Thermoplastic composites for primary aircraft structures ...
24
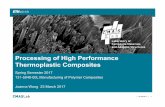
Thermoplastic composites for primary aircraft structures New trends in composite materials 2000 1990 2010 A380 wing fixed leading edges First large scale assembly: Welded fixed wing leading edges A340 Glass/PPS First welded assembly: MUC door Fo50 Carbon/PPS First primary structure: bonded GV pressure floors Ca/PEKK Primary stiffened skin UD based structure First series production: press-formed Dornier ribs Carbon/PEI First co- consolidated torsion box, AW169 Carbon/PPS First Induction welded control surfaces, G650 Co-consoli- dated floor beam Carbon/PEKK Workshop at the University of Girona, 17-09-2019 Bas Tijs, Bas Veldman, Arnt Offringa GKN Aerospace: Fokker
Transcript of Thermoplastic composites for primary aircraft structures ...

Thermoplastic composites for primary aircraft structuresNew trends in composite materials
20001990 2010
A380 wing fixed
leading edges
First large scale
assembly:Welded fixed
wing leading edges A340
Glass/PPS
First welded
assembly:MUC door
Fo50
Carbon/PPS
First primary
structure: bonded
GV pressure
floors
Ca/PEKKPrimary stiffened skin UD
based structure
First series production:
press-formed Dornier ribs
Carbon/PEI
First co-consolidated
torsion box, AW169
Carbon/PPS
First Induction welded
control surfaces,
G650
Co-consoli-dated floor
beam
Carbon/PEKK
Workshop at the University of Girona, 17-09-2019
Bas Tijs, Bas Veldman, Arnt Offringa
GKN Aerospace: Fokker

GKN Aerospace: FokkerOur history is aircraft
1911 - Fokker ‘Spider’ 1924 - Fokker F.VII 1986 – Fokker 100
200019901980197019601950194019301920 2010 202019101900
1996- Super Specialist
Anthony FokkerAviation Pioneer
1890 - 19391911Anthony Fokker’s
first flight in his
home-built
‘Spider’
1996• Acquisition by Stork.
• Aircraft production ceased
1940Destruction of
Dutch facilities
1945Return from the
ashes
2010Fokker
Technologies,
new company name
of the 4 Fokker
Business Units
1919Dutch Fokker
Company founded
1950-90’sMajor player in 50-
100 seats segment,
Fokker 50, 70, 100
1920’sLargest Aircraft
manufacturer in
the USA
2015 - NowAcquisition by GKN
200019901980 2010

Integrated Systems• Wiring & Sensors• Complex assemblies• Industry 4.0 & HRM
Thermoplastics• Welding & AFP• Complex Concepts
Material & Manufacturing• Freeform and Blown
Powder AM• Welding and Machining• Automation
Design & Analysis• Advanced Concepts• Materials technology• Engineering workbench
AM• Powder Bed (EBM /LPB)• Composites• AM Integration (all)
Thermoset• Dry Fibre• Complex Concepts• Anti-Ice Systems
AM• Freeform – Airframe
Metallics• Metallic Forming• Spinning • Complex Ti machining• Transparencies/
Coatings
Composites• Thermoplastic Technologies• Filament winding• Thick walled composites
GKN Technology
Centre
(Bristol, UK)
GKN Technology
Centre (Hoogeveen, Netherlands)
GKN Technology
Centre (Trollhättan,
Sweden)
GKN Technology
Centre (ORNL, USA)
GlobalEco-
System
GKN Aerospace Global Technology CentresWorld Class Centres for Development of Technology and Capability

�Reduce cost
�Reduce weight
�High-move rates
�Improved repair and maintenance
�Green materials and processes
Aerospace OEM objectivesStrong focus on reduction of costs and high-move rates

Thermoplastic compositesMeeting objects through application of thermoplastic composites
Ho
urs
Total costs
€/kg labour
€/kg material+processing
• Out-of-autoclave technology
• Robot technology
• No freezers, less logistics
• No preforming for stiffeners
• Simple layup through
preforms
• Co-consolidation
• Welding
• High kg/hr lay-down rate for
fiber placement
• No pre-compacting
• Short co-consolidation cycle

Thermoplastic compositesAerospace grade thermoplastics at the top of the pyramid
(Figure from Arkema, introduction Kepstan PEKK, 2015)
Developments focussed on:
- Polyetherketoneketone (PEKK)
- Polyphenylene sulfide (PPS)
Available in many forms:
Powders, flakes, pellets, extrusions, (fiber)
reinforced compounds, fabrics, tapes, etc…
Within polymer family many different grades available with different;
- Processing temperatures
- Viscosity and processability
- Crystallization rates
- Strength and ductility

20001990 2010
A380 wing fixed
leading edges
First large scale
assembly:Welded fixed
wing leading edges A340
Glass/PPS
First welded
assembly:MUC door
Fo50
Carbon/PPS
First primary
structure: bonded
GV pressure
floors
Ca/PEKKPrimary stiffened skin UD
based structure
First series production:
press-formed Dornier ribs
Carbon/PEI
First co-consolidated
torsion box, AW169
Carbon/PPS
First Induction welded
control surfaces,
G650
Co-consoli-dated floor
beam
Carbon/PEKK
Thermoplastics road map towards primary stiffened structuresTechnology development at GKN Aerospace: Fokker

bulkhead floor panel
�>4000 panels/year
�panels with thermo-folded edges, welded inserts
�also: primary structure ‘pressure floor panels’ with press-formed edge reinforcements
Gulfstream 550 and 650 thermoplastic floor panelsThermo-folding, ultrasonic welding and press-forming

Gulfstream 550 and 650 floor panelsUltrasonic welding of inserts

Taking advantage of formability thermoplastics:• Cost reduction 50%• From sheet material to part
Gulfstream 550 and 650 thermoplastic trailing edgeThermo-folding of rudder trailing edge

photo courtesy Airbus
Press
• >800 ribs & stiffeners per aircraft
• Automated stamp forming
– preheated tools
– automated handling
• Automatic trimming cellE-glass
Reinforced
Fortron PPS
Airbus A380 thermoplastic leading edge ‘J-nose’Stamp forming and resistance welding

automatic resistance welding => elimination of rivets & shimming
spar or rib+
-
skin
welding
strip
Airbus A380 thermoplastic leading edge ‘J-nose’Stamp forming and resistance welding

Thermoplastic control surfaces Gulfstream G650Press-forming, thermo-folding and induction welding

• Post-buckled multirib design makes for low weight:• large number of ribs but
• a thin skin that may buckle
• Thermoplastics makes for low cost:• welding => low cost assembly• no freezers needed, easier logistics => lower capital
investments• press-forming of ribs, folding of trailing edge, fast lay-up
and short consolidation cycles => low cost parts
10% lighter than previous epoxy composite sandwich panel version
20% lower cost
Thermoplastic control surfaces Gulfstream / DassaultPress-forming, thermo-folding and induction welding

Generated
heat
Alternating
current in C/PPS
laminate
Induction coil
C/PPS
laminate
Magnetic field induces alternating current in laminate
Temperature generated within carbon fabric due to joule heating
Thermoplastic control surfaces Gulfstream / DassaultPress-forming, thermo-folding and induction welding

Thermoplastic control surfaces Gulfstream / DassaultRecycling: access panel from recycled carbon/PPS

Fabrics + PPS
UD PEKK tape
Products become:
• larger• more highly loaded
• at higher move rates
hand lay-up
AutomaticFibre Placement
Out-of-Autoclave
Co-consolidation
Welding
New design concepts
Evolution of thermoplastic composite material and technologyTowards high volume production of highly-loaded primary structures

STUNNING PROJECT - CleanSky 2
“SmarT mUlti-fuNctioNal and INtegrated TP fuselaGe”
Development of a multifunctional thermoplastic fuselage demonstrator
• Automated assembly processes
• Integration of multiple system functionalities
• Application of thermoplastic material and manufacturing processes
• Fastener free design: Thermoplastic welded joints
• Advanced simulation techniques: Virtual Testing & Manufacturing
Skin-stiffener welding Skin-stiffener-frame welding Frame-Floor beam welding
Evolution of thermoplastic composite material and technologyTowards high volume production of highly-loaded primary structures

Evolution of thermoplastic composite material and technologyOut-of-Autoclave manufacturing of parts
Final part

Welded frames &
zero bolts
Thermoplastic composite enabled new design conceptsFuselage frames welded on thermoplastic butt-joint stiffened orthogrid
Butt-joint concept
Flat pre-forms
(laminates)
Short-fiber
reinforced filler
Autoclave
Co-consolidation
Reduced peel forces due
to elimination of clips

Analysis and Testing of a Thermoplastic Composite Stiffened Panel Under Compression, Kevin S. van Dooren, Edgars Labans, Bas H.A.H. Tijs,
Jan E.A. Waleson and Chiara Bisagni, Proceedings of the 22nd International Conference of Composite Materials, Melbourne, Australia, 2019
Thermoplastic composite enabled new design conceptsAnalysis and testing of thermoplastic composites and stiffened structures
Artificial crack
Taking advantage of high fracture toughness.
Capability for post-buckling with large damage.Numerical
Experimental (DIC)

Development of advanced simulation techniquesPredicting manufacturability and performance
Virtual Testing Virtual Manufacturing

Stress
Manufacturing
MaterialAFP Forming
Part
Welding
Consolidation
Detail
(Sub)Component
FLOW OF INFORMATION
Requirements
Geometry
Loads
Design Cost
Optimization
Important next stepsLinking the flow of information from design and manufacturing to performance

Thank you for your attention