
Thomas Brettnich and Simon ... - Sumitomo (SHI) Demag
6
Thomas Brettnich and Simon Geltinger The Ultimate in Precision Process Reproducibility 3/2012 Volume 102 www.kunststoffe-international.com Magazine for Plastics Extrusion Elastic Tilt Joints Improve Ring-Shaped Dies 21 EXTRA COST EFFECTIVE LIGHTWEIGHT CONSTRUCTION IN AUTOMOBILES from page 29 Injection Molding Switchable Non-Return Valve for the Manufacture of Precision Components 11 AUTOMOTIVE Kunststoffe © Carl Hanser Verlag, München. 2012. All rights including reprinting, photographic reproduction and translation reserved by the publishers. Special reprint from Kunststoffe international 3/2012 Sumitomo (SHI) Demag Plastics Machinery GmbH [email protected] www.sumitomo-shi-demag.eu
Transcript of Thomas Brettnich and Simon ... - Sumitomo (SHI) Demag

Thomas Brettnich and Simon Geltinger
The Ultimate in PrecisionProcess Reproducibility
3/2012Volume 102 www.kunststoffe-international.com
Magazine for Plastics
ExtrusionElastic Tilt Joints
Improve Ring-Shaped Dies21
EXTRACOST EFFECTIVE
LIGHTWEIGHT CONSTRUCTIONIN AUTOMOBILES
from page 29
Injection MoldingSwitchable Non-Return
Valve for the Manufactureof Precision Components 11
AUTOMOTIVEKunststoffe
© Carl Hanser Verlag, München. 2012. All rights including reprinting, photographic reproduction and
translation reserved by the publishers.
Special reprint from Kunststoffe international 3/2012
Sumitomo (SHI) Demag Plastics Machinery [email protected]
2 © Carl Hanser Verlag, Munich Kunststoffe international 3/2012
I N J EC T I ON MOLD ING
The Ultimate in Precision
Process Reproducibility. As there is no
way to directly influence the closing of
conventional non-return valves in all-
electric injection molding machines for
high-precision parts, this represents a
potential weak point with regard to
process reproducibility. This problem can
be eliminated with a development which
is thus far unique in the European market:
a switchable non-return valve.
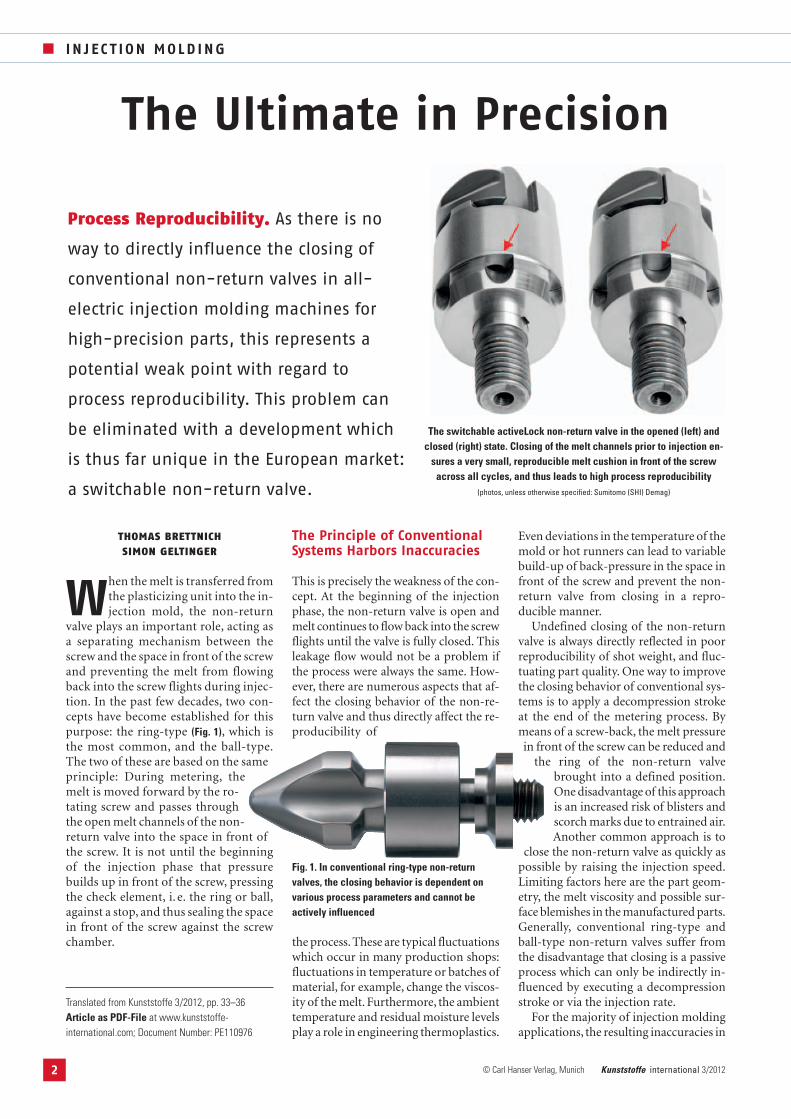
The switchable activeLock non-return valve in the opened (left) andclosed (right) state. Closing of the melt channels prior to injection en-
sures a very small, reproducible melt cushion in front of the screwacross all cycles, and thus leads to high process reproducibility
(photos, unless otherwise specified: Sumitomo (SHI) Demag)
THOMAS BRETTNICH
SIMON GELTINGER
When the melt is transferred fromthe plasticizing unit into the in-jection mold, the non-return
valve plays an important role, acting asa separating mechanism between thescrew and the space in front of the screwand preventing the melt from flowingback into the screw flights during injec-tion. In the past few decades, two con-cepts have become established for thispurpose: the ring-type (Fig. 1), which isthe most common, and the ball-type.The two of these are based on the sameprinciple: During metering, themelt is moved forward by the ro-tating screw and passes throughthe open melt channels of the non-return valve into the space in front ofthe screw. It is not until the beginningof the injection phase that pressurebuilds up in front of the screw, pressingthe check element, i. e. the ring or ball,against a stop, and thus sealing the spacein front of the screw against the screwchamber.
The Principle of ConventionalSystems Harbors Inaccuracies
This is precisely the weakness of the con-cept. At the beginning of the injectionphase, the non-return valve is open andmelt continues to flow back into the screwflights until the valve is fully closed. Thisleakage flow would not be a problem ifthe process were always the same. How-ever, there are numerous aspects that af-fect the closing behavior of the non-re-turn valve and thus directly affect the re-producibility of
the process. These are typical fluctuationswhich occur in many production shops:fluctuations in temperature or batches ofmaterial, for example, change the viscos-ity of the melt. Furthermore, the ambienttemperature and residual moisture levelsplay a role in engineering thermoplastics.
Even deviations in the temperature of themold or hot runners can lead to variablebuild-up of back-pressure in the space infront of the screw and prevent the non-return valve from closing in a repro-ducible manner.
Undefined closing of the non-returnvalve is always directly reflected in poorreproducibility of shot weight, and fluc-tuating part quality. One way to improvethe closing behavior of conventional sys-tems is to apply a decompression strokeat the end of the metering process. Bymeans of a screw-back, the melt pressurein front of the screw can be reduced and
the ring of the non-return valvebrought into a defined position.One disadvantage of this approachis an increased risk of blisters andscorch marks due to entrained air.Another common approach is to
close the non-return valve as quickly aspossible by raising the injection speed.Limiting factors here are the part geom-etry, the melt viscosity and possible sur-face blemishes in the manufactured parts.Generally, conventional ring-type andball-type non-return valves suffer fromthe disadvantage that closing is a passiveprocess which can only be indirectly in-fluenced by executing a decompressionstroke or via the injection rate.
For the majority of injection moldingapplications, the resulting inaccuracies in
Fig. 1. In conventional ring-type non-returnvalves, the closing behavior is dependent onvarious process parameters and cannot beactively influenced
Translated from Kunststoffe 3/2012, pp. 33–36Article as PDF-File at www.kunststoffe-international.com; Document Number: PE110976

3Kunststoffe international 3/2012
I N J EC T I ON MOLD INGIN J EC T I ON MOLD ING
the melt cushion have a negligible impacton part quality – relative to the precisionof the injection molding installation as awhole. For parts which require very highprecision and process reproducibility,however, the undefined closing behaviorof conventional non-return valves repre-sents a weak point. Such precision arti-cles, especially those required in the elec-tronics and medical industries, are mold-ed in high-precision molds on all-elec-tric machines in order that tighttolerances on dimensions and weightsmay be met.
Switchable Valve Seals ReliablyAfter Metering
In an overall system of this kind which isgeared toward high precision, the non-re-turn valve creates a gap in precision whichSumitomo (SHI) Demag Plastics Ma-chinery GmbH, Schwaig, Germany, hasnow closed with a development which is
both new and unique to the Europeanmarket.
Since K 2010, the company has offeredprecision injection molders that use all-electric machines a switchable non-re-turn valve which seals the space in frontof the screw with great precision and re-producibility. Sumitomo (SHI) Demagmarkets the concept under the term ac-tiveLock. The principle behind theswitchable non-return valve differs sub-stantially from that of conventional ring-types or ball-types. The crucial aspect isthat activeLock closes at the end of themetering process and so isolates the spacein front of the screw during the entire in-jection phase.
Inside the component, a rotatable sealring is closed by a counter-rotating move-
ment of the screw (Title picture). Duringplasticizing, the valve is open by virtue ofthe screw rotation and the melt flowsthrough the open channels into the spacein front of the screw. After metering, thescrew rotates in the opposite directionand thus closes the melt channels of thenon-return valve completely and reliably.This process takes place in isolation fromother process steps and is independent ofprocess fluctuations. The closing move-ment, which is thus defined and can beactively influenced, manifests itself in asignificant increase in process repro-ducibility. The fact that the valve closesfully prior to the injection phase is illus-trated by the pressure conditions meas-ured during injection (Fig. 2).
The technology of using rotation toclose a non-return valve was patented sev-eral years ago by the Japanese parent com-pany, Sumitomo. As several thousandswitchable non-return valves are alreadyin use on all-electric Sumitomo (SHI)
Demag machines in Asia and the USA,customers in Europe stand to benefitfrom a wealth of experience. Even beforethe official sales launch at K 2010 – sincewhen over a hundred have been sold inEurope – a number of field test customers(including Wago, Dehn + Söhne, Fisch-er) had begun using the technology.
Increased Process Reliability inField Test
One of the very first activeLock users wasFischer GmbH & Co., KG, Sinsheim, Ger-many. Specialized in plug-connector sys-tems, this fabricator decided in 2004 toswitch to all-electric injection moldingmachines. Robin Kemter, responsible forproject management and process opti-
mization at Fischer, reported in a presen-tation at Fakuma 2011 that activeLockfurther improved the process reliabilityabove and beyond the improvement aris-ing from the use of all-electric machines.Greater reproducibility, improved partquality, less scrap, larger process windowsand less dependence on temperature andviscosity values were the key outcomes,he said.
By way of proof, Kemter explained theresults obtained during the manufactureof a two-pole contact fuse (Fig. 3) made ofPBT-GF20. The 0.62-g parts were manu-factured in a 16-cavity mold with quadru-ple hot runner on an IntElect 50 (500 kN,screw diameter: 25 mm), once with a con-ventional ring-type non-return valve andonce with the activeLock version. Overthe course of 600 shots, the scatter plotfor the standard non-return valve re-vealed 18 cycles outside the toleranceband of the melt cushion (Fig. 4). Such out-liers did not occur with activeLock.
Reliability in both processing and theuse of its products is a top priority forDehn + Söhne GmbH and Co. KG., Neu-markt,Germany.This family-run compa-ny focuses with its own product range onthe three areas of surge protection, light-ning protection/grounding and industri-al safety. In the field test, Dehn used an
Time
800
bar
600
500
400
300
200
100
0
-1000
Mel
t pr
essu
re
1 2 3 4 5 6 7 8 s 9Time
800
bar
600
500
400
300
200
100
0
-1000
Mel
t pr
essu
re
1 2 3 4 5 6 7 8 s 9
Injection and back pressurePressure at the additional pressure sensor behind the non-return valve
Fig. 2. The pressure peak during injection (material: PA6.6) behind the standard non-return valve indicates melt flow-back (left). In contrast, no pressurebuildup is detected when the activeLock is used (right)
© Kunststoffe
Sumitomo (SHI) DemagPlastics Machinery GmbHD-90571 SchwaigGermanyTEL +49 911 5061-0> www.sumitomo-shi-demag.eu
Contacti

4Kunststoffe international 3/2012
I N J EC T I ON MOLD ING
IntElect 50-110 (500 kN, screw diameter:25 mm) fitted with an eight-cavity hotrunner mold to make a high-precision,PA6.6 part weighing 1.2 g for a surge pro-tection device. Compared with those forthe ring-type non-return valve,deviationsfrom set part weight for the switchablevalve moved within a narrower range.Thevalues were calculated both for the indi-vidual cavities and as the average value fora lot size of 100,000 (Fig. 5). On average, ac-tiveLock halved the deviations.
Better Melt CushionReproducibility, and More
In general, melt cushion fluctuations canbe improved by the order of 30 and 50 %(Table 1). Moreover, the defined closingbehavior in the cavities creates repro-ducible pressure conditions, which inturn reduce fluctuations in density, crys-tallinity, and warpage and so increase thedimensional accuracy. In this new devel-opment, Sumitomo (SHI) Demag is fo-cusing on precision injection moldingwith engineering thermoplastics, such aspolyamides,PBT,PEEK,PEI and LCP ma-terials – materials that have extremely lowviscosity in the melt and whose scrap ratesmust be minimized simply on account ofthe high price.
The main process advantages of active-Lock come to the fore in applications withsmall screw diameters and strokes. Here,it is only logical that the negative influ-ence of the switching operation of stan-dard non-return valves decreases with in-crease in screw diameter (Fig. 6).
In addition, the injection stroke playsan important role: the shorter the injec-tion stroke, the greater is the negative in-fluence exerted by the switching opera-tion of conventional non-return valves.Where a switchable valve is employed,however, tiny injection strokes of muchless than 1D can be executed reliably. Thisaffords greater flexibility in the use of in-jection molding machines. Thus, tiny
parts can be made to high precision onelectrical standard injection molding ma-chines. An important aspect here is thatwhere standard plasticizing units are em-ployed there is no need to use costly mi-cro-pellets.
Micro-injection molding on standardmachines has long been a staple of StammAG, Hallau, Switzerland. This fabricator,well-known for its micro-processor spe-cialties, produces 55-mg planetary carri-
ers made of POM in a four-cavity moldon an IntElect 50-45 (500 kN, screw di-ameter: 14 mm). Stamm, too, exploits theadvantages of activeLock and has boost-ed in this case part-weight reproducibil-ity by a good 50 % compared with the re-sults obtained with a standard non-returnvalve (Table 2).
Exploiting Precision Potentialin Full
Since the end of the field test phase, Sum-itomo (SHI) Demag has been providingthe new product for all screws in the di-ameter range of 14–35 mm. As the stan-dard non-return valves employed hither-to have identical dimensions and con-necting threads, retrofitting an activeLockdoes not usually present a problem. In theNC5 controller, an additional screen viewfacilitates operation. For the determina-tion of the three variables, rotation angle,rotation speed and timing of the closingprocess, Sumitomo has worked out sim-ple ground rules on the basis of numer-ous technical tests.
The non-return valve which can beswitched via a screw-back rotation has
Non-return valve Shot weight Melt cushion
Absolute Scatter Scatter Absolute Scatter
[g] [g] [%] [cm3] [cm3]
Standard 42.094 0.037 0.09 6.485 0.190
Switchable 42.035 0.017 0.04 4.719 0.087
Change to standard [%] –54 –54
Table 1. This plug-connector housing made of PBT-GF20 was produced in an eight-cavity mold by Fischer on an IntElect 160-500 (1,600 kN, 40-mm screw,42.0 g shot weight, cycle time: 15 s). This switchable non-return valve demonstrably improves the reproducibility of the shot weight and the residual meltcushion (source: Fischer)
Cycle number
7.0
6.5
6.0
5.5
5.0
cm3
Mel
t cu
shio
n
0 100 200 300 400 500 600 700
SwitchableStandard
Non-return valve type
Fig. 4. During manufacture of the two-pole contact fuse (see above), the switchable non-return valvenot only reduces the melt cushion, it also ensures compliance with tighter limits (figure: Fischer)
© Kunststoffe
Fig. 3. This two-pole contact fuse made of PBT-GF20 was manufactured during the field testwith both a conventional ring-type non-returnvalve and the activeLock version (photo: Fischer)

5 © Carl Hanser Verlag, Munich Kunststoffe international 3/2012
I N J EC T I ON MOLD ING
been patented by Sumitomo. In the Eu-ropean market, no other manufactureroffers this technology. To take maximumadvantage of the precision and efficien-cy potential of all-electric injectionmolding machines, Sumitomo (SHI)Demag has developed a number of oth-er modules to support the switchablenon-return valve. With activeDynamics,for example, precisely matched motors,frequency converters and machine con-trollers can achieve very short scanningtimes for the axis controller, this en-abling even complex injection profiles tobe adjusted accurately and reproducibly.The function activeFlowBalance for
multi-cavity molds compensates themelt pressure in the various cavities byactively stopping the screw at the tran-sition from injection to holding pressureand thereby enhances part quality. �
THE AUTHORS
DIPL.-ING. (FH) THOMAS BRETTNICH, born in1979, is head of Technology Development at Sumito-mo (SHI) Demag Plastics Machinery GmbH, Schwaig,Germany; [email protected]
DIPL.-ING. (FH) SIMON GELTINGER, born in 1981,is responsible for Technology Development Plasticiza-tion at Sumitomo (SHI) Demag;[email protected]
Non-return valve Part weight (4 cavities)
Absolute Scatter Standard deviation
[g] [g] [g]
Standard 0.0552 0.0016 0.000461
Switchable 0.0556 0.0011 0.000218
Change to standard [%] –31.3 –52.7
Table 2. This 55-mg planetary carrier made of POM is produced by Stamm AG in a four-cavity mold on an IntElect 50-45 standard all-electric injectionmolding machine (500 kN, 14-mm screw). Even for the micro-application, the switchable non-return valve makes a marked improvement in weightreproducibility (source: Stamm)
Cavity
Bandwidth for part weight fluctuation over 100,000 parts0.020
0.016
0.012
0.008
0.004
0
g
1 2 3 4 5 6 7 8 Averagevalues
Wei
ght
Standard non-return valveSwitchable non-return valve
Fig. 5. Precision partsmade of PA6.6 andweighing 1.2 g deviatefrom the set partweight within a nar-rower range when ac-tiveLock is used. Thevalues were calculat-ed for each of the eightcavities and averagedfor a lot size of 100,000(source: Dehn + Söhne)
© Kunststoffe
Screw diameter
8
%
6
5
4
3
2
18 22 25 30 35 40 45 mm 50
Ratio
of
lock
ing-
ring
stro
keto
sta
ndar
d in
ject
ion
stro
ke
Fig. 6. Stroke of thelocking ring of a ring-type non-return valvein comparison withthe usual screwstroke (usual injec-tion stroke-values as-sumed). As the screwdiameter increases,the influence of theswitching cycle de-creases
© Kunststoffe
activeLock is one of 13 „active“ componentsfor production efficiency



















