Thiopaq Technical Presentation - Stranded Gas...
20
Thiopaq Technical Presentation
Transcript of Thiopaq Technical Presentation - Stranded Gas...

Thiopaq Technical Presentation

“Stranded Gas” Defined!Gas that is not marketable for one or more reasons!
! Small volume!
! Low pressure!
! Btu value too low or too high!
! Inerts such as nitrogen and carbon dioxide!
! Corrosives such as hydrogen sulfide and water!
! Condensable heavy hydrocarbons!
! Proximity to a pipeline or 3rd party treater!ABUTEC HTE!
HIGH TEMPERATURE FLARE!

Monetizing your assets!Turn low quality gas into a marketable product!
! Gas compression requirements !
! Effectiveness of certain gas conditioning processes is often driven by partial pressure of component gases!
! Overcome pressure drop through the conditioning process!
! End use - final delivery pressure!
! Compressor type!
! Centrifugal - fan or regenerative blower!
! Positive displacement - rotary lobe, reciprocating, oil flooded screw, dry screw, sliding vane, liquid ring!

Compressor Packages!
Monetizing your assets!Turn low quality gas into a marketable product!
! Gas conditioning!
! Desulfurization - remove hydrogen sulfide and other sulfur compounds and convert to a stable form for disposal or beneficial use!
! Dehydration - remove water to reduce corrosively!
! Dewpointing - remove heavy hydrocarbons to lower the hydrocarbon dewpoint - lowering the Btu content!
! Upgrading - remove components that do not contribute to the energy value such as carbon dioxide, nitrogen and water - increasing the Btu content!

Custody Transfer Skid!

Desulfurization!The process of removing sulfur compounds
either pre-combustion or post-combustion!
! Flue gas desulfurization (FGD) is a post combustion technique - lime slurry is reacted with SO2 - end product is gypsum (CaSO4)!
! Resolves environmental concerns regarding SO2 emissions!
! Does not address upstream corrosion to pipelines, combustion equipment heat exchanges, engines, etc.!
! Pre-combustion desulfurization removes reduced sulfur compounds (hydrogen sulfide, mercaptans, etc) from the gas prior to transportation and use in combustion equipment!
! Environmental, safety and corrosion issues are all addressed !

Desulfurization!Methodology - Scavengers!
! Scavengers directly react with reduced sulfur compounds in the gas stream to form a stable solid or liquid byproduct !
! Available in solid fixed bed form or liquid form!
! Low capital cost, simple to operate!
! High consumables - $6.00 to $18.00 per lb of sulfur removed!
! High disposal cost - 8 to 12 lbs of reacted byproduct created for each lb of sulfur removed!
! Examples SulfaTreat, Iron sponge, Triazine, Sodium Nitrite, !
Desulfurization!Methodology - Separation!
! Separation technologies selectively remove H2S and CO2 producing a clean product stream and a tail gas stream containing the contaminants which needs further processing !
! Amines are physical solvents that rely on temperature and pressure swings to absorb then desorb acid gases!
! Pressure Swing Adsorption (PSA) uses molecular gate to select molecules based on size!
! “Glassy” membranes are size selective !
! “Rubbery” membranes separate molecules of differing solubility !
! Examples Sulfinol, Rectisol, INEOS, Questair, Guild, MTR !

Desulfurization!• Methodology - Wet Oxidation!
" Oxidative processes use oxygen from air to oxidize H2S to elemental sulfur!
" Wet scrubbing processes are not equilibrium limited so high removal efficiencies are achievable!
" Other than compression costs, the oxidant (air) is free!
" A small need for caustic and proprietary chemicals result in low operating costs in the range of 10 to 30 cents per lb of sulfur removed!
" Low disposal cost - 1-1/2 to 2 lbs of byproduct is created for each lb of sulfur removed - may have beneficial use!
" Examples Thiopaq, LO-Cat, Sulferox, Stretford!

THIOPAQ Process!! Developed by Paques B.V. of The Netherlands!
! First commercial unit installed in 1993 - still in operation today!
! 100 commercial units to date!

Process Description!! Biological process for removal of H2S from gas streams!
! Gas is contacted with an aqueous solution in the absorber!
! H2S is absorbed into solution, consuming hydroxide!
! In a separate vessel, the bioreactor, oxygen is absorbed from air!
! Thiobacillus bacteria metabolize H2S in the presence of dissolved oxygen to form elemental sulfur!
! The oxidation process generates hydroxide!
! Regenerated aqueous solution is returned to the absorber!
THIOBACILLUS!

THIOPAQ® PROCESS!
1! SOUR GAS IN!
2! SWEET GAS OUT!
3! LEAN SCRUBBING LIQUID!
4! RICH SCRUBBING LIQUID!
5! AIR, NUTRIENTS, CAUSTIC!
6! ELEMENTAL SULFUR!
1!
2!
1!1!
6!
3!
4!
5!A! ABSORBER!
B! BIOREACTOR!
C! PROCESS SKID!
C!
A!
3!
B!

Process Flow!1. Sour gas enters the absorber flowing upward!
2. Treated gas exits the top of the absorber!
3. Lean scrubbing solution is pumped from the bioreactor to the top of the absorber - flows countercurrent to gas!
4. Rich solution flows from absorber bottom to the bioreactor!
5. Caustic, nutrients, water and air are introduced into the bioreactor!
6. Produced sulfur is separated and sent to disposal!
SULFUR PRODUCT!IN A 30 YD ROLL-0FF BIN!

Process Control Parameters!
1. REDOX - oxidation reduction potential is continuously monitored - feedback loop controls air flow to bioreactor!
2. pH is continuously monitored and used to control caustic pump operation!
3. Alkalinity is determined using a simple bench-top titration - results are used to adjust caustic pump set-point!
4. Conductivity is measured continuously and used to control the bleed rate!
5. Sulfur content is measured using a simple bench-top settling test using an Imhoff cone - result is used to adjust feed rate to sulfur separator!
6. Outlet H2S concentration can be measured continuously (CEM) or intermittently using stain-tubes!

Sulfur Disposition!! Biologically produced sulfur is
considered “organic”!
! Makes an excellent fertilizer and fungicide!
! Can be land-applied using standard farm equipment!
! Non-hazardous for landfilling as a 50wt% to 65wt% cake!
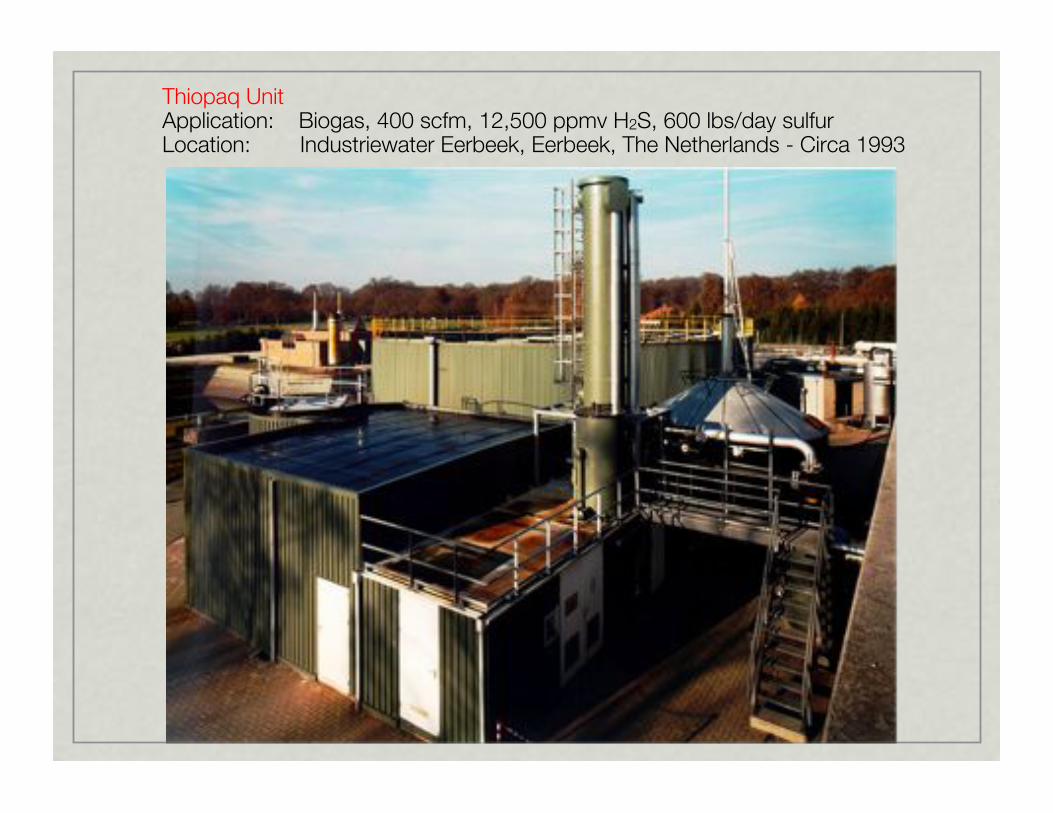
Thiopaq Unit"Application: Biogas, 400 scfm, 12,500 ppmv H2S, 600 lbs/day sulfur"Location: Industriewater Eerbeek, Eerbeek, The Netherlands - Circa 1993!

Thiopaq Unit"Application: Biogas, 310 scfm, 8,450 ppmv H2S, 320 lbs/day sulfur "Location: Delta Nuts, Middelburg, The Netherlands - Circa 1999!

Thiopaq Unit"Application: Landfill Gas, 500 scfm, 30,000 ppmv H2S, 1800 lbs/day sulfur "Location: City of Cedar Rapids, Cedar Rapids, IA - Circa 2000!

Thiopaq Unit"Application: Landfill Gas, 900 scfm, 2000 ppmv H2S, 220 lbs/day sulfur"Location: Ecopark de Wierde, Oudehaske, The Netherlands - Circa 2001!