The Rol~ of Magnesium on Eutectic Silicon Microstructure
121
r The of Magnesium on Eutectic Silicon Microstructure By Ahmad. T. Joenoes A Thesis Submitted to the Faculty i)f Graduate Studies and Research in Partial Fulfilment of the Requirements for the Degree of Master of Engineering Dcpal1ment of Mining and Metallurgical Engineel'ing McGiII University MONTREAL - CANADA March 1991
Transcript of The Rol~ of Magnesium on Eutectic Silicon Microstructure

r
The Rol~ of Magnesium
on
Eutectic Silicon Microstructure
By
Ahmad. T. Joenoes
A Thesis Submitted to the
Faculty i)f Graduate Studies and Research
in Partial Fulfilment of the Requirements for the Degree of
Master of Engineering
Dcpal1ment of Mining and Metallurgical Engineel'ing
McGiII University
MONTREAL - CANADA
March 1991

i
ABSTRACT
To improve the mechanical properties of the most widely
used Al-Si foundry alloys, small amounts of magnesium are
often intr-oduced. However, the effect of magnesium on the
eutectic microstructure is unclear. The aim of the present
work is to investigate the effect cf magnesium on the eutectic
microstructure and te clarify its role in the silicon
solidification.
Experiments were performed on hypoeutectic and eutectic
alloys (Al-7%Si, Al-ll%Si, Al-13'Si and 413.2 aJloys).
Assessment of the eutectic microstructun! was don€: using
thermal analysis and metallography. The silicon phase was
quantified by image analysis in terms of its perimeter, shape
factor and aspect ratio. The results reveal that in hypo
eutectic and eutectic synthetic alloys magnesium decreases the
homogeneity of the micrQstructure. At about l%Wt Mg, however,
mag:1esium refines slightly the silicon phase. It was found
that magnesium has a negative effect on strontium modifi
cat ... on, that is, it changes the microstructure from weIl
modified to partially modified. This is believed due to the
presence of a complex intermetallic compound (Mg2srA14si3 )
formed prior to the eutectic transformation. It is suggested
that magnesium not be added in excess of 0.6 Wt% in strontium
TIlodified Al-si alloys.

..
. '
ii Résumé
Pour améliorer les propriétés roécaniques des alliages de
founderie Al-si les plus largement utilisés, de petites
quantités de magnésium sont souvent ajoutées. Cepend.:'nt,
l'effet du magnésium sur la structure eutectique n'est pi1S
clair. Le but de ce travail a été de déterminer l'cff0t
du magnésium sur la structure eutectique ~t de clarifier son
rôle dans la solidification du silicium.
Pour cette étude, des alliages hypoeutectiques et
eutectique ont été utili~és (alliages 413.2, Al-7%Si, Al-l1%Si
et AI-13%Si). L'évaludtion de la structure eutectique a été
faite pdr analyse thermique et par métallographie. La
morphologie du silicium ~ été quantifiée par analyse d'image
(mesures de la taille et de la forme). Les résultats montrent
que pour les all iages synthétiques (eutectique et hypo
eutectiques), le magnésium diminue l'homogénéité de la
microstructure. Cependant, la présence de 1% en poids de
magnésium affine légèrement la phase de silicium. Il a été
trouvÉ que le magnésium a un effet négatif sur la modification
par le strontium. En effet, la structure qui était bien
modifiée, devient partiellement modifiée. Ceci s'expliquerait
par la présence d'un composé i~termétallique complexe
Mg2SrAl4Si3 , formé avant la transformatioll eutectique. On
suggère de ne pas ajouter plus de 0.6% en poids de magnésium
aux alliages Al-5i modifiés ~u strontium .

1 ..
l would
gratitude to
iii
AC~NOWLEDGEMENTS
U ke to express my sincere appreciation and
Prof essor J.E. Gruzleski for his excellent
supervision, const3nt and constructive encouragement and
patience throughout the course of this research.
Special thanks are due to N. Tenekedjiev, F. Paray, C.
Aliravci and P. Blanford for their valuable suggestions and
discussion during conducting this work.
The technical assistance of R. Salby and N. Handiak for
casting experiments, H. Campbell for electron microscope
works, and M. Knoepfel for mechanical works i5 aiso gratefully
acknowledged.
Finally, l am also indebted my parents, colleagues and
friends for their generous support and contribution to this
work in various ways during the completion of this research
and my study at McGill University.

.,
iv Table of Contents
Page
Abstract Acknowledgem~nts
Table of Contents
List of Figures
List of Tables
• • • • • • • .. .. .. .. .. .. • • • • • • • .. • • • • • • • .. • • • •• 1
• .. • • • .. • • • • • • • . .. • .. .. .. .. .. .. .. .. .. .. .. .. .. .. .... 111
.. .. .. .. . . .. .. .. .. .. .. .. . .. .. .. .. .. .. .. .. .. .. .. .. ... . .. .. . .. i v
.. .. .. .. • • .. .. .. .. . .. .. .. .. .. .. .. .. .. .. .. .. .. . .. .. .. .. .. .. ... vi
.. .. .. . . . .. .. .. .. . . .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. . .. ... i x
Chapter l INTRODUCTION • .. .. .. .. .. .. .. .. .. • .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .... 1
1.1 - The Market for Aluminum
1.2 1.3 1.4
1.5 1.6
1.7
1.8
casting Alloys .•.•.....•........... 1 - Al-si castings Alloys . . . . . . . . . . . . .. 3 - Typical Examples of Al-si Alloys 5 - Mechanical Properties and Micro-
structure of Al-Si Alloys .......... 10 - Modification •....•................ 14 - The Role of Thermal Analysis
in Modification Assessment .....•... 21 - Quantitative Analysis an~ Particles
Character i zation . . . . . . . . . . . . . . . .. 24 - The Aims of The Present Work ..••.. 26
Chapter II EXPERIMENTAL PROCEDURE .................. 28
2 .. 1 - General ... . .. .. . .. .. .. .. .. .. .. .. .. .. .. .. .. . .. .. .. .. .. .. ... 28 2.2 - Alloy Preparation & Alloy Making •... 28
2.2.1 Materials .•.•....•......••... 28 2.2.2 Melting & castings ........•... 30
2.3 - Thermal Analysü~ ..•.............•... 3:2 2.4 - Spectrochemical Analysis .......•... 34 2.5 - Metallographie Examination .. .. .. .. .. .. .. .... 34
2.5.1 Optical Microscopy 34 2.5.2 Scanning Electron Microscopy .. 36
2.6 - Quantification Using Image Analysis ..................... 36

(
Chapter III RESULTS & DISCUSSION • . . . . . . . . • • . . . . . . .. 43
3.1 - Magnesium & strontium Effect in Hypoeutectic synthetic Alloy ....... 43
3.2 - Magnesium & strontium Effect in Eutectic Synthetic Alloy ...•........ 52
3.3 - Magnesium & strontium Effect in 413.2 commercial Alloy ...•.•.......• 62
3.4 - Magnesium & strontium Effect on the Microstructure of 356.2 and 357.2 Commercial Alloy .........•.•.•...... 67
3.5 - Effect of Magnesium on th~ Eutectic Temperature ..•............. 68
3.6 - Image Analysis Results .............. 74 3.7 - Aspects to be Considered ............ 83
Chapter IV CONCLUSIONS . . • • • • • . • • . . . . • . . . • . . . . . . . . .. 89
References ............... ,. • • • • • • • .. • • • • .. .. .. • • .. .. .. .. .. .. .... 90
Appendices • • .. .. • • • • .. .. • .. • • • • • • • • • • • • .. .. .. • .. .. .. • .. .. • .. • .. •• 97

..
VI List of Figures
Figure 1.1 Aluminum-silicon phase diagram showing composition range of various commercial alloys
Figure].2 Relationship between mechanical properties and the eutectic microstructure 1 ~
Figure 1.3 The alteration of the cooling curve due ta modification , , . )
Figure 1.4 Cooling curve and its corresponding derivative curves for Al-7%Si-1Mg synthetic allay 2.1
Figure 1.5 The variation of silicon particle diameter and aspect ratio with strontium concentration 26
Figure 2.1 Experimental Procedure il 'J
Figure 2.2 Casting & Thermal Analysis System J î
Figure 2.3 Molten metal of Al-si alloy where magnesium
Figure 2.4
Figure 2.5
Figure 2.6
Figure 2.7
Figure 3.1
Figure 3.2
Figure 3.3
Figure 3.4
and strontium were introduced 3J
Sample Preparation 35
Scanning electron microscope coupled with an image analysis system 37
Particles Characterization 38
Image Analysis Block Diagram 41
The cooling curve for unmodified Al-7%Si alloys 46
The cooling curve for modified AI-7%Si alloys 47
A typical cooling curve for Al-si alloys 49
The evolution of eutectic microstructure as a function of magnesium in unmodified Al-7%si synthetic alloy 50

Figure 3.5 The evolution of eutectic microstructure as a fUt"cticl1 of magnesium in strontium
vii
modified Al-7\si synthetic alloy 51
Figure 3.6
Figure 3.7
The evolution oi eulectic microstructure as a function of rnagnesium in unmodified Al-11\Si synthetic alloy
The evolution of eutectic microstructure as a function of magnesium in strontium
54
modified Al-11%Si synthetic alloy 55
Figure 3.8
Figure 3.9
The cooling curve for unmodified Al-13%Si alloy
The cooling curve for strontium modified Al-13\si alloy
Figure 3.10 The evolution of eutectic microstructure as a function of magnesium in unmodified Al-13%si synthetic alloy
Figure 3.11 The evolution of eutectic microstructure as a function of magnesium in strontium
57
58
60
modified Al-13%Si synthetic alloy 61
Figure 3.12 The evolution of eutectic microstructure as a function of magnesium in unmodified modified 413.2 commercial alloy 65
Figure 3.13 The evolution of eutectic microstructure as a function of magnesium in strontium modified 413.2 commercial alloy 66
Figure 3.14 The eutectic microstructure of a modified 356.2 & 357.2 alloy
Figure 3.15 The depression of the eutectic temperature as a function of magnesium content for un-
67
! modified & strontium modified Al-si alloys 69
Figure 3.16 Part of a ternary Al-Si-Mg phase diagram 71

.,
V 11 i
Figure 3.17 Secondary Electron Image
Figure 3.18 Binary images which are created from
video/secondary electron image
Figure 3.19 The perimeter of silicon particles as a
function of magnesium concentration
75
76
(Al-7%Si alloys) 19
Figure 3.20 The shape factor of silicon particles as a
function of maqnesium concentration
(Al-7%Si alloys) 79
Figure 3.21 The aspect ratio of silicon particles as a
function of magnesium concentration
(lU-7%Si alloys)
Figure 3.22 The perimeter of silicon particles as a
function of magnesium concentration
80
(Al-13%Si alloys) 31
Figure 3.23 The shape factor of silicon particles as a
function of magnesium concentration
(Al-13%Si alloys)
Figure 3.24 The aspect ratio of silicon particles as a
function of magnesium concentration
82
(Al-13%Si alloys) 82
Figure 3.25 Intermetallic compound found in Al-Si-Mg-Sr
system
Figure 3.26 The complex Mg2SrAl4Si} intermetallic
compound
35
86

.
List of Tables
Table 1.1 U.S. Aluminurn Casting Shipments
Table 1.2 composition of the most common
a lumin 1 lTl1-si l icon casting alloys
Table 1.3 casting characteristics of alurninum
silicon alloys
Table 1.4 Typical mechanical properties of
aluminum-silicon alloys
Table 3.1 The effect of mdgnesium on Al-7%Si
ix
Page
2
6
6
10
synthetic alloys 48
Table 3.2 The effect of magnesium in the presence
of strontium on Al-7%Si synthetic alloys 48
Table 3.3 The effect of rnagnesium on Al-11%Si
synthetic alloys 53
Table 3.4 The effect of magnesium in the presence
of strontium on Al-l1%Si synthetic alloys 53
Table 3.5 The effect of magnesium on Al-13%Si
synthetic alloys 59
Table 3.6 The effect of rnagnesium in the presence
of strontium on Al-13%Si synthetic alloys 59
Table 3.7 The effect of magnesium on 413.2
commercial alloys 64
Table 3.8 The effect of rnagnesium on 413.2 in the
presence of strontium commercial alloys 64
Table 3.9 Linear relationship between the eutectic
temperature and the magnesium level 68
Table 3.10 Comparison of the eutectic temperature
obta i ned from exper iment and those from
ternary phase diagram 73

'f !
4
1
Chapter 1
1 N T R 0 DOC T ION
1.1 - The Market for Aluminum casting Alloys.
Aluminum, since the beginning of the middle of this
century, is perhaps the most fascinating light metal used for
large scale applications. The excellent results achieved by
alloying with other elements lead to an almost unlimitcd
variety of properties. The contribution of aluminum alloys as
cast materials, in terms of tonnage, in 1986 is second largest
only to ferrous castings l• As an illustration, in 1986, US
shipments of this alloy were above one million tons. Aluminum
cast parts represented a~proximately 10% of the total tonnage
of US casting shipments. The current market for aluminum
castings is supplied by the most commonly used processes which
are sand casting, permanent mold, and high pressure die
casting2• Table 1.1 shows the aluminum casting shipments (1000
tons per year) in the U.S. alone. The table indicates that
during the period between 1945-1986 the shipments of aluminum
casting alloys have increased by almost ten fold3•
Among others, the growth of high pressure die casting is
the most substantial, with an increase from 34,000 tons in
1945 to 825, 000 tons in 1986. This number will probably
increase in the following decade. The significant rise in die
castings is due to the fact that this process produces metal

2
sections thinner than those obtainable by other techniques.
High mechanical properties and resistance to fatigue failure
can be achieved without heat treatment because of the fine
microstructure produced naturally by rapid solidification4•
Table 1.1 U.S. Aluminum Casting Shipments (1000 Tons Year) [3]
Sand casting Permanent Mold High Pressure Year casting Die Casting
Tons % Tons % Tons %
1945 98 52.5 54 29.0 34 l.8.5
1955 83 20.0 149 36.5 178 43.5
1963 72 15.0 150 32.0 254 53.0
1983 83 9.4 151 17.0 653 73.6
1986 85 7.8 170 15.7 825 76.4
Total
Tons
186
410
476
887
1080
The rapid expansion of aluminum casting by high pressure
die casting cannot be separated from the revolution in the
automotive industry. The rapid economic growth in the world l
and the sharp oil price increases in the early 1970's resulted
in a trend to smaller,lighter and more economical automobiles.
The energy crisis during the past ten years in most developed
countries has led to a search for materials that can increase
the efficiency of ail usage. Aluminum alloy castings provide
cost-effective answers to many needs and problems in the
automotive industry. The combination of good mechanical
properties and casting characteristics result in a variety of

-.
3
applications including engine blocks, cylinder heads, intakc
manifolds, pistons, wheels, etc 3J.
Another market segment for aluminum casting alloys is in
both the civilian and military aircraft industries. In
addition, major uses for aluminum castings are found in
computers, motors, generators and communication systems. In
~he U.S alone, the market opportunities for aluminum casting
alloys over the next decade are expected to grow as the
demand for all kinds of castings rises. To fulfil this high
demand, it follows that, not only must novel techniques be
employed in casting processes, but it is also necessary
to have improvements in the level of the cast aluminum
properties. This means the need for better mechanicùl
properties, through microstructural control, at the lowest
production cast.
I.2 - Al-si casting Alloys.
Alloys with silicon aS the major alloying ingredient are
the most important commercial casting alloys, prirnarily
because of their superior casting characteristics in
comparison to other aluminum alloys. Additions of silicon to
pure aluminum dramatically improve fluidity, hot tear
resistance, and feeding characteristics3 • other advantages
of these alloys are high resistance to corrosion,_ good
weldability and the fact that silicon reduces the coefficient

.. ,
4
of thermal expansions,7. The aluminum-silicon castings alloys,
in fact, constitute 85% to 90% of the total aluminum cast
parts produced. These commercial alloys are available with
hypoeutectic (5%-1 O%Si) , eutectic (11 %-13%8i) and less
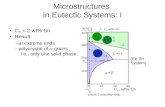
commonly hypereutectic (14%-20%8i) compositions6 • Figure 1.1.
shows the binary aluminum silicon phase diagram and the range
of these three different compositions. The choice of alloy is
on the basis of the desired mechanical properties required by
the particular application. The higher the silicon content,
the harder and stronger the materlal, but at the expense of
ductili t y5, 7,8,9. Generally, the optimum range of silicon ~s
assigned to casting processes based on the relationship
between cooling rate, fluidity, and the amount of eutectic
phase on feeding8 •
Aluminum casting alloys are classified on the basis of
their chemical composition. This classification varies from
one country to another. In the U.S., the Aluminum Association
has adopted a four-digit numerical system to identify aluminum
casting alloys'o. The aluminum silicon alloy family is
designated as folllJws 3xx. x for silicon wi th magnesium
and/or copper as a major impurity (typically >3%) and 4xx.x
for silicon w~thout appreeiable chemieal impurities. The last
two digits have no specifie signifieance to identify the
diff~rent alloys in the system. The last digit to the right

5
of the decimal point identifies the product form either as an
ingot (0) or as a final cast product(l) .
Oc
100
600
500
o AI
Llquld
5 10 15
Wt%
u :0:
-::1 L+SI Q) ..
Q) 0->0-Z
20 SI
Figure 1.1 Aluminum-Silicon phase diagram showing composition range of various commercial alloys (6].
Table 1.2 indicates the most common aluminum silicon casting
alloys with their various chemical compositions. The relative
casting characteristics achieved through these compositions
are listed in Table 1.3.
1.3 - Typical Example. of Aluminum-Silicon Alloys.
Hypereutectic alloys with a high silicon content are
characterized by outstanding wear resistance, a lower thermal
expansion, and have the best casting characteristics ll •

6
1 Table 1.2 Composition of the most common aluminum-silicon "-
casting alloys [3].
Alloy Method*) Elements (wt%) Si Cu Mg Fe Zn Others
319.0 S,P 6.0 3.5 <0.10 <1. 0 <1.0 332.0 P 9.5 3.0 1.0 1.2 1.0 355.0 S,P 5.0 1.25 0.5 <0.06 <0.35 A356.0 d,P 7.0 <0.20 0.35 <0.2 <0.1 A3~7.0 S,P 7.0 <0.20 0.55 <0.2 <0.1 0.05Be 380.0 0 8.5 3.5 <0.1 <1.3 <3.0 383.0 0 10.0 2.5 0.10 1.3 3.0 O.15Sn 384.0 0 11.0 2.0 <0.3 <1.3 <3.0 0.35Sn 390.0 0 17.0 4.5 0.55 <1.3 <0.1 <O.lMg 413.0 0 12.0 <0.1 <0.1 <2.0 443.0 S,P 5.25 <0.3 <0.05 <0.8 <0.5
,~ *) S, Sand Casting; P, Permanent Mold Casting t \. D, High Pressure oie Casting.
Table 1.3 Casting characteristics of aluminum-silicon alloys [ 3 ] •
Alloy casting Resistance Pressure Fluidity Shrinkage method ta tearing tightness tendency
319.0 S,P 2 2 2 2
332.0 P 1 2 1 2 355.0 S,P 1 1 l 1 A356.0 S,P 1 1 l 1
A357.0 S,P 1 1 l 1 380.0 0 2 2 2
390.0 0 2 2 2
413.0 0 1 1 l
443.0 P 1 1 2 1
, 1 Ratings 1, best . 5, worst. ,

7
However, those alloys have shortcomings, due to the presence
of the extremely hard primary silicon phase that reduces
considerably the life of tools during machining. By contrast,
the other two types of aluminum silicon alloys, eutectic and
hypoeutectic, are attractive due to the wide range of the
properties offered. Hypoeutectic alloys, for example alloy 443
(5.3% silicon), can be used with aIl casting processes in
which good ductility, good corrosion resistance and pressure
tightness are more important than strength8•
Chemical impurlties strongly affect the final mechanical
properties. Iron sometimes is introduced in small amounts to
the hypoeutectic alloy to irnprove hot tear resistance and to
decrease the tendency of die sticking or soldering in die
casting. Increasing the iron content (>0.8%), however, is
reported to decrease the ductility by forming hard brittle
plates ~f Q-AlFeS~~. The detrimental effect of Iron on the
mechanical properties can be alleviated by using heat treat
ment. Alternatively, Co,Cr,Mn, Mo, and Ni are sometimes added
to correct for iron7•
Alloy A444 (7%Si-O.2%Fe max.) exhibits good corrosion
resistance and especially high ductility when it i5 cast in
a permanent mold, followed by heat treatment to the T4
condition8 • This alloy is used when impact resistance is of
primary concerne Strengthening of the hypoeutectic alloy can
be achieved by introducing small amounts of Cu, Mg, or Ni.
Copper (4% max.) imparts moderately high strength and improved

8
rnachinability. A slightly higher content of this elernent is
associated with reduced ductility and lowered corrosion
resistance7• Alloy 319 (6%5i-3. S%Cu) is used for sand and
permanent mold castings. Alloy 380 (8.5%Si-3.5%cu) is
preferred for die casting, while 333 alloy (9%Si-0.5%CU) was
developed for permanent mold casting. Many castings of this
general-purpose alloy are supplied only in the as-cast temper,
but the strength can often be improved through full T6 or T7
heat treatment8•
Another group of aluminum silicon alloys are those that
conta in magnesium. The most popular of these alloys is 356
(7%5i and O. 3%Mg) or the higher purity A356. Alloy 357 is
similar to 356, but contains a higher magnesium level (0.5%).
The alloys are marked by excellent casting characteristics,
weldability, pressure tightness and corrOSlon resistance8 •
These two alloys are heat treatable due to M92Si (magnesiurn
silicide) hardening. The hard particles of Mg2Si are
precipitated uniformly throughout the aluminum matrix after
solution treatment (T4), followed directly by quenching and
aging8 • Heat treatment provides the variety of tensile
s~rengths and other physical properties that are attractive
for many applications, including military, aircraft and
automotive parts. The hardening effect, however, is useful
only to approximately 0.70% Mg, beyond which point no further

9
strengthening in the aluminum matrix takes place ann the 10ss
of ductility is even more pronounced12 •
It is weIl known that prolonged or repeated heating will
cause silicon to spheroidise, and as a result, it irnproves
impact resistance IJ•14 • However, in some less critica1 casting
applications, such as in permanent mold or die-cast parts,
solution treatment and quenching May be eliminated. Rapid
cooling in the rnold is relied upon to produce strengthl~.
There are Many other alloys with different chemica1
constituents and casting processes that were not rnentioned
here. Table 1.4 lists some of the Most common aluminum silicon
alloys associated with their casting processes and the
resulting mechanical properties.

, '~ ~'"
'1'IbIe i.~ TnDIIIe"tw"œI Pqertie& ~ Aluminum-gJbm ADD.7I rn
. SjiI'Oii'iIIt _ft(.. . ..... ... ·yt.. . C'JS
.. l\ii ... ...-t JJIé:lilt .... '. f:":" ~.~':"·1· . ::: ..... :. .f ~ ." .' . 1ÎIP!I!i' ••• :.1IIitd:' ... ';,-..' .. .... .-,.... . DIT'" ... . .. 1l!S... ... ..iWIi-.... . •• ., . . . ·Utll-. ". '. 7l6.. ' .
AI-!I:5-7m n.m 400-500 80-140 3-5 m 400-500 100-150 4-10 Al-ti-12& o.m 800-700 100-150 1-5 m 800-700 150-200 10-14
~-10_ 0.2-0.3_ 800-700 100-150 1-3
Al-H-121a. 0.5""" 1-2.51.Cu 700-800 150-200 1-3
Al-St>12B+_ Cu. Ni. etc 700-900 100-150 0-3
450-550 450-550
100-550 5-10 120-200 a-12
800-700 150-220 4-8 800-700 200-250 10-15
1700-800 150-250 2-8
laOO-l00 200-300 1-5
1800-100
1800-130
laOO-l00 100-200 . _ 0-2 _ Jl000-180 .) ArtifIrieIIy .. nom ~ DOt mdfted m = mtlfted. "1). UTS. in 1IN/m2
250-320 1-6
250-4C)O 4-0
200-300 0-3
.. o

I.4 - Machanical propartias and Microstructure of Aluminum-Silicon Alloys.
11
In general, the mechanical properties of aluminum silicon
casting alloys are strongly dependent uponJ•16 .:
1. The casting process used.
2. Dendrite arm spacing (OAS).
3. Grains of the primary phase.
4. Eutectic microstructure.
5. Degassing
6. Heat treatment.
These factors, in reality, are interconnected and often
interdependent in a complex manner. The interdependency
varies from one alloy system to another and from one casting
process to another. The casting process used dictates the
mechanical properties. The rapid cooling rate produced by
pressure die casting yields a fine eutectic microstructure,
smali dendrite arm spacing and smail grain size of the
primary phase, resulting in improved tensile strength and
elongationl5·17.18 (Table 1.4). Another researcher has reported
that reducing the OAS from 100 J.Lm to 25 J.Lm results in
increasing significantly the elongation from 2% to 13%, and
the ultimate tensile strength from 250MPa to 280MPa. From this
point, we can say that DAS obviously affects ductility of the
aluminum matrix.
other techniques are employed to achieve fine structures
or small grains. Reduction in grain size is brought about by

•
12
the efficient heterogeneous nucleation of the alpha aluminum
phase. This can be achieved through crystal multiplication
using mechanical or fluid flow forces to detach dendrite
arms l6• Practically, however, chemical additives are preferred
to refine the grain size by providing the necessary nuclei.
Titanium from 0.02 to 0.15%, or a titanium-boron constituent
(0.01-0.03%Ti and O.Ol%Br) is most widely used to reduce the
aluminum grain size, particularly for alloys with low silicon
concentrations l9• The TiA13 and (AI,Ti) B2 phases provide good
nuclei for a-aluminum lead~ng to finer grain sizes. A smaller,
equiaxed grain size is more preferable, as it improves the
resistance to hot tearing, decreases porosity and increases
mass feeding3,20.
Degassing is performed in the aluminum foundry to remove
the hydrogen present in the melt. By nature, hydrogen is very
soluble in aluminum, especially at high temperatures21 • l'he
presence of hydrogen, especially more than 0.30 mL/100 gr Al,
is associated with interdendritic porosity and secondary
(micron size) porosity. Hydrogen precipitation may alter the
form, as well as the distribution, of shrinkage porosity in
poorly fed sections of the casting3 • It is observed that, in
Al-l2%Si alloys, doublinq hydrogen from 0.2 ml H2/lOO gr Al up
to 0.4 ml H2/lOO gr Al results in a porosity increase from 0.4%
to 1.6%. Hence, hydrogen adversely affects the mec:'1anical
properties. The dissolved hydrogen in the melt, however, can

r
f
r [
)
13
be removed by fluxing with dry, inert and chemically pure gas
such as ni trogen, argon, chlor ine and Freon22•
As explained previously , in certain casting processcs
low cooling rates are encountered, such as in sand castings or
permanent mold casting. As a result, cast products with coarsc
microstructures are obtained. In other cases, for aluminuIn
casting alloys with silicon greater than 8%, the dendrite ùrIn
spacing (DAS) and grain size of the aluminum phase are not too
important, because the properties are mainly controlled by the
amount and the structure of the silicon phase7• Hence, in those
alloys, DAS and grain size play a minor role in the mechanical
properties. The microstructure of aluminum silicon eutectic
alloys is dominated by the eutectic mixture. The morphology i5
characterized by acicular flakes of the eutectic silicon
phase. The sharp edges of these particles act as a stress
raiser so that a crack will initiate and propagate easily. It
is necessary, hence, to refine the silicon phase morphology in
order to develop optimum mechanical properties. This can be
achieved by introducing small amounts of foreign atoms to the
alloy during the melt treatment called 'modification,l.
lModif ication, according to the ASM Handbook, is treatment of molten hypoeutectic, eutectic or hypereutectic aluminumsilicon alloys to improve the mechanical properties of the solid alloy by refinement of the size, shape of the silicon phase. Involves additions of small Wt% of sodium, strontium and phosphorus.

14
I.S - Modification
Since the present work is indirectly related ta
strontium modification, it is necessary to discuss the
modification phenomenon in a more specifie manner.
Modific:ation transforms the acicular eutectic silicon
phase to a fine lamellar or fibrous one, resuiting in improved
mechanical properties, especially elongation and impact
strengt.h2J.2~ 25. Figure 1.2 shows three different micro
structures of the eutectic phase as a function of chemical
modification and casting process (solidification rate) related
to mechanical properties obtained for heat treated Al-si
hypoeutectic alloys.
Modification of the eutectic silicon phase was
discovered about 70 years aga. In 1921, Aladar Pacz found
that Al-si alloy containing between 5% and 15% silicon could
be modified by sodium fluoride to yield an improvement in
ductility and machinability~. The modified alloy since then
has been established commercially.
Modification can be accomplished by using a number of
elements such as those in groups lA and lIA in the Periodic
Table, as weIl as the rare earth elements27•28 • Among aIl of
these, however, only strontium and sodium impart a significant
modifying effect at low concentrations. The concentrations are
dependent on the silicon content of the alloy being treated,
the cooling rates, melting, as weIl as casting practices.

15
A. Acicular B. Lamellar c. Fibrous
~~~ ,ec ~ .. w~\{~ . 18 , •. " ':!11{.' ~I'".
',,"" ~ '" . :~, ....... ~\\',. ~ \. ~ " ~ .. -" ~,' '::
~l~-,jit~ ..... ft. • ~.. >
>J.~"" • : :~ 'If .': .. ,.~~_ ~ ~ ~ '. "'.1'<
.. " = .... 'Iol.' '\,_
1 ~ - . ~ ( '.' .~~ '.; ~ ~~, y'. -~.
" .(1').,~~:'~' .. -:,'. r~ .. .. ~~I ~'~ ~ t', ,IJ,/'f..... • .. l "
~,.. " . ,..,' U';1 ~. ,l . 'r .~~.~~ 'J ~~ t.. " ~ ~ ... if, ~ ~~.'1~. "", -: .: '..... ., ~,,~Vt~s~." 'i1J~'; ~ ~1 ,
• t t .,~ '.,~ r. ,;. t: '. :. l'~' <I;~ " · , ., ...... f'. ', •. '-'. ~ jl"~#Ô.ll'~l\1s. '. i!J; \.' .. ,.~. • l ~~ ~.. 'J j' ... ~ ..... ~ j.l" ~ 1'" ; ~,.~ ~
.-~. ". 'i " '" .:\~\~~>.~ .. ~ ,t!>'A"" ( ,1' " .-':. ,-~~ ~, \ t .... t" ..
;~\\t; "11-, ' I. .. ~~(" , ~ ~ "~~ : }.\.V'~'JT'" '" "~" ~. .... ' . 'i' ~\."" l 't.(:.( ':tIti
,,- ~ of.. &'" ' \; • ~~., .... ,''4 .. '~''''., i"'i- (, r .. ' (,tr- f "I .. { . , d;~~i, ~ . .,.. .. 4'*.. •• "' ~ ~ ... "_ , . ,"r',J,1. "'~~ Il'. •• ~ .. :hJ /~, "( .'~). ,', '\ . \" .
" " .. 1 .:-.JI'j :}.'.],.J t ".h • • 1/: },~ ...... \" ~ , :::" "'Î"-. ,,' ~
Al-7Si-o.3Mq Al-7Si-O.6Mg
Permanent mold
*) U'l'S E
MPa %
A 290 12
B 290 17
C 290 17
*) structure A = Acicular B = Lamellar C = Fibrous
SaneS Permanent mold
U'l'S E U'l'S MPa % MPa
275 2.5 330
280 .. 330
280 , 330
(unmodified alloy) (partially modifiad alloy) (well ModifieeS alloy)
E
%
10
13
13
Sand
UTS E
MPa %
290 2
295 2
285 2
Figure 1.2 Relationship between mechanical properties and
the eutectic microstructure which is a function of modification and casting process in heat treated Aluminum-Silicon alloys (24).

.
16
The generally accepted concentration range is 0.01% to 0.025%
for strontium8•
It is useful to discuss the different characteristics of
the major modifying agents that are commercially available.
Sodium modifies the silicon phase from a sharp-acicular
structure to a fine-fibrous one. It has two effects
eliminating aluminum phosphide (AlP) nuclei and rendering the
eutectic structure fibrous 29• The major shortcoming of this
element is that its action is only short-lived16 • This is due
to the high volatility of sodium at the holding temperature of
the molten metal. A further consequence of using this element
is that one cannot remelt and recast the modified material
since this causes a very significant sodium loss.
strontium has a similar effect to that of sodium; it
causes the eutectic structure to become fibrous30,31.32.
Quantitatively, the concentration of strontium required is
greater than sodium to yield the same effect. However, the
main benefit of strontium is that its rate of 10ss is
distinctly less than that ,';1" sodium, because Sr is less
reactive with the environment2. In many foundry practices,
strontium is the most common modifier used for aluminum
silicon hypoeutectic alloy modification. commercially, it is
available as the pure element and as several Al-Sr master
alloys, such as; AI-10%Sr, Al-14%Si-10%Sr or Al-90%Sr with
different dissolution temperature characteristics ranging from

17
670°C to 750°C. Its stability in the melt enables the modified
metal to be remelted and recast without appreciable losses'.
The major drawback of strontium is that strontium-rnodif ied
alloys are more susceptible to porosity formation, especially
for sand castings with thick sections which solidify slowly'.
Based on a general foundry observation, it has been reported
that modified castings contain significantly more porosity
than unmodified alloys33.34.3.5.
Antimony is capable of changing the eutectic micro
structure, but in a different way from that of sodium and
strontium it yields a lamellar structure instead of a
f ibrous oneS•36 • The degree of ref inement, moreover, is a
function of the solidification rate. With higher cooling
rates, antimony produces a fine lamellar silicon phase.
Antimony treated alloys can exhibit identical mechanical
properties to the same alloys modified with strontium or
sodium. The principal advantage of antimony is that its effect
is absolutely permanent. It is affected neither by holding nor
remelting3 • It is reported that antimony interacts with sodiurn
and strontium, which may be detrimental to the alloy ; thus,
it is essential not to mix the different modifyinq agents in
the foundry36. The major disadvantage of using antimony is
that it is toxic. Therefore, for hygienic and toxicological
reasons, antimony has not been widely used5•

, , •
18
In the 1960' s, i t was found that phosphorus is able to
refine the primary silicon in hypereutectic alloys. This
element facilitates nucleation of the silicon crystals by
enhancing the amount of the AIP compound which is naturally
present in Al-Si alloys. Phosphorus iR added to the alloy
in the range of 0.01%-0.03%. Phosphorus and sodium tend to
interact when both are present in the melt and render one
another ineffecti ves. For hypereutectic alloys, sodium should
be kept at as low a concentration as possible to obtain refi-
nement of the primary silicon by phosphorus. Similarly, for
hypoeutectic alloys, phosphorus should be maintained as low as
possible to obtain good sodium modifications.
The modification is finally affected by various metal
lurgical factors such as ; type of modifier, impurity pre-
sent in the alloy, cooling rate, casting method, method of
addition, addition temperature, degassing sequence, holding
time, type of degassing agent, superheat, pouring temperature,
fluxing, remelting cycles, and the silicon content37.38.39.4o.41.,n.
practically, impurity modification is often used in combi-
nation with quenching (in chilI casting). This technique
yields the finest microstructures.
The mechanism of modification has been the sUbject of
extensive research over the years. Several theories have been
proposed to answer these questions; however, it was not until
the use of transmission electron microscopy and x-ray

19
diffraction that the modification mechanism was clearly
understood. From various theories proposed, they can be
categorized into two groups43, namely, theories based on
nucleation mechanism and theories based on growth mechanisms.
The modification of the aluminum silicon alloy was
initially associated with restricted nucleation by the foreign
atoms. Crosley and Mondolfo44 have found that the nucleation of
silicon is controlled by aluminum phosphide (AIP) inter
metallic compound. Since AlP has a crystal structure similar
ta that of silicon, i tacts as an effective nucleant. In
modified alloys (e.g.sodium), sodium neutralizes the
phosphorus, so that eliminating the nucleation by AIP and
increasing the undercooling for nucleation of silicon by
aluminum results in fibrous structures. It was assumed that
silicon particles are discontinuous~. This the ory has severai
weak points, since the silicon phase is continuous in the
modified, as weIl as in the unmodified, alloy, suggesting that
there is no repeated nucleation taking place after each
eutectic cell is formed2.4~. Moreover, it was found that
nucleation of the silicon from the bulk liquid does not oceur
in the modified alloy due to the presence of the nucleation
barrier46 • It is reasoned that, if the change in nucleation
kinetics was the only mechanism involved in the modification
process, only refinement of the silicon crystal would be
observed, but not the alteration in the shape of the

20
crysta147 • Therefore, the modifying agent must also influence
the growth kinetics of nucleated silicon particles during the
eutectic phase transformation.
In an unmodified alloy, it has been observed that the
silicon phase grows in advance of the aluminum phase with a
non-planar, non-isothermal solid-liquid interface. This leads
to the unbranched, flat-plate morphology·M. The single
crystals grown from the melt are bounded by definite crystal
lographic planes, namely {111} planes. This plane is able te
grow only in a very specific direction, <112> direction. The
very important feature of silicon crystallization is that
twins are easily formed across (111) planes, resulting in a
self-perpetuating groove of 141 degrees at the solid-liquid
interface. This typical growth condition is called the twin
plane re-entrant edge (TPRE) mechanismso,sl,s3.
The effect of modification would seem to be the
poisoning of the re-entrant {ll1} twin groovesSI ,S2.S3. Kobayashi,
et.alS4 have proposed that the modifying agent reduces the
anisotropic growth habit of silicon by adsorbing on specifie
crystallographic planes. In this way the modifier operates to
el!4ilinate the silicon lead distance and to permit semi
isotropie fibrous growth similar to that observed in chilI
modification. Moreover, L.M Hogan et.alsl have observed that
modif iers produce an enormous increase of twinning in the
eutectic silicon. This increase has been associated with the

..
'."
21
reduction of the twin boundary energy, thereby increasing the
growth flexibility of the faceted phase. By a careful study
using transmission electron microscopy, Lu & He lawe 11''
finally found that only impurity atoms with a suitable size
are capable of modify ing the si licon phase. l t ';Jas establ ishecl
that geometrically the ideal radius ratio r,,,,, .. hli<, to r"h"",' is
about 1.646. The impurities are adsorbed on the silicon solid
liquid interface. Their atomic positions promote twinning by
displacing a {Ill} mono layer growth step to an alternative
stacking sequence. This concept is then called "impurity
induced twinning", and i t has been widely accepted as the best
approach to explain the modification phenomenon.
I.6 - The Role of Thermal Analysis in Modification Assessment
Thermal analysis has been used to study the solidifi
cation of metal since the beginning of this century. Th i5
method was mainly used to establish the equilibrium phase
diagrams for metals and alloys. Historically, the use of
thermal analysis to study the evolution of microstructure in
aluminum casting dates from the publication by Cibu la et. a l VI.
Their study on Al-Cu alloys established that a cooling curve
can be used to determine whether or not the alloy i5 either
grain refined or rnodified. Grain refinement can be assessed
by looking at the change of undercooling in primary phase

· i
.
.--- --------------------------------------
22
(Al) crystallization. Furthermore, by studying the
solidification of Al-Si alloys, Crossley and Mondolfo57 showed
that modification affects both the nucleation and the eutectic
temperature. As a result of the extensive development of
microprocessors, it is now possible to automate the recording
and analysis of the cooling curve. Thermal analysis as a non-
destructive test for assessing modification has been largely
used in combination with conventional meta110graphic examina-
tion. Current1y, it is reported that thermal analysis equip
ment is used in hundreds of aluminum foundries around the
world to control the microstructure prior to casting58 •
The effect of modificationS9,60,61 on the co01ing curve is
reported to cause first of aIl, a depression of the eutectic
plateau, secondly, an increase in the undercooling required to
start the eutectic freezing 1 and f inally, a lengthening of the
undercooling. Both the nucleation and growth temperature of
the eutectic silicon are lowered when the alloy is properly
modified (see Figure 1. 3). The nucleation point is 10wered
since the mOdifying agent, strontium for instance, neutralizes
the AlP compound at sites where the silicon crystals start to
nucleate. The eutectic growth temperature ia also affected
because the strontium plays a significant role in the eutectic
silicon growth mechanism. From the three features listed
above, the eutectic depression (5°- 10°C) is the easiest way
to assess whether or not the melt has been proper1y modifiedi

23
therefore, the depression of the eutectic temperature is the
most commonly used method to evaluate modification5l!.o~.
-U -
T e
Figure 1.3
"':"'T ·1 .. ··· 1
'te = Eutectic temperature
-~ T = Undercooling
-Te= Eutectlc depression
Unmodified
Modlfied
., .. t. -~ T e
------__ .~ Tlme
The alteration of the cooling curve due to modification [59].
When dealing with the cooling curve, we sometimes find it
ls difficult to locate exactly the important inflection points
on the curve. To overcome this problem, a derivative cooling
curve (dT/dt vs Time) can be employed as first described by
Backerud in the 1970s63• The main advantage of the derivative
cooling curve is its ability to magnify inflection points
which are hardly visible in the ordinary cooling curve.
Figure 1.4 indicates several important points both on the
cooling curve and on its derivative. The arrow locates the
silicon nucleation starting point. Many researchers are

f ,
.. 1 ...
r
24
reported to have misinterprated the silicon nucleation point
by referring to the minimum undercooling temperature58.62
•
650 6 .. 0 630 620 610 - SOO (J
"" • 590 ... , 580 -0
i 570 r 560 .- 550
5 .. 0 530 520 510 500
0
Figure 1. 4
0.5
O." 0.3
0.2
0.1 Q, .... " 0 Q. ---{).1 n
" Il
-{).2 • n ...... -().3
-{) .. -{).5
-{).S
-{).7 50 100 150 200 250 300 350 400
r.,. (YCOnd)
Cooling curve and its corresponding derivative curve for Al-7Si-1Mg synthetic alloy [63].
I.7 - Quantitative ADalylis and Silicon Partiel. Charaeterization
Although quantitative metallography has been used for a
long time in the characterization of particles, its applica
tion to the eutectic silicon morphology analysis in Al-si
foundry alloys dates from perhaps a decade ago. The reasons
:)re probably due to the broad application of modification only
sinee the past ten years, and also due to the recent develop-
ments in electronic data proeessors, so that one can eollect
and process hundreds of data rapidly. Tuttle and McLellanM.

2S
have characterized the silicon particles in A357 alloy as a
function of solidification rate and heat treatment. They also
have made an attempt ta corre1ate the silicon features to the
mechanical properties, especially ductility. It was observed
that the silicon partiel. taret diamatar2 decreased linearly
as solidification rate increased. There is an increase of the
partiel. count at higher solidification rates. This is rnerely
due ta chilI modification. Moreover, increasing the solution
treatment time and temperature as well as the freezing rate
result in a decrease of the aspect ratio leading to particle
sphericity. It was found that the ductility is inversely
related to the aspect ratio whereas tensile strength is
directly related. Similar results are also reported in
reference 65. More recently, S.Shivkumar, L.Wang & D.Apelian
have observedM, that in a modified 356 and 319 casting alloy
wi th a certain cooling rate, increasing strontium beyond
0.015% causes the average diameter and aspect ratio of the
silicon particle to increase (see Figure 1. 5). This coarsening
of the silicon particle, in addition to the porosity factor,
perhaps explain the reduction of the mechanical properties at
strontium higher than 0.015% which was observed by Closset and
Gruz leski 23.
2According to M. Tuttle et. al [64], 1Ilaxi1llUlll teret diamater is defined as the maximum linear dimension, units are in Mm, count is the average number of particles per field, and aspect ratio is the ratio of maximum to the minimum dimensions

~ "
(
{
26
4 30
o Alpect Ratio 29 • Ollmet.r
_ 3 28 j
! ... 2 7 ~ s 1 al i! 2
2.5
2.4 0.0 001 0.02 0.03 004
% Strontium
Figure 1.5 The variation of silicon partie le diameter and aspect ratio with strontium concentration [66] .
The parameters used for silicon partiele characteri
zation carried out in the current work will be further
discussed in Chapter II.
I.8 - The Aims of The Present Work
As previously described, in heat treatabl.2 aluminum-
silicon alloys, magnesium is introduced in small percentages
This ranges trom 0.35 wt' (A35ô) to about 0.55 wt% (A357).
The reason for magnesium addition ls to strengthen the
aluminun matrix by precipltatinq a hard-brittle MqzSi phase
during the heat treatment.
The exact effect of magnesium on the eutectic
microstructure, however, has never been elarified, and
confusion exists in the literature. Gruzleski and Closset3
found that, in commercial alloys with hiqher magnesium

27
contents (A357), the eutectic phase is somewhat finer than in
alloys with lower magnesium levels (A356). On the other hand,
Bercovici~ has reported that magnesium coarsens the eutectic
microstructure for the same alloys.
Further addition of magnesium leads ta the formation of
a ternary eutectic phase. Numerous papers have discussed the
Al-si-Mg phase diagram frem the thermochemistry and thermo
dynamics points of view1.61
• Sa far, however, little attention
has been paid to the role of the magnesium content on the
eutectic microstructure. If certain levels of magnesium are
indeed able to refine the microstructure, it couid possibly be
used as a modifier. By contrast, if magnesiurn coarsens the
microstructure, which is undesirable due to negative effects
on the mechanical properties, it should not be used in
excessive amounts. It is necessary, therefore, to f ind thF.!
real effect of magnesium on the eutectic microstructure and to
study its role, if any, in the silicon nucleation and growth
mechanisms. Hence, the purposes of the present rese3rch are ;
1. To discover the role of magnesium on the silicon
microstructure of unmodified and modified Al-Si casting
alloys.
2. To discover the possible role of magnesiu~ on the
solidification of silicon in Al-si casting alloys.
3. To study possible interactive effects between magnesium
and strontium in Al-si-Mg ternary alloys.

28
Chapter II
EXPERIMENTAL PROCEDURE
2.1 - General
To ascertain the role of magnesiurn on the eutectic
microstructure, certain synthetic Al-Si aIIoys had to be
produced. These aIIoys can be categorized as hypoeutectic
nlloy, that is, Al-7%Si, and eutectic alloys, Al-ll%Si, and
Al-13%Si. The influence of magnesium on the silicon morphology
was aiso investigated in the presence of strontium, a well-
known foundry modifier. The arnount of magnesiurn used in this
study was va~ied from 0.05% to 1%, whereas strontium was
kept around 0.020% - 0.025%. In addition, Mg was aiso added
to certain widely used commercial alloys such as 413.2, 356.2
and 357.2 foundry alloys. The total number of samples studied
was about 42. The silicon morphology, strongly affected by the
modification and casting parameters, was studied using thermal
analysis and also quantified with an image analyzer coupled
to a scanning electron microscope. The entire exper imental
procedure can be seen schematically in Figure 2.1.
2.2 - Alloy Preparation & Alloy Makinq
2.2.1 Materials
In order to eliminate contaminants, synthetiG alloys
were prepared trom high purity constituents.

,r,
Aluminum
COMPUTER
THERMAL ANALYSIS SYSTEM
COOLING
CURVE
ANALVSIS
MATERIAL PREPARATION
AS CAST MATERIAL
INDUCTI~ FURNACE 1
SAMPLE PREPARATION
'---___ Ir 1
OPTICAL
METALLOGRAPHY
IMAGE ANALYSIS
Figure 2.1 Experimental Procedure
29
Aluminum, the main ingredient used in this experiment, was
supplied by Belmont Metals Co. This is 99.99% pure metai in
pellet forme

30
sil, ieon
The semiconduetor-grade silicon (99.999%> in lump form was
purehased from JOhnson-Mathey Inc.
Magnesium
This metal, about 99.50' qrade, was supplied by Ameriean
Chemical Ltd in flake forme The composition of the metal is
as follows :
Mq Cu Fe Pb Mn Ni Sn wt% Wt' wt' wt' wt% Wt% wt%
95.50 0.02 0.035 0.01 0.15 0.001 0.01
Strontium
strontium was obtained from the commercial master alloy, Al-
10%5r. The composition of this alloy allows the maximum Sr
dissolution in molten aluminum silicon alloy at 750°C.
The remùininq material, 413.2, 356.2 and 357.2 alloys,
were purchased as commercial inqots. Their compositions are
qiven in the Appendix.
2.2.2 .eltiD9 and ca.tiD9
Three pieces of equipment were used in alloy preparation:
1. Induction Furnace where the alloy was fabricated.
2. Ceramic crucible, as a mold, into which the molten metal
was poured.
3. Thermocouples connected to a microcomputer.

.'
31
Appropriate amounts of aluminum and silicon were first
melted together in a 6 cm diameter ceramic crucible placed
inside a copper coil in the induction furnace. The furnacc,
capable of producing power as high as 100KW, is made by Tacca
Ltd. The Al-si metal was heated electromagnetically and
melted for just 10 minutes. The molten metal temperature was
maintained in the range of 740°-750°C. A measured amount of
magnesium wrapped in aluminum foil was then introduced, using
a stainless steel plunger. To minimize magnesium burn-off in
contact with air, an inert gas, argon, was blown continuosly
across the surface of the molten metai. The system was held at
constant temperature for about 10 minutes to dissolve the
magnesium completely, and the alloy at 750°C was then cast
into a smaller crucible • The liquid alloy was then allowed to
sOlidify, and during that period, a chromel-alumel K-type
thermocouple, of O.Ol°C sensitivity, was used to measure the
ternperature. Thermocouples were placed in the center and the
edge of the mold to record the temperature gradient between
the two points while the metal was freezing. To avoid direct
contact with the hot metal which could damage the junction,
the thermocouples were sheathed in 0.044 inch diameter
stainless steel.
In the case of magnesium treatment in the presence of
strontium, prior to pouring, a small amount of strontium
(0.02%) was added to the Al-Si-Mg molten alloy at 740°-750°C.

i ,
32
The system was then held for about 5 minutes to dissolve the
strontium completely. To improve the homogeneity, stiring was
performed using a steel wire coated with ladle wash. Figure
2.2 shows the casting set-up, including the thermal analysis
apparatus, and Figure 2.3 shows the molten aluminum-silicon
alloy.
2.3 - Thermal Analysis
Thermal analysis was performed to study the cool1ng
curve which reflects the nucleation and growth process of the
eutectic phase. Once the thermocouple registers a temperature
change at any given time, it transfers the data electrically
to the microcomputer. The microcomputer operates with thermal
analysis software manufactured by Omega Engineering Co. The
system was set for 0.025 mV resolution with low noise, and the
time per channel was 20 milliseconds. The delay time between
inputs was fixed to be 2 seconds. The data was collected and
stored on diskettes to be further processed using LOTUS and te
be pletted , as cooling curves, using a Hewlett Packard
pIotter. A cooling rate of about 2° C/second, was generally
obtained in the experiments using a ceramic crucible as a
mold.
Derivative thermal analysis curves (dT/dt) were aiso used
to locate the eutectic growth temperature and te locate the
possible reactions leading to intermetallic phases in the
structure (ternary alloy).

Figure 2.2 casting and Thermal Analysis System
Figure 2.3 Molten metal of Al-Si alloy where rnagnesiurn and strontium were introduced.
33

p
i ,
34
2.4 - spactrochemical Analyais
Chemical analysis was carried out to determine the actual
composition of both commercial and synthetic alloys. The
analysis was done using an optical emission spectrometer
manufactured by Baird Atomic, Spectro 1000, model No. DV2
interfaced with a microprocessor. The analysis results are
listed in appendices to this thesis.
2.5 - Metalloqraphie Examination
As-cast samples, about 7 cm high and 5 cm in diameter,
were cut to appropiate dimensions as shown in figure 2.4 and
mounted in Bakelite resin. The surfaces were successively
ground with 120, 280, 400 and 600 grit silicon carbide paper.
After ul trasonic cleaning, the samples were then polished
using a 5 ~m and 0.3 ~m alumina powder aqueous suspension on
a cloth-covered wheel and finished using colloidal silica
solution. A selective etching with 5% NaOH in water was done
to improve the contra st between the aluminum matrix and the
silicon phase, particularly for scanning electron microscope
examination.
2.5.1 optical Microscopy
Polished samples were examined under a Neophot optical
microscope. They were then selec'ci vely photographed using
polaroid 52 film. The micrographs obtained are presented in
Chapter III.

-.
, 1 ~
-'1 2.5 cm 1
f--7cm
1 1
~ ......
:~ 1
As cast sample
Chemical Analysis
Metallography
Examination
Fig 2.4 Sample Preparation

36
2.5.2 scanning Electron Microscopy
Selected samples of hypoeutectic Al-7%Si alloy and
hypereutectic Al-13%Si alloy were etched and observed under
a JEOL-JSM 840 scanning electron microscope shown in Figure
2.5. This versatile instrument is capable of producing an
image with high resolution. Images displayed on the CRT may
come from either secondary electrons or backscattered
electrons captured by the detector. The accelerating voltage
was set for between 2~-35 kV, and the working distance (WD)
and probe current were fixed at 39 mm and 3 x 10-10 Amp
respectively. Several pictures were taken at various
magnifications ranging from 300 X to 600 X. In the case of
intermetallic compound observation, the SEM was set up in the
EDS program and the image obtained on the CRT originated from
X-ray emissions captured by the LN2 X-ray detector. The
chemical stoichiometry of intermetallic compounds was
determined using WDX with microprobe analysis.
2.6 - Quantification Using Image Analysis
Silicon particle characteristics were defined using image
analysis. In this thesis, the particle features as defined by
the Northern.Co are adopted68• Figure 2.6 illustrates how the
particles are positioned and measured in the X-y coordjnates.
This figure also describes the various size and shape
parameters used.

\
i ~
, ~ ~
~ 1 ( )
~
! ~
~
/
37
Figure 2.5 Scanning electron microscope coupled with an image analysis system.

f
38
vu Cent.r of partiel.
t -.----------
Qi ... .f -. __ .-. ----., >-
1 1
+-1 1 1 1 1 1 t 1 1 1 1
1
---_.!._----- 1 1 • 1 1 1 1 • t 1 1 1 -0 1 X '''- X·Feret ......,
PARAMETER DEFINITION
The distance around the edqe of the 1 perimeter partiel •• If the partiel. has a hole in
it, P also inclueSes the distance around the 8dqe of the hol.
Shape Factor perimetero/(4'1' Area)
x-reret Projection of the partiele on the x-axis
Y-reret projection of the partiel. on the Y-axis
Aspect Ratio Lenqth 1 lfidth
Area The aua of all pixel composinq th. image of the partiel.
Figure 2.6 Partiele eharacterization. The partieles are first positioned in the X-Y coordinates, the x and y ferets are then projected onto the axes, and finally, a number of parameter are defined and calculated [68].

"
..
"
.'
39
Image analysis was conducted with a pair of image
analyzers, TN5700 & 5400, produced by Tracor Northern Co. They
were interfaced with the SEM through a program file, cailed
IPA57. The system was able to extra ct the video image on the
SEM to he further proccessed. In principIe, the main stages of
image analysis are (see figure 2.7) ;
1. Image acquisition
2. Binary creation
3. Object detection
4. Measurement
A brief look at each will be taken. The video image
obtained from the SEM is first transformed into an electronic
signal suitable for processing and storage. This digitized
signal is known as the gray level image. The gray levei image
actually consists of thousands of tiny dots known as pixels or
picture elements. Pixels are used to define image resolution,
that is, the more pixels required, the higher the resolution.
Image acquisition is a primary concern of image analysis;
therefore, it is important to have images with equally good
contra st and resolution. Once this is obtained, the image is
not succeptible to degradation, and it can be kept in storage.
The next step is binary creation. This operation separa~es the
region of interest (silicon particles, for exarnple) from
background (aluminum matrix) by binary black & white image.
The binary image, derived from the grey level image in mernory,

(
(
(
40
creates pixels in ON (full intensity) or OFF (black). Binary
images can be analyzed as is, but to obtain more accurate
da ta, images are further improved through fil ter ing (eg ;
dilatation, erosion, edge). This operation can enhance the
image definition by separating contiguous particles or fused
stringered features~.
The third step, object detection, is to define each
region of interest (ROI) within one particular image. This
step allows data reduction by guarding the image and
establishing the number and dimensions of particles to be
measured. Object detection 1s capable of describing each
object more compactly than a l1st of coordinates of every
single pixel it encompasses. Once discrimination has been
completed, aIl necessary information can be used in subsequent
measurement operations.
The last step, the real interest in peforming image
analysis, is to carry out particle sizing or shape measurement
The technique is based on the number and distribution of
detected particles relative to the scan line and the total
number of particles. The particle size and shape analysis
allows one to characterize various features of the phases
present. In the current work, the parameters thought to be
most sensitive to the modification effect on the silicon phase
were defined. These are perimeter, shape factor and aspect
ratio. AlI those features can finally be proccessed and
•
, ,~

.cr ..
"""
41
presented as graphs and tables. All of the stages described
above are carried out using an interactive mode with IPA57 and
a more powerful data management program (TECHCALC).
IMAGE GREY IMAGE ACQUISITION PROCESSING
~-I GREY IMAGE
~ FILTERING
, 1 PRINTI
SET-UP PARAMETERS
~I MEASUREMENT
Figure 2.7 Image Analysis Block Diagram
,

.( 1
"
42
On peforming image analysis, errors may be introduced
from many sources, hence, several precautions have to be
taken. To be able to obtain a consistent resul t, i t is
necessary to set up the experimental parameters exactly the
same from one measurement ta another. This will increase
repraducibility. Image magnification also plays an important
role. As magnification increases, greater field-to-field
measurement variations are encountered. Thus, increasing
magnification improves resolution, but on the other hand, the
area measured may not be representative, particularly if the
number of fields is limited. Therefore, a compromise is needed
between the requirements for high resolution and those for
good statistical sampling .

.. Chapter III •
RESULTS , DISCUSSION
43
The results of the present work are presented in this
chapter as cooling curves, graphs, tables, and micrographs,
which are analyzed and interpreted in order to assess the
effect of magnesium on Al-si alloys. Thermal analysis was
carried out for Al-7%Si, AI-ll%Si and AI-13%Si synthetic
alloy, as weIl as for a 413.2 commercial alloy. The cooling
curves obtained for the Al-7%Si alloy are shawn in Figures
3.1 and 3.2. To deterrnine the eutectic temperature, derivative
cooling curves were used. These results are listed in Tables
3.1-3.2. The sarne method was also applied to the other alloys,
and the final results are presented in Tables 3.3 through 3.8.
The micrographs are arranged 50 that the evolution of the
silicon morphvlogy due to magnesium and strontium additions
can be clearly followed.
3.1 - Maqnesium' Strontium Effects in Hypoeutectic synthetic Alloy
Al-7%Si Alloy
The cooling curve for an Al-7%Si alloy can be seen
in Figure 3.1. When the melt is cooled at a cooling rate of 2°
C/s, it initially exhibits a primary phase solidification
(Al) as indicated by the first large inflection point. After

. '-
44
a period of time, this is followed by eutectic freezing
marked by the thermal arrest. with high purity Al-si alloy
solidified in a ~Brdmic crucible, the eutectic temperature is
found to be 57a.5°C, and the under~ooling is O.6°C (Figure
J.1, the first cooling curve). The temperature is stable for
a long period of time during eutectic growth, and then drops
rapidly on the completion of eutectic freezing.
By adding Magnesium, about 0.06%, the eutectic
temperature is shifted slightly (see Table J.1) to 57aoc from
578.5°C while the undercooling is changed to 0.5°C. The
micrographs in Figure J.4 indicate that there is no signifi-
cant effect on the silicon phase, although some change of
silicon shape can be observed in several areas of the
microstructure. By increasing the magnesium content from 0.36%
to 0.44%, the eutectic temperature is further depressed and
the undercooling, AT, completely disappears. The magnesium
causes the silicon morphology to change from a lamellar to a
fine acicular structure. Further additions of magnesium of up
to 1% decrease the eutectic temperature significantly by
17.6°C. This is accompanied by an increase in the undercooling
of about 1.5°C. The cooling curve of this high Mg alloy has an
inflection point at about 555°C which suggests the presence of
ternary compounds of Al-M92Si-Si. The final structure (Figure
3.4d) consists of a fine lamellar and possibly even a fibrous
structure, occuring in several small pockets. Bo~h the

t L ___ _
4S
morphology of the silicon phase and the depression of the
eutectic temperature (~TE)' as weIl as the increased under-
coo11ng suggest that high levels of Mg act to slightIy modify
the silicon phase in this particular Al-7%si synthetic alloy.
The addition of 0.02% strontium to the alloy depresses
the eutectic temperature by about 2.6°C (see Table 3.2). The
micrograph of this structure shows (Figure 3.5a) a dramatic
change in the silicon phase morphology from a larnellar to a
fine fibrous structure. The strontium addition emphasizes the
dendritic morphology. The dendrites, characterized by a dis-
tinct DAS, can now be clearly viewed. By introducing magnesium
to this alloy, the eutectic temperature was lowered, (Figure
3.2) and the effect of strontium modification decreased. This
effect i5 most pronounced at high magnesium concentrations
(Figure 3. 5d) .

, , j
AI-7%Si alloy Wlthout StrontIum modificatIon
650
640 ,-630
0.000/0 Mg
620 0.060/0 Mg
610 0.35% Mg
600 0..440/0 Mg -Q. 590r ~, UJ 1.01% Mg a: ::J
580 S UJ 570 Il. ~ w 560 1-
550
540
530
520
510
500 0 100 200 300 400
TIME (SECOND)
Figure 3.1 The cooling curves for unmodified Al-7%Si alloys. • Notice the shifting of the cooling curve shape as
en
magnesium levels increased.

--- - - --"--, _. , .~;:S~~!l!\~~~ ... ~~~-",,;i~-or-~'t ~.f;ic.~ ... ~-~~'''"'''-''''~''''''''''''''' "'"~ ..... ,--",~"'~"<-r
AL-7%Si With Strontium modification
650
640 0.00% Mg 630 ----- 0.06% Mg 620 0.41% Mg 610 J- ~ ----- 0.61% Mg 600 r ~
6 1.21% Mg
- 590 W a: 580 :::> ~
570 1 a: """ ,"x -.-.... ~-... _-UJ Il. ~ 560 w t-
550
540
530
520
510
500 0 100 200 300 400
TIME (SECOND) ~ ~
F1Dure 3.2 The cooling curves fer modified Al-7%51 al:oys.

,#
-~ ~
r
48
Table 3.1 The effect of magnesium addition on Al-7%Si synthetic alloy
Mg Sr TNl TN2 ATN TEl TE2 ATE (%wt) (%wt) (OC) (OC) ( OC) ( OC) (OC) (OC)
0.00 610.6 614.0 3.4 577.9 578.5 0.6
0.06 612.0 615.3 3.3 577.5 578.0 0.5
0.36 608.4 610.3 1.9 573.2 573.3 0.1
0.44 609.3 612.3 3.0 571.4 0.0
1. 01 607.6 611.2 3.6 559.4 560.9 1.5
Table 3.2 ."l- e effect of magnesium in the presence of strontium on Al-7%Si synthetie alloy
Mg Sr TN1 TN2 ATN TEl TE2 ATE (%wt) (%wt) (OC) (OC) ( OC) ( OC) ( OC) (OC)
0.00 0.030 612.2 613.8 1.6 573.4 575.9 2.5
0.06 0.030 612.5 614.0 1.5 572.5 574.0 1.5
0.41 0.028 610.0 613.3 2.0 567.9 568.5 0.6 0.61 0.029 610.0 611.7 1.7 563.4 564.5 1.1
1.21 0.025 607.5 610.5 3.0 556.6 558.0 1.4
Note Cooling rate observed in the experiment using eera mie mold is 2°C/sec. TN1, TN2 and ATN are the mini mum, growth and undercooling temperature, respecti vely for primary aluminum. TEl, TE2 and ATE are temperature for minimum, growth and undereooling tempperatutre respectively, for eutectic phase. (See a schematic of a typical eooling curve of Al-si alloys in Figure 3.3)

r 49
Primary Aluminum Solidification
1 • T N --- ------ ------------------------2 ~TN
T N, ---- --------- --------------,-----
----------,---------------- -------~---~. TE2
,0. TE 1 TEt ---------r----------- --------------- ------- -- -
Eutecfic Solidification
-------.. ~ rime
Fig 3.3 A typical cooling curve for AI-Si AI/oys

r
a) 0.0 % Mg
Figure 3.4 The evolution of eutectic microstructure as a function of magnesium content in an unmodified Al-7%Si synthetic Alloy.
1 •

--------------50
b) 0.36% Mg
d) l%wt Mg

a) 0.03% Sr + 0% Mg
c) 0.029% Sr + 0.61% Mg
Figure 3.5 The evolution of eutectic microstructure as a function of magnesium ~ontent in strontium modified Al-7%Si synthetic Alloy.

51
cl O.03~ S o r + 1 _) 0.06% M _.! 1 :r 9 ,'4 r ,~_,.ro ~. ,-4 J..... .
• "t.' '~.,.-q~~. "'~~ / };~k , ~"'l~ • 1 il. . ..<J. -' • '\' \ IC.~
~' ~-..
" '.. ,'" , .. ,\; . .,...-... ~. _ ':; . ,.-;' ~aa • w" <~. . ,~lk,. -~ __ , J~..~ . ~ ',> \.: • .,..
+ 1. 21% Mg

(
3.2 - Maqnesium , strontium Eff.ct in an Eut.otio synth.tic Alloy
Al-ll%si Alloy
52
Essentially, there is no significant difference between
Al-ll%Si and Al-7%Si, as indicated by cooling curves and
microstructures. In the pure Al-lltSi alloy, the eutectic
growth temperature is 576.3°C while the undercooling is 1.SOC.
The silicon morphology is characterized by a sharp acicular
structure with several islands of primary phase. The addition
of a small amount of Mg slightly decreases the eutectic growth
temperature from 576.3 to 575.4 oC without affecting the
undercooling (see Table 3.3). Fu~ther additions of magnesium
of 0.34 % and 0.62% depress the eutectic temperature by 3.5
and 5. 2°C respectively. The micrographs clearly show the
alteration of the silicon phase from a lamellar to a coarse
acicular-faceted structure (see Figure 3.6). The islands of
primary dendrites gradually become bigger with increasing
magnesium, and the structure seems to conta in less eutectic.
The only difference between the Al-lltSi and the Al-7%Si alloy
is that, in the former case, the degree of refinement is
decreased, less than that observed in Al-7%Si alloy. In the
case of strontium modification, increas:ing the magnesium
content agaln coarsens the silicon phase (see Figure 3.7).
Here, again, it is observed that the magnesium masks the Sr
modification.

S3
Table 3.3 The effect of magneslum addition on Al-ll%Si synthetic alloy
Mg Sr TNl TN2 ~TN TEl TE2 ATE
(%wt) (%wt) ( OC) (OC) ( OC) ( OC) ( OC) ( oC)
0.00 577.6 582.0 4.4 574.8 576.3 1.5
0.08 580.0 582.8 2.8 573.9 575.4 1.5
0.34 579.9 583.2 3.3 572.0 573.2 1.2
0.62 579.0 582.0 3.0 570.3 571.1 0.8
1. 06 579.0 581.6 2.6 564.2 566.0 1.8
Table 3.4 The effect of magnesium in the presence
Mg (%wt)
0.00
0.08
0.33
0.60
1. 20
Note
of strontium on Al-l1%Si synthetic alloy
Sr TNl TN2 ~TN TEl TE2 ATE (%Wt) (OC) ( OC) ( OC) ( OC) ( OC) ( OC)
0.021 582.0 583.0 1.0 573.2 574.0 0.8
0.018 581.8 584.5 2.7 572.4 573.6 1.2
0.020 580.0 583.0 3.0 568.0 568.8 0.8
0.025 578.0 581. 7 3.7 564.7 566.8 2.1
0.021 580.5 583.4 2.9 562.0 564.0 2.0
Cooling rate observed in the experiment using cera
mie mold is 2°C/see. TN1, TN2 and ~TN are the
minimum, growth and undercooling temperature,
respectively for primary aluminum. TEl, TE2 and ATE
are temperature for minimum, growth and undercooling
temperature respeetively, for eutectic phase,
(consult Figure 3.3).

a) 0% Mg
c) 0.34% Mg
Figure 3.6 The evolution of eutectic microstructure as a function of magnesium content in an unmodified Al-l1%Si synthetic Alloy.
•
'.

54
100p.m
b) 0.08% Mg
l ,
100 p.m l. iii l "I~
d) 1. 06% Mg

'f 1
\
a) 0.021% Sr + 0% Mg
c) O.O?% Sr + 0.33% Mg
Figure 3.7 The evolution of eutectic microstructure as a function of magnesium content in strontium modified Al-11%Si synthetic Alloy.

b) 0.02% Sr + 0.33% Mg
d) 0.025% Sr + 0.6% Mg

55
Al-13%Si Alloy.
The influence of magnesium on the Al-13%Si synthetic
alloy is very much the same as that seen for the hypoeutectic
Al-ll%Si alloy. That is, at a high silicon content, the
magnesium changes the silicon phase as seen in Figure 3.10.
The depression of the eutectic temperature and the alteration
of the undercooling can be seen in Figures 3.8 and 3.9, as
weIl as in Table 3.5. Two interesting features are observed on
the cooling curve of the high magnesium containing alloy. The
growth of the aluminum primary phase now is more pronounced,
and the formation of the ternary phase at about 550°C is
visible. The series of micrographs (Figure 3.10) reveals that
as the magnesium content is increased, the eutectic morphology
evolves from a sharp-acicular-flake to a rough faceted
lamellar structure. At about 0.98% magnesium, the presence of
ternary compound~, AI-M92Si-Si, as evidenced by chinese-script
dark phases, is more pronounced. Indeed, at this high Mg
content, as found earlier in Al~7%Si and Al-11%Si, sorne degree
of refinment has occured in several area of the microstruc
ture. Generally, however, the eutectic silicon is coarse.
The effect of magnesium addition on the strontium modifi
cation is that the eutectic morphology becomes less and less
modified as the magnesium content is increased (Fig 3.11). The
final microstructure is a mixtuLe of fibrous, lamellar, and
acicular silicon. The image analysis detailed in a separate
section shows this diversity in a more quantitative manner.

r .
650
640
630
620
610
600
~ UJ 590 li: ~
~ 580
, UJ 570 r-~
~ UJ 560~ t-
\
550r 540~ 530~
1 1
520f-i ,
510 ~-1
500 L-
AI-13%Si Alloy Without StronIild Modification
o 100 200
TJUE (SECOND)
0.00% Mg
0.09% Mg
0.55% Mg
0.81% Mg
0.98% Mg
------- --- --'-----300 400
Figure 3.6 The cooling curves for unmodlf~ed Ai-:7~S_ 7~!_:~ Notice the shlfting cf tne COCll ..... ] ,_urVE:: :"'I<:j_=_ ,-j:
magneslum level lncreaseà.
: .. ,. 'J

,-, AI-13%Si Alloy Wt1h Strontilm Modification
6501 l ---------- _. - -,
640 ~
~ 0.00% Mg
1
630~ ---- 0.08% Mg 1
620~ 0.57% Mg 610 ~ Il -~- - 0.70% Mg ID)~ 1\ 1.40% Mg
6' 590 -w a:. 580 :::l
i 570 w 0... ::::t
560 w t-
550
540
530
520
510
500 0 100 200 300 400
TlME (SECOND)
'" CD Figure 3.9 The cooling curves for modified Al-13%Si alloys.

S9
Table 3.5 The effect of magnesium addition on Al-13%Si
synthetic alloy
Mg Sr TN1 TN2 ~TN TEl TE2 ~TE
(%Wt) (%wt) ( OC) ( OC) ( ° C) ( OC) ( oC) ( OC)
0.00
0.09
0.55
0.81
0.91
Table 3.6
Mg (%wt)
0.00
0.08
0.57
0.70
1.40
Note
564.5 575.5 11. 0
565.4 575.2 9.8
566.0 573.5 7.5
563.2 571.6 8.4
563.3 566.7 3.3 56~.6 567.6 2.0
The effect of magnesium in the presence
of strontium on Al-13%Si synthetic alloy
Sr TN1 TN2 ~TN TEl TE2 ~TE
(%wt) ( OC) ( OC) ( OC) ( OC) (OC) ( 0 C)
0.024 566.1 574.3 8.2
0.030 565.5 573.1 7.6
0.028 569.8 570.0 0.2
0.030 567.6 568.6 1.0
0.034 563.2 565.0 1.8
Cooling rate observed in the experiment using
ceramic mold is 2°C/sec. TN1. TN2 and ûTN are
the minimum, growth and undercooling temperature
respectively for primary silicon phase. TEl, TE2
and ~TE are the minimum, growth, and undercooling
temperature respectively, for eutectic phase.

L
r
al 0% Mg
c) 0.55% Mg
Figure 3.10 The evolution of eutectic microstructure as a function of magnesium content in an unmodified Al-13%Si synthetic Alloy.

60
d} 0.98% Mg

..
a) 0.02% Sr + 0% Mg
c) 0.03% Sr + 0.57% Mg
Figure J.11 The evolution of eutectic microstructure as a function of magnesium content in strontium modified AI-IJ%si synthetic Alloy.
,
, , .
L.

61
d) 0.034% Sr + 0.70% Mg

3.3 - Magnesium' strontium Effects in 413.2 commercial Alloy (10.55%8i)
62
The data obtained from the cooling curves of the 413.2
commercial alloy are listed in Tables 3.7 and 3.8. Due to the
various element contributions, the eutectic temperature, for
that alloy, as purchased, is 575.3°C. By looking at the
cooling curves, the primary phase growth temperature is almost
indistinguishable from the eutectic point, while the
undercooling is about 0.8°C. Micrographs show the sharp flake
structure of the silicon phase. By introducing a small amount
of magnesium (0.13%) the eutectic temperature is shifted to
573.8°C with 1.2°C undercooling. The associated microstructure
(Figure 3.12) now exhibits a slightly lamellar structure. A
further increas:e of the magnesium content resul ts in a
lowering of the eutectic temperature and a noticeable increase
in the undercooling. The microstructure, however, remains un-
changed, in that, the silicon has maintained its acicular
shape in sorne rE\gions while becoming lamellar in others.
When about 0.02% strontium was added to the alloy, the
eutectic temperature decreased to 571.5°C while the undercool-
ing remained constant. Thus, strontium additions lower the
eutectic temperature by about 3.S0C. The effect of the modifi-
cation on the microstructure is seen to be a complete change
of silicon phase morphology from acicular to very fine fibrous

63
(see Figure 3.13). The presence of an AlsFeSi phase and an
Al1s(MnFe) )Si2 phase now is more pronounced. Increasing the
magnesium content from 0.16% to 1.4% lowered the eutectic
growth temperature considerably. As observed in the synthetic
alloys, magnesium deteriorates the quality of the strontium
modification.

'\
{ .
64
'rable 3.7 The effect of magnesium addition on 413.2 commercial alloy
Mg Sr TNl TN2 .:1TN TEl TE2 .1TE (%wt) (%Wt) ( OC) (OC) ( OC) ( OC) ( OC) (OC)
0.02 568.6 575.0 6.4 574.5 575.3 0.8
0.13 570.2 573.7 4.9 569.2 573.8 1.2
0.42 569.7 573.0 3.3 569.0 570.4 1.4
0.56 569.4 574.6 5.2 566.5 568.5 2.5
1.25 569.0 574.2 5.2 561.8 564.5 2.7
Table 3.8 The effect of magnesium in the presence of strontium on 413.2 commercial alloy
Mg Sr TN1 TN2 ~TN TEl TE2 ~TE
(%wt) (%wt) ( OC) (OC) ( OC) ( OC) ( OC) ( OC)
0.02 0.024 570.3 574.2 3.9 572.3 571. 5 0.8 0.16 0.020 567.8 573 5.2 571.2 570.7 0.5
0.40 0.025 570.5 575.3 4.8 571 568.2 2.8
0.67 0.023 568.5 573.4 4.9 568.2 565.3 2.9
1.40 0.024 568.5 574 5.5 563.6 561.0 2.7
Note Cooling rate observed in the experiment using ceramic mold is 2°C/sec. TN1, TN2 and 4TN are the minimum, growth and undercooling temperature respectively for primary aluminum. TEl, TE2, and 4TE are minimum, growth, and undercooling temperature respectively, for eutectic phase.

' .. -
a) 0.02% Mg
c) 0.42% Mg
Figure 3.12 The evolution of eutectic microstructure as a function of rnagnesium content in an unmodified 413.2 commercial alloy.
- ,. r

a) 0.02% Mg
c) 0.42% Mg
Figure 3.12 The evolution of eutectic microstructure as a function of magnesium content in an unmodified 413.2 commercial alloy.

-------Il ')
d) 0.56% Mg

a) 0.024% Sr + 0.02% Mg
c) 0.025% Sr + 0.40% Mg
Figure 3.13 The evolution of eutectic microstructure as a function of magnesium content in strontium modified 413.2 commercial Alloy.
Il •

La .. ,\100 l'm ... -. - :,hJ-..I.',Y;, ''i
b) o. 02% Sr + O. 16 % Mg
ct) 0.023% Sr + 0.67% Mg

, j
3.4 - Magnesium and strontium Effect on th. Microstructure of 356.2 and 357.2 Commercial Alloy.
To confirm the observed effect of magnesium on well
modified commercial alloy. One specimen of each of the 356.2
and 357.2 alloys was modified with 0.02% strontium. As
expected, the alloy with the higher magnesium content, Le. the
357.2 alloy (0.5%-0.6\ Mg), is less modified than the 356.2
alloy (0.3-0.4% Mg) (see Figure 3.14).
a) 356.2 Alloy
Figure 3.14 The eutectic microstructure of a modified 356.2 and 357.2 alloy.

67
b) 357.2 Alloy

68
3.5 - Ettect ot Maqnesium on the Euteetie Temperature.
The depression of the eutectic temperature as a functian
of the magnesium concentration, as observed in the cooling
curves, is presented in Figure 3.15. Experimentally, it was
found that a correlation exists between the magnesium content
and the eutectic temperature oi the Al-7%Si, Al-11%Si, Al-
13%si synthetic alloys and the 413.2 commercial alloy. These
correlations are listed in Table 3.9 as linear equations.
These relationships, particularly that for the 413.2
Table 3.9 Linear relationships between the eutectic temperature and the magnesium levels.
Alloy Sr Modifi- Linear Equation Remarks *)
cation wt% Mg
AI-7%Si No TE=579. 0-17.6 (%Mg) 0.00-1. 01 Yes TE=574. 9-14.6 (%Mg) 0.00-1.21
AI-11%Si No TE=576. 4-9.5 (%Mg) 0.00-1. 06 Yes TE=573. 2-8.5 (%Mg) 0.00-1. 20
Al-13%Si No TE=576. 0-6.9 (%Mg) 0.00-0.98 Yes TE=573. 8-6.5 (%Mg) 0.00-1. 40
413.2 No TE=574. 6-8.7 (%Mg) 0.00-1. 25 Yes T(!=571. 4-7.8 (%Mg) 0.00-1. 40
*) Indlcate the magneslum leveis to where the Ilnear equations are valid.
commercial ailoy, may be use fuI ta estimate the magnesium
content by lnonitoring the eutectic temperature. As a compari-
son, a sirnilar linear relationship between the eutectic
temperature and the rnagnesiurn content has aiso been reported
for A356. 0 alloy70 :
-~--~

•
l
580 i
- t-U
575 l:- _ Wlthout Strontium 0 -QI
~ '-.. - Wlth Strontium
:1 ; !S70 .. QI - -CI. e ~ !S6!S u ;: u 560 QI '.
15 W
555 0 0.2 0.4 0.6 0.8 1 12 1 4
Magnesium content (%Wt)
a) Al-7%Si synthetic Alloy
- 578 (J 0 - 576
Q) =:; Wlhout Strontium ~ 574 :::s Wlth strontium ... ca 572 ~ Q) ~ 570 E
568 Q) 1- -' (,) 566 .-... (,) 564 t.'. Q) ... :::s 562 W 0 0.2 0.4 0.6 0.8 1 1.2 1.4
Magnesium content (%Wt)
c) Al-ll%Si synthetic Alloy
Figure 3.15 The depression of the eutectic temperature as a function of magnesium content for unmodified and strontium modified Al-Si alloys.

~
'1 "'"
•
580
-0 = Without Strontium 0 -CIl ~ ... - With Strontium ~ .. ca 570 ... 8. E CIl 565 t-u Ü
560 CIl ~ W
555 0 0.2 0.4 0.6 0.8 1 1.2 1.4
Magnesium content (%Wt)
a) Al-7%si Synthetic Ailoy
- 578 0 0 576 -! o Wlhout Strontium
574 ~ :::J ' . Wlth strontium ..
ca 572 .. CD a. 570 '. E ,:,
CD 568 "
1- 6 Co) 566 .-.. u 564 CD .. :::J 562 W 0 0.2 0.4 0.6 0.8 1 1.2 1.4
Magnesium content (%Wt)
c) Al-l1%Si Synthetic Alloy
Figure 3.15 The depression of the eutectic temperature as a function of magnesium content for unmodified and strontium modified Al-si alloys .

ô o -
578 r------------------, 576
574.
572 ................ .
~ ....
570 . la.
568 • Without Strontium • With Strontium
566
• 564 ~-----L------______ ~ ______ L_ ____ ~
o 0.2 0.4 0.6 0.8 1
Magnesium content (%Wt)
b) Al-13%Si Synthetic Alloy
578 r-----------------------------------~
576
574
572 570
568 566
564
562
5600 0.2 0.4 0.6
• Without Strontium
À With Strontium
0.8 1 1.2 1.4
Magnesium Content (%Wt)
d) 413.2 commercial Alloy
1.6
69

70
Tu = 582°C - 13.3 (%wt Mg)
This equation is only valid for the unmodified alloy with
magnesium concentrations in the range of 0.25% to 0.45% .
The introduction of about 0.02-0.03 wt% strontium to the
alloys markedly depresses the eutectic temp~rature. This was
not observed when magnesium alone was added at an equivalent
concentration, thus suqqestinq that maqnesium does Dot play
the important role in the eutectic silicon qrowth mechanism,
that strontium does. The decr(:·:se in the eutectic temperature
at high magnesium levels (>0.2%) is no doubt due to a simple
phase diagram effect. It is convenient, therefore, to further
discuss the Al-Si-Mg ternary phase diagram.
A two dimensional visualization of a part of the complex
Al-Si-Mg ternary system can be seen in Figure 3.16. The liqui-
dus surface is projected on to the base of a rectangular Al-
Si-Mg system. This rectangle is actually transformed geome
trically from triangular representation of the Al-Si-Mg
system, so that now the X-axis represents the silicon content,
the Y-axis represents Magnesium content and the origin (0.0)
is aluminum. The contours indicate the lines of equal liquidus
temperature. The eutectic temperature of Al-Si-Mg alloys is
represented by a line formed by the intersection of the
liquidus surface (line AB). This eutectic valley goes down ta
the ternary eutectic point as the Magnesium level increases.
The ternary eutectic temperature (555°C) is the lowest
position in the system where four phases (Liq-Al-M92Si-Si)

?
...
71
coexist in equilibr ium. The other informative feature on
Figure 3.16 is the existence of a quasi-binary line (sometimes
called pseudo-binary line). This line expresses the
correspondence between an intermediate phase (MgzSi) and
aluminum. The formation of Al-M92Si is always prior to the
binary Al-Si eutectic transformation.
The eutectic temperature of an Al-si alloy for a given f.lg
concentration can roughly be estimated by following the
12 "- '80 ... ... &70
..... "0 --~,
.... ..... '~o .... ....
, ... --- 6·0 --- llClUIdus 1-' .... .... , , tolo ::t:, ,
..... ---U .... , --- 6'0 .... W .... " -- tolO
f" '- -3 .... ,
.... ---1
, , 600 .- - __ .... \
~ . ' ~, \ -------------, ~ .... ; '. v;
S .... .... ". \ \ \ ~ ~~ \ \ \
Z , , ~. ,
\ \
0 , , .§ 'A\.UWIHIU ... \ 4( , 0; ,
\ \ , " ~ "
, ~ 0
.... \ Ir 0 ....
~ .... \ .
~ .... \ ~ 2 \ \ ..... 0
, , -'b 0 ,
Il • , -0 , ,
0
0 7 3 • S , 1 , ~ 10 14 IS
SlliCON-WEICHT. %
Figure 3.16 Part of a ternary Al-Si-Mg phase diagram. The eutectic valley of Al-si binary alloy goes down as magnesium concentration increased (71).

i .
72
solidification of the alloy itself. For instance, in an Al-
7%Si-O%Mg alloy, aluminum freezes first as a primary phase,
and then the melt freezes by following the X-axis until point
A. This is the eutectic temperature for the binary alloy
(about 577.5°C). Now, ~onsider an alloy having a composition
at point D. This alloy (Al-7%Si-O.6%Mg) will solidify along
the curve DE perpendicular to the contours and will move down
to the eutectic valley at point E. This is the eutectic
ternperature for that particular alloy composition where Al
residual and Si-rich solid solution forro as in a binary
eutectic system. Finally, the alloy will reach point B where
the remaining liquid solidifies as a ternary eutectic. Similar
reasoninq can also be applied to the Al-9%Si-o. 6%Mg alloy
(point C) where eutectic solidification eventually occurs at
point F. Thus we can estimate the eutectic temperatures for
aIl alloys used in the experiments. These estimates are
displayedt in Table 3.10 and are compared with the eutectic
temperatures observed from the cooling curves.
The experimentally determined values in table 3.10 do
differ sornewhat from those predicted from the phase diagram.
The differences are, however, small (less than <1%) and are
no doubt due to inacurracies in the phase diagram itself which
was generated on the basis of higher magnesium levels than
those used here. The eutectic temperatures measured in this
work are probably the best availaible for the Al-Si-Mg system
at low magnesium levels.

Table 3.10 Comparison of the eutectic temperature obtained from experiments and those from phase diagram.
wt% si wt% Mg TEl Tm % Dev
7.15 0.0 578.5 577.5 0.17 7.05 0.06 578.0 576.0 0.34 6.85 0.36 573.3 572.5 0.14 6.45 0.44 571.4 571.6 0.03 6.42 1.01 560.9 562.0 0.19
11.12 0.0 576.3 577.5 0.20 11.00 0.08 575.4 576.2 0.13 10.85 0.34 573.4 574.5 0.19 10.75 0.62 571.1 574.0 0.50 10.69 1.06 566.6 572.2 0.98
13.15 0.0 575.5 577.5 0.34 12.96 0.09 575.2 574.5 0.12 13.00 0.55 573.5 573.3 0.03 12.84 0.81 571. 6 572.8 0.20 12.76 0.98 567.6 572.4 0.84
Note: TEl and TE2 are the eutectic temperature determined from experiment and estimated from phase diagram respecti vely. % Dev = [Absolute (Tu-Tm) ] /T11 X100%.
73

3.6 - Image Analysis Resulta.
preliminary Note.
74
Image analysis was employed on the AI-7%Si and the
Al-13%Si synthetic alloys. The technique is sensitive enough
to quantitatively characterize the eutectic microstructure.
The analysis of both alloys is thought to be useful for
describing the magnesium effect on the eutectic
microstructure. The video images from secondary electron
emission (figure 3.17) were digitized qiving binary images
wh~ch could be further analyzed (fiyUre 3.18). As mentioned
previously, (chapter II), three parameters were used to
quantify the microstructure. The first one, the perimeter, was
used to determine the size of the eutectic particles. The
last two parameters, the shape factor and the aspect ratio,
were used to evaluate the particle shapes. Thus, if a particle
is spherical, the value of both the shape factor and the
aspect ratio is equal to 1. Conversely, these values increase
as the particles becomes more plate-like. Hence, as aspect
ratio and shape factor diminish, the degree of circularity is
improved.
The number of particles analyzed was about 200 per
measurement per sample. Each sample was measured three times
using a different object of interest. The total number of
particles measured was about 500-600 per sample. The results
of the image analysis are presented in the graphs shown in

75
a) Unmodified AI-7%Si Alloy
{ 1.,. •. .. ~ ~. . .. r-- ~ .. , . • /~",' f.- -. /-. ~- '/t,'· '1·· , ., ' " ~ ~. -.1 -.. .' •• ~ - '. ' --. 1.-- .. . ~, •. ." .... ,.~, • y ., ....... \ •.• 1:. ~ • • _.,' • '-........ '-, ,_' ~. _, .,. _/' _,. __ • _ 4 ~... .'_ ., l'." .. - ./1 . ~ .. - ' • ,.. ...... , J" ...... - Ile • "'. .. .• '-.'- ~.. ~.- .. " ..... ,- ." , .... - . .....,~ -. . - -. ,,- .-... .. --, . . - . .... .., .. . '- . - ... --- \. ~',. .:~..-, "'-~~/I .. ~ ~,.. ,,~~ "/' .1,-: .--, "'J." " • ~ -.1 · w~ • •. ,1'" ~ ,. 't;, ~. ... ... ~'
~~~~I" ~ tJ~HJ 30KU ~ -~ ... -~~. 10~m W03 f. b) Modified AI-7%Si Alloy
Figure 3.17 Secondary electron images.

a) Unmodified Al-7%Si Alloy
b) Modified Al-7%Si Alloy
Figure 3.18 Binary images which are created from video/secondary electron images.

77
Figures 3.19 to 3.24. Both the AI-7%Si and the AI-13%Si alloy
clearly show the alteration of silicon eutectic particles, (as
characterized by their shape and dimension), dS a function of
either magnesiuiTI or strontium content. On each graph, two
different behav~ours are evident in the variation of the
microstructural pal"'ameters wi th and wi thout strontium.
Without strontium, the mean value of the perimeter, the shape
factor and the aspect ratio of the eutectic phase, as weIl as
their standard deviation, fluctua te very w~ùely. Thus the
silicon phase is very non-uniform in the absence of strontium.
In the presence of 0.02% strontium, as magnesium increased,
the mean values increased slowly and their deviation steadily
broadened. In general, the presence of magnesium tends to
produce a non--uniform eutectic structure while strontium
homogenizes the microstructure.
Hypoeutectic Synthetic Alloy
ln the pure AI-7%Si alloy (see Figures 3.19 to 3.21 ), the
average perimeter of the silicon phase is about 48}.J.m. This
value fluctuates with increasing magnesium content (0.36-0.44
wt%) as does the deviation of the mean value of the perimeter.
This implies that a fine silicon phase is present in the
structure as indicated earlier in the micrographs. The shape
factor, regardless of the magnesium content, remains
essentially constant. The aspect ratio, however, steadily
decreases from 3.6 to 2.7 as the m""\gnesium content increases.

78
In the absence of strontium, low concentrations of magnesium
change the eutectic shape leading to a very non-uniform
microstructure (reflected by the broadening of deviations) .
In the presence of strontium, the degree of modif ication
is appreciable. Tne eutectic silicon phase i3 fibrous with ù
high degree of circularity. without magnesium, the average
value of the perimeter is 7 J.Lm with no significant deviation.
The shape factor is about 1.7 and the aspect ratio is about 2.
Introducing small amounts of magnesium to the alloy causes
both the size and the shape of the eutectic phase to increase.
This is reflected, not only by the mean values but aiso by
their deviation. Thus the microstructure becomes more hetero-
geneous as magnesium increases. Finally, with about 1.2%
magnesium content, the average of the eutectic perimeter is
about 30 J.Lm; the shape factor is about 4, and the aspect ratio
is 2.4 approaching that of the unmodified alloy. This alloy
(as shown in the previous micrographs) is characterized by a
mixture of fibrous, lamellar and acicular silicon. It can be
concluded that magnesium does
modification.
indeed impair strontium

,'1
'\
{ ..
19
1 2 0 r 1 1O • Wlthout Strontium 100 Â Wlth Strontium , - 90
1 E 80 , .:, ~ 70 1 T CI> J , ,
Q) 60 1
E 50 • 't: 1 CI> 40 l r Q, 1
30 • 4- + ,
20 10 l
0 1 1 1 1 ! 0,0 0,2 04 06 0.8 1 0 1 2 ~ 4-
Magnesium Content (%Mg)
Fig 3.19 The perimeter of silicon particles as a function of magnesiurn concentration (Al-7%Si alloys).
10~----------------------------------
• Without Strontium 8 • Wlth Strontium
t f 2
O+---~~---+----~----~-----rl----~I----~ 0.0 0.2 0.4 0.6 0.8 1 0 1 2 1.4
Magnesium Content (%Wt)
Fig 3.20 The shape factor of silicon particles as a function of magnesium concentration (Al-7%Si alloys).

T
'. 1-.
... 1 f
t ï (
l
51 1
4
0 :;: ca a: 3 T - • (,,) CI)
~
C-I/)
ct
: j. 00
1
02
..
• Without Strontium .. Wlth Strontium
•
. ,
Magnesium Content (%Wt)
Fig 3.21 The aspect ratio of silicon particles as a function of magnesium concentration (Al-7%Si alloys).
Eutectic synthetic Alloy
80
As shown in the micrographs in Figure 3.10 the pure Al-
13%5i alloy is characterized by sharp-flakes of the eutectic
silicon particles distributed throughout the aluminum matrix.
Image quantification revealed that the perimeter of the
silicon phase is quite variable (ranging from 20 to 80 ~m),
with inconsistencies in the standard deviation (see Figures
3.22 to 3.24). In fact, this reflec:ts the nature of the
eutectic silicon when magnesium is added. The same tendency
was also observed for the shape factor, espe~ially its
standard deviation, suggesting that the silicon phase becomes
non-homogeneous. The aspect ratio, however, decreased fram
4.5, in the absence of magnesium, to about 3.0 for a 0.98%
magnesium content. 'ro summarize, by increasing magnesium
concentration, the silicon shape is altered from sharp

".1 !,.
81
acicular flakes to rough-faceted larnellae, and the size
increases s l ightly in sorne parts and coarsens in others,
especially with about 0.98 wt% Mg.
As described previously, in the presence of strontiu~,
the eutectic silicon phase is fibrous and very finely divided.
This phase has a mean value of the perimeter of 10 ~m, shape
factor of 1.8, and aspect ratio of 1.9. All parameters exhibit
very small deviations indicating a homogeneous microstructure.
The addition of rnagnesiurn to the alloy steadily increases not
only the rnean value of these pararneters but their deviatjon as
well. Particularly in the case of the 1.4% Mg addition, the
silicon size is almost doubled from 10 to 19 ~rn.
100
80 1 - f E
1 l a, 60 '- T CD
1 1$ i E 40 i 1: T CD 4 Q.
+ 20 1 • 4
0 1 1 1 1
00 02 04- 06 08 1 0 1 2 1 4- 1 6
Magnesium Content (%Wt)
• Wlthout Strontium ... With Strontium
Fig 3.22 The perirneter of silicon particles as a function of magnesium concentration (AI-IJ%Si alloys).

• • 'c f 1
~ ~ (
\'
~ " ~ \ • 1 l -~ ~ • i .'
1
82
20 i
1 • Wlthout Strontium
~ 15
1 0 .. u ra
10 f IL Q) Q.
l 1 ra J: fi)
5I A
• Wlth Strontium
• • T .. • , •
01 ~- -+-. - -
00 o 2 .] -1- o t3 J S i J ~
~
Magnesium Content (%Wt)
Fig 3.23 The shape factor of silicon particles as a function of magnesium concentration (Al-13%Si
.2 .. ra a: .. u Q) Q. II)
<r:
alloys) .
60
5.0
4.0
T 30 , 2.0 • 1 a
• ..
• Wlthout Strontium
À Wlth Strontium
i
.. . 00 +---+---...-----+---~--r-------~- ---.
0.0 02 :J 4 J6 08 1 J 2
Magnesium Content (%Wt)
Fig 3.24 The aspect ratio of silicon as a function of magnesium concentration (Al-13%Si alloys).

83
3.7 - Aspects To Es Considered
Two questions arise from the experimental results
reviewed in the preceding section. First of all, in the
absence of strontium, why and how does maqnesium change the
silicon phase, and secondly, why does magnesium mask the
strontium modification ?
1. Magnesium alteration of the eutectic silicon phase.
Magnesium, up to now has been reported to have various
effects in these alloys. Sorne researchers have reported that,
magnesium refines the unmodified alloy 3.69 while others have
observed that magnesium coarsens the eutectic micro
structura24• The role of ma~'nesium on the nucleation and growth
mechanism of eutectic silicon is far from clear. This
confusion as to the effect on the eutectic structure is
perhaps understandable since magnesium is added to foundry
alloy for purposes of heat treatment, and so little attention
has been paid to its effect on the eutectic microstructure.
From our experiments, it is hypothesized that magnesium
changes the silicon phase by two possible mechanisms.
The first is by influencing the silicon growth mechanism, (in
a different way than strontium does), so that the silicon
crystals grow in many directions and not just in the favoured
crystallographic direction (unlike strontium induced
twinning). The rounded appearance of the silicon particles is
due to the higher frequency of high angle branching during

r
.~
----------------------------~~, .......... , ...... .
84
crystal growth. The reason why magnesl.urn is capable of
affecting the silicon growth mechanisrn is due to the fact that
the ratio of its atornic radius to that of silicon approaches
the w\lue of 1.65, a value where modif ication is thought ta be
rnost effecti ve55• The second hypothesis is based on the
accumulation of magnesium atorns ahead of the eutectic silicon
phases. This causes a shift of their melting points down
extensions of the liquidus surface resulting in a decrease in
freezing rate leading to coarsening of th8 structure.
2. Effe~t of maqnesium on strontium modification.
The most reasonable approach to answer the question of
why magnesium masks the modification effect is that rnagnesiurn
reacts with strontium to form a complex intermetallic
compound. Such compounds may form in the liquid before the
eutectic reaction. Investigation by electron rnicrascopy uSlng
EDX enabled the identif ication of compounds that could be
responsible for modification degradation (see Figure 3.25).
The chemical stoichiometry of the compounds was finally
determined using WDX from an electron microprabe by comparing
the X-ray intensity emitted by the elements of interest. It
was found that the following complex compound is formed:
Mg2Sr (Si3Al4 ) •
These compounds appear as very bright spots on the back -

85
scattered electron ~rnage on the CTR (see Figure 3.26). Their
formation is very cornplex in the Al-Si-Mg-Sr system and 50 far
no information on thern appears in the literature.
Figure 3.25 Intermetallic compound found in the Al-Si-Mg-Sr system (Mag 5000 X)

86
Figure 3.26 The complex Mg2Sr(Si1Al~) intermetallic compound (bright spot). By increasing the image contra st (the lower micrograph), the compound is more pronounced and can be clearly distinguished from the eutectic silicon phase (Mag 4500X).

87
3. Some other important factors to be discussed
In real foundry practice, magnesium, in the range of 0.3
to 0.6 wt%, is commonly added to Al-Si alloys in order ta make
heat-treatable alloys. Beyond 0.7 wt%, as reported by several
researchers mentioneù in Chapter l, there is no further
improvement in the mechanical properties. This perhaps is due
to the alteration of the microstructure, so that the strength-
ening effect of Mg2Si particles may be compensated by the
coarsening effect of the silicon phase. In the case of
strontium modified alloys, there is no information in the
literature regarding the influence of magnesium on the
loicrostructure. Based on the current exper iments, however,
(see Figures 3.4 through 1.13) alloys with magnesium levels
between l.3 0.6 wt% exhibit microstructures which are
typically dominated by the fibrous silicon phase. Hence, there
may be no significant effect on the mechanical properties. On
the other hand, increasing the magnesium content in excess of
0.6 wt% affects the modification markedly, so that the
microstructure is no longer homogeneous but consists of a
mixture of the fibrous, lamellar, or even acicular structures.
The higher the magnesium concentration, the more pronounced
the damage to the modification. As a result, beyond the
optimum magnesium content, one may expect a deterioration of
the mechanical properties. Therefore, it is not recommended to
add magnesium in excess of the 0.6 wt% level to strontium
modified Al-Si alloys.

88
Recalling the silicon phase characterization (see Figures
3.19 through 3.24), unmodified alloys exhibit fluctuations of
the silicon size and shape parameters, as weIl as fluctuations
in their standard deviation. This, perhaps, is not a 'true'
standard deviation, which according to statistical principles
is defined as a tool to assess the accuracy of the rneasure
ments or to assess the significance of the error introduced
dur inq repeated measurements under the same exper imenta 1
conditions. Conversely, in the case of the present micro
structural characterization, the standard deviation should be
considered solely as a tool to assess the homogeneity of the
silicon phase. As observed previously, particularly in the
strontium modified alloys, the higher the rnagnesium level the
wider the standard deviation. The standard deviation, in this
particular case, reflects the nature of the microstructure.
,

( ,
89
Chapter IV
CON C LUS ION S
1. In Al-7%Si, Al-11%Si, and Al-13%Si synthetic alloys,
a low concentration of magnesium changes the silicon phase.
In general, i: was found that Magnesium neither refines
nor coarsens the eutectic phase, but definitely reduces
the degree of homogeneity of the microstructure. At high
levels (eg.1 wt%), however, the magnesium slightly refines
the silicon phase.
2. The effect of magnesium in Al-13%si eutectic alloys is
most distinct. It changes the eutectic silicon phase
from sharp-acicular flakes to rough faceted lamellae.
3. Magnesium has a negative effect on strontium modification,
such that its presence changes the microstructure from
a fully modified to a partially modified one.
4. This effect is most likely due to the formation of a
complex Mg2srAl~Si3 intermetallic compound which probably
is formed prior to the eutectic transformation.
5. Magnesium, unlike strontium, does net play an important
role in the eutectic silicon solidification.
6. The depression of the eutectic temperature in Al-Si alloys
as magnesium increased is due to phase diagram effect.
7. For feundry applications, it is suggested that magnesium
not be added in quantities higher than O.6%Wt in strontium
modified Al-si casting alloys.

R E FER E NeE s
1. Jorstad, J.L. The Aluminum Casting Market, A technical perspective, Modern Casting., November 1988, pp.39-41.
2. Polmear, l.J. Light A1loys, Metallurgy of the Light Metals, E.Arnold Publisher., London, 1981, pp.110-126.
3. Gruzleski, J.E And Clcsset.B. The Treatment of Liquid A1uminum Silicon Alloy, American Foundryman Society, Inc., Illinois, 1990.
4. Aluminium, Allieages de Foundry, Societe de Vente de l'Aluminium Pechiney. (Various technical brochures published in the period 1979-81).
5. ASM Metals Handbook. 9 ili Ed, Vol 15, Metals Park, OH, 1988, pp.741-769.
90
6. Backerud, L., Chai, G., Tamminen, J. Solidification Characteristics of Aluminum Al10ys Vol 2, Foundry Alloys, AFS/Skanaluminium., 1990, p.79.
7. Mondolfo, L.F. A1uminurn Allors: structure and properties, Butterworths., London-Boston, 1976.
8. Hatch, J.E. A1uminum Properties and Physica1 Meta11urqy, ASM, Metals Park, Ohio, 1984, pp.320-350.
9. Swan, J.B. A1uminum Silicon A11oys, Sorne Notes on their properties and Limitations, Automobile Eng., ~(1924) pp.102-105.
10. Registration Record of Aluminum Association Alloy Designation and Chemical Composition Limits for Aluminum Alloys in The Form of Castings And Ingot. The Aluminum Association., 1987.

r i ,
f
91
11. Tenekedjiev, N. strontium Treatment of Hypereutectic Al-17%si casting Alloys, M.Eng Thesis, MeGill University, 1989, p.5.
12. Haque,M.M., Bennett.G.R and Kondie V. Effects of Silicon and Magnesium Additions on strontium Modification of Aluminum-Silicon Eutectic-base Alloys, Foundry Trade Journal., Mareh 24, 1983, pp 387-390.
13. Zhu, P.Y., Liu, Q.Y., Hon, T.X. spheroidization of Eutectic silicon in Al-si Alloys, AFS Trans., ~(1985), pp. 609-614.
14. Closset, B. Modification' Quality of Low Pressure ~luminum casting, AFS Trans., 96(1988), pp.249-260.
15. Hepler,L.M. & Loper,C.R. Effect of Solidification coolinq Rate on Microstructure, AFS Trans., 68(1960), p.245.
16. ASM Metals Handbook, 9~ Ed, Vol 15, Metals Park, OH, 1988, pp.159-168.
17. Radhakr ishna, K., Seshan, S., Shesadr i. M. R. DAS in Aluminum A110y casting, AFS Trans., 88(1980), pp. 695-702.
18. sigworth, G.K & Guzowski, M.M. Grain Refining of Hypoeutectic Al-si Alloys, AFS Trans., ~(1985), pp. 907-912.
19. Guzowski, M.M., sigworth, G.K., Senter, D.A. The Role of coron in Grain Retinement of Aluminum wilh Titanium, Metal.Trans., (18A)1987, pp 603-619.
20. Robota, M and Kitaoka,S. Solidification Behaviour , Hot Tearing Tendency of Al-casting A11oys, AFS Trans., 81(1973), pp. 424-427.
21. Sigworth, G.R. Practical Deqassinq of Aluminum, Modern Casting., 78(1988), pp. 42-44.

~-
92
22. Mollard, F.R and Davidson, N. A Non-pollutinq Oegassing Technique for Al-Alloy Melts, AFS Trans., 86(1978), pp. 501-504.
23. Closset,B & Gruzleski, J.E. Mechanical properties of A356.0 Alloys Modified with Pure Strontium, AFS Trans., 90 (1982), pp. 453-464.
24. Bercovici, S. Control of Solidification Structure & properties of Al-si Alloys, Paper presented at 45~
Congress of International Foundry, 1978.
25. Garat, M. Hypoeutectic Al-si Alloy, Control of eutectic Structure and Mechanical Properties, Paper presented a~ 45~ Congress of International Foundry, 1978.
26. Pacz, A. United states Patent 1,387,900 (August 16, 1921).
27. Kim, C.B & Heine, R.W. Fundamental~ of Modification in the Aluminum-Silicon system, J. Inst of Metal., 92 (1963-1964) , pp. 367 - 3 7 6.
28. Qiyun, Z. Chaogui,Z. Wanshu, H. The Modification of Al-si Eutectic Alloys with Rare-Earth Elements, Acta Metall Sinica., 17(1981), pp. 130-136.
29. Crosley, P.A and Mondolfo, L.F. The Modification of Aluminum Silicon Alloy, Modern Casting., 49(1966), pp. 89-100.
30. Closset, B. Gruzleski, J.E. A Study on the Use of Pure Metallic strontium in the MOdification of Al-si Alloys, AFS Trans., 89(1981), pp. 801-808.
31. Davami, P and Ghafelehbashi, M. strontium as A Modifying Agent for Al-si Eutectic Alloy, British Foundryman., 72(1979), pp.4-7.

f
32. Closset, B & Gruzleski, J.E. structure & Properties of Hypoeutectic Al-Si-Mg Alloys Modified with Pure Sr, Met Trans A., 13A(1982), pp. 945-951.
33. Gruzleski, J.E., Handiak, N., Campbell, H., Closset,B.
93
Hydrogen Measurement by Telegas in Sr treated A356 Melts, AFS Trans., 96(1988), pp. 83-88.
34. Argo, D. and Gruzleski, J.E. Porosity in Modified Aluminum Alloy castings, AFS Trans., 96(1988), pp.65-74.
35. Hurley, T.Y and Atkinson, R.G. Effect of Modification Practice on AI-A356 Alloys, AFS Trans., 93(1985),
pp. 291-296.
36. Weixing, W. and Gruzleski, J.E. Modification of AI-7SiO.3Mg Alloy by Sodium and strontium in Presence of Antimony, Materials Science dnd Technology., ~(1988), pp. 471- 475.
37. Lowery, R.R., Croeni., Kato, Q.H. Improvement of A Comnlercial Hypereutectic Al-si Master Alloy, US. Bureau of Mines, Report #6765, 1966.
38. sigworth, G.K. Theoretical and Practical Aspects of The Modification of Al-si Alloys, AFS Trans., 91(1983), pp. 7-16.
39. Pekgüleryüz, M. strontium Dissolution in Liquid Aluminum and A356 Alloys,. Ph.D Thesis, McGill University, 1987, pp. 248-254.
40. Hess, P.H and Blackmun, E.V. Strontium as a Modifying Agent for Hypoeutectic Al-Si Alloys, AFS Trans. ,.§.l(1975) ,
pp. 87-90.
41. Hurley, T.J, Atkinson, R.G. Effect of Modification Practice on Aluminum A356 Alloys, AFS Trans., 93(1985),
pp. 291-296.

, r, ,
94
42. Kassing,D.D. Schweitzer, J.N. Wuetig, F.L. Sodium Versus strontium Modification of the Hypoeutectic Al-si Alloys, AFS Trans., 87(1979), pp. 359-366.
43. Elliott, R. Eutectic Solidification Processing, Butterworths & Co Int., London, 1983.
44. Crosley, P.A, and Mondolfo, L.F. The Modification of Aluminum Silicon Alloy, Modern Casting., ~(1966), pp. 89-100.
45. Glenister, D and Elliott, R. strontium Modification of Al-12%Si Alloys, Metal Sci Journal., 15(1981), pp. 181-184.
46. Hanna, M.D., Lu,S. and Hellawell, A. Modification in the Aluminum Silicon system, Met.Trans A., 15A (1984), pp. 459-469.
47. Mulazimoglu, M.H. Electrical Conductivity Studies of Cast Al-Si-Mg Alloys. Ph.D Thesis, McGill University, 1988. p.15.
48. Hunt, J.D & Jackson, K.A. Binary Eutectic Solidification, Trans.AIME., 23&, June 1966. p. 843.
49. Rutter, J.W. Modification of Eutectic Morphology, Journal of Crystal Growth., ~(1977), pp. 515-525.
50. Hellawell, A. The Growth 4nd structure of Eutectics with silicon and Germanium, prog in Materials Science., 15(1970), pp. 1-77.
51. Hogan, L.M and Schamsuzzuha, M. crystallography of the Flake-Fibre Transition in the Al-si Eutectic, Materials Forum., 10(1987), pp. 270-277.
52. Flood, S.C and Hunt, J.O. Modification of Al-Si EutE·~tic Alloys with Na, Metal Science., 15(1981), pp. 287-294.

,-\
53. Hamilton, D.R and Seidensticker, R.G. Propagation Mechanism of Germanium Dendrites, Journal A Physics., .11(1960), pp. 1165-1168.
95
54. Kobayashi, K.F and Hogan, L.M. The Crystal Growth of Silicon in Al-si Alloys, Journal of Materials science., 20(1985), pp. 1961-1975.
55. Lu,S and Hellawell. The Mechanism of Silicon Modification in Al-si Alloys: Impurity Induced Twinning, Met Trans A., 18A(1987), p. 1721.
56. Cibula, A. The Mechanism of Grain Refinement of Sand castings in Al-Alloys, J.Inst.Metals., 76(1950), pp.321-360.
57. Crosley, P.A and Mondolfo, L.F. The Modification of Aluminum silicon Alloy, Modern Casting., 49(1966), pp. 89-100.
58. Backerud, L. Chai, G. Tamminen, J. Solidification Characteristics of Aluminum Alloys VOl.2, Foundry Alloys, AFS/Skanaluminium., 1990, ~p. 25-38.
59. Charbonnier, J. Microprocessor Assisted Thermal Analysis Testinq of Aluminum Alloy structures, AFS Trans., 92(1984), pp. 907-922.
60. Closset, B., Pirie, K., Gruzleski, J.E. Comparison of Thermal Analysis and Electrical Resistivity in Microstructure Evaluation of Al-si Foundry Alloys, AFS Trans., ~(1984), pp. 123-133.
61. Apelian, 0 and Cheng, J.J. Al-si processinq Variables: Effect on Grain Refinement and Eutectic MOdification, AFS Trans., 94(1986), pp. 797-808.
62. Apelian, A., Sigworth, G.K., Whaler,K. Assessment of Grain Refinement and Modification of Al-si Foundry Alloys by Thermal Analysis, ~FS Trans., 92(1984), pp. 297-307.

.....
1
96
63. Backerud, L.S., sigworth, G.K., Recent Developments in Thermal Analysis of Aluminum casting Alloys, AFS Trans., 97(1989), pp. 459-464.
64. Tuttle, M.M and McLehan, D.L. Silicon Particle Characteristics in Al-Si-Mg castings, AFS Trans., 92(1982), pp. 13-23.
65. Mclellan, D.L. Modelling Microstructural Characteristics of Al-si-Mg Castings to Develop Product Assurance, AFS Trans., 90(1988), pp. 173-191.
66. s.Shivkumar, L.Wang, and D. Apelian. Molten Metal Processinq of Advanced Cast Aluminum Allo~·s. The Journal of The Minerals, Metals, Materials Society, January 1991, pp. 26-33.
67. Ludecke, D. Phase Diagram , Thermochemistry of the Al-si-Mg System, Z. Metallkunde., 77(1986), pp. 278-283.
68. TN-5700 Image Analysis and Series II X-ray Analyzer Operator's Manual, Tracor Northern., 1987, pp.278-283.
69. ASM Metals Handbook, 9m Ed, Vol 10, Metals Park, OH,
1985, pp. 309-322.
70. Closset, B.M. Thermal Analysis Techniques to Monitor the Melt Quality of Aluminum casting Alloys, A paper published by Timminco Ltd., Toronto, 1988.
71. Phillips. H.W.L. Annotated Equilibrium Diaqrams of Sorne Aluminum Alloy Systems, Institute of Metals. Monograph and Report Series No.25, 1959, p. 66 .

97
Appendix
Chemical composition of the Alloys
Table 1. commercial Alloys as Purchased
Alloy si Fe Cu Mn Mg Zn wt% wt% Wt% wt% wt% wt%
356.2 6.03 0.430 0.034 0.010 0.290 0.020
357.2 6.52 0.224 0.038 0.120 0.586 0.022
413.2 10.55 1.280 0.010 O. 020 0.020 0.010
Table 2. Al-7%Si Synthetic Alloys
Si Fe Cu Mn Mg Zn Sr wt% wt% wt% wt% wt% wt% wt%
7.15 0.004 0.003 0.001 0.00 0.001 -7.05 0.003 0.004 0.003 0.06 0.002 -6.85 0.004 0.003 0.004 0.36 0.003 -6.45 0.002 0.002 0.003 0.44 0.002 -6.42 0.003 0.003 0.002 1.01 0.003 -7.10 0.004 0.002 0.002 0.00 0.001 0.030 7.00 0.003 0.002 0.001 0.08 0.002 0.030 6.78 0.002 0.003 0.002 0.55 0.002 0.028 6.67 0.003 0.001 0.003 0.81 0.001 0.029 6.56 0.001 0.004 0.004 0.98 0.001 0.025
{

98
Table 3. Al-l1%Si Synthetic hlloys
Si Fe Cu Mn Mg Zn Sr wt% wt% wt% wt% wt% wt% \-Jt%
11.12 0.004 0.002 0.001 0.00 0.001 -11.00 0.002 0.001 0.003 0.08 0.002 -10.85 0.001 0.003 0.001 0.34 0.001 -10.75 1 0.002 0.002 0.003 0.62 0.002 -10.69 0.002 0.003 0.002 1.06 0.003 -
11.10 0.002 0.002 0.002 0.00 0.001 0.021 11.05 0.003 0.004 0.001 0.08 0.002 0.018 10.93 0.002 0.003 0.002 0.33 0.002 0.020
10.67 0.004 0.001 0.001 0.60 0.001 0.025
10.46 0.001 0.004 0.003 1.20 0.001 0.021
Table 4. Al-13%Si Synthetic Alloys
si Fe Cu Mn Mg Zn Sr
wt% Wt% wt% wt% wt% wt% Wt% -
13.15 0.003 0.002 0.001 0.00 0.001 -12.96 0.002 0.001 0.002 0.09 0.002 -13.00 0.001 0.003 0.001 0.55 0.001 -12.84 0.003 0.002 0.003 0.81 0.001 -
~
}4. 12.76 0.002 0.002 0.001 0.98 0.002 -, ;:
l ~ ~
13.10 0.001 0.002 0.003 O.~Q 0.001 0.024
13.05 0.003 0.001 0.002 0.08 0.001 0.030
t, t
t 12.93 0.002 0.003 0.001 0.57 0.002 0.029
12.98 0.003 0.001 0.001 0.70 0.001 0.030
12.57 0.001 0.003 0.003 1.40 0.003 0.034 , t "
t f -"lI-
~ <
~:

99
\
Table 5. 413.2 Commercial Alloys
Si Fe Cu Mn Mg Zn Sr Wt% wt% wt% wt% Wt% wt% wt%
10.55 1. 28 0.01 0.02 0.02 0.01 -10.96 1. 30 0.02 0.02 0.13 0.02 -10.67 1.17 0.01 0.01 0 .. 42 0.01 -10.35 1. 25 0.02 0.03 0.56 0.01 -9.87 1.19 0.01 0.01 1.25 0.02 -
10.55 1. 38 0.01 0.02 0.02 0.1"11 0.024 10.75 1. 25 0.01 0.02 0.16 0.01 0.020 10.45 1. 35 0.02 0.01 0.40 0.02 0.025 10.10 1. 23 0.01 0.01 0.67 0.01 0.023 9.76 1. 34 0.01 0.03 1.40 0.01 0.024