The role of thermochemical conversion in biorefinery ... · The role of thermochemical conversion...
30
www.ecn.nl The role of thermochemical conversion in biorefinery concepts – not just combustion Biorefineries – Science, Technology and Innova9on for the Bioeconomy Jaap Kiel Concepción, Chile November 23 rd , 2015 ECN Biomass R&D in a biorefinery perspec6ve
Transcript of The role of thermochemical conversion in biorefinery ... · The role of thermochemical conversion...

www.ecn.nl
The role of thermochemical conversion in biorefinery concepts – not just combustion
Biorefineries–Science,TechnologyandInnova9onfortheBioeconomyJaapKielConcepción,ChileNovember23rd,2015
ECNBiomassR&Dinabiorefineryperspec6ve
Energy research Centre of the Netherlands (ECN) Bridge between science and corporate innovation
MissionWedevelopknowledgeandtechnologiesthatenableatransi9ontoasustainableenergysystem
Not-for-profitresearchins9tuteFoundedin19555Commerciallicensingdeals/year500Employees+/-20patentsayear€80Mannualturnover
2
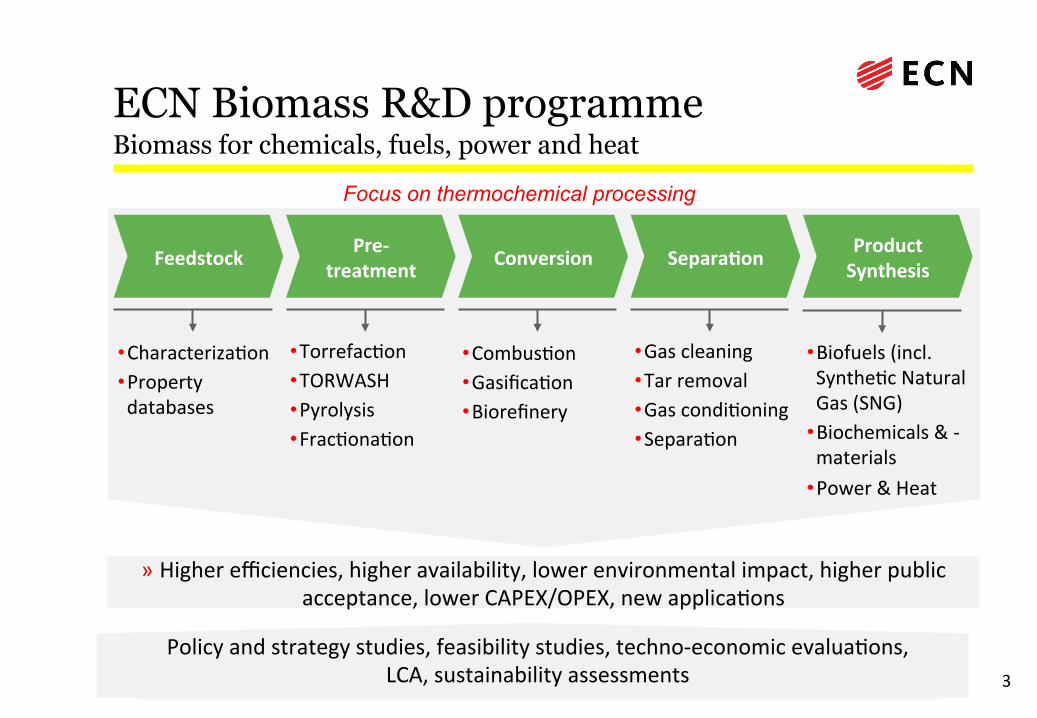
ECN Biomass R&D programme Biomass for chemicals, fuels, power and heat
• Characteriza9on• Propertydatabases
• Torrefac9on• TORWASH• Pyrolysis• Frac9ona9on
• Combus9on• Gasifica9on• Biorefinery
• Gascleaning• Tarremoval• Gascondi9oning• Separa9on
• Biofuels(incl.Synthe9cNaturalGas(SNG)
• Biochemicals&-materials
• Power&Heat
Feedstock Pre-treatment Conversion SeparaBon Product
Synthesis
» Higherefficiencies,higheravailability,lowerenvironmentalimpact,higherpublicacceptance,lowerCAPEX/OPEX,newapplica9ons
Focus on thermochemical processing
Policyandstrategystudies,feasibilitystudies,techno-economicevalua9ons,LCA,sustainabilityassessments
3
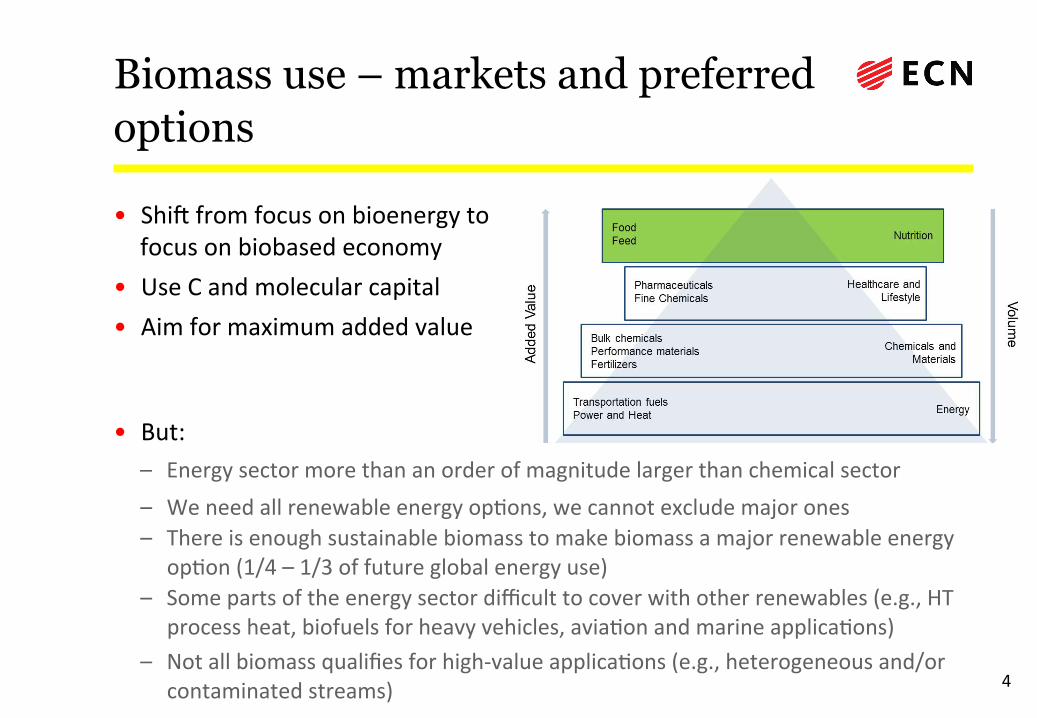
Biomass use – markets and preferred options
• Shi]fromfocusonbioenergytofocusonbiobasedeconomy
• UseCandmolecularcapital• Aimformaximumaddedvalue
• But:– Energysectormorethananorderofmagnitudelargerthanchemicalsector– Weneedallrenewableenergyop9ons,wecannotexcludemajorones– Thereisenoughsustainablebiomasstomakebiomassamajorrenewableenergy
op9on(1/4–1/3offutureglobalenergyuse)– Somepartsoftheenergysectordifficulttocoverwithotherrenewables(e.g.,HT
processheat,biofuelsforheavyvehicles,avia9onandmarineapplica9ons)– Notallbiomassqualifiesforhigh-valueapplica9ons(e.g.,heterogeneousand/or
contaminatedstreams) 4

Renewables cost comparison For bioenergy, feedstock cost is a major cost factor
VGBsurvey2012,Investmentandopera6oncostfigures,September2012
Op9onstodecreasebioenergycost:• (DecreaseCAPEX
andOPEX)• Maximiseenergy
efficiency/heatu9lisa9on(CHP)
• Uselessexpensivebiomass(residues)
• Co-producehighaddedvalueproducts
5
Biorefinery concepts The traditional approach
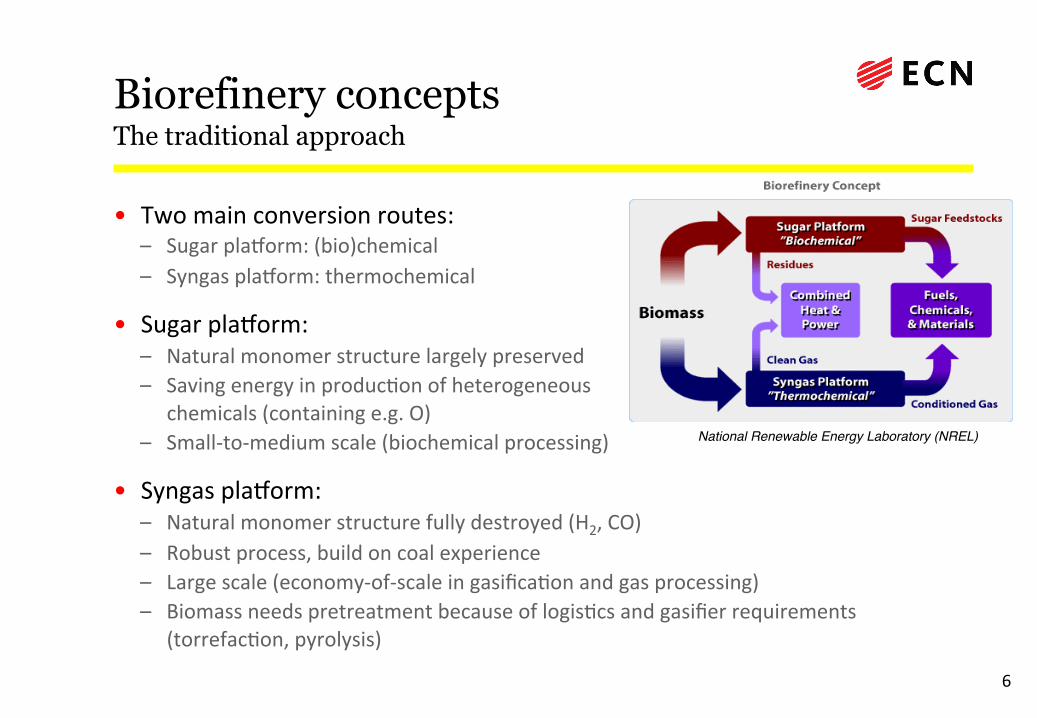
• Twomainconversionroutes:– Sugarplaform:(bio)chemical– Syngasplaform:thermochemical
• Sugarplaform:– Naturalmonomerstructurelargelypreserved– Savingenergyinproduc9onofheterogeneous
chemicals(containinge.g.O)– Small-to-mediumscale(biochemicalprocessing)
• Syngasplaform:– Naturalmonomerstructurefullydestroyed(H2,CO)– Robustprocess,buildoncoalexperience– Largescale(economy-of-scaleingasifica9onandgasprocessing)– Biomassneedspretreatmentbecauseoflogis9csandgasifierrequirements
(torrefac9on,pyrolysis)
National Renewable Energy Laboratory (NREL)
6

Biorefinery concepts The role of thermochemical conversion
• Biorefineriesresiduescombus9onnotstraighforward
• Other(moreahrac9ve)thermochemicalop9onsforbiorefineryresidues– Gasifica9on– Pyrolysis
• Syngasplaformnotrestrictedtohigh-temperatureentrained-flowgasifica9on– Highreac9vityofbiomassallowsmildercondi9ons
National Renewable Energy Laboratory (NREL) 7

Energy island in biorefineries
• Theenergyislando]enisthesinglelargestinvestment– UsuallyaCHPunit
• Biomassresiduesfromproduc9onprocessesareburntintheenergyislandatsignificantquan99es– Lignintypically15-25%oftotalbiomass
composi9on
• Residuesproper9escanvarysubstan9ally
• Technologyprovidersareo]ennotwillingtoguaranteeperformanceoftheirboiler
Capital costs Lignocellulosic ethanol plant
1%
1%
10%
3%
0%
6%
47%
1%
6%
6%
2%
7%5%7%
Unit-100 Mechanicalpretreatment
Unit-200aPretreatment&pre-Hydrolys is
Unit-200bEnzymeproduction
Unit-300aY eastproduction
Unit-300bHydrolys is &F ermentation
Unit-400 D istillation&Dehydration
Unit-500 Heat&power
Unit-600 Watertreatment
Unit-700 Offg as cleaning
Unit-800 C ooling system
Unit-900 R awmaterials s torag e
Unit-1000 Products torag e
Working C apital
S tart-upcosts
Largest investment: CHP unit
2nd Largest investment: Pre-treatment and pre-hydrolysis unit
1%
1%
10%
3%
0%
6%
47%
1%
6%
6%
2%
7%5%7%
Unit-100 Mechanicalpretreatment
Unit-200aPretreatment&pre-Hydrolys is
Unit-200bEnzymeproduction
Unit-300aY eastproduction
Unit-300bHydrolys is &F ermentation
Unit-400 D istillation&Dehydration
Unit-500 Heat&power
Unit-600 Watertreatment
Unit-700 Offg as cleaning
Unit-800 C ooling system
Unit-900 R awmaterials s torag e
Unit-1000 Products torag e
Working C apital
S tart-upcosts
1%
1%
10%
3%
0%
6%
47%
1%
6%
6%
2%
7%5%7%
Unit-100 Mechanicalpretreatment
Unit-200aPretreatment&pre-Hydrolys is
Unit-200bEnzymeproduction
Unit-300aY eastproduction
Unit-300bHydrolys is &F ermentation
Unit-400 D istillation&Dehydration
Unit-500 Heat&power
Unit-600 Watertreatment
Unit-700 Offg as cleaning
Unit-800 C ooling system
Unit-900 R awmaterials s torag e
Unit-1000 Products torag e
Working C apital
S tart-upcosts
Source:Finalreport,EETprojectK01116,2007 8

Residues for heat and power Large differences in (inorganics) composition
0
5000
10000
15000
20000
25000
30000
lignin1 lignin2 lignin3
mg/kgd.b.
S
Na
Zn
Pb
P
Mn
Mg
K
Fe
From:Beisetal.(2010),Bioresources5(3),1408-1424 9
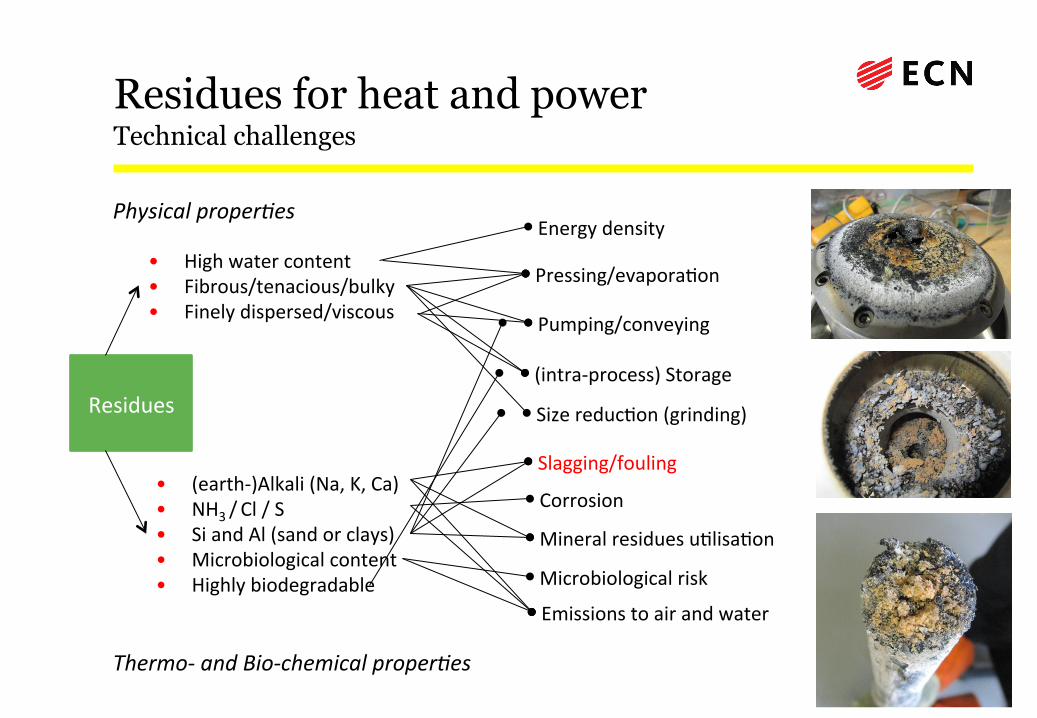
Residues for heat and power Technical challenges
Residues
Physicalproper6es
• Highwatercontent• Fibrous/tenacious/bulky• Finelydispersed/viscous
Pressing/evapora9on
Energydensity
Pumping/conveying
(intra-process)Storage
Sizereduc9on(grinding)
Thermo-andBio-chemicalproper6es
• (earth-)Alkali(Na,K,Ca)• NH3/Cl/S• SiandAl(sandorclays)• Microbiologicalcontent• Highlybiodegradable
Slagging/fouling
Corrosion
Mineralresiduesu9lisa9on
Microbiologicalrisk
Emissionstoairandwater
10
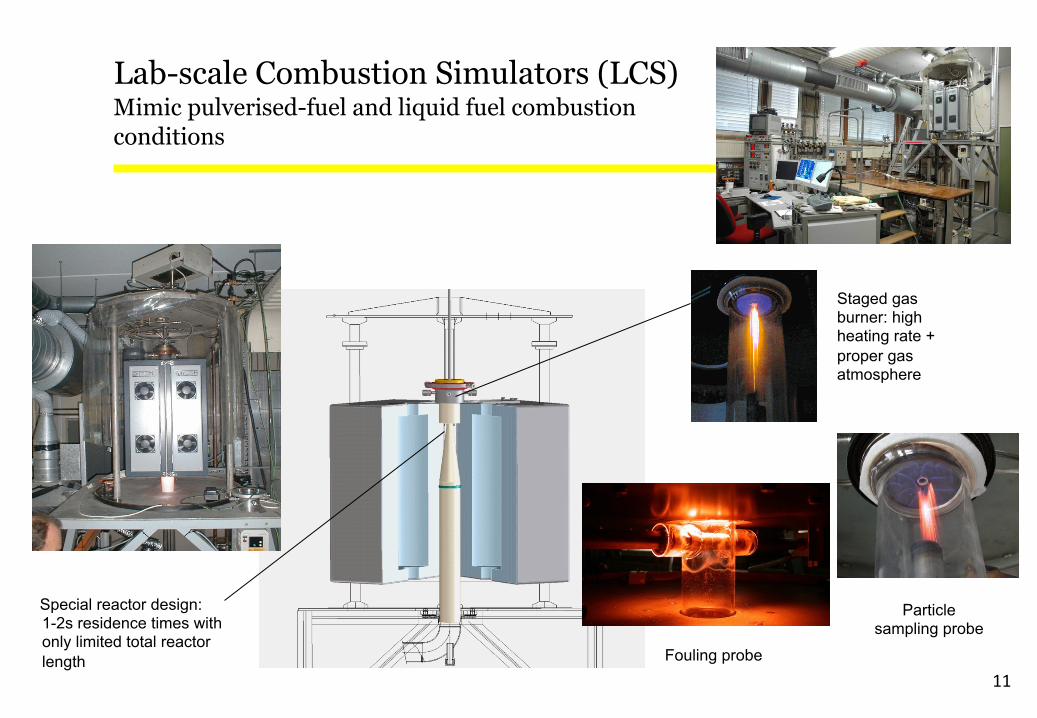
Lab-scale Combustion Simulators (LCS) Mimic pulverised-fuel and liquid fuel combustion conditions
Special reactor design: 1-2s residence times with only limited total reactor length
Staged gas burner: high heating rate + proper gas atmosphere
Particle sampling probe
Fouling probe 11

Lignin
Frac9onatedproductrecovery:combus9bleoff-gas,liquidphenolicfrac9onsandsolidchar
LIBRA – pyrolysis-based lignin biorefinery • LIBRAinvolves:
• Condi9oningoflignintoprepareitforconversionbypyrolysis• Feedingthecondi9onedligninintoabubblingfluidizedbedpyrolyserviaappropriatefeedingprotocols• Pyrolysisofligninintogaseousandsolidproducts• Recoveryofproductsbyfrac9onatedcondensa9onofpyrolysisvaporsandac9veremovalofsolidchar• Primaryproductupgrading(filtra9on,dis9lla9on,etc.)
• LIBRAlab-scaledevelopment
12
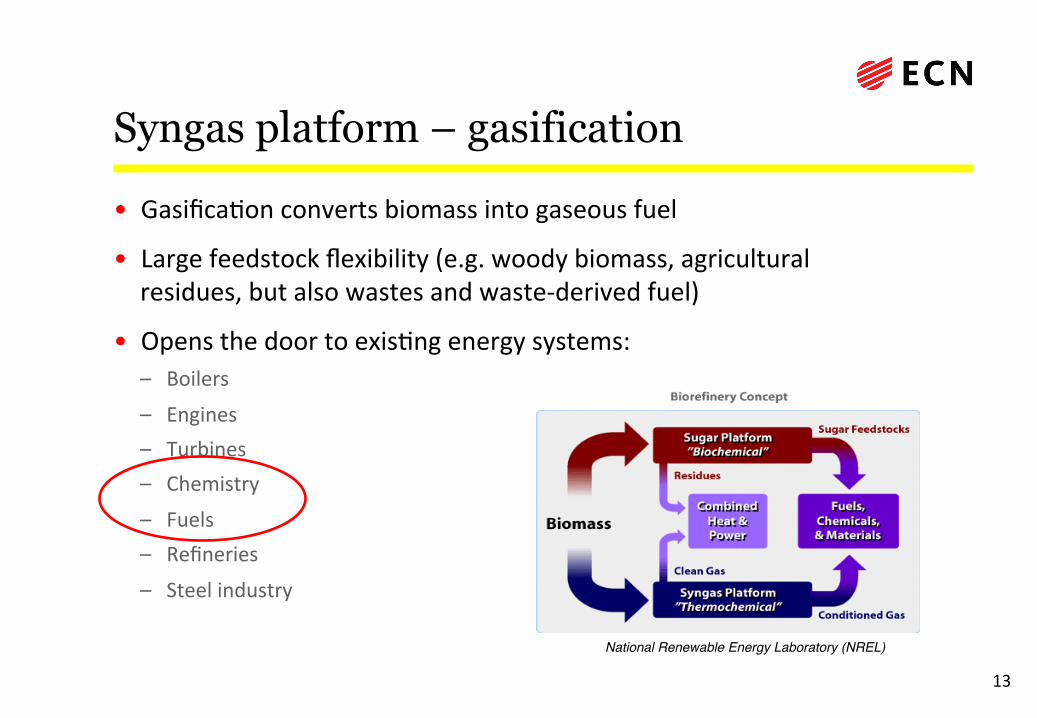
• Gasifica9onconvertsbiomassintogaseousfuel
• Largefeedstockflexibility(e.g.woodybiomass,agriculturalresidues,butalsowastesandwaste-derivedfuel)
• Opensthedoortoexis9ngenergysystems:– Boilers– Engines– Turbines– Chemistry
– Fuels– Refineries– Steelindustry
Syngas platform – gasification
13
National Renewable Energy Laboratory (NREL)
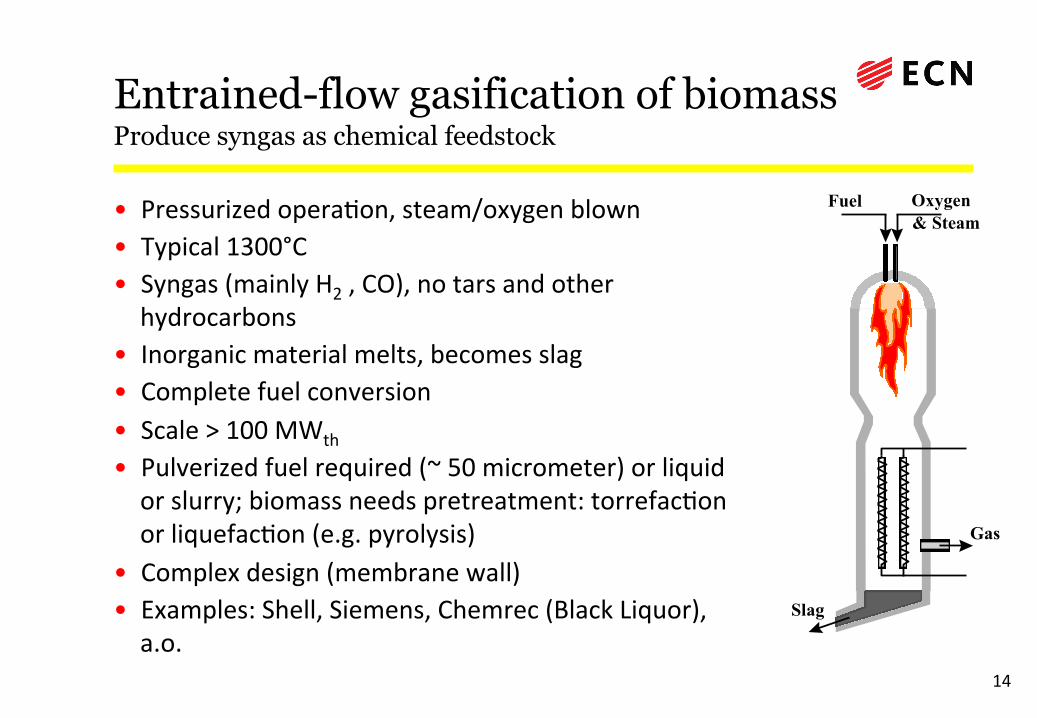
Entrained-flow gasification of biomass Produce syngas as chemical feedstock
Gas
& SteamOxygen
Slag
Fuel• Pressurizedopera9on,steam/oxygenblown• Typical1300°C• Syngas(mainlyH2,CO),notarsandotherhydrocarbons
• Inorganicmaterialmelts,becomesslag• Completefuelconversion• Scale>100MWth
• Pulverizedfuelrequired(~50micrometer)orliquidorslurry;biomassneedspretreatment:torrefac9onorliquefac9on(e.g.pyrolysis)
• Complexdesign(membranewall)• Examples:Shell,Siemens,Chemrec(BlackLiquor),a.o.
14

Conversion vs. temperature Biomass and waste do not need severe conditions
100%
Gasifiertemperatureà
Conversio
nà
Biom
ass,waste
700-900°C 1400-1600°C
Coal:temperaturesneedtobehightohaveacceptableconversion
Biomass/wasteiseasiertoconvert
thancoal
Moreefficient,noneedforASU,and
greatopportunityforchemistry
Devola9liza9on
Gasifica9on
15
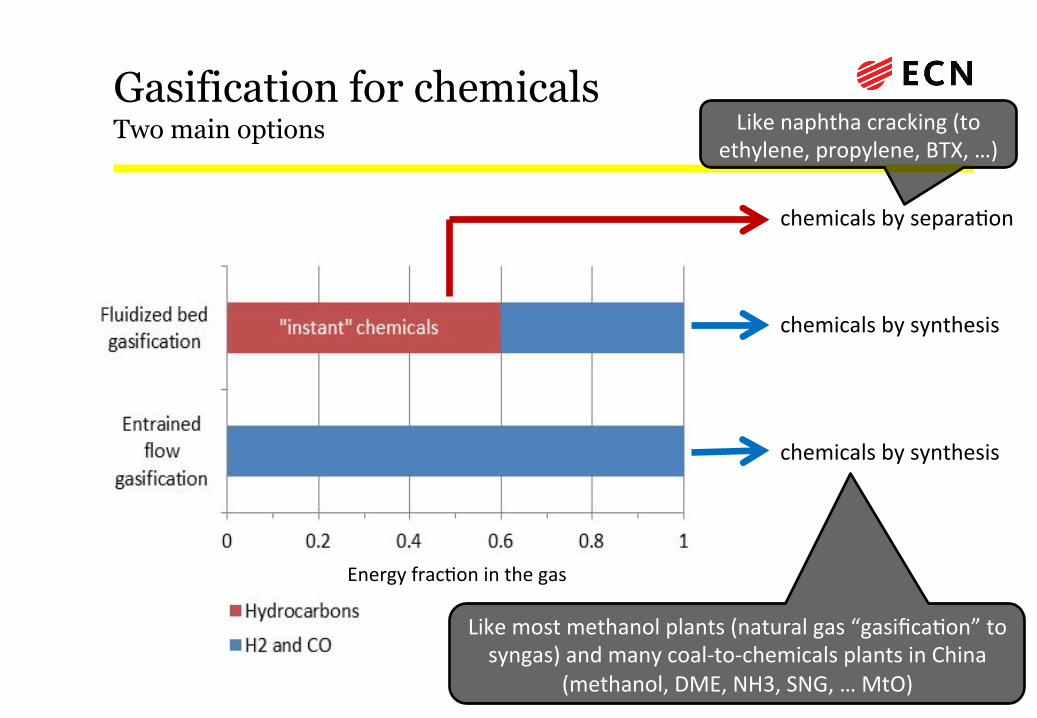
Gasification for chemicals Two main options
chemicalsbysynthesis
chemicalsbysynthesis
chemicalsbysepara9on
Likenaphthacracking(toethylene,propylene,BTX,…)
Likemostmethanolplants(naturalgas“gasifica9on”tosyngas)andmanycoal-to-chemicalsplantsinChina
(methanol,DME,NH3,SNG,…MtO)
Energyfrac9oninthegas

Gasification for chemicals (2) Two main options
• Chemicalsbysynthesis:– H2+CO(syngas)àchemicalslikemethanol,
ammonia,SNG,diesel– Matureandavailabletechnology– Syngas-to-chemicals~80%energyefficient
• Chemicalsbysepara9on:– Separatealreadyexis9ngmoleculesfromgas– Requiresmildgasifiercondi9ons(<1000°C)tokeephydrocarbonsalive– Concernsmainlybenzene,ethylene,methane– Matchesverywellwithbiomass/waste:lowtemperaturesuffices– Doubleenergybenefit:notbrokendowningasifierandnothavingtosynthesize
fromsyngas– ButmayalsoincludeH2andCO2
17

Indirect fluidized-bed gasification Coupled fluidized-bed reactors
• Energyproduc9onandenergyconsump9onprocessesinseparatereactors
• Charservesasfuelforcombus9onreactor• Completeconversion• Air-blown,yetessen9allyN2-freegas• 5-200MWth• Mediumtar(10-50g/Nm3)• Examples:Batelle/Rentech/SilvaGas(US),FICFB/Repotec(A),ECN/MILENA(NL)
www.milenatechnology.com 18

Biomass indirect gasification Gas composition: small concentrations, high value
19
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
[volume%]
[energy%], LHV-basis
[income%], low-price scenario
Wood
Bioenergy Biochemicals 19

Biomass indirect gasification economics Impact of feedstock cost and chemicals co-production (low-price = based on fossil prices; high-price = 100% premium on syngas, 200% premium on methane, 30% premium on biochemicals)
20
0 2 4 6 8 10 12 14 16 18 20
wood input
wood output(low-price)
wood output(high-price)
SRF input
SRF output(low-price)
SRF output(high-price)
value [$/GJ input]
CO H2 CH4 ethylene ethane benzene toluene
Bioenergy Biochemicals
SRF=SolidRecoveredFuel=standardisedpaper-plas6cresidue 20

Gasification-based biorefinery “harvesting the chemicals”
Biomassgasifica9onisthebasisofabio-refinery,similartothebiochemical(sugar-based)approach:• Asequenceofharves9ng“instantchemicals”andsyngas-basedproducts• Butwiththeabilitytoconvertallkindof(contaminated)low-qualityfeedstocktohigh-valuechemicals• Alterna9vefeedstock:residuesfrombiochemicalbio-refineries,o]enlow-valueligninsandhumins• Chemicalsfitcurrentpetro-chemistry
• So,biomassgasifica9onbecomesawayofproducingchemicals,ratherthanonlybeingapre-treatmenttoproduceaneasy-to-usegaseousfuelfromadifficult-to-usesolidfuel• Biomassgasifica9onoffersanewwayofproducinggreenchemicals
21

Example: (ECN) Green Gas production
ForpowerFor(high-T)heatForchemistryFortransport
Usingexis9nginfraIncludinggasstorageWithqualitysystemAndsecurityofsupply
GreenGas=bio-SNG=RenewableNaturalGas=bio-Methane
22

Gasification: not too hot Instant methane is good for efficiency
70%
53%
0% 20% 40% 60% 80%
FluidizedBedgasification(~800°C)
EntrainedFlowgasification(~1300°C)
methaneyield(energy%)
SNGyield(energy%)
Source:C.M.vanderMeijdenet.al.,BiomassandBioenergy34,pp302-311,2010 23

ECN Green Gas process Base case: everything converted into methane
Smartcombina9onofendothermalreformingandexothermalmethana9on
Gasifier Tarremoval Up-
grading
Metha-na9on
CO2removal
SremovalHDS Pre-
reformer Metha-na9onMetha-
na9on
Gasifier: FluidizedBedGasifieropera6ngat~800°CHDS: HydroDeSulphuriza6on(conver6ngorganicSmoleculesintoH2S)BTX: Benzene,Toluene,Xylene(~90%/9%/1%incaseoffluidizedbedgasifica6onat~800°C)
BTXisconverted
Neededtoprotectreformercatalyst
Lihleorganic-S,buttoomuchforreformer
NicatalystisnotabletotreatBTXnorethylene
HDSalsotakescareofC2H4àC2H6
MILENA OLGA ESME
24

… but the Green Gas business case can be further improved!
MorevaluablethanCH4
Canbeconverted
intomethanol,
…
“Instant”naturalgas
ValueinEOR,P2G,bioCCS 25

Gasification-based green gas production Potential cost reductions
• Bio-BTXco-produc9on• Bio-ethyleneco-produc9on(eitherseparatedorconvertedintoaroma9cs)• Bio-CO2captureandstorage• Andmore:
– H2/COforbio-chemicals– Increasingbio-BTXyield– Increasingbio-ethyleneyield– Accommodateexcess(renewable)H2tomakemethaneand
solvetherenewablepowerintermihencyissue(P2G)
26
GreenGascanbecomecheaperthannaturalgas!
ECN BTX separation process Benzene, toluene, xylenes
• Firststepa]erOLGAtarremoval• LiquidBTXproduct:firstliterin2014• >95%separa9on• B/T/X=90/9/1• SimplifiesdownstreamprocesstoSNG
27

Co-production has potential In view of product prices, energy efficiency and process complexity
SNG:Synthe9cNaturalGas;BTX:mainlybenzene;C2H4:ethylene;MeOH:methanol
0
5
10
15
20
25
50%
60%
70%
80%
90%
100%
SNG BTX+SNG BTX+C2H4+SNG
BTX+C2H4+MeOH+SNG
prod
uct(s)value
[Eur/G
J]
energyefficien
cy
energyefficiency[%]
product(s)value[Eur/GJproduct]
28

Summary
• Aclearsplitbetween(thedevelopmentof)biochemicalandthermochemicalbiorefineryconceptsleadstosubop9malsolu9ons–joinforces
• Theenergyislandofabiorefineryisamajorpartofthetotalinvestmentandbiorefineryresiduesu9lisa9onforCHPisnotstraighforward
• Otherthermochemicalconversionop9ons(gasifica9on,pyrolysis)maycreatehigheraddedvaluefrombiorefineryresidues
• Proper(mild)gasifica9ontechnologiesallowforahrac9veco-produc9onschemesincludingchemicalsco-produc9onbysepara9on
• Example:GreenGascanbecomecheaperthannaturalgas
29

Thank you for your attention!
30
Formoreinforma9on,pleasecontact:
JaapKielProgrammeDevelopmentManagerBiomassT+31885154590 P.O.Box1,1755ZGPETTENF+31885158488 [email protected] www.ecn.nl
Publica9ons:www.ecn.nl/publica9onsFuelcomposi9ondatabase:www.phyllis.nlTardewpointcalculator:www.thersites.nlIEAbioenergy/gasifica9on:www.ieatask33.orgMilenaindirectgasifier:www.milenatechnology.comOLGA:www.olgatechnology.com/www.renewableenergy.nlSNG:www.bioSNG.com/www.bioCNG.comBTX:www.bioBTX.com
30ECN800kWthMILENAgasifier