro-bable que las vacas lecheras mejoren su performance sise cuida de darles un poco de esparcimiento. Algunospiensan que eso se logra poniendo música en el tambo,pero si hay algún progreso, quizás se lo deba atribuir ala mejora del bienestar del tambero, que trabajará máscontento, y no al de la vaca, que no está en condicionesde apreciar la música.
9. El estrés térmicoEs uno de los problemas obvios de bienestar animal: sila vaca sufre extremos térmicos que exceden en dema-sía su rango de adaptación, su producción cae de modoinmediato. No hay discusión: es un hecho evidente porsí mismo. En nuestras condiciones productivas, el extre-mo temible es el calor, sobre todo cuando aumenta lahumedad: las vacas también padecen la "sensación tér-mica". En materia de soluciones inmediatas, hay unagran variedad: instalaciones, aspersores, dietas, rutinasy horarios.
10. Los problemas sociales:mezclas y jerarquíasLa naturaleza jerárquica de las vacas explica la estabili-dad del orden de entrada a la sala de ordeño. Por ello loscambios en la composición de los rodeos deprimen laproducción de leche hasta que se recompone el orden
interno. Estas cuestiones también se manifiestan cuan-do hay corrales de parición del tipo "maternidad", dondela composición del grupo se altera permanentemente.
La etología (estudio del comportamiento animal)también vale para los humanos. Ya hemos mencionado elproblema de los toros "adolescentes", que es el más gravepara nosotros. Pero no es el único; investigaciones euro-peas han determinado que la falta de confianza del huma-no en sí mismo, que se traduce en una conducta pocodominante, atrae el ataque de los toros. Los toros que ata-caron una vez, tenderán a volver a hacerlo. Los humanosque han sido atacados una vez, tenderán a ser atacadosnuevamente. Esta es una variante de fenómenos muyconocidos: el caballo tira al jinete miedoso, el perro muer-de al que le tiene miedo a los perros.
Por el lado positivo, hay estudios que demues-tran que la vaca se siente más a gusto con determinadotipo de personas, y que eso la ayuda a producir másleche. La personalidad del tambero tiene influenciadirecta en el rendimiento de sus vacas. El estrés deltambero es más alto cuando falta ordeñar 1/3 de lasvacas, lo que se proyecta sobre éstas. Por ésta y otrasrazones no se recomiendan sesiones de ordeño de másde una hora y media.
ConclusiónLa producción de leche está rodeada de amenazas, nosólo en la Argentina sino en el resto del mundo. Donde nosobrevive gracias a un complejo sistema de subsidios,debe luchar contra el clima, los costos de producción, laatomización de la oferta frente a la concentración de lademanda, las crecientes exigencias públicas respecto delmedio ambiente, la calidad y la seguridad alimentaria.
El Primer Mundo no dispone de una alternativaviable de producción láctea con bienestar animal, y nopuede arriesgarse a aumentar aún más los costos deproducción (y los subsidios resultantes). En otras pala-bras, no hay producción láctea en gran escala sin violaralguna de las cinco libertades, pero en especial la quetutela "el comportamiento normal" de las especies. Estopuede dar lugar, en estas latitudes, a un suspiro de ali-vio, en tanto se perciba al bienestar animal como unanueva amenaza. Es verdad: el Primer Mundo tienedemasiados problemas con el bienestar animal en laproducción láctea como para venir a exigir extravagan-cias. Ello no debe confundirnos al punto de no compren-der que toda mejora genuina en materia de bienestaranimal sólo puede contribuir a bajar costos, no aaumentarlos. Por "mejora genuina" se entienden lasprácticas que contribuyen a reducir maltratos y sufri-mientos innecesarios, y en gran medida, invisibles otácitos para la industria. Estas prácticas son, en sumayoría, tecnologías de procesos de bajo costo o decosto cero, y no tecnologías de insumos o de diseño dealto costo.
Barro y claudicación

[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 27 <

28 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ I n s t i t u c i o n e s ]
>
Para realizar el análisis sensorial es necesario contar conun panel de evaluadores entrenados y, preferentemente,con dedicación exclusiva para esta actividad. Para ello elINTI Lácteos comenzó a mediados de septiembre del año2007 con las etapas de convocatoria y selección de per-sonas, de acuerdo a los lineamientos de las normasIRAM 20005-1:1996/ISO 8586-1:1993. Ya en esemomento, la institución había detectado la posibilidadde contribuir a la inserción laboral de personas con dis-capacidad visual, ofreciendo una forma concreta debrindar capacitación permanente y salida laboral.
Para llevar a cabo este objetivo, entre elPrograma de Extensión del INTI y el INTI Lácteos se dise-ñó un proyecto y se gestionaron los instrumentos nece-sarios para llevar adelante acciones que facilitaran yfortalecieran dicha inserción. Se establecieron contac-tos con FAICA (Federación Argentina de Instituciones deCiegos y Ambliopes) y con el Ministerio de Trabajo paraconvocar a los posibles evaluadores. En una primeraetapa se incorporaron al panel ocho personas con disca-pacidad visual, quienes recibieron capacitación paradetectar defectos de flavor en leches en polvo con finesde exportación.
Posteriormente, la capacitación de estas perso-nas se amplió para incorporarlas a la evaluación senso-rial de quesos, dulces de leche y otros alimentos y bebi-das. También el panel participó en el proyecto "Pruebade Desempeño de Productos" que la Gerencia delPrograma de Ensayos y Asistencia Técnica de INTI de-sarrolla con el objetivo de informar a los consumidores.Estos trabajos se realizaron junto a otros centros de INTIen productos tales como papel higiénico y miel.
Para llevar adelante esta línea de trabajo con personasno videntes se tuvieron que adaptar las metodologías, lasecuencia de pruebas y la forma de registrar los resulta-dos. Desde sus inicios, el panel ha realizado sus activi-dades en forma continua, prestando un servicio tanto alos diversos Centros del INTI que lo solicitan como a lasempresas que requieren los servicios de análisis senso-rial de muestras, tanto para exportar como para el mer-cado interno.
Este desempeño exitoso -junto con las nuevasinstalaciones que posee el laboratorio- dieron el marcopropicio para la incorporación al plantel del INTI Lácteosdesde octubre de 2009 de diez personas no videntes, loque les brinda la posibilidad de un ingreso sustentable através de un trabajo útil para la industria y la sociedaden su conjunto.
INTI Lácteos: evaluadores no videntesconforman el panel del Laboratorio
de Análisis Sensorial
El análisis sensorial de productos lácteos es un
trabajo que el Centro de Lácteos de INTI de-
sarrolla en forma permanente fortaleciendo la
asistencia técnica a las empresas del sector.
Para esta actividad, organizó y entrenó un
panel de evaluadores no videntes, abriendo una
oportunidad de desarrollo personal y laboral.
Gabriela (integrante del panel) evaluando miel
Panelistas evaluando leche en polvojunto al Téc. Fernando Pino

[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 29 <
Reconocimiento para el INTI LácteosLa Federación Argentina de Instituciones de Ciegos yAmbliopes, en el marco de la inauguración de su nuevasede y con motivo de dar a conocer los logros obtenidoscon el Programa AGORA-Argentina (dentro del cual seha desarrollado la tarea de inclusión laboral en lospaneles de análisis sensorial) otorgó al INTI un diplomaen "Reconocimiento por promover y apoyar activamen-te la inclusión social y laboral de las personas con dis-capacidad visual". En la oportunidad también se de-sarrolló una muestra fotográfica denominada"Produciendo miradas", en la cual se observan imágenesde gente con disminución visual realizando una ampliagama de trabajos, entre ellas las diez incorporadas alINTI Lácteos. Por el INTI asistieron a la ceremonia el Lic.Roberto Castañeda, Director de INTI Lácteos, junto a laIng. Haydée Montero y al Téc. Fernando Pino.
Dentro del área de Asistencia Técnica del INTILácteos y bajo la coordinación del Ing. Hernán Murno seencuentra el Laboratorio de Análisis Sensorial dirigidopor la Ing. Haydée Montero, quien junto al Lic. GermánAranibar y el Téc. Fernando Pino llevan adelante el fun-cionamiento del panel.
El Programa AGORA, iniciado en el año 2001,tiene como objetivo la capacitación e inserción laboral
de la población ciega y cuenta con el apoyo de diversosactores públicos y privados a nivel nacional, provincial ylocal, entre los que se destaca el Ministerio de Trabajode la Nación.
Más información:www.inti.gov.ar/lacteos/
Haydée Montero y Roberto Castañeda recibieron la distinción

30 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ I n g r e d i e n t e s ]
>
El tratamiento de la leche de proceso a alta temperatu-ra previo a la coagulación contribuye a aumentar el ren-dimiento de la cuajada mediante la formación de com-plejos de proteína-caseína. Sin embargo, este procesopresenta, como efecto adverso, una coagulación insatis-factoria de la leche. Una cuajada débil ofrece malascondiciones de corte, provoca pérdida de rendimiento yempobrece las propiedades funcionales del queso final.Los componentes funcionales de MaxiCurd™ son lospéptidos de cadena corta. Durante la coagulación, éstosinteractúan con los complejos proteína-caseína otor-gando mayor estabilidad a la cuajada. Las proteínas delsuero se incorporan sin provocar pérdida de rendimien-to ni reducir la calidad y funcionalidad del queso.
Las pequeñas fracciones de proteína dentro deMaxiCurd™ que no interfieren con el complejo proteína-caseína del suero permanecen en éste, formando partede la fracción proteosa-peptona. Durante los procedi-mientos del procesamiento del suero -como el filtrado yel secado por spray- los péptidos de MaxiCurd™ actúancomo la fracción proteosa-peptona regular de la leche.
Efectos en el quesoDurante el procesamiento de la cuajada y la maduracióndel queso, los enlaces que sostienen los complejos pro-teína-caseína del suero se comportan del mismo modoque otros enlaces proteína-proteína del queso. Los que-sos que en cuya elaboración se ha utilizado MaxiCurd™para otorgar estabilidad a la cuajada, pueden ser some-tidos a procedimientos normales de procesamiento.
Aplicación MaxiCurd™ se presenta listo para su utilización. Sólodebe disolverse en agua a 40°C (104°F) en una solución10% y podrá entonces agregarse a la leche pasteuriza-da tal como el cuajo.
Maxi CurdTM: más cuajada, más quesoDepartamento Técnico de DSM
MaxiCurd™ es un hidrolizado de proteína de-
sarrollado específicamente para optimizar la
estabilidad de la cuajada y aumentar el rendi-
miento de ciertas variedades de quesos. Su apli-
cación otorga estabilidad a la cuajada durante la
coagulación de la leche tratada a alta temperatu-
ra y permite incrementar el rendimiento del
queso sin comprometer la calidad. MaxiCurd™ es
de simple utilización: sólo debe disolverse en
agua tibia antes de su aplicación y puede ser
agregado directamente a la leche de proceso. No impacta sobre el sabor, aroma o funcionalidad del
suero líquido o en polvo, y es compatible con otras formas de optimización de rendimiento.

Efecto sobre las proteínas del sueroUtilizar una temperatura de pasteurización elevadaimplica una mayor cantidad de proteínas desnaturaliza-das y transferidas al queso. Esto genera un aumento delrendimiento del queso y consecuentemente una dismi-nución de las proteínas del suero. La cantidad y el tipode proteínas que permanecen en el suero dependerándel tiempo y las condiciones de temperatura que sehayan aplicado durante la pasteurización.
Las proteínas del suero pueden clasificarse encuatro grupos principales: b-lactoglobulinas, a-lactoal-búminas, inmunoglobulinas y albúminas de suero bovi-no. Si bien la cinética de la desnaturalización de prote-ínas es similar en los cuatro grupos, existen diferenciassustanciales en cuanto al grado de la desnaturalización.La tabla 1 muestra estos datos como función de la tem-peratura de pasteurización, basándose en condicionesiniciales de leche cruda con 0% de desnaturalización deproteínas. Se observa claramente que las b-lactoglobu-linas se desnaturalizan más fácilmente que las a-lacto-albúminas . Como consecuencia, la cantidad relativa de
b-lactoglobulinas en el suero tratado con MaxiCurd™será menor que en el suero no tratado. El suero tratadose enriquece con los compuestos más valiosos, como b-lactoalbúminas, lo cual puede resultar ventajoso cuan-do se necesita aislarlos.
Además, la relación b-lactoglobulina/a-lacto-albúmina en el suero con MaxiCurd™ desciende de 38:1(tratamiento a 70ºC) a 7,5:1 (80ºC). La relación más bajase acerca a la existente en la leche materna. Esto podríaabrir la posibilidad a la utilización de suero tratado conMaxiCurd™ en aplicaciones de nutrición infantil.
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 31 <
Al ser un derivado de proteínas naturales,MaxiCurd™ es apropiado para uso alimentario, clasi-ficado como GRAS (Generally Recognized as Safe) yapto para ser utilizado en dietas Kosher y Halal. Nose utilizan materiales alergénicos ni manipuladosgenéticamente en su proceso de producción.
Tabla 1

32 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ I n g r e d i e n t e s ]
>
Distribución y efecto sobre laspropiedades del sueroLos péptidos especiales de MaxiCurd™ producen nuevosenlaces con la caseína de la cuajada y, consecuentemente,estos son transferidos al queso. Los componentes deMaxiCurd™ que no son enlazados con la caseína se disuel-ven en la humedad del queso y parte de ellos quedan en elsuero. Los asistentes para el procesamiento del queso noson los únicos presentes en el suero, también se evidencian,por ejemplo, enzimas para la coagulación.
El suero regular contiene proteínas intactas, conun gran tamaño molecular, y péptidos pequeños (prove-nientes de las proteínas) llamados proteosa-peptona. El50% de esos péptidos presentan un tamaño molecular deentre 1.500 y 10.000 Dalton, y el resto mayor a 10.000Dalton. La proporción de proteosa-peptona en el suerodel queso es muy variable (entre 0,3 y 2,3% de la fracciónde proteína del suero), esto depende del origen de la leche(ganado, alimentación, estación) y de las condiciones deprocesamiento, tales como el tiempo de almacenamientode la leche previo a la elaboración del queso.
MaxiCurd™ es un hidrolizado de proteína ycomo tal contiene péptidos aún más pequeños que laproteosa-peptona, tal como se observa en el gráfico 1.
Un análisis por cromatografía determinó los porcentajesrelativos de MaxiCurd™ y la fracción de proteosa-peptonaen el suero común en relación a la distribución del tamañomolecular de los péptidos en el suero con y sin MaxiCurd™.Del MaxiCurd™ agregado se observa que un 25% está acti-vamente enlazado a la caseína del queso. El 75% restantees, en su mayor parte, menor a 1,5 Da y no desempeña nin-gún rol en relación a la funcionalidad de las proteínas delsuero. Las otras fracciones de MaxiCurd™ son también muypequeñas comparadas con la fracción de proteosa-peptona.Teniendo en cuenta la variación natural en presencia deproteosa-peptona, el MaxiCurd™ agregado no tendráinfluencia sobre las propiedades de la proteína del suero.
Una evaluación realizada con un procesador desuero industrial demostró que el suero tratado conMaxiCurd™ presenta resultados similares a los del suero
regular en todos los parámetros principales (Gráfico 2).En conclusión, los análisis demuestran que MaxiCurd™no produce ningún efecto en el procesamiento del sueroni en su funcionalidad.
Ejemplos de aplicaciónQueso Feta
Se lleva a cabo la pasteu-rización regular de laleche a 73°C durante 19segundos, usando unintercambiador de calorde placa con una celda deretención tubular. Luegode la pasteurización, laleche se enfría a 32°C y seincuba con un cultivo
estándar para queso Feta durante una hora. A continua-ción se agrega el cuajo y el cloruro de calcio y se dejareposar durante 40 minutos para formar un gel firme. Secorta el gel en trozos de cuajada y se procede a revolversuavemente durante dos horas, lo que permite separar elsuero. La cuajada se separa del suero y se deja reposardurante una noche en una mesa para el escurrimiento.Al día siguiente, se habrá formado una red consistente.Los quesos se cortan en el tamaño deseado y se intro-ducen en un recipiente con salmuera.
Cuando la temperatura de pasteurización seeleva a 85°C, aumenta la desnaturalización de las pro-teínas del suero en la leche de proceso. Las proteínas delsuero forman complejos con las caseínas, y en conse-cuencia quedan atrapadas en la cuajada. Si no se modi-fican el tiempo de removido y el tamaño de la cuajada,el contenido seco de la cuajada se reducirá, debido a laretención de humedad causada por las proteínas desna-turalizadas del suero. El aumento de la cantidad de pro-teína y humedad dará como resultado un rendimientode cuajada de 21,76 Kg (47,9 lbs) en lugar de 20,15 Kg(44,4 lbs) al partir de 136 Kg (300 lbs) de leche.
Cuando la pasteurización se desarrolla a tem-peraturas más altas, sin la utilización de MaxiCurd, lacuajada resultante presenta una consistencia muypobre. Esta cuajada débil da lugar a una excesiva pérdi-da de partículas durante su procesamiento y a un pro-ducto final sin firmeza. Al agregar 7 CSU por cada 1.000
Gráfico 1 - Porcentaje de péptidos MaxiCurdTM
menores que la proteosa-peptona, en tamaño
Gráfico 2 - Comparación de perfomance entresuero regular y suero con MaxiCurdTM
litros de leche, se adquiere mayor firmeza en el gel parael momento del corte y en la cuajada resultante.MaxiCurd permite realizar la pasteurización a mayortemperatura, manteniendo las condiciones para el pro-cesamiento y el nivel de calidad del producto final.
Además hacer posible el aumento de la tempe-ratura de la leche fresca, MaxiCurd permite la utiliza-ción de leche en polvo descremada estándar cuando nose dispone de leche fresca. Sin el agregado de MaxiCurd,sólo puede utilizarse leche en polvo descremada produ-cida bajo condiciones más bajas de pasteurización.También es limitada la proporción de leche en polvodescremada para mantener el mismo procesamiento ynivel de calidad del Queso Feta. El uso de MaxiCurdmejora las propiedades de coagulación de la leche enpolvo descremada, lo que permite usar este material,más económico y fácilmente disponible, en mayoresproporciones.
Queso MozzarellaSe lleva a cabo una pas-teurización regular a75°C durante 20 segun-dos utilizando un inter-cambiador de calor aplaca con una celda desoporte tubular.
Luego de la pasteu-rización, la leche se
enfría a 37°C y es preincubada con un fermento paraMozzarella durante 60 minutos, a continuación se agre-gan el cloruro de calcio y el cuajo. A partir de esemomento comienza el proceso de elaboración estándar.
El aumento de la temperatura de pasteurizacióna 85°C aumenta la desnaturalización de las proteínas delsuero en un 25%. Suponiendo una concentración de 0,8%de proteínas en el suero de la leche, una concentración decaseína de 2.6%, una recuperación de la caseína del 95%y una desnaturalización de 10% de las proteínas del suerodurante el proceso regular, el rendimiento de proteínas delqueso podría aumentar un 7.8%.
Dependiendo de las condiciones de pasteuriza-ción, aproximadamente la mitad de las proteínas desna-turalizadas del suero coagularán sobre la caseína. Sin elagregado de MaxiCurd™, este proceso resultaría en unaexcesiva pérdida de rendimiento y en un comporta-miento inapropiado de derretimiento del queso.
El agregado de 10 CSU de MaxiCurd™ por1.000 litros de leche de proceso previo a la coagulaciónreestablece la funcionalidad y aporta un incremento derendimiento de proteínas de un 4% aproximadamente.Un mayor rendimiento de proteínas representa unareducción en el contenido de grasa del queso, lo quepodría remediarse al estandarizar la leche de proceso enuna mayor relación grasa/proteína.
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 33 <

34 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ I n g r e d i e n t e s ]
>
Queso FrescoSe lleva a cabo la pasteuri-zación regular de la leche a73°C durante 19 segundos,usando un intercambiadorde calor de placa con unacelda de retención tubular.Luego de la pasteurización,la leche se enfría a 32°C. Acontinuación se agregan el
cuajo y cloruro de calcio y se deja reposar la leche durante30 minutos para formar un gel firme. Se corta el gel en tro-zos de cuajada y se procede a revolver suavemente durante30 minutos, lo que permite separar el suero. Una vez sepa-rado parcialmente el suero, se añade sal seca a la cuajadarestante. Se mezcla bien la cuajada con la sal y se deja escu-rrir en coladores durante toda la noche en una sala refrige-rada. Al día siguiente se retira el queso de los coladores y seprocede al envasado.
Cuando la temperatura de pasteurización seeleva a 84°C, aumenta la desnaturalización de las pro-teínas del suero en la leche. Las proteínas del suero for-man complejos con las caseínas y quedan atrapadas enla cuajada. Si no se modifican el tiempo de removido yel tamaño de la cuajada, el contenido seco de la cuaja-
da se reducirá, debido a las propiedades de retención dehumedad causada por las proteínas desnaturalizadas delsuero. El aumento de la cantidad de proteínas y hume-dad dará como resultado un rendimiento de cuajada de16,7 kg (36,8 lbs) en lugar de 15,8 kg (34,7 lbs) al par-tir de 136 kg (300 lbs) de leche.
Cuando la pasteurización se desarrolla a tem-peraturas más altas, sin la utilización de MaxiCurd, lacuajada resultante presenta una consistencia muypobre. Esta cuajada débil da lugar a una excesiva pérdi-da de partículas durante su procesamiento y a un pro-ducto final sin firmeza. Al agregar 7 CSU por cada 1.000litros de leche se adquiere mayor firmeza en el gel, parael momento del corte, y en la cuajada resultante.MaxiCurd permite realizar la pasteurización a mayortemperatura, manteniendo las condiciones para el pro-cesamiento y el nivel de calidad del producto final.Además, al igual que en el queso Feta, la aplicación deMaxiCurd permite la utilización de leche en polvo des-cremada estándar.
Más información:[email protected]


36 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ E n t r e v i s t a ]
>
¿Cómo se inició la empresa en nuestro país?A partir de mediados de los años ´90 y durante casi unadécada trabajamos en el desarrollo en el mercado localde intercambiadores de calor de la prestigiosa firma ale-mana GEA Ecoflex (actualmente GEA PHE Systems,parte de GEA Group). En el año 2004, luego de una rees-tructuración a nivel mundial del grupo, comenzamoscon nuestra actividad como Edelflex S.A. representandode manera exclusiva a GEA PHE Systems. Hoy nuestraactividad incluye no sólo la comercialización de inter-cambiadores de calor, sino de una extensa línea de com-ponentes para la industria alimentaria, entre ellos vál-vulas, homogeneizadores e instrumentos de medición.También trabajamos en el desarrollo y fabricación deunidades y plantas completas.
Desde el 2005 diseñan sus propiosproductos bajo la marca ARAX, ¿cómo hasido esa experiencia? Es siempre un desafío fabricar un producto en laArgentina, sobre todo cuando hablamos de intercambia-dores con larga vida útil, es decir con baja tasa de recam-bio. Además teníamos que competir con otras empresasinternacionales, presentes en el mercado desde hacemuchos años. Pero desde el primer momento contamoscon el gran apoyo de GEA y decidimos fabricar los basti-dores localmente, bajo licencia de GEA Ecoflex. Las placasque utilizamos de manera exclusiva en nuestros equiposson placas GEA, importadas de Alemania. Puedo decir queARAX no deja de brindarnos satisfacciones, ya que lademanda es cada vez más alta y el "feedback" que recibi-mos de nuestros clientes es muy positivo. Gracias a queARAX® se fabrica en el país, logramos reducir los plazos deentrega y al optimizar los costos, nuestros clientes obtie-
nen un producto de primera calidad, a un precio accesibley en un tiempo razonable, y estos tres puntos son justa-mente lo que el mercado requiere cada vez más. Luego decinco años con ARAX® podemos decir orgullosos quesomos líderes en ventas en intercambiadores de calor deplacas en Argentina.
¿Qué tecnología utilizan para lafabricación de los equipos?Los equipos se fabrican utilizando los mismos planosconstructivos y bajo las mismas normas alemanas queutiliza GEA, aunque intentamos permanentementeinnovar y mejorar. Para realizar el correcto cálculo derequerimientos, dimensiones, materiales, etc., contamoscon tecnología propietaria que nos permite elaborar uninforme detallado de cada componente del intercam-biador. Así podemos optimizar los recursos y entregar unproducto perfectamente de acuerdo a lo que el clientesolicita. Por otro lado, contamos con amplia experienciaen cálculo termodinámico y en selección de intercam-biadores para una gran cantidad de aplicaciones.Tenemos personal altamente calificado y con know-howen el diseño de intercambiadores, que es un aspecto tanimportante como la tecnología que se utiliza.
¿Qué otras líneas de productorepresenta Edelflex? Además de toda la línea de intercambiadores de calor deplacas de GEA PHE Systems (que incluye a GEA Ecoflex,GEA ViEX, GEA WTT y GEA Ecoserve) representamos aotras empresas de GEA Group, como GEA Tuchenhagen(válvulas y bombas sanitarias, dispositivos de limpiezaCIP); GEA Niro Soavi (homogeneizadores de alta pre-sión); y GEA do Brasil (intercambiadores de casco y
Edelflex S.A.Además de representar en forma exclusiva a GEA PHE Systems,
produce los equipos ARAX® en nuestro país
Edelflex S.A. es una empresa referente como proveedora de sistemas y com-
ponentes para manejo de fluidos, campo donde brinda soluciones inteligentes
para las industrias que requieren tecnología de avanzada. Representante
exclusiva de GEA PHE Systems, empresa líder mundial en intercambiadores de
calor, también fabrica desde 2005 en nuestro país los equipos ARAX, para lo
cual cuenta con un staff de 30 personas y una planta industrial de casi 3000
m2 ubicada en Don Torcuato, donde están las oficinas técnicas y comerciales,
depósito, taller, showroom y laboratorio. Dialogamos con el Ing. Miguel
Harutiunian sobre la actualidad y los planes de inmediatos la empresa.

tubo, y de tubos aletados). Fuera de grupo GEA repre-sentamos también a Optek (sensores de turbidez, colory concentración); GEMÜ (válvulas de diafragma asépti-cas e industriales); Dockweiler (tubos y accesorios far-macéuticos); Steriflow (válvulas y accesorios especialespara industria farmacéutica); Lakos (separadores desólidos), y Schünemann (filtros autolimpiantes).Recientemente sellamos un acuerdo de representacióncon la empresa HRS Heat Exchangers (intercambiadorestubulares) aunque la relación comercial se viene de-sarrollando desde hace ya algunos años.
¿Qué otros servicios ofrecen a sus clientes? Creemos firmemente que un producto de calidad tieneque ir acompañado de un servicio acorde. Por eso con-tamos con un departamento de post-venta y serviciotécnico altamente especializado, que atiende desde lainstalación y el mantenimiento preventivo hasta laseventuales reparaciones que requieran los equipos, lascuales se realizan con repuestos originales, sea en plan-ta del cliente o en nuestro taller. Contar con un stocklocal de repuestos ayuda al cliente a reducir los tiemposde espera, de tal manera que su producción sufre losmenores retrasos posibles. Además, al contar con unaflota propia de vehículos, podemos responder de mane-ra casi inmediata. En el caso de los intercambiadores decalor, el servicio comprende limpieza y mantenimiento,
así como el cambio de juntas y placas. En cuanto alresto de los equipos, realizamos servicios de manteni-miento y reparación, así como calibraciones y asistenciatécnica en general.
También contamos con un servicio de alquilerde equipos, especialmente a escala de laboratorio opara pruebas piloto, lo que permite a nuestros clientesrealizar ensayos preliminares para validar el resultadoantes de adquirir un equipo nuevo.
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 37 <

38 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ E n t r e v i s t a ]
>
¿Hacia qué mercadosse dirigen?Debido a la versatilidad de nuestrosproductos, podemos decir queatendemos prácticamente a cual-quier industria, desde biotecnologíahasta Oil & Gas. Hablando particu-larmente de la industria alimenta-ria, los sectores que atendemos sondiversos: láctea, cervecera, vitiviní-cola, de bebidas y gaseosas, deaceites y grasas, de aderezos, pos-tres y helados, de productos demaíz y almidón. Siempre en lo quese refiera al manejo de fluidos no-sotros estamos presentes.
Nuestro foco está puestoen la Argentina pero también aten-demos a clientes de Chile, Uruguay,Paraguay, Bolivia, Perú, Venezuela,Ecuador y Colombia. Nuestrosdepartamentos de comercio exte-rior y logística trabajan siemprejunto a los clientes para evaluar las
mejores y más eficien-tes opciones de trasladoy entrega. Tenemos unaflota de vehículos pararealizar entregas localesy en otros casos secoordina la logísticacorrespondiente.
¿Aplican normasde calidad?Desde el año 2007 cer-tificamos la norma ISO9001:2000, y estamosconstantemente mejo-rando nuestros proce-sos en cada área de la
empresa y en cada etapa del proce-so de fabricación. Contamos conmodernas herramientas de gestiónadministrativa, comercial y de cali-dad, que nos permiten controlar ymejorar todos los procesos internosy asegurar una trazabilidad en todomomento.
¿Desarrollan proyectose instalaciones?Además de la venta de equipos ycomponentes, tenemos un departa-mento de ingeniería y proyectos,donde diseñamos y construimossoluciones completas, desde unida-des simples hasta plantas comple-tas llave en mano. Esta actividad hasido muy exitosa y nos ha permiti-do ampliar de manera substancialel portfolio y la cartera de clientes.Los proyectos realizados casi siem-pre son interesantes desafíos de
ingeniería de proceso, ya que apli-camos conceptos innovadores dediseño con soluciones de automati-zación y control de avanzada. Lamayoría de los proyectos están vin-culados a la industria farmacéutica,de biotecnología y alimentaria,aunque también diseñamos paraotros sectores como cosmético yquímico.
¿Qué planes inmediatostienen para la empresa?En este año planeamos construir unauditorio para brindar capacitacio-nes a los clientes en nuestra propiaplanta, así como también facilitarla constante actualización sobreequipamiento y herramientas parael departamento de producción.También estamos ampliando nues-tra red de distribución dentro yfuera de la Argentina. En algunoscasos estamos en la búsqueda denuevos canales de venta; en otros,donde ya tenemos distribuidores,buscamos afianzar la relación ybrindar más soporte.
Otro foco es la relación conlos clientes, por eso creamos un áreade asistencia al cliente para poderatender mejor a sus necesidades.Estamos implementando un CRMque nos brindará información sobreeventuales reclamos, comporta-miento de compra, actividades rea-lizadas, visitas, etc. Además laempresa seguirá con su fuerte voca-ción de invertir en la capacitaciónde todo el personal, para ser máseficientes en los procesos internos yaportar al crecimiento profesionalde los empleados.
También este año volvere-mos a participar en TecnoFIDTA2010, lo cual es una excelenteoportunidad para estar en contactocon nuestros clientes actuales yfuturos.
Más información:www.edelflex.com

El acontecimiento regional másimportante para la tecnología ali-mentaria, de aditivos e ingre-dientes ofrecerá una gran va-riedad de actividades académicasrelacionadas con el sector de laindustria alimentaria. LaAsociación Argentina deTecnólogos Alimentarios (AATA) yaestá preparando sus JornadasTécnicas 2010 a cargo de presti-giosos disertantes. Las conferen-cias principales incluirán temastales como procesos alimentarios,comidas saludables, rotulación dealimentos, entre otros. Además, serealizarán los cursos "Realidades yfantasías de las especias en laRepública Argentina" y "Calidadde los alimentos: impacto del sistema envase/logísticasobre los mismos". Ambos requieren previa inscripción yson arancelados. Para mayor información dirigirse [email protected].
Otro gran atractivo será el espacio Trazabilidaden Acción. Por segunda edición, los visitantes tendrán laoportunidad de interiorizarse acerca de las ventajas decontar con sistemas de trazabilidad en cuatro cadenasagroalimentarias: productos avícolas, carnes bovinas,leche en polvo, y quesos. En esta ocasión, empresas delrubro realizarán demostraciones sobre la aplicación dela tecnología en cada una de las mencionadas cadenas.
También se desarrollará el Seminario CarnesDiferenciadas y No Tradicionales a cargo de laFundación Empresaria de la Patagonia (FEPA). El progra-ma incluirá diferentes disertaciones que versarán sobrelas políticas sectoriales para la promoción del segmen-to, demanda y comercialización, producciones alterna-tivas, y sistemas de certificación y aseguramiento decalidad, entre otras. Además, se desarrollarán distintosanálisis de casos. Esta actividad es arancelada y lasvacantes son limitadas. Para más información se debeconsultar a [email protected].
Actividades paralelasEn paralelo a Tecno Fidta 2010 se realizarán las sigu-ientes actividades de capacitación:
- Cuarto Seminario Internacional "Integración de lacadena de valor de la carne bovina: hacia una nuevaganadería", organizado por la Especialización en
Gestión de la Cadena de Valor de la Carne Bovina dela Facultad de Agronomía de la Universidad deBuenos Aires (UBA). Para informes e inscripción:[email protected] Seminario Taller "Inteligencia de negocios en lalogística de alimentos", organizado por laUniversidad de Buenos Aires (UBA) y la UniversidadNacional de Tres de Febrero (UNTREF). Serán tresdías para conocer las metodologías y tecnologíasdiseñadas para lograr que la información corporati-va esté disponible permanentemente para los usuar-ios tomadores de decisiones y así asegurar un mejordesempeño, rentabilidad y productividad.
Gran convocatoriaTecno Fidta 2010 tendrá una superficie de 19.000 m2.Los organizadores -Indexport Messe Frankfurt y laAsociación Argentina de Tecnólogos Alimentarios(AATA)- estiman la participación de 300 empresasexpositoras y la visita de más de 17.000 profesionales yempresarios del sector.
Tecno Fidta 2010 se realizará del 21 al 24 deseptiembre de 2010 en el Centro Costa Salguero. Laexposición es exclusiva para profesionales del sector. Nose permitirá el ingreso a menores de 18 años inclusoacompañados por un adulto ni a personas concochecitos de bebé.
Más información:www.tecnofidta.com - www.indexport.com.ar
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 39 <
[ F e r i a s ]
Tecno Fidta 2010Se realizará del 21 al 24 de septiembre de 2010 en el Centro Costa Salguero
e incluirá múltiples acciones de capacitación

En nuestro país los contenedores tienen un régimen deadmisión temporaria, ya que todos son fabricados en elexterior. Como la mayoría de los contenedores queingresan al país con carga de importación vuelven asalir con carga de exportación, la aduana les otorga unplazo de admisión temporaria. Pero cuando los contene-dores dejan de usarse para comercio exterior y se losdestina para uso doméstico, tienen que ser nacionaliza-dos -como cualquier mercadería de importación- regu-larizando la situación con el pago de los respectivosderechos. Cool Tainer lleva a cabo la nacionalización de
todos los contenedores que se van a destinar a usodoméstico y los ofrece en venta y alquiler.
Contenedores refrigerados (reefers)Mantienen la mercadería en un rango de temperaturade -25 a +25ºC. Hay dos tamaños: 20 y 40 pies (seis ydoce metros de largo respectivamente). El box presentaaislamiento superior en poliuretano inyectado de altadensidad, con revestimiento interior en acero inoxida-ble. El equipo de refrigeración es un equipo eléctrico, de380V, trifásico, con cable de alimentación de 18 metros
E m p r e s a s
40 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010>
Cool TainerContenedores refrigerados y de carga general: solución instantánea,efectiva y económica al problema de falta de espacio para almacenaje
Cool Tainer es una empresa nacional iniciada en el año 2000 por empresarios con una larga experien-
cia previa en empresas internacionales de leasing de contenedores, agencias marítimas y actividades
relacionadas con el comercio exterior. Cool Tainer está dedicada a la comercialización de contenedores
para uso dentro de la Argentina y también para transporte regional. Se especializa en contenedores
refrigerados pero también cuenta con un importante stock de contenedores de carga general.

de extensión. El rango de temperatura es fácilmenteprogramable por el usuario, según sus necesidades. Lautilización de contenedores refrigerados para almace-naje presenta diversas ventajas.- Son económicos y fáciles de operar. - El mismo contenedor sirve para congelar o refrigerar.Sólo es necesario programar la temperatura deseada.- No requieren montaje ni desmontaje y son fácilmentetrasladables.- Mantienen los productos en óptimas condicionesmediante el control permanente de la temperatura. - Incrementan en forma instantánea la capacidad dealmacenaje en respuesta a picos inesperados de demanda.
Características técnicas:- Paneles y puertas revestidas interiormente en aceroinoxidable.- Paneles externos en aluminio o acero inoxidable, con-forme al modelo.- Aislamiento térmico en poliuretano inyectado de altadensidad (10 cm.)- Piso con perfiles "T" en aluminio.
Red eléctrica necesaria:- Corriente trifásica.- Tensión: 380V/440V con tolerancia de +/- 5% devariación.- Frecuencia: 60hz (admite 50hz).- Potencia de arranque: 15 HP.- Potencia en operación: 8,65 HP para 20' / 11,54 HPpara 40'- Toma: la distancia máxima de la maquinaria a la tomaes de 18 metros.- Disyuntor: 40 A- Cable: 4mm- Tierra: es necesaria conexión a tierra.
Contenedores de carga general (DRY)El contenedor DRY, también denominado de carga secao carga general, es utilizado para almacenaje y trans-porte de los más diversos tipos de materiales. Tambiénes utilizable como módulo de almacenaje, obrador u ofi-cina autoportante. Es ideal para guardar archivos, mue-bles, efectos personales, etc.
Está fabricado en acero de alta resistencia a lacorrosión, con paneles de 1.6 mm de espesor y rielesestructurales de 6 mm de espesor, con piso de madera.Las puertas son de acero de 2mm de espesor, con burle-tes de goma. Es un elemento sólido, hermético y segu-ro, estanco y fácilmente transportable.
El respaldo de Cool Tainer Cool Tainer presenta varias ventajas competitivas cuan-do se tiene en cuenta la importancia que reviste cual-quier operación con contenedores refrigerados en tér-minos de seguridad y confiabilidad. Todos sus contene-dores destinados a uso domestico están debida y com-probadamente nacionalizados. Es decir que no hay nin-gún plazo de admisión temporaria que respetar, ni ries-gos de multas o acciones de AFIP/Aduana, ya que al serestar nacionalizados pueden utilizarse en el país portiempo indeterminado.
Los clientes pueden visitar el depósito propiode Cool Tainer para ver físicamente los contenedores,asesorarse en cuanto a su funcionamiento y despejarcualquier duda en forma personal. El servicio técnico yel respaldo de Cool Tainer es fundamental para minimi-zar cualquier riesgo que pueda producirse por algúndesperfecto técnico de los contenedores. La asistenciatécnica durante el alquiler de los contenedores estágarantizada.
Más información:www.cool-tainer.com.ar
E m p r e s a s
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 41 <

Las miniplantas lácteas han sido desarrolladas con elobjeto de atender los requerimientos específicos de pro-ducciones en bajas escalas, tales como plantas pilotoeducativas; plantas piloto para desarrollo de nuevosproductos; plantas de producción a la vista con finesturístico-comerciales; producción de quesos especiales;plantas industriales para elaboración de leches especia-les, como el caso de los derivados de la leche de cabra,oveja, búfalo, etc. Estas plantas permiten desarrollaremprendimientos familiares para incorporación de valoragregado, así como atender nichos específicos talescomo producciones en zonas turísticas o marginales.
La premisa del diseño que ETI ha adoptadodesde el comienzo es que se trata de equipos industria-les de producción a baja escala. Por tanto deben respe-tar el principio de que brinden las mejores prestacionesen lo que respecta a:
-Rendimientos.-Calidad de producto.-Bajos costos de producción.-Calidad de materiales. -Bajos costos de mantenimiento.-Durabilidad o vida útil.-Factor de utilización.-Diseño.
La mejor tecnología vigenteLos diseños de las miniplantas reproducen las tecnolo-gías que mejor se adaptan para cada proceso de produc-ción. Ejemplo de ello es la utilización de tinas queseraspolivalentes tipo “doble cero” en los módulos de elabo-ración de quesos tradicionales, o las minicubas para ela-boración de quesos especiales y de alta humedad(Camembert, Brie, Roquefort, etc.). Otro ejemplo es laposibilidad de recuperar las proteínas solubles elaboran-do ricota a partir del suero dulce, optimizando el proce-so en la elaboración de quesos, o la posibilidad de ofre-cer leche de consumo en sachet, estandarizada, homo-geneizada y pasteurizada a alta temperatura, cumplien-do con todos los estándares de producción requeridospara que el producto tenga una calidad comparable alas leches más reconocidas del mercado.
El mejor diseñoLos especialistas de ETI han puesto especial atención enel diseño y acabado de los productos, conservando laestética y apariencia de los equipos de más alta gama.Esto resulta de particular importancia en los emprendi-mientos que se incluyen en circuitos turísticos o en pro-cesos educativos.
Equipos listos para producirEl equipamiento de los diferentes módulos garantizauna producción sin deficiencias y respetando la premisa
E m p r e s a s
42 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010>
ETI S.R.L.Miniplantas lácteas
La línea de miniplantas lácteas de ETI permite elaborar excelentes productos aplicando la mejor tec-
nología disponible en el mercado, con los mayores rendimientos y al menor costo, utilizando los
equipos que mejor se adaptan a cada escala.
Planta piloto de elaboración de quesos
Planta de leche fluida completa
de producir con la mejor relacióncosto/beneficio. Los móduloscontemplan la provisión delequipamiento necesario paragenerar la energía que el procesodemanda (vapor, agua refrigera-da, aire comprimido, etc.), asícomo todos los equipos que elproceso de elaboración requierea partir de la recepción de lamateria prima y hasta el envasa-do de los productos terminados.El mejor ejemplo de ello es elmódulo de elaboración de lechede consumo, el cual se proveebajo un diseño de "llave enmano" y que sólo requiere parasu montaje una sala de 25 m2 yun operador para el proceso.
Asesoramiento ycapacitaciónETI desarrolla proyectos para pro-ducciones de baja escala poniendoa disposición del cliente la expe-riencia de sus profesionales, avala-da por más de 35 años de perma-nencia ininterrumpida en el merca-do nacional e internacional. La pro-visión abarca desde proyectos deelaboración de productos y reinge-niería de procesos hasta proyectosde plantas "llave en mano", con-templando desde la elección delterreno para el emprendimientohasta la capacitación del personal.
Más información:[email protected]
E m p r e s a s
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 43 <
Diferentes opciones paradiferentes productos
Leche Pasteurizada: a partir de 300 litros/hora.Quesos: a partir de 200 litros.Ricota: a partir de 200 litros.Yogurt: a partir de los 50 litros.Crema: a partir de los 50 litros.Dulce de Leche: a partir de 200 litros.Helados: a partir de 200 litros.Modulo de elaboración
de dulce de leche

44 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ C a l i d a d ]
>
ResumenEn el presente trabajo se evaluaron distintos fermentoslácticos adjuntos con el fin de caracterizar aspectos físi-co-químicos y microbiológicos de la maduración dequesos de cabra. Se elaboraron quesos con fermentoiniciador comercial (quesos control) y se los comparócon quesos adicionados de fermentos adjuntos autócto-nos de L. plantarum, L. rhamnosus y E. faecium. Losensayos microbiológicos mostraron en general mayordesarrollo de bacterias lácticas en los quesos con fer-mentos adjuntos y menor crecimiento de microorganis-mos indeseables. Los análisis de perfiles peptídicos, deácidos grasos libres y de compuestos de volátiles mos-traron algunas diferencias entre los quesos con fermen-tos adjuntos evaluados y con respecto a los quesos con-trol. Particularmente, los quesos adicionados con E. fae-cium presentaron un perfil peptídico, de ácidos grasoslibres y sensorial diferente de los otros adjuntos.Importantes diferencias en las réplicas de elaboraciónindicaron la influencia de la composición de las diferen-tes leches utilizadas.
Palabras clave: fermentos lácticos autóctonos caprinos;maduración de quesos de cabra regionales.
IntroducciónEn la Argentina existen unos 4 millones de caprinos(SAGPyA, 2002), lo que representa un 0,5% del stockmundial (FAO, 2008), aunque por el alto grado de infor-
malidad de la actividad se estima que existe un númerosuperior (Vaccarezza et al., 2008). En el NoroesteArgentino (NOA) se concentra la mayor parte de ellos(31,6%), que se destinan a carne, leche y fibras. Además,en esa región se produce el 70% de la leche caprinanacional. A pesar de ser considerada una actividad desubsistencia para el productor, su importancia radica enque abastece de proteína animal de alta calidad alimen-ticia al segmento más pobre del sector rural argentino. Por otro lado, existen empresas productoras de quesosque ingresaron al sector en los últimos años con finescomerciales, siendo el NOA la región que más produce,con un 63% del total a nivel nacional (Vaccarezza et al.,2008). El importante desarrollo que tuvo la queseríacaprina a nivel nacional en los últimos 20 años carecióde un desarrollo acorde en la investigación de fermen-tos lácticos. En general se emplearon los mismos fer-mentos usados en la industria quesera bovina, sin teneren cuenta las particularidades de composición de laleche de cabra, que son responsables de los atributossensoriales típicos de estos quesos. Existen pocos gruposde trabajo que realizaron estudios a nivel nacional paraaislar y caracterizar bacterias lácticas autóctonas(Oliszewski, 2006, Oliszewski et al., 2006, 2007; Barcattet al., 2009), ensayando su utilización en la fabricaciónde quesos caprinos experimentales (Oliszewski et al.,2008, 2010) y estudiando la maduración de los quesosen condiciones reales de fabricación (Oliszewski et al.,2009a, 2009b). El objetivo de este trabajo fue la carac-terización físico-química y microbiológica de la madu-ración de quesos caprinos semiduros elaborados confermentos adjuntos autóctonos.
Materiales y métodosLeche: la leche utilizada en las fabricaciones provino delINTA Catamarca, EEA Santa Cruz. Se emplearon 40 litrosde leche de cabra raza Saanen en cada lote de fabricación. Fermentos lácticos: se fabricaron tres lotes de quesossemiduros. En cada lote se obtuvieron cuatro quesosexperimentales (E) y cuatro quesos testigos (T). Los que-sos experimentales de cada lote se elaboraron utilizan-do como fermento primario un producto comercial (ChrHansen) inoculado al 1%, compuesto por St. thermophi-llus (60%), Lb. bulgaricus (20%) y Lb. helveticus (20%),más el agregado de una de las siguientes cepas adjun-tas: Lb. plantarum ETC17 (EP), Lb. rhamnosus ETC14 (ER),
Caracterización de la maduración de quesoscaprinos argentinos
*Oliszewski R1.; Wolf I.V2; Perotti M.C2; Bergamini C.V2; Zalazar C.A21CERELA-CONICET. Tucumán, Argentina
2Instituto de Lactología Industrial - UNL-CONICET. Santa Fe, Argentina*[email protected]

y Enterococcus faecium ETC3 (colección CRL) (EF), ino-culadas al 0,25%. Los quesos testigos obtenidos en cadalote (TP, TR y TF) se elaboraron utilizando sólo el fer-mento primario. El fermento primario (tipo DVS) seagregó directamente a tina. Los fermentos adjuntosautóctonos se activaron por tres pases sucesivos encaldo MRS y finalmente se multiplicaron en leche. Lasconcentraciones de los fermentos adjuntos al momentode agregar en tina variaron entre 8,1 y 8,5 log ufc/ml.Cada uno de los lotes se fabricó por duplicado en dife-rentes días (réplicas 1 y 2), teniéndose un total de seislotes o elaboraciones.
Protocolo de fabricación: la leche se pasteurizó a 65°Cpor 20 min. A 39°C se adicionó cloruro de calcio (0,14 gpor litro de leche) y se inoculó los lotes con los cultivosstarter y adjuntos. Se agregó cuajo Maxiren 150 (0,014g.Lt-1 de leche), produciéndose la coagulación en 25min. La cuajada se liró en granos pequeños y se cocinóa 47°C. Luego los quesos se moldearon y prensaron por12 h a 25°C. Una vez que alcanzaron un valor de pH de5,2 se salaron en salmuera (20%, 12ºC, 12 h.Kg-1 dequeso). Los quesos se maduraron a 12°C y 85% dehumedad relativa por 60 días.
Análisis microbiológicos: se llevaron a cabo recuentosde microorganismos indeseables y bacterias lácticas porplaqueo con los siguientes medios de cultivo:Hongos y levaduras: Hongos y levaduras agar, 5 días a 30ºC.Coliformes totales: VRBA, 24 a 48 hs a 30ºC.Enterobacterias: Mc Conkey agar, 24 a 48 hs a 37ºC.Lactobacilos mesófilos: MRS agar, 72 hs a 30ºC.Lactobacilos termófilos: MRS agar, 72 hs a 42ºC.Lactococos mesófilos: Laptg agar, 72 hs a 30ºC.Lactococos termófilos: Laptg agar, 72 hs a 42ºC.Enterococos: KF agar, 72 hs a 42ºC.Los análisis se efectuaron durante el transcurso de lamaduración (3, 30 y 60 días). Los resultados de losrecuentos de los quesos testigo se promediaron para losseis lotes de elaboración (TP1, TP2, TR1, TR2, TF1 y TF2).En el caso de los quesos experimentales se promediaronlos valores de las dos réplicas (1 y 2) ensayadas paracada fermento adjunto (EP, ER, EF).
Análisis físico-químicos: en el curso de la maduración(3, 30 y 60 días) se determinó la composición global delos quesos: materia grasa por Van Gulik (CasadoCimiano, 1987); extracto seco por el método de deseca-ción en estufa hasta peso constante (IDF, 1982); pH(método potenciómetrico); nitrógeno por método deKjeldahl (IDF, 1993). Los valores de las distintas deter-minaciones se promediaron para los seis lotes de elabo-ración en los quesos testigos (TP1, TP2, TR1, TR2, TF1 yTF2). En el caso de los quesos experimentales, se prome-diaron los valores de las dos réplicas (1 y 2) ensayadaspara cada fermento adjunto (EP, ER, EF).
Los restantes parámetros de maduración se evaluaron alfinal de la misma (60 días) con las siguientes metodo-logías: perfiles peptídicos por HPLC (Bergamini et al.,2009); lipólisis mediante extracción de la grasa, aisla-miento de los AGL, derivatización a ésteres etílicos yanálisis por GC-FID (Perotti et al., 2005); aislamiento decompuestos de aroma por microextracción en fase sóli-da (SPME), y análisis e identificación por GC-FID/MS(Wolf et al., 2010).
Análisis sensoriales: los análisis sensoriales se realizaronal final de la maduración (60 días) mediante la pruebade diferencia del triángulo (Meilgaard et al., 2007). Seseleccionaron 12 panelistas que degustaron dos seriesde quesos cada uno (24 respuestas) realizando unacomparación entre los quesos experimentales (EP, ER,EF) y sus correspondientes testigos (TP, TR, TF). Cadapanelista recibió tres porciones de queso (dos iguales yuna diferente) aleatoriamente numeradas y debió indi-car la muestra diferente de acuerdo a la percepción sen-sorial global. Para detectar diferencias significativas seutilizó la tabla de significancia del test (Meilgaard et al.,2007), en la cual para 24 respuestas y con un nivel designificancia p<0,05 se requieren 13 respuestas correc-tas para obtener diferencias significativas.
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 45 <
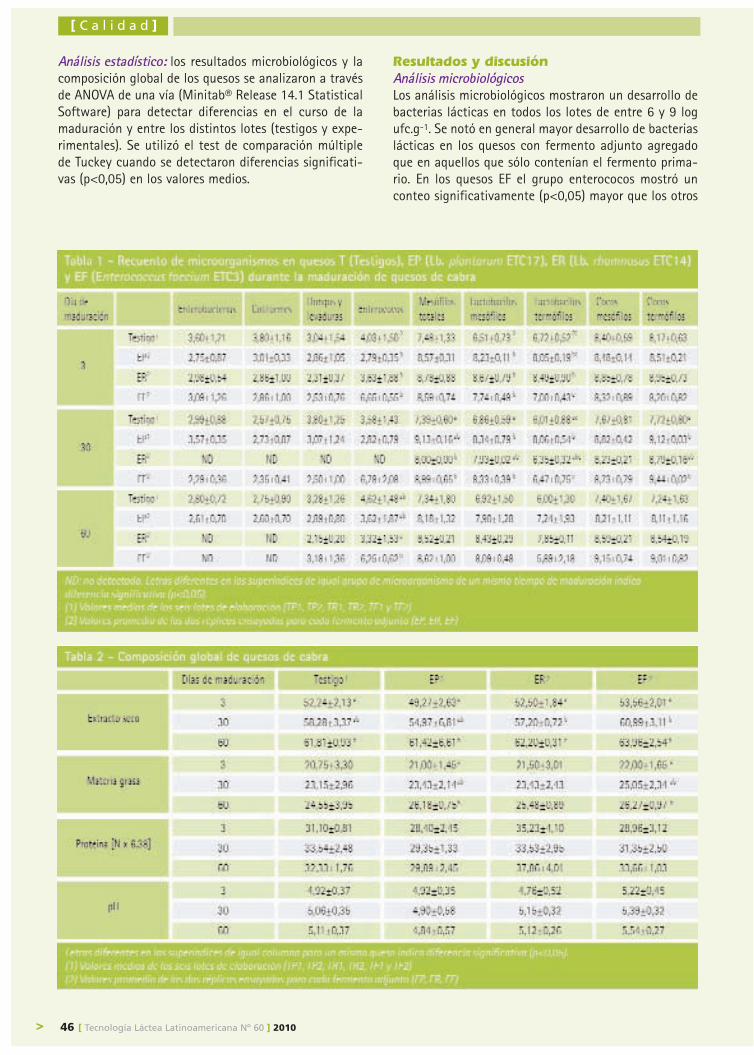
46 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ C a l i d a d ]
>
Análisis estadístico: los resultados microbiológicos y lacomposición global de los quesos se analizaron a travésde ANOVA de una vía (Minitab® Release 14.1 StatisticalSoftware) para detectar diferencias en el curso de lamaduración y entre los distintos lotes (testigos y expe-rimentales). Se utilizó el test de comparación múltiplede Tuckey cuando se detectaron diferencias significati-vas (p<0,05) en los valores medios.
Resultados y discusiónAnálisis microbiológicosLos análisis microbiológicos mostraron un desarrollo debacterias lácticas en todos los lotes de entre 6 y 9 logufc.g-1. Se notó en general mayor desarrollo de bacteriaslácticas en los quesos con fermento adjunto agregadoque en aquellos que sólo contenían el fermento prima-rio. En los quesos EF el grupo enterococos mostró unconteo significativamente (p<0,05) mayor que los otros
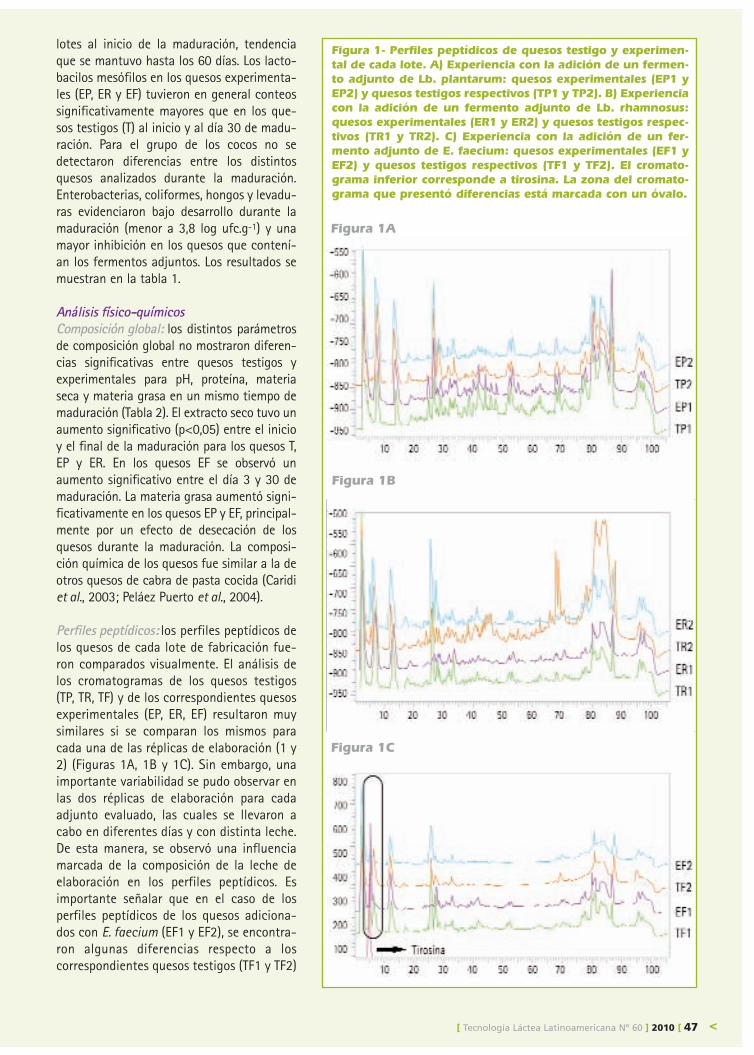
lotes al inicio de la maduración, tendenciaque se mantuvo hasta los 60 días. Los lacto-bacilos mesófilos en los quesos experimenta-les (EP, ER y EF) tuvieron en general conteossignificativamente mayores que en los que-sos testigos (T) al inicio y al día 30 de madu-ración. Para el grupo de los cocos no sedetectaron diferencias entre los distintosquesos analizados durante la maduración.Enterobacterias, coliformes, hongos y levadu-ras evidenciaron bajo desarrollo durante lamaduración (menor a 3,8 log ufc.g-1) y unamayor inhibición en los quesos que contení-an los fermentos adjuntos. Los resultados semuestran en la tabla 1.
Análisis físico-químicosComposición global: los distintos parámetrosde composición global no mostraron diferen-cias significativas entre quesos testigos yexperimentales para pH, proteína, materiaseca y materia grasa en un mismo tiempo demaduración (Tabla 2). El extracto seco tuvo unaumento significativo (p<0,05) entre el inicioy el final de la maduración para los quesos T,EP y ER. En los quesos EF se observó unaumento significativo entre el día 3 y 30 demaduración. La materia grasa aumentó signi-ficativamente en los quesos EP y EF, principal-mente por un efecto de desecación de losquesos durante la maduración. La composi-ción química de los quesos fue similar a la deotros quesos de cabra de pasta cocida (Caridiet al., 2003; Peláez Puerto et al., 2004).
Perfiles peptídicos: los perfiles peptídicos delos quesos de cada lote de fabricación fue-ron comparados visualmente. El análisis delos cromatogramas de los quesos testigos(TP, TR, TF) y de los correspondientes quesosexperimentales (EP, ER, EF) resultaron muysimilares si se comparan los mismos paracada una de las réplicas de elaboración (1 y2) (Figuras 1A, 1B y 1C). Sin embargo, unaimportante variabilidad se pudo observar enlas dos réplicas de elaboración para cadaadjunto evaluado, las cuales se llevaron acabo en diferentes días y con distinta leche.De esta manera, se observó una influenciamarcada de la composición de la leche deelaboración en los perfiles peptídicos. Esimportante señalar que en el caso de losperfiles peptídicos de los quesos adiciona-dos con E. faecium (EF1 y EF2), se encontra-ron algunas diferencias respecto a loscorrespondientes quesos testigos (TF1 y TF2)
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 47 <
Figura 1A
Figura 1- Perfiles peptídicos de quesos testigo y experimen-tal de cada lote. A) Experiencia con la adición de un fermen-to adjunto de Lb. plantarum: quesos experimentales (EP1 yEP2) y quesos testigos respectivos (TP1 y TP2). B) Experienciacon la adición de un fermento adjunto de Lb. rhamnosus:quesos experimentales (ER1 y ER2) y quesos testigos respec-tivos (TR1 y TR2). C) Experiencia con la adición de un fer-mento adjunto de E. faecium: quesos experimentales (EF1 yEF2) y quesos testigos respectivos (TF1 y TF2). El cromato-grama inferior corresponde a tirosina. La zona del cromato-grama que presentó diferencias está marcada con un óvalo.
Figura 1B
Figura 1C

48 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ C a l i d a d ]
>
en la parte inicial del cromatograma. En particular, unpico de tiempo de retención aproximado de 7,5 minutosfue menor que en los quesos testigos, mientras que otro,cuyo tiempo de retención corresponde con el aminoácidotirosina (~ 6 minutos) fue mayor. De esta manera, estecultivo adjunto mostró una influencia en la liberación deeste aminoácido aromático. Por otra parte, el queso TR2(testigo de la réplica 2 donde se estudió la influencia deLb. rhamnosus) mostró un perfil muy diferente con res-pecto a los otros quesos, lo que sugiere la influencia enesta elaboración de un factor no controlado.
Es generalmente aceptado que los lactobacilosmesófilos tienen un sistema proteolítico máslimitado que las especies termófilas, ya que -adiferencia de éstos- crecen bien en leche sola-mente cuando es suplementada con aminoáci-dos y péptidos (Upadhyay y col., 2004). Gilbertet al. (1997) demostraron una menor actividadcaseinolítica y peptidolítica de una cepa de Lb.casei con respecto a tres cepas de lactobacilostermófilos. Por su parte, Madkor et al. (2000)observaron un mayor incremento del nivel deaminoácidos libres totales en queso Cheddarreducido en materia grasa por la adición decepas atenuadas de Lb. helveticus en compara-ción con la influencia de cepas atenuadas deLb. casei. En nuestro trabajo, los lactobacilosmesófilos adjuntos de Lb. rhamnosus y Lb. plan-tarum no demostraron ningún efecto sobre losperfiles peptídicos de los quesos de cabra. Sinembargo, su influencia pudo haber sido enmas-carada por la alta proteólisis de base de losquesos, originada por la actividad de los lacto-bacilos termófilos del fermento.
Por otra parte, la adición de E. faeciumPR88 como fermento adjunto en un quesoCheddar elaborado con un fermento primario deLactococcus lactis produjo un incremento en laproteólisis secundaria determinada por el incre-mento de la mayoría de los aminoácidos libres(Gardiner et al., 1999). En los perfiles peptídicosde la fracción soluble en agua obtenidos por RP-HPLC en nuestro estudio, además de los péptidoses posible observar los aminoácidos aromáticos:fenilalanina, triptofano y tirosina (Hynes et al.,2003). De esta manera, si bien no se analizaronlos aminoácidos libres, se pudo comprobar unincremento de la tirosina en los quesos con E.faecium. En base a este resultado, sería intere-sante el estudio de la influencia de esta cepasobre otros aminoácidos libres.
Lipólisis: se cuantificaron los ácidos grasos libres(AGL), desde C4:0 a C18:2 en los quesos elabora-dos con la adición de cultivos adjuntos y suscorrespondientes testigos. El estudio del perfil de
los AGL indicó que en la mayoría de los quesos analizadoslos ácidos grasos libres mayoritarios en orden decrecientede concentraciones fueron el ácido oleico (C18:1), palmí-tico (C16:0), esteárico (C18:0) y mirístico (C14:0). Un per-fil similar se ha informado en quesos de cabra de distintosorígenes (Fontecha et al., 1990; Franco et al., 2003;Poveda & Cabezas, 2006; Sheehan et al., 2009).Particularmente se observó en los quesos TR2 y ER2 (adi-cionado de Lb. rhamnosus) un perfil algo diferente, con elácido palmítico en mayores proporciones que el oleico.
Figura 2 - Valores de ácidos grasos libres totales (AGLT) (enmg/Kg de queso) correspondientes a quesos testigos (TP, TR,TF) y experimentales (EP, ER, EF) en las dos réplicas de ela-boración (1 y 2).
Figura 3 - Valores porcentuales correspondientes a los ácidosgrasos libres de cadena corta (AGL-CC: C4:0 a C8:0) y ácidosgrasos libres de cadena media (AGL-CM: C10:0-C12:0)correspondientes a quesos testigos (TP, TR, TF) y experimen-tales (EP, ER, EF) en las dos réplicas de elaboración (1 y 2)

En la figura 2 se muestran los valores totales de los AGL(expresados en mg/Kg de queso) en los distintos quesos.Una importante variabilidad en los valores de lipólisis glo-bales se observó en las réplicas de elaboraciones (1 y 2) delos quesos elaborados con E. faecium (EF1, EF2) y suscorrespondientes testigos (TF1, TF2). Los niveles de lipóli-sis de los quesos adicionados con adjuntos y sus corres-pondientes testigos fueron similares, encontrándose en unrango entre 1200 y 3000 mg/Kg. Sólo se observó una inci-dencia del adjunto en una de las elaboraciones con E. fae-cium (EF1), con un incremento del 16% en los valores delipólisis respecto al testigo (TF1).
La variabilidad en los perfiles de lipólisis entrelas diferentes réplicas de elaboración podría estar aso-ciada con las diferencias en las características de laleche. Algunos autores han señalado a las modificacio-nes en la composición de la interfase grasa/proteína y/ola accesibilidad de la grasa por parte de las enzimaslipolíticas, como algunas de las fuentes de esta varia-ción (Sheehan et al., 2009).
En la literatura se encuentran reportados valo-res de lipólisis en quesos de cabra que varían en unamplio rango, dependiendo del tipo de leche (cruda opasteurizada), tipo de starter primario o adjunto, tecno-logía, tiempo de maduración, etc. En general, los valo-res promedios se encuentran entre 700 y 24.000 mg/Kg(Fontecha et al., 1990; Franco et al., 2003; Poveda & Cabezas,2006; Sheehan et al., 2009; Atasoy & Türkoglu, 2009).
Para analizar si la adición de los distintos cul-tivos adjuntos produjo una liberación preferencial de losácidos grasos, en la figura 3 se muestran los porcenta-jes de ácidos grasos de cadena corta (C4:0-C8:0) (AGL-CC) y de cadena media (C10:0-C12:0) (AGL-CM), calcu-lados respecto al total de ácidos, debido a que estosgrupos de ácidos tienen un mayor impacto en el flavorde los quesos.
En general, tanto en los quesos testigos comoen los experimentales, la fracción de los AGL-CM seencontró en un rango entre el 7% y el 16%, resultandomayor que la de los AGL-CC (rango entre el 2 y el 10%),
excepto en una de las elaboraciones con Lb. plantarum(TP2 y EP2), donde los AGL-CC resultaron ligeramentemayores. Las diferencias en porcentajes entre estos dosgrupos de ácidos estuvo en el orden del 2 al 4%, salvoen el caso de una de las elaboraciones con E. faecium(TF2 y EF2) donde la diferencia resultó superior al 10%.Las diferencias en las proporciones de los AGL-CC yAGL-CM se asocia a las diferentes especificidades de lasenzimas lipasas/esterasas de la microflora que desarro-lla en los quesos.
En general, en quesos de cabra elaborados conleche pasteurizada se ha informado una prevalencia delos AGL-CM sobre los AGL-CC (Franco et al., 2003;Sheehan et al., 2009; Atasoy & Türkoglu, 2009), aunquePoveda & Cabezas (2006) detectaron en algunas mues-tras de quesos Majorero mayores porcentajes de AGL-CC respecto a los AGL-CM.
Compuestos volátiles: un total de 39 compuestos volátilesse identificaron en los quesos, los cuales correspondierona las familias químicas de las cetonas (7), alcoholes (12),ésteres (4), aldehídos (3), ácidos (9) y otros compuestos(4). La presencia de los compuestos detectados en lasmuestras analizadas se encuentran informados en quesosde cabra de distintos orígenes (Carunchia et al., 2003;Castillo et al., 2007; Poveda et al., 2008; Sheehan et al.,2009; Attaie, 2009).
Se observó una amplia variabilidad en los per-files de compuestos volátiles de los quesos tanto testi-gos como experimentales en las réplicas de elaboración,lo que imposibilitó cualquier tratamiento estadístico delos resultados. Las diferencias en los perfiles de lipólisisy de compuestos volátiles de los quesos testigos mues-tra claramente la incidencia de las características de laleche de elaboración en las actividades enzimáticas delos microorganismos. Por esta razón, sólo se discutiránalgunas generalidades observadas. Para facilitar lainterpretación de los resultados, en las figuras 4 a 6 semuestran las áreas de los principales compuestos volá-tiles identificados en los quesos analizados.
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 49 <

50 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ C a l i d a d ]
>
Cetonas: dentro del grupo de las cetonas se detectaronprincipalmente metilcetonas (C3 a C9), diacetilo y acetoí-na. La 2-propanona, 2-heptanona, el diacetilo y su pro-ducto de reducción (acetoína) tuvieron en general los másaltos valores de áreas en las muestras analizadas. Estoscompuestos se han encontrado también en altas concen-traciones en quesos de cabra, y su rol en el aroma de estosquesos se considera muy importante (Carunchia et al.,2003; Castillo et al., 2007; Poveda et al., 2008; Attaie,2009). La producción de diacetilo y acetoína se asocia al
metabolismo del piruvato, lactosa o citrato porparte de algunas bacterias lácticas del starter,especialmente Lc. lactis ssp. lactis yLeuconostoc ssp (Izco & Torre, 2000;McSweeney, 2004). La 2-heptanona, al igualque otras metilcetonas, procede del catabolis-mo de los ácidos grasos y debido a su bajoumbral de percepción aporta notas frutales,florales y a hongos en distintas variedades dequesos (Curioni & Bosset, 2002). Por su parte,la 2-propanona se forma usualmente por laoxidación del ácido butírico, aunque tambiénse piensa que puede ser sintetizada en la glán-dula mamaria y de allí pasar a la leche (Castilloet al., 2007). Los quesos adicionados con E. fae-cium (EF1 y EF2) presentaron áreas similares oinferiores comparados con sus testigos para lasdistintas cetonas identificadas, con excepciónde la 2-propanona. En el caso de los quesos ela-borados con Lb. plantarum (EP1 y EP2), las ceto-nas que presentaron el mismo comportamientoen las dos réplicas de elaboración fueron el dia-cetilo y la acetoína, las cuales tuvieron mayoresvalores de áreas respecto de sus testigos. Por suparte, se encontraron diferencias en los nivelesde las distintas cetonas en las dos réplicas deelaboración de los quesos testigos y adiciona-dos con Lb. rhamnosus (ER1 y ER2), no pudién-dose establecer claramente la incidencia deeste adjunto en la biosíntesis de cetonas.
Alcoholes: se detectaron alcoholes lineales pri-marios (etanol, 1-butanol, 1-hexanol), alcoho-les lineales secundarios (2-propanol, 2-buta-nol, pentanol, 2-heptanol, 2-nonanol), alcoho-les primarios ramificados (2-metil 1-propanol y3-metil 1-butanol) y el 2,3-butanodiol. Losmás altos valores de áreas lo presentaron eletanol, 1-butanol, 3-metil 1-butanol, 1-hexa-nol y 2,3-butanodiol. La presencia mayoritariadel etanol, dentro del grupo de los alcoholes, seencuentra documentada en algunos quesos decabra y de oveja (Izco & Torre, 2000; Bintsis &Robinson, 2004; Irigoyen et al., 2007; Attaie,2009). Por su parte, el 1-hexanol (Poveda et al.,2008), el 2-pentanol (Carunchia et al., 2003) y
el 2-heptanol (Carunchia et al., 2003; Poveda et al., 2008)se han señalado como importantes contribuyentes al olorde los quesos de cabra, sin embargo de acuerdo a otrosautores, los alcoholes no contribuyen significativamenteal flavor de este tipo de quesos (Attaie, 2009).
Los niveles de etanol resultaron ligeramentesuperiores en los quesos elaborados con Lb. plantarum y E.faecium respecto a los quesos testigos, mientras que losquesos adicionados con Lb. rhamnosus presentaron áreas
Figura 4a - Áreas de los principales compuestos volátiles dela familia de las cetonas y ácidos identificados en quesos tes-tigos (TP1 y TP2) y elaborados con Lb. plantarum comoadjunto (EP1 y EP2).
Figura 4b - Áreas de los principales compuestos volátiles dela familia de los alcoholes, ésteres, aldehídos y otros com-puestos identificados en quesos testigos (TP1 y TP2) y elabo-rados con Lb. plantarum como adjunto (EP1 y EP2).

similares o inferiores en comparación con sustestigos. En quesos de oveja elaborados con Lb.plantarum como adjunto, Irigoyen et al. (2007)informaron mayores niveles de etanol que enlos quesos testigos. Este alcohol primario seforma a partir del metabolismo de la lactosa ydel citrato o del catabolismo de la alanina pordegradación de Strecker (Castillo et al., 2007).Aunque no se considera un compuesto dearoma, debido a su alto umbral de percepción,su importancia reside en el hecho que partici-pa de la biosíntesis de ésteres etílicos.
En general, independientemente dela cepa adicionada, los quesos testigos presen-taron áreas similares (TF) o superiores (TP y TR)para el 3-metil butanol y 1-butanol, con res-pecto a los quesos experimentales (EF, EP, ER).En los casos del 1-hexanol y del 2,3-butano-diol se observaron comportamientos diferen-tes de estos compuestos en las elaboracionesréplicas de los quesos testigos y experimenta-les. Particularmente, el perfil de alcoholes delqueso TR2 fue notoriamente diferente respec-to a los otros quesos, tanto testigos comoexperimentales, coincidiendo con un compor-tamiento diferente observado en los perfilespeptídicos.
El 3-metil butanol proviene de lareducción del 3-metil butanal, el cual se formaa partir catabolismo de la leucina (Urbach,1995), y aporta delicadas notas a queso fresco.Los alcoholes primarios tales como el 1-buta-nol y 1-hexanol provienen de la reducción delos correspondientes aldehídos producidos apartir de los ácidos grasos o aminoácidos(Barbieri et al., 1994).
Ésteres: cuatro ésteres se identificaron en losquesos analizados: acetato de etilo, butanoatode etilo, hexanoato de etilo y butanoato deisoamilo. El butanoato de etilo resultó cuanti-tativamente el más importante. La presenciamayoritaria y la contribución de los ésteresetílicos en el aroma de muchas variedades dequesos, incluyendo los quesos de cabra, hasido reportado por distintos autores (Irigoyenet al., 2007; Castillo et al., 2007; Di Cagno et al., 2007;Sheehan et al., 2009). Los ésteres con pocos átomos decarbono tienen bajos umbrales de percepción y aportannotas frutales y florales (Curioni & Bosset, 2002). Los éste-res etílicos se forman a través de reacciones de esterifica-ción o alcoholisis de las cuales participan los ácidos gra-sos y el etanol. La biodisponibilidad del etanol se conside-ra el factor limitante de estas reacciones (Liu et al. 2004). Los quesos elaborados con E. faecium presentaron mayo-res niveles de butanoato de etilo respecto a los testigos.
De igual modo, los quesos elaborados con Lb. plantarumtuvieron valores de áreas similares o superiores para elacetato y butanoato de etilo. Concordantemente, estosquesos fueron los que presentaron mayores niveles deetanol necesarios para la esterificación. En general, lasáreas del hexanoato de etilo y butanoato de isoamilo fue-ron similares en los quesos testigos y experimentales ela-borados con los distintos adjuntos.
El acetato, butanoato y hexanoato de etilo sehan señalado como los ésteres cuantitativamente másimportantes en quesos Majorero (Castillo et al., 2007), con
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 51 <
Figura 5a: Áreas de los principales compuestos volátiles dela familia de las cetonas y ácidos identificados en quesos tes-tigos (TR1 y TR2) y elaborados con Lb. rhamnosus comoadjunto (ER1 y ER2).
Figura 5b: Áreas de los principales compuestos volátiles dela familia de los alcoholes, ésteres, aldehídos y otros com-puestos identificados en quesos testigos (TR1 y TR2) y elabo-rados con Lb. rhamnosus como adjunto (ER1 y ER2).
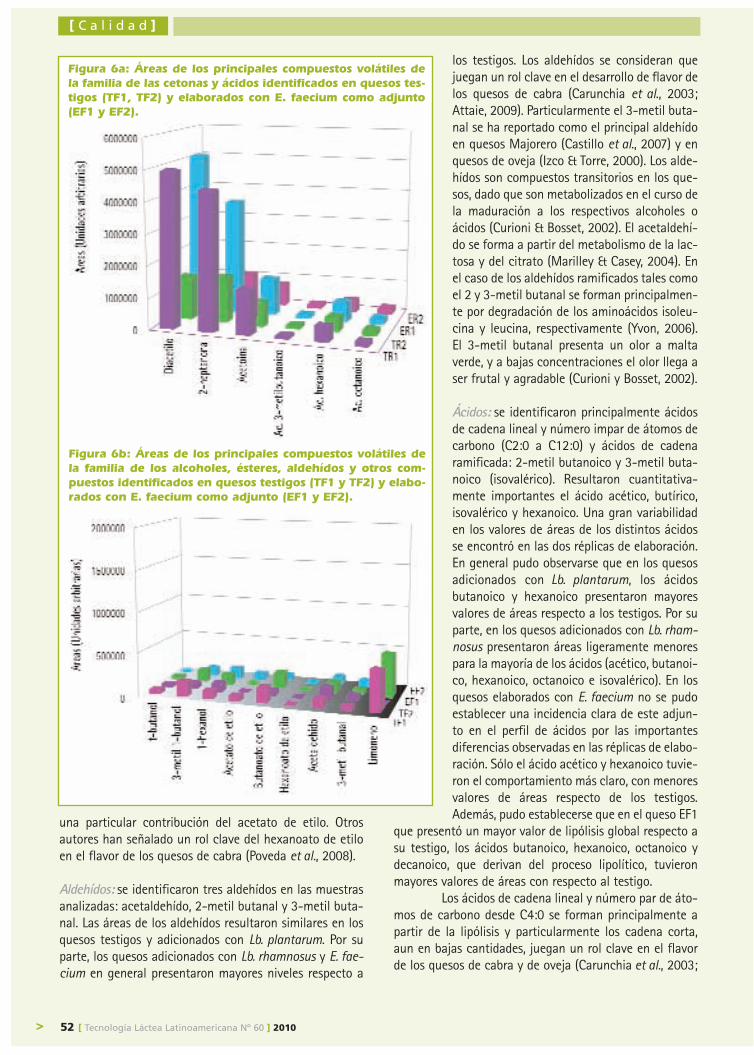
52 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ C a l i d a d ]
>
una particular contribución del acetato de etilo. Otrosautores han señalado un rol clave del hexanoato de etiloen el flavor de los quesos de cabra (Poveda et al., 2008).
Aldehídos: se identificaron tres aldehídos en las muestrasanalizadas: acetaldehído, 2-metil butanal y 3-metil buta-nal. Las áreas de los aldehídos resultaron similares en losquesos testigos y adicionados con Lb. plantarum. Por suparte, los quesos adicionados con Lb. rhamnosus y E. fae-cium en general presentaron mayores niveles respecto a
los testigos. Los aldehídos se consideran quejuegan un rol clave en el desarrollo de flavor delos quesos de cabra (Carunchia et al., 2003;Attaie, 2009). Particularmente el 3-metil buta-nal se ha reportado como el principal aldehídoen quesos Majorero (Castillo et al., 2007) y enquesos de oveja (Izco & Torre, 2000). Los alde-hídos son compuestos transitorios en los que-sos, dado que son metabolizados en el curso dela maduración a los respectivos alcoholes oácidos (Curioni & Bosset, 2002). El acetaldehí-do se forma a partir del metabolismo de la lac-tosa y del citrato (Marilley & Casey, 2004). Enel caso de los aldehídos ramificados tales comoel 2 y 3-metil butanal se forman principalmen-te por degradación de los aminoácidos isoleu-cina y leucina, respectivamente (Yvon, 2006).El 3-metil butanal presenta un olor a maltaverde, y a bajas concentraciones el olor llega aser frutal y agradable (Curioni y Bosset, 2002).
Ácidos: se identificaron principalmente ácidosde cadena lineal y número impar de átomos decarbono (C2:0 a C12:0) y ácidos de cadenaramificada: 2-metil butanoico y 3-metil buta-noico (isovalérico). Resultaron cuantitativa-mente importantes el ácido acético, butírico,isovalérico y hexanoico. Una gran variabilidaden los valores de áreas de los distintos ácidosse encontró en las dos réplicas de elaboración.En general pudo observarse que en los quesosadicionados con Lb. plantarum, los ácidosbutanoico y hexanoico presentaron mayoresvalores de áreas respecto a los testigos. Por suparte, en los quesos adicionados con Lb. rham-nosus presentaron áreas ligeramente menorespara la mayoría de los ácidos (acético, butanoi-co, hexanoico, octanoico e isovalérico). En losquesos elaborados con E. faecium no se pudoestablecer una incidencia clara de este adjun-to en el perfil de ácidos por las importantesdiferencias observadas en las réplicas de elabo-ración. Sólo el ácido acético y hexanoico tuvie-ron el comportamiento más claro, con menoresvalores de áreas respecto de los testigos.Además, pudo establecerse que en el queso EF1
que presentó un mayor valor de lipólisis global respecto asu testigo, los ácidos butanoico, hexanoico, octanoico ydecanoico, que derivan del proceso lipolítico, tuvieronmayores valores de áreas con respecto al testigo.
Los ácidos de cadena lineal y número par de áto-mos de carbono desde C4:0 se forman principalmente apartir de la lipólisis y particularmente los cadena corta,aun en bajas cantidades, juegan un rol clave en el flavorde los quesos de cabra y de oveja (Carunchia et al., 2003;
Figura 6a: Áreas de los principales compuestos volátiles dela familia de las cetonas y ácidos identificados en quesos tes-tigos (TF1, TF2) y elaborados con E. faecium como adjunto(EF1 y EF2).
Figura 6b: Áreas de los principales compuestos volátiles dela familia de los alcoholes, ésteres, aldehídos y otros com-puestos identificados en quesos testigos (TF1 y TF2) y elabo-rados con E. faecium como adjunto (EF1 y EF2).

Barron et al., 2005; Attaie, 2009). En el caso del ácido acé-tico, éste se forma en distintos procesos que incluyen elmetabolismo de la lactosa y del citrato y el catabolismo dealgunos aminoácidos (Yvon, 2006). Por su parte, los ácidosde cadena ramificada 2 y 3-metil butanoico proceden delcatabolismo de los aminoácidos isoleucina y leucina, res-pectivamente. Tanto el ácido acético como el 3-metilbutanoico se han señalado como importantes constitu-yentes de los quesos Majorero (Castillo et al., 2007). Esteúltimo también juega un rol clave en el flavor de los que-sos de cabra elaborados en distintas regiones de España(Poveda et al., 2008).
Otros compuestos: dentro de este grupo se identificarondos hidrocarburos (p-xileno y m-xileno) y dos terpenos (D-limoneno y b-miricene). El D-limoneno resultó cuantitati-vamente importante en muchos de los quesos analizadosy es común que se encuentre en altos niveles en quesos decabra y de oveja (Sheehan et al., 2009; Carunchia et al.,2003), asociados a las pasturas que consumen los anima-les (Barron et al., 2007).
Análisis sensorialesNo se observaron diferencias significativas (p<0,05) en losquesos fabricados con los fermentos adjuntos de Lb. plan-tarum (EP) y Lb. rhamnosus (ER) al compararlos con susquesos testigos. En el caso de los quesos EF, donde se uti-lizó E. faecium como fermento adjunto, se detectó dife-rencia significativa al ser comparado con sus correspon-dientes testigos (p<0,05).
ConclusiónLos análisis físico-químicos de los quesos no mostrarondiferencias significativas entre tratamientos para igualtiempo de maduración, aunque de acuerdo a los valoresde desviación estándar se observó una cierta variabilidaden algunos parámetros entre fabricaciones diferentes.
En general se notó mayor desarrollo de bacteriaslácticas en los quesos con fermento adjunto agregado queen aquellos que sólo contenían el fermento primario. Losquesos EF mostraron un desarrollo significativamentemayor de enterococos durante toda la maduración.
Una importante variabilidad en los perfiles peptídicos, deácidos grasos libres y de compuestos volátiles se pudoobservar en las réplicas de elaboración de los quesos tes-tigos y adicionados con los adjuntos. Estos resultadosrevelan que la composición de la leche -determinada pordiversos factores como la etapa de lactación, la época delaño, la alimentación de las cabras, etc.- fue una impor-tante fuente de variación.
Globalmente se pudo establecer que los adjuntosde Lb. plantarum y Lb. rhamnosus tuvieron una incidenciamenor en los perfiles peptídicos y de ácidos grasos libres.En el caso de los quesos adicionados con E. faecium, seobservaron algunas diferencias en los valores globales delipólisis, selectividad por los ácidos grasos libres de cade-na media y la presencia particular de un aminoácido aro-mático, lo cual reflejaría una actividad enzimática dife-rente respecto de los otros adjuntos.
En el caso de los compuestos volátiles, el análisisde los perfiles indicó alguna acción enzimática particularde los distintos adjuntos en la generación de compuestosde aroma de importancia en el flavor global de los quesosde cabra. No obstante, el análisis sensorial indicó que sólolos quesos adicionados con E. faecium fueron estadística-mente diferentes a los correspondientes testigos, aunqueel estudio de los perfiles de volátiles no reveló importan-tes diferencias en los valores de áreas de los distintoscompuestos de aroma cuando se adicionó esta cepa. Estehecho podría atribuirse a la presencia de compuestos nodetectados con la técnica de aislamiento utilizada.
Se alcanzó con el presente trabajo el objetivo deaportar información sobre el proceso de maduración delos quesos de cabra argentinos, datos inexistentes hasta elpresente. Para una próxima etapa está previsto realizarestudios utilizando fermentos primarios y secundariosautóctonos a fin de lograr un mayor carácter regional deestos productos artesanales.
Referencias bibliográficasAtasoy A.F & Türkoglu H. (2009). Lipolysis in Urfa cheese produced fromraw and pasteurized goats' and cows' milk with mesophilic or thermophi-lic cultures during ripening. Food Chemistry, 115, 71-78.Attaie R. (2009). Quantification of volatile compounds in goat milk Jackcheese using static headspace gas chromatography. Journal of DairyScience, 92 (6), 2435-2443.
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 53 <

54 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ C a l i d a d ]
>
Barbieri G.; Bolzoni L.; Careri M.; Mangia A.; Parolari G.; Spagnoli S.;Virgili, R. (1994). Study of the Volatile Fraction of Parmesan Cheese.Journal of Agricultural and Food Chemistry, 42, 1170-1176.Barcatt A.; Mauro B.; González S.N.; Oliszewski R. (2009). Aislamiento ycaracterización de bacterias lácticas autóctonas con potencial para que-sería caprina. Jornadas Nacionales de Estudiantes de Biología de la Univ.Nac. de Río Cuarto, Córdoba, Argentina.Barron L.; Redondo Y.; Flanagan C.; Pérez-Elortondo F.; Albisu M.; NájeraA.; de Renobales M.; Fernández-García E. (2005). Comparison of the vola-tile composition and sensory characteristics of Spanish PDO cheesesmanufactured from ewes`raw milk and animal rennet. International DairyJournal, 15, 371-382.Barron L.; Redondo Y.; Aramburu M.; Gil P., Pérez-Elortondo F., Albisu M.,Nájera A., de Renobales M.; Fernández-García E. (2007). Volatile compo-sition and sensory properties of industrially produced Idiazabal cheese.International Dairy Journal, 17 (12), 1401-1414.Bergamini C.V.; Hynes E.R.; Palma S.B.; Sabbag N.; Zalazar C.A. (2009).Proteolytic activity of three probiotic strains in semi-hard cheese as sin-gle and mixed cultures: L. acidophilus, L. paracasei and B. lactis.International Dairy Journal, 19, 467-475.Bintsis T. & Robinson R. (2004). A study of the effect of adjunct cultures onthe aroma compounds of Feta-type cheese. Food Chemistry, 88, 435-441.Caridi A.; Micarib P.; Fotib F.; Ramondinoa D.; Sarullo V. (2003). Ripeningand seasonal changes in microbiological and chemical parameters of theartisanal cheese Caprino d'Aspromonte produced from raw or thermizedgoat's milk. Food Microbiology, 20, 201-209.Carunchia Whetstine M.E.; Karagul-Yuccer Y.; Avsar Y.K.; Drake M.A.(2003). Identification and quantification of character aroma componentsin Fresh Chevre-style goat cheese. Journal of Food Science, 68 (8), 2441-2447.Casado Cimiano P. (1987) Métodos de Análisis de la Leche y ProductosLácteos, Industrias Lácteas Españolas, Madrid. pp 701.Castillo I.; Calvo M.; Alonso L.; Juárez M.; Fontecha J. (2007). Changes inlipolysis and volatile fraction of a goat cheese manufactured employing ahygienized rennet paste and a defined strain starter. Food Chemistry, 100,590-598.Curioni P. & Bosset J. (2002). Key odorants in various cheese types asdetermined by gas chromatography-olfactometry (Review). InternationalDairy Journal, 12, 959-984.Di Cagno R.; Miracle R.E.; De Angelis M.; Minervini F.; Rizzello G.C.; DrakeM.A.; Fox P.F.; Gobbetti M. (2007). Compositional, microbiological, bioche-mical, volatile profile and sensory characterization of four Italian semi-hard goats' cheeses. Journal of Dairy Research, 74, 468-477.FAO. Enhttp://faostat.fao.org/site/573/DesktopDefault.aspx?PageID=573# ancor.Fecha de acceso: 08/03/2010.Fontecha J.; Peláez C.; Juárez M., Requena T., Gómez R.; Ramos M.. (1990).Biochemical and microbiological characteristics of artisanal hard goat'scheese. Journal of Dairy Science, 73,1150-1157.Franco I.; Prieto B.; Bernardo A.; González Prieto J.; Carballo J. (2003).Biochemical changes throughout the ripening of a traditional Spanishgoat cheese variety (Babia-Laciana). International Dairy Journal, 13, 221-230.Gardiner G.E.; Ross R.P.; Wallace J.M.; Scanlan F.P.; Jägers P.P.; FitzgeraldG.F.; Collins, J.K.; Stanton C. (1999). Influence of a probiotic adjunct cul-ture of Enterococcus faecium on the quality of Cheddar cheese. Journalof Agricultural Food Chemistry, 47 (12), 4907-4916.Gilbert C.; Blanc B.; Frot-Coutaz J.; Portalier R.; Atlan D. (1997).Comparison of cell surface proteinase activities within the Lactobacillusgenus. Journal of Dairy Research, 64, 561-571.Hynes E.R.; Bergamini C.V.; Suárez V.B.; Zalazar C.A. (2003). Proteolysis onReggianito Argentino cheeses manufactured with natural whey culturesand selected strains of Lactobacillus helveticus. Journal of Dairy Science,86, 3831-3840. IDF. 1982. Cheese and processed cheese. Determination of the total solidscontent (Reference Method). Standard 4A. International Dairy Federation.Brussels, Belgium.IDF. 1993. Determination of nitrogen content. Standard 20B. InternationalDairy Federation. Brussels, Belgium.Irigoyen A.; Ortigosa M., Juansaras, I.; Oneca M.; Torre P. (2007). Influenceof an adjunct culture of Lactobacillus on the free amino acids and vola-tile compounds in a Roncal-type ewe' s-milk cheese. Food Chemistry, 100,71-80.Izco J. & Torre P. (2000). Characterisation of volatile flavour compoundsin Roncal cheese extracted by the purge and trap method and analysedby GC-MS. Food Chemistry, 70, 409-417.
Liu S.-Q.; Holland R.; Crow V.L. (2004). Esters and their biosynthesis in fer-mented dairy products: a review. International Dairy Journal, 14, 923-945.Madkor S.A.; Tong P.S.; El Soda M. (2000a). Evaluation of commercialadjuncts for use in cheese ripening: 5- Effect of added freeze-shockedadjunct lactobacilli on proteolysis and sensory quality of reduced fatCheddar cheese. Milchwissenschaft, 55 (7), 382-386.Marilley L. & Casey M.G. (2004). Flavours of cheese products: metabolicpathways, analytical tools and identification of producing strains(Review). International Journal of Food Microbiology, 90, 139-159.McSweeney P. (2004). Biochemistry of cheese ripening. InternationalJournal of Dairy Technology, 57 (2-3), 127-144.Meilgaard M.C.; Vance Civille G.; Thomas Carr B. (2007). Sensory evalua-tion techniques. Fourth edition. CRC Press. Boca Raton, FL.Oliszewski R. (2006). Leche de cabra: su calidad y evaluación de starterslácticos regionales en la manufactura de productos fermentados (Tesis deDoctorado). Tucumán, Argentina, UNT, 238 h.Oliszewski R.; Van Nieuwenhove C.; González S.N.; Pérez Chaia A.B.(2006). Identificación y caracterización tecnológica de bacterias ácidolácticas aisladas de leche de cabra y quesos artesanales del noroesteargentino. Revista Argentina de Lactología, 24, 47-58.Oliszewski R.; Medina R.; González S.N.; Pérez Chaia A.B. (2007). Esteraseactivities of indigenous lactic acid bacteria from argentinean goat's milkand cheeses. Food Chemistry, 101, 1463-1467.Oliszewski R.; Van Nieuwenhove C.; González S.; Pérez Chaia A. (2008).Influence of autochthonous argentine goat lactobacillus in ripening ofslurry cheese models. International Journal of Dairy Technology, 61 (3),256-264.Oliszewski R.; Mercanti D.J.; Candioti M.; Herrera V.; González M.F.;González S.N; Zalazar C.A. (2009a). Estudio de interacciones entre fer-mentos comerciales y adjuntos autóctonos de origen caprino durante lamaduración de quesos semi-duros. XII Congreso Argentino de Ciencia yTecnología de Alimentos. Concordia, Argentina.Oliszewski R.; Candioti M.; Wolf V.; Perotti C.; Bergamini C.; Herrera V.;González S.,; Zalazar C. (2009b). Evaluation of autochthonous adjunctcultures in the ripening of goat cheeses. III Simposio Internacional deBacterias Lácticas. II Encuentro de la Red Argentina de Bacterias Lácticas.San Miguel de Tucumán, Argentina.Oliszewski R.; Van Nieuwenhove C.; González S.; Pérez Chaia A. (2010).Incidence of autochthonous Argentinean mixed starter cultures in ripe-ning of slurry cheese models. International Journal of Dairy Technology. Inpress.Peláez Puerto P.; Fresno Baquero M.; Rodríguez E.M.; Darías Martín J., DíazRomero C. (2004). Chemometric studies of fresh and semi-hard goats'cheeses produced in Tenerife (Canary Islands). Food Chemistry, 88, 361-366.Perotti M.C.; Bernal S.; Meinardi C.; Zalazar C. (2005). Free fatty acids pro-files of Reggianito Argentino cheese produced with different starters.International Dairy Journal, 15, 1150-1155.Poveda J.M. & Cabezas L. (2006). Free fatty acid composition of regio-nally-produced Spanish goat cheese and relationship with sensory cha-racteristics. Food Chemistry, 95, 307-311.Poveda J.M.; Sánchez-Palomo E.; Pérez-Coello M.S.; Cabezas L. (2008).Volatile composition, olfactometry profile and sensory evaluation of semi-hard Spanish goat cheeses. Dairy Sci. Technol., 88, 355-367.SAGPyA. Censo Nacional Agropecuario. 2002.Sheehan J.J; Patel A.D.; Drake M.A.; McSweeney P.L. 2009). Effect of par-tial or total substitution of bovine for caprine milk on the compositional,volatile, non volatile and sensory characteristics of semi-hard cheeses.International Dairy Journal, 19, 498-509. Upadhyay V.K.; McSweeney P.L.H.; Magboul A.A..; Fox, P.F. (2004).Proteolysis in cheese during ripening. En: Cheese: Chemistry, Physics andMicrobiology, Vol.1 (Ed.: Fox P.F.; McSweeney P.; Cogan T.; Guinee T.).Academic Press. Estados Unidos, pág. 391-433.Urbach G. (1995). Contribution of Lactid Acid Bacteria to FlavourCompound Formation in Dairy Products. International Dairy Journal, 5,877-903.Vaccarezza L.; Mosca A.; Lizziero M. (2008). Síntesis de la cadena lácteacaprina en la República Argentina. Expo Suipacha 2008. Síntesis delmaterial de las charlas técnicas, 26-41. Wolf I.V; Perotti M.C; Bernal S.M.; Zalazar C.A. (2010). Study of the che-mical composition, proteolysis, lipolysis and volatile compounds profile ofcommercial Reggianito Argentino cheese. Food Research International. InPress.Yvon M. (2006). Key enzymes for flavour formation by lactic acid bacte-ria. The Australian Journal of Dairy Technology 61, 16-24.

Introducción En los últimos tiempos las leches fermentadas batidashan ganado gran popularidad e importancia a escalainternacional y dentro de Cuba entre productores y con-sumidores. Entre los atributos de calidad más importan-tes de dichos productos se encuentran los relacionadoscon la textura y -en particular- con las propiedades deflujo, consistencia o viscosidad, que resultan de la rup-tura o batido del coágulo y que pueden determinar suaceptación o rechazo por los consumidores si no sealcanzan las características deseadas(1-3).
La reología de las leches fermentadas batidasha sido estudiada por numerosos autores, con motivosdiversos de interés, comprobándose por diferentes téc-nicas analíticas el efecto que sobre la consistencia delproducto pueden ejercer, en mayor o menor medida,factores tan diversos como el contenido graso y de sóli-dos no grasos (SNG) de la leche utilizada como materiaprima; la adición de gomas vegetales en la formulación(como almidones, gelatina, pectinas y otras); paráme-tros del proceso como la presión de homogeneización;el tratamiento térmico aplicado; el empleo de cepas
filantes de los microorganismos inoculados; y tambiénfactores mecánicos como el tipo de bomba y otros equi-pos instalados que puedan afectar la estructura del pro-ducto elaborado(4,5,6).
Tales estudios han dejado una literatura relati-vamente amplia pero difusa, que resulta útil recopilar,actualizar y analizar para su mejor aprovechamiento porla industria cubana, dada la popularidad que han alcan-zado estos productos en el país, la importancia quetiene lograr una buena consistencia para su mayoraprobación por los consumidores y la diversidad delequipamiento y limitaciones tecnológicas resultante dedécadas de bloqueo económico, del que no escapa laindustria láctea.
Esquema general de la tecnologíade elaboraciónLa leche fermentada batida, cuando el coágulo originalse "rompe", pierde su característica semisólida de gel,para convertirse en un verdadero fluido, con una ten-dencia normal a separar suero por el efecto de la rotu-ra de la red gelificada del coágulo. Por tanto, en este
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 55 <
Influencia de factores tecnológicos en laconsistencia de leches fermentadas batidas
Julio Perea; Tamara Santana*; Roger De HombreInstituto de Investigaciones para la Industria Alimenticia. La Habana, Cuba. *[email protected]
[ R e v i e w ]
El objetivo de esta reseña ha sido resumir la información disponible en la literatura científica acer-
ca de la influencia de diversos factores tecnológicos sobre la consistencia de leches fermentadas
batidas. En el trabajo se expone el esquema general de la tecnología de elaboración de estos pro-
ductos. Se describen las características de cada etapa y se detalla y debate el efecto que tiene cada
una de ellas sobre las cualidades reológicas del producto, específicamente sobre su consistencia.

56 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ R e v i e w ]
>
tipo de producto es muy importante todo lo que influyaen su consistencia y que tienda a elevarla. En la figura1 se puede apreciar la secuencia general de operacionesutilizadas en la tecnología de obtención de las lechesfermentadas batidas. Las características de composi-ción, adiciones, tipo de microorganismos y parámetrosde operación pueden variar en función del producto aelaborar, aunque generalmente no varían la secuenciade operaciones y los fundamentos.
Etapas tecnológicas y su efecto sobrelas cualidades reológicas del productoA continuación se describen las principales característi-cas de las etapas tecnológicas de las leches fermenta-das batidas y su influencia sobre las cualidades reológi-cas de dichos productos, específicamente sobre su con-sistencia.
Etapa de selección de la lecheUn factor esencial que determina la consistencia del coá-gulo en las leches fermentadas es su contenido en sólidostotales (ST), específicamente el de SNG y grasa. El yogurbajo en grasa, por ejemplo, tiene una textura que difiere enforma significativa del yogur con grasa(7- 9). La leche puedeser reconstituida o fresca, y provenir de diferentes especiescomo vaca, búfala, oveja, cabra o mezcla de algunas deellas. Las leches de alto contenido graso natural, como lade búfalas y ovejas (con niveles normales de 7-8%) resul-tan en un producto "rico" y "cremoso", con una excelentesensación bucal en comparación con el producto elabora-do a partir de leche con una menor riqueza en grasa (comola de vaca) o que ha reducido su contenido por descreme.Dentro de la leche de una especie, a su vez, se exhiben dife-rentes contenidos grasos en función de la raza, individua-lidad, edad, etapa de lactancia, alimentación, salud, etc.
Por otra parte, el contenido natural de proteí-nas -específicamente el de caseína- juega también unimportante papel en la formación del coágulo y porende en la consistencia de las leches fermentadas. Estecontenido es también afectado en alguna medida pormuchos de los factores que actúan sobre la variabilidaddel contenido graso. Son más apropiadas las leches dealta densidad, con un contenido elevado de materiaproteica, lo que garantiza mejor consistencia y preven-ción de la separación del suero (sinéresis)(10).
En la selección para la fabricación de las lechesfermentadas, por otra parte, se debe proceder conmucho cuidado. Se parte generalmente de un volumende leche fresca, entera, parcial o totalmente desnatada(según los propósitos buscados), con buena calidadmicrobiológica y con ausencia de microorganismos per-judiciales. Se ha observado, por ejemplo, que en lasleches mastíticas o provenientes de ubres anormales sepresenta una disminución de la capacidad acidificante yuna afectación en la estructura final del producto. Laleche deberá estar también libre -o presentar muy bajasconcentraciones- de sustancias inhibitorias, como resi-duos de antibióticos o sustancias bactericidas (desinfec-tantes), que puedan retardar e inhibir el crecimiento delas bacterias ácido-lácticas y afectar también la consis-tencia del coágulo(8-11-12).
Etapa de preparación de la lecheEl porcentaje de grasa y SNG para la producción deleches fermentadas es gobernado por estándares legalesdel país interesado (o fabricante) para obtener un pro-ducto final con ciertas propiedades físicas y sabor(10). Laleche se estandariza entonces de acuerdo a las legisla-ciones del país o fábrica en cuestión, ajustándose elcontenido de grasa, cuando se requiere, por extracciónpor medio de una descremadora o por mezcla o adiciónde leche descremada o crema de leche, según lo calcu-lado previamente. En caso necesario se ajustan los sóli-
Fig. 1 - Secuencia operacional general deelaboración de leches fermentadas batidas

dos no grasos, que pueden ser aumentados mediante laadición de leche entera en polvo o desnatada, adición deleche concentrada por evaporación u ósmosis inversa, opor adición de caseína o de sólidos retenidos obtenidospor ultrafiltración de la leche o lactosuero. Cuanto mayorsea el contenido de grasa y SNG (caseína) mayor consis-tencia y firmeza tendrá el gel formado(6-13- 14).
La relación entre el nivel de sólidos en la leche yla consistencia del yogur fue estudiado por Tamime, queobservó que esta propiedad fue grandemente mejoradacon el incremento de sólidos totales desde 12% (concen-tración más común en la leche de los países industriali-zados) hasta el 20%. Sin embargo, según otros autores, elcambio en la consistencia entre 16 y 20% tiende a sermenos pronunciado, lo que no compensaría en muchoscasos el incremento de los costos(10).
Internacionalmente, el contenido específico deSNG más utilizado en yogur va desde 8,2 a 8,6%; este por-centaje mínimo busca también la protección del consumi-dor, ya que el nivel de SNG es aproximadamente compa-rable con el nivel presente en la leche fresca(6). La relacióndirecta y significativa del contenido de sólidos totales y degrasa con la consistencia del yogur batido en un produc-to semidescremado ha sido comprobada en Cuba(7). Segúnestos estudios, para obtener el mínimo de consistenciaestablecido o esperado de 20 s (determinado en la Copade Ford a 25ºC, con tobera de 4 mm en el orificio de sali-da)(15) se requiere mantener una composición mínima deST = 11,4% y G = 2,4%, lo que indica un mínimo de 9%en los SNG presentes. Valores inferiores (a igualdad delresto de las condiciones tecnológicas) deben correspondera un producto con menor consistencia, y viceversa.
Es conveniente señalar, por otra parte, quecomo un resultado colateral del incremento del nivel deSNG en la leche, puede ser aumentada la acidez titula-ble por la proteína adicionada, y esta función puedeestar dirigida a reducir el tiempo de coagulación. Unsimilar punto de vista fue sostenido por Davis, quienreportó que un doble contenido de SNG en leche resul-ta en una doble acidez titulable(12).
La fortificación de SNG en la mezcla para yogur o lechesfermentadas puede ser realizada por un número demétodos diferentes, entre los que se encuentran proce-sos tradicionales, concentración por evaporación alvacío, adición de leche en polvo, adición de caseína enpolvo, adición de suero de quesería en polvo, adición deestabilizadores y emulsificadores.
Etapa de adición de componentes minoritariosLa preparación de la leche en esta etapa involucra el usode los aditivos reglamentados, tales como gomas vege-tales que modifican la consistencia, y otros aditivoscomo saborizantes, colorantes, algunas pulpas de frutasy azúcar, utilizados más bien para atenuar el saborácido, mejorar el sabor y ampliar el surtido, respectiva-mente. Todos estos agregados deben ser capaces deresistir la posterior pasteurización a la que será someti-da la leche. La adición de colorantes y aromatizantes noaltera en general la consistencia de las leches fermen-tadas batidas, aunque el azúcar y las pulpas sí lo hacenen alguna medida(11-16).
Etapa de homogeneizaciónLa finalidad de esta etapa es la reducción del tamaño dela fase discontinua, es decir de los glóbulos grasos, paraevitar su separación, consiguiendo una emulsión másestable por su menor fuerza ascensorial (empuje). Estoinfluye positivamente sobre la consistencia de la lechefermentada, al aumentar el nivel de adsorción de lasproteínas sobre los glóbulos grasos para cubrir y formarla membrana de su superficie incrementada, lográndoseasí un coágulo más firme y elástico sin separación desuero. Este tratamiento de la leche favorece también laestabilidad durante el almacenamiento.
La temperatura normal para la homogeneiza-ción es de 60-70ºC para garantizar la liquefacción detodos los ácidos grasos presentes. Los valores de presiónrecomendados varían, en función de la composición delproducto y las posibilidades tecnológicas(10). La aplica-ción de presiones mayores de 100 MPa ha sido inclusi-
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 57 <

58 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010>
ve señalada por varios autores(8) como una alternativaeficaz al uso de estabilizadores para mejorar la consis-tencia en yogur y leches fermentadas de bajo contenidograso. Se plantea que a tales presiones la micela decaseína se desintegra en pequeñas subunidades conmejores propiedades de agrupación, y también desnatu-ralización y consecuente agregación de la b lactoglobu-lina, con incremento de la viscosidad.
Estudios de De Hombre en Cuba han compro-bado que la presión de homogeneización ejerce un mar-cado efecto positivo en la consistencia, de forma tal queun incremento de la misma provoca un aumento consi-derable en la consistencia de las leches fermentadasbatidas(7). Sus resultados indicaron que a presiones ele-vadas se obtiene un yogur de mayor consistencia, lo cualcoincide con el criterio de diversos autores(8-10-17-18). Deacuerdo con todos ellos, se recomienda trabajar a pre-siones muy altas para homogeneizar la leche en produc-tos fermentados batidos con contenidos de grasa nor-mal, considerando un valor mínimo de 19,6 MPa. Lasinéresis tiene cierta tendencia a disminuir mientras latextura mejora, pasando de granulosa a lisa con elincremento de dicha presión.
A pesar de sus reconocidos efectos sobre laconsistencia, en la industria láctea cubana actual estaetapa resulta complicada por el mal estado de loshomogenizadores y el gran consumo de energía que serequiere en su operación.
Etapa de pasteurización La leche homogeneizada se somete a un tratamientotérmico de pasteurización. Los objetivos de esta etapaen las leches fermentadas(10-19) son varios: eliminar lasformas vegetativas de los microorganismos patógenos yde otros indeseables; destruir o reducir hasta un núme-ro aceptable los microorganismos del deterioro; reducirla población microbiana total, para que no interfieracon las bacterias lácticas del cultivo iniciador; desnatu-ralizar las proteínas del suero para mejorar la texturadel producto final y para ayudar a evitar la separaciónde suero durante la conservación del producto; hacer dela leche un medio más nutritivo para los microorganis-mos por liberación de aminoácidos y otros factores dedesarrollo, reducción del potencial redox y la elimina-ción de lipasas y sustancias inhibitorias.
Existen varios tratamientos térmicos que pue-den emplearse(19): 85ºC/15 min; 90ºC/3 a 5 min (másutilizado a escala mundial); 115 a 150 ºC/3 s (no asequi-ble en la inmensa mayoría de las fábricas cubanas por latecnología instalada). Con respecto a la temperatura depasteurización, internacionalmente se considera quehay un óptimo de consistencia (tanto por medición reo-lógica como por evaluación sensorial) en el intervalo de89-92ºC, con 3-5 minutos de retención (no 80ºC, ni95ºC). La Norma Cubana actual y la práctica industrialemplea básicamente dos variantes: a) 95ºC con 30minutos (sistema búlgaro) y b) 90 a 92ºC con 5 minutos(sistema Alfa Laval sueco), aunque todo tiende a indicarque 95ºC es excesivo e inconveniente desde el punto devista energético y de calidad.
La literatura en Cuba recoge algunos trabajosen relación con la combinación tiempo/temperatura depasteurización que ofrezca las mejores característicasde calidad del yogur, especialmente para obtener uncoágulo firme y con la mínima sinéresis posible.Estudios de Suárez-Solís, por ejemplo, concluyeron queaumentar la temperatura de pasteurización de la lechede 80 a 90ºC mejora considerablemente la consistenciay/o viscosidad y la firmeza del yogur elaborado, y queentre 90 y 95ºC no se ven diferencias significativas encuanto a consistencia y viscosidad, considerando untiempo de retención de 3 min. El yogur de mejorescaracterísticas obtenido en estos experimentos corres-pondió al elaborado con leche tratada a 90ºC/3 min(20). Coincidentemente, De Hombre ha manifestado que alaumentar la temperatura de pasteurización de la lechede 80 a 90ºC encontró tendencias al aumento de la fir-meza, viscosidad y consistencia del yogur, mientras queun aumento de la temperatura hasta 95ºC no ofrecióninguna ventaja adicional en cuanto a la calidad delproducto sino, por el contrario, un mayor gasto de ener-gía en el proceso. Los resultados de sus experimentosindicaron que la mejor temperatura de pasteurización selogra alrededor de los 90ºC para un tiempo de retención

de 3 minutos. No obstante, el yogur elaborado con lechetratada a 85ºC resultó también de buena calidad. EnCuba la gran mayoría de las plantas presentan los siste-mas de 90 a 95ºC/5-3 minutos.
Internacionalmente, en los últimos años haaumentado mucho el interés en tecnologías alternativasa las térmicas para el procesado de alimentos, lo que haimpulsado el desarrollo de equipos y procesos basadosen la utilización de altas presiones, pulsos eléctricos,ultrasonido, pulsos de luz, etc., solos o en combinación.Una de estas nuevas tecnologías es la manotermosoni-cación (MTS), o sea la aplicación simultánea de calor yultrasonidos bajo presiones moderadas(21). La aplicaciónde tratamientos de manotermosonicación de la lechepuede realizarse en un reactor en flujo continuo o endiscontinuo, debiendo estar el reactor presurizado (2-3kg) y equipado con transductor o transductores deultrasonidos capaces de operar a 20 Khz. La temperatu-ra debe mantenerse lo más baja posible para evitar lainterferencia de modificaciones térmicas de las proteí-nas. En función del diseño del reactor, los tiempos deresidencia deberán variar, pero pueden ser tan bajoscomo unos pocos (10-12) segundos. El tratamiento demanotermosonicación debe estar situado inmediata-mente antes de la inoculación de la leche, o de la mez-cla de leche y sólidos lácteos con el starter adecuado. Seha podido comprobar que sometiendo leche no homo-geneizada con un contenido de grasa del 1,6% a trata-mientos de manotermosonicación (40ºC, 117 mm deamplitud y 20 kHz de frecuencia ultrasónica, 12 segun-dos) se mejoran las características reológicas de losyogures, comparadas con las de yogures producidos conleches control sometidas a homogeneización. La tecno-logía MTS no se encuentra aplicada en Cuba.
Etapa de enfriamiento atemperatura de inoculaciónUna vez que la leche ha recibido el tratamiento térmicocorrespondiente, se refresca hasta la temperatura ópti-ma de inoculación del cultivo. Por ejemplo en la elabo-ración del yogur tradicional, en la de Bifigur y tambiénen el producto de soya con cultivo Bioyogur (tres de lasleches fermentadas de producción más difundida en laindustria láctea cubana actual), se enfría hasta 42 y45ºC, temperatura óptima de desarrollo y multiplicación
de los microorganismos que se emplean para su elabo-ración(22). Coincidentemente, Tamime y Robinson plan-tean que este método, conocido como incubación corta(aproximadamente 150 min), es mejor para lograr unabuena consistencia que el método de incubación larga,que consiste en enfriar hasta 30ºC alrededor de 18horas o hasta que es alcanzada la acidez deseada(10).
Etapa de inoculación del cultivoEl cultivo es preparado en el laboratorio en cantidadesque sirvan como inóculo para los tanques de fermenta-ción. Los cultivos puros se preparan por separado yluego se realiza la asociación (si es necesario) en lecheestéril, incubándose de acuerdo al tiempo y temperatu-ra óptima de los mismos hasta la formación del coágu-lo (cultivo madre), que contiene normalmente 108-109células/mL. Se inocula después a razón de 1 a 3% en laleche pasteurizada bajo las mismas condiciones (cultivotécnico) y a partir de éste, de igual forma se prepara elcultivo industrial que será empleado para inoculardirectamente en los tanques de fermentación, durantelas diferentes producciones(23).
Los cultivos para la producción industrial seincorporan a la leche a la temperatura óptima a travésde un sistema de dosificación, en concentraciones entre2 y 3% aproximadamente (las mayores concentracionesen los productos aromatizados). Los cultivos se añadenal tanque de fermentación, generalmente cuando está amedio llenar, de esta forma el contenido del tanque semantiene en agitación constante hasta que se terminade llenar; se consigue así la distribución uniforme de losmicroorganismos en toda la masa de leche(24). Debido alas necesidades de tiempo, espacio y economía, muchosfabricantes prefieren cultivos concentrados que contie-nen hasta 1011 ufc/ml, que se añaden directamente ycon agitación a la leche.
Uno de los factores más relevantes en la cali-dad del yogur batido es el tipo y características del cul-tivo. Entre los cultivos que se utilizan pueden citarseaquellos que logran un aumento de la consistencia delproducto, ya que producen exopolisacáridos(56). EnHolanda, por ejemplo, se utilizan los cultivos filantes ISt(variedad del S. termophilus) y RR (variedad del L. bul-gáricus) con magníficos resultados, lo que fue compro-bado en Cuba también hace algunas décadas(7).
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 59 <

60 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ R e v i e w ]
>
Actualmente se utiliza con frecuencia el cultivo deBioyogur en la elaboración del producto de coágulo bati-do, que aporta las especies ácido lácticas Streptococcussalivarius Subs. thermophilus y Lactobacillus acidophilusen relación variable, aunque con más frecuencia 1:1, loque influye en el aroma, cuya responsabilidad principal seatribuye al Lactobacillus. Este cultivo es empleado amplia-mente en Cuba en la elaboración de leches fermentadas apartir de leche y de soya (llamadas impropiamente, aveces, yogur de soya)(26).
Etapa de aromatización opcionalEn esta etapa, si se usan, se añaden junto con los culti-vos los componentes minoritarios no resistentes al calor(aromas, colorantes), ya que de haber sido añadidos enla primera adición de componentes hubiesen sido de-struidos por las altas temperaturas de pasteurización.Estos componentes de la formulación no afectan nor-malmente la consistencia de las leches fermentadas.
Etapa de incubación en tanqueEn dependencia del tipo de producto, la fermentaciónpuede ser llevada a cabo en grandes tanques, con doblepared por donde se hace circular agua caliente o fríasegún el momento y la necesidad. La temperatura ytiempo de incubación depende de los microorganismosque componen el cultivo. La temperatura de fermenta-ción no difiere casi de la temperatura óptima de des-arrollo de los cultivos iniciadores y debe permanecerconstante, considerándose admisible diferencias de nomás de 0,25ºC en el caso de las fermentaciones termó-filas y hasta 1,0 a 1,5ºC al final de una mesófila(23).
El proceso se controla por la relacióntiempo/temperatura, tomando en consideración el por-centaje de cultivo añadido y la temperatura de incuba-ción. La temperatura durante el proceso fermentativo ysu influencia en las propiedades reológicas del yogur esuno de los factores que se discuten frecuentemente en
la literatura. Con respecto a sus beneficios en cuanto ala consistencia del producto, existen partidarios tantode las bajas temperaturas (30-35ºC) y largos tiempos defermentación (para promover la síntesis de polisacáridosy glucoproteínas, como los mucílagos) como de altastemperaturas (42-45ºC)(22), bien sea en la producción deleches fermentadas batidas como en las de coágulo.
A bajas temperaturas de incubación para lafermentación (a temperatura ambiente) se produce unaacidificación lenta y el proceso se prolonga a más de 18horas, dando lugar a efectos secundarios no deseables,como la sinéresis, lo que influye negativamente sobrelas propiedades físicas del yogur -como la viscosidad- yafecta la calidad del mismo(10). En las investigaciones deDe Hombre en Cuba, se determinó que la firmeza delcoágulo específico de yogur se mejora significativamen-te a mayores temperaturas de incubación (no a 42ºC,sino a 45ºC), lo que tiene la ventaja sobre las incubacio-nes largas a bajas temperaturas de acelerar y mejorar laeficiencia del proceso productivo(7).
Etapa de refrescamientoConcluida la fermentación, el siguiente paso es el refresca-miento, que tiene como objetivo controlar la acidez en elproducto mediante la disminución de la producción de ácidoláctico por acción del frío. Este paso juega un papel impor-tante en la calidad final, ya que lleva a detener la fermenta-ción en el momento preciso. El grado de acidez para realizarel enfriamiento depende del tiempo y de la temperatura derefrescamiento, además de la acidez que se desee en el pro-ducto final(4, 24). Generalmente en leches fermentadas bati-das se refresca cuando se alcanzan valores entre 60 y 70%de acidez, expresado en porcentaje de ácido láctico(10).
Para alcanzar los efectos del enfriamiento, esdecir, reducir la actividad metabólica de los microorganis-mos y retener las propiedades reológicas del producto, elmismo debe ser enfriado lo más rápidamente posibledesde la temperatura de incubación hasta aproximada-mente 20ºC. Para ello deben tomarse en cuenta lassiguientes consideraciones técnicas: velocidad de la agita-ción, superficie de enfriamiento, diferencia de temperatu-ra entre el medio refrigerante y el producto, cantidad deflujo refrigerante en circulación, y tiempo de contactoentre el producto y la superficie refrigerante. Los factoresmencionados se encuentran interrelacionados. Por ejem-plo, mientras mayor es la velocidad de agitación para elenfriamiento en tanques, mayor es la velocidad de enfria-miento, pero la estructura del coágulo se daña más, por loque el producto debe ser agitado a baja velocidad a fin deprevenir la destrucción excesiva del coágulo, limitando asíla velocidad de agitación y el grado de enfriamiento.
Muchos tanques de fermentación incorporandiferentes tipos de agitación para romper y batir suave-mente el coágulo de yogur a baja velocidad antes de serbombeado, lográndose una mezcla adecuada.

Alternativamente, la agitación puede suprimirse usandolos tanques de fermentación Alfa Laval de doble pared yfondo inclinado. Este sistema ayuda a retener y brindarun yogur con una viscosidad más adecuada después delenfriamiento, si se compara con los procesos que tienenincorporado una excesiva agitación mecánica.
Etapa de ruptura del coágulo o batidoDespués del período de fermentación y refrescamiento, elcoágulo se rompe con la ayuda de una bomba de despla-zamiento positivo. En esto estriba la diferencia entre elproducto de coágulo y el batido. En el caso del primero sedescribe como que el agua está en la fase gel, mientras queen el segundo es el gel el que está en la fase acuosa(12).
En la práctica productiva, el enfriamiento delas leches fermentadas se produce normalmente impul-sándolas por medio de una bomba a través de equiposintercambiadores de calor a placas o tubulares, dondesufre menos la estructura del producto y por ende suconsistencia(10). El uso de bombas es de gran importan-cia, ya sea para transportar el producto desde los tan-ques de fermentación a los intercambiadores de calor,para efectuar el batido del coágulo y para enviar el pro-ducto a las máquinas de envasado.
Las bombas que se utilizan en la industria lác-tea se clasifican generalmente en bombas centrífugas yen bombas de desplazamiento positivo. En el primertipo, las presiones se desarrollan por la fuerza centrífu-ga, incluso algunas veces estas bombas están colocadasen serie para producir altas presiones. La acción centrí-fuga de estas bombas provoca elevadas fuerzas de des-lizamiento en el líquido a bombear, por lo que su empleopara el bombeo de leches fermentadas (después de laformación del gel) debe ser muy limitado(27).
La industria láctea emplea las bombas positivascuando el producto es muy viscoso (ya que una bombacentrífuga deja de ser eficiente a altas viscosidades), cuan-do el producto es sensible al esfuerzo de corte o bien cuan-do la demanda de operación en la planta así lo determina.Estas bombas hacen que el fluido circule uniformemente,lo cual junto a la baja velocidad, el reducido esfuerzo de
corte que genera al producto y el bajo nivel de agitación,garantiza un tratamiento no agresivo del fluido a bombe-ar. Es evidente que la acción del bombeo causará siemprealgunos daños en la estructura del yogur. En este tipo debombas son de particular importancia la velocidad debombeo, la forma del impelente y la contrapresión.
Desde el punto de vista industrial es aconseja-ble operar estas bombas a bajas rpm para minimizar losdaños en la estructura del coágulo y lograr el incremen-to de flujo con una bomba de gran volumen y noaumentando la velocidad de bombeo. No obstante, a100 rpm todas estas bombas tienen un efecto similarsobre la viscosidad, y la reducción de la misma ha sidoestimada entre 8,3 y 11,7%. A mayores rpm de la bombaempleada el daño estructural del coágulo es mayor (16a 28% de reducción en la viscosidad a 400 rpm depen-diendo del tipo de bomba)(12).
Etapa de enfriamientoEl producto batido puede ser enfriado mediante intercam-biadores, ya sean del tipo a placas o tubular. A diferenciadel enfriamiento en tanque, que puede ser a través de ladoble pared o con la ayuda de dispositivos para enfriarinteriormente la masa coagulada, los intercambiadores deplacas y tubular son más eficientes en la transferencia decalor. Su empleo en la industria del yogur facilita el rápi-do enfriamiento en comparación con los tanques. Así porejemplo, enfriar de 2500 a 5000 l de yogur en un tanquedel tipo Wincanton, enchaquetado, puede tomar alrede-dor de cuatro horas, mientras que en un intercambiador aplacas la misma cantidad de producto es enfriada en 30minutos. En el caso del tanque enchaquetado, el empleode agitadores para facilitar la transferencia de calor y dis-minuir el tiempo de enfriamiento redunda en un dañoexcesivo de la consistencia del producto.
El paso del yogur a través de los enfriadorestubulares o a placas causa algunos daños en la estruc-tura del coágulo. Debido a esto, los fabricantes de equi-pos recomiendan que el paso del yogur a través de losintercambiadores a placas deba ser en una sola vía, paraevitar la turbulencia y con esto la reducción en la visco-
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 61 <

62 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ R e v i e w ]
>
sidad. Si se desea incrementar el flujo del enfriador, esmejor utilizar entonces una unidad en paralelo, con elmismo arreglo de placas y no incrementar el número delas mismas. El coágulo sufre menos daño cuando seusan los tubulares.
Etapa de adiciones eventualesEn esta etapa se pueden añadir purés, pulpas o frutasque no deben pasar por el intercambiador a placas. Lasadiciones eventuales pueden actuar positivamente o nosobre la consistencia del producto batido, en dependen-cia del tipo y cantidad de la adición y de la forma en quese haga la misma (sobre, bajo o integrada al producto).
Etapa de envasadoEl envasado se lleva a cabo al final del proceso (despuésde la ruptura y enfriamiento). Los envases usados sonimpermeables al agua para no permitir que el productoadquiera olores y sabores extraños. Las leches fermen-tadas se comercializan en envases de polietileno, poli-propileno, poliestireno, cloruro de polvinilo, bolsas deplástico y envases de cartón(19). Generalmente el pro-ducto es envasado desde tanques elevados, cayendo porgravedad para evitar ser bombeado nuevamente y con-tribuir con esto a un menor deterioro de su estructura.
Etapa de almacenamiento en fríoLas leches fermentadas deben mantenerse en condicio-nes de refrigeración hasta el momento de su consumo.La mayoría tienen una caducidad entre 15 y 21 días. Latemperatura debe mantenerse durante todo el períodode conservación entre 2 y 5ºC y nunca debe sobrepasarlos 10ºC en las etapas intermedias de las cadenas de dis-tribución para evitar el desarrollo de acidez(12). Las
variaciones de temperatura durante este período produ-cen modificaciones en la textura y la viscosidad, origi-nan la separación de suero y favorecen el desarrollo demicroorganismos presentes y patógenos(24). Durante lasprimeras 24-48 horas de almacenamiento en refrigera-ción se observa una mejora de las características físicasdel coágulo, principalmente como consecuencia de lahidratación y/o estabilización de las micelas de caseína,por lo que resulta aconsejable retrasar el reparto y dis-tribución del producto durante este tiempo(10).
ConclusionesLa calidad y las propiedades reológicas de las leches fer-mentadas batidas se afectan por factores de composi-ción y tecnológicos, como contenido de grasa y SNG,homogeneización, temperatura de pasteurización, usode cultivos filantes, temperatura y pH en la ruptura delcoágulo, y choques mecánicos en la ruptura del coágu-lo durante el bombeo y enfriamiento.
Para favorecer la consistencia de estos productosse recomienda trabajar con altos contenidos de grasa yfortificar los SNG en un rango de 2 a 4%; emplear presio-nes altas de homogeneización (mínima 19,6 MPa) y unatemperatura de pasteurización mínima de 90ºC para untiempo de retención de 3 a 5 minutos. Opcionalmente sepueden utilizar cultivos filantes y gomas vegetales (0,2 a0,5%) y almidones (máx. 1 al 2%).
Para el bombeo de estas leches se deben usarbombas de desplazamiento positivo a bajas rpm, y parasu enfriamiento se deben utilizar intercambiadores deplacas o preferentemente tubulares y almacenar el pro-ducto entre 2 y 5ºC durante un mínimo de 24 y hasta 48horas antes de su expendio.
Referencias1. Lucey, J.A.International Journal of Dairy Technology 2004; 57, 77-84.2. Tamime, A.Y. Yoghurt-latest development and bridging the link withindustry. In International dairy symposium, "Recent developments in dairyscience and technology", 24-28 May, Isparta, Turkey, 2004.3. Chandan, R.C. History and consumption trends. In R.C. Chandan, C.H.White, A. Kilara, y Y. H. Hui (Eds.), Manufacturing Yogurt and FermentedMilks, Blackwell Science Ltd., Oxford, 3-15, 2006.4. Afonso, I.M.; Hes, L.; Maia, J.M.; Melo, L.F. Journal of Food EngineeringEssex 2003; 57, 2, 179-187.5. Everett, D.W.; Mc Leod, R.E. International Dairy Journal 2005; 15, 1175-1183.6. Duarte, C.; Hickman, S. B. CEPPA, Curitiba 2007; 25, 2, 247-256, jul/dez.7. De Hombre, R. Caracterización reológica del yogur y métodos para elcontrol industrial de la consistencia en Cuba. Tesis doctoral, ISPJAE, LaHabana, 1984.8. Ancos, B.; Cano, M.P.; Gómez, R. International Dairy Journal 2000; 10,105-111.9. Díaz-Jiménez, B.; Sosa-Morales, M.E., Vélez-Ruiz, J.F. Rev. Mex. Ing.Quim 2004; 3, 287-305.10. Tamime A., Robinson, R. Yogur: Ciencia y tecnología. 1era Edición.Acribia, S.A., Zaragoza, 1-73, 1991.11. Alfa Laval. Dairy Handbook. Cultured milk products, 177-190, 1990.12. Tamime, A. Y. y Robinson, R.K. Yoghurt Science and Technology.Editorial Pergamon Press, London, 90-152, 1985.13. Aguirre, S. Evaluación del efecto de la adicción de calcio y reduccióndel nivel de grasa en las propiedades físicas, químicas y sensoriales delyogurt. Tesis de Licenciatura Universidad de las Américas-Puebla. 2002.14. Barreto, A.L.; Converti, A. y Nogueira, M. Food Technol. Biotechnol2006; 44, 4, 515-518.
15. NRIAL 437:82 Yogur batido. Especificaciones de calidad. 1982.16. Díaz de la Vega, L. Tecnología de la leche y sus derivados. La Habana,Editorial Pueblo y Educación, 213-219, 1991.17. Lanciotti, R.; Vannini, L.; Pittia, P.; Guerzoni, M.E. Food Microbiology2004; 21, 753-760.18. Reps, A.; Jankowska, A.; Wisniewska, K. Journal of Physics: Conferenceseries 121, 2008.19. Luquet, F.M. Leche y productos lácteos: vaca, oveja, cabra. Zaragoza,Editorial Acribia S.A., 38-60, 1993.20. Suárez-Solís, V.; Cardoso, F. y De Hombre, R. Influencia de la tempe-ratura de pasteurización de la leche sobre algunos factores de calidad delyogur, Boletín Técnico 5, 29-39, La Habana, 1983.21. López, P.; Oria, R.; Vercet, A. Mejora de la textura del yogur mediantela manotemosonicación (MTS) previa de la leche. Solicitud de Patente.Oficina española de Patentes y Marcas. Fecha de la solicitud: 16.02.2008. 22. García, H.; Banguela, S.; Paz, T.; Pino, J.; González, J.; Falco, S.Alimentaria 1999; (300), 4, 45-49.23. Early, R. Tecnología de los productos lácteos. Zaragoza. EditorialAcribia S.A., pp. 132-138,1988.24. Amiot, J. Ciencia y tecnología de la leche: Principios y aplicaciones.Zaragoza, Acribia S.A., 359-370, 1991.25. Folkenberg, D.M.; Dejmek, P.; Skiyerb, A.; Guldager, H.S.; Ipsena, R.International Dairy Journal 2006; 16, 111-118.26. García, A.; Pérez, O.; Cardado, F.; Perea, J. Desarrollo de la tecnologíaautóctona de producción de yogur de soya en Cuba. IX Fórum Nacional deCiencia y Técnica. IIIA, 1995.27. Alfa-Laval. La Alimentación Latinoamericana 1999; 231.

Los quesos de pasta hilada, de textura fibrosa y elásti-ca, se originaron en Oriente Medio; en Italia alcanzaronsu tecnificación y en EE.UU. ganaron popularidad. Elqueso Mozzarella es el más importante exponente deesta familia y representa el segundo segmento másimportante en ventas en la industria quesera, despuésdel queso Cheddar. En varios países de Latinoamérica seha despertado un especial interés por la fabricación ycomercialización de quesos de pasta hilada debido a sualto consumo, especialmente en la elaboración de comi-das rápidas.
En los quesos de pasta hilada la masa primariaelaborada (cuajada), una vez que ha alcanzado la acideznecesaria, es sometida a una serie de procesos: calenta-miento (con o sin agua), amasado, salado y estirado,para luego ser cortado, moldeado, enfriado y, finalmen-te, envasado y comercializado[10, 5]. La metodología deelaboración varía, dependiendo de la región de dondeprovenga, lo que permite que Latinoamérica tenga unainteresante variedad de quesos de pasta hilada.
El QuesilloEs un queso fresco ácido, no madurado, de pasta semi-cocida e hilada, elaboradocon leche de vaca entera yfresca (pH 6,9). Su contenidode humedad está entre 41% y55% y de grasa entre 26% y32%. Se lo puede ubicarentre los quesos semiblandos
a semiduros de contenido medio a alto de grasa. Susuperficie es brillante y no presenta corteza o cáscara.Su color característico va del blanco crema al ligera-mente amarillo. Ramírez-Navas (2008) lo ubicó dentrode los siguientes rangos en la escala de color CIE Lab: L*(80 - 75), a* (-0,12 - -1,63) y b* (25 - 29). Su sabor secaracteriza por ser moderadamente ácido.Generalmente, se consume fresco. Sí se consume des-pués del tiempo sugerido, se evidencia algo de saboramargo. Su aroma característico es ácido[3, 6]. En la tabla1 se presenta la composición química del quesillo.
El nombre quesillo es reconocido en varios paí-ses de Latinoamérica (Colombia, Nicaragua, Guatemala,El Salvador). En Colombia comprende aquellas varieda-des de quesos elaborados siguiendo la tecnología de-sarrollada en la región del Tolima Grande y difundida aotras zonas del país[3]. En el Ecuador se produce estequeso en la Provincia del Carchi[13]. En El Salvador tienedos presentaciones, la tradicional y la adicionada conloroco, esta última constituye un ingrediente funda-mental en la elaboración de pupusas. En Nicaragua seelabora una variante en la que se adicionan almidonesal momento del hilado para incrementar el rendimiento.
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 63 <
[ P r o c e s o s ]
El Quesillo: un queso colombianode pasta hilada
Juan Sebastián Ramírez-Navas*; Mauricio Osorio-Londoño; Aída Rodríguez de StouvenelEscuela de Ingeniería de Alimentos - Universidad del Valle. Ciudad Universitaria Meléndez, Cali, Colombia.
El "Quesillo" es un queso típico de Colombia y
de otros países latinoamericanos, pertenecien-
te a la familia de los quesos de pasta hilada. En
este documento se describe la tecnología bási-
ca de fabricación del quesillo, de acuerdo con
lo observado en la industria colombiana, y se
brindan algunas recomendaciones para mejorar
la calidad del producto final.

64 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ P r o c e s o s ]
>
En México (en la zona de Durango) se elabora el quesoasadero, en el cual el proceso de hilado es similar al delquesillo.
Tecnología del QuesilloPara obtener un producto comercialmente aceptable esnecesario trabajar con leches de óptima calidad físico-química y microbiológica. La base teórica para producirun queso de pasta hilada es obtener una pasta semides-calcificada a partir de leche cuajada, que por acción delcalor y el trabajo mecánico pueda plastificarse y estirar-se (hilarse). La cantidad de calcio asociada a la caseína(específicamente proveniente del fosfato de calcio) esquien gobierna principalmente la reorganización estruc-tural de las caseínas. Para obtener un alineamiento delas proteínas y lograr una estructura fibrosa es necesa-rio transformar al caseinato dicálcico de la leche frescaen caseinato y paracaseinato monocálcico.
Esta desmineralización se puede lograr por tresvías principalmente: 1) adición de cultivo láctico (la fer-mentación láctica ocurre predominantemente en lapasta); 2) acidificación natural de la leche por acción dela microflora acidoláctica nativa, y 3) desmineralización(descalcificación) de las micelas caseínicas por adiciónde un ácido orgánico (láctico, acético o cítrico) antes delcuajado de la leche[10, 4, 15]. El incremento en la acidifi-cación de la cuajada en proceso influye en la estructu-ra y textura del producto. Al descender el pH, el fosfatode calcio coloidal -ligado a la caseína y a la para k-caseína que forman la "malla" (o red) de la cuajada- sevuelve soluble y migra hacia la fase acuosa (sérica),dejando la matriz estructural parcialmente desminerali-zada, mejorando así la capacidad de hilado.
Ha sido ampliamente demostrado que elcociente Ca/N de las leches está relacionado con suaptitud quesera. En el caso de las leches lentas o pere-zosas este cociente es inferior a 0,20, mientras que enlas leches normales o rápidas es superior a 0,23[14]. Lacapacidad de plastificar y estirar que adquiere la cuaja-da se basa, principalmente, en la relación entre pH (aci-dez) y contenido de calcio. Por ejemplo, 30mg de Ca/gproteína requiere un rango de pH de 5,1 a 5,3, mientrasque 22mg de Ca/g proteína necesitará un rango de pHentre 5,6 a 5,7. A menor contenido de calcio mayorrequerimiento de pH[7].
En queso Mozzarella -un queso de la misma familia delQuesillo- Oberg et al. (1993) y McMahon et al. (1999)observaron con microscopía electrónica de barrido(SEM) que la continua acción mecánica (estiramiento) ycalentamiento al que se somete la pasta en un sentidoespacial, orientan y alinean paralelamente las caseínasa modo de hilos. Esto conlleva la concentración de losglóbulos de grasa y las bacterias iniciales a lo largo delos hilos de caseína. Dicha acción mecánica y calenta-miento es similar en el quesillo, lo que permite concluirque también existe una reacomodación espacial en suestructura proteica.
Materia primaLeche. La composición de la leche y las propiedades fisi-coquímicas y microbiológicas determinan la calidad delproducto final al elaborar Quesillo, por tal motivo, esimportante contar con leche de vaca fresca, cruda, queprovenga de animales sanos. Leches de mala calidadpueden contaminar el producto con microorganismosextraños que provocan fermentación de la lactosa y pro-ducen defectos sensoriales en el producto final.Controlando variables como relaciones de grasa/proteí-na, contenido de humedad, contenido de calcio y pH, selogran altos rendimiento en la producción. En la tabla 2se presenta un resumen de la composición media de laleche de vaca, información extraída de la tabla de com-posición de los alimentos del Instituto Colombiano deBienestar Familiar (ICBF, Colombia). Un queso de altacalidad, además de ser sensorialmente atractivo, debeser relativamente estable durante su conservación encadena de frío; de tal manera que no debe desarrollardefectos como la pérdida de textura o de forma. Estoimplica emplear como materia prima leche con activi-dad enzimática limitada y reducida carga microbiana[16].
Suero ácido. Es el producto obtenido de la coagulaciónácida o láctica de la caseína de la leche, o mediante lafermentación acidoláctica de sueros dulces, presen-tando un pH cercano a 4,5 (135 - 170°D). La coagula-ción se produce cuando se alcanza el punto isoeléctri-co de la caseína, con anulación de las cargas eléctri-cas que -por las fuerzas de repulsión que generan-mantienen separadas la moléculas entre sí impidiendola floculación. La coagulación conlleva una total des-

mineralización de la micela y la destrucción de laestructura micelar (gel muy frágil). El suero ácido esun suero muy mineralizado pues contiene más del80% de los minerales de la leche de partida. En estesuero, el acido láctico secuestra el calcio del comple-jo de paracaseinato cálcico, produciendo lactato decalcio[2]. Su función en la elaboración de quesillo esaportar acidez a la leche en el momento preciso de lacoagulación, con objeto de producir una súbita des-mineralización de la caseína. Esto le confiere a la cua-jada la capacidad de hilar, lo que le da al quesillo unaconsistencia plástica y muy buena facilidad de derre-timiento al calor, por lo que se emplea en la elabora-ción de sándwiches y pizzas[6]. La acidez del sueroácido no debe superar los 170ºD.
Proceso de elaboración y recomendacionesEn la figura 1 se puede observar el diagrama de flujo delproceso de elaboración del quesillo, que a continuaciónse explica detalladamente.
Inicio. El proceso comienza con la filtración,estandarización (3,3% de contenido graso) y tratamien-to térmico de la leche (50°C durante 30 minutos). Laleche debe estandarizarse a un valor específico con res-pecto a la relación proteína/grasa; variaciones en estarelación afectan varias propiedades funcionales, comola firmeza, la capacidad de desmenuzado, la derretibili-dad y el desprendimiento de aceite[1].
Adición de cuajo. Luego de higienizada, la lechese ajusta a la temperatura de cuajo (30 a 35ºC). Se adi-ciona cuajo, utilizando entre 12 a 14 mg/l de leche
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 65 <
Figura 1 - Diagrama de flujo de elaboración de quesillo
Fotografía 1Cuajada en mesa de escurrido

66 [ Tecnología Láctea Latinoamericana Nº 60 ] 2010
[ P r o c e s o s ]
>
(Fuerza 1:100000), se agita por cinco minutos y se dejareposar por diez minutos. El empleo de cuajo comercialdebe estar sujeto a las recomendaciones del fabricantepara así lograr las mejores características en la cuajadaSi la presentación comercial es sólida es necesario diluirpreviamente en agua fría.
Acidificación de la leche. La adición de suero lác-tico ácido permite incrementar la acidez de la leche desde,aproximadamente, 18ºD hasta 45ºD. Al hacerlo es necesa-rio verter lentamente el suero y agitar constantemente laleche, cuando es evidente la separación de las caseínas sedetiene la agitación y se deja reposar la cuajada por apro-ximadamente diez minutos. Para calcular la cantidad desuero a emplearse con este fin se puede utilizar el"Cuadrado de Pearson" o la siguiente ecuación:
Donde: ºD representan los grados Dornic y %AL el porcen-taje de ácido láctico, calculados por titulación con NaOH.La relación entre ºD y %AL es:
Cuajado. Después del reposo posterior a la adi-ción de suero ácido y con el fin de inactivar los microor-ganismos predominantes, inhibir la producción de ácidoláctico y producir un correcto desuerado de la cuajada, esrecomendable elevar la temperatura hasta 45 ó 50ºC yagitar constantemente en forma suave. Este es un pasoque no todas las empresas realizan, debido al incrementoen los costos por el consumo energético. Por otro lado, unaelevación excesiva de la temperatura produce cambios enlas características de la cuajada y del producto final. En ungran número de empresas artesanales no se realizandeterminaciones experimentales de la acidez (y muchomenos cálculos matemáticos para fijar las cantidades aemplear de leche y suero). Por el contrario, se confía ple-namente en la destreza del "cuajador", quien adicionapoco a poco el suero ácido a la leche hasta el momento enque se forma una cuajada suave, de consistencia gelatino-sa, flotando en un suero perfectamente claro y verdoso.
Reposo y acidificación de la cuajada. En algunasempresas se realiza una compresión parcial de la cuajadamientras está en el suero, posteriormente se la separa delsuero fresco y se la pone en mesa de escurrido (Fotografía1). Para lograr un correcto desuerado es conveniente cor-
tar la cuajada (15cm x 15cm x 15cm) y ejercer leve pre-sión sobre ella, sin llegar a romperla o desmenuzarla,haciendo volteos periódicos cada dos o tres minutos, hastaobtener las características óptimas de acidez (39,5 a 45ºD)y pH (5,2 a 5,3) para iniciar el proceso de hilado.
Hilado. El hilado de la pasta se hace mediante laaplicación directa de calor. Para esto se coloca la cuajadaen una paila de acero inoxidable u otro recipiente permi-tido en la industria de alimentos (Fotografía 2). La sal seagrega al iniciar el hilado en una proporción del 1,5%.Cuando se calienta la cuajada, con ayuda de una pala demadera o teflón se voltea y estira, hasta lograr el punto,esto es cuando se estira uniformemente sin romper dandouna gran elasticidad y brillo. El tiempo promedio emplea-do en esta etapa es de 25 minutos y la temperatura pro-medio alcanzada al final del hilado del queso es de 77°C,oscilando entre 70°C y 84°C.
Es muy importante la textura obtenida al final de este pro-ceso, ésta no debe ser blanda, húmeda y pastosa, ni duray seca (Fotografía 3). Quesillos muy blandos no permitenser tajados fácilmente, mientras que los muy duros rom-pen los hilos de acero delas tajadoras. Por talrazón los "hiladores" o"paileros" son entrenadospreviamente en la deter-minación ocular de latextura óptima del quesoen la etapa de hilado,convirtiendo esta etapaen un arte. Aún no seencuentran en la litera-tura suficientes estudiosacerca de la evaluaciónde la textura de este tipode quesos u otras propie-dades fisicoquímicas.
Fotografía 2Inicio del hilado
Fotografía 3 - Hilado

Moldeo, reposo y empacado. Una vez hilada lacuajada se coloca en un mesón de acero inoxidable(Fotografía 4) y se moldea con la finalidad de dar al quesouna forma y tamaño según las exigencias del mercado,generalmente bloques de 2,5kg (Fotografía 5). También seobserva que en el mercado se comercializa tajado o ralla-do. El almacenamiento se realiza en cuarto frío a una tem-peratura de 3 a 4ºC.
Rendimiento y duración. El rendimiento del quesi-llo es del 12 al 13% aproximadamente. Su calidad y vida deanaquel dependen no solamente del proceso de fabricación,sino también de la calidad de la leche empleada; particular-mente de la concentración y actividad de dos tipos de agen-tes relevantes: los microorganismos (bacterias, principal-mente) y las enzimas, nativas, microbianas y aportadas.
Condiciones higiénicas. Las condiciones higiéni-cas en este tipo de queso deben ser exigentes para evitarla proliferación de microorganismos contaminantes quepueden fermentar la lactosa y causar defectos sensorialesen el producto[9]. Las bacterias acidolácticas y otrosmicroorganismos contaminantes son eliminados y la acti-
vidad residual de las enzimas provenientes del cuajo esinactivada por las altas temperaturas (<66ºC) del calenta-miento en la etapa de hilado. Las contaminaciones quepudieran presentarse posterior a este proceso son debidasa la incorrecta manipulación[10].
[ Tecnología Láctea Latinoamericana Nº 60 ] 2010 [ 67 <
Fotografía 4Pesaje previo al moldeo
Fotografía 5 - Moldeo
Referencias bibliográficas(1) Castañeda, Roberto (2002) La reología en la caracterizacióny tipificación de quesos. Tecnología Láctea Latinoamericana,26:48 - 53 (2) Castillo, Manuel (2001) Predicción del tiempo de corte en laelaboración de queso mediante dispersión de radiación de infra-rrojo próximo. Tesis Doctoral, Universidad De Murcia Facultad deVeterinaria, Departamento de Tecnología de Alimentos,Nutrición y Bromatología, Murcia, España.(3) Espinal Gómez, C. F. y col. (1993) Manual de Elaboración deQueso Doble crema. 1ª ed., Ed Arte Publicaciones. Instituto deCiencia y Tecnología de Alimentos (ICTA) - Programa Andino deDesarrollo Tecnológico para el Medio Rural (PADT - Rural) (4) Fox, P.F. and Cogan, T.M., (2004) Factors that Affect theQuality of Cheese. Chapter in Cheese: Chemistry, Physics andMicrobiology, Vol.1, 3rd ed. P.L.H. McSweeney, ed., ElsevierScience/ Academic Press, London. Pp. 583(5) Fox, P.F. and McSweeney, P.L.H., (2004) Cheese: An Overview.Chapter in Cheese: Chemistry, Physics and Microbiology, Vol.1,3rd ed. P.L.H. McSweeney, ed., Elsevier Science/ Academic Press,London. Pp. 1-18(6) Gómez de Illera, Margarita (2005) Tecnología de Lácteos. Ed.Universidad Nacional Abierta y a Distancia, UNAD. Bogotá -Colombia.(7) Guinee, T.P., Feeney, E.P., Auty, M.A.E. and Fox, P.F. (2002).Effect of pH and calcium concentration on some textural andfunctional properties of Mozzarella cheese. Journal DairyScience 85:1655-1669.(8) Instituto Colombiano de Bienestar Familiar, (2005) Tablade composición de los alimentos. (disponible en: http://ali-mentoscolombianos.icbf.gov.co/alimentos_colombianos/con-sulta_alimento.asp)(9) Kindstest, P.S., (1991) Functional Properties of MozzarellaCheese on Pizza: A Review. Cultured Dairy Products Journal.26(3):27(10) Kindstest, P.S., Caric, M. and Milanovic, L. (2004) Pasta-fila-ta Cheese. Chapter in Cheese: Chemistry, Physics and
Microbiology, Vol.2, 3rd ed. P.L.H. McSweeney, ed., ElsevierScience/ Academic Press, London. Pp. 251-277(11) McMahon, D.J., Fife, R.L. and Oberg, C. (1999). Water parti-tioning in Mozzarella cheese and its relationship to cheese mel-tability. J. Dairy Sci:82, 1361-1369.(12) Oberg, C.J., McManus, R. and McMahon, D.J. (1993).Microstructure of Mozzarella cheese during manufacture.Food Struct. 12:251-258.(13) Ramírez-Navas, J. S. (2008) "Estudio de la influencia de lasuplementación con proteínas del lactosuero sobre el color delqueso Huaqueño". En: Memorias del I Congreso Nacional deEstudiantes y II Jornadas Profesionales de Ingeniería Química.Universidad Técnica Particular de Loja. Loja -Ecuador. (14) Ramírez-Navas, J.S. (2009) "Composición mineral de laleche de vaca: Calcio". Revista Tecnología LácteaLatinoamericana. No. 57:47-53.(15) Villegas de Gante, A (2004) Dos famosos quesos de pastahilada (filata): el Oaxaca y el Mozzarella. Revista CarnilacIndustrial. Oct. - Nov. (disponible online: http://www.alfa-edi-tores.com/carnilac/Octubre%20Noviembre%2004/TECNOLO-GIA%203%20OAXACA-MOZZARELLA%20corregido.pdf)(16) Villegas de Gante, A. (1993). Los quesos mexicanos. Ed.CIESTAAM. México.

68 abril 2010
Indice Alfabético3M ARGENTINAOlga Cossettini 1031 - 1º Piso (C1107CEA)Bs. As. - ArgentinaTel.: 0810-666-6334 - Fax: (54 11) [email protected]/microbiologia
ABREU S.A.Don Orione 715 (7600)Mar del Plata - ArgentinaTel.: (0223) 480-1635 - Fax: (0223) [email protected] - www.abreu.com.arFabricación de máquinas para la industria alimentaria.
ADAMA S.A.Av. Argentina 6619 (1439)Bs. As. - ArgentinaTel: (54 11) 4686-4444 - Fax: (54 11) [email protected] - www.adamasa.comFabricantes e importadores de aditivos alimenti-cios.
ALFA ARGENTINA S.A.España 1128 (X2400)San Francisco - Córdoba - ArgentinaTel./Fax: (54 3564) 432231/[email protected] Ingredientes, aditivos y envases para la industria dealimentos.
ALFONSO CHIACCHIERA S.R.L.Catamarca 1149 (S2134ASU)Roldán - Santa Fe - ArgentinaTel./Fax: (54 341) 4961083/[email protected] www.chiacchiera.com.ar Máquinas para frigoríficos y chacinados: cutter,embutidoras, picadoras, mezcladoras, hornos decocción, guillotinas, hamburgueseras, tocineras,desmenuzador para carne congelada.
AMG S.R.L.San Martín 1143 Piso 4º (C1004AAW)CABA - ArgentinaTel.: (54 11) 4314-4100 - Fax: (54 11) [email protected] - www.amg.com.arElaboración y comercialización de aditivos y conser-vantes. Celulosas. Filtración. Control y soluciones deproblemas microbiológicos. Estrictos estándaresinternacionales. Empresa certificada ISO 9001.
ANALBA S.A.12 de octubre 948 - nueva dirección (1682)Villa Bosch, Tres de Febrero - Bs. As. - ArgentinaTel.: (54 11) 4502-6693 - 4840-1122Fax: (54 11) [email protected] - www.analba.com Fábrica de materias primas para la elaboraciónartesanal de productos para confiterías y panaderí-as. Venta de nueces, almendras, pasas de uvas,fruta escurrida, glaseada.
ANEKO S.A.25 de mayo 516 Piso 6 (C1502ABL)Bs. As. - ArgentinaTel.: (54 11) 4893-1600 Líneas rotativasFax: (54 11) 4893- [email protected] - www.aneko.com Diseño de plantas industriales. Equipos. Accesorios.Ingeniería industrial. Consultoría. Auditoria.Representantes de Alpma, Mariani, Fromfroid,Dima, Stephan. Canal de ventas de Alfa Laval.
ARYSA ARGENTINA S.A.Lerma 103 (1688) Villa Tesei - Bs. As. - ArgentinaTel.: 4452-3124 - Fax: 4450-9297
[email protected] - www.arysa.com.ar Materias primas para la ind. cárnica, proteínas,carrageninas, fermentos, sabores, colorantes, AS. YPD. A disposición de nuestros clientes.
ASEMA S.A.Ruta Provincial Nº 2 al 3900 (Km 13 ) (3014) Monte Vera - Santa Fe - ArgentinaTel. (54-342) 490-4600 Líneas Rotativas Fax: (54-342) [email protected] - www.asema.com.arAsesoramiento, diseño y fabricación de equipospara la Industria Alimentaria, Transportes para salade despostes y empaque. Tanques sanitarios paraproceso y almacenamiento. Intercambiadores decalor. Tecnología en concentración y secado.Tuneles de congelado I.Q.F.
ASISTHOS S.R.L.Calle 23 Nº 1442 (1650)San Martín - Bs. As. - ArgentinaTel.: (54 11) 4713-1681 - [email protected]ón de insumos y producto terminado.Certificación ISO 9001. Sello CE.
ATBEstocolmo 2220 (1775)I. Casanova - Bs. As. - ArgentinaTel.: (54 11) 4625-0320 - [email protected]ón y venta de cucuruchos - vasos de pasta.Materias primas y artículos para heladerías.
BAGUINCalle 14 Nº 359 (1629)Parque Ind. Pilar - Bs. As.- ArgentinaTel./ Fax: (54 11) 5453-1334/37 Tel.: (54 2322) 499-797 / 798 / [email protected] - www.bagin.comSistema de envasado Bag in Box para productoslíquidos: lácteos y derivados, jugo de fruta, huevolíquido.
BIOTEC S.A.Lavalle 1125 Piso 11 (1048)Bs. As.- ArgentinaTel.: (54 11) 4382- 2188/ 2772/ 9276 Fax: (54 11) [email protected] - www.biotecsa.com.arEmpresa argentina dedicada a los aditivos alimen-tarios que se orienta a la elaboración de formula-ciones especiales que cubren el área de estabilizan-tes, espesantes y gelificantes. Coberturas para que-sos y medios de cultivo que se diseñan a la medidade las necesidades de las diversas ramas de la indus-tria.
BITZER COMPRESORES S.A.Giribone 745 (B1868DUG)Avellaneda -Bs. As.- ArgentinaTel.: (54 11) 4139-5855 Líneas [email protected] - www.bitzer.com.arCompresores para refrigeración. Intercambiadoresde placa. Venta y reparación de motocompresoressalientes Bitzer.
BK GIULINI ARGENTINA S.A.Vta. De Obligado 2596 (C1428ADP)Bs. As. - ArgentinaTel.: (54 11) 4783-8683 - líneas rot. Fax: (54 11) [email protected] - [email protected] Aditivos y especialidades para la industria láctea,cárnica, pesquera y panificadora. Fosfatos gradoalimenticio. Saborizantes. Tripas fibrosas y plásticas.
BOMBADUR S. R. L.Combatientes de Malvinas 1282 (1871)
Dock Sud - Avellaneda - Bs. As. - ArgentinaTel.: (54 11) 4222-2333 - Fax: (54 11) [email protected] www.bombadur.com Bombas para recirculado de gases licuados NH3,Co2, Freón, etc., especialmente diseñadas para laIndustria del frío
BRIGEL S.R.L.Dr. Florentino Ameghino 1724/26 (C1407JAZ)Bs. As. - ArgentinaTel./ Fax: (54 11) [email protected] - www.brigel.com.ar Pastas para helados, pastas Vary para decorar, pol-vos estabilizantes, neutros, mousses, mousses semi-fríos, soft, polvo para helados bajas calorías, agen-tes de batido y cremas en polvo. Gel.
BUSCH ARGENTINASto. Domingo 3078 Ciudad Autónoma de Buenos Aires - ArgentinaTel.: (54 11) 4302-8183 - Fax: (54 11) 4301- [email protected] Bombas y Sistemas de vacío para envasado.
CARMAT S.H.Belgrano 96 (S3017AEB)San Carlos Sud - Santa Fe - ArgentinaTel./Fax: (54 3404) 421665/[email protected] - www.carmat.com.arEnvasadoras automáticas y semiautomáticas parapolvos, fluidos, líquidos y sólidos, mezcladoras depolvos, sólidos y carnes - ralladores de quesos, seca-doras de lecho fluido - zarandas - trozadoras dequesos, lavadoras de moldes y bandejas - lavadorasde quesos -túneles de termo contraído por aire oagua - picadoras de quesos y carnes - pailas de ree-laboración de quesos -cintas transportadoras -des-arrollo de equipos para procesos diversos.
CARLINI Y CIAGorriti 339 (2000) Rosario - Santa Fe - Argentina Tel. (54 0341) 4370896 / 4370286 Fax: (54-0341) [email protected] - www.carlini.com.arFabrica de maquinas envasadoras, empaquetado-ras, ensachetadoras, embolsadoras y pesadorasautomáticas semi - automáticas y codificadores hotstamping. Marca Kin Kong
CASIBA S.A.Av. Bartolomé Mitre 3976 (1678)Caseros - Bs. As. - ArgentinaTel./Fax: (54 11) 4750 - 0051 [email protected] - www.casiba.comDiseño y construcción de soluciones para el filtradodel aire y ambientes controlados. Control de emi-siones. Equipos estándar, a medida y filtros paraaire.
CAS INSTRUMENTALIbera 2990 (C1429CMT) Bs. As. - ArgentinaTel./Fax: (54 11) 4544-4011/[email protected] www.cas-instrumental.com.arInstrumental para control de calidad. Investigacióny desarrollo.
CAVIWAEcheverría S/N - Salsipuedes (5113)Córdoba - ArgentinaTel.: (54 03543) [email protected] - www.caviwa.com.ar Fábrica de productos de y con maní para dulces,confites, chocolates, postres y materias primas.
®
Guía de P roveedores Anunc iantes

� Guía de Proveedores Anunciantes
®
69abril 2010
CHR. HANSEN ARGENTINA S.A.I.C.Monroe 1295 (B1878GVO)Quilmes - Bs. As. - ArgentinaTel.: (54 11) 4365-7700 - Fax: (54 11) [email protected] - www.chr-hansen.com Cultivos, colorantes y mezclas funcionales quemejoran la calidad de los alimentos y la salud de laspersonas en todo el mundo.
CHOCOLATES FENIX Sucesores de José Salgado SAICSolís 2032 (C1134ADR) Bs. As. - ArgentinaTel.: (54 11) 43041524/[email protected] www.chocolatesfenix.comElaboración de chocolates y derivados. Productospaileados. Baños de repostería para heladería yrepostería. Productos especiales a pedido.
COLZANI & ASOCIADOS S.A.Zavaleta 814/18 C1437EYR) Bs. As. - ArgentinaTel./Fax: (54 11) 4911-0077/[email protected] - www.colzani.com Cintas transportadoras de acero y sistema de proce-samiento.
COOL TAINERLeandro N. Alem Nº 861 (1646)San Fernando - Bs. As. - Argentina Tel./Fax: (54 11) 4780-3551 Cel: (011) 15-4491-5487 - Nextel ID 537*[email protected] www.cool-tainer.com.ar La solución instantánea a su problema de espaciofrigorífico. Contenedores refrigerados en alquiler oventa.
CORDIS S.A.Carabobo 2087 (B1753FZG)Villa Luzuriaga - Bs. As. - ArgentinaTel.: (54 11) [email protected] - www.cordis.com.ar Acidulantes - almidones nativos modificados y pre-gelatinizados - antioxidantes - carragenatos - con-servantes - emulsionantes - fosfatos - glucosa -humectantes - licor, manteca y cacao en polvo - pro-teínas funcionales - rebozador - recubrimiento paraquesos - texturizados y harinas de soja.
COTNYL SACalle 97 Nº 869 (B1650IAA)San Martín - Bs. As - ArgentinaTel.: (54 11) 4754-4446 - Fax: (54 11) [email protected] - www.cotnyl.comFábrica argentina de bandejas, potes y vasos termo-formados y descartables de pp, aptos para freezer ymicroondas sin límite de tiempo.
CRYMA METALURGICA PARDOIng. Marconi 5523/63 (1605)Munro - Bs. As. - Argentina.Tel./Fax: (54 11) 4738-2502 / [email protected] - www.molinoscryma.com Molinos Coloidales. Homogeneizadores.
DESINMEC INGENIERIA S.A.Ruta N° 6 KM 27,7 (3017)San Carlos Sud - Santa Fe - ArgentinaTel.: (54 3404) [email protected] - www.desinmec.com.ar Asesoramiento y desarrollo de máquinas especiales amedida para envasado y Empaque en industria alimen-ticia, láctea, frigorífica, laboratorios y agroquímica.
DGMTilcara 2846 (1437) Bs. As. - ArgentinaTel./Fax: (54 11) [email protected] - www.dgmweb.com.arMaterias primas y aditivos para la industria alimen-taria.
DINAMITATomás Cosentino (Ex Río Uruguay) 462 (B6500DTQ) 9 de Julio - Bs. As. - ArgentinaTel./Fax: (54 2317) [email protected] www.dinamita.srl.com.arAturdidores eléctricos por medición de impedanciapara vacunos, porcinos, ovinos, equinos, conejos,ciervos y aves.
DISTRIBUIDORA MANNOGutemberg 1276 (1663)San Miguel - Bs. As. - ArgentinaTel.: (54 11) 4451-6797 - Fax: (54 11) [email protected] - www.manno.com.ar Distribuidor de productos para helados
DOLCE PASTAConstitución 845 (2000)Rosario - Santa Fe - ArgentinaTel.: (54 341) [email protected] Insumos para helados.
DORIN - MARCHINorteamérica 184 (1706)V. Sarmiento - Haedo - Bs. As. - ArgentinaTel.: (54 11) 4658-2515/5488 - Fax: (54 11) [email protected] - www.dorinmarchi.com.arEquipos de refrigeración. Importación y exporta-ción.
DUAS RODAS ARGENTINA S.A.Caracas 1046 (1406) Bs. As - ArgentinaTel.: (54 11) 4021-4200 - Fax: (54 11) [email protected] - www.duasrodas.comAromas, condimentos, aditivos, ingredientes parala industria alimentaria y láctea.
EDELFLEX S.A.Av. Gral. Belgrano 2487 (B1611DVD)Don Torcuato - Bs As - ArgentinaTel.: (54 11) 4727- 2000 - Fax: (54 11) 4727- 2200Atención al cliente: 0810- 555- EDEL (3335)www.edelflex.comEmpresa internacional proveedora de equipos ycomponentes sanitarios. Planta llave en mano ysoluciones a medida. Nos especializamos en trans-porte De fluidos, transferencia calor, control ymedición, dosificación, limpieza CIP,Homogeneización y filtración.
EL BAHIENSE - ADITIVOS ALIMENTARIOS S.R.L.Av. Larrazabal 2222 (C1440CVO) Bs. As. - ArgentinaTel./Fax: (54 11) 4683-3505 Líneas [email protected] - www.elbahiense.com Materias primas y aditivos para la industria alimen-taria.
ESTABLECIMIENTOS SAN IGNACIORuta 11 Km 447 (3017) Sauce Viejo - Santa Fe - Arg.Tel.: (54 342) 4950900 - Fax: (54 342) [email protected] - [email protected] Empresa láctea productora de dulce de leche, quesosfrescos, queso, leche condesada y leche en polvo.
ETI S.R.LCanadá y Venezuela(5900) Villa María - Córdoba - ArgentinaTel.: (0353) 4533425 - Fax: (0353) [email protected] - www.etisrl.com.ar Equipamiento integral para la industria láctea.Tanques de acero inoxidable para todo tipo de pro-cesos. Planta llave en mano.
EUROMACG. Linares 4695 Esq. San Martín - Bs. As. - ArgentinaTel./Fax: (54 11) 4734-9199 (L.R.) [email protected] - [email protected] www.euromac.com.ar Ingredientes para heladería y pastelería
FABRICA JUSTO S.A.I.C.Fructuoso Rivera 2964 (C1437GRT)Villa Soldati - Bs. As. - ArgentinaTel.: (54 11) 4918-9055/4918-3848Fax: (54 11) [email protected] - www.fabricajusto.com.ar Colorante caramelo natural, 60 años de experien-cia en la industria alimentaria.
FAME S.A.Boedo 2725 - Barrio 1º de Mayo (5006) Córdoba - ArgentinaTel.: (54 11) 4954567 / 4954755 / [email protected] - [email protected] Fábrica de Conservadoras, exhibidores y freezers.
FAMIQ S.A.Avda. San Martín 4723 (1417) Capital Federal - ArgentinaTel: (54 11) 4505 4000 - Fax: (54 11) 4505 [email protected] - www.famiq.com.arEmpresa líder en la comercialización y fabricaciónde acero inoxidable para la industria.
FRASCONÁ S.A.Av. Luro 5460 - Mar del Plata - Bs. As. - ArgentinaTel.: (54 223) 475-0008 - Fax: (54 223) [email protected] - www.frascona.com.ar Equipamiento gastronómico.
FRIO RAF S.A.Lisandro de la Torre 958(S2300DAT) Rafaela - Santa Fe - ArgentinaTel.: (54 3492) 43174 - Fax: (54 3492) [email protected] - www.frioraf.com.ar Refrigeración industrial experiencia como mayorcapital. Tecnología en equipamiento y capacitación,servicio como fuerza de ventas, calidad como sínte-sis absoluta.
FRUTARGEN S.A.Av. Saenz 367 - Bs. As. - ArgentinaTel/Fax: (54 11) [email protected] - www.frutargen.com.ar Productos para revestimientos y granizados.Almendras con chocolate, crocante de maní, avella-nas con chocolate, chips crocante, cereal con choco-late, mini y macro galletitas con chocolate.
FUMIGADORA SABAServicios Ambientales Buenos Aires S.R.L.La Roche 839 (1708) Morón - Bs. As. - ArgentinaTel./Fax: (54 11) 4627-1313 [email protected] www.fumigadorasaba.com.ar Control de plagas, desinsectación, desinfección,desratización, fumigación y limpieza de tanques deagua potable.
FUSTEC S.A.Hernandarias 9860Mar del Plata - Bs. As. - Argentina.Tel.: (54 223) 465 0121 y líneas [email protected] - www.fustec.com.arEnvasadoras automáticas tres costuras, cuatro cos-turas verticales. Stick pack - horizontal Doy- Pack -estuchadoras - dosificadores de pié - sistemas detransporte y elevadores de productos - proyectosespeciales a medida del cliente.
GAT - GRUPO DE ASISTENCIA TÉCNICA Av. Eva Perón 862/ 4. (1704)Ramos Mejía - Bs. As. - ArgentinaTel./Fax: (54 11) 4488-4001/4209/3144/3763/[email protected] - [email protected]ía de membranas en procesos industriales.Investigación, diseño y construcción de equipospara industria láctea, Bebidas e infusiones.
GASTROBAIRES S.A.Av. Juan de Garay 2601/05 (C1256AAI) Bs. As. - ArgentinaTel.: (54 11) 4941-3725/8593 - [email protected] - www.gastrobaires.comCristalería, cubiertos, porcelanas, equipamiento.
GELI & COJ. de Maturana 4843 (C1417GKC) Bs. As. - ArgentinaTel.: (54 11) 4566-6869 - Fax: [email protected] Materias primas para heladerías: estabilizadores,bases, complementos, emulsionantes, agentes de bati-do, pastas Gelitalia, variegattis, pulpa, frutas prepara-das, chocolates, cacaos, esencias, colorantes. Bases:helados, dietéticos, mousses. Productos especiales.
GERGAL S.A.Méjico 5245 (1603) Villa Martelli - Bs. As. - Arg.Tel./Fax: (54 11) [email protected] - www.gergalberries.com Frambuesas, moras, arándanos, frutillas frescas y con-geladas. Distribución a todo el pais. Producción propia.
GHELCOVieytes 1743 (C1275AGS) Bs. As. - ArgentinaTel./Fax: (54 11) 4302-0794/2888/[email protected] - www.ghelco.com Materias primas para heladerías y confiterías.
GODFRID S.A.C.I.Juramento 3672 (C1430BSH) Bs. As. - ArgentinaTel.: (54 11) 4554 8113 - Fax: (54 11) 4554 [email protected] Distribución y ventas de aceites y grasas especialespara la industria alimenticia - equivalentes de man-teca de cacao.
HAYCABA S.R.L.H. Irigoyen 743(1888) Fcio. Varela - Bs. As. - Arg.Tel: (54 11) 4255-2446/[email protected] -www.haycaba.com.arAsesoramiento técnico en la diagramación, planifica-ción, desarrollo y fabricación de maquinarias y equipos.

� Guía de Proveedores Anunciantes
®
70 abril 2010
HARMONY INGREDIENTS SOLUTIONS SACnel. Pagola 3852 (C1437IXF) CABA- ArgentinaTel: (54 11) 4116-2505/06 Fax: (54 11) 4116-2505 int. [email protected] www.harmony-ingredients.comDistribuidor de Cognis Food Technology, entreotras. Fabricante de formulaciones propias a medi-da, de fortificación y estabilización.
ICC - INTEGRAL CONVEYOR COMPONENTS S.R.LRodríguez Peña 3946 (calle 22) (B1672AXD)Villa Lynch - San Martín - Bs. As. ArgentinaTel.: (011) 4713-8527 - Fax: (011) [email protected] - www.icc-online.com.arComponentes - cadenas para cintas transportado-ras- partes de máquinas - reductores.
INCOTEC S.A.Sarmiento 402(M5501HSJ)Godoy Cruz - Mendoza - ArgentinaTel.: (54 261) 422-0793 - Fax: (54 261) [email protected] - www.incotecsa.comCintas transportadoras plásticas modulares.Máquinas para la ind. alimentaria (especialmenteagroindustria).
INDUAL S.A. Charcas 1932/34 (5004)Barrio Pueyrredón - Córdoba - Argentina Tel: (54 351) [email protected] - www.jamer.com.arProductos semielaborados para heladería y repostería.
INDUSTRIAS DG Bolivar 124 (2322)Sunchales - Santa Fe - Argentina Tel./Fax: (54 3493) 421741/[email protected] - www.danielgenta.com Fábrica de maquinas para embalajes
INDUSTRIAS TOMADONI S.A.Alianza 345 (B1702DRG)Ciudadela - Bs. As. - ArgentinaTel.: (54 11) 4653- 3255/ 5326 Fax: (54 11) 4653- [email protected] - www.tomadoni.comFabricación de molinos, mezcladoras, embolsado-tas, dosificadores. Transporte neumático / mecáni-co. Filtración industrial.
INDUSTRIA ZUNINO Calle Alejandro Izaguirre 4876 - Parque IndustrialGral Belgrano (3100)Paraná - Entre Ríos - Argentina Tel: (54 343) 4301019 - 4301026/[email protected] [email protected] Fábrica de implementos para panadería. Hornos,amasadoras, sobadoras, trinchadoras.
INGENIERO LÓPEZ Y ASOCIADOS S. R. L.Lote 178 Parque Industrial Sauce Viejo (3017)Santa Fe - ArgentinaTel./Fax: 54 - 342-4995535/[email protected] - www.ilasrl.com.arAsesoramiento para la ind. láctea. Representante enArgentina: SALES FUNDENTES JOHA, Alemania; CUAJOSMILAR. Recubrimientos para quesos con y sin funguicidaDomca, España. Venta de insumos en general.
INGENIERIA SIRI CONSULTORA S.A.Córdoba 1099 (2535) Sta.Fé - ArgentinaTel./Fax: (03401) 421260 / (03401)420886 [email protected] - www.ingsiriconsultora.com.arIngeniería en Aguas, Saneamiento y GestiónAmbiental.
INSTRUMENTAL PASTEUR SRLViamonte 2323 (C1056ABK) Bs. As. - ArgentinaTel./Fax: (54 11) 4952- 3838 y rotativas. [email protected] www.instrumentalpasteur.com.arEquipamiento integral para laboratorios. Digestores,destiladores, analizadores de fibra, Balanzas, phme-tros, microscopios, agitadores, estufas, material devidrio y porcelana, papeles de filtro.
I.S.S. S.A.Diagonal 135(Ex Güemes) Nº 1747 (1650)San Martín - Bs. As. - ArgentinaTel.: (54 11) 4759-9750 - Fax: (54 11) [email protected] - www.iss-separators.com.arSeparadoras centrífugas para todo uso y caudal, repara-ción y repuestos para todas las marcas y modelos.
ISIDRO PEÑA & CIA. S.R.L.Perito Moreno 1693 (5501)Gobernador Benegas - Mendoza - ArgentinaTel.: (54 261) 439-0115/0005 - Fax: (54 261) [email protected] www.isidropenaycia.com.arCereales, legumbres, harina de maíz, extrusados,harinas precocidas, soja texturizada, crispies dearroz, bastones de salvado, agua mineral.Desarrollos. Marcas a terceros. Granel.
J.C. MAGLIOLA S.A.Juan A. García 5262/4 (C1407FXN)Bs. As. - ArgentinaTel.: (54-11) 4566-8868 - Fax: (54-11) [email protected] - www.jcmagliola.com.arConos dulces, conos en papel aluminio y retrogra-bados hasta nueve colores.
LABORATORIOS AMEREX ARGENTINA S.A.Ugarteche 3107 7º A (C1425EVG)Bs. As. - ArgentinaTel.: (54 11) 4806-9835 - Fax: (54 11) [email protected] - www.amerex.com.arProductos biológicos (starters y conservantes) y adi-tivos para la ind. alimentaria.
LABORATORIOS DARIER S. R. L.Calle 26 (Ex María Asunta) Nº 3830 (B1650IOP)San Martín - Bs. As. - ArgentinaTel.: (54 11) 4755-1098 - Fax: (54 11) [email protected] - www.darier.com.arSabores para toda la ind. alimentaria. Tecnologíapara ahumado artesanal.
LACTEOS ARANZANARepetto 535 Dto 4 (1405) Bs. As. - ArgentinaTel.: (54 11) 4431-0071/[email protected] www.vicentearanzana.com.arCrema lista, extra, vegetal, común, base de cremade leche para elaboración de helados.
LACTEOS VACALINPieres 1635 (C1440CSQ),Bs. As. -ArgentinaTel.: (54 11) 4687-1708 - Fax: (54 11) 4687-1708 Int. [email protected] - www.vacalin.com Dulce de leche para repostería y helados, leche fluida,en polvo y en polvo descremada, quesos y mozzarella.
LA GÓNDOLAAv. Juan Bautista Alberdi 3725 (1407)Bs. As. - ArgentinaTel. (54 11) 4755-5212/[email protected] www.lagondolasillas.com.arFábrica de sillas y mesas para bares, confiterías,hoteles, etc. Variedad de líneas y modelos con dise-ño y calidad para el uso gastronómico.
LA RAIZ S.A.Larrea 1406 (5004) Córdoba - ArgentinaTel. (54 0351) [email protected] - www.elquesero.comInsumos de la ultima generación, cuajos, coagulan-tes, ingredientes, aditivos tecnología, instrumen-tos, control antibiótico.
LEDEVIT SRL.Tilcara 3154/64 (C1437CYH) Bs. As. - ArgentinaTel./Fax: (54 11) 4918-7541/[email protected] - www.ledevit.com Cremas vegetales, rellenos y coberturas para repos-tería y heladería.
LINEA FRIODonado 3538 La Tablada - Bs. As. - ArgentinaTel.: (54 11) [email protected] www.arqautomotriz.com.arTransporte Térmico - Equipos especiales de bajatemperatura para todo tipo de vehículos utilitarios.
LIPOTECH S.A.Alberti 1751 (B1766BII) La Tablada - Bs. As. - Arg.Tel.: (54 11) 4699-7182 - Fax: int. [email protected] - www.lipotech.com.arIngredientes para la fortificación de alimentos con mine-rales. Alta solubilidad comprobada, biodisponibilidad,con sabor agradable, sin afectación sensorial del alimen-to.
LODISERTronador 71 (1427) Bs. As. - ArgentinaTel.: (54 11) [email protected] - www.lodiser.com.ar
Fábrica de materias primas para la elaboraciónartesanal e industrial de laimentos.
MATERIA PRIMAAv. San Martín 2491(B1602DBF)Florida - Bs. As. - ArgentinaTel.: (54 11) 4837-9136 - Fax: (54 11) [email protected] Agente de batido DP76, belcolade, cacaos y cober-turas especiales, frutas secas, glaseadas, confitadasy escurridas, pulpas de frutas y utensilios.
MÁXIMO BAUDUCCO S.A.C.I.F.e.i.Balcarce 364 (S2535ANH)El Trébol - Santa Fé - ArgentinaTel./Fax: (54) 3401-422356 (rotativas)[email protected] www.bauduccosa.com.ar Tanques estáticos, de transporte (acoplados y semi-remolques), enfriadores, y accesorios para la indus-tria láctea y alimentaria.
MAUMETAL S.R.L.Alemania 3071 Temperley - Bs. As. - ArgentinaTel./Fax: (54 11) 4264-3948 líneas [email protected]ón general de elementos para la IndustriaFrigorífica: roldadas, cambios para Riel aéreo,soportes, roldada manea.
MECARMEAT SRL.Catamarca 624 (S2134ASL) Roldan - Santa Fe - Arg.Tel.: 0341-4961001-4962457 Tel./Fax: [email protected] www.mecarargentina.com.ar Equipamiento para la industria frigorífica.
MEDELINOX S.H.Mendoza 865 (2535) El Trébol - Santa Fe -ArgentinaTel./Fax: 03401-420140/[email protected] www.medelinox.com.ar Equipos y elementos para la fabricación de helados.
MERCEDES-BENZ ARGENTINA S.A.Azucena Villaflor 435 (C1107CII)Puerto Madero - Bs. As. - ArgentinaTel: (54 11) 4808-8700www.mercedes-benz.com.ar
MEDIÑAJulián Agustín Mazza 534/36 (1708)Morón - Bs.As. - ArgentinaTel: (54 11) [email protected] - www.medinia.com.arFábrica de materias primas para heladerías y confiterías.
METALÚRGICA CADEGüemes 887 (2138) Carcaraña - Santa Fe -ArgentinaTel.: (0341) 4941901 - Fax: (0341) [email protected] www.metalurgicacade.com.ar Proyectos, construcciones y elementos inoxidablespara la ind. alimentaria.
MIT MAQUINARIAS S.A. Colombia 271 (B1603CPG)V. Martelli - Bs. As. - ArgentinaTel.: (54 11) 4761-5300 - Fax: (54-11) [email protected] - www.mitmaq.com Venta de maquinarias para la Ind. de alimentos -Representante en Argentina de HANDTMANN (embuti-doras), TREIF (cubeteadoras, porcionadoras, feteadoras),INAUEN VC999 envasadoras al vacío, Termoform),GÜNTHER (inyectoras, tumblers, tiernizadosras), ANRIT-SU (detect. de metales y equipos Rayos X), Biro (mezcla-doras, picadoras, sierras, feteadoras manuales, ETC.),Maurer (hornos, secaderos etc.), Tipper Tie Technopack(clipeadoras) y Tipper Tie Alpina (clipeadoras).
MONDINO S.R.L.Av. Arijón 1353 (2000) Rosario - Santa Fé - Arg.Tel.: (54 341) 464-1221/[email protected] - www.mondinosrl.com Fábrica de gabinetes, heladeras comerciales ycámaras frigoríficas.
MONTEROAv. T. Edison 926 (7600) Mar del Plata - Bs. As. - Arg.Tel.: (54 0223) 410-2194 - Fax: (54 0223) [email protected] [email protected]

� Guía de Proveedores Anunciantes
®
71abril 2010
Montaje, mantenimiento y reparación de máqui-nas procesadoras de pescado. Tornería y fresado engeneral fabricación de repuestos.
MTHMoreno y Alem (E3116CXC) Crespo - Entre Ríos - Arg.Tel./Fax: (54-343) [email protected] - www.mthsrl.com.ar Refrigeración comercial e industrial, cámaras frigo-ríficas, puertas frigoríficas.
NUTRALIA S. R. L.Av. Facundo Subiría 6513 (S3004LSM)Santa Fe - ArgentinaTel./Fax: (54 342) [email protected] - www.nutralia.netPremezclas y emulsiones de vitaminas, minerales,nutrientes especiales para fortificación de alimen-tos para consumo humano. Formulaciones energi-zantes. Antioxidantes para grasa vegetal (cereales).Aminoácidos. Ácidos grasos esenciales.
OLF OSCAR L. FONTANChaco y Entre Ríos (CS2134AUH)Roldán - Santa Fe - ArgentinaTel.: (54 341) 4961238 - Fax: (54 341) [email protected] www.oscarlfontan.com.ar Máquinas para la industria frigorífica y alimenticia.
OLIVOS REFRIGERACÓNAv. Usual 3834 (1636) Olivos - Bs. As. - ArgentinaTel./Fax: (54 11) [email protected] www.olivosrefrigeracion.com.ar Fábrica de Heladeras comerciales especiales y a medida,heladeras frío/calor, exhibidores de tortas, cámaras frigorífi-cas, mostradores, bateas, heladeras carniceras, entre otras.
OSCAR MANCINI SAJoaquín V. González 1333 (C1407CZY) Bs. As. - Arg.Tel.: (54 11) 4648-1211 - Fax: (54 11) 4648-1211 Int. [email protected] - www.omancini.com.ar VOLTA: Bandas transportadoras extremadamentehigiénicas FLEXCO: Uniones mecánicas metálicas,plásticas BANDO-BRECOflex- ESBAND: Correas sin-crónicas, V, especiales.
O. V. ESPECIASRemedios 5992 (C1440AXX) Bs. As. - ArgentinaTel.: (54 11) 4687-3037 - Fax: (54 11) [email protected] www.ovespecias.com.ar Molienda de especias naturales, vegetales, deshi-dratados, sabores, aditivos y materias primas.
PAGANINI, COMBA HNOS Y CIA. S. R. L.Av. Los Piamonteses 1163 (2419)Brinkmann - Córdoba - ArgentinaTel.: (54 3562) 480184 - Fax: (54 3562) [email protected] www.paganini_comba.com.ar Máquinas para la ind. alimentaria.
PEHUENBacacay Nº 2455 PB Of. 3 (C1406GDK)Bs. As. - ArgentinaTel.: (54 11) 4632-1148/1188 - Fax: (54 11) [email protected] www.pehuen-argentina.com.ar Válvulas - controles digitales - presostatos - termos-tatos - llaves de paso - compresores - repuestos -controles de nivel - instrumentos de medición -manómetros - termómetros.
PEHUENIA ALIMENTARIA SRLFrancisco Bilbao Nº 5370 (C1440BF)Bs. As. - ArgentinaTel.: (54 11) 4684-0111 - Fax: (54 11) [email protected] www.pehueniasrl.com.ar Fábrica y comercialización de: Pulpas y Variegattos -Toppings y Pastas - Salsas - Estabilizantes y Neutros -Cacaos -Agentes de Batidos en polvo y pasta - Mouse -Bases dietéticas.
PIAZZA SERVICIOS INDUSTRIALESPueyrredón 4765 (2000) Rosario - Santa Fe - Arg. Tel.: (54 0341) [email protected] - www.piazzasi.com.arVenta y reparación de maquinaria para la industrialáctea. Separadoras centrífugas. Equipos e imple-mentos. Repuestos.
PIERALISI ARGENTINA S.A.Paraná 4456 (B1605DGH) Munro - Bs. As. - Arg.Tel. desde el exterior: (54 911) 4937-7201 / 4969-6585Tel. en Argentina: 15 4937-7201 / 15 [email protected] - www.pieralisi.comEquipos centrífugos y Líneas para la producción deaceite de oliva.
PLÁSTICOS ARENALESLos Olivos 609 (B1708CNC) Morón - Bs. As. - Arg.Tel.: (54 11) 4645-0172/0173/4696-3464/3753 Fax: (54 11) [email protected] www.plasticosarenales.comFábrica de envases para la industria del helado.
PLÁSTICOS LAVALLEJA S.R.LFitz Roy 267 (1414) Bs. As. - ArgentinaTel.: (54 11) 4854-8685/4856-7005 - Fax: [email protected] [email protected] www.moldesparachocolate.com.ar Fábrica de moldes para chocolates y helados - exhibidores.
POLARTIKDe Pinedo 25 (1878) Bernal - Bs. As. - ArgentinaTel.: (54 11) [email protected] - www.polartik.com.ar Fabricación y venta de equipamiento para instala-ciones comerciales. Bateas, exhibidoras verticales,supernovas, heladeras carniceras. Hornos, cocinas,freidoras, balanzas, amasadoras, batidoras.
POLY CLIP SYSTEM S.A.Uruguay 3962 (B1643ELP) Beccar - Bs. As. - Arg.Tel.: (54 11) 4765-3839 - Fax: (54 11) [email protected] - www.polyclip.com Clipeadoras automáticas, semiautomáticas y manua-les, emulsores, embutidoras, hornos, envasadoras alvacío, cortadoras de congelado, descuereadoras,desveladoras, más repuestos y el mejor service.
PRIME INTERNATIONAL S.R.L.Esmeralda 740 piso 6º Of. 613 Bs. As. - Arg.Tel.: (011) 4393-3464/9760 - Fax: (011) [email protected] www. prime-intl.com.ar
PRODUCTOS QUÍMICOS AURIAL S.R.L.Niels Bohr 4875 Malvinas Argentinas (1615)Bs. As. ArgentinaTel.: (03327) 455654/ 452007 Tel.: (54 11) 5093-9521 - Cel. (15) 3024-4401 [email protected] - www.aurial.com.arLimpieza y desinfección industrial.
PRODUCTOS QUÍMICOS MAGIAR S.A.Cabrera 3288 (1186) Bs. As. - ArgentinaTel.: (54 11) 4963-1525 - Fax: (54 11) [email protected] Representante y distribuidor de Neogen Corp. (USA)para Argentina - Chile. kits de diagnóstico y medios decultivo para control de calidad de alimentos.
PROINTAL S.A.José Hernández 1654 Piso 6º B (1426)Bs. As. - ArgentinaTel: (54 11) 4706- 3984 / Cel.: (15) 4975- 1218 - Fax:(54 11) 4788- [email protected] Magnesio - Condimentos - Frutas secas.
PRONO INGENIERIA S.A.Martín Zapata 3740 (3000) Santa Fe - ArgentinaTel.: 54 (0342) [email protected] www.pronoing.com.arVenta, Instalación y Servicio de Equipos de: frío ali-mentario, refrigeración comercial y aire acondicio-nado split y central. Repuestos para refrigeración yaire acondicionado familiar y comercial.
PULVER S.R.L.Av. Vélez Sársfield 279/299 (C1282AFC)Bs. As. - ArgentinaVenta telefónica: (54 11) [email protected] Carrito de compras: www.pulver.com.ar Estabilizantes y esencias naturales para helados, yema líqui-da y en polvo alta pigmentación. Productos para panifica-dos, pastelería, gastronomía y pastas. Huevo líquido y enpolvo. Productos para nutrición deportiva y clínica. Envíos atodo el país, pagos con tarjetas de crédito. Venta telefóni-ca.
REFLASARTE Salguero 1931 (1657) Loma Hermosa - Bs. As.Tel.: (54 11)4769-6794 - Cel.: [email protected] - www.reflasarte.com.arEmpresa dedicada a la refrigeración industrial conamoníaco, prestando principalmente servicios dereparación y venta de compresores a tornillos comoHOWDEN, MYCOM, SABROE, FRICK, STHAL.
REEFERLINE - PABLO A. SIVIERIUdine 80 (5223) Colonia Caroya - Córdoba - ArgentinaTel./Fax: (03525) 468993 - Tel./Cel:(0351) [email protected] - www.reeferline.com.ar Contenedores refrigerados - alquiler - ventas.Entregas en todo el país - servicio técnico.Productos enfriados o congelados.
REGIONAL TRADE S.A.España 1384 (2240) Coronda - Santa Fe - Arg.Tel: (54 0342) [email protected]
REPOSTARVera 720 (1414) Villa Crespo - Bs. As. - ArgentinaTel./Fax: (54 11) [email protected] - www.repostar.com.arDistribuidor mayorista, materia prima para panaderías,repostería, pastelería, chocolates, dulce de leche, pulpas,jaleas, mermeladas. Moldes, útiles, papelería especial.
RICH DE ARGENTINAArenales 1123 - 2º Piso (C1061AAI)Bs. As. - ArgentinaTel./Fax: (54 11) [email protected] - www.richs.comCremas para repostería y heladería.
RINNACalle 135 Nº 2719 (1650) Villa Libertad - San Martín - Bs. As. - ArgentinaTel./Fax: (54 11) [email protected] www.rinna.com.arMáquinarias y equipos para heladerías y fábricasde helado.
ROBERTO MIGUEL VIGNAAdm.: Riobamba 1535(2000) Rosario - Santa Fe - Arg.Tel.: (54 341) [email protected] www.rvigna.freeserver.comFábrica: Bv. Seguí 4050 (2000) Rosario - Santa Fe -Argentina Moldes plásticos micro perforados paraelaboración de quesos.
SABORES1ª de Mayo 1220 (2300) Rafaela - Santa Fe - Arg. Tel.: (54 3492) 420308 - [email protected] Materias primas y envases para heladerías.
SAF ARGENTINA S.A.A.M. de Justo 2050 1º piso Of. 107 (1107)Bs. As. - ArgentinaTel.: (54 11) 4315-3400 / (2202) [email protected] Levadura, levadura prensada, seca instantánea,seca inactiva, mejoradores para panificación, leva-dura enológica y levadura para alimentación ani-mal.
SAPORITI S.A.Bme. Mitre 2364/66 (1039)Bs. As. - ArgentinaTel.: (54 11) 5861-6100 - Fax: (54 11) [email protected] www.gruposaporiti.comIngredientes para la ind. alimentaria: sabores, colo-rantes, estabilizantes y emulsionantes, hidrocoloidesnutricionales, enzimas, conservantes, otros consultar.
SAYOSAv. Jujuy 823 (C1229ABD) Bs. As. - ArgentinaTel.: (54 11) 4931-7969/[email protected] - www.sayos.com.arAmoblamientos para Panaderías, Confiterías, Fábricasde Pastas, Cafeterías y Heladerías. Exhibidoras
SIMES S.A.Av. Facundo Zuviría 7259 (3000) Santa Fe - ArgentinaTel.: (54 342) 489-1080/ 400-0156 Fax: (54 342) [email protected] - www.simes-sa.com.ar Máquinas para la ind. alimentaria, farmacéutica,cosmética y química. Homogeneizadores de pisto-nes alta presión. Mezcladores sólidos - líquidos.

abril 2010
StaffIndice de AnunciantesAMG 11
ANEKO RCT
ASEMA 57
AURIAL 65
BAGUIN 33
BAUDUCCO 5
BK GIULINI 29
CARLINI 21
CARMAT 12
CAS 41
CHR. HANSEN CT
COOL TAINER 61
DESINMEC 59
EDELFLEX 1
ETI T
FAMIQ 23
FITHEP 35
FRIO RAF 31
GAT 27
HARMONY 49
ICC 25
ILOLAY 3
INDUSTRIAS DG 53
ING. LÓPEZ 9
ING. SIRI 37
IPA 2
LA RAIZ 21
LIPOTECH 34
NUTRALIA 45
PEHUEN 10
PIAZZA 38
PRONO ING. 17
REEFER LINE 42
SAPORITI 13
SIMES 21
TECNO FIDTA 7
THE ICE BOX 19
3M RT
TESTO 15
UNO ARQ. 67
VIGNA 40
VMC 27
Di rec tor: Nés tor E. Ga li bertDi rec to ra Edi to rial: Prof. Ana Ma ría Ga li bertRelac. Internac.: Prof. M. Cris ti na Ga li bertDi rec ción Técnica: M.V. Néstor Galibert (h)
Di rec ción, Re dac ción y Ad mi nis tra ciónPublitec S.A.: Av. Ho no rio Puey rre dón 550(C1405BAP) Bs. As. - Ar gen ti naTel. y Fax: (54-11) 4903-9600 (rot.)info@publitec .co m.arC.U.I.T. N° 30-51955403-4En Brasil: Rua Amaro Cavalheiro, 28Pinheiros - SP - Cep: 05425-010Tel: 11 - 3813-1808 - Cel: 11 - [email protected] - www.publitecbrasil.com.brEsta revista es propiedad de Publitec S.A.
ImpresiónGRA FI CA PINTER S.A.México 1352/55 (C1097ABB) Buenos AiresTel ./Fax: (54-11) [email protected] m.ar
Publitec es miembro de:
Revistas online en: www.publitec.com
SIPEA AMERICANAMéndez de Andés 544 (1405) Bs. As. - ArgentinaTel.: (54 11) 4904-2236/4903-9122 Fax: (54 11) [email protected] - www.sipea.net www.sipeamaquinas.com.arContenedores de residuos, pallets, pisos, canastos,bandejas, separadores para cámaras, bins, tachoscilíndricos, tanques, etc.
SIVIAR S.R.L.Murature (Calle 18) 3731 (B1672AWA)San Martín - Bs. As. - ArgentinaTel.: (54 11) 4755-2916 - Fax: (54 11) [email protected] - www.siviar.com.ar Elaboración de concentrados naturales para laobtención de Fernet, Fernet Cola, AperitivoAmericano, Amargo Serrano, Aperitivo sin alcoholy licores. Además de comercializarlos listos para elconsumo.
TAGLIAVINI Pte. Quintana 359 - Cap. Bermúdez - Santa Fe - Arg.Tel.: (54 341) 491-3368Via Ponte taro, 27/B (43015) Noceto - Parma - ItaliaTe.: (39-0521) 628844 - Fax: (39-0521) [email protected] - [email protected] -www.tagliavini.com Hornos y equipos de panadería y pastelería.
TAN - TALLERES AENE Sargento Cabral 3424 (1650) Munro - Bs. As. - Arg.Tel/Fax: (54 11) [email protected] - www.talleresaene.com.ar Molinos coloidales, envasadoras lineales y máqui-nas para el sembrado del helado. Equipamientosindustriales - Plantas llave en mano - Actualizacióntecnológica y aumento de capacidades - Montajesindustriales - Servicios de ingeniería.
TECNOALIMENTARIA S.R.L.Av. Melian 2934 (C1430EYL) Bs. As. - ArgentinaTel./Fax: (54 11) [email protected]
Representante oficial de HY LABS, en Argentina,Paraguay y Uruguay. Métodos rápidos de análisismicrobiológicos para la industria alimentaría. Sistemasde aseguramiento de calidad HACCP, GMP, POES.TECNOALIMENTI SRLAvalos 748 (1427) Bs. As. - ArgentinaTel./Fax: (54 11)[email protected] - www.tecnoalimenti.com.arIngredientes para la ind. alimentaria. Proteínas dealto valor nutricional. Proteínas funcionales para laind. cárnica. Fosfatos. Carrageninas. Fermentos.Estabilizantes. Aditivos. Asesoramiento Técnico.
TECNOFREDRicardo Balbín 4412 (Ex Rota 8) (1650)Villa Bonich - San Martín - Bs. As. - ArgentinaTel.: (54 11) 4768-4652 - Fax: (54 11) [email protected] - www.tecnofred.com.arFábrica de cámaras frigoríficas modulares inyecta-das en poliuretano, walkin coolers, open coolers,bateas, mostradores refrigerados y todo tipo deheladeras comerciales.
TERCER SABOR Itaqui 1877 (1437) Bs. As. ArgentinaTel.: (54 11) 4919-2059 - Fax: (54 11) [email protected] - www.tercersabor.comPastas artesanales, estabilizadores, neutros texturi-zantes, sabores concentrados, soft, palitos.
TESTO ARGENTINA S.A.Av. Directorio 4901 (C1440ASB)Bs. As. - ArgentinaTel.: (54 11) 4683-5050 [email protected] - www.testo.com.ar Instrumentos de medición. Control de cadena defrío, humedad, termómetros y medición de pH.Determinación del valor de actividad acuosa.
THE ICEBOXSan Pedrito 3651 (C1437BQF)Bs. As. - ArgentinaTel./Fax: (54 11) 4918- 6006/ [email protected] - www.theicebox.com.ar
Servicio de almacenamiento y congelamiento deproductos. Consolidación de operaciones de comer-cio exterior. Servicios aduaneros. Báscula fiscal.SENASA: Diversos destinos de exportación habilita-dos.
TROMBA S.A.Dr. Casazza 235(1870) V. Dominico, Avellaneda - Bs. As. Argentina Tel.: (54 11) 4207-7622www.tromba-sa.com.arBombas centrífugas para la industria - CertificaciónISO 9001-2000
UNOARQBahia Blanca 3332 P.B. "C"( C1417ASZ) Buenos Aires - ArgentinaTel. (54 11) 4502-5842 - Fax: (54 11) [email protected] - www.unoarq.com.arServicios de Project Management, Arquitectura eIngenieria. Especialización en Obras de IndustriaAlimenticia, Áreas de Spray Dryers,Warehouses,Laboratorios y Oficinas.-
VIFF CANDYBauness 963(C1427BCK)Bs. As. - ArgentinaTe./Fax: (54 11) 4524-3610/[email protected] [email protected] - www.viffcandy.com.arFabricación y distribución de baños de repostería,chocolates, chips, granitas, crocantes, confites, mer-melada de membrillo, azúcar impalpable, azúcarnegra, jalea de brillo, estabilizantes para helados, etc.
VMC REFRIGERACIÓN S.A.Av. Roque Sáenz Peña 729 (2300)Rafaela - Santa Fe - ArgentinaTel.: (54 3492) 43-2277 - Fax: (54 3492) [email protected] - www.vmc.com.ar Instalación de proyectos frigoríficos "llave enmano". Compresores de aire a tornillos, compreso-res alternativos, productoras de hielo, cristalizado-res de grasa.
72
®
� Guía de Proveedores Anunciantes

RCTapa TLL 60:Maquetación 1 18/08/2010 02:27 p.m. Page 1