The Manufacturer September issue 2012
108
www.themanufacturer.com | September 2012 | Vol 15 Issue 8 In partnership with: Workforce and Skills Own the future: Employers take ownership of industry skills Finance and Professional Services Kicking you when you’re down: Insurance law in the UK Manufacturing Technologies AM: What does it add up to?: The industrial and social impact of additive manufacturing Trial by fire: Dragon’s Den survivor on innovation in the UK Event Review Over your head?: SME outcomes from Farnborough International Airshow 2012 IT in Manufacturing Walking on air: the cloud gets real Growing pains: Speaker insight ahead of ERP Connect 2012 Interview Martin Broadhurst chairman, CEME Factory of the month Kimberly-Clark www.themanufacturer.com September 2012 Vol 15 Issue 8 Manufacturing and the UK’s army of unemployed youth SEPTEMBER IN-BOUND SUPPLEMENTS ENERGY: PROCUREMENT AND MANAGEMENT AUTOMATION AND ROBOTICS
-
Upload
the-manufacturer -
Category
Documents
-
view
244 -
download
1
description
Will Stirling investigates the manufacturing sector’s ability to grow jobs in a flat economy, especially for unemployed youth. Martin Broadhurst talks to Jane Gray about his successful aerospace career. Tim Brown talks to Lord Drayson about the development of green supply chains in the UK.
Transcript of The Manufacturer September issue 2012

www.themanufacturer.com | September 2012 | Vol 15 Issue 8
In partnership with:
Workforce and Skills Own the future: Employers take ownership of industry skills
Finance and Professional Services Kicking you when you’re down: Insurance law in the UK
Manufacturing Technologies AM: What does it add up to?: The industrial and social impact of additive manufacturing Trial by fire: Dragon’s Den survivor on innovation in the UK
Event Review Over your head?: SME outcomes from Farnborough International Airshow 2012
IT in Manufacturing Walking on air: the cloud gets real Growing pains: Speaker insight ahead of ERP Connect 2012
InterviewMartin Broadhurst chairman, CEME
Factory of the month Kimberly-Clark
ww
w.them
anufacturer.com Septem
ber 2012 Vol 15 Issue 8
Manufacturing and
the UK’s army of
unemployed youth
September
in-bound
SupplementS
EnErgy:
procurement
and management
AutomAtion And
robotics

EFACS E/8 - EAGLE FIELD SERVICE - EAGLE SALES FORCE
WHAT MAKES A WORLD CLASSCOMPANY EXEL
ERP CRM F IELD SERVICE BUSINESS INTELLIGENCE DOCUMENT MANAGEMENT EBUSINESS
www.exel.co.uk Business as usual, only smarter.
EXEL COMPUTER SYSTEMS PLC - For more information CALL: +44 (0)115 946 0101 EMAIL: [email protected]
For over a quarter of a century, EXEL has been developing and supplying business management solutions that have helped companies like yours maximise their potential and become world class.
Thousands of businesses of all sizes in all industry sectors rely on EXEL’s fully-integrated, modular, browser-based solutions. Day in, day out - working more effectively and effi ciently than ever before.
To fi nd out how we can help your business call EXEL on 0115 946 0101 or email [email protected]
EXEL
A GREATBRITISHBUSINESS
-

1
Cover image: What scope do manufacturers have for job
creation? p16
Editor’scomment
Against the oddsThe traditional summer wind-down for industry was more in evidence this year than it was in 2011 – though probably more due to the oppressive economic atmosphere and the distractions of the Olympics than more authentic industrial or business reasons.
Peering into the last quarter of the year, it seems unlikely that there will be much energy to pick up the pace. Numerous surveys from EEF, the CBI and others show a trend for contraction in orders across manufacturing and the British Chambers of Commerce reduced its GDP growth forecast for 2012 from 0.6% to 0.1% in July.
Without growth, it is impossible, attests the CBI’s John Cridland (p18), for manufacturing to meet the expectations placed on it to bring about a rebalancing of the economy and absorb unemployment.
Furthermore, the very government which talks up this expectation, is inconsistent in its understanding of what industry needs in order to be competitive. EEF has long been vocal on the mis-match between government frameworks for green and growth (p10) but this was further evidenced in a July report from the Department of Business Innovation and Skills that showed a damaging lack of alignment across departments (the BIS-DECC relationship being foremost) is recognised from within. And the situation is set to get worse.
From April 1, 2013 (we can only hope to be fooled) carbon emissions in the UK from electricity generators and energy intensive industry will be taxed at £16 per tonne of carbon dioxide emitted, rising to £30 per tonne in 2020. This grim prospect is still being challenged, but in the face of it, strategies for energy efficiency and canny energy purchasing become all the more important (p53).
But although you would expect a patchy approach to industrial policy and well cited skills gaps to brand the UK as an anti-manufacturing location there are plenty of industrial voices singing ‘Make it in GB’.
Mark Elborne, chief executive for GE UK, tells us on p30 that the arguments for manufacturing in the UK are “compelling” and a string of announcements made at the UKTI’s Global Business Summits – held in conjunction with the 2012 Olympics – show that companies large and small, British and foreign, are investing in British production facilities, R&D and jobs (p4).
On which optimistic note, it gives me great pleasure to say that received a record number of applications to The Manufacturer of the Year Awards this year. Shortlisted companies will be revealed later this month and will attend a final round of judging at the Centre for Engineering and Manufacturing Excellence (p26) in October.
Jane Gray, Editor
16LEAD
26INTERVIEW
TECHNOLOGIES
42IT
60
84

The Manufacturer in partnership with EEF, the manufacturers’ organisation. Working together to secure the future of manufacturing.
The Manufacturer is working collaboratively to drive innovation and manufacturing excellence in the UK. Our partnerships with leading industrial research centres, further education providers and trade bodies is an important part of this and is distributed directly to the alumni and membership of the following organisations:Cranfield UniversityEEFInstitute for Manufacturing, University of Cambridge
EEF is dedicated to the future of manufacturing. Everything we do is designed to help modern manufacturing businesses evolve, innovate and compete in a fast-changing world. www.eef.org.uk
Henry Anson, Sales DirectorHenry is a shareholder in SayOne Media and is responsible for the company’s commercial activities, developing new concepts and products for ’s readership. Henry is keen to build a bridge between the manufacturing community and the services sector which supports them.
Will Stirling, Editorial DirectorWill edited for two and a half years and now is working to expand the SayOne Media publishing portfolio. He is responsible for the launch of new reports and special supplements for and for the maintenance of editorial standards across SayOne Media publications. Before joining SayOne Media, Will worked for Euromoney and IPC Media.
The teamNick Hussey, Managing DirectorNick has 20 years of experience in the publishing industry spanning titles in the UK, US, Asia and Australia. In addition to his commercial experience Nick has also worked in government, spending a year as Managing Director of Manufacturing Insight, a programme aimed at changing the image of Manufacturing. He holds several non-executive directorships and is a founder member of the IET’s Manufacturing Policy Panel.
Elizabeth House, Block 2, Part 5th Floor, 39 York Road, London, SE1 7NQTel: +44 (0)207 401 6033Fax: +44 (0)844 854 1010
In order to receive your monthly copy of kindly email
[email protected], telephone 0207 401 6033 or write to the address below. Neither The Manufacturer or SayOne Media can accept responsibilty for omissions or errors.
Terms and ConditionsPlease note that points of view expressed in articles by contributing writers and in advertisements included in this journal do not necessarily represent those of the publishers. Whilst every effort is made to ensure the accuracy of the information contained in the journal, no legal responsibility will be accepted by the publishers for loss arising from use of information published. All rights reserved. No part of this publication may be reproduced or stored in a retrieval system or transmitted in any form or by any means without prior written consent of the publishers.
EditorialIT EditorMalcolm [email protected]
Associate EditorRoberto Priolo [email protected]
Reporters George Archer [email protected] [email protected] DesignArt DirectorMartin [email protected]
DesignersAlex ColeVicky CarlinNick [email protected]
Sales and EventsHead of EventsJon [email protected]
Marketing ExecutiveGrace [email protected]
Project DirectorMatt [email protected]
Sales ManagerBenn [email protected] [email protected]
Client Account ManagersÉlann [email protected] [email protected] [email protected] [email protected]
ISSN 1477-3201BPA audit applied for June 2009.Copyright © SayOne Media 2011.
The Manufacturer is independently audited by:
Tim Brown, Web EditorTim joined SayOne Media in 2009 after working as a journalist for six years in Australia on a range of lifestyle and business magazine publications. His primary areas of interest include the automotive industry and business development.
Jane Gray, EditorJane joined SayOne Media in 2009 for the launch of the Lean Management Journal, sister publication to . Reporting concurrently for , Jane focused on industry skills development features and lean enterprise until she became editor in June 2011.
2

Contents
3
04 News and regular columns A summary of manufacturing news and events along with commentary on industrial research and policy
11 The Naked Engineer Can you teach old dogs new tricks? NE finds innovative ways to cope with employment law
15 Lean on me Roberto Priolo, editor of Lean Management Journal, brings updates from the growing international community of lean practitioners
16 Lead Job shop Britain: Can manufacturers create opportunity out of adversity? Will Stirling investigates the sector’s ability to grow jobs in a flat economy, especially for unemployed youth
26 InterviewGood, better, best: Martin Broadhurst talks to Jane Gray about how a successful aerospace career led him to a personally and professionally fulfilling role safeguarding Britain’s industrial future
Pillar features
32 Manufacturing Leadership Capture the Made in Britain spirit: What the EEF Photography Awards aim to achieve for the image of UK manufacturing
36 Workforce and skillsOwn the future: Manufacturing employers are taking ownership of industry skills challenges
40 Employee of the month: Lizzie White planning manager, AkzoNobel
45 Finance and professional servicesKicking you when you’re down: Insurance law in the UK is flawed and exposing manufactures to unseen risks says Mactavish report
60 Manufacturing technologiesAM: What does it add up to? Additive manufacturing is radically changing the art of the possible in the design and production of goods in an expanding portfolio of materials. What might the impact be on industry and society?
62 Trial by Fire: Jane Gray talks to a Dragon’s Den survivor about the UK as an environment for innovation and his decision to base production of his new product on home ground
80 IT in manufacturingWalking on air: the cloud gets real: Malcolm Wheatley talks to four manufacturers who have placed their trust in cloud-based Software as a Service systems
87 Growing pains: While growth may be a distant dream for many today, some manufacturers are expanding so fast they are bursting the seams of organisational infrastructure.
88 IT news
September in-bound supplements
53 Energy: Procurement and Management Energy needn’t be a fixed cost. This supplement gives insight into the savings to be made through better energy purchasing and efficiency
65 Robotics and Automation Is the UK automating fast enough to keep pace with global competitors? Understand the imperative and where automation could help in your plant
ManufacturinginactionEach month conducts interviews and case studies with companies from the whole gamut of UK manufacturing from large multinationals to niche SMEs across sectors. This month visits:
92 Kimberly-Clark – Consumer products98 TMAT – Acoustic components
104 Last Word: Will Stirling reviews Peter Marsh’s recently published book on the global evolution of manufacturing and the new era of ‘mass personalisation’

Manufacturing
4
Advanced Engineering Summit celebrates international prowess of UK manufacturing
D eputy Prime Minister Nick Clegg opened the Advanced
Engineering Summit at Lancaster House on August 10. It was one of 18 events held during the Olympics which aimed to leverage the international focus trained on the UK to benefit business and industry.
The Advanced Engineering Summit was the most overtly manufacturing focused event in this series, however others - such as the Retail and Food and Drink Summit - also fostered British success stories.
Leading engineering and manufacturing companies based in the UK used the Advanced Engineering Summit to highlight the advantages to businesses of basing design and production operations in the UK. They also used it as a platform to announce a tranche of investments and new jobs for British industry.
Confirming government support for manufacturing growth Mr Clegg stated: “Our manufacturing sector is a national success story and lies right at the heart of our strategy for economic recovery and growth.”
Some of the biggest announcements made at the Advanced Engineering Summit were:
£39m of investment from Bifrangi in its UK operations following approval of plans for a new steel forge in Lincoln
£20m of investment from Pirelli in R&D and new process machinery.
£12m of investment from GKN to increase capacity at its Birmingham and Telford sites
A new recruitment drive from Airbus for 169 new apprentices and 600 new employees this year
For detail on the other announcements made at the summit go to .com
Why are we based in the UK? Heritage, history and a great workforce. Everyone knows that Rolls-Royce is a British name and when you are competing against some of the best names in the world, it is your technology and quality that counts
Colin Smith CBE, Director Engineering & Technology, Rolls-Royce
We play on the British manufacturing heritage greatly in our networks, particularly in the commonwealth and ex-commonwealth countries, and it is well respected in markets like China, the USA and Brazil
Philip Bouverat, Director, JCB
We are fiercely proud to be based in the UK
Jonathan Neale, MD, McLaren Racing
The reason we came to the UK is because of the deep and wide pool of engineering and creative talent. We design, style and build our cars here. Manufacturing is just one part of the supply chain… we come here because of the creative and engineering talents
John Martin, SVP, Manufacturing & Supply Chain Management, Nissan Europe
The UK aerospace is the largest in Europe, it is a great place to be as we are right in a growth area and because of the skills of the people we have got
Neil McManus, Vice President & MD, Spirit AeroSystems Europe
Industry delegates who attended the Advanced Engineering Summit on August 12 said:
Nick Clegg at the British
Business Embassy

News
5
E N G I N E E R I N G
The KPMG and Recruitment and Employment Confederation (REC) ‘Report on Jobs’ revealed that engineering, construction and medical care workers were least affected by a drop in job appointments. Food and Drink Federation director of communications, Terry Jones said: “The findings of this latest report on the UK jobs market echo what we know about the food and drink manufacturing sector where there is significant demand for engineering skills. We anticipate that in future we will need more engineers in our sector.”
C O M P A N Y A C C R E D I T A T I O N S
Aerospace manufacturer Ferranti Technologies has completed the Nadcap AC7120 Electronics Full Service accreditation scheme for improved safety and process control. Ferranti, a specialist engineering and manufacturing company, was awarded the accreditation by Nadcap (formerly NADCAP, the National Aerospace and Defense Contractors Accreditation Programme).
A U T O M O T I V E
A survey by the Department for Business, Innovation and Skills identified £3bn worth of opportunities in the UK automotive supply chain. The report identified key components that vehicle manufacturers are looking to source. Engine castings and forgings, steering systems, trim interiors, vehicle upholstery, electronics and tyres are some of the most highly sought-after components by UK-based vehicle manufacturers named in the report. Paul Everitt, SMMT chief executive commented: “A strong and successful supply base is essential to ensuring the future prosperity of the wider automotive industry.”
A U T O M O T I V E
Jaguar Land Rover has brought in 24 hour shifts to meet strong international demand for the Range Rover Evoque. The company has hired 1,000 extra production operators, supervisors and engineers to cope with the extra workload. The employees will work on the Evoque and the updated version of the Land Rover Freelander. 88,000 Evoque vehicles have been sold in 170 markets around the world.
H O M E S H O R I N G
A Kent-based company has decided to withdraw manufacturing from its factory in China. The move from Ecoegg, which produces an egg-shaped laundry ball designed to cut down on detergent, follows a major contract win with domestic retail company Lakeland. Ecoegg founder Rob Knight said: “We have spent a great deal of time researching the best manufacturers and I am thrilled that the final stage of production will take place in Kent.” The move will create a further eight jobs at Ecoegg’s Maidstone warehouse.
Ecoegg founder, Rob Knight, with his Ecoegg product
The Evoque being manufactured at JLR’s Halewood plant

6
E N E R G Y
The first of two offshore substations, built by Siemens and British shipbuilders Harland and Wolff left Belfast for installation in Liverpool Bay, off the coast of North Wales. The substations will transfer energy generated by 160 wind turbines to the national grid, powering just under a third of houses in Wales. Energy export is due to start in 2013. The platform’s wind-generated energy will be transmitted back to a new onshore substation at St Asaph in North Wales, which is also being built by Siemens. John Willcock, managing director of Siemens Energy Transmission UK said: “The substations have been designed, engineered and built [in the UK], which is a huge boost to UK manufacturing and local job creation. It is also a great demonstration of the ongoing vibrancy of the renewables sector and its potential for the UK economy.”
Siemens is making extensive contributions to the development of Britain’s off shore renewable energy infrastructure
????????
Manufacturing
O R D E R S
The Manufacturing Advisory Service National Barometer survey showed that 53% of respondents have experienced order growth in the last six months and the same number expected this trend to continue up until Christmas. Roughly a third of respondents were looking to employ new people, while 71% were seeking out ways to increase their export ratio. On a less positive note the survey also noted a decline in investment intentions with the number of companies planning to invest in new equipment over the next six month declining by 6%.
J O B S
ONS figures for Q2 showed that unemployment in Britain fell to its lowest in nearly a year in the three months to June. A wider report by the International Labour Organization [sic] added that the number of jobless fell by 46,000 in July. The news was welcomed by government but economists expect the employment recovery to be short-lived, attributing much of the recent job creation to the London 2012 Olympics.
R E G U L A T I O N
British furniture manufacturers are not prepared for the introduction of new EU regulation in March 2013 said the Association for British Furniture Manufacturers (ABFM). The association is concerned about a lack of awareness in its sector as well as lack of resources to cope with the forthcoming changes to be implemented by the European Timber Trade Federation. The new illegal timber risk assessment system, aimed at preventing illegal wood from entering the EU supply chain, will impact all those trading in timber products, including the paper, packaging, furniture and wood fuel sectors. The ABFM has produced a guidance document to help manufacturers understand the impacts of the new system on their businesses and their supply chains.
S K I L L S
The National Physical Laboratory was named a Recognised Training Partner by sector skills council Semta. The recognition will help NPL further develop its measurement training programme which has delivered strong return on investment for companies such as Rolls-Royce but also for SMEs like Dawson Precision Components. NPL said it will now build on this success to reach out to more manufacturers with more courses which meet specific business needs.
NPL named as Recognised Training Provider by Semta for strong ROI on its metrology courses
S K I L L S
Canadian clean technology company Orbite Aluminae announced extraction of the first North American rare earths from its aluminous clay deposit in Quebec, becoming the first rare earths and metals producer in the region for years. The successful extraction means that the company will now prepare for commercialisation in 2013. According to Orbite Aluminae’s president and CEO Richard Boudreault, the company’s entry into the global rare earths market “should help to greatly reduce the economic risks associated with the concentration of separation techniques in China.” The US, EU and Japan joined forces to launch a World Trade Organisation case against China for unfair trade practices in March 2012. China currently controls 95% of the rare earth market.

Datesforyourdiary
For all of the latest news in the manufacturing world visit www.themanufacturer.com 7
S K I L L S
Gradcracker has relaunched its website aimed at inspiring young people to enter into manufacturing and engineering careers and launched a new site to provide progression support for engineers at the start of their careers. Gocracker.com is aimed at 12-18 year olds. It encourages the uptake of STEM subjects and gives information about career pathways in industry. Engineering employers including National Instruments, HMGCC, Rolls-Royce and Cummins have signed up to sponsor the newlook site. The second website, Procracker.com, is aimed at second-jobbers onwards. Employers can use a microsite to highlight their company, current projects and vacancies. A third site, aimed specifically at recruiting more female engineers, is to launch soon. This will be called WinSET. The site has confirmed sponsorship from Atkins, Babcock International, Cummins, Arriva, Aggregate Industries, ExxonMobil, UK Power Networks and Shell.
S U P P L Y C H A I N
Business continuity concerns are prompting manufacturers to ‘in-source’ production processes and seek local suppliers, said an EEF survey. The survey linked a trend for bringing outsourced production processes back in-house with economic concerns and fear of supply chain disruption following potential natural disasters. Eighty-two per cent of respondents said that the recession had caused disruption to their supply chain with two fifths also saying that they had seen key suppliers go to the wall. The most significant impacts on companies from disruptions were loss of orders and loss of revenue. For 60% of respondents concern about supplier resilience was a local issue rather than international. But a quarter of companies taking part in the survey also said they are now looking to increase their use of local suppliers and 40% said they were looking to bring outsourced processes back in-house.
News SEPTEMBER
17 The CBI holds its Industrial Future Dinner: Realising our potential for growth in London. This event replaces the well-established CBI Manufacturing Dinner. John
Cridland, the CBI director-general, Dr Ralf Speth, CEO of Jaguar Land Rover and Business Secretary Vince Cable provide the keynote speeches. www.cbi.org.uk
18 The Cambridge Service Alliance hosts Big Data: an Innovation Opportunity for Complex Services as part of Cambridge Service Week 2012. This industry
conference will explore the potential of Big Data in pushing forward business model innovation for manufacturing firms. www.cambridgeservicealliance.org/events
19 Scottish Enterprise hosts the free to attend Zero waste for business event. This event will look at the challenges and benefits of embracing radically changing waste
reducing regulation. The event takes place in Aberdeen. www.scottish-enterprise.com/events
25-26 TCT Live is the event for Product Development and Additive Manufacturing in Europe. The show provides a forum for all those involved in the
concept, design, specification and manufacturing process to learn about the latest in Additive Manufacturing, 3D Printing and other cutting edge product development software and technology. www.tctshow.com. Running concurrently alongside TCT Live will be Mediplas 2012, MM Live UK 2012, NANO Live 2012, MEMS Live 2012
OCTOBER
9 The Manufacturer hosts ERP Connect, in Daventry (p86). This event offers a one-of-a-kind opportunity for manufacturers to explore the latest offerings in Enterprise
Resource Planning software and to learn from the implementation experiences of industry peers. Steve Whittle, head of finance systems and data improvement at Rolls-Royce delivers a keynote presentation. www.erpconnect.co.uk or contact Benn Walsh on: [email protected] on 0207 202 7485
16 The Manufacturer hosts the second event in it Future Factory series: Innovate to Grow. This event will explore how to establish appropriate innovation strategies which
support company growth while considering available funding and support for innovation in UK manufacturing. Contact Benn Walsh at: [email protected] or 0207 202 7485 and see p62 for more details.
NOVEMBER
7-8 The Composites Engineering Show takes place at the NEC in Birmingham. Presentations focus on composites materials technology, bio composites,
processing methodology, simulation of processing, automation and composites training. www.compositesexhibition.com. Automotive Engineering and Aerospace Engineering 2012 are co-located with the composites event.
21 The Manufacturer Directors’ Conference 2012: Navigating today – ready for tomorrow takes place at Grange Tower Bridge Hotel in London. Keynote presentations,
panel debates and intensive workshops will assist attendees in justifying or developing their business strategies in collaboration with peers. www.themanufacturer.com/mdc
21 Join over 600 industry leaders at The Manufacturer of the Year Awards 2012 at Grange Tower Bridge Hotel in London. Keynote from Lord Digby Jones.
www.themanufacturer.com/awards or contact Benn Walsh on: [email protected] or 0207 202 7485.

ManufacturingAppointments
To notify The Manufacturer of your company’s appointments, please contact Roberto Priolo at: [email protected] or: 0207 401 6033
Paul Heard took over as managing director of Futaba Industrial UK from Hideo Nakao. The company is a Toyota supplier manufacturing body panels for the Avensis and Auris models produced in Burnaston. Next year, Futaba will start producing fuel tank filler pipes, currently made in Japan.
Dr Xiao Chen was appointed chief technology officer at DEK Solar, a provider of screen printing equipment for solar cell and fuel cell manufacture. Dr Chen will contribute to the establishment and development of the company’s Solar Technology Centre in Suzhou, China.
ebm-papst Group appointed Rainer Hundsdörfer as chairman of the board of management. Current chairman Hans-Jochen Beilke will retire at the end of September. Mr Hunsdörfer has been chairman of the industry division and member of the executive board at engineering company Schaeffler AG since 2008.
The Coca-Cola Company announced a new operating structure and senior leadership appointments last month. Ahmet Bozer, currently president of the Eurasia & Africa Group, has been appointed president of Coca-Cola International. Steve Cahillane, currently president and chief executive
Officer of Coca-Cola Refreshments (CCR), as president of Coca-Cola Americas, while Irial Finan continues as president of Bottling Investments Group. The changes will be come into effect on 1 January 2013. All three executives will continue to report to Muhtar Kent, chairman and CEO.
United Biscuits appointed Nick Bunker as chief executive of its recently separated snacks business, KP Snacks. The snacks business is the second largest bagged snack company in the UK and has shown consistent top and bottom line growth for the last five
years. The new CEO, together with the recently appointed management team will provide the focus to move this business to its next level. Mr Bunker has been running the Kraft and Cadbury business in the UK and Ireland for the last four years.
Simon Griffiths, joint CEO of the Manufacturing Advisory Service (MAS), has stepped down in order to take up a new leadership position in the private sector. At time of publication, ongoing negotiations meant that the details of this appointment were yet to be confirmed. Mr Griffiths has worked with MAS for three years and has been instrumental in the transition of the organisation from Regional Development
Agency control to that of the Manufacturing Advisory Consortium. This consortium won a national contract for the delivery of MAS in late 2011. Since inception, MAS has generated £9546m in added value for client firms. It has dealt with over 188,021 technical enquiries from manufacturers, carried out more than 31,318 free on-site diagnostic reviews and more than 14,089 in depth consultancy projects.
East Midlands food and drink innovation support service The Food and Drink iNet appointed Lisa Simpson as its latest advisor. Ms Simpson has previously worked as business development manager for Boots. In her new role, she will support food and drink manufacturers in Nottinghamshire and Derbyshire.
UK Appointments
International Appointments
Nick BunkerKP Snacks
Simon Griffiths
Ahmet Bozer, Steve Cahillane, Irial FinanCoca-Cola Company
8
Frances O’Grady is to become the TUC’s next general secretary, taking over from Brendan Barber at the end of the year. John Cridland,
CBI director-general, commented: “I am sure Frances will provide the union movement with strong leadership in challenging times. In my
dealings with Frances, I have always found her to be a powerful advocate for fairness, opportunity and the modern workplace.
Dr David Williams, CEO at the UK Space Agency, will be leaving the organisation in November after being appointed as group executive for information sciences at the Commonwealth Scientific and Industrial Research Organisation (CSIRO) in Sydney, Australia.
Minister for Universities and Science, David Willetts said, “Over the past two years, David has done an excellent job creating and managing the UK Space Agency, and overseeing the UK’s civil space programme. The momentum building behind the UK space sector has been in part due to David’s hard work and grasp of the key priorities for the future of space. He will be truly missed and I wish him the best of luck in his new appointment at CSIRO.”

Download via USB key
Magelis XBT GC 5.7”
Digital I/O
Introducing the first compact HMI controller that adapts to your I/OMagelis XBT GC smoothly aligns with your machine architecture and reduces ownership costs by up to 15%
Ease through innovation
Download our FREE trial of SoMachine software and earn a chance to WIN an iPad 2!Visit www.SEreply.com Key Code 21722p
©2012 Schneider Electric. All Rights Reserved. Schneider Electric, Magelis, SoMachine, and Modicon are trademarks owned by Schneider Electric Industries SAS or its affiliated companies. All other trademarks are property of their respective owners. Schneider Electric, Stafford Park 5, Telford, Shropshire TF3 3BL, phone: 0870 608 6 608 • 998-4490_UK_B
Modicon™ OTBIP20 modular I/O system
Magelis XBT GKtouch screenwith keypad
Modicon M238logic controller for simple machines
Magelis XBT GTwide touch screen
The innovation built into the Magelis™ XBT GC controller benefits everyone: easy design and set-up for you, low cost of ownership and easy updates for your customers.
Easier for you
Magelis XBT GC combines HMI and control system functions in one compact device with a unique, flexible I/O system (embedded, extended, or distributed), that effortlessly matches the I/O requirements of your machine. Without an external PLC or extra wiring, you’ll easily reduce your panel size and spare parts inventory. Plus, with SoMachine™ configuration software, you only need a single project file to manage your Magelis XBT GC and other compatible devices, saving you time and money.
Easier for your customers, too
They will love having an HMI controller that is so versatile, cost-efficient, and easy to update. A single download from a USB memory stick is all they will need to keep their Magelis XBT GC up-to-date with the latest application profiles and programs.
Build with the Magelis XBT GC HMI controller and build your competitive edge.
Discover the rest of the Magelis family and related products
The_Manufacturer_UK_21722p.indd 1 2012-07-31 15:52:17

Terry Scuoler, chief executive of EEF, tracks the developing debate on whether green and growth are conflicting or complementary goals.
10
F ollowing our ‘Green and Growth’ report, published six months ago, the CBI released its own take on the matter. It concurred with our analysis. There need not be a choice between green and growth -
but having the right policy framework in place matters. The results of a recent EEF member survey show
however, that government has yet to deliver a framework to satisfy UK manufacturers.
Seven out of 10 UK manufacturers have set environmental targets that are more ambitious than legislation in areas such as waste reduction, energy efficiency and water use. Manufacturers recognise that leaner, more efficient operations are also more competitive ones.
Ironically, manufacturers see legislation targeting climate and environmental impacts as holding them back. The burden of differing and competing reporting demands results in more paperwork and less innovation. In addition, research from government itself shows that UK manufacturers in energy intensive sectors pay more in energy taxation and for climate change policy than anywhere else examined.
Our survey shows that these factors are affecting investment decisions.
While the Red Tape Challenge is starting to make an impact in areas such as employment law, the Coalition Government has overlooked the complex, costly and incoherent climate and environment landscape entirely. We are calling for a comprehensive review ahead of the next Spending Review.
To be clear, we absolutely agree with the objectives of this regulation but we think they can be met in a way which works with the grain of manufacturing. While we clearly need to meet the challenge of decarbonisation we also need to ensure that the UK is an attractive option for investment and internationally competitive.
A more strategic approach is required and EEF proposes a new green and growth ‘stress test’ – where all new and reviewed legislation is routinely assessed against these two objectives.
Finally, while government policy continues to push for more investment, our survey shows that access to finance continues to hamper the ability of manufacturers to implement new schemes and roll out new technology to improve their efficiency and cut waste, carbon and water use.
While a Green Deal for SMEs is welcomed, we need a broader debate on innovative financing models to deliver long-term green objectives.
Thebigpicture
Seven out of 10 UK
manufacturers have set
environmental targets that are more ambitious than legislation
New medical devices take years to reach the market – and many never make it, representing a huge loss of time and investment. Jon Johnson, a researcher at Cambridge’s Institute for
Manufacturing, is looking at ways of making the process of commercialisation more efficient.
Improving commercialisation of medical devices
L ike many high-tech industries, the medical sector is strongly motivated
to increase the efficiency and profitability of its new product development process.
The industry faces particular challenges. Biotechnology and healthcare developments require huge investment in terms of finance and resources, as well as in-depth research and clinical trials.
According to the Food and Drug Administration, the vast majority of new medical innovations never make it through clinical approval and market adoption. In short, the multiple disciplines required to bring a medical device to market are complex and the process is full of risks and uncertainty.
How can we reduce this failure rate? Focusing on the very early stages of development – when feasibility studies could determine whether a technology will be viable years down the line – seems to offer the greatest potential.
What is needed is improved evaluation at these early stages, before major investment has been committed. If we
can establish whether a technology will function as required – meeting user needs, providing genuine health benefits and passing regulatory controls – then industry will have the confidence to take it to the next stage of development. There is currently little guidance for practitioners on this.
At the Institute for Manufacturing we have been working with eight leading medical organisations to track the complex process that a product must follow to go from first concept to commercial adoption.
The output from this study includes an original approach by which companies can better analyse, manage and measure the success of early technology innovation within the healthcare sector. It could also improve regulatory viability, providing significant cost savings and maximising benefits to the healthcare industry.
Jon Johnson is a doctoral researcher in the Institute for Manufacturing, Department of Engineering at the University of Cambridge. He is supervised by Dr James Moultrie.
BacktoScuoler
This version of Back to Scuoler is abridged. For the full version go to: 10

Monthly columns
Have your say at www.themanufacturer.com 11
“Seems they anticipated the abolition of compulsory retirement and haven’t retired anyone in a decade,” announces Janice. “They’ve now got at least twelve septuagenarians who don’t really do anything and no-one knows why they’re still there. We’ll have to start a performance review process to retire them and it could take anything up to twelve months to complete”
“Oh for crying out loud!” I exclaim. “So instead of being able to retire
them quietly with a bit of respect, bung ‘em a fake gold Rolex for long service and
toast their failing health in the canteen with something fizzy, we’ve now got to fire them for
being old and doddery, and take a year to do it.”“That’ll do wonders for their self-esteem. And
we’ll doubtless end up with a dozen Employment Tribunals to fight.”
“That pretty much sums it up” replies Janice.“Bloody hell! Will this festering government
never stop buggering about with employment law?” I ask rhetorically. “You know, I was in China last month. They work eighteen hours a day, seven days a
week, have a week off a year and if they so much as think about complaining
they get carted off to the company ‘re-education’ centre, if you get my drift.
I mean, how the hell are we supposed to compete with that?”
“So, I’ll start arranging appraisals then shall I?” asks Janice.
“I s’pose you’ll have to,” I mutter disconsolately. “What’s another fifty grand sacrificed on the altar of ill-conceived, ill-judged, popularist legislation?”
“On the other hand,” I muse, “we could redeploy them blowing up reject condoms from healthcare to use in a new CRAP air-filled, impact-resistant packaging product.” Recycling, jobs for the elderly and an innovative new product all in one. Problem solved!
M anaged to get in early today – just in time for an 11 o’clock coffee and catch-up on the Italian Grand Prix with Jimmy the Greek
(Welsh FD). Completely overlooked a 10am strategy session with the chairman, but he hadn’t seemed to notice I wasn’t there so all was well.
A detailed engineering analysis with Jimmy on the finer points of rubber compounds used in F1 tyres rapidly developed into a cross-departmental debate of the merits of the rubber compounds used by our healthcare division for their new range of fruit flavoured condoms. But our discussion was sadly cut short by Attila the Hun (my formidable PA) yelling through my door “Fraid somebody messed up booking your flight to Spain for the conference”.
The yell had a touch too much glee for my liking – her attitude has definitely slipped a bit since she’d caught me field testing the aforementioned new product range with an intern from shipping a few weeks beforehand. I tried to explain that the rather high reject rate on the new line made field testing vital but PA’s today seem sadly lacking in their understanding of professional commitment.
The shindig in Valencia next week was to submerge me in all the latest news on EU directives in HR – a prospect only just made bearable by the conference being located at a 5* golf resort.
As if called to the opportunity to compound my misery, Janice (HR director) appeared on the scene.
“Bit of an issue with the new acquisition,” she said.
We had completed a deal to acquire Consolidated Retail Airsoft Packaging last month. It was a sound business move – CRAP products being well known in the industry. But the acquisition came with a problem. Age.
11
Thenaked engineer:Old dogs and new tricks
NE finds innovative ways to avoid falling foul of HR legislation.
Bloody hell! Will this festering government never stop buggering about with employment law?

Stephen Preston, managing director of Kirkpatrick Ltd, complains that EEF’s language for the promotion of its Photography Awards (see p 32) excludes and dismisses the contribution that companies like his own make to UK manufacturing.
If you would like to respond to one of ’s articles or comment on current manufacturing trends and events please email your letter to [email protected] 12
Letters to the editor
Production linesX
X
I keep receiving e-mails asking me to enter the EEF photography
competition saying:“The aim is to change the
popular misconception that ‘Britain doesn’t make anything anymore’”.
That is fine, but this is followed by: “Submit your photos that reflect modern day manufacturing including processes, products or components.”
The bit that annoys me is “modern day manufacturing”. It suggests to me that EEF is not interested in ‘traditional’ manufacturing.
Whether EEF cares to acknowledge it or not, there
is still a huge amount of what I would call traditional manufacturing which does make things in Great Britain and has been doing so for decades, or even centuries in our case.
Traditional manufacturing is still, by its nature, not as clean and clinical as EEF would like to see it but it still employs people and contributes hugely to the UK manufacturing effort. I feel that this area of manufacturing is being ignored because it is not fashionable and because people still get their hands dirty doing it.
Ours is such a company. We have spent a lot of money in the last year
reducing our energy consumption and our carbon footprint. We are also investing in more modern production methods, but whatever we do our products are still largely hand finished and we will never have a clean, clinical workplace.
I don’t mind that. In fact, as a manufacturer of traditional ironmongery it is one of our USP’s. I just wish that sometimes traditional manufacturers could receive a little more national recognition.
I would love to enter photos of our processes/products etc into EEF’s awards but I doubt that we would stand any chance if we were to enter a photo.
Tom Moore’s recent article on why the UK is lagging behind the rest of Europe in the race to automate
was of particular interest. Despite the general “aversion to risk” and “lack of knowledge” within the industry, Chris Buxton was right when he said there is an appetite for automation. The problem in satisfying this appetite lies partly in the process of system migration itself, for despite the strong arguments in favour of automating, the process is still deemed daunting and overly onerous.
UK manufacturers’ automation systems have evolved over time, leaving them with a multi-generation installed base. It’s unlikely that this will meet today’s let alone tomorrow’s needs and lack of synchronisation across automation systems puts unnecessary pressure on decision makers trying to make sense of disparate information.
But this state of affairs does not have to mean total overhaul. Not all parts of the control legacy will need replacing.
For manufacturers looking to preserve certain resources and achieve a flexible, capable suite of automation technologies within the financial constraints of the industry there is a need to embrace open, future proof architectures. This will pave the way for step-by-step system migration which can integrate new technologies over time – ‘bridging’ the technology gap as opposed to trying to leap it in one jump with all the potential downtime and risk that such an action would involve.
Only when these bridges have been built can UK manufacturing hope to catch-up with the rest of Europe in the race to automate.
2 new messages
Jez Palmer, plant solutions business development manager at Schneider Electric responds to ’s June Taking up Tech article.
Letters to the editor

We are the palletised distribution specialists From a single pallet to a full load, we have the solution
Covering 30 countries across Europe Fast, reliable and cost effective
You deserve the best – choose Palletline
www.palletline.com
The People Driving Palletised Distribution
PEAK PERFORMANCE
31470 Peak Performance Ad.indd 1 28/10/2011 14:49

Further information, contact: Nicola Keane
Telephone
01536 740 123
PROCESS & PRODUCTION BENCHMARKING
Discover the benefitsof becoming a
Promark Member
Promark is the UK’s brand-newbenchmarking club for manufacturing
process and production
14
LERC offers...
The Lean Enterprise Research Centre (LERC), part of Cardiff Business School, has for the past 17 years assisted manufacturers to improve
their operations, reduce waste and build in value and efficiency to their production and supply chains. Renowned for exceptional
research, a world class Master’s programme and industry focused training programmes.
Visit www.leanenterprise.org.ukor telephone 029 2064 7028.
MSc in Lean Operations – 2 years part time, modules held at student workplaces•Short public courses & bespoke in-house training•Lean Competency System (LCS) – accredit your own company’s training programme•Lean Knowledge Transfer Partnerships (KTPs)•
Lean Research & EducationWorld Leaders in
Lean Enterprise Research Centre
After spending 30 years in production
management I thought I knew something
about manufacturing. How wrong I was.
MSc in Lean Operations student
LERC - Manufacturer Advert - Sep2011 - con 1-1.indd 7 29/09/2011 11:23:31

Have your say at www.themanufacturer.com 15
A s I write this column, I am preparing to join over 900 delegates at the summit organised by the Lean Institute Brazil in Sao Paulo.
Lean Management Journal is always on the lookout for the best stories of lean implementation from around the world, and my participation in this conference means that, in the October issue of the journal, you will read about the lean efforts of companies like Embraer, 3M, Mercedes and Brasil Foods. Some of these organisations are Brazilian, others are Brazilian branches of international corporations. Rest assured that either way their experience will provide you with food for thought.
These are exciting times for LMJ. The activity in South America is just one of many developments for the journal and the lean practitioner community.
On September 24, we will attend the inaugural meeting of the London chapter of the Operational Excellence Society, whose aim is to provide a place for business leaders (from both manufacturing and non-manufacturing firms) to meet and discuss the problems they face in their day-to-day operations.
Attendance is free and open to all, and I hope to see you there. Details are available on the LinkedIn page of the Operational Excellence Society.
While we are on the subject of business leaders, I am sure the September issue of the journal is prompting readers to think again about what the role of a lean leader should be.
Helping to revisit this important subject is a great article by Jeffrey Liker, Professor of industrial and operations engineering at the University of Michigan and author of The Toyota Way to Lean Leadership, and an interesting case study on GKN’s Rockford site in Illinois, where a unique approach to maintenance has proved extremely beneficial.
The September issue also has insight from Mark Adams, vice president of purchasing at Toyota Europe, who talks about, among other things, how the super-lean car maker managed
to get back in the saddle after the recall crisis and the Japanese tsunami brought chaos to a company that everyone thought untouchable.
@LMJEditor
See the
October for an interview with Kate Mackle, the director of a new part-
time two-year executive
MSc in Lean Enterprise that will begin at
the University of Buckingham
in January 2013
Roberto Priolo, Editor, Lean Management
Journal
Roberto Priolo, editor of TM’s sister publication, Lean Management Journal, brings us up to speed on the latest developments in the lean community and future content in the journal.
Lean on me Issue 6 Volume 2 | July/August 2012 | www.leanmj.com
The Lean Management Journal is supported by the Lean Enterprise Research Centre, Cardiff Business School
THE VOICE OF THE GEMBAIN THIS ISSUE:Let employees drive innovation: Too often we fail
to consider people’s ideas. Andy Brophy of Lean 2 Innovate Thinking discusses how important idea
management is to drive improvement and innovation.A view from the shop floor: LMJ meets practioners,
teams and machine operators from three companies,
and asks what their take on lean is.A lean education: Koot Pieterse of South Africa’s Nelson Mandela Metropolitan University analyses the
role of lean in tertiary education.First steps: In this issue, the journal travels to Eastern
Europe, for its special on lean in Hungary. Bicheno’s Hansei: In this new column John Bicheno
sums up the most important lessons we can learn from
the latest issue of LMJ.The steady expansion of a lean programme: In the
Lean Diary, manufacturer SCGM shares the most recent progress made by the company through its lean programme.
Letting workers speak for themselves.
What next?
Looking ahead at the October issue of LMJ, you can expect more great content, this time on the theme of ‘lean and green’. You will be able to read contributions from our editorial board member Keivan Zokaei, a leading researcher in the field, who will priovide examples of lean-green implementations and a round-up of the most recent thinking on the subject.
We’ll also have a case study on MITIE, a company that provides facilities management services to organisations in several sectors and has a strong lean and environmental ethos. If you have never heard of lean applied by those who clean this is your chance to find out more. Clients of MITIE’s include airports and banks, and the article they are contributing will be full of practical examples.
Also see the October issue for an interview with Kate Mackle, the director of a new part-time two-year executive MSc in Lean Enterprise that will begin at the University of Buckingham in January 2013.
Don’t miss part two of three of the article on the history of lean written by Richard Schonberger, as well as our comment pages and a special feature on lean assessment by Denis Becker, World Class Enterprise and Engineering Manager at Gemalto, provider of digital security solutions.
Finally, don’t forget to check out the brand new LMJ website! www.leanmj.com

ADS has helped
form a new composite industry
development forum, within the Aerospace
Growth Partnership,
to share common needs
Graham Chisnall, CEO, ADS
16
F or most of 2012, job creation has been one of Britain’s top three economic issues, as
the country creaks under the weight of a eurozone crisis that is strangling business investment.
So announcements in July from Jaguar Land Rover and Hitachi Rail that they would both be creating significant numbers of new jobs brought welcome rays of light in dour times.
National Statistics – was down a dispiriting 1.4% for the quarter.
Indeed by the time July’s ONS figures had officially confirmed the double dip recession, the UK was experiencing an economic contradiction – falling GDP but rising employment, a trend which was amplified as the London 2012 Olympic Games reached their peak. The private sector created 205,000 jobs in the first quarter of 2012 and this rose a further 201,000 in Q2 – impressive given the business conditions and a welcome foil for the steady decline in public sector employment.
But maintaining job creation is crucial if the country is to recover. In the UK and across Europe, unemployment rates, particularly youth unemployment, are shocking. A generation are taking longer to find work and the jobs are not what many expected, a situation that prompted the introduction of the Youth Contract; giving employers a cash incentive, worth £2,250, to take on a person between 16-24 years old.
While growth is near zero, what challenges are manufacturers, other than big hitters like JLR and Hitachi, facing to recruit the people they need in order to stay competitive? And how are manufacturing companies helping the societal need to get people out of the Neet (not in education, employment, or training) category?
Capitalising on what growth is thereGovernment figures show that manufacturing employment remained more or less static between the first quarter of 2011and Q1 2012, falling by 0.3% (or 7,000 people) to 2.82m (the ONS Workforce Jobs estimate has it at 2.56m).
But while the job numbers are broadly flat, the sexy engineering sectors – aerospace, automotive, advanced engineering and avionics – are buoyant and hiring with abandon.
The Society of Motor Manufacturers and Traders
There is little net growth in the economy but the UK needs to reduce unemployment. How are manufacturers hiring, and are they helping NEETs to get onto the conveyor to work? Will Stirling reports.
Job shop Britain
JLR promised a stonking 1,100 new jobs to make the new Jaguar XF Sportbrake and other existing models, while Hitachi revealed that it will support 900 new jobs building inter-city trains at its new Newton Aycliffe factory. And both announcements came in the face of a 0.7% fall in UK GDP in the three months to July while manufacturing output – as calculated by the Office for
GKN Aerospace’s Advanced Fiber Placement (AFP) machine used for the manufacture of large-scale structures made with composite materials.
Leadstory Job shop Britain
17
said in June that, following investment of over £5.5bn into UK automotive in the last 18-months, the car industry was on track to produce a record-breaking two million units in 2015. Consequently, car companies have been recruiting fast. For example, Vauxhall’s contract to continue production at Ellesmere Port brought 700 new jobs and Jaguar Land Rover’s 1,100 new jobs in July added to 8,000 new roles at the company in the last two years. Nissan, too, is struggling to recruit the line technicians and fitters it needs quickly enough – when it completes its current recruitment drive, the Sunderland plant’s workforce will number a record 6,225.
Aerospace employment is brisk too, though not without its problems even with sales figures at this year’s Farnborough Airshow (p76) suggesting the sector has flown straight over the recession.
For example, Magellan Aerospace, a Canadian company with factories in Wrexham and Bournemouth, makes rib supports for wings in the UK. In July it won a £370m contract extension to supply parts to Airbus. Haydn Martin, corporate director for business development at Magellan Aerospace UK, says the company has invested heavily in machines, tooling and people, but has still had to recruit machine operators from Poland to meet demand.
Specific skills are in very high demand in the aerospace sector. The UK’s capabilities in composite material manufacturing for aerospace is becoming genuinely world leading. “In the UK you have GKN, Airbus, Spirit Aerosystems, a growing supply chain and the National Composites Centre in Bristol, all developing specialities in composite technologies,” says Graham Chisnall, CEO of the aerospace trade body ADS. “This is why ADS has helped form a new composite industry
development forum, within the Aerospace Growth Partnership, to share the common needs.”
But with any collaboration in industry comes a dose of competition. These businesses are fighting over the same people.
“Composite engineers are rare,” says one recruitment consultant with just 300 people on his books in the UK with the words ‘composite’ and ‘engineer’ in their job title and just a handful more with the word ‘composite’ on their CVs.
“A lot become contractors, drawn by more money as they know they can hop around for the best deal.” The rest are in secure jobs with good benefits and hard to extract when vacancies arise. “We’ve had quite a lot of composite qualified vacancies which have gone unfilled for months because we can’t find the right people,” says the recruiter. “Aerospace is competing with motor sport for these people. Formula 1 is doing well and the wages there are higher. In my view [the shortage of labour] is a massive business risk to companies investing in this area of technology.”
The agency has seen a rise in the number of aerospace vacancies filled by applicants from outside the UK, but the vast majority are still filled by British nationals. In July, Prime Minister David Cameron pledged funding for a 500 further Masters degrees in aeronautical subjects in response to the need for these skills.
The Work ProgrammeBut what about long term employment for those with more general skills? The Work Programme (WP) is a government programme to get the long-term unemployed back into work. It is delivered by specialist providers in the public, private and charity sectors and in July the Department for Work and Pensions, the scheme’s controllers, said about a quarter of the people who had secured a vacancy through the scheme were still in work. One WP provider, Ingeus, said about 17% of its clients are placed into manufacturing and engineering roles, a high proportion compared with the other industries they service.
Jobs boost from foreign investment
Foreign direct investment flows into the UK have slipped but manufacturing is benefiting from the money that is arriving, says EEF’s senior economist Andrew Johnson. “UK Trade & Investment’s annual report on the inward flow of FDI to the UK in July shows we are still second in the world in terms of stocks of inward FDI, but have slipped to seventh in terms of flow since 2007.”
There are some bright spots though: 52,741 jobs created by inward FDI in 2011/12, up 26% £53.9 billion flowed into the UK in 2011, up 7% Number of new investment projects, rather than
expansions or M&As, is up
The story in manufacturing is particularly encouraging: FDI in manufacturing is up 22% (since 2007) Advanced engineering saw the largest share of jobs
created by inward investment (17,379, up 25%) 256 of 1,406 inward investment projects were
in manufacturing China has increased UK investment projects by 55%
since last year

18
: What can be done to stimulate job creation? Only economic growth creates jobs, but the picture is not gloomy. SMEs especially are out there re-orientating their export performance away from the flat European market to parts of the world like Mexico, Egypt, Indonesia, where over time there is huge potential for British products.
The labour market evidence is much more positive than the overall economic picture. In the first quarter of the year the private sector created 205,000 jobs compared to the Q4 last year – that says something about the opportunity for growth.
: How does Britain’s Neet (Not in employment education of training) rating and its skills base affect foreign direct investment?Foreign companies looking to invest in the UK would be concerned about the inability to source sufficient STEM skills, particularly at technician level.
Young people think [engineering and manufacturing] are sunset industries and need to be persuaded that they are sunrise industries.
The Neet problem kicks in here. Britain’s rating is 13.4%, lower than the OECD average, but if you’ve got up to half of all young people leaving school without five GCSEs grades A-C every year, then you’ve got a group of young people who should be available for some apprenticeships who are slipping into that Neet category.
: Are internships effective in leading to full-time jobs?All the evidence shows that internships are a very important part of reaching into the labour market. Unemployed graduates’ first choice would be to have a paid job but if can’t get one they’d be much keener having an unpaid internship than sitting at home with nothing to do.
It has dispirited me this year that commentators have criticised the notion of an unpaid internship. Clearly we mustn’t exploit young people but there is absolutely nothing wrong with giving young people an opportunity
It has really dispirited me this year that some commentators have criticised the notion of an unpaid internship. Clearly we mustn’t exploit young people but there is absolutely nothing wrong with giving young people an opportunity. The businesses that do so should be congratulated.
Interns are in control of their own agenda. Unlike salaried employees who are required to turn up and work their contracted hours, unless they’re sick, an intern can walk away if they feel the placement is not working out for them.
: Are employers engaging with the Work Programme?The first figures from DWP showed that 25% of the first tranche of work programme referrals were still in work 13-weeks after the end of their WP assignment. That’s a good start.
The problem is that the WP has been launched in very difficult economic circumstances – again, jobs are only created if the economy has growth. Employers cannot take on people that they do not need for demand that they cannot predict.
But the WP does link with the Youth Contract where there’s a job subsidy and I’m certainly encouraging my members to give the young unemployed a chance, and to focus on this group. The effects of youth unemployment are scarring.
: Will the Beecroft report proposals stimulate job creation?SMEs are really nervous about taking on liabilities, long term employment, that they don’t think they are in control of. Employment tribunals have become really off-putting to small companies in taking on an extra person. The trick therefore is to reduce the burden of employment tribunals.
Maybe there are other ways of doing it such as making tribunals less of a concern by reducing the aggravation of an overly legalistic process.
: Should National Insurance be cut?We must be realistic. The CBI would always love to lower taxes, particularly targeted at taxes on jobs, which is what the NI is, but we would also absolutely support the Government on fiscal austerity and it’s not appropriate for us to call for unfunded tax cuts.
What we need is targeted reductions in labour costs, which is why I worked with the Government to come up with a job subsidy in the Youth Contract. The £2,275 you get back as an employer if you employ a young person for six months is four times higher than the NI you would have paid during that six months.
John Cridland, director general of business lobbying organisation the CBI speaks to about manufacturing employment and growth.
Lead story: Job shop Britain


Innovate to Grow Conference 2012Tuesday 16th October, 2012 The Hilton Metropole, Birmingham (NEC)
Speakers include: Gordon Macrae, Special Projects Manager,
Gripple David Verduyn, President, C2C Solutions Inc. Dr Edward Draper, Innovation Manager,
JRI Orthopaedics Professor Simon Bolton, Director of the Centre
for Competitive Creative Design, Cranfield University
Dr. Victor Higgs, Founder and Managing Director, Applied Nanodetectors
Ian Helmore, Managing Director, Steri-Spray Ltd Professor Roger Bromley, Visiting Professor
of Innovation and Collaboration, University of Huddersfield
Professor Martin Lowson FREng, Founder and President, ULTra PRT Limited
Caroline Clay, Special Advisor to The Edward de Bono Foundation UK
Stian Westlake, Director of Policy and Research, Nesta
The Manufacturer’s Future Factory Series provides practicalopportunities for manufacturersto learn from industry experts,academics and government officialsto gain insight into how best practicewill be implemented in the future.
Innovate to Grow will provide delegates with the knowledge and expertise they need to nurture innovation in the workplace and find more efficient ways of developing new products.
Conference topics: Removing the barriers
to innovation Nurturing innovation in
the workplace Creating change in the workplace Creative thinking for growth Fostering collaboration
between universities, government and business
Funding R&D Understanding the innovation
life-cycle Strategies for innovation
Researched and delivered by:
Supported by:
Sponsored by:
Early booking offEr:
Register before Friday 14 th September 2012 and save
£100 per delegate. Plus 3 for 2 offer, see online for details
http
://b
it.ly
//in
nova
teto
gro
w
Innovate to Grow
To register and for more information contact Peter Kealy on 0207 202 4893 or email: [email protected]

21
Talent Retention Solution
In the past British industry was guilty of letting skills disappear following large scale redundancies.
Step forward the Talent Retention Solution (TRS). Launched by sector skills council Semta last July, it started running in earnest in January and aims to help companies repurpose skilled employees when redundancies are inevitable.
Sponsorship of the TRS costs £25,000 and current sponsors include Airbus, BAE Systems, EDF, Nissan, Rolls-Royce, Siemens and Shell. The scheme has about 2,000 highly skilled employees on its database, a third of which are people who have, or are set to lose, their jobs at BAE Systems.
Companies with fewer than 250 employees can use the TRS for free while there is a
fee of £2,000 to join for companies between 251 and 500 employees and £5,000 for those with more than 500 staff.
Richard Smith of Winchester Consulting, which operates the TRS, says that it aims to bring the costs down as more firms join. Rolls-Royce has associated the recruitment of 60 people with TRS and Nissan recently spoke directly to BAE Systems about repurposing staff from BAE’s armoured vehicle factory in Newcastle to Nissan, which is desperate to recruit technical people to satisfy its own growth curve.
The service is seven months old and measuring its success is tricky. “Because we are not set up as a recruitment agency, the exchange is directly between employers and individuals,” says Mr Smith. “This can often mean that when people apply for jobs their application can be directed to the employer’s main website, which means we rely on feedback from the individual or employer about the outcome.”
For more information about the TRS go to: www.talentretention.biz
speakThe manufacturersHow a selection of employers are responding to labour market issues.
Unison, manufacturer of tube bending machines
Lost generation thwarts growth potential
M anaging director Alan Pickering says the Scarbouough location of his business is “like an island off the coast of the
mainland as far as engineering recruitment is concerned! We are growing rapidly at the moment but are being limited significantly by the lack of suitable personnel.”
Mr Pickering identifies a “black hole” in the market for engineers aged between 25 and 35. “It seems a generation simply turned its back on engineering and shame on our governments for
letting this happen,” he says. “There are engineers out there who are close to retirement age, and some in their 40s, but we see hardly anything coming from the 25-35 year old segment.”
Mr Pickering admits he hasn’t yet looked into the Work Programme as an aid to recruitment but expresses concerns about its suitability. “My key issue would be how motivated these people are to work. Working with apprentices has been great as we have got to them straight from school or college, and we have helped to shape their attitudes towards work. But finding experienced electrical and mechanical engineers who can slot into positions straight away is very difficult.”
My key issue would be how motivated these people are to work. Working with apprentices has been great as we have got to them straight from school or college
To combat this Unison has outsourced more of its manufacturing. “We have also come to a decision that we will accept remote working – to allow us to access engineers in more established regions such as, say, Manchester,” says Pickering.
Leadstory Job shop Britain

22
speakThe manufacturers
GKN Aerospace
Finding suitable people on a fast growth curve
GKN Aerospace is only 13 years old but is one of the fastest growing divisions of British engineering group GKN. In
the last decade the company’s global aerospace business has grown from around £400m turnover to £1.5bn in 2011, largely through acquisition. It then acquired Volvo Aerospace in July, taking revenues to £2.1bn and its portfolio in civil and military has allowed it to forecast organic growth of around £500m by 2015, with just under 9,000 staff currently.
The issue it has is not stagnation but recruitment to service its growth targets, with about half the business in the UK and Europe.
In response it ramped up its apprenticeship schemes. In 2008, before the Filton acquisition, it employed 30 apprentices in the UK. Today it has 120, which will rise to an intake of about 45 each year with 150 at any one time.
Andrew Harvey, senior HR executive at the firm, says “[Our growth] meant very detailed forecasting of what types of people and skills the business will need in the next 10 years, to meet that organic growth forecast. We analysed that we would need 1,900 more employees in that period.”
Engineering in this market, he says, is a very competitive environment. “We put pre-recession measures in place particularly to meet the demand for design, analysis and stress engineers within aerospace. We’ve got to look seriously about how we develop our own engineers at a higher level to meet the demand. We need to up our game.”
He says GKN is now developing Level 4 NVQ and Advanced Apprenticeships – a lot of potential for people who might have gone to university who’d now find it harder financially. “We are seeing some evidence of people joining the Advanced schemes who, hitherto, would have gone to university.”
AkzoNobel
Helping communities and recruiting simultaneously
C oatings and chemicals company AkzoNobel takes a CSR approach to engaging with the unemployed. Dulux
Decorator Centres have run ‘Colour in the Community’ for many years.
Now under the Dulux Let’s Colour programme, Akzo has pledged to “colour one million lives by 2020”. This can be community funding but often it is by helping deprived areas with paint and labour to brighten up their surroundings. In Britain it works with Groundworks UK on six flagship projects, and over 80 Gold+ projects, where it

Leadstory Title of story
23
ConclusionShould companies try harder to accommodate Neets?
EEF and the CBI say it’s not for businesses to take on new staff when they cannot accurately predict the demand for their products. But with so many people, especially young people, out of work there is a societal need for companies to do as much as they can to give people an opportunity.
Many companies are doing as much as they can already. Automotive manufacturer Tallent, for example, has brought in more school children to its factory recently as a deliberate first step in a selection process for an expanded apprenticeship scheme. Many firms, like Unison, need to scrutinise the merits of the Work Programme more closely to establish the associated risk.
But it’s clear that UK manufacturing, particularly those sectors experiencing rapid growth, can have a crucial role to play in reducing the number of Neets, when the wider environment is relentlessly flat.
@WRStirling
If they’re in high demand, do you have to offer more money? “Manufacturing has become a more attractive sector, certainly here, for young people,” says Mr Harvey. “We’re a growing, acquisitive company and that acts as a magnet. Yes, there’s an element of the package competitiveness you offer. But in many cases with engineers it’s about the types of technologies and programmes [e.g. aircraft] they’ll get to work on and the technical challenge as much as the remuneration.”
Harvey discussed the Work Programme and schemes to get Neets into the company with managing director Marcus Bryson and head of government affairs Jon Dennison to see how
works with volunteers in the community on urban regeneration. “We’re giving our expertise, and our paint, to help transform communities,” says Alex Price HR manager at Akzo. “We want to help people that need it, but it also gets AkzoNobel’s name into local communities in the hope it will attract people to come and work for us.”
Mr Price says that the outreach programmes the company runs tick three boxes at once: promoting the company’s values on social responsibility, a soft-touch recruitment drive and broadcasting its sustainability values. While the paint is donated, it is non-toxic and receivers are taught about how it should be disposed. “Young people today are really interested in what people are doing in sustainability,” he says. “This campaign we’re doing sets us apart from other companies in showing our approach to this issue.”
AkzoNobel cut the ground for its new £100m coatings factory in Ashington in June. An important part of its community outreach programme is to vet the potential future employees of this factory, says Price. “That might mean identifying some good candidates while it’s being built and help them in several ways, such as mentoring, to improve their candidacy.”
“As a business we also have a duty of care to improve the image of manufacturing for women. Women are under-represented at our company.” Akzo is about to launch a poll for women in the Ashington area to discover what women want from a manufacturing career.
Designer label, Matthew Williamson, helps to
launch the Dulux Let’s Colour UK campaign.
GKN could support the Work Programme to give more of this group an opportunity at the company. Both individuals were keen to help but it will be a challenge for GKN, and companies like it, to find suitable ways to progress Neets, many of whom have few if any skills.
Full details of GKN Aerospace’s recruitment programme, AkzoNobel’s community work and Unison’s comments are online at themanufacturer.com
Dr. Victor Higgs, Founder and Managing Director, Applied NanodetectorsInnovatIon strategIes:
dIfferent approaches to successfully develop and commercIalIse new products
Dr Edward Draper, Innovation Manager, JRI OrthopaedicsJrI orthopaedIcs, workIng wIth unIversItIes to thrIve through
maJor technologIcal changes
Gordon Macrae, Special Projects Manager, Gripplehow to become a successful Innovator: Ideas generatIon, prototypIng,
InnovatIon clImate and team workIng
Innovate to Grow Conference 2012Tuesday 16th October, 2012 The Hilton Metropole, Birmingham (NEC)
The Manufacturer’s Future Factory Series provides practicalopportunities for manufacturersto learn from industry experts,academics and government officialsto gain insight into how best practicewill be implemented in the future.
Innovate to Grow will provide delegates with the knowledge and expertise they need to nurture innovation in the workplace and find more efficient ways of developing new products.
Innovate to Grow
Professor Roger Bromley,Visiting Professor of Innovation and Collaboration, University of Huddersfieldopen InnovatIon – a new paradIgm
David Verduyn, President, C2C Solutions Inc.Is InnovatIon a Journey or destInatIon? a corporate wIde, practIcal and
effIcIent “InnovatIon process” to harness creatIvIty
Professor Martin Lowson FREng, Founder and President, ULTra PRT Limitedchallenges and pItfalls
of InnovatIon: InsIghts from ultra prt and other proJects
Ian Helmore, Inventor of Steri-Spray and Managing Director, Steri-Spray Ltd from InventIon to manufacture
Case study speakers and presentatIons:
Researched and delivered by:
Supported by:
Sponsored by:
http
://b
it.ly
//in
nova
teto
gro
w
early bookIng offer:
Register before Friday 14 th September 2012 and save
£100 per delegate. Plus 3 for 2 offer, see online for details
conference topics: Removing the barriers
to innovation Nurturing innovation in
the workplace Creating change in
the workplace Creative thinking for growth Fostering collaboration
between universities, government and business
Funding R&D Understanding the
innovation life-cycle Strategies for innovation
benefIts of attendIng: How to manage open innovation that can tap into the
brainpower of your organisation, leading to lower costs, less risk and greater value for your company
Innovation strategies that have been adopted to create commercially based solutions
How to harness the creative capacities of your entire workforce to your advantage
How innovation can be a structured and flexible process that permeates all aspects of the business
How medium sized UK manufacturers are collaborating with universities to co-develop ground breaking new technologies usually restricted to the major players
How the right innovation framework can enable your organisation to become a successful innovator that delivers enhanced business performance
Learn from the innovation culture in Asia how to devise appropriate strategies to develop new products
The 20 questions your company should ask itself in order to improve the quality and quantity of innovative ideas
otHer speakers InCLude:
To register and for more information contact Peter Kealy on 0207 202 4893 or email: [email protected]
Professor Simon Bolton, Director of the Centre for Competitive Creative Design, Cranfield UniversityCaroline Clay, Special Advisor to The Edward de Bono Foundation UK

Dr. Victor Higgs, Founder and Managing Director, Applied NanodetectorsInnovatIon strategIes:
dIfferent approaches to successfully develop and commercIalIse new products
Dr Edward Draper, Innovation Manager, JRI OrthopaedicsJrI orthopaedIcs, workIng wIth unIversItIes to thrIve through
maJor technologIcal changes
Gordon Macrae, Special Projects Manager, Gripplehow to become a successful Innovator: Ideas generatIon, prototypIng,
InnovatIon clImate and team workIng
Innovate to Grow Conference 2012Tuesday 16th October, 2012 The Hilton Metropole, Birmingham (NEC)
The Manufacturer’s Future Factory Series provides practicalopportunities for manufacturersto learn from industry experts,academics and government officialsto gain insight into how best practicewill be implemented in the future.
Innovate to Grow will provide delegates with the knowledge and expertise they need to nurture innovation in the workplace and find more efficient ways of developing new products.
Innovate to Grow
Professor Roger Bromley,Visiting Professor of Innovation and Collaboration, University of Huddersfieldopen InnovatIon – a new paradIgm
David Verduyn, President, C2C Solutions Inc.Is InnovatIon a Journey or destInatIon? a corporate wIde, practIcal and
effIcIent “InnovatIon process” to harness creatIvIty
Professor Martin Lowson FREng, Founder and President, ULTra PRT Limitedchallenges and pItfalls
of InnovatIon: InsIghts from ultra prt and other proJects
Ian Helmore, Inventor of Steri-Spray and Managing Director, Steri-Spray Ltd from InventIon to manufacture
Case study speakers and presentatIons:
Researched and delivered by:
Supported by:
Sponsored by:
http
://b
it.ly
//in
nova
teto
gro
w
early bookIng offer:
Register before Friday 14 th September 2012 and save
£100 per delegate. Plus 3 for 2 offer, see online for details
conference topics: Removing the barriers
to innovation Nurturing innovation in
the workplace Creating change in
the workplace Creative thinking for growth Fostering collaboration
between universities, government and business
Funding R&D Understanding the
innovation life-cycle Strategies for innovation
benefIts of attendIng: How to manage open innovation that can tap into the
brainpower of your organisation, leading to lower costs, less risk and greater value for your company
Innovation strategies that have been adopted to create commercially based solutions
How to harness the creative capacities of your entire workforce to your advantage
How innovation can be a structured and flexible process that permeates all aspects of the business
How medium sized UK manufacturers are collaborating with universities to co-develop ground breaking new technologies usually restricted to the major players
How the right innovation framework can enable your organisation to become a successful innovator that delivers enhanced business performance
Learn from the innovation culture in Asia how to devise appropriate strategies to develop new products
The 20 questions your company should ask itself in order to improve the quality and quantity of innovative ideas
otHer speakers InCLude:
To register and for more information contact Peter Kealy on 0207 202 4893 or email: [email protected]
Professor Simon Bolton, Director of the Centre for Competitive Creative Design, Cranfield UniversityCaroline Clay, Special Advisor to The Edward de Bono Foundation UK

26
Martin Broadhurst, Cambridge graduate turned Eastender, tells Jane Gray why becoming chairman of CEME was the perfect follow-up to his high flying aerospace career.
Good, better, best
but was told otherwise in my interview with Sir Arthur Marshall [then CEO and chairman]. I was pretty unsure about aircraft but decided to give it a go.”
Boosted by what Broadhurst describes as an intrinsically “entrepreneurial spirit” at Marshall, this mixture of talent and work ethic went a long way. Having identified project management as a discipline which appealed to his character and abilities, Broadhurst progressed rapidly.
By 1996 he had achieved his ambition, “to be in a very senior position; to run the show.” He was appointed CEO of Marshall
M artin Broadhurst’s career has been a straight and narrow path to seniority
backed by a fundamental belief in the economic importance of the manufacturing industry.
“Like many young graduates I didn’t have a clear idea of what I wanted to do,” says Mr Broadhurst. “What I was sure of was that I wanted to be part of a system that creates wealth, rather than simply consuming it.”
With a good degree in the bag, manufacturing seemed to fit this bill neatly and, responding to a newspaper advert, Broadhurst applied to Marshall Group for a place on its Management Training scheme. “It was a twist of fate that landed me on the aerospace side however,” remembers Broadhurst. “I thought I was applying to join the automotive arm of the business
There is a perception that little manufacturing goes on in the
London area and this is not true
The need to be “part of a system that creates wealth” propelled Martin Broadhurst into industry.

InterviewMartin Boradhurst
27
Aerospace with a place on the Group Holding Board and chairmanship of a number of other subsidiary organisations.
The afterlifeBut come 2010 Broadhurst felt it was time to step back from the commercial world and cast about him for a new direction.
What he found at CEME, the East London-based Centre for Engineering and Manufacturing Excellence, resonated exactly with the passions and concerns that his industry career had raised around the importance of supporting entrepreneurialism, drawing in new blood and raising the status of industrial careers in the wider public consciousness.
“Marshall was founded by an entrepreneurial family and that spirit still characterises the company, driving innovation and encouraging everyone to contribute to the good management of the business,” explains Broadhurst. “In addition, apprentices were our lifeblood, we always stayed one hundred per cent committed to providing apprenticeships, even through the hardest times and they were loyal to the company, many of them progressing into senior management positions.”
With knowledge of this dynamic work environment, it frustrates Broadhurst that the public image of manufacturing has been in the doldrums for so long. “It was obvious to me that CEME was working on exactly the same mission as I was,” he states. “To support the continued development of skills and innovation in industry in a way which showcases it both to future industrial talent, but also importantly to those young people who will not work in engineering or manufacturing, but who need to be aware of the force for wealth creation that the industry represents.”
Broadhurst describes becoming chairman of CEME as a “fantastic” experience. “CEME has come a long way in the last
two years and there is a real buzz for me in leading here.”
CEME can act as a catalyst for accelerating manufacturing and engineering growth asserts Broadhurst. “We almost have full occupancy in our business centre now and the recent
launch of the High Speed Sustainability Research Centre [see box] is a real statement of government belief in our ability to support local and national wealth creation.”
Focusing on the local issue Broadhurst says, “The fact that
Marshall was founded by an entrepreneurial
family and that spirit still characterises the company
Best: “Winning big contracts is immensely satisfying. It’s exciting to think about the work they will involve and the jobs they will support.
“In my career the two biggest wins that stand out in my mind are the RAF strategic tanker programme which Marshall won in the 1980’s and the Hercules support programme which it took in the 2000’s. The latter of these was a 25 year programme for total capability support which will be worth around £1.3bn over its lifetime.”
Worst: “The worst moments are undoubtedly when you are faced with making redundancies.
“I think the recession following the first gulf war was particularly difficult for Marshall. We were in the middle of making a major business transition from military to civil just as the civil market went absolutely flat. You can try your hardest but sometimes you have to let skilled people go and that is a terrible loss for the individual, for the business and for industry.”
Martin Broadhurst’s best and worst moment in business
An apprentice studying at CEME proudly shows off his work to Communities Minister Eric Pickles at the launch of the HSSRI

Toyota Material Handling UKThe World’s Number 1 manufacturer of materials handling equipmentToyota Material Handling is the world’s number one manufacturer of materials handling equipment. Our renowned Toyota Production System (TPS) is based on just-in time delivery, quality control and a strong team culture and is the acknowledged reference among manufacturers.
Toyota Material Handling offers a single point of contact for all your materials handling needs, whatever your size of business. From a single truck user to some of the biggest names in manufacturing, we have the product and support services to be a strong business partner. Toyota is able to offer unrivalled levels of support, consisting of world-class products, fleet management, short-term hire, operator training, genuine parts and unbeatable sales and service support tailored to your business needs.
To find out more about the Toyota Material Handling UK call 0870 850 1409 or visit www.toyota-forklifts.co.uk.
Manufacturing A4 Advert.indd 1 3/5/2012 9:19:41 AM

Biography Martin Broadhurst
Have your say at www.themanufacturer.com
Interview Martin Broadhurst
29
government has put £3.5m behind a manufacturing innovation project in London is very important. We absolutely support the investment in the Catapult centres around the country, but before the investment here, very little attention had been paid to manufacturing in London.
“There is a perception that little manufacturing goes on in the London area and this is not true,” states Broadhust. The challenge, he says, is that London-based manufacturing functions in a very diverse environment where it is difficult to form clusters or stand out from the multitude of other industries.
More to comeLooking to the future, Broadhurst says he will continue to promote CEME as a beacon for manufacturing in the UK for some time to come. In particular he is looking forward to seeing
through the establishment of a University Technical College (UTC) on campus. (see box)
“The development of UTCs is hugely important to industry,” says Broadhurst. “And CEME is the perfect environment in which to set one up because the campus is inspiring. It supports the need to make the sector an aspirational career destination.”
To ensure that UTCs fulfil their potential though, Broadhurst cautions that industry must show greater interest than it has done hitherto. “In the UTCs we have the education model which, for many years, industry has been asking for,” he states. “But for the model to work we need companies to get behind it. It cannot succeed without their support whether that be in terms of materials, equipment, finance or time.” @janefagray
1975: Graduated Fitzwilliam College, Cambridge University
1975: Joined Marshall Aerospace as a Management Trainee
1990: Appointed director of programmes
1992: Appointed production director
1996: Appointed chief executive
2004: Received OBE for services to the Aerospace industry in the Queen’s Birthday Honours
2011: Appointed chairman of CEME (Centre for Engineering and Manufacturing Excellence)
2011: Elected to Governing Council of the Royal Aeronautical Society
2012: Appointed non-executive director of Ultra Electronics
T he Centre for Engineering and Manufacturing Excellence (CEME) was established in 2003 as a not for profit, industry led education and business campus. It provides advanced
facilities and services to support manufacturing and engineering start-ups, R&D for organisations of any size and skills development, from short term upskilling courses to full apprenticeship training.
CEME has a remit to support local regeneration in East London but its facilities can be used by any manufacturing or engineering business.
New High Speed Sustainability Research Institute The latest major development at CEME came in July when Communities Secretary, Eric Pickles, launched a £5m project for manufacturing innovation.
The new High Speed Sustainability Research Institute will benefit from £3.5m of Government investment via the Department for Communities and Local Government. A further £1.4m is being invested in the centre by Ford UK, which has long trained its Dagenham-based apprentices at CEME.
Loughborough University will act as academic partner to the HSSRI and will provide 22 researchers and PhD students to support its work with industry. Research will focus on using advanced virtual manufacturing and simulation technologies to accelerate the design of plant and processes which support sustainable growth and improve the international competitive standing of UK manufacturing.
UTC status approvedIn another exciting announcement, CEME revealed in May that it had been given approval by the Department of Education to establish a University Technical College on its campus.
The school is due to open in September 2014 and the sponsoring university will be University College London. UCL will also offer bursaries to the brightest students to study engineering on its own courses once they finish their A levels and equivalent qualifications.
Ford UK and Network Rail have signed up to act as industrial partners, guiding the curriculum for up to 650 students but CEME is seeking more engagement from companies of all sizes.
On October 3, will host its Manufacturer of the Year Awards 2012 Judging Day at the CEME campus in Dagenham. Shortlisted companies will have the chance to tour the impressive facilities.
About CEME
30
60 second Interview
Mark Elborne discusses the outlook for UK manufacturing with following the recent publication of his company’s six-monthly barometer of high-tech manufacturing.
Mark ElborneCEO of GE UK
: The most recent GE High Tech Manufacturing Index showed that less than half of companies in this group are looking to counter uncertainty in the eurozone with more exports to rapid growth economies. Is this disappointing given the emphasis government has put on export led growth?I wouldn’t say it is disappointing. The number of companies looking to increase exports is much higher than it has been in the past – but of course one would always like there to be more companies with the confidence to pursue global opportunities.
There are widely varying degrees of difficulty in driving a new export market and it is easier, perhaps, for larger companies to take advantage of these. Overall though we are starting to turn around that position whereby the
UK an attractive place to invest. Leveraging the Olympics as a stage to show this off to global investors is very positive.
: Do you think the ongoing eurozone crisis is changing the way in which foreign investors view the UK as a manufacturing location?There is a danger that the general sentiment and worry over the eurozone will make Europe as a whole look like an unattractive place to do business. The uncertainty in the eurozone is impacting the UK economy and if there is no demand then the economy will remain flat regardless of what the Government does. The fact that Britain is not actually in the eurozone sometimes gets glossed over. This position is important as it allows access to certain levers in monetary policy that those in the eurozone can’t take advantage of.
However, on the whole, the advantages of investing in the UK as opposed to anywhere else in Europe are driven by factors that have little to do with the economy directly. The UK has been, by an exponential factor, the largest investment location for GE in Europe over the last ten years. This is primarily due to the technologies that we have wanted to add to our product portfolio across sectors.
: The GE High Tech Manufacturing Index highlighted that many companies are still finding access to finance difficult and that this is stifling investment. How well do you think government is addressing this challenge?It is essential that government steps in to ease access to finance. There have been a number of recent announcements to show that they are doing this. The Regional Growth Fund is a good initiative in terms of maximising the investments that can be made. GE received an RGF grant that will leverage our investment of around £13 million with £1.7 million of government money.
Not enough SMEs are accessing this resource. Though admittedly there are challenges for them in that there is a £1 million minimum application and the process takes time and rigorous due diligence. GE used external consultants to help it through its funding applications.. The best way for SMEs to access RGF is through the LEPs.
UK exports more to Ireland and the eurozone than it does to the rest of the world.
: The Government staged 18 business summits at Lancaster House during the Olympics to promote exports and foreign investment in the UK. How important were these events? I attended two of these summits myself. They are important as they show the Government’s commitment to support industry as the engine of recovery - even if that engine is not running terribly fast at the moment.
When you showcase the reasons for investing in the UK as opposed to anywhere else, the macro considerations are pretty compelling. The rate of corporation tax, the ease of doing business, employment law and regulation all make the
additive manufacturing
cad/cam/plm
co-located with

additive manufacturing
cad/cam/plm
co-located with

Capturing the ‘Made in Britain’ spirit
32
T he awards, run by the manufacturers’ organisation, and now in their third year, call for entrants from all walks of life. With separate categories
for amateurs, professionals and young people, the competition hopes to attract photographs that represent the vast and varied production processes in the United Kingdom.
The competition is free to enter and shortlisted entrants will be welcomed to a prestigious awards ceremony held in December in Westminster. Along with the honour of receiving a national award, the winners will share £5000 to spend on new camera equipment.
Commenting on the awards programme EEF chief executive Terry Scuoler said: “There’s a boldness and beauty to British manufacturing that we’re looking to capture through stunning photography. Our aim is to give British manufacturing greater visibility and to challenge the myth that ‘Britain doesn’t make anything anymore’.”
This year’s theme, ‘Made in Britain’, was chosen to complement the Government’s Make it in Great Britain and See Inside Manufacturing campaigns. Business Minister Mark Prisk said: “Manufacturing is a creative and innovative industry. These awards help raise awareness of how interesting and dynamic the industry is, while tackling outdated perceptions. I wish all entrants the best of luck in the competition.”
Last year’s winnersLast year’s theme ‘the heroes of modern manufacturing’ attracted hundreds of entries depicting everything from the very early stages of design right up to the finished product in operation. The winning images were chosen by a panel of experts for their striking imagery and the winners were announced at the EEF’s annual Gala Dinner and Awards in January.
British manufacturing is dead. Nothing decent is made on British soil. These are the wildly inaccurate whisperings of scaremongers on this country’s streets. They are also the common misconceptions that the EEF Photography Awards are trying to challenge Kimberly Barber discovers.
YouthThe winner of the youth category last year, Adam Cox, took a photograph of a pedestrian crossing push button that had inspired him while on work experience. The 17 year-old came across the device in production at AGD Systems in Cheltenham.
Adam said: “As it was a product that helps so many people everyday, I thought it would make a good picture. While at AGD Systems they showed me the assembly of the buttons as well as other aspects of their business. What I saw there really interested me. It made me think that manufacturing might be something I would want to work in.”
He used his £1000 prize money to buy a new DSLR camera – a Canon 600D – and has been practising photography ever since. The teenager put his talent into action to take photographs for his AS level in Art and he hopes to study a foundation art course after he completes his A levels.
When asked if he would be entering this year’s competition, he said: “Possibly. I will have to look and see if I can think of a photograph suitable. I haven’t entered this year because I have been so busy with school work but I will definitely have a think now I am on holidays.”

33
EEF Photography Awards
To enter go to: www.eef.org.uk/photo or call 020 7654 1501 for more information. The competition closes on September 28, 2012 and winners will be announced in December.
AmateurThe winner of the amateur category, Mark Tomlinson, was sent the link to the competition by colleagues who knew about his passion for photography. Mark, 42, is the operations director at Sheffield Forgemasters and used his inside knowledge to take a picture of the ‘5 Press’ – a huge 10,000 tonne open die forge – rolling a 170 tonne plate at 1200°C.
The photography enthusiast also won top prize in the same category in 2010 for his stunning picture of the largest ingot mould in the UK set against a beautiful sunset.
Mark said the secret to his continued success is ‘having a good idea in mind before taking the shot’ and ‘visualising what you want the image to look like before pressing the button.’
When asked if he had an image in mind for this year’s competition, he said: “This year it’s about trying to get across the message that we still make things in Britain. In Sheffield there is still a strong manufacturing industry in heavy engineering and high technology, I am trying to find an image that represents that.”
Mark spent last year’s £1000 winnings on lenses for his camera and is beginning to feel the pressure to secure a hat trick. He said: “When I found out I had won, I was delighted. To win the award two years in a row was very special but there seems like an awful lot more demand on me to perform this year.”
ProfessionalMike Brookes Roper won the top prize in the professional category. Mike, now in his sixties, has been taking photographs all his life after studying an Honours Degree in Photographic Studies at the University of Derby.
The freelance photographer, who lives in rural Scotland, was on a job at Ocean Power Technology’s Inverness factory and was looking for a creative way to capture the beauty of a 150k tidal turbine before it went into operation in the Moray Firth.
“I was struggling for inspiration so I took a break and called a friend. He told me to get back in there and persevere. When I did, I crawled under the turbine and that’s when the magic happened,” he said.
Magic is the secret ingredient to all of Mike’s pictures as he firmly believes that the camera and the computer should just be seen as tools. “It is too easy for people to just press a button. The real magic comes from being able to see an opportunity,” he explained.
Mike also encourages all manufacturers to seriously think about how the images they use in promotional material portrays their company. “These pictures should really be a showcase of what the company can do. If the image has been used because it is ‘just about good enough’, then what does that say about the service that company will be providing? Will that also be ‘just about good enough’? “
Last year was the second time that Mike had entered the competition and he was ‘delighted’ to take the top prize of £1000. He spent the winnings on a new Canon projector to display his work.

Helping you to createsafer, healthierworkplaces
Register for FREE entry at: healthandsafetyevents.co.uk
FREE EXHIBITIONS & CONFERENCES ON YOUR DOORSTEP…
Educational partner: Brought to you by:
Live DemoZone
Regular live product demonstrations will be followed byopportunities to ask questions and therefore solvespecific problems in your work place.
endorsedby
supportedby
eventpartners
North – FREE conference programme – 10-11th October 2012
Create your own tailor made conference agenda:1. Choose the seminar session(s) you wish to attend.2. Register today free of charge at:
www.healthandsafetyevents.co.uk
Safety professionals should note – attending theconference programme offers a fantastic opportunity toaccrue Continuing Professional Development (CPD)credits.
Midlands – FREE conference programme – 12-13th September 2012
Create your own tailor made conference agenda:1. Choose the seminar session(s) you wish to attend.2. Register today free of charge at:
www.healthandsafetyevents.co.uk
Safety professionals should note – attending theconference programme offers a fantastic opportunity toaccrue Continuing Professional Development (CPD)credits.
Wednesday 10th October09.50-10.35Subash Ludhra, IOSH President. ManagingDirector - Anntara Management LtdLeadership in the Context of OccupationalHealth and Safety.
11.20-12.05Dr Keith Whitehead, Senior EnvironmentalAdvisor, British Safety CouncilClimate Change and Business Resilience
12.50-13.35Neil Budworth, Corporate Health and SafetyManager - E.ON UKDesigning and Delivering High Impact Healthand Safety Communication Campaigns
14.20-15.05Kevin Bridges, Partner and Regulatory Lawyer,Pinsent MasonsHealth and Safety – Looking Back at the LastYear; Landmark Judgments.
Thursday 11th October10.00-10.45Lawrence Waterman, Head of Health Safety,Olympic Delivery Authority“The Greatest Show on Earth” – Health andSafety in Preparing for London 2012
11.30-12.15Richard Evens, Commercial Training Director,St John AmbulanceFirst aid is not just about saving lives: thewider business impact of effective first aid
13.50-14.35Martin McKenna, Partner, Keoghs LLPThe Possible Consequences of the ForthcomingCivil Litigation Reforms and their Effect onClaims Inflation.
Event Partner Seminars:British Safety Council Seminars:
Wednesday 10th October09.10-09.45Jennifer Raymond, 3M Occupational Health& Environmental SafetyAre you fit enough?... A Practical Guide to FitTesting and Competency
10.40-11.15Neil Sutherland, Dupont Personal ProtectionIs Your Chemical Protective Clothing ReallyProtecting You?
12.10-12.45Ken Smith, Divisional Director- ConsultancyServices, Arc Associates“Safety is a Can Do Business”
13.40-14.15Ansell Occupational HealthcareOil is a Harmful Chemical
15.10-15.45Andrew Burns Warren, Health & SafetyAuditor & Jonathan Wilson, Health & SafetySector Manager, NQAUsing Auditor Training to Achieve Certificationto OHSAS 18001
Thursday 11th October09.15-09.50Neil Sutherland, Dupont Personal ProtectionIs Your Chemical Protective Clothing ReallyProtecting You?
10.50-11.25Ken Smith, Divisional Director- ConsultancyServices, Arc Associates“Safety is a Can Do Business”
12.20-12.55Andrew Burns Warren, Health & SafetyAuditor & Jonathan Wilson, Health & SafetySector Manager, NQAUsing Auditor Training to Achieve Certificationto OHSAS 18001
13.10-13.45Jennifer Raymond, 3M Occupational Health& Environmental SafetyKeep your kit on – how to improve PPECompliance
14.40-15.15Ansell Occupational HealthcareOil is a Harmful Chemical
S1E
S1F
S1G
S1H
S1A
S1B
S1C
S1D
S2A
S2B
S2C
S1I
S2D
S2E
S2F
S2G
S2H
SPEAKERS INCLUDE
Joscelyne ShawHead of Policy and Influencing
Neal StoneDirector of Policy andCommunications
Subash LudhraIOSH President. Anntara ManagementManaging Director
Lawrence WatermanOlympic Delivery AuthorityHead of Health & Safety
Kevin BridgesPinsent MasonsPartner and Regulatory Lawyer
Day 1
Day 2
BRITISH SAFETY COUNCIL CHAIRS
SPEAKERS INCLUDE
Neal StoneDirector of Policy andCommunications
Joscelyne ShawHead of Policy and Influencing
Rosi EdwardsHSERegional Director, Wales, Midlandsand South West
Nattasha FreemanGBR Phoenix BeardDirector
Neil BudworthE.ON UKCorporate Health and Safety Manager
Day 1
Day 2
BRITISH SAFETY COUNCIL CHAIRS
Wednesday 12th September09.50 - 10.35Rosi Edwards, Regional Director, Wales,Midlands and South West - HSEWhat HSE is - and isn't - looking for fromDutyholders
11.20 - 12.05Shaun Curry and Harry Gallagher, Heads,Drama Based Learning - MacnaughtonMcGregorDrama – Safety Leadership and Culture
12.50 - 13.35Chris Green, Partner, Regulatory Midlands –Weightmans LLPDirectors in the Dock - Could it be You?
14.20 - 15.05Howard Dawes, Portfolio Manager –Environment: British Safety CouncilEnvironmental Policy and ManagementUpdate - Duties, Strategies and Developments
Thursday 13th September10.00 - 10.45Mark Tyler, Solicitor & Chartered Health &Safety Practictioner - Salutaris LegalThe Legal Scene in 2012
11.30 - 12.15Nattasha Freeman, Director – GBR PhoenixBeardAsbestos Management - Where are We Now?
13.50 - 14.35Neil Budworth, Corporate Health and SafetyManager - E.ON UKDesigning and Delivering High Impact Healthand Safety Communication Campaigns
Wednesday 12th September09.10 - 09.45Jonathan Wilson, Health & Safety SectorManager & Andrew Burns Warren, Health &Safety Auditor, NQAUsing Auditor Training to Achieve Certification toOHSAS 18001
10.40 - 11.15Alan McArthur, 3M Occupational Health &Environmental SafetyAre you fit enough? A Practical Guide to FitTesting and Competency
12.10 - 12.45Ian Samson, Territory Manager UK, Irelandand Nordic Region Training Specialist (EMEA),Dupont Personal ProtectionIs Your Chemical Protective Clothing ReallyProtecting You?
13.40 - 14.15Ben Griffiths, Territory Sales Manager, WestMidlands, Ansell Occupational HealthcareProductivity & "Comfort at work" contradictoryor complementary?
15.10 - 15.45Ken Smith, Divisional Director - ConsultancyServices, Arc Associates"Safety is a Can Do Business"
Thursday 13th September09.15 - 09.50Ben Griffiths, Territory Sales Manager, WestMidlands, Ansell Occupational HealthcareProductivity & "Comfort at work" contradictoryor complementary?
10.50 - 11.25Ken Smith, Divisional Director - ConsultancyServices, Arc Associates"Safety is Can Do Business"
12.20 - 12.55Ian Samson, Territory Manager UK, Irelandand Nordic Region Training Specialist (EMEA),Dupont Personal ProtectionIs Your Chemical Protective Clothing ReallyProtecting You?
13.10 - 13.45Sarah Broadbent, 3M Occupational Health &Environmental SafetyImplementing a Successful HearingConservation Programme
14.40 - 15.15Jonathan Wilson, Health & Safety SectorManager & Andrew Burns Warren, Health &Safety Auditor, NQAUsing Auditor Training to Achieve Certification toOHSAS 18001
S1E
S1F
S1G
S1H
S1A
S1B
S1C
S1D
S2A
S2B
S2C
S1I
S2D
S2E
S2F
S2G
S2H
Event Partner Seminars:British Safety Council Seminars:
H&S Bespoke Mids & North DPS_General A4 Ad 2012 dates 8/14/12 4:48 PM Page 1

Helping you to createsafer, healthierworkplaces
Register for FREE entry at: healthandsafetyevents.co.uk
FREE EXHIBITIONS & CONFERENCES ON YOUR DOORSTEP…
Educational partner: Brought to you by:
Live DemoZone
Regular live product demonstrations will be followed byopportunities to ask questions and therefore solvespecific problems in your work place.
endorsedby
supportedby
eventpartners
North – FREE conference programme – 10-11th October 2012
Create your own tailor made conference agenda:1. Choose the seminar session(s) you wish to attend.2. Register today free of charge at:
www.healthandsafetyevents.co.uk
Safety professionals should note – attending theconference programme offers a fantastic opportunity toaccrue Continuing Professional Development (CPD)credits.
Midlands – FREE conference programme – 12-13th September 2012
Create your own tailor made conference agenda:1. Choose the seminar session(s) you wish to attend.2. Register today free of charge at:
www.healthandsafetyevents.co.uk
Safety professionals should note – attending theconference programme offers a fantastic opportunity toaccrue Continuing Professional Development (CPD)credits.
Wednesday 10th October09.50-10.35Subash Ludhra, IOSH President. ManagingDirector - Anntara Management LtdLeadership in the Context of OccupationalHealth and Safety.
11.20-12.05Dr Keith Whitehead, Senior EnvironmentalAdvisor, British Safety CouncilClimate Change and Business Resilience
12.50-13.35Neil Budworth, Corporate Health and SafetyManager - E.ON UKDesigning and Delivering High Impact Healthand Safety Communication Campaigns
14.20-15.05Kevin Bridges, Partner and Regulatory Lawyer,Pinsent MasonsHealth and Safety – Looking Back at the LastYear; Landmark Judgments.
Thursday 11th October10.00-10.45Lawrence Waterman, Head of Health Safety,Olympic Delivery Authority“The Greatest Show on Earth” – Health andSafety in Preparing for London 2012
11.30-12.15Richard Evens, Commercial Training Director,St John AmbulanceFirst aid is not just about saving lives: thewider business impact of effective first aid
13.50-14.35Martin McKenna, Partner, Keoghs LLPThe Possible Consequences of the ForthcomingCivil Litigation Reforms and their Effect onClaims Inflation.
Event Partner Seminars:British Safety Council Seminars:
Wednesday 10th October09.10-09.45Jennifer Raymond, 3M Occupational Health& Environmental SafetyAre you fit enough?... A Practical Guide to FitTesting and Competency
10.40-11.15Neil Sutherland, Dupont Personal ProtectionIs Your Chemical Protective Clothing ReallyProtecting You?
12.10-12.45Ken Smith, Divisional Director- ConsultancyServices, Arc Associates“Safety is a Can Do Business”
13.40-14.15Ansell Occupational HealthcareOil is a Harmful Chemical
15.10-15.45Andrew Burns Warren, Health & SafetyAuditor & Jonathan Wilson, Health & SafetySector Manager, NQAUsing Auditor Training to Achieve Certificationto OHSAS 18001
Thursday 11th October09.15-09.50Neil Sutherland, Dupont Personal ProtectionIs Your Chemical Protective Clothing ReallyProtecting You?
10.50-11.25Ken Smith, Divisional Director- ConsultancyServices, Arc Associates“Safety is a Can Do Business”
12.20-12.55Andrew Burns Warren, Health & SafetyAuditor & Jonathan Wilson, Health & SafetySector Manager, NQAUsing Auditor Training to Achieve Certificationto OHSAS 18001
13.10-13.45Jennifer Raymond, 3M Occupational Health& Environmental SafetyKeep your kit on – how to improve PPECompliance
14.40-15.15Ansell Occupational HealthcareOil is a Harmful Chemical
S1E
S1F
S1G
S1H
S1A
S1B
S1C
S1D
S2A
S2B
S2C
S1I
S2D
S2E
S2F
S2G
S2H
SPEAKERS INCLUDE
Joscelyne ShawHead of Policy and Influencing
Neal StoneDirector of Policy andCommunications
Subash LudhraIOSH President. Anntara ManagementManaging Director
Lawrence WatermanOlympic Delivery AuthorityHead of Health & Safety
Kevin BridgesPinsent MasonsPartner and Regulatory Lawyer
Day 1
Day 2
BRITISH SAFETY COUNCIL CHAIRS
SPEAKERS INCLUDE
Neal StoneDirector of Policy andCommunications
Joscelyne ShawHead of Policy and Influencing
Rosi EdwardsHSERegional Director, Wales, Midlandsand South West
Nattasha FreemanGBR Phoenix BeardDirector
Neil BudworthE.ON UKCorporate Health and Safety Manager
Day 1
Day 2
BRITISH SAFETY COUNCIL CHAIRS
Wednesday 12th September09.50 - 10.35Rosi Edwards, Regional Director, Wales,Midlands and South West - HSEWhat HSE is - and isn't - looking for fromDutyholders
11.20 - 12.05Shaun Curry and Harry Gallagher, Heads,Drama Based Learning - MacnaughtonMcGregorDrama – Safety Leadership and Culture
12.50 - 13.35Chris Green, Partner, Regulatory Midlands –Weightmans LLPDirectors in the Dock - Could it be You?
14.20 - 15.05Howard Dawes, Portfolio Manager –Environment: British Safety CouncilEnvironmental Policy and ManagementUpdate - Duties, Strategies and Developments
Thursday 13th September10.00 - 10.45Mark Tyler, Solicitor & Chartered Health &Safety Practictioner - Salutaris LegalThe Legal Scene in 2012
11.30 - 12.15Nattasha Freeman, Director – GBR PhoenixBeardAsbestos Management - Where are We Now?
13.50 - 14.35Neil Budworth, Corporate Health and SafetyManager - E.ON UKDesigning and Delivering High Impact Healthand Safety Communication Campaigns
Wednesday 12th September09.10 - 09.45Jonathan Wilson, Health & Safety SectorManager & Andrew Burns Warren, Health &Safety Auditor, NQAUsing Auditor Training to Achieve Certification toOHSAS 18001
10.40 - 11.15Alan McArthur, 3M Occupational Health &Environmental SafetyAre you fit enough? A Practical Guide to FitTesting and Competency
12.10 - 12.45Ian Samson, Territory Manager UK, Irelandand Nordic Region Training Specialist (EMEA),Dupont Personal ProtectionIs Your Chemical Protective Clothing ReallyProtecting You?
13.40 - 14.15Ben Griffiths, Territory Sales Manager, WestMidlands, Ansell Occupational HealthcareProductivity & "Comfort at work" contradictoryor complementary?
15.10 - 15.45Ken Smith, Divisional Director - ConsultancyServices, Arc Associates"Safety is a Can Do Business"
Thursday 13th September09.15 - 09.50Ben Griffiths, Territory Sales Manager, WestMidlands, Ansell Occupational HealthcareProductivity & "Comfort at work" contradictoryor complementary?
10.50 - 11.25Ken Smith, Divisional Director - ConsultancyServices, Arc Associates"Safety is Can Do Business"
12.20 - 12.55Ian Samson, Territory Manager UK, Irelandand Nordic Region Training Specialist (EMEA),Dupont Personal ProtectionIs Your Chemical Protective Clothing ReallyProtecting You?
13.10 - 13.45Sarah Broadbent, 3M Occupational Health &Environmental SafetyImplementing a Successful HearingConservation Programme
14.40 - 15.15Jonathan Wilson, Health & Safety SectorManager & Andrew Burns Warren, Health &Safety Auditor, NQAUsing Auditor Training to Achieve Certification toOHSAS 18001
S1E
S1F
S1G
S1H
S1A
S1B
S1C
S1D
S2A
S2B
S2C
S1I
S2D
S2E
S2F
S2G
S2H
Event Partner Seminars:British Safety Council Seminars:
H&S Bespoke Mids & North DPS_General A4 Ad 2012 dates 8/14/12 4:48 PM Page 1

36
Lynn Tomkins, UK operations director for Semta, the sector skills council for science, engineering and manufacturing, introduces some excellent examples of employers taking ownership of skills.
Own the future
T echnical skills are scarce and getting more difficult to hire, presenting dangerous skills gaps
for UK industry if it is to remain competitive in key disciplines.
Although government has put significant financial support behind apprenticeships, the identification of exactly what skills are needed to meet individual company and sector needs must come directly from employers, of all sizes, if training provision is to be appropriate.
The advanced manufacturing and engineering sector is key to government’s growth plans and working collaboratively is the best way to overcome sector challenges and cope with the challenging environment many companies are facing today.
More engagement neededA recent Employer Ownership event at the House of Lords showed how employers are helping to shape the UK’s industrial training system – but more needs to be done to promote the opportunities Employer Ownership offers and get manufacturers, particularly SMEs, to benefit from it.
The Employer Ownership pilot offers all employers in
To support employers in communicating their needs and influencing the kinds of training they can access in their locality, Semta has established a national network of Regional Councils and Sector Strategy Groups and is working with leading employers such as Siemens, Airbus and Jaguar Land Rover to support appropriate skills development for their supply chains.
The enthusiasm with which many companies have entered into working with Semta to shape the skills system is encouraging.
We now need to move quickly to develop more end-to-end solutions for skills delivery. Solutions need to start in schools with better understanding of career options and subject choices, go on through the recruitment and training and of apprentices and finally attend to the development of a highly motivated and continually up-skilling workforce.
Scan for photos and videos of the House of Lords Employer Ownership event:
http://bit.ly/HOLEvent
Above: Martin Rigley speaks to guests at the Semta Employer Ownership event at the House of Lords in July
Below: Juergen Maier, Siemens UK Industry Sector, hopes to extend his company’s in-house apprentice training facilities to supply chain partners
L-R. Martin Rigley, Colin Larkin, Baroness Wall, Allan Cook CBE, Lynn Tomkins, Juergen Maier
Join the many leading companies, large and small, who are engaging with Semta through
a Regional Council or Sector Strategy Group to take ownership
of skills provision for the AME sector
Lynn Tomkins, UK Operations Director, Semta
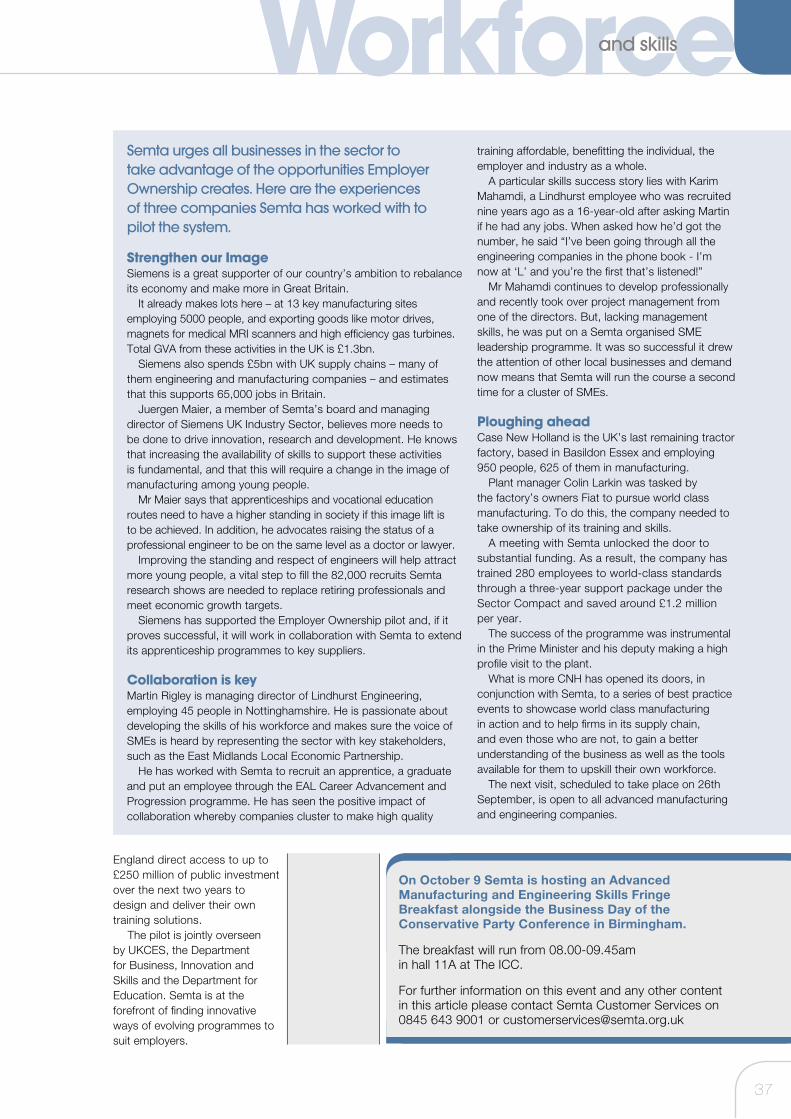
37
England direct access to up to £250 million of public investment over the next two years to design and deliver their own training solutions.
The pilot is jointly overseen by UKCES, the Department for Business, Innovation and Skills and the Department for Education. Semta is at the forefront of finding innovative ways of evolving programmes to suit employers.
Workforceand skills
Strengthen our ImageSiemens is a great supporter of our country’s ambition to rebalance its economy and make more in Great Britain.
It already makes lots here – at 13 key manufacturing sites employing 5000 people, and exporting goods like motor drives, magnets for medical MRI scanners and high efficiency gas turbines. Total GVA from these activities in the UK is £1.3bn.
Siemens also spends £5bn with UK supply chains – many of them engineering and manufacturing companies – and estimates that this supports 65,000 jobs in Britain.
Juergen Maier, a member of Semta’s board and managing director of Siemens UK Industry Sector, believes more needs to be done to drive innovation, research and development. He knows that increasing the availability of skills to support these activities is fundamental, and that this will require a change in the image of manufacturing among young people.
Mr Maier says that apprenticeships and vocational education routes need to have a higher standing in society if this image lift is to be achieved. In addition, he advocates raising the status of a professional engineer to be on the same level as a doctor or lawyer.
Improving the standing and respect of engineers will help attract more young people, a vital step to fill the 82,000 recruits Semta research shows are needed to replace retiring professionals and meet economic growth targets.
Siemens has supported the Employer Ownership pilot and, if it proves successful, it will work in collaboration with Semta to extend its apprenticeship programmes to key suppliers.
Collaboration is keyMartin Rigley is managing director of Lindhurst Engineering, employing 45 people in Nottinghamshire. He is passionate about developing the skills of his workforce and makes sure the voice of SMEs is heard by representing the sector with key stakeholders, such as the East Midlands Local Economic Partnership.
He has worked with Semta to recruit an apprentice, a graduate and put an employee through the EAL Career Advancement and Progression programme. He has seen the positive impact of collaboration whereby companies cluster to make high quality
Semta urges all businesses in the sector to take advantage of the opportunities Employer Ownership creates. Here are the experiences of three companies Semta has worked with to pilot the system.
training affordable, benefitting the individual, the employer and industry as a whole.
A particular skills success story lies with Karim Mahamdi, a Lindhurst employee who was recruited nine years ago as a 16-year-old after asking Martin if he had any jobs. When asked how he’d got the number, he said “I’ve been going through all the engineering companies in the phone book - I’m now at ‘L’ and you’re the first that’s listened!”
Mr Mahamdi continues to develop professionally and recently took over project management from one of the directors. But, lacking management skills, he was put on a Semta organised SME leadership programme. It was so successful it drew the attention of other local businesses and demand now means that Semta will run the course a second time for a cluster of SMEs.
Ploughing aheadCase New Holland is the UK’s last remaining tractor factory, based in Basildon Essex and employing 950 people, 625 of them in manufacturing.
Plant manager Colin Larkin was tasked by the factory’s owners Fiat to pursue world class manufacturing. To do this, the company needed to take ownership of its training and skills.
A meeting with Semta unlocked the door to substantial funding. As a result, the company has trained 280 employees to world-class standards through a three-year support package under the Sector Compact and saved around £1.2 million per year.
The success of the programme was instrumental in the Prime Minister and his deputy making a high profile visit to the plant.
What is more CNH has opened its doors, in conjunction with Semta, to a series of best practice events to showcase world class manufacturing in action and to help firms in its supply chain, and even those who are not, to gain a better understanding of the business as well as the tools available for them to upskill their own workforce.
The next visit, scheduled to take place on 26th September, is open to all advanced manufacturing and engineering companies.
On October 9 Semta is hosting an Advanced Manufacturing and Engineering Skills Fringe Breakfast alongside the Business Day of the Conservative Party Conference in Birmingham.
The breakfast will run from 08.00-09.45am in hall 11A at The ICC.
For further information on this event and any other content in this article please contact Semta Customer Services on 0845 643 9001 or [email protected]

38
Dan Street, director of English at the Black Country UTC explains how the school’s revolutionary curriculum model breaks down the restricting subject silos evident in mainstream education in the UK.
UTCDiary
UTCDiary
Imagine a baby playing with a shape and sort toy – you know, the one where you have different shapes that
have to be out into the correct shaped hole until they’re all gone.
What happens when you try to force the cube through the triangle shaped hole? Easy. We all know it’s not going to happen, but the baby keeps trying different ways, and eventually it learns that it just won’t fit, tries another shape and it all ends in success. Hugs and warm feelings inside for all!
It’s a simple lesson, they’re all different so they can’t all follow the same route into the box – so why has the education system of government after
whilst remaining committed to professional values, a passion for the subject of English and clear philosophies for how it should be delivered.
But what more we could have achieved with an integrated curriculum! For example, why weren’t we assessing the fantastic performances GCSE drama students were producing week in, week out for our English speaking and listening assessments, instead of needlessly segmenting complimentary subjects and skills? Things like that seem so simple, so beneficial, so obvious really. But bureaucracy in mainstream education seems to make then nigh on impossible to achieve.
But that’s what we are trying to do at the Black Country UTC now. We want to capture good work and achievements wherever they happen and show students that skills and qualities don’t remain boxed away in set boundaries created by school timetables. We want to demonstrate to them that, in the professional world they want to enter, they will be required to select and utilise skills with confidence.
I got my best ever set of speaking and listening marks when our students presented their engineering work to engineering design agency, Haughton Design, simply because they had in depth knowledge and they had the pressure of speaking to the head of a company on a subject they all know is relevant to their futures. Put simply, it was ‘real’, and was valued by the students as a consequence.
I’d now like to challenge those still sceptical about the quality and value of vocational learning, to take a walk around our UTC where they will see students in engineering being prepared for technically challenging careers through a rigorous, mathematically complex and highly relevant diploma course.
Better still, get them to follow some of the leaders in industry who frequently visit. Because when they do, they are guaranteed to see recognition, appreciation and enthusiasm for what the next generation is learning.
The UTC model acknowledges that the world is changing. Industry is changing. And education needs to change with it. Let’s stop trying to fit square pegs into round holes, and let’s develop the next generation of first class, specialist scientists and engineers to take UK industry forward into the 21st century.
government in the UK stuck to stubbornly pushing everyone through the same limited paths into employment?
What about the opportunity to specialise or to say, I’m good at something, or passionate about something, and be given access to high quality equipment, specialist training and expert tuition from experienced professionals in the field?
This option certainly didn’t exist when I began my teaching career eight years ago in a large, traditional, and effective comprehensive school in Derbyshire. What a wonderful learning experience that was though; I worked with great people who enjoyed their job
A different kind of education. The UTC model delivers an integrated curriculum for young people with a passion for engineering.


Have your say at www.themanufacturer.com
Lizzie WhitePlanning manager, AkzoNobel
Recently named by Make it in Great Britain as one of its ’30 under 30’ manufacturing highfliers, Lizzie talks to about her passion for her job and the manufacturing industry.
: What are the main responsibilities of your role?I run a team of six planners managing the 3500 SKU portfolio of the Dulux brand and other UK branded products. The UK market is supplied from the three manufacturing plants in Britain plus a variety of suppliers across Europe.
The UK sites also produce products for export markets. I am responsible for managing the demand control and supply review processes for the business as well as new product introduction from a supply chain perspective.
What are the key skills you use?Managing the UK planning department means using my manufacturing knowledge to drive improvements in operations. Every day is a challenge as I have to balance maintaining a high level of service for customers with managing stock levels in the business and keeping supply chain costs down. I have to be focused and lead my team to ensure that all these aspects are addressed by everyone.
Having a positive nature allows me to deal with these challenges a calm way and this disseminates to my team. Having an entrepreneurial spirit also means I constantly challenge the way we do things.
What do you consider to be your biggest personal success at the company so far?My greatest achievement has been leading a project that designed and implemented an award winning lean manufacturing process at a large batch, high efficiency plant. This project engaged production, planning and our suppliers.
The project is now a fundamental building block for new paint manufacturing facilities and is being rolled out globally as a best practice.
What will your next career move be?I am working alongside a £110 million investment project for a state of the art manufacturing facility in the North East. I hope this will bring future career opportunities.
Ultimately I would like to be on a senior management team and help address the considerable gender imbalance at a senior level in the manufacturing sector, particularly in functions like supply chain.
How do you think best to get more young people interested in manufacturing?People in schools don’t know about roles there available in the manufacturing industry. To address this AkzoNobel recently held an insight week for ten students to visit the company for a week. We held tours, workshops and had functional day to day work experience to stimulate a desire to work in the industry. Activities like this and campaigns like ‘Make it in Great Britain’ are key to increasing young people’s interest.
You were recently nominated as a ‘30 under 30’ champion by Make it in Great Britain. How did this come about?I heard about the competition through my supply chain HR partner who suggested that I was an ideal candidate. I am really proud to be chosen
40
Employee of
the month
September 2012
Age: 26 Education/Qualifications:Materials Engineering and Management BSc, Operations, Project and Supply Chain Management MA Sector experience:Aerospace, chemicals Hobbies:Hockey, running (Lizzie recently raised £2500 for charity by completing the London Marathon)
CV in brief: Lizzie White
to represent the campaign. It is such an honour.
How do you feel about your responsibilities as a 30 under 30 champion?Manufacturing is essential for the future of Britain. Current economic challenges mean that everything possible must be done to encourage positivity both within the industry and among the general public about its capability to grow. I am incredibly passionate about my part in supporting this. I am also keen to do what I can as a female to show that this is an industry with great opportunities for talented women.
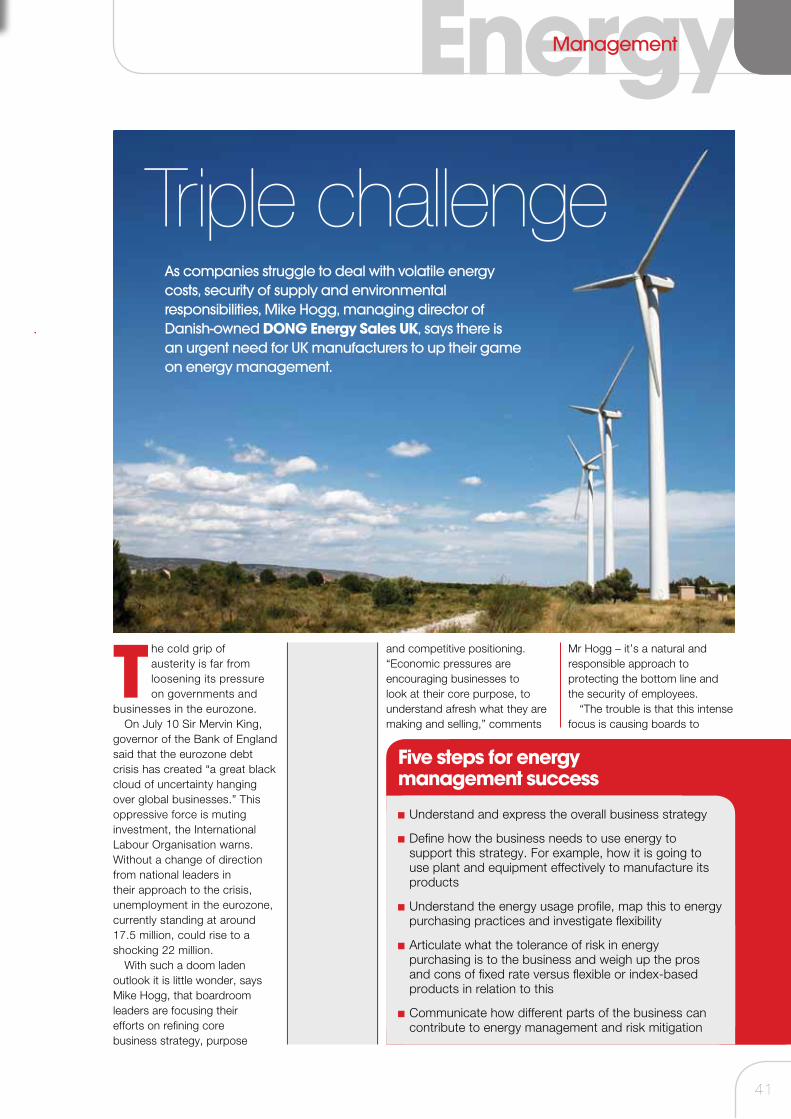
T he cold grip of austerity is far from loosening its pressure on governments and
businesses in the eurozone.On July 10 Sir Mervin King,
governor of the Bank of England said that the eurozone debt crisis has created “a great black cloud of uncertainty hanging over global businesses.” This oppressive force is muting investment, the International Labour Organisation warns. Without a change of direction from national leaders in their approach to the crisis, unemployment in the eurozone, currently standing at around 17.5 million, could rise to a shocking 22 million.
With such a doom laden outlook it is little wonder, says Mike Hogg, that boardroom leaders are focusing their efforts on refining core business strategy, purpose
Mr Hogg – it’s a natural and responsible approach to protecting the bottom line and the security of employees.
“The trouble is that this intense focus is causing boards to
and competitive positioning. “Economic pressures are encouraging businesses to look at their core purpose, to understand afresh what they are making and selling,” comments
EnergyManagement
As companies struggle to deal with volatile energy costs, security of supply and environmental responsibilities, Mike Hogg, managing director of Danish-owned DONG Energy Sales UK, says there is an urgent need for UK manufacturers to up their game on energy management.
Triple challenge
Five steps for energy management success
Understand and express the overall business strategy
Define how the business needs to use energy to support this strategy. For example, how it is going to use plant and equipment effectively to manufacture its products
Understand the energy usage profile, map this to energy purchasing practices and investigate flexibility
Articulate what the tolerance of risk in energy purchasing is to the business and weigh up the pros and cons of fixed rate versus flexible or index-based products in relation to this
Communicate how different parts of the business can contribute to energy management and risk mitigation
41

Economic pressures are encouraging businesses to look at their
core purpose, to understand afresh what
they are making and selling
Mike Hogg, Managing Director, DONG Energy Sales
UK
42
forget about factors sitting in the wings which can contribute to these aims – including energy management,” states Hogg.
Energy and the bottom line“Companies need to have an integrated view of how to use energy effectively, and also green their footprint, while looking after the bottom line,” Hogg explains. “But at the moment I see massive variation across DONG’s UK client base in the extent to which the board of a company has this coherent, holistic view.”
Hogg says that while some of DONG’s clients address energy usage “regularly and seriously within a mandated framework.” others take a more ad hoc, reactionary approach which leaves them vulnerable to challenges such as price volatility.
“Energy costs have a large impact on of any organisation’s bottom line,” the UK MD intimates. “Given this I would like to see a more widespread acceptance that energy management should be addressed regularly by the board so that they can understand what their usage strategy is, what their attitude to risk is and how energy fits into the overall cost and management portfolio of the business. The board then needs to form a view on this understanding and give a mandate to the energy buyer
behaviours and starting to collect data.” But Hogg emphasizes, “They are a starting point and not the answer.”
Hogg says that UK companies need to be far more proactive about the data collection aspect of energy management if they are to establish beneficial purchasing and usage strategies.
“Technology is making this easier all the time,” assures Hogg. “Smart metering at the moment is most appropriate for domestic or micro business use, but automated meter reading is available to larger customers and every single customer who has installed this technology has seen savings – some up to 30 per cent.”
Explaining how the technology works, Hogg says: “Automated meter readers sit alongside the gas meter and generate a pulse which can be captured via mobile phone technology and can be displayed on a website so that we, and our customers, can see it.” From this point onwards it is through data interpretation and data-based decision making that sound energy management is achieved.
A sense of urgencyLooking to the future and the reasons why it is important for manufacturers to improve their approaches to energy management, Hogg encouragingly reassures that the sector has largely already achieved a ‘base camp’ standard.
“Many manufacturers are good at energy management, but there is considerable scope to be better,” he observes. “The reason why this is urgent is that the triple challenge of mastering uncertainty in energy costs, security of supply and meeting increasingly demanding environmental targets can all be achieved through energy management.”
In other words, energy management can turn this triple challenge into a triple opportunity for businesses to save, secure and comply.
which is compatible with what needs to be achieved in other parts of the business.”
UK energy management performanceAccording to Hogg this level of holistic understanding is more consistently applied in other sectors and continental exemplars. “Blue chip high street companies like Marks and Spencer are undoubtedly leading the way in defining best practice energy management in the UK,” he observes. “But since joining DONG in May this year it has quickly become apparent to me that boards in the UK focus far more on the cost of addressing energy sourcing and management than companies in Denmark, for instance.”
Hogg asserts that Denmark, and Scandinavia in general, is more consistent in its attitude to dovetailing competitive business interests with energy management and environmental concerns. “This is not something that can be blamed on government approaches alone,” Hogg continues. “The regulatory framework for energy management is in place in the UK. It is also a cultural challenge for UK companies.”
A starting point for addressing this challenge can be found in international and British standards says Hogg. “Standards provide a useful structure for altering
Energy management
About Dong Energy
Headquartered in Denmark, DONG Energy is a leading northern European energy group
DONG Energy procures, produces, distributes and trades energy and related products
In May this year DONG completed a landmark £30m acquisition of Shell Gas Direct, thereby forming DONG Energy Sales (UK) Ltd
DONG Energy Sales (UK) Ltd holds 11% of the industrial and commercial gas market in the UK and supplies over 6000 UK businesses

DIFFERENT NAME, SAME GREAT SERVICE.
In May 2012 Shell Gas Direct became Dong Energy Sales. We are proud to continue the exceptional number one ranked customer service standards which our customers enjoy.
To discuss your energy needs and how we might help your business become more energy efficient, please contact us on:
Tel: 0800 0568 123Email: [email protected]
5685_MANUFACTURER AD A4 AW.indd 1 13/08/2012 13:12

44
It’s no secret that businesses are finding it tough to meet green objectives in what is still a difficult economic climate. Tableware manufacturer Steelite is showing that even energy intensive businesses can establish energy usage and management policies which are sustainable in every sense.
Turn up the heat on energy management
Energy management
The regular and up-to-date market information supplied by DONG Energy has become a big part of our internal energy management strategy and makes a big contribution to our decision making processes
Davin Bates, Steelite
F or those in manufacturing reliant on large volumes of gas, cutting-edge energy management
is becoming ever more essential, not just in meeting the objectives, but in creating a healthier balance sheet.
Steelite has long been at the forefront of energy management, monitoring and targeting. With a large annual usage of gas supplying 13 kilns on one site in Stoke-on-Trent, it’s no surprise that understanding energy usage and making efficiencies are top of the agenda.
Steelite currently produces around 1.6 million pieces of crockery every month which, with the help of some 800 staff, are exported to more than 120 countries worldwide including the USA, Canada, Australia, Holland and Africa.
understand our business properly before guiding decisions about our gas supply.
“The regular and up-to-date market information supplied by DONG Energy has become a big part of our internal energy management strategy and makes a big contribution to our decision making processes.”
Automated Meter Reading The recent introduction of Automated Meter Reading technology, which is fitted to an existing meter to communicate gas consumption directly back to DONG Energy, also allows customers like Steelite to access accurate, timely information about gas usage.
Understanding this information is a big help when it comes to making commercial decisions such as which gas contract is best for the business.
Davin Bates added: “There is no getting around the fact that we need to run the kilns at the right temperature to achieve the quality which is associated with the firm, and that needs a large supply of gas.
“In our business it’s creativity which makes the difference. The introduction of a specialised internal team to work alongside DONG Energy in managing our energy consumption saw a step change in our progress. Simple steps like the removal of motorised tubing lights and making sure the kilns are always full to ensure maximum efficiency, are just starting points in what is a much wider energy management process.”
Steelite has continually met the government targets associated with the Kyoto Climate Change agreement, with an overall reduction in carbon of 6%. The firm already recycles some 98% of its waste and is hoping to hit the 100% mark later this year.
Reject crockery, for example, is reprocessed by a local firm to be put into floor tiles.
Supporting growthLast year Steelite saw a turnover in sales of £66 million, and continues to work with big name brands such as TGI Fridays, Hilton hotels, Pizza Express and Canadian coffee chain Tim Hortons.
Davin Bates concluded: “Energy efficiently has come on leaps and bounds in recent years but there is still much to progress. Innovation is key, which is why we’re delighted to be going into the next phase of British manufacturing alongside an innovative energy management specialist like DONG Energy.”
To find out more about flexible contracts and DONG Energy Sales please contact 0800 056 8123 or [email protected].
With such a large annual supply of gas, and with markets continuing to fluctuate, energy procurement and management can provide significant financial challenges. Steelite has been meeting these challenges head on through a uniquely flexible gas supply contract which they first held with DONG Energy Sales (formerly Shell Gas Direct) more than 10 years ago.
DONG Energy Sales’ flexible approach to ensuring sure contracts fully suit the needs of the business was a deciding factor in the original decision to place the contract with Steelite.
Davin Bates from Steelite commented: “Energy management has, for a long time, been key to what we do at Steelite, so it was a real positive for us that DONG Energy was keen to get to know and

45
Insurancelaw
A new report shows that a flawed legal framework for insurance and brokering practices in the UK mean
manufacturers cannot rely on their insurance to help them through tough times. Jane Gray reports.
Kicking you when you’re down
“I am quite convinced we have a long tail of supply chain exposures and
that most are, frankly, currently unknown. I genuinely don’t think we have done any analysis at all to quantify.”
So said the group risk manager of a large UK polymers manufacturing company to Mactavish, a risk analysis and research firm which recently conducted an extensive study into the UK insurance landscape.
What Mactavish uncovered in this review was a service sector riddled with risk for customers, including manufacturing
Hepburn, Mactavish CEO put it, “the UK has some of the poorest insurance law in the world.”
The two core underlying issues, says Hepburn, are that UK insurance law massively favours the insurer, allowing them “unreasonable remedies” should the insurance bearer breach any of the obligations within their contract, however minor. Secondly Hepburn identifies exceptionally low standards of practice in insurance brokerage.
The wheels are now in motion for changes to be made to UK insurance law but it is unlikely that these changes will come into effect until around 2018. In the meantime, recognising the unusually complex risk profile of manufacturing businesses and the critical importance of protecting this sector from unwarranted challenges as Britain looks to ‘rebalance’, Mactavish undertook a study of the potential impact of flawed insurance law on this sector.
What’s being missed?The new report High impact risk and insurance governance in UK manufacturing and engineering, raised concerns around a low level of understanding regarding changing risk profiles in the sector. As the opening quote indicates, supply chain is one area where the risks of disruption, and the extent to which businesses are covered for these, are poorly understood. Companies often overestimate the scope of business interruption policies – particularly where some processes are outsourced.
Another growing insurance trap for manufacturers is appearing as companies increase service offerings, such as R&D and design as well as service and maintenance models which blur traditional sale and after-market boundaries.
These services, while allowing manufacturers to maximise in house expertise and the full life cycle value of their products, also lead them into areas of risk
businesses. These issues are often due to increased supply chain complexity, shifting outsourcing strategies and new business models, with companies sitting on ticking time bombs of inadequate insurance.
Mactavish’s initial review of the UK insurance landscape, published in 2009, was referenced extensively by the Law Commission when this body became convinced that review of UK insurance law and brokerage practices was needed. Ensuing articles in the Financial Times and other leading broadsheets flagged up to individuals and businesses alike that, as Bruce
Manufacturing businesses present complex risk environments and they are being failed by UK insurance companies says Mactavish

46
associated with giving advice which many are unfamiliar with. This leads to inadequate protection of professional indemnity according to Hepburn. He asserts that companies pushing forward value-add services in order to gain bigger margins “cannot rely on the incidental professional indemnity clauses included in their product liability insurance.”
Worst case scenarioHepburn is concerned that manufacturers do not realise the difficult situation they could end up in as a consequence of mismatched risk and insurance coverage. “It is possible that some small action, such as moving the location of a fire extinguisher to improve process or health and safety practices in a plant, has voided your policy,” says Hepburn. “Before the recession, companies which found they had to dispute insurance claims could go to the bank for finance to cover business continuity needs. That is not so easy to assume now.”
David Hertzell, CEO of the Law Commission, agrees that claimants who find themselves turned down today are likely to find access to finance a debilitating challenge but others in the finance industry disagree. Carl Williamson of Lloyds Bank rather predictably, assures that finance is still available when dealing with these matters. “As a major finance provider, Lloyds Bank supports any client that is facing a challenge with cash flow due to slow or disputed payouts. As far as we are aware, this has not been an issue for Lloyds Bank customers,” says Williamson.
But what needs to be done to stop manufacturers having to put this scenario to the test? Hepburn says that manufacturing trade organisations, such as EEF, should be taking a stronger stance on guiding Law Commission reforms and educating their members on best practice corporate governance
approaches for insurance and risk management.
EEF told that insurance isn’t a policy issue it has ever covered and that there were no plans to do so since members are not raising it as a concern.
ComplacencyMr Hertzell says that this is unsurprising. “This is a minority interest,” he comments. “Sloppy drafting practices and insurance based on inaccurate information go unnoticed ninety five times out of a hundred because unless you have a claim you don’t have a problem.”
According to Hertzell the lack of motivation around reviewing insurance risk in businesses is exacerbated by a soft insurance market which has been in existence since around 2000. “A soft market means the price of products is low,” explains Hertzell. “So while there are cases of companies getting burnt by unexpectedly voided policies, few board members feel compelled on a cost basis to review insurance coverage as priority.”
Anticipating changeWith with “horrible inevitability”, Hertzell says the market will harden and the cost of insurance will rise. “When that happens the inadequacy of insurance cover will become a cause of outrage for the many rather than the few.” Addressing current inadequacies and aiming
for a fairer insurance market, the Law Commission is proposing to alter provision in two major ways. “Firstly there will be clearer rules around who has to tell whom what on the part of both businesses and insurers,” says Hertzell. Secondly, and very importantly, the Law Commission is pushing for reforms which will make it harder for policies to be voided.
Under new law, if a problem arises whereby the insurer considers a claim to be invalid because the information they based the policy on did not accurately reflect the risks involved, they will be asked to adjust policy terms based on new information rather than voiding the contract.
This will reduce the risk of manufacturers finding themselves stranded following a business interruption, either due to physical or service related damage. However, Hertzell still urges companies to take their responsibilities in securing appropriate insurance more seriously. “Mactavish identified that around sixty five per cent of companies with turnovers of between £50 million and £5 billion do not check what information their broker submits to the insurer about their business. This is bonkers.” he exclaims. @janefagray
To access Mactavish’s reports on UK insurance go to www.mactavishgroup.com
Mactavish
identified that around sixty five per cent of companies with turnovers of between £50 million and £5 billion do not check what information their broker
submits to the insurer about
their business. This is bonkers.
David Hertzell, CEO, Law Commission
Before the recession
companies which found they had to dispute insurance
claims could go to the bank for finance to cover business continuity needs. That is not
so easy to assume now
Bruce Hepburn, CEO, Mactavish
Insurance law

B ritish manufacturers reacted quickly to the government’s Carbon Reduction Commitment Energy Efficiency scheme, which made carbon tax a reality when it came into effect in 2012.
Initially many companies adopted quick-fix solutions to help reduce their energy consumption but with continuing pressure to achieve even greater savings, UK manufacturers are increasingly looking to develop a sustainable energy strategy.
Legally efficient Until now, energy efficiency has been a business imperative for higher volume energy users and a business objective for others.
But in the face of increasing regulation, manufacturers need to map out a long-term sustainable energy strategy or risk falling behind the competition. The Energy Efficiency Certificate requirement under the 2011 Energy Act notably has the potential to be a huge game changer and adds a considerable amount of urgency to the situation.
By 2018, all commercial property that has an energy efficiency rating of less than E will not be capable of being rented, leased, sold or used as an asset to secure finance against. This certainly helps put the scale of the task into context says Jon Miles, director of sustainable energy finance, RBS Corporate and Institutional Banking.
The big pictureAccording to the Department of Energy and Climate Change, the UK has pledged to improve its energy efficiency by nearly 20% under the European Energy Efficiency Directive. Energy suppliers
48
will also have to improve their energy efficiency by 1.5% a year from 2014 to 2020, which will have a knock on effect for manufacturers.
For Karen Wordsworth, director of climate change and sustainability at KPMG, companies must take a holistic view of the problem to meet both current and future demands. Simply focusing on individual areas of activity won’t solve the problem.
She says: “With legislation on energy set to get increasingly tougher in years ahead, it is essential for manufacturers to develop a sustainable energy strategy that takes into account the whole energy picture of a company.”
Evolving your company’s sustainable energy strategyThe pattern that is emerging from manufacturers as they evolve their energy strategies is very much around looking to their future needs and how best to insulate themselves from volatile and rising energy costs. This revolves around four distinct areas:
1 Lower energy consumption: On the demand side, manufacturers are exploring
possible new solutions to reducing their energy needs. Increasingly these solutions are becoming more sophisticated with entire building and production management systems being installed to maximise energy efficiency through the use of latest sensor and monitoring technologies.
Peter Russell, head of manufacturing at Royal Bank of Scotland, takes a closer look at how manufacturers are looking to develop sustainable energy strategies which enable them to achieve cost savings and increase competitive advantage.
A surge in energy strategy

Case study: Unilever
Multinational consumer goods company Unilever has an impressive strategy to improve the different areas of its diverse
business and uses various technology solutions, each individually adapted to a certain area of its business. Renewable energy now contributes more than 20% of the company’s total energy use and 100 per cent of the electricity it purchases in Europe, now comes from renewable sources.
Tony Dunnage, group environmental engineering manager at Unilever explains: “We have made significant progress including reducing our tonnes of CO2 from energy in 2011 compared to 2008 by around 65,000 tonnes for our UK operations. That’s sixty per cent per tonne of production – which was primarily achieved by using renewable electrical energy, the installation of on site combined heat and power plants and the use of biogas in our boilers.”
At three of its UK factories (Gloucester, Purfleet and Port Sunlight) it has installed combined heat and power plants which have collectively reduced CO2 from energy by over 10,000 tonnes a year, compared to 2010. At its Burton Marmite factory Unilever has an anaerobic digester, which uses the waste by-product of the manufacturing process to produce biogas.
These solutions are not only attractive to large multinationals such as Unilever. Using the same principles SME and MSB manufacturers can reap the same efficiency rewards.
2 Self generation: Manufacturers are tuning to a variety of means to help
generate their own power. Solar power is one reasonably well established route. However, manufacturers are increasingly looking upon waste material not as a liability but as an asset.
Creating energy from waste materials associated with production activity has been a long standing objective of the sector but has enjoyed only limited success. The latest waste-to-energy solutions currently undergoing trials do suggest that the potential exists to substantially reduce a company’s dependency on outside sources of energy with the added benefit of reducing the volume of waste currently going to landfill.
3 Introducing different technologies: As well as producing energy from the sun, the wind
and the sea, new technologies enable manufacturers to harness power from other sources closer to hand.
Heat Pumps:These are thermal solutions that create energy from the difference in temperature of two sources. It is basically the opposite function to refrigeration. Currently ground source heat pumps are widely used but air source heat pumps are gaining popularity as the technology becomes more efficient. Biomass:This waste-to-energy family of technologies are most commonly found in the UK in the form of woodchip burning electricity generators however other applications such as anaebolic digestion (creating gas from rotting waste) are becoming more popular. Cogeneration:This is another waste-to-energy solution. Previously, the heat created when generating electricity in power plants was dissipated into the atmosphere. Now this energy can be harnessed and used for other purposes.
4 Bottom line efficiency: Creation and implementation of a carefully thought
through energy strategy will, increasingly, become a key point of differentiation between manufacturers and will call for significant levels of investment.
There are a number of government incentives available to businesses wanting to improve their energy efficiency, such as the Renewable Heat Incentive that helps companies replace their existing boilers with biomass, and Feed-in Tariffs, which generate cash from solar energy. In addition, the capability exists to finance investment costs from the (guaranteed) energy savings, thereby preserving cash flow neutrality.
Jon Miles says: “RBS has built considerable knowledge in how to go about supporting manufacturers, as they look to devise and execute their sustainable energy strategies. For medium to high volume users, energy efficiency will have a very real bottom line impact.”
49
Energy Strategy
Peter Russell Head of Manufacturing & IndustrialsUK sector coverage, RBS Corporate & Institutional BankingT: (0)20 7672 1007E: [email protected]
Jon Miles Director of Sustainable Energy Finance,RBS Corporate & Institutional BankingT: (0)20 7672 0482E: [email protected]
To find out how RBS can help your company to achieve its sustainable energy objectives, contact:
Karen WordsworthDirector, Climate Change and Sustainability, KPMG LLPT: (0)20 7311 8213E: [email protected]
For insight on how to analyse your company’s energy consumption and mapping out an efficiency strategy contact:

50
“Within the manufacturing sector, green technology and the opportunities and products around that are increasingly important. Not only do they have the opportunity to provide jobs, they have the opportunity to address the single biggest challenge we face in our future – climate change.” These were the words of Lord Drayson during a recent interview with ’s Tim Brown.
Making light work of climate change
D rayson is passionate about safeguarding the future against climate change. He is also passionate about UK manufacturing and a proponent of the argument that
these two interests can not only co-exist but in fact complement one another (p10).
Perhaps in proof of this, his company, Drayson Racing Technologies, partnered with Lola Group earlier this year to produce the fastest yet all-electric race car.
The current economic situation has meant that many industrialists, unlike Drayson, have become distracted from their environmental responsibilities and, worse still, a good number of ‘tree sluggers’ still aggressively deny the very existence of global warming.
Is global warming a natural cycle? Or is global warming caused by human actions? Both are true say the OSS Foundation, an environmental research
If human industrial output had not been involved, the Earth would be near or slightly below thermal equilibrium, possibly slightly cooling. In reality, May this year was the 327th consecutive month in which the temperature of the entire globe exceeded the 20th century average.
But even for the most hardened sceptics who hold that the 1300-odd scientists and climate researchers who originally influenced the opinion of the Intergovernmental Panel on Climate Change have it wrong, it is difficult to deny that working to improve the environment is a good thing.
Cleaner air, ensuring a consistent supply of clean water and a more secure supply of energy should be considered very close secondary goals to the prevention of global warming.
Denying these secondary goals achieves nothing for the environment or the economy. Even in the present period where water and energy supplies are reasonably resilient, good environmental business policies still make economic sense and can help companies save costs on energy bills, raw
firm. In the natural cycle, the world can warm, and cool, without any human interference. For the past million years this has occurred over and over again at 100,000 year intervals.
The difference now is that in the natural cycle, CO2 lags behind the warming because it is mainly due to Milankovitch cycles. The Milankovitch theory holds that the orbital cycle of the Earth is the major contributor to the Earth’s warming and cooling cycle.
Now CO2 is leading the warming which means that the current thermal rise is not part of the natural cycle.
GreenDrayson Racing’s all electric race car at the Goodwood Racetrack

materials, waste disposal and regulatory compliance.
Green technologyAssuming that climate change is a reality and that humans are causing it, Drayson says we must do a better job to get the issue discussed as part of everyday business and politics. “The majority of the general public have been convinced, but we do not see that reflected in decision making relating to energy generation,” says Drayson. “There is simply no way in which we can keep the lights on unless we invest to tackle this problem.”
It is in investment that Drayson hopes to see improvements within industry. He says that manufacturers should realise there is an opportunity to hit two birds with one stone by applying themselves to developing green technologies which will help the environment and the economy.
Drayson is well placed to promote the benefits of going green but says that companies need to realise that many hands make light work. He believes that the partnership approach his company took in its racing car project, which also included Cosworth and BAE Systems, was essential to the successful creation of the car, which completed the famous Goodwood track in 53.91 seconds. The fastest time for an electric vehicle and 11th fastest record for the 2012 Festival of Speed.
“The UK is the world leader in motor racing and we have a very strong industry. What we don’t have is enough companies
of scale that allow us to develop products quickly. This is why forming partnerships, consortiums and teaming up together is really quite important.”
In addition to the potential offered by business partnerships, in October 2010 the Government announced an investment of over £200m into a network of elite Catapult Centres to help commercialise the outputs of Britain’s world-class research base and bridge the gap between universities and businesses. These centres are being established and overseen by the Technology Strategy Board and have the potential to drive future
51
GreenTechnologies
FordAt Ford’s European plants, one of its main wastes is metal sludge from work such as engine and transmission production. The company has developed two different strategies for dealing with this waste stream. One is to prevent it from being created and the other is to find better ways to separate and reclaim the materials.
During normal metal working, it is possible to use thousands of litres of coolants and oils to cool down and lubricate the metal and the tooling. For several years now, Ford have tried to implement more dry machining technology which only uses a small fraction of the coolants and oils to perform the same task. The advantage is that by reducing the oil use to almost nothing, the resultant swarf is dry and easier to recycle. The disadvantage is that it is very expensive and difficult to retrofit to an existing line. Therefore it can only economically be introduced when setting up a new production line.
The company has also trialled a new system in its Dagenham engine plant where the metal swarf is compacted and the oil squeezed out. From that, Ford is able to achieve total recycling of the metal content and is able to return the lubricants back to the producer.
Green technology innovations in the automotive industry
innovation in a multitude of areas including green technology. For more information visit http://bit.ly/catapults or scan the QR code below. @BrownNewsUK
HondaWhen Honda UK wanted to increase the ROI in its swarf purification and recycling, the company turned to environmental engineering business Nederman. A single factory, such as their engine plant in Swindon, generates over 1,000 tonnes of swarf waste annually, so increasing efficiencies in production recycling is critical to its bottom line and the overall success of the site.
Nederman has been at the forefront of improving the production recycling process for many years.
Rather than send swarf waste off site for reprocessing, Nederman’s solution was to clean all the material onsite, separate the tramp oils and fines from any coolant and purify it by separating the aluminium from ferrous materials. Once this process is complete, the Nederman solution compacts the material, via a briquetting process, so it is easier to handle and transport by lorry to a scrap metal or recycling operator.
The Nederman solution has opened up major opportunities for reduced costs and increased revenues at Honda and has helped them to improve its environmental credentials and increase its profits.
For more information about the Nederman solution please contact James at PR Agency One on 07793 441 686
A conceptual image of the a Nederman system

A group of outstanding conference venues dedicated to meetings, conferences, team building, training and corporate events.With conference centres in Warwickshire, London, Bristol and Sheffield, quality and service excellence are delivered as standard.
For more information visit our website at www.eefvenues.co.uk or call our sales team on 0845 862 33 66.
EEF VEnuEs BEttEr BusinEss sEnsE in primE locations
Bristol London SheffieldWarwickshire
ENGINEERS’HOUSE
BROADWAYHOUSE
BROOMGROVE

53
Average industrial electricity prices have risen by 26% over the past five years (2006 to 2011), with an increase of 6% in the last year. This is a trend not restricted to the
power cables with energy prices rising across the board. Average industrial gas prices have increased by 17% over the same period, and by 21% over the last year.
The more energy you use the more punishing you will find these rising costs. The UK was the seventh most expensive place for manufacturers to buy electricity out of fifteen EU countries but ranked second for high electricity users. To put this in perspective, the average price electricity in the UK was 6.88kWh during the second half of 2011, but just 4.55kWh in France.
Green taxes are a concern to many and EEF is adamant that they are leading to industrial suitcases being packed for pastures less green.
There is a tug-of-war between industry’s need for cheap and secure energy and national CO2 targets. EEF’s energy adviser, Roger Salomone, explains that the Government’s carbon price floor, which will put a minimum price on the greenhouse gases emitted by businesses, is being pushed through far too quick – adding that the cost of gas-fired generation will soar while green power generation, for which
government policy is somewhat inconsistent, struggles to fill the void.
While harmonising decarbonisation and economic rebalancing should be possible (p10) current frameworks are set to conflict for some time yet to come. In the midst of this confusion UK-based manufacturers need to gain clarity on energy procurement options and understand the return on investment trajectories and associated risks of their energy sourcing decisions. This supplement aims to support that education.
Tom Moore
Our next two energy supplements are due to be
published in October and November. These will focus
on on-site power generation options and energy
optimisation technologies for manufacturing plant
and equipment. Contact Sarah Hough (s.hough@
sayonemedia.com) on 0207 401 6033 for more details.
Buyer beware, buyer prepare
Tom Moore introduces the first of three mini-supplements in which investigate the energy needs of UK manufacturers. This first supplement focuses on energy procurement and management.
E n E R G y: P R O C U R E m E n T A n d m A n A G E m E n T

It goes without saying that electricity prices are going up and up. According to current UK Power Index estimates from the Department of Energy and Climate Change, we are looking at a punitive 5-8% per annum from conventional energy suppliers. Even aside from the expense, if you are a heavy commercial, industrial or public sector user, the sheer unpredictability of fossil fuel electricity costs can make accurate budgeting and planning for the future nigh on impossible.
However, there is a proven way to eliminate much of the uncertainty as well as cut your electricity costs. Lightsource is the UK’s largest provider of solar energy and because of the unique way in which we are funded, we can install and maintain a top quality photovoltaic system at or near your premises at no cost whatsoever to your business. Taking into account the complexities of the installation, we will agree a price with you for the solar-generated energy we then provide you with, and that price is linked to the lower and far less volatile Retail Price Index for the next 25 years.
At Lightsource, we have been at the forefront of a quiet revolution in the uptake of solar energy in the UK and Europe as more and more businesses, local authorities, and investors are becoming savvy to the lower prices and future-proofing it offers. They are also well aware of the positive message it sends out in terms of them taking their corporate social responsibility to the environment seriously.
Since its foundation in 2010, Lightsource has taken the renewable energy industry by storm. We are now the largest solar power supplier and
plant developer/owner in the UK, which allows us to take full advantage of economies of scale. Our vast buying power enables us to drive down the price of solar panels and these savings are ultimately passed on to our clients in the form of lower solar energy bills. Our attractive Power Purchase Agreements provide high energy users pricing certainty for the future.
Behind such remarkable growth is, of course, our dynamic team. We started out with just eight of us, and now we employ approaching 100 London-based staff from 21 different countries. Because our team is so international, we are able to draw on all the latest expertise they bring with them from around the globe, keeping us at the forefront of solar technology.
WHAT MAKES LIGHTSOURCE THE UK’S LEADING SUPPLIER OF SOLAR ENERGY?
Aside from our considerable know-how, it is very much down to the way we work. We are large enough to have our own in-house resources including planning, grid, technical and legal experts. Because we don’t have to rely on third parties we’re able to design and install solar plants quickly and efficiently. Being large also gives us the capability to handle high volume schemes cost effectively thanks to our buying power which ultimately benefits our clients.
On site, we use only established engineering, procurement and construction (EPC) contractors with vast experience of putting in major solar installations. And because we own the plant, it is purely common sense for us to specify only premium equipment and then maintain it to the
highest possible standards over the long term. In short, what we do is to create an appropriate solar solution that will be completely hassle free for the user because we do all the work for them, and do it extremely well.
Lightsource handles the whole of the photovoltaic process, rather than just being involved with one specific aspect of it. For example, in the pre-construction phase we’ll carry out feasibility studies, draw up initial designs and put together the technical offer covering legal, financial and EPC matters.
During the construction phase itself, our appointed EPC will carry out all engineering and construction work. They will install the PV panels, support structures, cabling, inverters, transformers, switch gear, monitoring and control systems, lightning conductors and other meteorological equipment. Once the solar plant is in place and fully operational, under our instructions the EPC will carry out both preventative and reactive maintenance of the solar plant on a long term basis.
For further information on how Lightsource can help reduce your energy bills or any of its solar PV energy products please contact [email protected] or visit www.lightsource-re.co.uk
PRICING CERTAINTY ON YOUR ELECTRICITY BILLS FOR THE FUTUREWITH SOLAR ENERGY FROM LIGHTSOURCE
LIGHTSOURCE RENEWABLE ENERGYTHE LARGEST SOLAR ENERGY SUPPLIER IN BRITAIN
Lightsource Renewable Energy is the largest solar energy supplier and plant developer/owner in the UK, which allows us to take full advantage of economies of scale. Our vast buying power enables us to drive down the price of solar panels and these savings are ultimately passed on to our clients in the form of lower energy bills. Our attractive Power Purchase Agreements provide high energy users pricing certainty for the future. To find out more visit www.lightsource-re.co.uk
PROMENS PACKAGING – THE UK’S LARGEST ON-ROOF SOLAR INSTALLATIONJust one year after 7,000 solar panels were installed by Lightsource on the roof of Promens Packaging in Beccles, Suffolk, the scheme has now generated over 1,000,000 kWh (1GWh) of green electricity. Adrian Banks, Engineering Manager at Promens Packaging reports “From July 2011 to the end of June this year we have generated 1.2 GWh, utilised 970 MWh, exported to the grid the remaining 191 MWh and in the process saving us over £50,000 on our energy bill. These are clearly significant figures and we would expect the benefit to increase further over the next 12 months, especially with energy tariffs going up”.
Promens is a prime example of how commercial property owners and high electricity users can benefit from leasing otherwise unutilised roof or ground space to Lightsource with no expenditure and no adverse impact on existing business activity.
LIG3403 The Manufacturer DPS Ad aw6.indd All Pages 08/08/2012 14:09

It goes without saying that electricity prices are going up and up. According to current UK Power Index estimates from the Department of Energy and Climate Change, we are looking at a punitive 5-8% per annum from conventional energy suppliers. Even aside from the expense, if you are a heavy commercial, industrial or public sector user, the sheer unpredictability of fossil fuel electricity costs can make accurate budgeting and planning for the future nigh on impossible.
However, there is a proven way to eliminate much of the uncertainty as well as cut your electricity costs. Lightsource is the UK’s largest provider of solar energy and because of the unique way in which we are funded, we can install and maintain a top quality photovoltaic system at or near your premises at no cost whatsoever to your business. Taking into account the complexities of the installation, we will agree a price with you for the solar-generated energy we then provide you with, and that price is linked to the lower and far less volatile Retail Price Index for the next 25 years.
At Lightsource, we have been at the forefront of a quiet revolution in the uptake of solar energy in the UK and Europe as more and more businesses, local authorities, and investors are becoming savvy to the lower prices and future-proofing it offers. They are also well aware of the positive message it sends out in terms of them taking their corporate social responsibility to the environment seriously.
Since its foundation in 2010, Lightsource has taken the renewable energy industry by storm. We are now the largest solar power supplier and
plant developer/owner in the UK, which allows us to take full advantage of economies of scale. Our vast buying power enables us to drive down the price of solar panels and these savings are ultimately passed on to our clients in the form of lower solar energy bills. Our attractive Power Purchase Agreements provide high energy users pricing certainty for the future.
Behind such remarkable growth is, of course, our dynamic team. We started out with just eight of us, and now we employ approaching 100 London-based staff from 21 different countries. Because our team is so international, we are able to draw on all the latest expertise they bring with them from around the globe, keeping us at the forefront of solar technology.
WHAT MAKES LIGHTSOURCE THE UK’S LEADING SUPPLIER OF SOLAR ENERGY?
Aside from our considerable know-how, it is very much down to the way we work. We are large enough to have our own in-house resources including planning, grid, technical and legal experts. Because we don’t have to rely on third parties we’re able to design and install solar plants quickly and efficiently. Being large also gives us the capability to handle high volume schemes cost effectively thanks to our buying power which ultimately benefits our clients.
On site, we use only established engineering, procurement and construction (EPC) contractors with vast experience of putting in major solar installations. And because we own the plant, it is purely common sense for us to specify only premium equipment and then maintain it to the
highest possible standards over the long term. In short, what we do is to create an appropriate solar solution that will be completely hassle free for the user because we do all the work for them, and do it extremely well.
Lightsource handles the whole of the photovoltaic process, rather than just being involved with one specific aspect of it. For example, in the pre-construction phase we’ll carry out feasibility studies, draw up initial designs and put together the technical offer covering legal, financial and EPC matters.
During the construction phase itself, our appointed EPC will carry out all engineering and construction work. They will install the PV panels, support structures, cabling, inverters, transformers, switch gear, monitoring and control systems, lightning conductors and other meteorological equipment. Once the solar plant is in place and fully operational, under our instructions the EPC will carry out both preventative and reactive maintenance of the solar plant on a long term basis.
For further information on how Lightsource can help reduce your energy bills or any of its solar PV energy products please contact [email protected] or visit www.lightsource-re.co.uk
PRICING CERTAINTY ON YOUR ELECTRICITY BILLS FOR THE FUTUREWITH SOLAR ENERGY FROM LIGHTSOURCE
LIGHTSOURCE RENEWABLE ENERGYTHE LARGEST SOLAR ENERGY SUPPLIER IN BRITAIN
Lightsource Renewable Energy is the largest solar energy supplier and plant developer/owner in the UK, which allows us to take full advantage of economies of scale. Our vast buying power enables us to drive down the price of solar panels and these savings are ultimately passed on to our clients in the form of lower energy bills. Our attractive Power Purchase Agreements provide high energy users pricing certainty for the future. To find out more visit www.lightsource-re.co.uk
PROMENS PACKAGING – THE UK’S LARGEST ON-ROOF SOLAR INSTALLATIONJust one year after 7,000 solar panels were installed by Lightsource on the roof of Promens Packaging in Beccles, Suffolk, the scheme has now generated over 1,000,000 kWh (1GWh) of green electricity. Adrian Banks, Engineering Manager at Promens Packaging reports “From July 2011 to the end of June this year we have generated 1.2 GWh, utilised 970 MWh, exported to the grid the remaining 191 MWh and in the process saving us over £50,000 on our energy bill. These are clearly significant figures and we would expect the benefit to increase further over the next 12 months, especially with energy tariffs going up”.
Promens is a prime example of how commercial property owners and high electricity users can benefit from leasing otherwise unutilised roof or ground space to Lightsource with no expenditure and no adverse impact on existing business activity.
LIG3403 The Manufacturer DPS Ad aw6.indd All Pages 08/08/2012 14:09

56
Energy efficient technologies
Energy procurement
ENER-G
Riskmanagement
It’s ourbusiness...
Invoice management
Energy & carbon consultancy
co2
Contact us to discuss your energy needs
Consumption, monitoring & reporting
...now let’s talk about yours...
For more information, contact us:ENER-G Procurement Limited
T: 0844 225 1168 E: [email protected] W: www.energ.co.uk
You probably haven’t thought much about it. You’ve just got music on for your staff or customers. But did you know you need permission from the music’s copyright owners if you play music, TV or radio aloud at work? It’s the law. But don’t worry, to get that permission you simply need a licence from PRS for Music*
(and in most cases, one from PPL** too). PRS for Music is a not-for-profit organisation that acts on behalf ofsongwriters and composers to ensure they’re paid for the use of their work. So if you have music playing, ask PRS for Music how you become licensed to listen today.
Contact PRS for Music on 0800 694 7304or at prsformusic.com/musicatwork
*PRS for Music licences cover the vast majority of music originating from the UK and all over the world. However, if you play music that is outside of PRS for Music’s control, you may need an additional licence from the relevant copyright owner(s). You will require a TV licence as well if you are using a TV in your premises. You do not need a licence from PRS for Music in the unlikely event that all the music you play is out of copyright or is not controlled by PRS for Music. **PPL collects and distributes royalties on behalf of record companies and performers. Further info at ppluk.com. All music licences are required under the Copyright, Designs and Patents Act 1988 which stipulates you must gain the permission of the copyright owner if you play music in public (anywhere outside the home environment).
By law, you need to be licensed to play music at work.
57
En
ER
Gy
: PR
OC
UR
Em
En
T A
nd
mA
nA
GE
mE
nT
En
ER
-G
Energy purchasing has become a boardroom issue for many manufacturers, as rising energy prices and
evolving environmental legislation takes effect.
Understanding the volatile wholesale energy market, negotiating with suppliers and
Plan aheadmany businesses are unaware that they can set-up new contracts well in advance of their current ones coming to an end. Often they wait until their renewal is approaching to get prices, which may not be when the wholesale market is most favourable. Such failure to plan ahead can prove to be a costly mistake, as opportunities can easily be missed.
Timing is keyA good energy procurement consultancy will monitor the wholesale market well in advance of their client’s renewal dates and identify the best time to go to market. Whether they choose a fixed price deal, or one of the increasingly accessible flex type contracts, timing is key to getting the best price.
EnER-G Procurement’s free Bespoke market Tracker service helps businesses monitor developments and spot opportunities to secure prices for their next contract. The weekly report predicts a company’s renewal prices, based on the current wholesale market prices.
The market remains volatile and is prone to increases over the medium term. Businesses should therefore plan ahead now even if they aren’t due to renew until 2013 or 2014.
Understand supplier T&CsWhile wholesale energy prices account for the largest portion of energy bills, other elements, such as network operator charges, and contractual risks, also need to be factored in.
Suppliers terms and conditions are increasing in complexity and constantly being updated to pass more risk back to customers for other charging elements. This is making it increasingly difficult for organisations
About ENER-G ProcurementEnER-G Procurement is an independent energy purchasing specialist. The company works with manufacturers’ organisation EEF to provide “EEF Energy Services”, and also provides the Chamber Utilities™ service to Chambers of Commerce across England.
To discuss your energy management needs contact: [email protected]; 01527 855088; www.energ.co.uk
choosing the best contract type are serious challenges. At the same time cost reduction is of prime importance to ensure competitiveness.
Applying the following principles can however, allow companies to navigate through this demanding landscape efficiently:
The pitfalls of energy purchasingMark Alston, general manager at ENER-G Procurement discusses four
fundamental rules to help with your energy procurement activity.
to understand the terms they are being offered in order to make like-for-like comparisons.
Working with a specialist like EnER-G can really add value, as we will explain the details of each offer, pointing out any unclear terms and risks around volume variations for example.
Don’t get caught by ‘out of contract’ ratesAnother potential pitfall is getting locked into expensive ‘out of contract’ tariffs.
many businesses fail to meet the deadline for terminating or renewing their energy contract, with some suppliers requiring 90 days notice or more. This allows suppliers to either, roll-over the contract onto a higher price, or charge ‘Out of Contract’ rates. Both can result in paying up to 50% more for as long as 12 months. EnER-G provides a free contract renewal reminder service to ensure businesses avoid this costly mistake.

58
All manufacturers are under pressure to cut costs and increase profits, and saving energy is one good
way to meet this goal. There are, of course, significant
savings to be made by looking at process heating, cooling and drying. There are also compelling rates of return on investments to improve building fabric and in new high-efficiency equipment.
As an independent, impartial and not-for-dividend company, the Carbon Trust is uniquely placed to help manufacturers make informed investment decisions by providing advice, procurement assistance, and financing.
But although the manufacturing sector is diverse, there are some common areas where energy is wasted and where there are opportunities for cost saving without the need for significant investment in new equipment.
Industrial BuildingsThe energy used to heat, light and ventilate manufacturing premises may seem like a fixed overhead, but through proper control, businesses can save between 15% and 20% of the energy used for each service.
manufacturing facilities are generally large volume buildings that often have high ceilings and substantial ventilation heat losses. Furthermore, delivery doors are often left open for convenience resulting in even higher heat loss and inefficiency, wasting energy and money. Where suitable, for example for warm air based systems, install a simple interlock that switches the heating system off when the doors are open.
Heating alone can contribute greatly to manufacturers’ energy bills. Typically, around 12% of all energy consumed in the manufacturing industry is used for space heating, and in some sub-sectors this rises to over 20%.
many companies could save as much as 4% of their total energy bill by being more efficient in the way they manage and operate their heating systems. Properly maintaining even a small 100kW boiler can save over £800 per year. Accurate control of the amount of combustion air is essential to boiler efficiency: too much will cool the furnace and carry away heat, too little will lead to incomplete combustion and possibly the formation of soot, fouling heat exchange surfaces and reducing the system efficiency.
Compressed AirCompressed air is an expensive utility and many businesses spend money unnecessarily on it. Reducing wastage can commonly save up to 30% of compressed air costs. Typical areas of wastage are through leaks in the distribution system, at joints and couplings and through staff using compressed air where it is not necessary, simply because it is readily available.
For example, using low-pressure blowers is a more energy efficient way to dry components than using an ‘air-knife’ device running on compressed air. Another common misuse of compressed air – and inappropriate from a health and safety perspective – is cleaning machinery from swarf and dust.
If it is not necessary or safe to use compressed air, then brushes and vacuums will be cheaper alternatives. Produce a
Energy efficiency for cost control
Geoff Smyth, head of technology and delivery, for implementation at the Carbon Trust explains why energy bills needn’t be a fixed cost for manufacturers and how a positive and proactive approach to energy efficiency can allow companies to control and reduce their energy spend.
A 3mm hole in a 7 Barg compressed air system could cost an additional
a year
£4,000

59
En
ER
Gy
: PR
OC
UR
Em
En
T A
nd
mA
nA
GE
mE
nT
CA
RB
On
TR
US
T
compressed air usage policy for employees specifying where and when compressed air should and should not be used. Ensure that the policy is displayed at appropriate places across the site and enforce it through regular audits.
In addition, many systems produce compressed air at a higher pressure than required. Ask equipment and tool manufacturers to specify the minimum air pressure necessary to drive the machinery and then ensure that the system meets, and does not exceed, this requirement.
Furthermore, colder air is denser so if the intake air is cool, the compressor does not need to work as hard. Bringing in cooler intake air from outside can therefore produce substantial savings. For every 4°C drop in temperature of the intake air, efficiency improves by 1%.
Waste heat from compressors can also be reused. Up to 90% of the heat generated by a compressor can be used to heat water or air. Therefore, consider whether the heat generated can be re-used to heat a space in the warehouse or workshop.
Motors and Drivesmotors consume an estimated quarter of the electrical energy used by manufacturing sites. However, they are often overlooked and, as a result, many sites have relatively inefficient motor operations.
A fully loaded motor typically consumes its purchase cost in electricity in 30 to 40 days of continuous running so it is usually worth paying the modest extra initial cost associated with a premium efficiency (IE3) motor.
Carrying out regular maintenance can reduce energy consumption by around 4%- 10%. maintenance programmes should include lubrication schedules, cleaning, belt tensioning and alignment checks. Incorrect tensioning can lead to 5%
Low and no-cost measures that can make a big difference to energy efficiency and, therefore, energy costs. In most cases this means switching off equipment, setting controls appropriately,
and regular maintenance.most businesses can cut up to 15% off lighting costs just by
switching them off when not needed, and an idling compressor can still use up to 40% of its full load. Plenty of savings can be made just by encouraging staff to eliminate unnecessary use of heating and lighting in unoccupied areas and turning off equipment which is not in use or unnecessary systems (for example using air conditioning when the temperature is below 24°C).
Some staff may incorrectly believe that leaving a motor, pump or fan on is necessary for a process, or even that it is more efficient to do so. Identify all systems that could and should be switched off when not needed and encourage staff to do so by introducing a traffic light system of labelling controls e.g.
Green - safe to shut off when not in use
Amber - check with operative
Red – do not switch off
Programmable controls, which switch machinery off automatically, could make energy saving even easier.
Settings on heating control systems are often altered in response to a change in weather conditions or shift patterns. Up to 10% of heating costs can be saved through simple measures such as checking the thermostat regularly making sure it is set to the recommended temperature: 19-21°C for offices, 16-19°C for workshops, 11-14°C for heavy work areas, and 10-12°C for stores.
Regular and thorough maintenance can result in significant dividends. Industrial sites often have compressed air leakage rates in excess of 30% and a single 3mm hole in a 7 Barg compressed air system could cost an additional £4,000 a year in energy. meanwhile, a poorly maintained boiler or space heater can consume 10% more energy than one that is regularly serviced.
Quick wins
For advice on how your business can save money by improving energy efficiency contact the Carbon Trust by emailing [email protected] or calling 020 7832 4806.
losses, while worn belts can add 4%. Typically a poorly aligned coupling can add up to 8% to the energy required to drive the process.
The application of variable speed drives to motors serving a variable demand can also deliver substantial energy cost savings. For example, reducing the motor speed by just 20% reduces the power requirement by about 50%.

60
I f we look back at the evolution of buildings, bridges, transport and many other familiar objects, we can see a link between manufacturing process, materials and design.
If you change one, you either have to change the other two, or at least have the opportunity to do so over time.
Additive Manufacturing (AM, also known as 3D printing) is no exception to this rule. This ‘new’ process (now over 25 years old) of manufacturing additively in layers, provides huge scope for change in both design and materials.
DesignTaking design first, we need look no further than popular sites on the internet. New companies like Shapeways and iMaterialise, have sprung up over the last five years and can provide the home enthusiast with the scope to design and make almost any (but not every) object they wish.
We are also seeing more advanced design tools emerging on the internet. For example Digital Forming which leverages the designs and knowledge
in use and the SLA and SLS parts became more accurate and functional. It also became possible to make basic metal parts and dozens of new AM methods were being developed.
Today, metal AM enables the manufacture of high complexity parts able to withstand extreme temperatures and stresses, including those for jet engines and F1 cars. In some cases AM is even showing signs of taking over from some casting techniques.
There are now over 20 metal alloys being used commonly for AM including titanium alloys, nickel super-alloys, aluminium alloys, steels and others. New alloys are being released for use on an almost monthly basis. It is reasonable to project that by 2015, there may be a hundred or more alloys in common use and still rising.
AM is enabling substantial advances in design and materials separately. However, we are also seeing design and materials developments combining to produce even greater advances in functional performance. We can therefore expect to see increasingly exciting progress in the future.
The futureSo what of the future for AM? We could easily get over-excited about what we can do now and extrapolate overoptimistic expectations as to how quickly advances will progress.
of experts for non-expert users to exploit with sophisticated tools. You can even design your own doll via MakieLab.
In the industrial context, potentially the greatest impact 3D printing will have is in weight reduction (and hence CO2 reduction) in transport systems and other accelerating objects such as engine parts. There are already many case studies in aerospace and motorsport that demonstrate the benefits in fuel and component performance. Simply reducing the mass of a commercial jet by 100kg saves 4.5 million litres of aviation fuel over its lifetime.
Materials and processMoving on to materials, the changes are probably less obvious to the external observer, but they are no less dramatic.
In the mid 1980s, you could choose just one process and one material for AM, stereolithography (SLA) and a brittle epoxy resin. By the late 1980s, a new process, selective laser sintering (SLS), emerged which enabled tough nylon parts to be made. By the mid 1990s, there were many polymers
Manufacturing
AMWhat does it
add up to?Ian Halliday, CEO of specialist 3D printing company, 3T RPD, reviews the progress of additive manufacturing technology and assesses its future impact on manufacturing companies as well as wider society.
A conceptual design from the Nottingham EPSRC centre which trials topological optimisation and multiple
materials in automotive and aerospace components
Manufacturing Method
Materials Design

It is better to be more circumspect. AM cannot solve all our problems, and does of course have its own limitations. Also, despite the apparently rapid rate of change, AM is not a ‘new’ technology, it is simply now coming into the public consciousness and being more widely publicised. It will take years before we can use the technology to make highly capable, multi-material objects at home.
In most cases, AM parts tend to be relatively expensive at the moment, and they are mainly comprised of a single-material. Surface finish can be a challenge due to the layers and powder and parts are usually size-limited, particularly for metals but we can expect all of these factors to change over the coming decade or two.
We will see home-manufacture of basic parts becoming the norm over the next few years. The volume production of high-end and even more common parts, like jewellery, will emerge in the same timeframe. Multiple material products, larger parts, lower costs, better design tools, and easier accessibility for the general public may take a little longer.
AM will certainly drive enormous change in our world, but real results will take time. If we maintain moderately positive expectations, then we can take great delight when those expectations are exceeded.
61
ManufacturingTechnologies
Multi-material AM
T he EPSRC Centre for Innovative Manufacturing in Additive Manufacturing at the University of Nottingham, in partnership with Loughborough University, has set its sights firmly on
researching additive manufacturing (AM) and 3D Printing for the production of multi-material and multifunctional components in a single manufacturing system.
Research within the EPSRC Centre is backed by £5.9m of funding and focuses on the investigation of new AM processes, such as 3D inkjet printing; and the required simulation, modelling and design systems to support the manufacture of end-use, multifunctional products.
Example process research in the centre includes: 3D jetting of electronic materials Reactive jetting of bio-resorbable structures 2-photon lithography for producing nano-scale AM structures for functionalised sensor production
These projects are coupled to design and simulation oriented research aimed at exploiting the design potential of AM. This research must acknowledge and incorporate the effects of adding different materials to components and their role in changing the overall properties of the system.
The vision for the Centre is to be able to create complete multi-material products in a single manufacturing step, without the need for tooling or assembly operations.
The development of this new paradigm within AM will enable ever increasing function coupled with reduced product development time, with the benefit of allowing greater design functionality and potentially greater design iterations. This is in conjunction with reducing the requirement for manufacturing the millions of components or products, required in today’s high volume production scenarios.
Chris Tuck, associate professor, at the EPSRC Centre for Innovative Manufacturing in Additive Manufacturing, University of Nottingham, explains what his institution is doing to uncover the full design potential of additive manufacturing.
Concept heat exchanger from 3T RPD

62
Trial by
Innovation
: How did you come to pitch for funding on Dragon’s Den?IH: It was a last ditch attempt to get the support I needed for Steri-Spray.
I had tried everything. We had remortgaged the house twice, I had been to the banks for loans and approached government agencies. I spent a lot of time putting together an application for a grant from the East of England Development Agency but there was nothing.
We went to venture capitalists too but no one was interested – despite the fact that hospitals had a problem with legionella so there was definitely a demand for the product.
I asked for £145,000 when I presented on Dragon’s Den and the Dragons, Deborah Meaden and Theo Paphitis, took forty
We looked at getting the product made in China but we were recommended to approach a company in Haverhill, Suffolk, for our injection moulding. I gave it a go and what they offered us was cheaper than in China, with the added benefit that we could see exactly what they were doing.
The speed with which we can adapt the product to market developments in the UK has really brought our UK location into its own. There have been opportunities we would not have been able to respond to if we had been manufacturing in China. For instance, we were able to react when the Belfast NHS Trust suffered the loss of three babies due to infection from pseudomonas bacteria in its taps.
We’d thought about producing a product for taps as well as showers but didn’t have anything working. Thanks to being close to our CNC suppliers and other UK manufacturing partners we were fitting taps in the hospital four days after the first enquiry.
The decision has been about control and opportunity as well as flag waving.
per cent of the company. By that stage I would have been willing to give up a bigger stake in the business just to keep the idea alive.
The sad thing is that inventors are not respected in the UK, they are considered to be crazy. My search for funding was made even more difficult due to investors being more interested in web-based products than in anything physical.
The Dragon’s were actually unusually supportive of the idea of manufacturing in the UK.
: Why was it important to you that you manufactured in the UK?IH: In part it was simply a personal feeling that it was important to keep making things here. But in fact it also proved to be the most cost effective route.
Ian Helmore braved the Dragon’s Den to find support for his water treatment innovation now being manufactured in the UK. Here he talks to Jane Gray about the arguments in favour of British-based production and the stresses UK innovators suffer in getting their products to market.
: What is business like now?IH: The last twelve months have been huge for us. Last year we made no money and this year we will turn over in excess of £1 million.
We have bought more equipment and we are trying to find new premises so that we can expand and take on more people. It is very difficult to find anywhere in the local area though and I don’t want to move far in case I lose people. There are seven people working in the assembly plant now and they know exactly what they are doing.
We own the business unit we are in at the moment but will have to rent a new, larger premises when we can find some. That’s another area where there is no support for manufacturers looking to grow – there needs to be some support for dealing with the cost of rent when you’re expanding.
: Do you have any advice for other innovators trying to get a new product to market?IM: Make sure you have a working prototype that looks like the finished product. It’s relatively easy to do that now with technologies for 3D printing like laser sintering (see p60). Using these will make sure your idea doesn’t look shoddy.
Demonstrate that your product works with good lab results or other appropriate data and make sure you prove there is a market for your idea. I knew there was a market for Steri-Spray because I had previously worked in the water treatment business. But the easiest way to prove this to others is to go out and ask as many relevant people as you can whether they would buy your product if they were able to.
Finally, make sure you can sustain a positive attitude – and perhaps get a health check because trying to get an idea to market is massively stressful.
I asked for £145,000 when
I presented on Dragon’s Den and the
Dragons, Deborah
Meaden and Theo Paphitis, took forty per
cent of the company
63
InnovationWhat is Steri-Spray?
Steri-Spray is a patented technology designed to reduce the risk of infection from waterborne bacteria, specifically legionella.
Steri-spray uses ultraviolet water treatment to keep shower heads clear of legionella and ensure that water flowing through the shower head is not infected.
Twelve per cent of reported cases of Legionnaire’s Disease are fatal and outbreaks have been a major problem for many NHS Trusts in the UK. Steri-Spray is now being widely adopted by the NHS, successfully reducing legionella outbreaks in the UK.
www.steri-spray.com
Innovate to Grow
Ian Helmore, Managing Director of Steri-Spray, will speak at ’s Innovate to Grow conference on October 16.
Innovate to Grow is part of the Future Factory series of events produced by . The conference will be held at the Hilton Birmingham Metropole.
Other industrial speakers include: Dr Edward Draper, Innovation Manager, JRI
Dr Victor Higgs, Managing Director, Applied Nanodetectors
Prof Martin Lowson, Founder, Ultra Global PRT
Gordon Macrae, Special Projects Manager, Gripple
Academic and consultancy speakers include: Professor Simon Bolton, Director, Centre for Competitive Creative Design, Cranfield University
Roger Bromley, Visiting Professor of Innovation and Collaboration, centre for innovation and enterprise, University of Huddersfield
Caroline Clay, Learning and Teaching Consultant, Edward de Bono Foundation
David Verdun, Founder of C2C Solutions
For delegate information please contact: Benn Walsh ([email protected]) on 0207 2027485.


automationA N D R o b o t i c s
SU
PP
LE
ME
NT
autom
ation
TM SEPTEMBER 2012 BARA SUPP V2.indd 1 21/08/2012 12:14:02
Tim Brown introduces TM’s 2012 Automation and Robotics supplement with a review of the UK’s automation maturity and an investigation of who could benefit from better exploitation of available technologies.
In 2011, with the help of the Government, the British
Automation and Robot Association (BARA) set out
to increase understanding among UK manufacturers
about the benefits of automating a manufacturing
process. Interest in the resulting Automating
Manufacturing programme has exceeded expectations
but there is still scope for automated machinery to play
a much bigger role in UK industry.
The Automating Manufacturing programme involves
an independent automation expert visiting factory
premises and assessing where automation can
help. The expert then completes a full report for the
business, all of which is paid for
by the Government.
BARA has reported that, to
date, applications for the
programme have reached 225,
exceeding the original goal of
200 with six months left until
the close of the initial phase. So
far 120 companies have been
visited and reported to and,
although the original quota has
been surpassed, there is still an
opportunity for companies to
submit an application.
Mike Wilson, chairman of BARA, says his
organisation is delighted with the uptake from
industry so far. “We have been to a range of
companies from those with 10 staff to some
multinationals although the majority, about eighty
per cent, have been SMEs. We have been to
companies to do a sanity check what they thought
they were going to do anyway. And we’ve had
companies on the other end of the scale where
we’ve come up with ideas that were completely
new to the client.
We’ve also been to other companies where we’ve
been honest and told them that the way in which
they are currently operating is very good and that
automation and robotics is not for them.”
The biggest single sector to have been involved with
the programme has been food and beverage which
has represented about 40-45% of all the applications.
Other sectors have included: construction products,
aerospace, automotive, electronics, cosmetics,
pharmaceutical and medical.
Allen Green, managing director of AK Industries,
recently completed a review and says he found it
very useful. “The automation expert has highlighted
several areas that we could cost effectively
automate and the payback period is a lot shorter
than we had thought. We
are pleased that the
Government is prepared
to help UK manufacturing
take the next steps in
remaining competitive in
an ever increasingly global
market place. We have just
completed our first six-axis
robotic cell.”
While interest in the
consultations has been
phenomenal, BARA says
it is too early to tell how
successful the programme has been in encouraging
companies to actually install automation systems.
However, with the average lead time for installing an
automation project being about a year, it is expected
that in 12 months time the programme will have a
better idea of its conversion rate.
According to BARA, if you are operating on a single shift, it can be very difficult to justify automation if you are looking for less than a two year payback. If you are looking for longer than two years, then it is not a problem.
Another element is whether or not existing machinery is operating as productively as possible, particularly if it is reliant on operator intervention for loading and unloading. Robots and automation can match the cycle of the machine and can consistently load and unload exactly when required. In addition, robots can be used for dirty, dangerous and arduous jobs which can address health and safety issues and can help to increase yield.
Due to the skills shortages in many areas of manufacturing such as welding, there are applications where automation can assist. “It is
automation
One of the important things to look for in terms of justifying automation is how many shifts a company is operating. Most people justify automation based on how many workers the automation is going to replace.
A N D R o b o t i c s
very difficult these days to get skilled welders and therefore you need to use them on jobs that are utilising their skills,” says BARA chairman, Mike Wilson. “So rather that give them the mundane work, put that on to robots and use your skilled welders to do the things that robots can’t do.”
Wilson says that despite the common misconception, the introduction of automation and robots does not equate to a loss of jobs.
While he admits that automation does generally
67
SU
PP
LE
ME
NT
autom
ation
Robots: au
tomat
ionautomation
66
S U P P L E M E N T
is automation and robotics
capable of more than meets the eye
the introduction of robots into a workplace creates nearly 3 jobs for every
robot introducedThe International Federation of Robotics
An ABB system bending metal sheets for use in the
manufacture of dishwashers
TM SEPTEMBER 2012 BARA SUPP V2.indd 2-3 21/08/2012 12:14:17

Tim Brown introduces TM’s 2012 Automation and Robotics supplement with a review of the UK’s automation maturity and an investigation of who could benefit from better exploitation of available technologies.
In 2011, with the help of the Government, the British
Automation and Robot Association (BARA) set out
to increase understanding among UK manufacturers
about the benefits of automating a manufacturing
process. Interest in the resulting Automating
Manufacturing programme has exceeded expectations
but there is still scope for automated machinery to play
a much bigger role in UK industry.
The Automating Manufacturing programme involves
an independent automation expert visiting factory
premises and assessing where automation can
help. The expert then completes a full report for the
business, all of which is paid for
by the Government.
BARA has reported that, to
date, applications for the
programme have reached 225,
exceeding the original goal of
200 with six months left until
the close of the initial phase. So
far 120 companies have been
visited and reported to and,
although the original quota has
been surpassed, there is still an
opportunity for companies to
submit an application.
Mike Wilson, chairman of BARA, says his
organisation is delighted with the uptake from
industry so far. “We have been to a range of
companies from those with 10 staff to some
multinationals although the majority, about eighty
per cent, have been SMEs. We have been to
companies to do a sanity check what they thought
they were going to do anyway. And we’ve had
companies on the other end of the scale where
we’ve come up with ideas that were completely
new to the client.
We’ve also been to other companies where we’ve
been honest and told them that the way in which
they are currently operating is very good and that
automation and robotics is not for them.”
The biggest single sector to have been involved with
the programme has been food and beverage which
has represented about 40-45% of all the applications.
Other sectors have included: construction products,
aerospace, automotive, electronics, cosmetics,
pharmaceutical and medical.
Allen Green, managing director of AK Industries,
recently completed a review and says he found it
very useful. “The automation expert has highlighted
several areas that we could cost effectively
automate and the payback period is a lot shorter
than we had thought. We
are pleased that the
Government is prepared
to help UK manufacturing
take the next steps in
remaining competitive in
an ever increasingly global
market place. We have just
completed our first six-axis
robotic cell.”
While interest in the
consultations has been
phenomenal, BARA says
it is too early to tell how
successful the programme has been in encouraging
companies to actually install automation systems.
However, with the average lead time for installing an
automation project being about a year, it is expected
that in 12 months time the programme will have a
better idea of its conversion rate.
According to BARA, if you are operating on a single shift, it can be very difficult to justify automation if you are looking for less than a two year payback. If you are looking for longer than two years, then it is not a problem.
Another element is whether or not existing machinery is operating as productively as possible, particularly if it is reliant on operator intervention for loading and unloading. Robots and automation can match the cycle of the machine and can consistently load and unload exactly when required. In addition, robots can be used for dirty, dangerous and arduous jobs which can address health and safety issues and can help to increase yield.
Due to the skills shortages in many areas of manufacturing such as welding, there are applications where automation can assist. “It is
automation
One of the important things to look for in terms of justifying automation is how many shifts a company is operating. Most people justify automation based on how many workers the automation is going to replace.
A N D R o b o t i c s
very difficult these days to get skilled welders and therefore you need to use them on jobs that are utilising their skills,” says BARA chairman, Mike Wilson. “So rather that give them the mundane work, put that on to robots and use your skilled welders to do the things that robots can’t do.”
Wilson says that despite the common misconception, the introduction of automation and robots does not equate to a loss of jobs.
While he admits that automation does generally
67
SU
PP
LE
ME
NT
autom
ation
Robots:
autom
ation
automation
66
S U P P L E M E N T
is automation and robotics
capable of more than meets the eye
the introduction of robots into a workplace creates nearly 3 jobs for every
robot introducedThe International Federation of Robotics
An ABB system bending metal sheets for use in the
manufacture of dishwashers
TM SEPTEMBER 2012 BARA SUPP V2.indd 2-3 21/08/2012 12:14:17

SU
PP
LE
ME
NT
autom
ation
Wilson says that there are three things which manufacturing businesses must get right. The first is product and process innovation; the second is effective organisation using things such as lean techniques; and the last is giving the workers the right equipment to do the job with investment in capital equipment. “Unless you get all three things right you are going to struggle and I think we have struggled in the past because we haven’t got the last one right,” says Wilson. “If we can address that, because of the strengths we have in other areas, we will have a competitive edge.”
The following pages will provide you with a look at some of the exciting automation and robotics options that exist for UK manufacturers. If you are considering investing in automation, please contact one of the sponsors of this supplement directly or visit www.automatingmanufacturing.co.uk.
directly replace some roles, it is equally as likely that automation creates jobs in other areas. These he says are often not directly linked to the production process and can often be more highly skilled roles and therefore better paid.
The International Federation of Robotics completed a study last year analysing the effect of robot use on jobs and concluded that the introduction of robots into a workplace creates two net jobs for every robot introduced.
“As well as this,” says Wilson, “companies that improve their competitiveness, automation being one of the ways to do this, ultimately grow because they get more business and therefore employ more people.”
Robot sales
The UK automation and robotics industry enjoyed an incredibly strong start to 2012 with the first six months of this of this year eclipsing the full year results of any preceding year. In the first quarter 923 robots were sold, which is larger than the annual total for many of previous years. The second quarter brought this figure to 2000 for the half year end.
However, automotive and automotive component orders contributed 85% of this figure in the first quarter and 89% of the sales in the second. This trend appears to be continuing, at least in the short term, but in most other sectors robot growth remains sluggish.
“The UK is one of the nations within Europe that has been slow to adopt the use of automation with a mere 25 robots per 10,000 employees as opposed to 127 in Germany, 114 in Italy, 57 in Spain and 56 in France,” says Wilson. “One of the keys to success in addressing the UK’s
budget deficit is increasing the export output from the UK and the way to do this is by making UK manufacturing as efficient as possible.”
And the threat of being left behind in the automation market is not limited to Europe. China, a country with typically limited automation due to its access to a large and inexpensive workforce, has begun to embrace automation technology as a result of increasing labour costs.
“As a result,” says Wilson, “China is now implementing robots faster than anybody else. By 2015 Chinese industry, particularly in the automotive and electronics sectors, is expected to install more robots per year than any other country.”
In July 2011 Terry Gou, founder and chairman of Foxconn which assembles Apple electronics, said that by 2014 he would employ a million robots. Wilson says that although those aspirations are unrealistic as it would mean employing as many robots as are currently operating in the world today, the Chinese desire for automation is clear.
“The UK has competed with China so far on the basis that we can achieve better quality while they competed on labour costs,” says Wilson. “They are now automating and they will achieve the same quality levels that we can but with lower costs that are sustainable. We are on a path that is very dangerous unless we do something different.”
68
SU
PP
LE
ME
NT
autom
ation
Closely associated with baRa is the Processing and Packaging Machinery association (PPMa). the trade association is heavily involved in lobbying both UK and eU government on behalf of its 410 members and organises the PPMa show.
Head of marketing for PPMA, Grant Collier, says the lack of investment in Automation in the UK is largely down to UK manufacturers and business financiers often expecting short-term profit gains.
“However,” says Collier, “more and more people are finding that it is really quite surprising how short the pay back periods on automation investment can actually be. People traditionally think of the banks to finance these options but there are many others options such as those offered by Close Brothers Asset Finance.”
The PPMA Show is the UK’s annual showcase for processing and packaging machinery and always features a large array of robotic and automation options. The exhibition provides an opportunity to source, evaluate and purchase machinery, equipment and services for all processing and packaging requirements and caters to all the major UK industry sectors from food and drink and household products through to pharmaceuticals, cosmetics and chemicals.
Mike Wilson, BARA chairman, says it is well worth devoting some time to go to the show and to see what latest technologies are available. “I know many companies also think that robots are more expensive than they actually are. And often when they come to shows like PPMA, they ask the question, and realise that they can afford it. One of the challenges we have in our industry today,” says Wilson, “is that companies are very busy coping with their day-to-day
PPMa paves the way for a look at automation
69
A Staeubli robot Attendees at the PPMA Show network and discuss the latest developments in automation
Q1&2 2012:
robots sold in the UK
production and people often don’t get the chance to get out and see what can be achieved with automation.”
At this year PPMA Show, the trade body is also launching its first ever awards event, which will be held at the National Motorcycle Museum on the first night of the show. Close Brothers Asset Finance, long time supporters of the PPMA Show, proudly signed up to be major sponsor of the awards for which the shortlist has now been compiled.
PPMA 2012 will also feature the ‘Ones to Watch’ awards which will be presented on Sept 26 at the show. The Ones to Watch awards identify the processing and packaging machinery’s next generation of stars. They will celebrate promising young professionals who have an exciting future ahead of them. The talent has been narrowed down to three young professionals who have already made an impression on the industry.
For more information please visit www.ppmashow.co.uk
TM SEPTEMBER 2012 BARA SUPP V2.indd 4-5 21/08/2012 12:14:31

SU
PP
LE
ME
NT
autom
ation
Wilson says that there are three things which manufacturing businesses must get right. The first is product and process innovation; the second is effective organisation using things such as lean techniques; and the last is giving the workers the right equipment to do the job with investment in capital equipment. “Unless you get all three things right you are going to struggle and I think we have struggled in the past because we haven’t got the last one right,” says Wilson. “If we can address that, because of the strengths we have in other areas, we will have a competitive edge.”
The following pages will provide you with a look at some of the exciting automation and robotics options that exist for UK manufacturers. If you are considering investing in automation, please contact one of the sponsors of this supplement directly or visit www.automatingmanufacturing.co.uk.
directly replace some roles, it is equally as likely that automation creates jobs in other areas. These he says are often not directly linked to the production process and can often be more highly skilled roles and therefore better paid.
The International Federation of Robotics completed a study last year analysing the effect of robot use on jobs and concluded that the introduction of robots into a workplace creates two net jobs for every robot introduced.
“As well as this,” says Wilson, “companies that improve their competitiveness, automation being one of the ways to do this, ultimately grow because they get more business and therefore employ more people.”
Robot sales
The UK automation and robotics industry enjoyed an incredibly strong start to 2012 with the first six months of this of this year eclipsing the full year results of any preceding year. In the first quarter 923 robots were sold, which is larger than the annual total for many of previous years. The second quarter brought this figure to 2000 for the half year end.
However, automotive and automotive component orders contributed 85% of this figure in the first quarter and 89% of the sales in the second. This trend appears to be continuing, at least in the short term, but in most other sectors robot growth remains sluggish.
“The UK is one of the nations within Europe that has been slow to adopt the use of automation with a mere 25 robots per 10,000 employees as opposed to 127 in Germany, 114 in Italy, 57 in Spain and 56 in France,” says Wilson. “One of the keys to success in addressing the UK’s
budget deficit is increasing the export output from the UK and the way to do this is by making UK manufacturing as efficient as possible.”
And the threat of being left behind in the automation market is not limited to Europe. China, a country with typically limited automation due to its access to a large and inexpensive workforce, has begun to embrace automation technology as a result of increasing labour costs.
“As a result,” says Wilson, “China is now implementing robots faster than anybody else. By 2015 Chinese industry, particularly in the automotive and electronics sectors, is expected to install more robots per year than any other country.”
In July 2011 Terry Gou, founder and chairman of Foxconn which assembles Apple electronics, said that by 2014 he would employ a million robots. Wilson says that although those aspirations are unrealistic as it would mean employing as many robots as are currently operating in the world today, the Chinese desire for automation is clear.
“The UK has competed with China so far on the basis that we can achieve better quality while they competed on labour costs,” says Wilson. “They are now automating and they will achieve the same quality levels that we can but with lower costs that are sustainable. We are on a path that is very dangerous unless we do something different.”
68
SU
PP
LE
ME
NT
autom
ation
Closely associated with baRa is the Processing and Packaging Machinery association (PPMa). the trade association is heavily involved in lobbying both UK and eU government on behalf of its 410 members and organises the PPMa show.
Head of marketing for PPMA, Grant Collier, says the lack of investment in Automation in the UK is largely down to UK manufacturers and business financiers often expecting short-term profit gains.
“However,” says Collier, “more and more people are finding that it is really quite surprising how short the pay back periods on automation investment can actually be. People traditionally think of the banks to finance these options but there are many others options such as those offered by Close Brothers Asset Finance.”
The PPMA Show is the UK’s annual showcase for processing and packaging machinery and always features a large array of robotic and automation options. The exhibition provides an opportunity to source, evaluate and purchase machinery, equipment and services for all processing and packaging requirements and caters to all the major UK industry sectors from food and drink and household products through to pharmaceuticals, cosmetics and chemicals.
Mike Wilson, BARA chairman, says it is well worth devoting some time to go to the show and to see what latest technologies are available. “I know many companies also think that robots are more expensive than they actually are. And often when they come to shows like PPMA, they ask the question, and realise that they can afford it. One of the challenges we have in our industry today,” says Wilson, “is that companies are very busy coping with their day-to-day
PPMa paves the way for a look at automation
69
A Staeubli robot Attendees at the PPMA Show network and discuss the latest developments in automation
Q1&2 2012:
robots sold in the UK
production and people often don’t get the chance to get out and see what can be achieved with automation.”
At this year PPMA Show, the trade body is also launching its first ever awards event, which will be held at the National Motorcycle Museum on the first night of the show. Close Brothers Asset Finance, long time supporters of the PPMA Show, proudly signed up to be major sponsor of the awards for which the shortlist has now been compiled.
PPMA 2012 will also feature the ‘Ones to Watch’ awards which will be presented on Sept 26 at the show. The Ones to Watch awards identify the processing and packaging machinery’s next generation of stars. They will celebrate promising young professionals who have an exciting future ahead of them. The talent has been narrowed down to three young professionals who have already made an impression on the industry.
For more information please visit www.ppmashow.co.uk
TM SEPTEMBER 2012 BARA SUPP V2.indd 4-5 21/08/2012 12:14:31

Boost your productivity and energy efficiency?
Certainly.
Did you know that you can transform your productivity and efficiency using robot-based automation? As part of ABB’s Productivity and Efficiency Improvement Appraisal, an engineer will prepare an Executive Summary and a detailed engineer’s report, including photographs, highlighting applications that could be transformed with robotic automation. In the same way, you can now find out how ABB can transform your energy use and reduce CO2 emissions with ABB’s Energy Appraisal. To find out how, in half-a-day, ABB can transform your productivity and reduce your energy bill, email [email protected] ref; ‘Appraisal’
ABB LimitedAuriga House, Precedent DriveRooksley, Milton Keynes MK13 8PQTel: +44 (0) 1908 350 300
Manu_Rob_Flexpicker_A4_ad.indd 1 06/08/2012 14:41TM SEPTEMBER 2012 BARA SUPP V2.indd 6-7 21/08/2012 12:14:41
Boost your productivity and energy efficiency?
Certainly.
Did you know that you can transform your productivity and efficiency using robot-based automation? As part of ABB’s Productivity and Efficiency Improvement Appraisal, an engineer will prepare an Executive Summary and a detailed engineer’s report, including photographs, highlighting applications that could be transformed with robotic automation. In the same way, you can now find out how ABB can transform your energy use and reduce CO2 emissions with ABB’s Energy Appraisal. To find out how, in half-a-day, ABB can transform your productivity and reduce your energy bill, email [email protected] ref; ‘Appraisal’
ABB LimitedAuriga House, Precedent DriveRooksley, Milton Keynes MK13 8PQTel: +44 (0) 1908 350 300
Manu_Rob_Flexpicker_A4_ad.indd 1 06/08/2012 14:41TM SEPTEMBER 2012 BARA SUPP V2.indd 6-7 21/08/2012 12:14:41

P acepacker’s pre-owned Blu-Robot palletising solutions can be as little
as half the price of a new robot system. For budget conscious or seasonal manufacturers, the robot, which is often only 33% of the way through its lifespan, offers an affordable solution without compromising on flexibility or stack accuracy/speed.
G Owen & Sons contract pack over 15,000 tonnes of animal feed per year handling up to 100 different product types in bags from 20 to 25kg which they pack and palletise in stacks of 50. They installed a Blu-Robot, a pre-owned FANUC 420, to replace an old layer palletiser which required manual operational changes each time a different bag size required palletising. To ensure that bags were neatly stacked, Pacepacker fitted a bespoke end effector which effectively grips and places the bags onto the pallet accurately with the added capability to switch between different bag sizes dependant on the product option selected from a pre-programmed list of recipes.
G Owen & Sons Director Murray Owen comments: “Within our budget constraints, we wanted a versatile robotic system that would increase the efficiency and presentation of our packing line, which, with little human intervention, would quickly switch between the different bag sizes dependent on customer demand. At half the cost of a new system, Pacepacker’s pre-owned FANUC has provided us with an affordable solution!”
FlexaPac accurately fills trays without any product waste
73
A new productivity and efficiency appraisal has been launched
by ABB to help companies discover whether they could benefit from introducing robotic automation.
The free-of-charge, no-obligation service requires minimal up-front effort from participants, and is comprised of four simple steps.
Step 1 – complete the five minute self-assessment form
Interested parties are first invited to complete a quick self-assessment form, containing eight basic questions about their business. Needing no more than five minutes to complete, this form is available either online or as a printed document.
Step 2 – return the form to ABBOnce the completed form is
returned, an ABB engineer will evaluate the suitability of robotic technology for the application(s) described and will get in touch to arrange a free, no-obligation automation appraisal site visit.
Step 3 – FREE, no obligation automation appraisal
An ABB engineer will perform a half-day visit to assess where robots could help deliver productivity and efficiency savings. These applications can include
dusty, hot or hazardous environments or areas with specific requirements, such as clean room applications. The appraisal will also consider existing conditions at the plant, including current wastage levels and the amount of downtime currently incurred through maintenance, delays or cleaning.
Step 4 – the findingsFollowing the site visit, a report
will be produced highlighting the main applications where robots could deliver the greatest savings and/or improvements. Return on investment (ROI) calculations will be included, showing both estimated savings over a five-year period and details of the expected payback on investment, which can typically be recovered in just 18 months.
“Cost pressures on UK manufacturers mean that many are failing to take a wider view on investing for their future, particularly when it comes to automation” says Nigel Platt, UK Sales and Marketing Manager for ABB’s UK robotics business. “The question they need to ask themselves is whether they want to be surviving or thriving. While investing in robots is obviously going to require some short-term expenditure, the proven improvements they can bring typically repay any investment
several times over in a time frame that will please even the most skeptical financial director.”
“By demonstrating the scale and cost value of these improvements, our productivity and efficiency appraisal is invaluable for any business looking for ways to improve its competitiveness.”
As a leading manufacturer and supplier of industrial robots, ABB and its accredited channel partners can help with all aspects of planning and implementing a robotic installation.
To take your first step towards enhanced productivity and efficiency, fill out the self-assessment form online today by following the Automation Appraisal link at www.abb.co.uk/robotics. Alternatively, for more information, call +44 (0) 1908 350 300 or email [email protected] ref. ‘Productivity Appraisal’.
For more information please contact:Media Relations: Beki McVicker, Armitage CommunicationsTel: +44 (0)20 8667 2210Email: Beki.mcvicker@ armitage-comms.co.uk
New ABB PRoduCtiVity APPRAisAl shows uK MANufACtuReRs how they Could pRospER wiTh RoBoTs
less thAN 12 MoNths Roi!
ww
w.
AB
B.
Co
M/
Ro
Bo
ti
Cs
ww
w.
PA
Ce
PA
CK
eR
.C
oM
72
ABout ABB RoBoTicsABB Robotics – part of the ABB Group of companies – is a leading supplier of industrial robots, modular manufacturing systems and service. A strong solutions focus helps manufacturers improve productivity, product quality and worker safety. ABB has installed more than 190,000 robots worldwide and in applications ranging from high volume consumer electronics manufacture through to materials handling, finishing, packing and palletizing in the wood industry.
the company’s uK offices are in Milton Keynes. for further information please see www.abb.com/robotics
pacepacker services contact:Paul wilkinson, Business development Manager Tel: +44 (0)1371 811544 Fax: +44 (0)1371 811621 Email: [email protected]: www.pacepacker.com
Pacepacker is a FANUC Strategic Partner
sTAc k pERFEcTion
Operating as a FANUC Strategic Partner, Pacepacker are able to offer customers a wide range of new and pre-owned palletising solutions. Ellingham Grain, an agricultural commodities packer handling 22,000 tonnes of dried pulses and beans, has improved product presentation and increased throughput by 50% with the installation of a highly flexible and compact six-axis FANUC R-2000iB/210F robot palletiser. “To overcome the inconsistent handling properties of the polypropylene sacks we incorporated an integral top grip pressure plate inside the robot end effector which pushes down on the levelled bag as it is picked up, so that the bag does not distort. This design feature ensures that the product is not displaced and has overcome the problem of handling Ellingham’s non-ridged bags,” comments Pacepacker Sales Manager Brian Bell.
nEw pic k & pl AcE
Winner of the Food Processing ‘Company of the Year 2012 Award’, Pacepacker have a range of 30+ new and pre-owned robot pick and place solutions for food manufacturers looking to pick-up and pack finished goods
such as packets, punnets and trays, into boxes, cases and crates. The range also includes a new patented mechanical solution, the FlexaPac, for loading delicate foodstuffs including tomatoes, clementines, apples and kiwi fruits into trays. This system can be supplied as a standalone unit or incorporated into a fully automatic solution with tray de-nesting, check weighing, reject pushers, labellers and bale arm erectors.
TM SEPTEMBER 2012 BARA SUPP V2.indd 8-9 21/08/2012 12:15:02

P acepacker’s pre-owned Blu-Robot palletising solutions can be as little
as half the price of a new robot system. For budget conscious or seasonal manufacturers, the robot, which is often only 33% of the way through its lifespan, offers an affordable solution without compromising on flexibility or stack accuracy/speed.
G Owen & Sons contract pack over 15,000 tonnes of animal feed per year handling up to 100 different product types in bags from 20 to 25kg which they pack and palletise in stacks of 50. They installed a Blu-Robot, a pre-owned FANUC 420, to replace an old layer palletiser which required manual operational changes each time a different bag size required palletising. To ensure that bags were neatly stacked, Pacepacker fitted a bespoke end effector which effectively grips and places the bags onto the pallet accurately with the added capability to switch between different bag sizes dependant on the product option selected from a pre-programmed list of recipes.
G Owen & Sons Director Murray Owen comments: “Within our budget constraints, we wanted a versatile robotic system that would increase the efficiency and presentation of our packing line, which, with little human intervention, would quickly switch between the different bag sizes dependent on customer demand. At half the cost of a new system, Pacepacker’s pre-owned FANUC has provided us with an affordable solution!”
FlexaPac accurately fills trays without any product waste
73
A new productivity and efficiency appraisal has been launched
by ABB to help companies discover whether they could benefit from introducing robotic automation.
The free-of-charge, no-obligation service requires minimal up-front effort from participants, and is comprised of four simple steps.
Step 1 – complete the five minute self-assessment form
Interested parties are first invited to complete a quick self-assessment form, containing eight basic questions about their business. Needing no more than five minutes to complete, this form is available either online or as a printed document.
Step 2 – return the form to ABBOnce the completed form is
returned, an ABB engineer will evaluate the suitability of robotic technology for the application(s) described and will get in touch to arrange a free, no-obligation automation appraisal site visit.
Step 3 – FREE, no obligation automation appraisal
An ABB engineer will perform a half-day visit to assess where robots could help deliver productivity and efficiency savings. These applications can include
dusty, hot or hazardous environments or areas with specific requirements, such as clean room applications. The appraisal will also consider existing conditions at the plant, including current wastage levels and the amount of downtime currently incurred through maintenance, delays or cleaning.
Step 4 – the findingsFollowing the site visit, a report
will be produced highlighting the main applications where robots could deliver the greatest savings and/or improvements. Return on investment (ROI) calculations will be included, showing both estimated savings over a five-year period and details of the expected payback on investment, which can typically be recovered in just 18 months.
“Cost pressures on UK manufacturers mean that many are failing to take a wider view on investing for their future, particularly when it comes to automation” says Nigel Platt, UK Sales and Marketing Manager for ABB’s UK robotics business. “The question they need to ask themselves is whether they want to be surviving or thriving. While investing in robots is obviously going to require some short-term expenditure, the proven improvements they can bring typically repay any investment
several times over in a time frame that will please even the most skeptical financial director.”
“By demonstrating the scale and cost value of these improvements, our productivity and efficiency appraisal is invaluable for any business looking for ways to improve its competitiveness.”
As a leading manufacturer and supplier of industrial robots, ABB and its accredited channel partners can help with all aspects of planning and implementing a robotic installation.
To take your first step towards enhanced productivity and efficiency, fill out the self-assessment form online today by following the Automation Appraisal link at www.abb.co.uk/robotics. Alternatively, for more information, call +44 (0) 1908 350 300 or email [email protected] ref. ‘Productivity Appraisal’.
For more information please contact:Media Relations: Beki McVicker, Armitage CommunicationsTel: +44 (0)20 8667 2210Email: Beki.mcvicker@ armitage-comms.co.uk
New ABB PRoduCtiVity APPRAisAl shows uK MANufACtuReRs how they Could pRospER wiTh RoBoTs
less thAN 12 MoNths Roi!
ww
w.
AB
B.
Co
M/
Ro
Bo
ti
Cs
ww
w.
PA
Ce
PA
CK
eR
.C
oM
72
ABout ABB RoBoTicsABB Robotics – part of the ABB Group of companies – is a leading supplier of industrial robots, modular manufacturing systems and service. A strong solutions focus helps manufacturers improve productivity, product quality and worker safety. ABB has installed more than 190,000 robots worldwide and in applications ranging from high volume consumer electronics manufacture through to materials handling, finishing, packing and palletizing in the wood industry.
the company’s uK offices are in Milton Keynes. for further information please see www.abb.com/robotics
pacepacker services contact:Paul wilkinson, Business development Manager Tel: +44 (0)1371 811544 Fax: +44 (0)1371 811621 Email: [email protected]: www.pacepacker.com
Pacepacker is a FANUC Strategic Partner
sTAc k pERFEcTion
Operating as a FANUC Strategic Partner, Pacepacker are able to offer customers a wide range of new and pre-owned palletising solutions. Ellingham Grain, an agricultural commodities packer handling 22,000 tonnes of dried pulses and beans, has improved product presentation and increased throughput by 50% with the installation of a highly flexible and compact six-axis FANUC R-2000iB/210F robot palletiser. “To overcome the inconsistent handling properties of the polypropylene sacks we incorporated an integral top grip pressure plate inside the robot end effector which pushes down on the levelled bag as it is picked up, so that the bag does not distort. This design feature ensures that the product is not displaced and has overcome the problem of handling Ellingham’s non-ridged bags,” comments Pacepacker Sales Manager Brian Bell.
nEw pic k & pl AcE
Winner of the Food Processing ‘Company of the Year 2012 Award’, Pacepacker have a range of 30+ new and pre-owned robot pick and place solutions for food manufacturers looking to pick-up and pack finished goods
such as packets, punnets and trays, into boxes, cases and crates. The range also includes a new patented mechanical solution, the FlexaPac, for loading delicate foodstuffs including tomatoes, clementines, apples and kiwi fruits into trays. This system can be supplied as a standalone unit or incorporated into a fully automatic solution with tray de-nesting, check weighing, reject pushers, labellers and bale arm erectors.
TM SEPTEMBER 2012 BARA SUPP V2.indd 8-9 21/08/2012 12:15:02

75
KraussMaffei Automation has over 30 years’ experience in automating
injection moulding machines and systems.
We are experts in deploying standard robots which are highly productive and easy to program and operate. By applying our know-how and experience to automating your processes, we can help you add value and sharpen your competitive edge. With 160 employees at our three locations, KraussMaffei Automation is committed to developing and implementing automation solutions that will support your business objectives. You can rely on us for a long-term partnership based on mutual trust and on professionalism. This approach naturally extends to our service teams who respond fast when you need them. Global support you can count on.
Krauss-Maffei Automation AG is a member of the KraussMaffei Group. The productive interaction across the group has a number of important benefits for our customers. As a system partner, we work closely with you to ensure you get the best system solution and meet your specific requirements - machine technology, process technology and automation. The products that we integrate into
our systems are developed in efficient teamwork with colleagues and are fitted to perform hand in hand with KraussMaffei injection moulding machines. We are at your side and together we will achieve your business targets. Our expertise ranges from complete automated manufacturing cells and automation of older KraussMaffei machines to automation of non-KraussMaffei injection moulding machines.
ApplicAtion exAMple - AsseMbly cell for snAp nuts
The cusTomer Biro Edwin Bischof AG, SwitzerlandDevelopment and production of advanced technical moulded parts from thermoplastic plastics. The specialist for multi-component technology for various industries: automotive, consumer goods, construction and electrical.
The TaskInstallation of snap nuts on interior automobile parts in a stand-alone cell.
The challengeThe exact feed and the process-reliable installation of 12 snap nuts on various positions on the finished part and the
demand for simple and fast change of the articles to be produced.
The soluTion– Standardized KraussMaffei snap nut
assembly cell with industrial robot IR 30 FM
– Interior parts finished on the KM CZ650 Multinject are deposited by the demolding and transfer robot in an article-specific, easy-to-exchange device
– Snap nuts, with difficult-to-automate geometry, are fed via an integrated bunker and separated with a likewise integrated sorting and feed unit
– Resupply of the nuts– The smallest KraussMaffei
industrial robot, the IR 30 F, fitted with technologically advanced nut assembly head 12 snap nuts
for more information please contact:KraussMaffei (UK) Ltd410 Europa BoulevardGemini Business ParkWarringtonWA5 7TR
t: +44 (1925) 644100e: [email protected]: www.kraussmaffei.co.uk
KRAUssMAffEi AutoMAtion
WW
W.
KR
AU
ss
MA
ff
Ei
.c
oM
AdvAnTAGEs:
– compact production cell with short commissioning time and short return to operation time
– Manual mode possible during production downtime
– ensure competitiveness through highly flexible manufacturing cells
TM SEPTEMBER 2012 BARA SUPP V2.indd 10-11 21/08/2012 12:15:12

75
KraussMaffei Automation has over 30 years’ experience in automating
injection moulding machines and systems.
We are experts in deploying standard robots which are highly productive and easy to program and operate. By applying our know-how and experience to automating your processes, we can help you add value and sharpen your competitive edge. With 160 employees at our three locations, KraussMaffei Automation is committed to developing and implementing automation solutions that will support your business objectives. You can rely on us for a long-term partnership based on mutual trust and on professionalism. This approach naturally extends to our service teams who respond fast when you need them. Global support you can count on.
Krauss-Maffei Automation AG is a member of the KraussMaffei Group. The productive interaction across the group has a number of important benefits for our customers. As a system partner, we work closely with you to ensure you get the best system solution and meet your specific requirements - machine technology, process technology and automation. The products that we integrate into
our systems are developed in efficient teamwork with colleagues and are fitted to perform hand in hand with KraussMaffei injection moulding machines. We are at your side and together we will achieve your business targets. Our expertise ranges from complete automated manufacturing cells and automation of older KraussMaffei machines to automation of non-KraussMaffei injection moulding machines.
ApplicAtion exAMple - AsseMbly cell for snAp nuts
The cusTomer Biro Edwin Bischof AG, SwitzerlandDevelopment and production of advanced technical moulded parts from thermoplastic plastics. The specialist for multi-component technology for various industries: automotive, consumer goods, construction and electrical.
The TaskInstallation of snap nuts on interior automobile parts in a stand-alone cell.
The challengeThe exact feed and the process-reliable installation of 12 snap nuts on various positions on the finished part and the
demand for simple and fast change of the articles to be produced.
The soluTion– Standardized KraussMaffei snap nut
assembly cell with industrial robot IR 30 FM
– Interior parts finished on the KM CZ650 Multinject are deposited by the demolding and transfer robot in an article-specific, easy-to-exchange device
– Snap nuts, with difficult-to-automate geometry, are fed via an integrated bunker and separated with a likewise integrated sorting and feed unit
– Resupply of the nuts– The smallest KraussMaffei
industrial robot, the IR 30 F, fitted with technologically advanced nut assembly head 12 snap nuts
for more information please contact:KraussMaffei (UK) Ltd410 Europa BoulevardGemini Business ParkWarringtonWA5 7TR
t: +44 (1925) 644100e: [email protected]: www.kraussmaffei.co.uk
KRAUssMAffEi AutoMAtion
WW
W.
KR
AU
ss
MA
ff
Ei
.c
oM
AdvAnTAGEs:
– compact production cell with short commissioning time and short return to operation time
– Manual mode possible during production downtime
– ensure competitiveness through highly flexible manufacturing cells
TM SEPTEMBER 2012 BARA SUPP V2.indd 10-11 21/08/2012 12:15:12

76
With all the noise around OEM success at FIA 2012, Tom Moore holds up a megaphone to the UK SME to explore how much of the $72bn worth of orders placed at the show trickled down past the bulging pockets of Airbus, Boeing and other jumbo-sized multinationals.
Over yourhead?
F IA produced the goods once again as a swashbuckling $72bn flowed through the Hampshire town of Farnborough for its biggest event of the year.
But once the dust had settled at the ringside of the 2012 Airbus versus Boeing bout (with Airbus nursing a rather bruised right wing from the encounter), what was left for the UK’s SMEs attempting to snatch their 15 minutes of fame with an OEM?
Farnborough International Limited (FIL), the organiser for Farnborough International Airshow and a subsiduary of trade orgnaisation ADS, sought to build a bridge between the supply chain and the OEMs by setting up the Meet the Buyer scheme at Farnborough in 2008.
This year the speedating concept for supplier and buyer connected over 140 companies with international heavyweights such as BAE Systems, Thales, Boeing, Russian Technologies, Korean Air and Fuji Industries, for one of two prices under
two buyers out of the six it had arranged meetings with failing to turn up. Despite his obvious disappointment he states that the company is still negotiating with the other four companies and remains confident of winning new business through introductions made at Meet the Buyer.
It was a feeling shared by 80% of the suppliers involved in the scheme, which positively rated their chances of securing a deal from the day’s meetings. The buyers came out of the event with an open mind about doing business with the tool designers, sub-contractors, composite material manufacturers and other suppliers they had just met. Eighty five per cent said that they would probably or definitely do business.
Ben Moody, senior event manager at SME events firm Business to Business, which sourced the 36 buyers and 144 suppliers, comments: “It was an opportunity to get in front of up to ten of these large companies in one day. Everyone was under one roof. How long would it usually take to meet all of these
£200 (depending on when you book).
Out of this, 94 British suppliers took part, making the most of having one of the world’s greatest airshows on British soil and the £75,000 that FIL spent on organising the scheme. It seems that getting the men and women holding the order books to the table does not come cheap.
Meet the Buyer meant that companies such as Corex-Honeycomb, which makes the aluminium honeycomb core used for doors, floors and panels and forms part of the Cambridgeshire-based Encocam group, could capitalise on the event with firm meetings rather than play the waiting game in the trade hall.
Petros Goutas, business development manager at Corex-Honeycomb, explains, “It was our first time exhibiting at Farnborough and Meet the Buyer gave us an opportunity for extra exposure where we wanted it the most.”
Stood up but not put offUnfortunately for Mr Goutas, some of these meetings were not as firm as he had hoped, with
SMEs flocked to Farnborough in 2012

Have your say at www.themanufacturer.com 77
international buyers? You would have to fly all around the world to achieve similar introductions.”
While a spokesperson for Boeing noted that the company found being inside the Meet the Buyer hall useful, business was also brisk outside of it. Firm orders and other commitments snowballed throughout the week and hit a grand total of $38bn by the final day, boosted by a mammoth $14.7bn order from United Airlines for 100 747 MAX 9 and 50 Next-Generation 737-900ER aircraft.
Alongside Airbus, which registered $16.9bn worth of orders, the two goliaths of the sky racked up 75% of the sales confirmed at FIA 2012.
Their $55bn worth of business alone surpassed the $47bn recorded at the show in 2010. Fabrice Brégier, the new CEO at Airbus, commented that “the quality of orders at Farnborough has been high,” as the company benefitted from demand in the Far East to scoop $4.2bn worth of business with Hong Kong-based Cathay Pacific Airways.
But while a flurry of jets whizzed overhead the mood among the SME stands was a lot more pessimistic than in the chalets.
Unfortunately, that $72bn worth of orders didn’t include business conducted by SMEs, odd given that the number of exhibitors at FIA with less than 250 employees increased by 6% between 2010 and 2012, rising from 517 to 564.
Indeed not only is SME presence at the show climbing, the presence of large companies is declining – particularly with regards to large defence firms who are feeling the bite of government defence reviews and spending cuts. A spokesperson for BAE Systems confirmed that
it had spent “considerably less [on the show] than in previous years, reducing its exhibition budget for FIA 2012 by a third.”
Keeping tabs The task of tracking SME success would be a difficult one to carry out but would demonstrate the worth of attending the show and encourage confidence in UK supply chains.
Tommy Harrison, marketing analyst at warehousing company Air and Ground, was unsure how successful Farnborough been for the company.
“There were deals done that we already knew about. It was just a matter of going and sitting in a room with certain people and getting it finalised. There has been the odd new thing [to come from the show] but there weren’t many new companies there,” he says.
Mr Harrison doubted whether Air and Ground would be making a return in 2014. It spent close to £1,500 this year but attracted more people trying to sell it advertising, promotion and stand design than it did aerospace companies. “For the first time since we started attending in 2002, we are now contemplating either scaling down our activity or not
attending next time” he reveals.But others were more positive. Despite the number of trade visitors falling from 120,000 in 2010 to 109,000 in 2012, B-Tech Engineering, a subcontract CNC machining company employing 20 people, secured two orders it hopes to grow in volume over the coming months. Mark Turner, a partner at B-Tech Engineering, comments that its first time as an exhibitor was a massive success.
“We’ve attended subcontract shows before but we had more enquiries at Farnborough and have found it easier to turn meetings into deals. We have already delivered on a £5,000 contract that could turn out to be worth a lot more.”
The company has just spent £550,000 moving to a bigger site and Turner certainly doesn’t lack ambition. “We’re trying to get in with EADS, which owns Airbus. If you don’t go to the shows you don’t get the work, why should anyone come to you.”
B-Tech Engineering paid £5,500 for its stand and has already registered for Farnborough 2014. Joseph Rhodes, the hydraulic power press making arm of Group Rhodes, also looks set to return after clinching a £2.2m order during the show. Chinese aerospace firm Long March purchased a Rhodes 1200 tonne super plastic forming and diffusion bonding press, which will be used to produce equipment and components for new civil aircraft.
Farnborough supports one of the few sectors where the UK has a strong supply chain. But even for a successful sector, pressing times mean the expense of attending trade shows must be justified, especially for SMEs.
More needs to be done to ensure that UK SMEs connect with opportunities to cash in on international business at FIA and other sector trade fairs. In addition, the room for improvement in recognising SME business as an important aspect of these shows is vast. @thomasmoore88
EventreviewFarnborough International Airshow 2012
SME attendance up by over
A Boeing 787 takes to the skies as commercial aircraft sales skyrocketed during FIA 2012

78
By freeing-up time, cash and capital expenditure budgets, moving to the cloud can help mid-sized manufacturers create a business and cultural climate for product and service innovation, discovers Malcolm Wheatley.
Innovate and grow with the cloud
Businesses understand that they definitely need what IT can give them – enterprise applications, e-mail, Internet, EDI and web services. But owning and operating it themselves is a distraction, and an expensive one at that
Paul Watson, Chief Operating Officer, Star
he explains, are recognising that building, maintaining and operating IT infrastructure is not a core competency. Worse, it can absorb a disproportionate amount of management time, operating budget, and capital expenditure – all of which can more profitably be deployed elsewhere.
“Businesses understand that they definitely need what IT can give them – enterprise applications, e-mail, Internet, EDI and web services. But owning and operating it themselves is a distraction, and an expensive one at that,” he points out. “Outsource it to a specialist provider on a pay-as-you-go basis, and you free up a lot of cash, management time, and capital expenditure budget – all of which can be deployed more strategically in growing the business.”
Back at AGA, head of IT Hassan couldn’t agree more.
“IT must add value to business processes rather than focusing on infrastructure issues,” he stresses. “By appointing Star as
Thanks to its range of well-known brands – including AGA, Rangemaster, Falcon,
and Rayburn – Leamington Spa-headquartered cooker manufacturer AGA Rangemaster needs little introduction.
Less well-appreciated, perhaps, is the firm’s place at the cutting-edge of on demand computing, thanks to a partnership with Star, a specialist provider of cloud computing services for UK businesses.
AGA, it turns out, relies on Star to deliver and manage its underlying IT infrastructure, helping to bring AGA’s business units closer together. The goal? Improved IT performance, at reduced cost. Network speeds have increased 20-fold, reports AGA’s head of IT, Imran Hassan, while costs have reduced by as much as 40%.
To Paul Watson, Star’s chief operating officer, such transformations are nothing new. A growing number of businesses,

IT inmanufacturing
79
our network services provider we have been able to outsource the delivery of network infrastructure, including our firewall and VPN. The consequence has been a vast increase in service availability and performance, as well as a huge reduction in service costs, helping my team to concentrate on more strategic technology matters.”
Hidden powerhousesConsequently, adds Watson, Star sees itself playing a pivotal role in helping to unlock the full potential of those medium-sized British businesses that the CBI has recently described as ‘future champions’. Particularly at the smaller end of the scale – businesses with under £100 million in revenues – these companies make a tremendous contribution to the UK’s economy, comprising just 1% of firms, yet accounting for 22% of economic revenue, and 16% of total employment.
Yet unlike in other economies, he points out, the UK’s medium-sized businesses are competing with one hand tied behind their backs, with just 6% of firms accounting for 60% of job creation, and 65% of firms able to deliver an employment growth of only 1%.
“According to the CBI, the contribution made by medium-sized businesses to the British economy has been overlooked and misunderstood by government and the City. But if the UK could only create the conditions which have allowed medium-sized businesses to flourish in other countries, this would enable our own mid-market to play a vital role in transforming UK economic growth over the next ten years, contributing as much as £50 billion to the economy by 2020, and creating job opportunities all over the UK.”
Clearly, then, the opportunity to unlock scarce management time, operating cash and capital expenditure ought to be a welcome opportunity for these British medium-sized manufacturers to realise their ambitions for growth, and compete more effectively in global
markets. And yet, says Andrew Morris, Star’s head of solutions marketing, it turns out that these companies are often ill-served by the mainstream IT service provider industry, who see them as too small to bother with.
“Medium-sized businesses are massively under-served in the world of IT,” he asserts. “The big vendors are highly adept at serving the world of the large enterprise, while smaller businesses can make use of the wealth of services such as Google Apps, Dropbox, and Salesforce.com. In the middle, there’s a gap.”
Sweet spotIn short, what’s lacking are enterprise-grade offerings for medium-sized businesses – offerings that are robust and reliable enough for manufacturers to be able to genuinely leverage them to reduce costs, without risk.
“What we do at Star is to address the middle ground of medium-sized businesses who require enterprise-grade private cloud services that are easy to use and pay for, providing them with IT capabilities that have typically only been available to the very largest enterprises,” sums up Watson.
And having taken the step, he notes, the potential is there to do much more than simply cut costs, and free up operating
cash and capital expenditure. With an in-house IT infrastructure, he points out, it’s often the case that IT decision processes requiring capital expenditure are lengthy and torturous, requiring careful evaluation – which slows down a business’s speed of innovation. But move the relevant infrastructure to the cloud, and both the costs and risks are lower.
“You can start up a new enterprise application project ‘on the fly’, to see how it performs, and what the benefits might be – particularly with ‘Software as a Service’ applications that are purchased through a monthly subscription,” he notes. “You’re up and running far quicker, at a lower cost than an outright licence purchase, and if it doesn’t work out you can cancel the subscription, and haven’t committed to costly hardware investments.”
In short, as AGA Rangemaster found, moving to the cloud can bring definite benefits – delivering a business that is more flexible and innovative, while freeing-up cash, capital expenditure and management time for more strategic matters. What’s not to like?
“Not much,” sums up Watson. “For ambitious medium-sized British manufacturers, the cloud can help them reach new heights”.
Medium-sized
businesses are massively under-served in the world of
IT
Andrew Morris, Head of Solutions Marketing, Star
About Star
Star is a Cloud provider with vision and a passion for delivering extraordinary results, with the smartest people and the sharpest service.
Since its foundation in 1995, the Star name has been synonymous with innovation. Having pioneered cloud-based Internet security with the formation of MessageLabs, Star has continued to consolidate its status as a leading managed business services company.
Playing to the strengths within its business and the select industry partners it collaborates with; Star has been able to redefine how businesses access IT, how they derive value and how they approach the future.
www.star.co.uk0800 138 4443

Move to the cloud? Four hard-nosed manufacturers explain to Malcolm Wheatley why they’ve done it.
Walking on air: IT inmanufacturing
80
I n early 2011, Crawley-based Edwards Ltd faced a quandary, explains information management director Anil Patel. The firm – a manufacturer of vacuum equipment for the world’s
semiconductor and other hi-tech industries – wanted to move its fast-growing Chinese operations onto its existing SAP ERP infrastructure.
But that infrastructure, built around SAP’s venerable mainstream R/3 (now re-badged ‘ECC’) solution, and in place since 2003, covered just SAP’s commercial and financial modules. Manufacturing-specific functionality was handled by Mapics, a legacy MRP1 solution that had been in use within the business since the mid-1970s.
And while a roadmap for migrating this manufacturing functionality over to SAP ECC did exist, says Patel, a global template was needed before migrating the company’s Czech and Korean operations over to it – a process expected to take two years.
“But we couldn’t wait that long to bring China on board,” says Patel. “The Chinese operations were growing too quickly.”
The solution? SAP’s cloud-based SAP Business ByDesign, a solution intended for small and medium-sized businesses, but one that was equally at home as a solution for the subsidiaries of larger enterprises wanting to put in place a lightweight ERP footprint in businesses that might struggle to absorb the full weight of SAP’s ECC solution.
Run from highly secure data centres that are managed, monitored, and maintained by SAP experts, SAP Business ByDesign offered a complete, integrated suite of enterprise applications that could run an entire business; right thorough financials, human resources, sales, procurement, customer service, and supply chain.
hadn’t really considered if the cloud, and Software as a Service [SaaS], could be of value.”
Edwards is not alone in this realisation. Across British manufacturing – and beyond – it seems that others are coming to very similar conclusions. Indeed, 2012 is the year that the cloud “got real”, according to one influential American columnist.
Faster, better, cheaperThe logic is inexorable: as individual consumers, we all happily use Twitter, Facebook, YouTube and other popular software services. So why should the corporate world be any different? Yet hitherto, it often has been different, with worries about firewalls, security, reliability and integration routinely trotted out as barriers to adoption.
That has changed. Businesses – including manufacturers – are genuinely moving to SaaS, and to cloud-based providers of such services. As noted on p90 of this issue, moving to the cloud is increasingly seen as a way of freeing-up scarce management time, operating budget and capital expenditure, and redeploying them more strategically – to grow the business, rather than provide IT infrastructure.
“Better still, we saw that it could be implemented relatively quickly,” he adds. “It wouldn’t need to be a hugely sophisticated implementation – just enough to get the China operation up and running with the core business processes that they needed: order-to-cash, purchase-to-pay, and inventory management, together with the right disciplines and master data.”
At which point, as implementation began, Patel and the wider Edwards team realised that SAP Business ByDesign could be the solution for other countries in the Edwards portfolio as well.
“We saw how quickly the users in China adapted to it, and how easy it was to use,” he related. “And then we started to think: why not put it into Brazil, India or Israel?” In each case, relatively small national teams of employees – just 30 or so in Brazil’s case – were slated to have SAP ECC implementations. But the lighter footprint, rich functionality, of SAP Business ByDesign could in fact be much more appropriate.
“China crystallised our thinking,” sums up Patel. “We’d focused on the major countries in our international portfolio, and
the cloud gets realCloud ERPJoin the Technology Revolution
QAD Europe LtdWaterfront Business ParkBrierley Hill, DY5 1LX+44 1384 487 [email protected]
Cloud_ERP_A4_UK_3.indd 1 20/03/2012 19:19

Cloud ERPJoin the Technology Revolution
QAD Europe LtdWaterfront Business ParkBrierley Hill, DY5 1LX+44 1384 487 [email protected]
Cloud_ERP_A4_UK_3.indd 1 20/03/2012 19:19

IT in manufacturing
82
That said, security considerations do remain. There is a growing body of opinion reckoning that the ‘private’ cloud - as proprietary hosting solutions like those offered in SAP’s Business ByDesign are termed these days – is to be preferred to a ‘public’ cloud of the sort operated by Amazon.com’s Amazon Web Services.
In fact, research into the global adoption of such services, published earlier this year by Tata Consultancy Services, found that just 20% of European and American businesses would consider putting their most critical applications into the public cloud, while two-thirds of American companies, and almost half of European companies (48%) would consider putting core applications in private clouds.
But the choice isn’t always clear-cut, and a manufacturer unwilling to move permanently into the public cloud can still find that it makes sense to do so on a temporary basis.
One such business is hi-tech firm Oxford Instruments, which used a SaaS-based version of Infor’s ERP Business application on a trial ‘sandpit’ basis before moving it on-premise. Infor has two million subscribers for its SaaS-based offerings in the public cloud, of which ERP Business is among the top three.
“We chose Infor because the company’s expertise enables them to cover the majority of our requirements out-of-the-box,” says Gary Wearing, director of the company’s nanosciences division. “We have some demanding milestones for the time and cost of implementation, and we will be measuring productivity improvements to make sure that the application delivers.”
Yet for SaaS, ERP isn’t the only game in town – far from it.
Research suggests that prior to even considering moving to SaaS-based offerings of such business-critical applications, companies
based SaaS application sourced from Icomm.
“It’s saved us the cost of replacing our elderly tape drive, the time taken to perform backups – and the backups themselves are more reliable,” he enthuses.
At Ashford-based medical device manufacturer Smiths Medical, meanwhile, a private cloud ‘pilot project’ roll-out of ToolsGroup’s SO99+ forecasting and inventory management solution has also delivered impressive benefits. Furthermore, it has done so in a fraction of the time that an in-house deployment would take.
Inventories are down by 8%, safety stock levels down by 11%, product lines out of stock down 26%, and backorders reduced by 52%. Two further phases of the ToolsGroup implementation are scheduled for completion by the end of 2012, reports Cherelle Whitfield, director of global service management at Smiths.
What’s more, adds one insider close to the project, the computational burden involved in such calculations aptly highlights the benefits of the private cloud, against the public cloud.
“Running in batch mode is very different from running an ad-hoc Salesforce.com query,” he notes. “Forecasting demand and inventory requirements for ten million items takes a significant amount of time, even on a reasonably high-end machine. For tasks of that order, the private cloud is a better proposition.”
And pilot projects like these, says Peter Thorne, director at analyst firm Cambashi, are increasingly the Trojan Horse of IT business case justification.
“SaaS offers a shortcut: you can get purchase decisions made quickly, at a lower level, by people who can absorb the monthly subscription within their budgets,” he says. “If you’re a middle manager, your route to a business case justification is to sign up on a monthly basis, and show your boss the results.”
@themanufacturer
first experiment with more niche SaaS-based functionality.
“When it comes to customer and employee data, there’s still a preference for retaining it inside the corporate firewall,” says Charles Hughes, head of consulting firm AT Kearney’s strategic IT practice. “There are definitely a lot of applications it’s perfectly possible to host in the cloud, but how far a business goes along that route depends on its appetite for risk, and the effort that it is prepared to put into security. The cloud is here to stay, and the issue for most businesses is how quickly they understand that, and how quickly they leverage it to cut costs and reduce capital expenditure on in-house IT.”
Return on investmentAt London-headquartered manufacturer Toye, Kenning and Spencer, a badge and medal specialist dating from 1685, it’s a message that has hit home.
Beset by high levels of ‘spam’ on its incoming e-mail feeds, by early 2010 the firm reckoned that just 8% of incoming e-mails were genuine - with a whopping 92% being spam, virus or both. Worse, erratic volumes of unwanted mail were consuming expensive bandwidth, slowing down more important internet traffic.
The company’s salvation came with a cloud-based application called Maildefender, sourced from its IT support vendor Icomm.
“It sounds trivial, but it really was a significant problem,” says Toye executive manager Tony Harvey. “Maildefender sits there in the cloud, we log on once a day to review questionable emails, which takes just a few minutes. It’s a managed service, so we don’t have to worry about hardware, or hardware and software going out of date, and our eighty or so licenses altogether cost us around £1,700 per year.”
What’s more, he adds, the firm’s Birmingham site has also moved to off-site backup of critical data - again, a cloud-
There are definitely a lot of applications it’s perfectly possible to host in the
cloud, but how far a business
goes along that route depends on its appetite for risk, and
the effort that it is prepared
to put into security
Charles Hughes, head of strategic IT
practice, AT Kearney


Change of ownership drove Aston Martin into an overhaul of business IT solutions which has proved its worth in improved decision making, customer understanding and business flexibility.
Aston Martin AXcelerates
A ston Martin is a recognised representative of a British pedigree in
hand-built, high performance sports cars. The production of these prestigious vehicles, designed and produced by skilled craftsmen, has a strong heritage and is far from a standard automotive process, and yet every Aston Martin is very much a product of today’s technology.
Investment in the latest computer aided design and engineering facilities, statistical
selected over SAP on criteria of flexibility and the implementation strategy proposed. Within four months Microsoft Dynamics AX Accounting Module was up and running.
Bradley Yorke-Biggs, strategy & IT director at Aston Martin, said: “eBECS automotive experience was very important. The automotive industry is very unique, as are the challenges within it. We weren’t just looking for a partner that understood the technology; we also wanted a partner that understood our specific sector, so that all they had to learn was the Aston Martin way of doing things.”
Benefits to financial management and decision makingMicrosoft Dynamics AX now works across all ledgers at Aston Martin: general, purchase, fixed assets and sales. While the benefits of implementing this were immediate, it took some time to identify concrete evidence.Speaking of the immediate
process control and many other leading edge disciplines, including new business solutions, is ensuring that the future remains dynamic and forward thinking for Aston Martin, without jeopardising the heritage that creates aspirational demand.
Central to the continuing success of the Aston Martin business model are the capabilities of its finance and accounting system.
Out with the old and in with the newAn overhaul of Aston Martin’s business infrastructure was made necessary in 2007 after the company was bought from Ford by a Middle Eastern-led consortium. This created some business issues, in particular the pressing need to source a new accounting system.
Aston Martin, which currently employs 1,300 people at three locations in the UK, created a stringent tender process to find the right solution. eBECS and Microsoft Dynamics AX were
IT in
84

IT inmanufacturing
85
changes which were felt Bill Wilkins, IT manager at Aston Martin said: “When we were using our previous financial system we experienced a lot of payment rejections, which indicated that we had inaccurate or out-of-date data. After launching Microsoft Dynamics AX, this stopped immediately.”
Launching a new system in the immediate aftermath of the 2008 financial crisis allowed Aston Martin a level of agility to better manage many of the challenges that it faced. As trading conditions tightened, the company was able to analyse inventory and cash flow with a level of accuracy and confidence not previously experienced.
Bradley Yorke-Biggs said: “We were able to get financial data generated quickly, our cash flow management processes and aged debtors reports were rapidly processed, which was necessary when we were micro-managing cash flow issues and it gave us much greater efficiency in reporting.”
Mr Yorke-Biggs says that this could not have been achieved without the new Microsoft system and that improvements gained during recession have now matured into transformed business processes. “Today, as the market improves, we still have regular finance meetings and we use the up-to-date and accurate data that the solution gives us to focus on the pressing business decisions at hand, rather than data crunching. The way in which we manage our business has changed and is more dynamic because we can rely on Microsoft Dynamics AX.”
The next stepAs an aspirational brand, recognised throughout the world, it is essential for Aston Martin to understand the profile of its customers, ensuring current and potential vehicle owners are clearly segmented from people making more generalised enquiries.
Following business requirement analysis, and with support from eBECS, Aston Martin has decided to extend its use of the financials module and also incorporate Microsoft Dynamics AX CRM. This will allow the company to replace an unmanageable series of spreadsheets and unconnected databases, resulting in a comprehensive and fully-integrated database of contacts that can be segmented into categories of interest and ownership.
“We need to determine at an early stage with the customer whether they are ‘contacting’ us through the app, the website or through the dealer network,” commented Yorke-Biggs. “We need to know the difference, for
example, between a 14 year old boy looking on our website for a cap for his Dad’s birthday, or a One-77 customer willing to spend £1.2 million pounds on a supercar.”
In 2012Aston Martin is currently looking at options for moving some of its systems to the cloud and is evaluating Office 365. It is also in the process of undertaking a more complete implementation of Microsoft Dynamics AX in 2013.
“With the full implementation of Microsoft Dynamics AX 2012, we will have a far more accurate and resilient product structure and engineering change management environment. Currently this is a manual process but this solution will bring with it an electronic change management capability which is a big leap for us. It will improve the integrity of the system we use and affect changes to manufacturing faster, but still respect our unique engineering and manufacturing concept .” said Yorke-Biggs.
When we
were using our previous
financial system we
experienced a lot of payment
rejections, which
indicated that we had
inaccurate or out-of-date data. After launching Microsoft
Dynamics AX, this stopped immediately
Bill Wilkins, IT Manager, Aston
Martin
ERP ConnecteBECS, 2012 Reseller of the Year for Microsoft Dynamics, is a Gold Sponsor of ’s ERP Connect events.
The next event in this series will take place on Tuesday October 9 at Staverton Park, Daventry. See p86 for speaker insight into the conference programme.
For the full programme and booking go to: www.erpconnect.co.uk.
Follow build up and live updates from ERP Connect 2012 on Twitter #ERPConnect.

ERPEarly Bird Offer
All delegates who register and
pay by Friday 7th September 2012 will
receive a FREE Kindle e-reader.
Terms and conditions apply.
9TH OCTOBER, 2012Staverton Park, dAvEnTRy09:00 –17:00
Connect with like-minded manufacturing professionals looking for growth and opportunity through advancing their IT systems.
The Manufacturer magazine is delighted to invite business, financial, operational, supply chain and IT manufacturing professionals to ERP Connect.
At ERP Connect you will:
Get up to speed with the latest developments in enterprise system thinking through a series of keynotes and case study presentations.
Benchmark your project, learn from best practice case studies and deliver on expectations and demands of your organisation.
Network with fellow manufacturing professionals who are engaged in ERP projects. Seize a unique opportunity to debate, share and build on your knowledge base with peers facing similar challenges.
Accelerate your project by engaging in one-to-one meetings with a select group of leading ERP vendors that can provide expertise by sector and organisation size.
Map out a robust ERP strategy and ensure ROI.
Three ways To regisTer:1: Book online by visiting: www.themanufacturer.com/erpconnect
2: Telephone Benn Walsh on: 0207 401 6033
3: Email: [email protected]
Steve WhittleHead of Finance Systems and Data Improvement - Rolls-Royce
Tom CarpenterCEO - m2fx Brochure
Alan GogginGroup IT Manager - Megger
Gideon TesterBusiness Systems Manager - Altro Ltd
Nathan BaileyManaging Director - Advanced Innovative Engineering (UK) Limited
James GreavesSystems Manager, Portsmouth Aviation
Andrew WinchApplications Manager, Business Information Solutions, General Dynamics
GOLd SPOnSORS
SILvER SPOnSORS PARTnERS
Researched and delivered by:
Speakers include:
ERP CONNECT 1PP A4 2012.indd 1 21/08/2012 13:18:10

This local
versus corporate challenge
comes to the fore in areas where there is no central governance, particularly sales and
manufacturing
Alan Goggin, IT Manager, Megger
ERPConnect
87
Growth is a distant dream for many manufacturers today, but not for all. Companies like Megger, a manufacturer of electrical test and measurement equipment, are expanding rapidly – and bursting the seams of organisational infrastructure as they go.
Growing
I n 2006 Megger made the not inconsiderable leap of faith to invest in a single instance ERP
system to harmonise and gain visibility across its expanding manufacturing, sales and distribution locations.
It selected SAP, not because of any outstandingly superior functionality – most of the major vendors offer fairly similar functionality today, says Megger’s group IT manager, Alan Goggin – but because of the global support they knew would come along with the installation. Particularly with the help of the selected implementation partner, Ciber.
“Ciber’s offices matched our own global footprint,” says Mr Goggin. “We were sure that we would get single point of contact account and project management here in the UK, but also that their accumulating knowledge of Megger would be passed directly to their regional offices around the world.”
It was a good match and, although a trouble-free ERP roll out is a thing of fairly tails, Goggin is short on horror stories. “The key is the implementation process,” he explains. “It sounds cliché but you must ensure that the implementation is treated as a business project not an IT project and that your implementation team includes the likes of your finance
Has it been successful? “We have, but it has been the source of heated discussion,” says Goggin with a small grimace. “There are certain constraints that you have to work within.” Delegates at ERP Connect can find out more about the choices and compromises that Megger made.
Looking forward, continued growth is presenting new challenges for IT infrastructure every day at Megger, and Goggin is keen to swap experiences with companies in a similar situation.
“We shot from £74 million turnover to £350 million turnover in ten years,” states Goggin. “That raises issues – specifically around managing a continuous development cycle.” Goggin says that concurrent work in the US and UK on developing service repair functionality – a growing part of the Megger business – is proving particularly demanding.
Getting realTony Christian, director of industry analyst firm Cambashi, is keen to hear more from manufacturers facing this kind of obstacle. Mr Christian, who will act as chair for the ERP Connect conference, comments, “It would be good if we can use ERP Connect to get away from the ‘Top Ten Tips’ mentality and have some really useful, practical and actionable discussion of what it means to implement and use ERP technology.”
Mr Christian is particularly interested to develop understanding around the limitations of ERP. “I worked as an ERP implementation consultant in a previous life,” he shares. “So I know that ERP has been sold as a silver bullet. This raised very unnatural expectations around what it should be able to do. I’d like to see what appreciation there now is of what needs to go around an ERP system – for instance how it interacts with PLM [product lifecycle management].”
Join delegates at ERP Connect to share in this debate. Details opposite.
manager, sales manager, production manager.”
Balancing actIf there has been a frustration in Megger’s ERP journey, Goggin says that it has been in balancing the global, standardised view of a company that ERP strives for, and maintaining the local requirements of different business units. It is on this topic that he will address delegates at ERP Connect 2012 on October 9.
“This local versus corporate challenge comes to the fore in areas where there is no central governance, particularly sales and manufacturing,” Goggin explains. “Sales territories operate differently. For instance in North America, our sales tend to be direct to end user, whereas in the rest of the world we tend to sell through distribution. So in North America our system needs to take account of commission for our representatives, rather than rebates.”
In manufacturing too, product portfolio distribution means that different plants have very different planning and inventory requirements – not to mention different processes. So what Megger wanted was the flexibility to set different functionality for its territories, at the same time as being able to gain a consolidated view of sales and production activities in a single instance.

On August 5, the latest NASA mission to Mars, a one tonne vehicle known as Curiosity, successfully touched down on target – a deep crater near the planet’s equator.
Within minutes, the robot was sending back images of itself on the stony Martian plain – black and white at first, but with spectacular colour shots following just days later. Its anticipated mission life is at least two years, with its on-board plutonium fuel cells providing power for fourteen years.
At a joint press conference at July’s Farnborough Air Show, NASA Director Doug McCuistion and Siemens Industry CEO Siegfried Russwurm discussed the dawning of a new era of space exploration, and the critical roles that NASA engineers and Siemens software technology play in helping to make it possible.
Curiosity – designed by NASA’s Jet Propulsion Laboratory (JPL) using Siemens software – was highlighted as a tangible example of how modern software technology is being employed to enhance competitiveness and capability in the aerospace industry.
JPL used product lifecycle management software from Siemens throughout the development process to digitally design, simulate and assemble the rover before any physical prototypes were built. The software helped ensure all components would fit together, operate properly and withstand whatever environment the mission would require.
“Curiosity is the most sophisticated rover ever sent to Mars, and will further enhance our understanding of the Red Planet, while paving the way for future human exploration,” said Doug McCuistion, NASA director of the Mars Exploration Programme.
‘Curiosity’ a virtual success for Siemens PLM Software.
PLM
ITnews...
88
Mike Evans, research director at analyst firm Cambashi tracks Dassault Système’s move from PLM to 3D experience.
You may have caught the television advertisement from Dassault Systèmes showing the concept of a new desert city being supplied with water from an iceberg towed from the Antarctic.
Television advertising is unusual for B2B software suppliers. But Dassault Systèmes wants to reach top manufacturing executives and change their existing perception of the company. Namely, that as a technical supplier, contact with Dassault should be delegated to R&D management.
The perception Dassault wants to create is that they are a supplier of business transformation. Top management should always be looking at business initiatives to respond to the business drivers in their environment and these will be championed and funded separately from the business-as-usual budgets in departments.
Historically, management consultants like McKinsey and AT Kearney stimulated these kinds of initiatives. But some savvy management teams are now ready to go direct and Dassault wants to reach management with the message that it is ready to kindle ‘out of the box’ projects.
Part of Dassault’s rebranding introduces a ‘compass’ that epitomises its application capabilities in four directions: 3D modelling; content and simulation; information intelligence and social & collaborative.
These are combined in different ways to create industry specific solutions. For example, for industrial equipment manufacturers, Dassault offers ‘Single Source of Speed’; a solution aimed at combining product information across an industry network to enable, inter alia, new after-sales services with higher margin. (See our blog on .com for more on 3D experiences)
Dassault’s first 3D experiences are likely to be aimed at business transformation in larger manufacturers where they already have existing relationships. But gaining a bigger share of those customers’ software spending would not alone let them make their financial objective to double revenue and more than double profit in five years.
We’ve argued in our blog that the conventional silos of CRM, SCM, ERP and PLM don’t adequately address the needs of manufacturers to improve efficiency and effectiveness across end to end processes spanning industry networks. Dassault Systèmes seems to be angling to cure this. @Cambashi
Cambashi column
Siemens PLM aids Curiosoty exploration

ITNIBS
ERP vendor Epicor announced at this summer’s 2012 Microsoft Worldwide
Partner Conference that the newest versions of its offerings would support Microsoft’s SQL Server 2012 database resulting in faster, better, business intelligence.
“The role of database technologies has changed remarkably in recent years, with innovations such as SQL Server 2012 that are making business intelligence more personal,” said Erik Johnson, vice president, technical strategy for Epicor.
Research carried out by Lieberman Software Corporation among UK-based businesses highlights significant security concerns around the growing ‘Bring Your Own Device’ (BYOD) movement.
Respondents were asked if they believed allowing employees to connect their own devices (such as USB drives, mobile phones, portable PCs and home computers) to the corporate network increased costs and risks. Two-thirds said that it did.
Major risks cited included an employee device introducing a virus (cited by almost half (43%) of respondents); the risks of employees losing a device storing valuable corporate data (26% of respondents); and the increased danger of employees stealing data – a major concern for 22% of respondents.
Philip Lieberman, president and CEO of Lieberman Software, believes the BYOD wave is being driven by companies such as Apple pushing their products as corporate-ready or compatible before this is truly the case.
“We’ve been here before,” he says. “It’s the same classic back door sales process used to promote PCs in the 1980s, where the large IT shops controlled both the glass house and what was on the desktops. Back then users and managers would show how PCs were better, faster and more flexible than the ‘stone age’ solutions offered by IT – and ultimately IT was forced to adopt PCs as their corporate standard. The twist today is that the interlopers are devices that will always be owned by the consumer, not the company.”
Data theft concerns mark ‘Bring your own device’ movement as risky.
BYOD
Have your say at www.themanufacturer.com
IT inmanufacturing
89
The Bodmin facility of West Pharmaceutical Services has successfully
implemented Seiki Systems’ Seiki finite capacity planning production scheduling solution at its dedicated Bodmin facility. “The implementation of a new planning and costing system has been driven by customer demand for shorter lead times and more accurate delivery forecasts,” says Paul Dunn, plant manager of the Bodmin facility.
B ritish Rototherm, a leader in the manufacture of industrial instrumentation, has deployed Infor10 ERP Business (SyteLine) from Infor. “Our investment in ERP Business has been about
establishing a core foundation from which to manage [our] complexity and build the business, along with raising the bar for customer service across our industry,” says managing director Oliver Conger. “We expect significant productivity gains, as we will be able to configure customised solutions quicker than any comparable instrumentation company in the market.”
ERP implementation partner eBECS, won the 2012 Microsoft
Dynamics Reseller of the Year Award for the UK. The recognition came as a result of eBECS exceptional success in optimising the use of Microsoft Dynamics to deliver solutions that exceed customer expectations.The award was presented at the Microsoft Worldwide Partner Conference 2012 in Toronto.
Stephen Wilson, marketing director at eBECS, commented, “We are especially proud to have won the Microsoft Dynamics Reseller of the Year Award for the second time in three years. We believe it represents a clear declaration of our long-term commitment to developing world-class Microsoft Dynamics solutions, and also our desire to support the commercial success of our clients.”

IT in manufacturing
It’s not the oxymoron that might be imagined, argues The Manufacturer’s IT editor Malcolm Wheatley.
Manufacturing intelligence comes of age
F irst mooted a decade ago, the notion of manufacturing intelligence at first drew derisory
hoots. “A contradiction in terms,” was typical of the genre. But thankfully, times have moved on.
And with that evolution in understanding has come a more considered view of the benefits that manufacturing intelligence can bring. With, what’s more, the timescales and investment required to unlock them.
Defining the termHere’s one definition of manufacturing intelligence that was pulled from the web - it’s not perfect, but it lays out the basics. Manufacturing intelligence software, it says, is “a suite of software applications that integrates a company’s manufacturing data from multiple sources, to aid in reporting, analysis, visual summaries and passing data between enterprise level and plant floor systems.”
frustration that such companies are experiencing, though, is that while manufacturing intelligence is the answer, it’s not necessarily the question that customers are asking.
“Customers aren’t phoning up and saying: “I need a manufacturing intelligence solution’,” says Tom Comstock, executive vice-president of world marketing, product management and strategy at Apriso, a vendor whose FlexNet offering puts it firmly in the manufacturing intelligence space. “Instead, they’re saying: ‘I don’t know what an application to do this might be called, but this is the problem that I’m trying to address.’”
Mark Carleton, service director at Mestec, another vendor in the manufacturing intelligence space, agrees. “It’s not a term that customers know – but they undeniably get excited when we show them tools that we think of as manufacturing intelligence. In particular, they get excited at the ability to do what used to take hours of analysis, in zero time. The data is just there, when required, and can be charted, sliced and diced, and drilled down into to reveal particular problems.”
Indeed, adds Fraser Thomson, manufacturing execution systems consultant at Cimlogic, it’s the immediacy of the insights generated by manufacturing intelligence that add so much value.
“Take ‘giveaway analysis’ on filling lines,” he says. “Extracting the data from the checkweigh machines isn’t difficult, but it’s of purely historic interest unless it’s actionable in real time. You need to be able to assess the extent of ‘giveaway’ when it’s happening, not a week later, and be able to go to the filling machines and make adjustments as the problem is occurring. The financial gains are there to be had – but to access them, you need the right data, at the right time, and in the hands of the right people.”
Which in the context of manufacturing intelligence, says it all, really.
What is good about this definition is that it openly acknowledges several of the problems that manufacturing management face in attempting to be more intelligent about what goes on down on the factory floor.
Most obviously, data is everywhere – yet hard to access. It’s in HMI and SCADA controllers, for instance. And individual gauges, PLCs and sensors embedded in equipment. Plus there’s the knowledge in people’s heads, in terms of reasons why things went wrong, or what was happening at the time. And finally, there’s the information locked away in classic enterprise systems – ERP, for instance – which provides a commercial and transactional context to the data.
Put it all together, and you have the ability to distil genuine nuggets of profit-boosting insight and intelligence. How about this, for instance, for a system output? When making product X for customer Y on machine Z, overheating causes slow running leading to lower utilisation and product defects that result in lower yield. Try getting that from your conventional ERP or business intelligence system.
Who wants it? Who’s got it?Typically, the software vendors best placed to provide such answers are those with a deep bench of long-standing nitty-gritty shopfloor experience. The
Customers are saying: ‘I don’t know what an application to do this might be called, but this is the problem that I’m trying to address
Tom Comstock, Executive Vice-president of World Marketing, Product Management and Strategy, Apriso.
90
Supported by:
All companies featured will be entered into the MIA Award 2012
Manufacturing inactionPutting UK manufacturers under the spotlight
91
Discover a business turnaround story travelling from administration to confidence in just three years
Understand how TMAT leverage venture capital to restructure and refocus the business
Learn about the complex procurement chains in the agricultural-construction-earthmoving (ACE) vehicle market
Discover how TMAT has engineered cost out its high quality noise and vibration reduction products
Get the opinion of the TMAT MD on the impact of lean manufacturing in a SME v large corporate company
Factory of the month
Kimberly Clarke 92 Consumer products Celebrate with Kimberly Clark’s Barton-upon-Humber site as it marks 20 years in operation
Learn how Kimberly Clark’s first European site for the manufacture of nappies is now extending its export reach
Find out how the site achieved an 18% improvement in OEE in 18 months, a lost time accidents record which stretches back to 2007 and cut manufacturing costs by 25% in two years
Discover the company’s infectious learning culture
Learn about Kimberly Clark’s ambitious recycling operations which allowed it to achieve zero waste to landfill in 2001
TMAT 98A C O U S T I C C O M P O N E N T S

O n arriving at Kimberly-Clark’s site, it would be easy to mistake it for a clean HQ where nothing is made and people sit at ordered desks without
getting their hands dirty. There’s no noise, no smoke, no steam – yet the volume of Huggies nappies produced at the site is astonishing. Celebrating its 20th anniversary this year, the facility continues to dispel the myth that high volume production means waste.
The site is the polar opposite to the smokestack image associated with the heavy mining industry that existed in the local area. The McLaren Formula 1 team have a widespread reputation for production floors you could eat your dinner off but Kimberly-Clark shows that you don’t have to be making flash sports cars to be clean and green.
Kimberly-Clark’s £160m investment in the 174 acre site at Barton-upon-Humber in 1992 represented its biggest single outlay in a manufacturing facility. Plant manager Graham Tongue explains: “This was Kimberly-Clark’s first nappy-making site in Europe, with all operations based in North America before this. Although there was competition, the European market for disposable nappies was underpenetrated.”
Mr Tongue goes on to say: “Kimberly-Clark was not exporting into Europe at the time so the inauguration of Barton-upon-Humber was part of a full-brand product launch. We envisaged growth in new users of disposable nappies, had a strong global brand in Huggies and a
Waste
Tom Moore discusses how Kimberly-Clark’s Huggies site in Barton-upon-Humber has slashed waste levels with plant manager Graham Tongue.
92
busters
The Barton site makes over 1.5 billion nappies a year

Factory of the monthKimberly-Clark
great product, which has shown through our growth since then.”
Safety firstThe UK has often benefitted from being the first step across ‘the pond’. The cultural similarities and the historical closeness between the USA and Britain make a good starting point for US brands wanting to expand into Europe.
Kimberly-Clark’s investment didn’t stop at building the Barton-upon-Humber site. Today the site employs over 480 people, attracting over 6,000 applicants during a mass recruitment drive in 1992. Those recruited were sent to existing Huggies sites in America for three months to learn the company values. This oft-used sentence can sound fluffy due to its constant regurgitation, but the hefty costs associated with sending hundreds of people to the USA suggests otherwise.
Stumping up the cash to constantly add to the capability of the workforce has remained a core part of the site’s strategy ever since. Over the last two years, the focus on investing in people has earned the facility 7% more business and led to a 24% reduction in manufacturing costs. What’s more, the plant has not had a lost time injury since 2007 and has delivered over two million safe hours.
Tongue makes it immediately clear that these improvements haven’t come from throwing lavish sums of money around and hoping that new equipment makes the improvements. The remarkable improvements at the Huggies factory in Barton-upon-Humber did not coincide with a rise in capital expenditure but with skills upgrades, operational improvements and creative thinking to cut waste.
Soaking up the skills It is a cliché for a business to say ‘we invest in our people’. It sounds fanciful and PR teams love to shout about people-based initiatives, but investing in people is not an altruistic act – it is something that can deliver a return on investment, which has been proven by the amount of new business Barton-upon-Humber is winning.
There has been an infectious spread of skills at the site, which flow from person to person as each individual’s ability is judged by what they are capable of teaching
someone else in a Trivial Pursuit style system. For a multinational firm, this exchange of knowledge is unique and replicates learning carried out in small communities. It facilitates successful small scale one-to-one teaching and creates a culture in which it can multiply.
Employees accumulate symbols of recognition of their competency in the form of ‘pies’ which are rewarded under the following headings:
I know the words I can do it with help I can complete the task on my own I can teach others
Over the last five months, 1576 new ‘pies’ have been awarded to staff and there are plans to add another 3,500 to the total within the next year. Although Tongue would like ‘each person to teach up to two new things’, there is a certain amount of freedom for staff to choose what skills they want to do.
“We all hear that around 15% of workforce capability is not tapped into by employers,” he says. “It’s about uncapping potential by finding out what someone has an interest in. For example, I will put in 110% effort into a game of rugby, but I couldn’t care less about football, so you would not get the best out of me by putting me in a football team. You need to enable people
93
The only human interface with our product takes place during the acceptance and loading of materials. Despite all machines being guarded, they are operated remotely
Graham Tongue, Plant Manager, Kimberly-Clark, Barton-Upon-Humber

When Kimberly-Clark wanted to introduce lean practices into their supply chain operations, to drive down costs and increase efficiencies, they chose Unipart Logistics, acknowledged experts in the implementation of Lean.
progressed, driving improvements across the contract and developing the skills and expertise of the employees. Individual and team development are core aspects of Unipart Logistics’ philosophy, underpinned by frameworks such as the ‘Gate to Great’ journey, which leads the individual through five levels of skills development – ‘See, Learn, Do, Teach and Coach’.
Lean Expertise shared through Collaboration‘We value our partnership with Kimberly-Clark and believe it’s genuinely collaborative, reflected in our joint problem solving sessions, which occur on a regular basis, to ensure the elimination of problems at their root cause’ added Thomas.
Peter Surtees, Kimberly-Clark’s European Supply Chain Director is responsible for introducing Lean thinking across the whole of the value stream to enhance productivity. ‘Unipart are identified as Lean experts’ says Surtees, ‘Bringing them on board to educate us on lean accelerates our learning and offers the potential for rolling out ‘lean thinking’ across the rest of our RDC’s’.
brand of lean - The Unipart Way - which engages employees at every level in continuous improvement activity. Employees work in teams and use continuous improvement tools to constantly monitor and improve the efficiency of their daily activities.’
Visual management techniques are used to bring problems to life and enhance operational performance, whilst process mapping, creating work sequences and determining information flows ensure that all unnecessary waste is eliminated. ‘We have already reduced absence levels by 8% and driven the cost per lift down well below industry standard’ says Thomas.
Client engagement in the process has also been crucial. Kimberly-Clark were looking for a collaborative partnership with a company that would add real value to the relationship as time
Unipart Logistics has managed Kimberly-Clark’s 370,000 square foot finished goods
store, encompassing inbound and outbound handling services since 2009. Since then, it has increased its portfolio of site services to include tactical planning support, laboratory support and a 24 hour, 7 day per week, security provision covering the entire site.
Employee Engagement is the key to SuccessSince taking over the management of Kimberly-Clark’s distribution processes at its diaper manufacturing plant in Barton upon Humber, Unipart Logistics has achieved significant cost reductions, productivity improvements and high levels of employee engagement at the site. Stuart Thomas the site General Manager explains, ‘The key to this success is Unipart Logistics’ own
Published in association with:Unipart Logistics
Tel: 01865 778966 Web: www.unipartlogistics.com
94

Factory of the month
to take on the challenges that interest them and tap into that drive.”
Tongue talks about high staff morale and believes the proof lies in the staff support of the site’s lean transformation decision to close the midday canteen service. Although the £38,000 a year saving was relatively small, the closure suggests that a culture of cutting waste is now deeply embedded within the site and its staff.
Looking around, something appears to be missing. These highly-motivated staff members seem to be hidden out of sight. “There are 363 Kimberly-Clark employees on site at this moment in time,” Tongue assures me, “The only human interface with our product takes place during the acceptance and loading of materials. Despite the machines being guarded, they are all operated remotely.”
He adds: “It is technically advanced and it costs more but it is vital to maximise product quality and employee safety. We have been here for 20 years and over 90% of the workforce will never have had an injury as small as a paper cut. We class a paper cut as a minor incident, so the goal is for nobody to even have that.”
Goals vs targetsIn practice, targets are put in place to maximise production but have become entwined with both personal targets and business budgets, resulting in a cautious approach to avoid failure. Tongue sees this as counterproductive and says that it is important to remove the stigma of failure and set ambitious targets to create real improvements.
This ambitious goal-setting approach transfers to the site’s setting of internal targets and not just focusing on the ‘budget’.
“Manufacturers historically set targets linked to budgets that they can achieve,” states Tongue before posing the question: “But isn’t it better to set a goal of 7% and achieve 5% rather than a 2% target and get 3%?”
Man of measureTaking time out of Kimberly-Clark 16 years ago to join up with his step-father’s small manufacturing business, Tongue explains that £2,000 to £3,000 to them could have meant the difference between a good and a bad month. Here, he quickly learnt about the immediacy of business and the need to closely manage cash flow and the surrounding KPIs.
Returning to Kimberly-Clark, Tongue saw this entrepreneurial need mirrored in Kimberly-Clark’s approach to lean. The site started its lean transition in
2006 and Tongue admits that it suffered from a rocky start with no immediate payback. After all, the site wasn’t doing something new – it was aiming to think in a new way.
By building the team’s capability, the knowledge gained from his time at a smaller business has been applied at the Barton-upon-Humber site, with all key business processes being monitored closely and frequently. Whereas this was the difference between going bust or not during his time at the smaller business, the lean savings have cut floor space and sped up production to increase business by 7%. Behaviour is seen by some companies as invisible, but the team at Barton-upon-Humber quantifies certain activities such as measuring the attendance of team safety meetings to indicate and support safety improvements.
The bigger evidence of ‘cashing in on lean’ is demonstrated by the impressive 24% savings in manufacturing costs made over the past two years. Tongue notes that the company’s continuous improvement vision across the globe is to transfer best-known standards between different areas and facilities.
To this end, the site is able to track performance measures for any of the corporation’s global sites on a fully integrated ERP system. This allows it to locate improvements by finding the strongest performing factories for each KPI. Essentially, it’s a goldmine of real-time data, enabling the management team at the site to SWIPE (steal with
95
Kimberly-Clark
Factory The site occupies 174 acres, with 15.3 acres (690,000ft²) under cover
Warehouse Has a high-density warehouse with 19,500 storage locations on site providing direct delivery capability to its customers.
Core Products Manufactures nappies and the composite materials for the diaper manufacturing process
Volume The site makes over 1.5 billion nappies a year
Brands Huggies. Huggies has a 17.7% market share in the UK
Export destinations
Western Europe, Scandinavia, Middle East and Africa
Kimberly-Clark at a glance
OEE 15% OEE capability improvement over the last 18 months
OTIF An average of 95% in the UK (customer feedback)
Safety Zero lost time incidents since 2007. The facility focused on ‘going beyond zero accidents’ and has achieved two million operating man hours without any type of injury requiring medical treatment.
KPI
integrity and pride) processes and procedures that have enabled success elsewhere and implement them back in Barton-upon-Humber.
Tongue is confident that this slashing of manufacturing costs over the last two years has allowed the site to become more competitive. This extends the reach of the product by mitigating the challenges of high fuel prices and lower disposable incomes in European markets. The facility, which supplies over 95% of the Huggies sold within the UK, also sells 60% of its products into Western Europe with demand growing in Eastern Europe.
So, what is the stand-out KPI for the Barton-Upon-Humber site within Kimberly-Clark? “This site has a history of excellent safety performance having delivered over two million safe man hours, so we have had people come round and benchmark those processes. Today we are leading the way in our business sector, North Atlantic Consumer Products, with our manufacturing yield figures.”
Waste is not just about yieldKimberly-Clark is committed to building sustainability into every part of its business. This commitment began at the Barton-upon-Humber site with an investment into a manufacturing waste reclaim facility in 1992.
Many manufacturers now take on sustainability projects, a reaction to the rising cost of raw materials and energy prices. In the past, no one could envision green technology actually saving money – with the focus on the volume leaving factories as finished goods rather than out the back and into the bins. Testing the common claim from businesses that concern for the environment is a value where there is a clear business case for an operational change, Tongue replies: “The value of recycled materials was nowhere near what it is today so the increase in value has driven many manufacturers to reduce their impact on the environment. But Kimberly-Clark has made sustainability improvements even when it has cost money.”
96
The only human interface with our product takes place during the acceptance and loading of materials. Despite all machines being guarded, they are operated remotely
Graham Tongue, Plant Manager, Kimberly-Clark, Barton-Upon-Humber

Factory of the monthOne man’s junk is another man’s treasureKimberly-Clark set up segregated waste streams and invested in the separation of components to make them reusable. Today the site reuses over 64% of the waste created through production and puts this back into its processes.
“We make a product and therefore waste exists,” comments Tongue. “All of that waste goes through a reclaim facility so we reclaim 100% of our manufacturing waste, with zero waste to landfill (ZWTL) since 2001.”
So what does it do with the waste that can’t be reused in order to achieve ZWTL? “The items and materials that we can’t reuse are sold to local businesses,” says Tongue. “We have a talented team who have gone out and worked with different sized businesses on the usages of our waste material. Rather than looking as a manufacturer and saying I need to get rid of that, we have a wide and varied use of our waste streams.”
The reclaim facility is a core asset for the Barton-upon-Humber site, with waste being brought in from different sites to support Kimberly-Clark’s corporate sustainability goals. Despite the transportation that comes with this, Tongue maintains its cost-effectiveness.
Thinning the productDevelopments in product design and materials technology over the last 20 years have enabled Kimberly-Clark to reduce the weight of its nappies significantly, whilst improving the performance and consumer experience. Through technological developments, they have reduced the amount of energy and raw materials used in production and the reduced size of the nappy, alongside compression of bag sizes, has led to fewer truck movements. This makes sense on commercial and environmental grounds, particularly with an ambition to achieve a 5% absolute reduction in greenhouse gases by 2015.
“The reduction in overall product bulk has led to nappies that have a better fit and are more comfortable for babies to wear” comments Tongue. “Over this time Huggies has been at the forefront of significant innovations in the nappy market, introducing ground-breaking features that are now firmly established
as prerequisites for any nappy, such as a cloth-like outer cover for softness and comfort (1995), mechanical fasteners, Velcro, for greater security (1996) and highly-breathable materials to help with skin dryness (1999).”
The conveyor of skillsThe number of people on site with a formal qualification, either NVQ level three, apprenticeship training up to HNC, or degree level stands at 50%. Unlike many places, there has been no staff turnover at Barton-upon-Humber.
The company has trained 10 apprentices there over recent years. Tongue explains that the benefit of an apprentice is that they transfer skills and knowledge that has built up in the rest of the workforce during their training. “We could go out and employ a non-apprentice tomorrow but it would take a lot of time to build the background knowledge and understanding accumulated over a 20 year period by around 363 people,” says Tongue. “An apprentice will learn all of this as they come through the facility on their training programme.”
With many people being recruited during the initial recruitment drive in 1992, Tongue compares the mass of applicants Kimberly-Clark received then to the mind-boggling numbers we see applying for big manufacturing jobs today. Linking the economic troubles in the early 1990s with the downturn that sees no improvement today, he notes how manufacturing gains greater importance during periods of economic uncertainty, as manufacturing provides stable skills-based employment.
Life comes in circles As the site celebrates its 20th anniversary, Tongue is not content to rest on his laurels. “The key is to keep innovating and keep investing in your people to get the best out of them. Our commitment to lean means constantly checking that you’re doing things the best way you can – for the business, for your people and for the planet.”
With that settled, all that’s left to do now is follow the trail of the site’s 480 employees past the pristine lawns and ducks on the lake, and ponder how the smokestack image of manufacturing still exists.
97
Kimberly-Clark
The machine packaging hall without a man or woman in sight. Staff operate
the machines remotely, which has aided safety improvements on the site

T o the business analysts and financiers of this world, SMEs make for interesting surveys but are companies that they rarely come into contact with. There seems to be a constant deluge of news reporting on how SMEs are struggling to get access to
finance, source raw materials at a sensible price and find skills. But who are these SMEs? The small and medium-sized businesses included in these surveys rarely get to tell their individual story, but become a mere percentage that agrees or disagrees with a question.
The term SME has come to hide the actualities of operating as a small business. Jason Lippitt, managing director at acoustic component manufacturer TMAT, gives a frank assessment of how the company has emerged from administration to continue supplying OEMs in the field of agricultural, construction and earth-moving vehicles.
The Chesterfield-based firm makes noise and vibration reduction components for tractors and diggers and is hunting further contracts with the five big OEMs in its field (Fiat, Caterpillar, JCB, John Deere and Komatsu) just three years after entering administration.
TMAT restructured the business, focusing on supplying the agricultural, construction and earth-moving (ACE) vehicle market. It closed two factories in 2008 - one in Telford and one in Loughborough - which primarily supplied the automotive sector.
The problem wasn’t with what TMAT was supplying, but the fact that there were hardly any vehicles to equip as plants put temporary shutdowns in place or slashed production. “There was no revenue stream available,” says Lippitt, “the conveyor belt stopped and the tumbleweed rolled through the automotive industry.”
Factory to fit Lippitt saw the qualities of the business and decided to team up with a group of venture capitalists to recapitalise the business, dropping the automotive side in favour of the more stable and lucrative margins available in the ACE market.
The Chesterfield site was purposely built 22 years ago and the internal layout was originally designed to support in-house PU mixing and manufacture of a range of acoustic products primarily for use in the off-highway vehicle markets.
Lippitt explains: “We realised that TMAT could generate significant wealth as long as it was clear about what it wanted to do.” The company stopped
Tom Moore drops in on SME acoustic component manufacturer TMAT, to discuss with managing director Jason Lippitt how the firm has leapt out of the recession and tripled revenue since 2009.
98
Soundproof strategy
The company prides itself on its noise, vibration, and harshness (NVH) technology and production flexibility

Acoustic componentsTMAT
making products for the automotive industry, slimmed down and focused on supplying higher-margin products.
The factory is capable of producing 5,000-30,000 units each year, a level that differentiates TMAT from its UK competition as it can be more flexible and take on small contracts. “We can compete with bigger companies as their racetrack is geared up for 200,000 units a year so breaking into their production lines to do a short run or making a one-off special of a few hundred components is a world of pain for them.”
With this new strategy, TMAT has a competitive factory providing mats, padding, engine covers and other parts for vehicles that cost an average of £100,000.
The manufacture of these goods requires more science and engineering than some people may appreciate, with chemical process, reaction injection moulding and lamination of multiple layered composites all taking place on site.
The world of OEM procurementLippitt has adopted the principle that TMAT’s customer is the farmer or construction worker, and the OEM is just an organisation that it has to work with to make sure that these end users are comfortable and protected from harsh sounds and vibration.
This is an outlook that focuses on quality not price and, as there is a clear focus on the end user. As with many UK manufacturers, TMAT’s strength lies in its engineering ability: offering a solution rather than a part. This incurs obstacles when dealing with the unit price driven world of OEM procurement but TMAT is succeeding where others fail.
Lippitt says that “you’ve got to catch an awful lot of aeroplanes and have an awful lot of meetings” before securing a contract with an OEM. “We’re often faced with commodity buyers,” he explains. “We say we are going to make your cab look beautiful and he says that his job is just to buy the cheapest floor mat.”
The sales pitch states that TMAT sells an acoustic solution, a suite of parts that can be put on the roof, trim and floor or under the bonnet, which combine to improve the safety of people using heavy industrial vehicles.
However, the difficulty lies in dealing with complex chains of procurement while trying to compete as a solution rather than on list part prices. Lippitt says that although TMAT may come in at a higher price for an individual part, it can engineer a solution whereby the whole is cheaper than the sum of parts. “While they may be paying fifty pence for our part, we’ve probably engineered three other components out which were costing a pound,” he says.
The benefit to this is that export orders can mostly be secured in Europe, whether the final destination is China, Brazil, Poland, Italy or France. Around 55% of TMAT’s products are exported, with 45% staying within the domestic market.
Serving up an aceLippitt notes that “it is the manufacturing countries that are doing well,” and although continental Europe remains the most likely destination for TMAT’s exports, the £520bn binge on infrastructure projects (both private and public) in Brazil has fuelled growth in the ACE market, with a large proportion of this going towards the 2014 World Cup and 2016 Olympic Games in Rio de Janeiro.
While Lippitt points out that nothing is recession proof, with a touch of realism now inherent in the
99
No matter how much you believe in lean manufacturing you don’t really appreciate the impact of it when you work in corporate land
Jason Lippitt, Managing Director, TMAT
Ownership Privately-owned
Core Products Floormats, headliners, interior soft trim, heat shields, seals and under bonnet products
Revenue 2009 £3.5m2010 £7.7m2011 £9.3m2012 £10.2m (forecast)
Output Can produce up to 30,000kg of elastomer, 1.5 million litres of PU foam and 2,000kg of moulded, pressed and cut composite materials every day
Workforce size Today 117 (further recruitment ongoing for four new roles)Dec 2011 118Dec 2010 98Dec 2009 77
Market 55% export versus 45% domestic
On time delivery in full (OTIF) 98.5%
TMAT at a glance


business landscape, he notes how the ACE market is growing and a good place to be. “The demand for tractors in particular isn’t going to go away as global population continues to rise and there is growing need for food. There is a demand for agricultural vehicles to be more efficient and get an extra couple of Weetabix out of that field, so they need a tractor that isn’t going to leave grains behind.”
With the agricultural space available for growing food facing pressure from the expansion of bio-crops and other uses, it is not simply a case of replacing previous industrial vehicles but innovating to build new ones. As with any form of innovation, this increases margins right along the supply chain.
Countries around the world are improving their standards of health and safety, opening up the markets to Western manufacturers more used to these demands. Fuel efficiency and pest analysis has also led to innovative changes being made to diggers and tractors, leaving TMAT with a new product to provide an acoustic solution for.
“It forces the OEM to make a design change that you may not think would affect us but if they change the engine, we do the under bonnet insulation and the CAB position may change slightly. There may be less acoustic requirements in the cabin because they have made the engine quieter, something that has been a big development over recent years,” says Lippitt.
Chemical romanceThe company has a system in place whereby it can isolate and localise where mixes of chemicals end up across the plant while keeping things efficient with its piping delivery system. This ensures that high-cost mixtures designed for specialised products are
not distributed across the site, something that would push prices up for customers that don’t require the same specifications.
In theory, every customer can have a different formulation. If a customer requires their mats to be UV resistant for 2,000 hours in the sunshine, TMAT can add the relevant ingredient or alter its usual formulation. The reactors are jacketed and insulated to retain heat, keeping the formulation at the right level without incurring additional energy costs and vacuums remove air bubbles from the mix before being used in moulds or 200 tonne presses capable of being heated up to 200°C deg.
Although it doesn’t quite have a glamorous name to suit, TMAT’s unique application of Rigid Polyurethane (RPU) has engineered costs out of reducing the noise and vibration created when operating a tractor or digger. Sitting at the bulk head at the front of the tractor, TMAT has designed a product that was once only structural – sticking the engine to the cab – but has now found added uses.
A large amount of vibration and noise emitted from massive horsepower engines is now captured at the source, allowing for a cheaper solution inside the cab. The material is fireproof, can be drilled and is of high density. Lippitt describes it as indestructible, with the alternative to this rubber part being one made of metal, which is heavier so consumes more fuel. It would also be noisier and carry a lot of the vibration to the operator sitting in the cab, which would then require thicker mats and a more sophisticated acoustic solution from TMAT or one of its competitors.
Escalating revenueTMAT is proof that distressed companies are not always failing companies, and with a new strategy in place to take advantage of a skilled and experienced workforce, specialised manufacturing facility and sound technology, revenue has increased every year since the low point in 2009. The increasingly successful SME has forecast £10.2m revenue in 2012, up from the £9.3m achieved in 2011 despite growth flatlining among a number of manufacturers.
A growing order book has led to the need to recruit new staff, with four positions currently available. The size of the workforce at Chesterfield has risen from 77 in December 2009 to 117 today, representing a 52% increase. All employees were involved in the B.I.T (Business Improvement Techniques) course over an 18 month to two year period, which was delivered in house. Performing Manufacturing Operations (PMO) qualifications were obtained by the company’s
101
Acoustic componentsTMAT
The conveyor belt stopped and the
tumbleweed rolled through the automotive
industry
Jason Lippitt, Managing Director, TMAT
TMAT currently has 20 apprenticeship scheme positions filled by recession-hit 16-24 year-olds.

ambient department in 2009, which has improved quality and reduced waste. This has contributed to the company’s on time delivery in full (OTIF) rising to 98.5% from a figure less than 50% just three years ago. Team leader training and storage & warehouse apprenticeships are currently underway for around 20 employees, along with two new business administration and electrical apprentices.
Skills droughtThe company has pumped its recourses into upskilling the existing workforce and training new staff at a time when many SMEs have been reluctant, or unable, to do so. Despite low staff turnover, with 80% of the workforce having a long service history, Lippitt says that TMAT is constantly recruiting. But, like many manufacturers, the supply of skills can’t come quick enough.
“We’ve put blood, sweat and tears into finding people, but the values in our schools are wrong. When I was at school,” he says before stopping to reflect on how he sounds like his father, “Maths, physics and chemistry were the subjects that everybody picked - nobody does it anymore. We are constantly sifting through CVs but there are not enough skilled people that I could possibly take on.”
Lippitt suggests that the term engineer should become more elite so that it reflects the skill level required to carry out the roles that manufacturers are so desperately seeking. “Engineers are revered in in Germany and Italy,” he says. “In those countries it is prestigious to call yourself an engineer but people in the UK think of a man in a brown coat with a spanner. I can’t call myself a chemist unless I’m a chemist, a doctor can’t call himself a doctor unless he’s a doctor, why should it be any different for an engineer?”
The problem stems from the renaming of roles to make them sound better, something that doesn’t fit well with Lippitt’s no-nonsense approach. He feels that young people are not being educated to know how many jobs exist in industry, what they do and the pay for doing it. “I want to go into schools and tell students to do something with science
because I pay people £40,000 a year if they know how to put a machine back together,” he states.
“I can’t discriminate on age but there is a bit of positive discrimination going on between the 18 to 24 year-old age bracket and I’m a big advocate of the apprentice scheme,” says Lippitt. “We pay over the minimum apprentice wage as it doesn’t make too much difference to us whether they are on £4.00 p/h or £7.00 p/h, it is more important that we get young people with tons of energy and new ideas into the business.”
Lippitt picks up on cultural differences, “Why hasn’t this country got any chemists?” he asks with exasperation. With the company drastically expanding the size of its workforce to cope with a growing order book, he explains how the process left him frustrated with how the company didn’t receive more interest from young people born and educated in the UK, while other countries accelerate the number of skilled chemists they produce.
Watching the walletLippitt, who describes himself as a ‘proper bluechip corporate boy’ after a lengthy spell at international water chemistry company Kemira, comments that he is enjoying being able to see the results of lean manufacturing that is taught at business school at the corporate firms. “I’m an operations guy but we go through business school and are taught that lean manufacturing is brilliant. They hate waste and this is the way you must work,” he says, setting the scene like an expert storyteller.
He continues: “No matter how much you believe in lean manufacturing, you don’t really appreciate the impact when you work in corporate land. At a company of this size you have to learn to run on one day’s inventory and stop people wasting time, materials and everything else. You can actually see it manifest itself in terms of pound notes there and then on the spot, which is incredible to witness. You don’t get to see that in big organisations because it gets lost. That’s when you understand what lean manufacturing means ¬– it means shortening the gap between money coming in and money going out.”
Using 8 wastes and 5S improvement tools, TMAT carried out a range
102
At a company of this size you have to learn to run on one day’s inventory and stop people wasting time, materials and everything else
Jason Lippitt, Managing Director, TMAT
TMAT has been on a recruitment drive as business grows. TMAT’s new product development manager, Dr Ken Kendall, is leading the development of new products

of process optimisations resulting in reduced inventory managed through Just in Time (JIT). Raw material deliveries spent 27.6 days as stock in 2010, before dropping to 16.9 in 2011, a trend that has continued into 2012 with the average length decreasing to 15.9 days. As well as reducing the amount of space needed for storage, there are added cash flow benefits to operating in this way.
Keeping the company lean so that cash isn’t sitting in warehouses is not only the case at the input stage but also for finished goods. Reduced volume product manufacture has enabled lead times to drop to just one day. It is expected that the resulting labour efficiency gains will improve sales per direct man from £115,000 in 2011 to £125,000 by the end of 2012.
Banking on successTMAT invested £500,000 to improve facilities, building a new laboratory and acquiring equipment to help it improve its processes and cut costs. Using the in-house development laboratory, under the lead of Dr Ken Kendall, TMAT has engineered its PU Elastomer formulation to improve its physical properties. It has made formulations more abrasion resistant and chemical resistant (hard-wearing appropriate for its ever changing working environment), increased its tensile tear strength at the same time achieving an improved physical appearance with more colour and aesthetic possibilities.
TMAT has stabilised the formulation, resulting in a 100% mix pass rate and cutting the amount of waste created by the process and therefore the cost of raw materials too.
Operations manager, Dave Delaney, states, “Process waste reduction activities and implementation of recycling waste streams has reduced landfill tonnage by 33% over the last three years, with a 50% reduction targeted for the end of 2012. The company is looking at further lean improvements as it monitors process waste and product weight, as well as setting landfill waste reductions and the associated cost that comes with having to dispose of materials in this way.
With so many SMEs struggling to obtain finance to support such improvements, the story behind the company’s rapid growth after entering administration starts with Lippitt. While not working for the company, he was aware of TMAT’s problems at the start of the recession and was confident that the company could easily be turned around. He stepped in with his wallet wide open, receiving backing from venture capitalists Andrew Ramsbottom and David Gee from Advent Partners LLP, and with the clear message ‘I’ll manage your investment and give you a return’.
The effervescent managing director explains that the banks were effectively closed for business, so he accepted
the fact that venture capitalists charge more but operate more openly and with less red tape.
TMAT has rebanked twice in the last few years in its search of a business-friendly bank that would support the company’s export strategy. Laura Bawden, financial controller, explains that its first bank, Santander, was “a world of pain as it didn’t understand the business and it didn’t want to understand the business.”
Up next was Lloyds, which Bawden found to have good intentions, but committed more promises than money. “It became apparent that they weren’t lending,” remarks Bawden. “We would sit in the room with the bank manager and say, ‘the trouble is that you’re a bank and the only thing you are good for is money and you haven’t got any’.”
Turning to HSBC because of its strong reputation for global banking and its willingness to lend after escaping the need for a bailout when others around them were holding out their hands, Bawden and Lippitt finally found a good banking partner. HSBC has taken time to understand the business and look at the finances and business reports, which led to it making £1.6m available to the business.
ITV business club member, Lippitt, who you may see on the news a few times a year, adds that it’s odd how banks, which make money from lending money, were not able to do so.
A sound futureLooking at ways the company can use its burgeoning financial muscle to find further profits from its pressed and moulded mats, headliners and trims, Lippitt ambitiously states that the company should be pulling in £20m revenue. He notes that, with a few more big orders from a growing manufacturing sector, it has the skills and the capacity to up production.
There are a few big automotive OEMs interested in resurrecting TMAT’s past business with the sector but its focus remains the ACE market. While the automotive division used similar technology and processes to make smaller, high volume components, automotive became a dirty word.
Despite resurgence in the sector, there is a reluctance to change a winning formula. There is a dangling carrot but a very heavy stick to get hit with if, as has happened in the past, car sales begin to nosedive. Lippitt maintains that it is still difficult to attract money if you write the word automotive in your business plan due to instability around the sector.
On top of this, Lippitt sees the bureaucracy around supplying the automotive sector as pointless hoop jumping when there remains a wealth of opportunities in the ACE market that has served the company so well. “We like to put our efforts into engineering and not bureaucracy,” he says before looking to new horizons with mountains of growth in the BRIC countries.
103
[Santander] was a world of pain as it didn’t understand the business and it
didn’t want to understand it
Laura Bawden, Financial Controller, TMAT
Acoustic componentsTMAT

T his is a story that had to be told. And Peter Marsh, manufacturing editor of the Financial Times and a 30-year veteran of industrial reporting, was well equipped to tell it.
The New Industrial Revolution - Consumers, Globalization and Mass Production, published in July, tells a comprehensive story of the changes in manufacturing, from the crude smelting techniques in the pre-Iron Age era to the complex value chains behind Apple’s iPhone, the rise of 3D printing and nanotechnology.
Here you will learn how things are made but crucially why they became a dominant product, and why they are made where they are. The power of people is a common denominator, from the industrialists such as Ford and Mittal to the unassuming engineers like Sir David McMurtry and the visionaries like gunmaker John Browning and the polymath Hermann Hauser.
The book sets out to explain the importance of consumer demand and choice on how manufacturing has modified, and how technology has enabled this change to occur, not just in Western countries, but globally. Globalisation is
Sometimes the prose needs abbreviating, for example Marsh’s explanation of the four phases of manufacturing (low volume customised to high volume customised) is laboured. But mostly, the content is sharp, punctuated liberally by hard facts and neat anecdotes.
The book is packed with stories about what we take for granted. Did you know that the printed circuit board industry would be impossible without bearingless air spindles, most of which are made in Poole, Dorset? Or that liquid crystal displays, now numbering some 200 million units p/a, were born out of research by the University of Hull and the Royal Signals?
Marsh exhibits an intense passion for manufacturing in a dispassionate, organised way. His knowledge of the subject – from steel-making to carbon fullerenes to jidoka – is awesome. The book is a rich horde of knowledge that serves as both a good story and a blueprint text for a manufacturing MBA.
This is a very important book which should be read by advocates of industry and manufacturing professionals. And it has a key message; a globalised world with better technology and communications means greater access to design and manufacture for all, but beware complacency. @WRStirling
evident throughout, for example in the growth of ‘mother’ factories and R&D centres in developing countries which hitherto were deemed suitable only for subordinate facilities.
An ambitious body of work, meticulously researched, the book is a treasure trove of information on modern industry and business. Along the way, we learn about companies that make pencils, glass, air spindles, cars, kettle controls, vacuum cleaners and ceramic tiles. The author picks companies that illustrate key points about hybrid manufacturing or the evolution of value chains. How Faber-Castell organises its global supply chain of graphite, wood and clay for its pencils is as intriguing a case study as that for a 400MW gas turbine.
We are experiencing a fifth industrial revolution, according to Marsh. The first was the Industrial Revolution, the second a transport revolution and the third a revolution of science, between 1860 and 1930. The fourth, the so-called ‘computer’ revolution from 1950 to 2000, proved the veracity of Moore’s law and the inverse relationship between rising computing power and its cost. The new industrial revolution, starting around 2005, will be the fifth.
Consumer choice and production volume dictate manufacturing methods, which seek a balance between two approaches, customisation and standardisation. Marsh explains how the world has passed from low-volume customisation to high-volume customisation. The fifth stage that we have entered is ‘mass personalisation’ – the ability to produce near unique products to precise personal criteria in mass – and this will characterise the new industrial revolution.
Are you part of The new industrial revolution?
Have your say at: www.themanufacturer.com104104
lastwordThe
Will Stirling reviews Peter Marsh’s new book about the shifting forces that are shaping manufacturing, from how companies are organising themselves as manufacturing democritises to the emergence of a new era of ‘mass personalisation’.

Help us transform the image of British manufacturing by entering photos of your products and processes in to the EEF ‘Made in Britain’ Photography Awards.
Your image can be a recent stock photograph of your products or production line or why not invite your workforce to start snapping - it’s a great way to involve them in championing manufacturing.
This is your chance to:• getsomegreatpublicityforyourcompanybyshowcasingyourproducts/processes• changethemisconceptionthat‘Britaindoesn’tmakeanythinganymore’bycapturingBritish manufacturing as modern, diverse and thriving• winashareof£5,000ofthelatestCanonequipment!
Entry is free and open to everyone in three categories: amateur professional and young person (14-19 year olds).
Get snapping: the closing date is 28 September 2012.
Gain exposure for your company
HEADLINE SPONSORS:
For information and to upload your images visit www.eef.org.uk/photo or contact Stuart Biddle on 020 7654 1501.
SUPPORTING PARTNERS:
Delighted. Proud. Ready to use our Manufacturing expertise tohelp you achieve more.
Having won this award for the second time in three years, we’re naturally delighted and proud.
We’re also very grateful to our clients, partners andstaff for making it possible. Indeed, what gives usgreatest satisfaction is that the award criteriarecognised the powerful combination of eBECS’business acumen, technological expertise and the very positive feedback from our clients.
As specialists in Manufacturing, our aim is always todelight clients by implementing proven MicrosoftDynamics® AX and Microsoft Dynamics® CRMsolutions that drive efficiency, profit and growth. Thisaward inspires us to achieve even more on behalf ofexisting and new eBECS’ clients. Thank you.
If you’d like to achieve more with Microsoft Dynamics AXand Microsoft Dynamics CRM, let’s talk. Call StephenWilson on 08455 441 441 or email [email protected]
Offices in: United Kingdom | North America | Kingdom of Saudi Arabia | Jordan | China
eBECS Limited, Enterprise House, Bridge Business Centre, Beresford Way, Chesterfield, Derbyshire S41 9FG
Tel: 08455 441 441 Fax: 08455 441 728 Email: [email protected] www.ebecs.com
The Manufacturer Ad V4 PQ 16/8/12 14:01 Page 1