
The technical-scale realizationof the Kivcet Process … · NON-FERROUSPYROMETALLURGY The...
5
NON-FERROUS PYROMETALLURGY The technical-scale realization of the Kivcet Process for lead KIRAN B. CHAUDHURI and MICHAEL KOCH KHD Humboldt Wedag AG Federal Republic of Germany JORG LEMA PATINO Empresa National de Fundiciones La Paz, Bolivia ABSTRACT Stricter pollution regulations together with other factors have stimulated interest in the modernization of the traditional sinter - blast-furnace lead operation. In this context, direct smelting methods have again come into prominence. Conse- quently, the Kivcet Lead Smelting Process, which belongs to this group, has attracted the attention of the leadproducers of the world. A WRDAG FIGURE 1. Kivcet furnace for lead concentrates (with zinc condensor): (I) shaft; (2) water-cooled partition wall; (3) elec- tric furn ace; (4) condensor; (5) waste-gas sha ft. Keywords : Pyrometallurgy, Non-ferrous pyrometal1urg y, Lead smelting, Kivcet proce ss, Direct smelting, Zinc recovery, Charge preparation, Smelting costs. 146 The Kivcet Process off ers the advantage that lead and zinc can be simultaneously recovered in a singlefurnace unit. KHD Humboldt Wedag A G, Koln, Federal Republic of Germany, has signed a contract with the Sociedad Complejo Metalurgico de Karachipampa of Bolivia for the delivery of a turn-key Kivcet plant, which is expected to be the first plant of its kind in comm ercial operation. This paper describes the design and expected operating data of the plant. Introduction The complex lead concentrates of Bolivia, which very often carry 50010 lead or less, are characterized by rather high con- tents of precious metals such as silver. The concentrates, originating from several small mines throughout Bolivia, have traditionally been sold to foreign countries. Due to the com- plex nature and high transportation costs of these concen- trates, their sale very often does not yield a satisfactory revenue. In order to ensure a more economical operation of small private mines and also to improve the over-all revenue of state- owned mines, Comiboltu, the government-owned Corporation Minera de Bolivia, suggested in 1968 the construction of a lead smelter that would smelt a concentrate-mix made up of several Bolivian concentrates of varying composition and quantity. The project was then initiated, some metalurgical research work was carried out and the project was given priority by the Bolivian government in their five-year plan of 1972. In 1975, Empresa National de Fundiciones (ENAF), another govern- ment-owned company specializing in the extractive metallurgy of non-ferrous metals, teamed up with Comibol to become responsible for the technical realization of the project. A quantity of about 50,000 tons of concentrate-mix , assay- ing 48% Pb, 18.8% sulphur , 1.4% Cu , 7.5% Zn, 1.75% Sn, 4 .15% Sb and 3.898 g lt Ag, was envisaged as smelter feed. ENAF /Comibol ev aluated existing technologies in respect to thi s concentrate and came to the conclusion that a conven- tional sinter-roasting I bla st -furnace process would not gua- rantee the desired metallurgical and economic results. In June 1976, the y appro ached several companies, including the Klockner-Sidech consortium, to investigate the technical and economic feasibility of erecting and operating a plant that would use a direct lead smelting and appropriate lead refining process. Thorough consideration of all aspects involved revealed that a combination of the Kivcet Process and the Har- ris rea ctor for refining represented the technically and eco- nomi cally superior solution. This is essentially due to the fact that the a ccompanying metals, such as zinc, tin and antimony, can be recovered more easily as valuable by-products.
Transcript of The technical-scale realizationof the Kivcet Process … · NON-FERROUSPYROMETALLURGY The...

NON-FERROUS PYROMETALLURGY
The technical-scale realization ofthe Kivcet Process for lead
KIRAN B. CHAUDHURI and MICHAEL KOCHKHD Humboldt Wedag AG
Federal Republic of GermanyJORG LEMA PATINO
Empresa National de FundicionesLa Paz, Bolivia
ABSTRACTStricter pollution regulations together with other factors havestimulated interest in the modernization of the traditionalsinter - blast-furnace lead operation. In this context, directsmelting methods have again come into prominence. Consequently, the Kivcet Lead Smelting Process, which belongs tothis group, has attracted the attention of the lead producers ofthe world.
A
HUMi;"~ LDTWRDAG
FIGURE 1. Kivcet furnace for lead concentrates (with zinccondensor): (I) shaft; (2) water-cooled partition wall; (3) electric furn ace; (4) condensor; (5) waste-gas sha ft.
Keywords: Pyrometallurgy, Non-ferrous pyrometal1urg y, Leadsmelting, Kivcet process, Direct smelting, Zinc recovery, Chargepreparation, Smelting costs.
146
The Kivcet Process off ers the advantage that lead and zinccan be simultaneously recovered in a singlefurnace unit. KHDHumboldt Wedag A G, Koln, Federal Republic of Germany,has signed a contract with the Sociedad Complejo Metalurgicode Karachipampa of Bolivia for the delivery of a turn-keyKivcet plant, which is expected to be the first plant of its kindin comm ercial operation. This paper describes the design andexpected operating data of the plant.
IntroductionThe complex lead concentrates of Bolivia, which very oftencarry 50010 lead or less, are characterized by rather high contents of precious metals such as silver. The concentrates,originating from several small mine s throughout Bolivia, havetraditionally been sold to foreign countries. Due to the complex nature and high transportation costs of these concentrates, their sale very often does not yield a satisfactoryrevenue.
In order to ensure a more economical operation of smallprivate mine s and also to improve the over-all revenue of stateowned mines, Comiboltu, the government-owned CorporationMinera de Bolivia, suggested in 1968 the construction of a leadsmelter that would smelt a concentrate-mix made up of severalBolivian concentra tes of varying composition and quantity.
The project was then initiated , some metalurgical researchwork was carried out and the project was given priority by theBolivian government in their five-year plan of 1972. In 1975,Empresa National de Fundiciones (ENAF), another government-owned company specializing in the extractive metallurgyof non-ferrous metals , teamed up with Comibol to becomeresponsible for the techni cal realization of the project.
A quantity of about 50,000 tons of concentrate-mix , assaying 48% Pb, 18.8% sulphur , 1.4% Cu , 7.5% Zn, 1.75% Sn,4.15% Sb and 3.898 g lt Ag, was envi saged as smelter feed.
ENAF /Comibol evaluated existing technologies in respectto thi s concentrate and came to the conclusion that a conventional sinter-roasting I bla st-furnace process would not guarantee the desired met allurgical and economic results. In June1976, they approached several companies, including theKlockner-Sidech consortium, to investigate the technical andeconomic feasibility of erecting and operating a plant thatwould use a direct lead smelting and appropriate lead refiningprocess. Thorough consideration of all aspects involvedrevealed that a combination of the Kivcet Process and the Harris rea ctor for refining represented the technically and economically superior solution. Thi s is essentially due to the factthat the accompanying metals, such as zinc, tin and antimony,can be recovered more easily as valuable by-products.

TABLE 1. Distribution of sulphur and metals (in %)
Pb Zn Cu Ag 5b As 5n 5 Fe 5102 CaO AI20a
Concent rate 100 100 100 100 100 100 100 100 100 99.6 10.1 13.8 44.2Silica 0.8 0.15 87.9 0.1 0.1Lime 5.6 0.25 1.9 86 0.1Alumina 2.7 0.1 0.1 55.6
Total 109.1 100 100 100 100 100 100 100 100 100 100 100 100
Bullion 47.8 90.0 95.2 99.4 94.3 65.8 76.1 0.1Slag 28.6 1.0 13.4 3.7 0.3 4.2 3.5 10.5 1.0 99 99 99 97.9Fumes 14.4 8.6 85.1 0.6 0.3 1.5 15.4 7.7 1.6 0.9 0.9 0.9 2.0
Total 99.6 98.5 99.5 100 100 84.7 94.3 2.7 99.9 99.9 99.9 99.9
Gases, losses 0.4 1.5 0.5 0 0 15.3 5.7 97.3 0.1 0.1 0.1 0.1
TABLE 2. Average weighted chemical composition of the products of smelting a Bolivian concentrateof ENAF/Comibol (in %)
Pb Zn Cu Ag 5b As 5n 5 Fe 5102 CaO AI20 a(ppm)
Feed 46.8 8.0 1.10 3719 3.1 0.34 1.09 18.7 5.9 6.4 0.5 3.2Bullion 86.9 0.02 2.35 8207 6.5 0.44 1.75 0.03 0.02Slag 1.6 3.8 0.15 48.5 0.5 0.04 0.4 0.7 22.5 27.5 12.5 16.6Fumes 27.8 48.7 0.05 77.9 0.3 0.34 0.6 2.2 0.3 0.5 0.2 0.7
The arguments in favour of this concept convincedENAF /Comibol, which resulted in a contract signed in March1978. It was agreed that KHD Humboldt Wedag AG , Koln ,Federal Republic of Germany, would build the Kivcet leadsmelter; the refinery was to be built by Mechim of Belgium.
This paper describes the KHD part of the plant, i.e. theKivcet smelter. including the concentrate sto rage and thecharge preparation .
Fundamentals and Advantages of theKivcet Lead Smelting ProcessThe Kivcet lead process has been specially developed for complex ores with high zinc contents which are not slagged duringthe process, but recovered as zinc metal or oxide. Severalpublicationsc-» have appeared on this pro cess, and thereforethis section will be restricted to a brief recapitulation of thefundamentals.
The smelter (Fig. I) consists of a smelting shaft and an electric furn ace connected to the shaft. The sulphidic concentrateis blown into the shaft (I) through the burner with technicallypure oxygen after suitable amounts of slag-forming fluxmaterials have been added to it. The material is roasted andsmelted primarily while in suspension. The melt, rich in metaloxide, enters the electri c furnace joined to the sha ft, below awater- cooled partition wall (2) immersed into the melt. Thefurnace (3) is meant for redu cing PbO and ZnO by addingcoke. The process waste gas, which is rich in S02, is withdrawnthrough the waste- gas shaft (5), which is set up adjacent to thesmelting shaft. Lead bullion and slag are tapped from the electric furnace. The zinc contained in the fume of the electric furnace can be recovered as metal in a condensor (4) or can beafterburnt to zinc oxide.
The advantages are as follows:no sintering is required;it is a single-stage process;smelting is autogenous if the sulphur content of the feed is18010 or more;simultaneous recovery of Zn is possible;small waste gas volumes, rich in sulphur dio xide, are produced;the requ irements of industrial hygiene and environmental protection are met.
Pilot TestsIn order to get the data necessary for the definite planning of
CIM BUlletin, May 1980
TABLE 3. Average composition of the smelterfeed
Pilot Plant Industrial PlantTest Concentrate Concentrate Lead Feed
Pb 47.1 % 47.4 % 43.4 %Cu 1.2 % 1.4 % 1.3 010
Zn 8.5 % 7.5 %" 6.4 %Ag 4000 ppm 3898 ppm 3480 ppmSn 1.21 % 1.75 % 1.85 %As 0.3 % 0.06 % 0.13 %Sb 7.8 % 4.1 % 3.8 %Si02 6.8 % 6.5 % 5.5 %CaO 1.0 % 1.1 % 2.2 %S 20.9 % 18.8 % 15.9 %AI20 3 2.1 % 2.8 % 2.4 %Fe 6.4 % 6.7 % 5.7 %
the smelter and for the explicit specification of equipment,pilot tests on a semi-technical scale were carried out with 350 tof concentrate and Bolivian charcoal. In spite of the complexity of the con centrate, these tests proved the high adaptabilityof the Kivcet smelter and its equipment, including the electrostatic precipitator.
The composition of the test concentrate was as follows :Pb 47.1I7Jo Sb 3.8%S 20.9% As 0.3%Ag 0.4% Fe 6.4%Cu 1.2% Si0 2 . •• . •. . • • • • • .• . . . 6.8%Zn 8.5% CaO 1.0%Sn 1.2% AI203 2.1%
This unusual concentrate, with a rather high alumina content, not only had a high melting temperature of1,340-1,370°C. which is about 200-300°C higher than that ofthe usual concentrates, but also required a higher heat of combu stion for smelting. Because of the high sulphur content inthe test concentrate, smelting was autogenous and charcoalhad only to be added as reducing agent.
These characteristic properties, in combination with a highignition temperature and desulphurization of the concentrate,necessitated a larger residence time in the smelt ing shaft. Thisis an important design criteria, as it affects the height of theshaft.
Furnace operation with a high alumina content of the slagwas also tested by adding alumina to the furnace. The distribution of metals and sulphur among the products for thatsmelting is given in Table I. Table 2 gives the average chemical
147

Sb 7.81770As 0.21770S 0.11770
composition of the charge and that of the products ofsmelting.
The direct lead recovery in metal was 89.4070; its losses inslag were 1.6070 and about 8.6070 lead was recovered in thefumes of the electric furnace.
About 85070 of the zinc was recovered in the fumes of theelectric furnace, which contained 28070 lead and about 49070zinc. Silver was practically completely recovered in the bullion.About 95070 of the copper, 94070 of the antimony, 97070 of thebismuth and more than 76070 of the tin were recovered in thebullion. The distribution of arsenic was: 66070 in the bullion,15070 in the fumes of the electric furnace, 4070 in the slag and15070 in the off-gas of the smelting shaft.
Metallurgical Plant Data Based onResults of the Pilot TestsThe smelter is designed for an annual capacity of 55,000 t oflead-bearing feed on the basis of 330 working days. This feedconsists of a mixture of several Bolivian concentrates and therefinery recyclings. The average composition of the feed isshown in Table 3. For the sake of comparison, the assay of thetest concentrate is also listed.
It can be noted that the lead feed has a lower sulphur content than that of the test concentrate . A decrease in sulphur,however, to about 16070 of the feed (roughly 18070 of the concentrate) necessitates the addition of charcoal as fuel.
The lead-bearing feed is smelted with the addition of 2.8070lime rock and 1.2070 charcoal. Products of the smelting are
TABLE 4. Specific consumption figuresUnit Unit/t lead
feed
Inputlead feed, incl. 1.0refinery recyclingsflux t 0.028charcoal t 0.052oxygen Nm3 197electrodes kg 4.46electr. energy (total,incl. oxygen plant) kWh 794refractories kg 1.28
Outputbullion t 0.52slag t 0.22oxide t 0.11S02 gas Nm3 284electr. furn. off-gas Nm3 116
FIGURE 2. Layout of the Kivcet smeller: (I) main gale, administration; (2) administration, spare parts storage; (3) socialbuilding; (4) unloading facility; (5) ore storage; (6) Kivcetbuilding; (7) refinery, wet and dry; (8) lead bullion storage; (9)oxygen plant; (10) lead storage; (II) laboratory; (12) preciousmetals plant; and (13) canteen.
148
lead bullion, zinc fume, S02-rich gas and slag. Zinc oxide isreduced in the electric furnace and recovered as zinc oxide inan electrostatic filter ' downstream from the afterburr.ingchamber. Lead bullion production is 28,500 t per year, with anaverage assay of:Pb 85.01770Cu 2.61770Ag 7293 ppmSn 3.61770
The contents of Cu, Sn and Sb are unusually high, whichnecessitates two sets of Harris reactors in the refinery section.
The amount of slag produced is about 22070 of the lead feed.That is relatively low in comparison with other processe s. Itsmain components are:Pb . .. .. . . 1.5- 1.91770 Fe 28-30.01770
Zn 3.0- 4.01770 CaO+ Al203 •. •. . 18.0-23.01770S . . . . . . . . . . . . . .. 0.8- 1.01770 Si02 26.0-28.01770
This slag composition is rather characteristic for the process aswell as for the Bolivian concentrates.
Zinc is low because of its reduction in the electric furnace,sulphur is low thanks to its extensive oxidation in the smeltingshaft, the AI20 3 originating from the concentrate is high andthe addition of CaO is rather low.
Combustion of the electric furnace off-gas results in therecovery of zinc-lead oxide in the electrostatic precipitator.The oxide, 11070 by weight of the feed, contains 23-25070 leadand 53-55070 zinc.
The process off-gas of the smelting shaft amounts to a maximum of about 2,000 Nm-/h at 1350°C and contains between40 and 48070 S02' Its sensible heat is recovered in a heat exchanger and used for drying the feed.
The direct recovery of lead in the bullion is 92.2%, 0.9070 islost in the slag and 6.3070 is recovered in the oxide of the afterburning chamber; i.e. the total recovery of lead is 98.5010.Calculated consumption figures per t of lead feed are shown inTable 4.
Plant DescriptionThe complexity of the Bolivian concentrates, the necessity torecover the valuable by-products and the installation of additional equipment, such as an oxygen plant, workshops andfacilities for regeneration of reagents, all combine to make thescope of this project very large.
The deliveries for the lead-silver plant comprise 13,000 t ofsteel structure, equipment, machines and refractories . Theplant will cover an area of about 85,000 m2, which will equalthat of the entire Vinto (Oruro) plant, including 20,500 m2 ofbuildings (I). Vinto is the location of a KHD-built metallurgicalcomplex, with an antimony smelter and a smelter for bothhigh-grade and low-grade tin ores.
The lead-silver plant is situated near the town of Potosi on aplateau at an altitude of 3,950 m. Due to the nature of the terrain, the sections of the plant have to be erected on two different levels to avoid excessive earth moving . The plant layoutis depicted in Figure 2. The bottom row of buildings (i.e. orestorage feed preparation and Kivcet furnace) are situated on aslope about 4 m higher than the rest of the plant.
Ores, concentrates and flux materials arrive at the plant byrail or road. Several types of concentrates are treated, the leadcontent varying over a wide range. Consequently, a ratherelaborate storage system must be installed. In addition,because all feed components are injected with technical oxygenthrough the burner into the shaft , the feed has to be ground toa grain size of less than 2 mm and dr ied to a moisture contentof less than 1070.
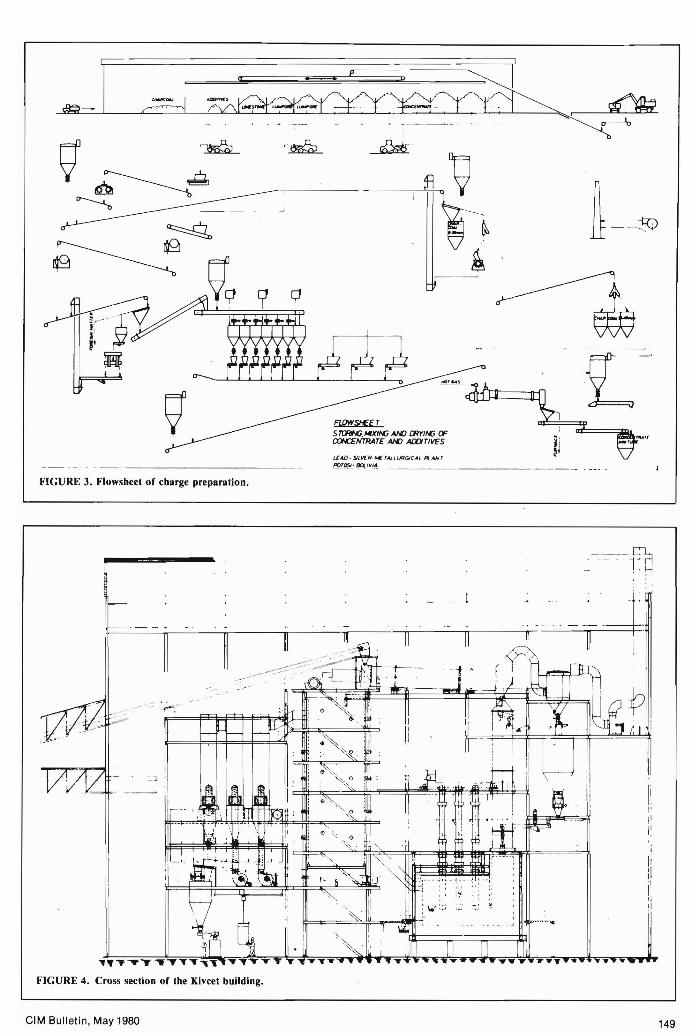
Storage and charge preparation are performed in building 5,the layout of that part of the plant including, (Fig 3):storage for raw materials, i.e. concentrates, lump ore, fluxmaterials and charcoal;crushing and grinding of lump ore and charcoal to the requiredsizing; andproportioning of lead feed material and fluxes.
----...
F!.OWSHEET5 TCRNG.I4f)(IMJ AND [RYIMJ (FCOICENmATE AM) AlDTiVES
LEAO- SllVCR ·MIl 1A.1.. t uRGiCAI. PLAN TPO'GlSI ·8Q.IV~ ~ _
FIGURE 3. Flowsheet of charge preparation.
Ii"
--"..-
,,,-y"""Y-y....FIGURE 4. Cross section of the Kivcet building.
elM Bullet in, May 1980 149

The feed is dried in a rotary drier and transported via abunker and weightfeeder to the Kivcet furnace, as shown inFigure 4. The Kivcet building includes not only the key unit ofthe plant, the Kivcet furnace, but also the drier as well as anafterburning chamber and off-gas dedusting installations.
The Kivcet furnace has a hearth area of 31 m2• Reaction anduptake shafts are situated next to each other at the same end ofthe furnace. The height of the smelting shaft is 4.8 m; theburner is placed vertically at the centre of the roof of the shaft.The electric furnace hearth area is 25 m2, and it is heated bythree electrodes of 550-mm diameter.
Lead bullion is tapped through a syphon situated at the endwall of the electric furnace and the slag is tapped intermittentlythrough the longitudinal wall of the furnace.
Smelting and off-gas shafts as well as the electric furnace arelined with refractories and the slag zone is protected by waterjackets. Process off-gases from the smelting and reduction sideare dedusted in electrostatic precipitators.
Lead bullion is refined in a classical pyrometallurgicalrefinery, which takes into account the high contents of Sb andSn, by a second set of Harris reactors.
Capital Investment and Operating Cost»The turn-key project, including refinery, originally (January1977) required a total investment of about 137 million U.S.dollars. This has been increased to 155 million U.S. dollarsbecause of the rates of exchange now valid for the dollar inrelation to the Deutsche mark and Belgian franc. The cost ofthe Kivcet section of this project amounts to only about 30070of the total investment cost.
The total investment of 155 million U.S. dollars includes afixed expenditure of 143 million dollars and a further 12million dollars as operating capital, and covers costs for equipment , installation, erection , commissioning, infra structure,unforeseen expenses, licence fees, etc.
The production cost, including the cost of raw materials,equals 80 million U.S. dollars per annum. A breakdown of thecosts is as follows:
capital investmentoperating capital-1 st yeartotal Investment costs
Million US $14312.0
155
raw materials 49.0labour 2.0general (i.e. insurance,financing, depreciation,services, etc. 29.0total production costs 80
The products of the smelting operation will be:refined lead......... . (99.94 % Pb) 23,393tlyearrefined sliver. . . .. . . . . (99.95 % Ag) . : . . . . . . . . 206 tlyearantimony (48 % Sb) 4,342 t/yearstannate.. .. .. .. .. . .. (40 % Sn) 2,269 tlyearzinc oxide . .. ....... . . (54 % Zn) 12,126t/year
The revenue raised from the Bolivian raw materials will beincreased by 26 million U.S. dollars, based on current prices.The investment will give a domestic rate of return of 12.18070.The economic evaluation reveals that the project depends to agreat extent on the recovery and sale of the by-products.
The project has been made economically attractive by adopting the Kivcet and Harris processes, which allow efficientrecovery of the by-products.
AcknowledgmentsThe authors wish to thank several colleagues for their valuablecontributions and assistance. Thanks are also due to the boardof directors of KHD Humboldt Wedag AG and to the management of the Bolivian lead-silver plant for permission to publishthis paper.
REFERENCESI. Complejo Metalurgico Karachipampa Fund icion Plomo - Plata
Potosi, Empresa National de Fundiciones, Corporacion Minera deBolivia, ENAF brochure, La Paz, 1979.
2. N.N.: Kivcet Process for Complex Ores Offered to WesternSmelters; World Mining, v. 27, no. 6, June 1974, p. 26.
3. MOLLER, E.: Die Verhiittung von Bleikonzentraten nach demKivcet-Verfahren; Ertmetall, 29 (/976). p. 322.
4. MOLLER E.: How Kivcet CS Shaft Furnace SimultaneouslySmelts Lead and Zinc; World Mining, v, 3D, no. 4, April 1977, p.46,99.
5. CHAUDHURI, K.B., and G. MELCHER: Comparative View onthe Metallurgy of the Kivcet CS and Other Direct Lead SmeltingProcesses; 16th Annual CIM Conference of Metallurgists, Vancouver, Aug. 1977; CIM Bulletin , v. 78, no. 799. Nov. 1978, p.126.
810,000 square feet of exhibit spacealready allocated for CONEXPO '81
Although CONEXPO '81, the International Construction Equipment Exposition, to be held in Houston, Texas,January 25-30, 1981, is still many monthsaway it has already surpassed previousshow exhibit space records.
According to Fred J . Broad, CONEXPO '81 space allocation chairman, over810,000 square feet of exhibit space hasbeen allocated for the 1981 show.
Comprising both indoor and outdoorspace , this figure indicates that CONEX-
PO '81 is currently one-third larger thanthe last CONEXPO, held in Chicago in1975, were approximately 585,000 squarefeet was utilized . Also with 300,000square feet of outdoor space being used,CONEXPO '81 will be the largest outdoor exposition ever held in the U.S.
More than 173 domestic and overseasmanufacturers have requested exhibitspace to display some of their latesttechnical developments in equipment andrelated accessories in one of North
America's most dazzling public exhibitfacilities, Houston's Astrodomain complex.
Held once every six years , CONEXPOdisplays the latest in construction equipment, methods and accossories fromevery segment of the construction industry. It is a showcase of technologicalchanges. The most recent exposition,CONEXPO '75, attracted a total of 205exhibitors and 128,000 registrants from1M countries.
CIM BULLETIN INDEX, 1965-1975: For a complete cross-index of Technical Papers published in the CIMBulletin from 1965 through 1975, by title, author, subject matter and key words (168 pages, hard-coverbound)-$35.00 per copy, plus $1.00 for postage and handling-send your order (with payment enclosed) toCl M Headquarters, 400 - 1130 Sherbrooke St. West, Montreal, Que., H3A 2M8.
150


















