The Manufacturer - March 2009
96
www.themanufacturer.com March 2009 Vol 12 Issue 2 Design and innovation CAD and PLM software overview Logistics and supply chain Recession exposes global supply chain risks World class manufacturing British Gypsum’s seven year metamorphosis Appointments Top jobs in manufacturing Interview Richard Lambert Director-general of the CBI grounds Training Unravelling the options for training and apprenticeships www.themanufacturer.com March 2009 Vol 12 Issue 2
-
Upload
the-manufacturer -
Category
Documents
-
view
226 -
download
3
description
The Manufacturer magazine
Transcript of The Manufacturer - March 2009

www.themanufacturer.com March 2009 Vol 12 Issue 2
Design and innovationCAD and PLM software overview
Logistics and supply chainRecession exposes global supply
chain risks
World class manufacturingBritish Gypsum’s seven year
metamorphosis
AppointmentsTop jobs in manufacturing
InterviewRichard Lambert
Director-general of the CBI
groundsTraining
Unravelling the options for training and apprenticeships
ww
w.them
anufacturer.com M
arch 2009 Vol 12 Issue 2

In these challenging times, youneed to lower costs and protectprofits. You can achieve both of
these objectives by usingcorrugated packaging -
intelligently.
Customers are already usingour PackRight suite of business
tools, saving moneyand supporting their salesand marketing effort.
Here’s how
Think RightAct RightPackRight
Why wait? Pay a visit to our Impact & Innovation Centre where you can see for yourself what’s possible.Contact us. Right now. 0845 260 70 80
[email protected] www.dssmith-packaging.com/PackRight
helps increase sales and lowersupply chain costs, by design.
safeguards brand appearanceand enhances consumer appeal.
makes both packaging anddistribution more sustainable.
matches supply to demandand reduces transaction costs.
Manufacturer:Layout 1 14/2/09 18:13 Page 1
Source of Supply

1
Editor’scomment
Hard times
EditorialEditor – Will [email protected]
Associate EditorsBecky [email protected] [email protected]
DesignArt Editor – Martin [email protected] Designer – Alex [email protected]
Sales DirectorHenry [email protected]
Chief Executive OfficerNick [email protected]
Britannia House45-53 Prince of Wales RoadNorwich, NR1 1BLT +44 (0)1603 671300F + 44 (0)1603 618758www.sayonemedia.com
ISSN 1477-3201 ‘The Manufacturer’ is registered with the Audit Bureau of Circulations
ABC application approved 16/05/08.Copyright © Say One Media 2008.
SalesProject Director – Matt [email protected] Manager – Jane [email protected]
RecruitmentMatt [email protected]
SubscriptionsClaire Woollard [email protected]
In order to receive your monthly copy of TheManufacturer kindly email [email protected], telephone 01603 671300 or write to the address below. Neither The Manufacturer or SayOne Media can accept responsibilty for omissions or errors.
Terms and ConditionsPlease note that points of view expressed in articles by contributing writers and in advertisements included in this journal do not necessarily represent those of the publishers. Whilst every effort is made to ensure the accuracy of the information contained in the journal, no legal responsibility will be accepted by the publishers for loss arising from use of information published. All rights reserved. No part of this publication may be reproduced or stored in a retrieval system or transmitted in any form or by any means without prior written consent of the publishers.
The results of the latest quarterly business trends survey by eeF, the manufacturer’s organisation, were dreadful. Output and orders hit record lows, 140,000 forecast job losses in manufacturing in 2009 and forward-looking (three months) output and order balances hit record lows of -41% and -42%.
Like me, you may be weary from reading about the recession, quantitative easing and the relentlessly dour appraisals of the prognosis for manufacturers. Where are the good stories, the chinks of light? They are there. For example, plasterboard maker British Gypsum (page 34) has done a superb job in recent years transforming itself into a lean market-leader, and is well placed to cope with the construction industry’s retrenchment. Its story is a testament to how British business competitiveness can be fine-tuned.
At a macro level, the conclusions of surveys like eeF’s, which polls over 600 businesses distributed evenly by turnover, business sector and region, are indisputable. But consider two points: firstly, eli Goldratt, physicist turned manufacturing sage, outlines a characteristically controversial while welcome view of manufacturing supply chains, using the case study of a Japanese electronic components manufacturer expecting a bumper year for 2009 (p60). Are drastic order cancellations a result of prudent inventory thinning, or irrational and avoidable panic?
Secondly, figures reported in the mainstream press this week highlight that an economy with a relatively small, lean manufacturing base such as the UK’s is better protected from a global recession than a manufacturing titan like Taiwan, which has recorded a 43% fall in monthly factory output, measured year-on-year. True, but such statistics are cold comfort to those UK businesses that are making redundancies and going bust.
Our cover story unravels the training and skills market (p40). The good news is that it does make sense, and the training bodies are working hard to ensure options for apprenticeships and training provide skills that are matched to companies’ needs.
When money is tight, innovations to reduce production costs are welcome. Our eight page special feature on CAD software (p26) reviews solutions that help manufacturers design better products more cost effectively, and manage that design data through the company.
I urge you to contribute to our regular online blogs – we’ve had some great comments on topics like BMW MINI’s redundancies. These forums are a good barometer of the mood in our industry and, I hope, an opportunity to share best practice knowledge.
Will Stirling – editor

2
News and featuresNewsManufacturing news
AppointmentsOn the move Find out who’s heading where in manufacturing
Just JonesLean survivalNothing will be the same again – so now we must uncover the opportunities, says Dan Jones
EconomicsA taxing problemOur tax system should support manufacturers and encourage investment, says Steve Radley
InterviewScribe with an eye for industry – Richard LambertWill Stirling talks to director-general of the CBI Richard Lambert
Lead storyOperating in the UK as a strategic choiceMaking the decision between offshoring activities or maintaining operations in the UK is a crucial decision for manufacturers
Leadership and strategyBuying powerApplying effective purchasing strategies in a recession is crucial, argues Mark Young
Design and innovationVirtual realityWill Stirling examines how CAD software can help manufacturers design better products more cost effectively
World class manufacturingChalking up the successWill Stirling finds out how a comprehensive programme of continuous improvement has propelled British Gypsum to world class status
People, skills and productivityArrested development?Mark Young looks at the myriad of public skills bodies in the UK and what they have to offer for manufacturers
04
09
11
13
14
18
22
26
34
40

Contents
3
46
50
53
56
60
62
63
90
Factory of the month Castle Cement Castle Cement is investing in the future, through equipment, processes and people. Ruari McCallion gets the lowdown
Marine glazing – Trend Marine Human care solutions – Elekta Engineering solutions – Simplefit Tools and equipment – Snap-On
66
81838688
Manufacturing inaction
Logistics and supply chainCuddle up tight
Ruari McCallion takes a look at how manufacturers can protect their businesses through the supply chain
Special featureA support base for manufacturers is out there
The Manufacturing Advisory Service outlines its offering for manufacturers
Operations & maintenanceLet the engineers engineer!
Outsourcing your maintenance, repair and operations (MRO) requirements could provide a solution to your stores and maintenance dilemmas
Sustainable manufacturingLiquidity management
Why practising water efficiency can deliver multiple benefits to manufacturers
Special featureThe power of cause and effect
How manufacturers can work around the myths of this recession
Special featureWhy best in class beats the single vendor solution: Part 2
Martin Bailey continues his examination of CAM systems
A diary of product developmentThe Evora journey
AppointmentsLatest jobs in manufacturing

Crunch tightens the noose on manufacturing
NewsinbriefGKN has added more than 550 redundancies to the 1400 it announced last month, as it focuses production on its erdington plant. The company will spend £7m on the erdington facilities in Birmingham to make it a “single centre of excellence”. Additional jobs will be created there, the firm said, and the move “secures the long term sustainability of its driveline component manufacturing capability in the UK at a difficult time.” The result is the closure of drivelines plants in Walsall and hamstead which will result in the loss of 323 jobs. A further 150 leave its auto-structures plant in Telford while 91 go from the aerospace side of the business through the closure of lines in Burnley and Luton. These changes will be phased in by mid-2010.
BMW has announced a cull of 850 members of staff from its MINI plant in Oxford, as it winds up weekend working. Most of the cuts will be suffered by agency staff, the German firm has said, with the changes going into effect from early March. Managers at the plant were reportedly showered with fruit, vegetables and other missiles by disgruntled workers who apparently received only one hour’s notice. The company was accused of being opportunistic in making the cuts as it has fared relatively well throughout the downturn thus far.
Vacuum cleaner mogul James Dyson has made a £5m donation to the Royal College of Art to promote the image of manufacturing in the UK. Given through educational charity the James Dyson Foundation, the money will be used to put designs for incubator units by graduates into production. The units are to be equipped at a new building at the college’s Battersea campus.
Work has begun on a state-of-the-art environmental technology training centre in Rugby, Warwickshire. The Power Academy will train technicians in low-carbon and green power sources and applications. The project is going to cost £35m to initiate, £6.3m of which has been provided by regional development agency Advantage West Midlands (AWM).
The latest survey from the EEF has dispelled any hopes of a quick revival for UK manufacturing and reveals 140,000 people in the industry are now likely to lose their jobs in 2009.
The first quarterly survey from the manufacturers’ organisation of this year also found historically low figures for output and orders – they are -39% and -54% respectively. A weakened pound has done no favours for exporters; orders from overseas are down to -43% from -10% in quarter four of 2008. And domestic orders continue to flail too, down to -54% from -26% last time around.
Employment intentions are down to -37%, from -13% last survey, and a balance of 45% of companies will now curtail investment.
“There is simply no hiding the fact these figures make grim reading,” said Steve Radley, EEF chief economist. “However, whilst few firms expect things to get better in the near future they are also focusing on making sure they are ready to take advantage of the eventual recovery.”
Regionally, the West Midlands is doing the worst and, in terms of size of company, firms with over 200 staff are the most likely to make cuts.
The EEF has now downgraded its forecasts for manufacturing output for 2009 as a whole, saying it will now fall by 8.6%. Next year’s recovery predictions are down too,
with a pickup of just 0.2% predicted.The organisation separately
revealed that manufacturing pay settlements have fallen sharply to a historically low level.
Pay data for the three months to the end of January shows the average level of pay settlements in manufacturing to have fallen at an unprecedented rate to 1.8%, down from 2.7% for the previous three months to the end of December. This is the lowest figure reported for more than 10 years and is an important indicator as it includes a large number of settlements for January 2009, the main month when settlements are reached in the industry.
There was also a sharp rise in the number of companies either freezing or deferring their settlement in the same three month period. The number of companies freezing pay nearly doubled to over 40% of all reported settlements, up from just over 20% in the previous three months whilst those deferring almost trebled from just over 7% to over 20%. In both cases, these are the highest figures that have been reported for more than 10 years.
David Yeandle, EEF head of employment policy, said: “[the figures] demonstrate that companies are adopting a range of approaches to contain costs, whilst at the same time trying their utmost to retain their skilled workforce.”
He called on government to provide assistance with short-term hours initiatives to bring more relief.
4

Automotive aid scheme gets european approvalThe much anticipated £2.3bn support package for UK automotive firms has been given the green light by the European Commission (EC), the Department for Business, Enterprise and Regulatory Reform (BERR) has announced.
Government can now offer the £1bn of loans and loan guarantees from its own coffers and the £1.3bn of loan guarantees through the European Investment Bank (EIB) that was announced in the Automotive Assistance Programme in January.
“We are grateful to the Commission for its swift response and approval of our state aid application,” said business minister Ian Pearson. “We welcome applications for the Automotive Assistance Programme that’s now up and running just one month after announcing our support package for the automotive industry.
“We are committed to helping the car industry bridge to the low carbon future. Our package will support both manufacturers and larger automotive suppliers in delivering the new investment that will be vital in ensuring the industry comes out of the current downturn with the skills and technology needed to be competitive in the global automotive market.”
BERR said it will be holding a seminar in the next couple of weeks to bring together industry, banks and the relevant trade bodies to ensure the application process for the scheme runs as smoothly and effectively as possible. Details of this will be reported here when available.
Thousands of manufacturing jobs ‘safe’ through train commissionGovernment has today announced that 12,500 UK manufacturing jobs will be created or protected by the £7.5bn commission for production of a fleet of super-express trains to replace outdated models on UK railways.
The project has been awarded by the Department for Transport (DfT) to a consortium called Agility Trains, a group made up of Japanese manufacturer Hitachi, banking firm Barclays and project management group John Laing. Agility will build a new manufacturing base in the UK along with new depots in Bristol, Reading, Doncaster, Leeds and London.
It is thought the contract will be for around 1400 trains.Transport secretary Geoff Hoon said: “This announcement
demonstrates this government is prepared to invest, even in difficult economic times, by improving our national infrastructure.
“It is good news for the British economy that over 12,500 jobs will be created and safeguarded, good news for the regions that the government is supporting significant inward investment, and good news for passengers that we are taking the steps necessary to improve their rail journeys.”
The trains will be used on the Great Western and East Coast main lines and will enter service from 2013.
Agility defeated a rival consortium – the Express Rail Alliance – made up of Bombardier, Siemens, Angel Trains and Babcock & Brown. They will now be held in reserve in case terms cannot be agreed with Agility.
ManufacturingNews NewsinbriefThe Federation of Small Businesses (FSB) has launched a scathing attack on government’s attempts at fiscal stimulation, after 97% of its surveyed members said the drop in VAT has had “no effect at all”. In addition, only eight per cent of firms said the money from the recently announced enterprise Finance Guarantee had been made available to them, while 53% doubted whether the government initiatives are enough to compel banks to begin lending again. The figures also reveal that the Prompt Payment Code, a voluntary initiative unveiled in December last year which seeks to ensure faster payments to small businesses in supply chains, has had limited positive effect thus far. Thirty six per cent of small businesses said that in the current economic climate they are being used as a credit facility and are waiting longer to have their bills settled for private sector work. A fifth said they are waiting longer for the money from public sector work, despite government assurances that measures would be taken to ensure speedy resolves.
Consultancy company The Work Foundation is calling upon government to focus its support to the manufacturing industry on firms that mix support services with production. The organisation has made a report available – Manufacturing and the Knowledge Economy – from its website which says traditional ways of separating manufacturing and services does not now reflect the inter-connected, interdependent nature of modern manufacturing.
Tomkins, the British engineering firm with a strong presence in automotive, has announced it will close 15 plants around the world and layoff 2,500 employees, after announcing a £5.3m pre-tax loss for 2008. And heating engineers Bodycote are also making cuts – 1,500 from the closure or consolidation of 31 sites, representing 20% of its workforce. Its ‘goodwill impairment’ – read redundancy payout – will be £31m.
Digger maker JCB has announced a further 97 are to be made redundant from its plant in Uttoxeter, Staffordshire. A company spokesman said: “The construction equipment market continues to be badly affected by the downturn in the global economy.”
5

JLR announces China deal and offers staff an olive branch
NewsinbriefBritish confectionary conglomerate Cadbury has announced bright prospects for 2009 following six % sales growth in 2008. Slightly down on 2008, the purple-branded chocolate maker has predicted sales growth of 4-6% this year and chief executive Todd Stitzer said the company is on course to hit its target of a growth percentage in the mid-teens by 2011. Pre-tax profits rose by 57% to £400m last year, the Birmingham-based Creme egg maker announced.
Fifty Members of Parliament from across the three main political parties have signed an early Day Motion highlighting the significant work undertaken by members of the Food and Drink Federation (FDF) to reduce their environmental impact. eDM 326 welcomes publication of FDF’s report marking the first anniversary of its Five-fold environmental Ambition. The eDM outlines the contributions by manufacturers to achieve reductions in carbon dioxide emissions; factory waste to landfill; the amount of packaging reaching households; the amount of water used in factories; and achieving fewer and friendlier food miles.
Roche Pharma has had its membership to the Association of the British Pharmaceutical Industry (ABPI) reinstated after serving a seven month suspension for breaching its code of convention. The firm’s hiatus was enforced after it sold a prescription-only obesity drug, Xenical, to private clinics and funded the opening of another clinic which was found to be linked to the sale of drug.
French automotive company Renault lost £250m in 2008, as the global crisis in car demand continues. The firm announced that as a result it is scrapping all bonuses throughout the organisation. “A financial and economic crisis of massive proportions hit the global economy in 2008,” rued Renault chief, Carlos Ghosn. Renault’s woes were added to by the dire trading conditions at Nissan, the Japanese producer which the French firm controls. Nissan itself has announced it will shed 20,000 staff this year.
Jaguar Land Rover has stemmed the flow of ruinous news from the UK automotive industry by announcing a £600 million deal to supply 13,000 cars to China.
SCAS Investment Group will buy 10,000 Land Rovers and 3,000 Jaguars over three years. They will be sold to individuals, in dealerships, in a region which has experienced a rapid rise in demand in recent years to become JLR’s fifth biggest market.
A spokesperson for Jaguar Land Rover said: “This shows an immediate commitment in us from them and gives us a solid base to build up our business in China. The initiative came from the Chinese government, which pulled together this trade package.”
The trade package also involves good news for Rolls-Royce which will supply £800m of aircraft engines to Hong King Airlines.
Unveiling the package at a meeting in London with business secretary Peter Mandelson, Chen Deming,
Chinese commerce minister, said: “We clearly see we should make our import-export trade more balanced. Only by working together can countries work out of this economic low.”
The deal comes after it was revealed JLR is urging its staff to accept a two year pay freeze and a four-day week in return for the promise of a safeguard on jobs. There will be no compulsory redundancies in that time-frame if the deal is accepted, the firm assured. The proposal would see it save £70m.
A JLR spokesperson said: “We have had a number of constructive meetings with the unions to reach this agreement. The unions recognise the severity of the situation and the need to take action to achieve further cost reductions while avoiding further redundancies.”
JLR employs around 15,000 people in its plants across the Midlands. It is reportedly seeking somewhere in the region of £500m from government to see it through the downturn.
6

ManufacturingNews ManufacturingoutputThe continuing downward trend Official figures from the Office for National Statistics (ONS) have unsurprisingly confirmed the continuing downward trend for manufacturing output in the UK.
It decreased 5.1% in quarter four of 2008 with all but one of thirteen sub-sectors contributing to the fall.
Again unsurprisingly, given recent headlines, the two biggest sub-sectors to suffer were basic metals and metal product industries (down 9.4%) and transport equipment industries (down 7.7%).
The fall for November to December was 2.2 %; compared with a near-record 2.9% in the month period before.
Commenting on the latest figures, Ray O’Donoghue, head of UK manufacturing at Barclays, said that while the figures may make for “bleak reading” the fact that the declines are contracting is an optimistic development and he said some firms will now be looking to invest where they see “opportunity amongst the volatility”.
“The lower monthly rate of decline in December compared with last month’s near record decrease means the manufacturing sector is broadly in line with the US, where manufacturing figures show sector contraction is easing,” he said.
“Although many businesses will continue to experience difficulty, declining input prices, reduced energy costs and favourable exporting exchange rates should also bring British manufacturers some cheer amidst a backdrop of negative news.”
In a separate release, the ONS confirmed factory-gate output price annual inflation fell to 3.5% in the first month of 2009. The annual inflation for input prices was down to 2.3% in January compared with 3.5% in December 2008.
BAE Systems Submarines Solutions has announced it is to recruit a further 500 staff this year as it is struggling to fulfil its orders for the Royal Navy with its current resources.
The firm will seek new mechanical and electrical engineers, designers, planners and qualified draughtsmen along with an array of managers, finance personnel and apprentices. There will be positions available at its main site in Barrow-in-Furness as well as its auxiliary bases in Farnborough, Ash Vale and Weymouth.
The Submarines Solutions division of BAE designs and builds for the Astute class nuclear powered attack submarines for the Royal Navy. It has now increased its workforce from 3,000 to 5,000 since 2003.
Christian Elliott, HR and communications director, said: “The 2009 resourcing plan provides a win: win situation of managing the requirements of the customer and meeting the needs of the Astute programme, providing crucial capability for the Royal Navy, while at the same time ensuring we can recruit, train and develop the people joining our workforce.”
CBI says government must retain R&D tax creditThe Confederation of British Industry (CBI) is pressing government to uphold the ‘much improved and user-friendly’ research and development tax credit.
Half of businesses surveyed by the CBI say the credit, which allows firms to deduct up to 175% of their R&D expenditure from their tax bill, directly helps them keep R&D in the UK. Over a third say they have increased investment on R&D because of the credit.
Overall, businesses rate every aspect of the tax credit more favourably than they did three years ago, the survey found. However, one negative is that the cost of making claims remains too high, firms said.
Richard Lambert, the CBI’s Director-General, said the R&D tax credit measures “should also go further by building on its success; extending the rate and range of credit, enabling more companies to apply and covering more of their associated overheads.”
All of our major competitor countries have and value such a scheme. “Losing the tax credit now would be a real blow and could seriously affect Britain’s overall R&D investment. The UK currently has the highest proportion of business R&D financed from abroad of any OECD country.”
The survey was conducted in conjunction with the Society of British Aerospace Companies (SBAC), the Association of Independent Research & Technology Organisations (AIRTO) and Intellect – trade association for the UK technology industry.
Tom Wills-Sandford of Intellect said the technology sector has been “delighted at the change in culture” within Revenues and Customs and applauded the department on the scheme thus far.
Trend bucking BAe announces recruitment drive
7

8
DatesforyourdiaryRevolutionary ways of monitoring the health of vehicles are to be discussed as part of Cranfield University’s first IVHM course. The three-day programme, taking place from March 31 to April 02 will explore why integrated vehicle health management (IVhM) matters and how it affects all levels of vehicle design.
In times of economic uncertainty, pressure to reduce costs and increase efficiency is the norm to meet more demanding and critical customers. Business process innovation and adopting new business models are often the way forward. More than ever, the manufacturing industry is undergoing a global transformation of unprecedented levels of internal and external communication, collaboration and visibility across resources and processes in the global value chain. Join Microsoft and key Business Partners at one of our exclusive regional workshops to learn how leading edge technologies can help realize cost savings, increase efficiency and enable change. To register for the workshop on April 6 at Microsoft Thames Valley Park in Berkshire, or April 7 at Siemens in Solihull, please visit https://microsoft.crgevents.com/empoweringworkshops
The Food and Drink Federation’s Biscuit, Cake, Chocolate and Confectionery Sector Group’s (BCCC) 56th annual Technology Conference, entitled ‘Drivers for Success’, will take place on 26–27 March at ettington Chase Conference Centre near Stratford-upon-Avon. This year’s event includes sessions on issues including flavour and texture; food ethics; emerging challenges; consumer pressures; fat-related issues; and technology, with speakers from industry, related organisations and academia.
Professor Lord Bhattacharyya, head of WMG at the University of Warwick, will be delivering the first National Skills Academy for Manufacturing lecture at the Institute of Mechanical engineers (IMeChe) in Westminster on April 21. The Skills Academy has signed agreements to pool collective knowledge in skills development with WMG and IMeChe. Places are limited but to apply email: [email protected]
ApprenticeshipsThe government has filed its response to the Innovation, Universities, Science and Skills Committee’s report on the Draft Apprenticeships Bill, published last December and making some 35 proposals for government consideration over the bill.
In its original report the Committee expressed its concern that, though it applauded the fact that there are now more apprenticeship starts, a smaller number of them were at ‘advanced’ level, leaving participants shy of the actual hard skills they’d need in a job.
Government refuted this indictment in its response, saying “advanced apprenticeship numbers have increased not fallen. The proportion of all apprenticeships that are advanced has increased as have the total number of advanced apprenticeships.”
It said 73,000 people starting an advanced apprenticeship in
2007–08 constituted a rise of 40% on 2005–06 figures.”
As to the wider regard of general quality of the programmes, government maintained that Ofsted (Office for Standards in Education, Children’s Services and Skills) is the most suitable organisation to measure it, despite calls from the Committee to replace them with the National Apprenticeship Service (NAS).
Having heard charges both from the Committee and the wider business community that access to skills programmes is too convoluted and that its complexity reduces the chances of uptake, the government conceded: “the principal barriers seemed to be gaining access to information about the programme”. It ensured: “one of the NAS roles will be to continue to challenge and remove unnecessary bureaucracy for employers.”
‘Imploding’ LDV on the brinkVan maker LDV tried and failed to access emergency bridging loans of £30m last month after it was revealed the firm was in immediate danger of going out of business. At the time of writing, it remains on the brink of collapse.
A management buy-out has been proposed with talks continuing to develop but current chairman Erik Eberhardson has said the company is “literally running out of cash”.
LDV’s 700 Birmingham-based staff now face the prospect of no pay and possible redundancy after a working hours scheme which had guaranteed three-months wages ran out at the start of March.
“The talks are continuing, and we are going back to the Government with revised plans. We are looking to improve the
position to re-present to the Government,” said a spokesperson for LDV.
“We are trying to see what we can do to ensure that the MBO goes through and the team stays in Birmingham.
“We are still committed to trying to keep this factory in Birmingham. The alternative is to close the factory down and to sack everybody.”
The company is owned by the Russian through the GAZ Group which is headed by Oleg Deripaska, the oligarch at the centre of a row that broke out last year when George Osborne, shadow chancellor, was accused of attempting to secure a donation from Deripaska, one of the world’s richest men, during a stay on the Russian’s yacht.

Sir Roy McNulty and Sir Harry Studholme have been announced as the new chairs of government business support bodies Advantage West Midlands & South West Redevelopment Agency respectively.
“I am delighted to appoint Sir Roy and Sir Harry to their new roles. Both men’s experience will be vital as AWM & SWRA look to steer the West Midlands & South West economy through difficult periods,” said business secretary, Lord Mandelson.
Studholme will take up his position on July 1 while McNulty will begin his new job on September 1.
Gripple Limited has appointed two new directors. Neil Curtis now heads up the team in Gripple’s innovations and ideas department while Dean Battersby joins as production director.
Curtis will oversee development of new products, having held a marketing director’s role at Stanley Tools, developing new products for global markets.
Battersby has left another position of managing director for this role. He spent 23 years with Dormer Tools, during which he won several awards. He will concentrate on delivering the required production.
Dr Alan McLenaghan, managing director of Saint-Gobain Glass UK, has been appointed as vice president (manufacturing) of Saint-Gobain Glass.
McLenaghan has been with Saint-Gobain since the start of construction at the Eggborough site in 1998, leading the company through start-up of the float line, and introducing the coating and laminating processes.
During his time as MD, McLenaghan has notably influenced the company’s health and safety performance, led the Cullet recycling programme and entered and won the 2005 Best Factory Award.
As well as his new role, McLenaghan will retain his managing director position.
ManufacturingManufacturingAppointments
News
Saint Gobain Dr Alan McLenaghan
IonBond AG Olten – a leader in high quality thin-film PVD, PA-CVD and CVD coating technologies - has announced the appointment of Alessandro Berzolla as the new chief financial officer of the IonBond group.
Berzolla, who in the past has worked as a consultant for the IonBond group, has taken over responsibilities from Cameron Savage, chairman of the board of the executive committee, who had previously been interim CFO.
Ion Bond AG Olten Alessandro Berzolla
Gripple Neil Curtis & Dean Battersby
Honda has appointed Takanobu Ito, the head of its core car making business, as its next chief executive.
Having been chief operating officer since 2007, Ito will replace Takeo Fukui in June.
Ito, the engineer that designed the NSX, will serve as director of Honda’s research and development centre in addition to his role as chief executive. Fukui has been chief since 2003.
HondaTakanobu Ito
Autodesk has announced that Mark Paraskeva has been appointed as the company’s new vice president of Europe, Middle East, India and Africa (EMIA).
Paraskeva said: “In EMIA, Autodesk will focus on providing the design technologies, services and support that will enable our customers and partners to address these immediate challenges and prepare for the future.”
AutodeskMark Paraskeva
Advantage West Midlands & South West Redevelopment Agency
Sir Roy McNulty & Sir Harry Studholme
Photo: Amikia San
have your say at www.themanufacturer.com 9

10
Lean Enterprise AcademyThought Leaders in Lean Thinking
Join the free on-line Lean Community at:www.leanuk.org +44 (0) 1600 890590The Lean Enterprise Academy
The UK non-profit associate of the Lean Global Network, founded by Professor Daniel T Jones
Essential texts on LeanManagement

have your say at www.themanufacturer.com
JustJonesLean survival
Nothing will be the same again and no one can really predict what lies in store for us. However two things are clear. First, the wave of financial speculation that carried all of us along in recent years is now actually destroying real value created in the real economy.
Dan Jones, founder and chairman of the Lean
Enterprise Academy Email: [email protected]
Dan Jones
11
On the other hand this is a once-in-a-lifetime opportunity to redefine the basis of your business model and the social bargain with your employees to create the foundations for growing sales from this new baseline and hence sustainable jobs for the future. What is different about this recession is that most of us are much more financially literate than in the past, often owning our own houses with loans and mortgages. And we are all learning a lot more about the realities of business and finance as this crisis unfolds. This may make it easier to face the tough choices in open and honest dialogue with your employees.
The future is lean supply chainsThe only way I know to make an adjustment of this scale is using lean. Not as a generalised cost-cutting tool, but as the basis for fundamentally redesigning your end-to-end supply chains to meet this new 30% lower target price for your products or services. If every grocery product was made, shipped and sold within a week as Tesco’s best supply chains do today the savings would easily meet this target. If every auto supplier’s supply chains moved from raw material to assembled product within a month instead of anything up to a year this would meet this target. If hospitals could flow twice as many patients through their existing facilities as we know is possible this would meet this target. Similar improvements are possible in every sector of the economy if management could only see how to do it.
Moreover, looking at the real end-to-end opportunities also reveals a lot of additional possibilities for doing more with your existing employees rather than firing them. Lean supply chains work because activities are closely synchronised with each other and are closely aligned with customer demand. Which may make in-sourcing the right strategy for the future, rather than outsourcing and extended global supply chains.
CONSUMeRS, businesses and governments are
paying the price for all these financial games – and there is probably more pain to come. While we in the UK are now adjusting to our overdependence on the City my hunch is that the rest of europe will feel even greater pain later as the collapse in manufacturing exports gathers pace.
Second, it is also clear that all of our customers will have significantly less money to spend in the foreseeable future because the tighter availability of credit, falling asset prices on which to borrow, dramatically reduced pension incomes, and disappearing returns on savings are forcing consumers still in work to significantly adjust their spending patterns downwards – by maybe as much as 30% for a long time to come. We have already seen the dramatic switch to cheaper products in the grocery market and the slump in the purchase of durable goods and cars, whose replacement can be postponed for a while.
Cuts hurtBut these reductions in spending will extend across the whole economy, including the public sector, as governments cut public spending, their ability to increase taxes being constrained by weak economies. Already some UK hospitals are facing big holes in this year’s budgets as their customers, the Primary Care Trusts, cannot afford to pay them for all the work they have already done. The next several years could well be worse, not better.
The natural response to this sharp collapse in demand is aggressive cost-cutting programmes across the board, fire sales of excess assets, switching to cheaper products and deep discounting of surplus products piling up in warehouses and airfields across the country. however necessary these might be these actions are unlikely to be sufficient to survive and prosper in this new environment. The business problem that needs to be solved right now is how your organisation can learn to deliver roughly the same functionality to customers and still make a reasonable margin while selling your products and services for, say, 30% lower prices – and learning how to make this adjustment in a matter of months and not years. I doubt any of us can wait for the purchasing power of consumers to return to previous levels – we now have to prepare for this new equilibrium between costs and purchasing power.
“What is different about this recession is that most of us are much more financially literate than in the past, often owning our own houses with loans and mortgages
“


Economics
have your say at www.themanufacturer.com
UNCeRTAINTY, a lack of demand and cash flow
constraints are a toxic mix as far as investment plans are concerned. Companies are considering unconventional measures to hold off on redundancies for as long as they can, but it increasingly looks like investment could be a casualty of the recession. Further government support may be needed to ensure that the success of UK manufacturers is not derailed by deleveraging in the rest of the economy.
Part of the solution may be additional targeted and temporary measures to help manufacturers weather the tide of the recession. Less obvious, but no less urgent is supporting manufacturing investment with a more predictable and internationally competitive tax system.
At a time when most other countries are reforming their tax regimes to attract increasingly mobile investment, the UK’s regime continues to constrain actively manufacturing investment, compounding the credit crunch and limiting the extent and benefits of balanced economy.
Long-term risksUnlike other businesses, manufacturers are exposed to a range of risks because they invest for the long run and are more internationally orientated. No business, however, can ever have complete certainty over its investments and markets. But the stability and predictability that manufacturers require has been met with repeated changes to taxation rates, rules and allowances. The ensuing lack of certainty and increased complexity have added to administrative costs and placed a premium on operating in the UK.
Over the last decade, for example, innovation and new technologies have rendered existing equipment obsolete, raising the cost of investment and forcing manufacturers to reinvest on ever shorter cycles. A wealth of evidence suggests manufacturers are replacing their equipment, on average, every eight years; many companies even faster. Yet recent changes to the tax system mean that it can take a business up to 29 years to recoup fully the costs of their capital investment. While this may seem like a simple timing issue, for manufacturers competing in global markets, cash is king and the difference adds to the cost of investing.
UK manufacturers would also benefit from a more deliberative policy process and a less adversarial approach from the taxman. Rushed policy measures and poorly drafted legislation have left scope for inconsistent interpretation and unintended consequences. Unexpected reforms to the capital gains regime have undermined a decade of positive developments in promoting entrepreneurship, while small firms have experienced a rollercoaster ride of reforms to the small companies’ rate of corporation tax.
Tax only domestic activityIn sum, recent changes to the business tax regime have saddled manufacturers with rising costs, complexity, inconsistency and ultimately, uncertainty over the direction of tax policy. Smaller, less mobile companies have little choice but to bear this burden in the UK, but larger, more mobile manufacturers are beginning to be pushed abroad. The complexity associated with the Treasury’s focus on what should be taxed and where it should be taxed in a globalised economy is also pushing tax up the boardroom agenda. The simplest answer is to move towards a tax system that only taxes activity that happens in the UK.
Although moving to a corporate residence abroad would not be a body blow to manufacturing in the UK, it would further loosen its ties to this country. Just as functions such as design and R&D might eventually follow production abroad, other business operations could also follow board meetings to low-tax locations. International tax competition is becoming increasingly important. If larger, more mobile manufacturers are pushed abroad, the strong supply networks left in the UK would inevitably suffer.
In the next decade, the opportunities for growth lie in tapping international markets and capitalising on growing markets, such as the shift to a low-carbon economy. Manufacturing has a natural advantage in these areas, but the severity of this recession puts its future success at risk. Manufacturers need to invest now to be competitive in the future. But with the tax system tilted against them, it is critical that the Government removes the barriers to investment if it really wants to build a better balanced economy.
With the global recession in full swing, UK manufacturers are clearly being battered by severe economic headwinds. But they are also playing a long game: by braving the worst of the downturn, they hope to capitalise on the upswing and play their part in a better balanced economy.
A taxing problem
Steve Radley, chief economist, EEF
13

INTeRVIeWING someone with a strong journalistic,
rather than corporate or political, background is different. Their answers to your questions tend to be articulate, to the point and devoid of flannel. In a long, distinguished career, which started as a reporter for the Financial Times in 1966, Richard Lambert has become very accustomed to clear thinking and expression. And he will have had plenty of recent practice fine-tuning his media skills. Apart from the annual winter round of business conferences and dinners he will attend, the organisation he heads – the Confederation of British Industry – has been under the public spotlight frequently, commentating on the financial crisis, manufacturing output, redundancies and other gloomy topics linked to the recession.
The CBI is a non-profit lobbying group and consultancy whose objective is to represent the interests of its members, UK businesses, to government, policy-makers and international legislators to help them
14
compete effectively. Its membership by sector is broadly aligned with the UK economy, but a slightly higher proportion of its membership is in the manufacturing sector than the economy (which is 13%-16% of GDP depending on the source). It has considerable political leverage and should be an organisation that manufacturers feel will represent their views vocally.
Lambert took up the post of director-general in 2006, succeeding then Sir Digby Jones, now Baron Jones of Birmingham. Their backgrounds are starkly different: Jones was a businessman who had cut his teeth running companies in the Midlands, going on to become chairman of the CBI’s West Midlands Regional Council; Lambert had worked for the Financial Times for 36 years, becoming editor in 1991 after which he launched the US version of the paper, before joining the MPC in 2003. This background, he says, has helped him at the CBI.
Richard Lambert’s background as a financial journalist and member of the Monetary Policy Committee has served him well as director-general of the CBI. His understanding of how the mechanics of the economy work is crucial, particularly during an extremely challenging time for all the CBI’s members across the business spectrum – not least those in the manufacturing sector
eye industryScribe with an for

InterviewRichard Lambert
15
“A spell on the MPC gave me a much clearer understanding of how the economy works, which is very useful just now. I have a much better idea of how the pieces fit together than I did beforehand. My time as a business journalist – it was there that I learned about the issues that matter, which are my bread and butter now – gave me a very wide perspective of business issues, so I can talk about e.g business security one moment and capital markets the next. Like all journalists, I know a little about a lot – and not a great deal about anything!”
Committed to get money movingIn recent weeks, manufacturing has received a lot of press, much of it negative. But there is a tangible feeling that the public eye is training on the sector once more, taking it more seriously than for many years. The oversimplified view is that, when the City is on its knees, how does UK plc make a living? This attention is magnified by the plight of the car industry and other big firm redundancies. To reflect this shift, has the CBI changed its service offering to the manufacturing sector? “We haven’t changed our central function at all – we remain committed to representing all sectors of our membership to promote and sustain conditions so business in the UK can compete and prosper,” Lambert says. “But there has been a stronger focus on manufacturing in the sense that the credit crunch has inspired people to look at the balance of our economy, and at how industry and manufacturers are very reliant on access to credit when they restructure to reflect falling demand.”
The CBI operates as a government lobbying organisation and one of its primary aims recently has been to urge government to action the state support packages for businesses announced over January. Lambert feels strongly that the CBI has a duty to encourage the delivery of this money to businesses soon. he has voiced concerns about the importance of the swift implementation of these measures several times, for example at the CBI Manufacturing Dinner in Birmingham on February 5 and in an article in the Financial Times that reported the Government had not (at that time) applied for european Commission approval for several support schemes.
“The concern that I voiced [to the newspaper] is that the Government has come up with a series of important innovations over the last few weeks and it is terribly important that it drives ahead with those and actually starts implementing them (see next page for more on this question).
The Manufacturer asked Lambert what the CBI would say to manufacturers that are in financial difficulty. Can he, for example, offer companies any reassurance that the support packages will be implemented soon, and will be adequate? “I don’t want to pretend to offer answers I don’t have nor sound patronising; it is a very serious situation.” he finds the question awkward and it’s clear we have a misinterpretation of the CBI’s specific role, as a voice for business not as a policy-maker or advisor. “Our job at the CBI is to press the government into urgent action to deliver the access to credit that it says
it is committed to do,” he says. “I’ve no reason to think it’s not doing this, but it needs to demonstrate its sense of urgency more clearly than it has done, because perfectly viable companies are now facing serious difficulties. So I would address my remarks to government rather than to the manufacturing sector about what needs to be done in the next few weeks. The Bank of england on Friday [Feb 6] announced step one of its plans to buy non-financial corporate bonds and syndicated loans – that’s an important first step. We now need to see the other proposals falling into place as rapidly and sensibly as can be achieved.”
Manufacturing the futureLambert acknowledges the scale of the problem facing British business without hyperbole, but he also articulates the case for optimism well. “Obviously the UK economy is going through an extremely stressful time and people are having a hard time and losing their jobs. And no doubt for the next year or two things are going to be extremely tough. If you look forward 5-10 years you could see a different sort of economy growing, one in which the UK develops real strengths, and in other [non-traditional] sectors. Strengths around, in the case of manufacturing for example, rebuilding our power generation capacity, and building our renewables industry with a more competitive currency and more highly skilled manufacturing workforce. I see no reason why there shouldn’t be great opportunities there for our country going forward.”
Despite his lack of an industrial professional background like his predecessor at the CBI, Lambert comes across as believing very earnestly in the importance of manufacturing to the economy and the country.
“I think it’s likely in the years ahead we will see a greater emphasis on manufacturing as a driver of economic growth, partly because the past engine of growth – household consumption and public spending driven by borrowing – have ground to a halt,” he says. “And partly because the financial sector is likely to contract in the next few years. My sense is that if you look at where growth is going to come from in the years ahead it will be from business investment and from trade, and manufacturing is a key component of that. What’s helpful is that obviously with the weakness of sterling over the last few months will make our manufacturing exports more competitive in the future.” Lambert is quick to identify that, aside from the wholesale fall in global demand, part of the problem for manufacturing in recovering sales is the enormous inventories that many companies, particularly automotive, have accumulated in recent years. “There is massive stock liquidation globally and that is having an effect on industrial demand from the UK. I’m confident that when that stock runs out and stability comes, the UK will become a more competitive manufacturing base in the world than it has been.”
There is massive stock liquidation globally and that is having an effect on industrial demand from the UK
““

Lambert has to go, he has an interview for Sky News and the CBI Manufacturing dinner starts in one hour. The CBI is faced with a big ask – mediating between the demands of business in a recession and the help that a government stretched to its limit can provide. But the CBI appears to be in good hands. As an ex-financial journalist, Lambert has an objective, open and intelligent mind with no obvious axe to grind, politically or in business, someone you would want on your team when the demands on that team are so high. Knowing “a little about a lot but not a great deal about anything” can be a virtue when you must provide measured answers to questions from multiple quarters in difficult times.
Richard Lambert on manufacturingA condensed summary of questions asked before and after the CBI Manufacturing dinner in February. The full interview is online at: http://www.themanufacturer.com/uk/content/8914.
The UK now has a low value currency but exports are falling. Is this a function purely of a downturn in the global economy and less demand, or is there more to it?
It is clearly that [lack of demand]. We are seeing a synchronised downturn in demand across the world and what’s amazing is the speed and the uniformity of that – in the last two or three months we’ve seen car sales in Brazil drop by 25%, we’ve seen consumption of electricity in China fall by 7%, we’ve seen the German economy has slammed on the brakes. This is happening all over the world simultaneously. Part of that is to do with companies all over the world hoarding excess stock, so there is massive stock liquidation globally and that is having an effect on industrial demand from the UK.
I’m confident that when that stock runs out and stability comes, the UK will become a more competitive manufacturing base in the world than it has been. My own view is that sterling has been overvalued for most of the last 12 years and that has cost our manufacturing sector dearly in terms of jobs in particular.
State support approval by the European Commission has not yet been applied for some of the Government’s support packages for industry*. Is this worrying for many companies? (*this was so on February 5)The Government has come up with a whole series of important innovations over the last few weeks and it is terribly important that it drives ahead with those and actually starts implementing them. With the important ones there’s concern that we don’t know when these initiatives will start kicking in.
We understand that it’s very complicated to develop credit guarantee schemes of a broad nature, its complicated to do insurance to mange the toxic loans in the financial system – but the longer we delay on all this the greater the lack of confidence and the problem now is about confidence.
16
1944: Born September 23 education: Fettes College edinburgh. Balliol College, Oxford University
1966: Joins the Financial Times
1970s: edits the Lex column
1979: Becomes financial editor of the FT
1982: Becomes bureau chief of FT’s New York office
1983: Returns to the UK as deputy editor
1991: Becomes editor of the FT. Launches the US version of the newspaper during the next 10 years
2002: Starting in August, spends a semester at the Kennedy School of Government at harvard University. Asked to write the Lambert Review of Business-University Collaboration
2003: Member of the Bank of england’s Monetary Policy Committee
2006: In July, Lambert takes up the post of director-general of the CBI. Since beginning his term he has focused his work on climate change, financial services, education and skills and science and technology
2008: Becomes chancellor of the University of Warwick in August
Richard is a board member of Enterprise Insight and VisitBritain, and sits as a member of the Chancellor’s High Level City Group; the National Council for Educational Excellence; the Apprenticeship Ambassadors Network and the Employers Forum on Disability. He is a commissioner of the UK Commission on Employment and Skills
He is also a trustee of the British Museum, and a member of the UK-India Roundtable
Richard is married to Harriet and has two children
Biography Richard Lambert

have your say at www.themanufacturer.com
Interview Richard Lambert
17
Delays to accessing credit now means that, particularly for SMEs that are dependent on that money being available now or by the March 1 deadline, companies will be forced into cost cutting which means job losses.Yes – we’re calling for a greater sense of urgency. I don’t think it is right to say that the small and medium-sized enterprises are the most vulnerable. Some are clearly, but a lot of them are rather conservatively financed and have pretty solid relationships with their banks. One should be equally concerned about are large companies who don’t have investment grade rating and need to refinance their debt, who are finding it increasingly difficult to do so because of the withdrawal of overseas bankers and other recent lenders. That’s why we thought the most important announcement came on January 19, when the Government promised credit guarantee schemes. The Financial Services Authority gave clearer guidance on capital adequacy for the banking system to allow it to free up capital to lend more, and outlines were announced for this insurance scheme that were intended to free up capital to lend more broadly.
Do you see any evidence that production is returning to the UK from low cost economies due to supply chain risk, and the recession reducing the cost base in the West such as a lower pound? I can see the potential for this. We went to see a large company yesterday which had closed its last factory in the UK at the end of last year and has shifted the last part of production to China, and was regretting that it had done that. I would say the cost base has changed considerably, or rather the cost calculations because of what has happened to sterling. There’s also a concern about the security of supply from central and eastern europe in countries like hungary, Latvia, Bulgaria and Romania, where one can see I’m afraid the risks of political and social strains building up as a result of the combination of the credit crunch,
recession and the need to restructure their economies. We’ve seen already in countries like Latvia for example serious social disorder.
Do you see an opportunity for the CBI to get involved in and encourage retraining and new skills, as part of a wider commitment to retrain manufacturing skills [to make] the products of the future, such as low carbon goods?We are now involved in discussions with the Department for energy and Climate Change on their [potential] green paper, which will come out in the next few weeks, on a low carbon economy. That will be the next important step on that front and we hope that will be suitably auspicious and practical. We have a dedicated team working on the climate change message and we are making recommendations about the regulatory, fiscal and other arrangements that we intend to push to get this agenda going.
Are there any low carbon area of manufacturing that you feel confident government will back to contribute to the future economy? For example, the manufacture of renewable energy plant such as wind turbines? Or is it more a general commitment to do more?There are some areas that stand out. Nuclear is one and the Government has set up the Nuclear Development Forum which is intent on bringing together companies in the supply chain which is going to be a very important part of the logistical puzzle going forward. There are several companies with real comparative advantage in the supply chain for nuclear power plants in this country, so that’s an important one. Then there is transport, Crossrail is going to need many thousands of engineers and as you know there are now exciting and important discussions about fast trains going north.
Does the UK need to make more things, for domestic and foreign trade, as a bigger proportion of GDP?I hesitate only because people have been saying this for donkey’s years and they haven’t been right.
I think that we may be uncomfortably near a tipping point that if we lose important parts of our manufacturing infrastructure other bits start to become vulnerable, so I would hate to see it getting any smaller. Where I see our future is here: over the last 10 years we’ve lost one million workers in manufacturing down from 4m to 3m, but the 3m are much, much more productive, more highly qualified, producing much higher value-added goods and products. That must be the way ahead in a globalised world – a higher value, knowledge-based manufacturing sector.
For example if you look at the machine tools sector, most of the companies that I knew 20 years ago have disappeared. But now we have a high value, high precision machine tool industry, not household names, but still producing world class products. That must be the way forward – competitive commodity business within high precision, high value manufacturing.

18
Financial driversFinancial drivers such as exchange rates are an obvious concern for every company and are frequently cited as the most important. These drivers will be considered against marketing or technical drivers but will always be of great importance in deciding the final sourcing strategy.
Logistics driversThis is one of the most important categories because of the broad types of features within it. The company that chooses to operate in the UK for logistical reasons may be a foreign company wishing to access the UK market, or a UK owned company. The need for speed to market and responsiveness to customers is often a key consideration to organisations who cite these drivers as the most important.
Marketing driversMany foreign companies have clear marketing drivers to operate in the UK. Access to market and being a niche player are crucial for many UK companies deciding to keep operations in the UK.
Political driversPolitical drivers are of significant importance for UK-owned companies, as they consider the relationship between the company and the UK government as well as with other governments. These drivers have a significant importance in sourcing strategy and are sometimes the key reason for deciding not to offshore operations.
Technical driversWhile the technical drivers are very important they are often viewed as less critical than the financial. Some companies prefer to change their techniques and adapt their products if they can have financial or marketing benefits.
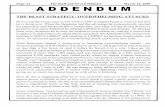
Customer focusRespondents of the survey were asked to indicate, on a scale of 1 to 6, where 6 was most important, the importance of 12 different drivers for maintaining operations in the UK. The results identified that five drivers came out as more important based on their average score (Fig 3). Ranked in descending order, these are:
SINCe the early 1970s, the ‘offshoring’ of manufacturing activities to low cost
countries in order to reduce labour or total costs has increased. But many companies only saw the reduction of direct costs and failed to recognise that offshoring can bring other hidden costs and problems, such as transport costs or cultural differences. Because of the challenges associated with offshoring, many companies are deciding to keep operations in the UK or to relocate their offshoring activities back to the UK.
“UK manufacturing is not in terminal decline, far from it. The sector still employs nearly 3 million people, generates around 60 per cent of exports and has come a long way from smokestacks, oily rags and truculent trade unions”. Sutherland (2008 – bibliography on online version)
The Manufacturing Advisory Service (MAS) (Livesey, 2006) defines manufacturing as “the full cycle of activities from research, design and development, production, logistics, and service provisions to end of life management”. MAS makes a clear distinction between production and manufacturing. Production is defined as “the physical process of making, bending, etc” and manufacturing “the over-arching process from the sourcing of raw materials and converting them, to goods and their associates services”.
The research carried out at Cranfield University surveyed seventeen manufacturing companies from different sectors. Six core categories of drivers were identified from the literature on the subject:
Customer focus driversevery company should be focused on customer satisfaction. Some organisations will decide to keep operating in the UK to satisfy their customer expectations. The potential dangers in offshoring for these organisations include loss of customers and damage to reputation. Some organisations have adopted a strategy which involves separating their production into ‘high value’ and ‘low value’ products. The high value products are produced in the UK and targeted at customers who expect an ‘english’ production while the lower value products can be produced offshore, targeting the mass consumption market.
In an increasingly global marketplace, the decision to offshore activities or maintain operations in the UK is a big concern for manufacturing organisations. Research carried out by Cranfield University attempts to understand the underpinning drivers for companies making the strategic decision to operate in the UK. Part I of a two part article by Hugues Charrat, Dr Denyse Julien and Ian Machan
Operating in the UK as astrategic choice

For further information contact Dr Denyse Julien at [email protected]/sas/manufacturingsystems 19
Leadstory
Many companies follow a mapping process to determine activities that are, or are not, appropriate for outsourcing. Figure 5 (to view the diagram, see online story at www.themanufactuer.com) provides an example from one UK company where all their components from a single business unit were mapped onto the matrix of core versus competitiveness to help the management assess the potential components for outsourcing which fall into the ‘buy’ quadrant.
This is an abridged version of an article supplied by Cranfield University and available online in full at www.themanufacturer.com. The second part of the article will appear in the April issue of The Manufacturer.
ConclusionsThe results of this research demonstrate that operating in the UK brings significant advantages to companies in terms of economic and political stability, supply chain and management efficiency and finally, access to skilled labour and knowledge. One of the most common drivers for choosing to operate in the UK is related to a focus on customer satisfaction. Thus a company will decide not to offshore those core activities which provide it with the capability to be more responsive to its customers and to offer better services in the marketplace.
a. Special nicheb. History of the companyc. Market accessd. Access to skilled labour and knowledgee. Staying close to key customers
A common theme for these five key drivers, which fall across a number of the categories outlined above, was defined as ‘Customer Relationship Focus’. This observation underlies the importance of aligning the company’s strategy with the needs of their key customers and understanding the core differentiators of their business. It is also interesting to compare this with earlier studies looking at drivers in favour of offshoring (Bacon, 2007) where the primary driver was found to be cost reduction. For companies choosing to maintain operations in the UK the emphasis appears to be more on customer relationships and position in the market.
Belonging to a special niche market often requires the company not to offshore for different reasons. A special niche may imply a low volume of production and consequently it may be better to produce locally than offshore where additional costs associated with offshoring can be kept to a minimum. It could also require the operation to take place in a specific area if the product is geographically positioned.
The second most important factor was the ‘history of the company’; 10 of the 17 respondents rated this factor as very important in the sourcing strategy decision.
Barriers to offshoringAnother interesting output from the survey was the companies’ opinions on the barriers they see to moving operations offshore (Fig 4). Seven factors out of a possible 18 emerged as most relevant. These are ranked below in descending order of importance:
a. Risk of the loss of knowledge (intellectual property etc)b. Would have increased the response time to the customersc. Product quality required could not be achievedd. Skills and knowledge not found oversease. Customer’s expectation about the “Englishness” of the
brand imagef. Transfer of knowledge too difficultg. Problem in resolving problems overseas
The seven factors can be grouped into three main themes: knowledge management, customer relationship management and technical management. The biggest individual concern for the companies surveyed was the potential loss of intellectual property. Some companies try to mitigate the risk of the decision to offshore to gain cost reductions through keeping the production in-house, even if offshore.
Once a company has decided to operate in the UK, it needs to adopt an effective strategy to meet competition from companies based in low cost countries. To achieve this, companies will need to undertake a detailed evaluation of activities that could remain in the UK, including operations that should be kept in-house, and those which can be outsourced offshore.
Figure 3
Figure 4

Driving success in continuous improvement
Supply chain consultancy Crimson & Co has recently launched its innovative Red Line method to manufacturers. Red Line is a flexible, thorough and empowering approach specifically designed to address common problems experienced by manufacturers and deliver rapid and dramatic results
perfection and where you are now, and breaks down those gaps so you can see which individual problems are holding you back most. You can then understand where to focus your resources in order to drive the most rapid improvement, both in service to your customers and in terms of bottom-line margin for your shareholders,” Keighley explains.
As testament to the results Red Line can deliver, Crimson & Co has seen a steady increase in the number of companies interested in employing the method, despite the financial downturn. In the current climate businesses find it reassuring to know that they are investing in a method where guesswork doesn’t feature. “Every other method of problem-solving that I’ve seen – no matter how scientific – has some element of guesswork in it. So to that end, we developed a new approach to solving complex problems, which we call Red Line Process Control. The principle is to remove all of the guesswork and to get you, as rapidly as possible, directly to the root cause of the problem so that you can eliminate it permanently. We’ve found this to have a dramatic effect on the rate that improvement can be delivered.”
Examples of complex problems which have been solved without capital expenditure include:
A water contamination problem in polypropylene extrusion was costing a business £800,000 per annum through lost production. Numerous capex projects over eight years had failed to eliminate it. The problem was eliminated in a week, solely by understanding how to correctly align all components of the original machinery
Incorrect spout insertion on detergent bottles, identified as the most valuable problem in an FMCG packaging factory, was understood and virtually eliminated in two weeks, ensuring continuity of the relationship with the business’ largest customer
Throughput of a large, automated food factory was increased by 10% in two months, by identifying the opportunity to maximise batch sizes and minimise batch duration, with a few minor alterations. Previously it was believed the factory was running at full capacity with its current assets, and would require significant capital expenditure to increase the throughput
Typically you can achieve a 10% to 40% improvement in the performance of any manufacturing
process within six months, without any capital expenditure. The extra capacity – especially valuable in today’s climate – can then be used to reduce cost base, manufacture extra product or improve agility.”
– John Keighley, senior consultant, Crimson & Co.
In challenging times, when money and time have never been so precious, manufacturers want to feel reassured that every investment they make is well-informed and yields positive results. A methodology employed to help maximise efficiency, for example, will need at the very least to deliver on its promises. If it does not, they are left feeling frustrated and at a loss for where to turn next.
It was for exactly this reason that Crimson & Co developed its innovative approach, the Red Line method. “Many of our clients had previously experienced massive frustrations with the results from other continuous improvement initiatives such as lean and six sigma,” explains Keighley. “They were frustrated by the speed with which results could be delivered, by the level of engagement they could achieve from their employees, and by the ability of mainstream improvement methods to actually drive benefits all the way to the bottom line. But Red Line can turn these situations of frustration into situations of significant success,” he confirms.
Keighley’s experience is that many companies are typically spending around 80% of their continuous improvement resource working on issues that add little or no value to the bottom line or the customer. “Conversely,” he says, “there is a list of activities which have absolutely massive value to add to the customer and to the bottom line of the business, but on average, less than 20% of these are actually being tackled. And of the 20% that are, headway is often slow.”
Contrary to most mainstream methods, Red Line addresses this issue by identifying the total opportunity for improvement and the breakdown of where this opportunity lies. “Red Line looks at the capability of your existing assets and your people to absolutely meet customer demand at the minimum cost. Then it looks at the current performance of your business and understands where the gaps are between
20

“It’s the combination of understanding exactly where to focus your resources and being able to rapidly solve the very tough problems that are standing between you and success that enables a step change in performance to be delivered. Having a robust method of managing this within the business and building a ‘can-do’ culture enables the results to be sustained and improvement to continue.”
At the heart of Red Line is a firm focus on culture change, which many continuous improvement programmes fail to assert. “The cultural change is core to the success of the Red Line method,” Keighley emphasises. “You need to build a robust process of very effective continuous improvement management – measuring, reporting and reviewing the appropriate data, prioritising correctly, allocating resource according to these priorities, holding people accountable for results and managing actions – to ensure that the bottom-line result is achieved. In order to drive the most rapid rate of improvement within a business, everyone needs to be working on the right things and delivering the best results they can. To have an energetic, enthusiastic, high performing culture within any business is absolutely critical to that business’ success. Building confidence and enthusiasm is just as key to achieving world-class performance as developing ability in the technical methodology.”
Designed specifically for manufacturing – “the methods within the Red Line toolkit are very manufacturing-focused” asserts Keighley – the method is applicable to firms of all sizes, and the gains can be utilised according to the specific needs of the business.
As well as suiting all sizes of business, Red Line can also be applied to the specific area of focus that stands to benefit the most. “It can apply to improving safety or quality, reducing waste or energy consumption, or improving your carbon footprint,” Keighley explains. “Whatever the goal of the business, Red Line helps you rapidly achieve it.”
21
Driving success in continuous improvement
Published in association with:Crimson & CoTel: +44 (0) 870 750 3761email: [email protected] www.crimsonandco.com

A COMMON definition of an effective purchasing strategy is:
“to acquire the right quality of material, at the right time, in the right quality, from the right source, at the right price.” These ‘five rights’ have arguably become the unofficial golden rules of procurement, rather like the ‘six Ws’ that journalists should abide by. Although the checklist is partly subjective, it is seen as the foundation for the planning or review of any purchasing strategy.
however, the ways by which companies ensure those factors are ‘right’ are changing. New practices, operational theories, industry trends and the economic climate all shape the way procurement managers and supply chain directors do their job. Increasingly, along with its efficiency in terms of time, cost and space, a company’s purchasing strategy must also be socially and environmentally sound, to conform to corporate social responsibility and sustainability targets which the company has adopted.
At times when access to credit is still very restricted, firms must look at alternative ways of freeing up finance. Purchasing strategy savings are a good place to start.
The Chartered Management Institute (CMI) has developed its guidelines, aimed at “presenting a proactive approach to purchasing”, targeting both centralised and de-centralised systems. It includes action checklists for how a purchasing company
Implementing effective purchasing strategies should be a fundamental
best-practice exercise in all economic conditions. In a recession, applying the
most effective purchasing strategies becomes imperative. Mark Young
explores both new tactics and tried and tested tools used by three manufacturers
– BAE Systems Submarine Solutions, Willerby Holiday Homes and Brompton
Bicycle – for the building of a smooth procurement plan
22

Leadership and strategy
23
conducts itself and the way it evaluates its suppliers, some general advice and a list of ‘dos and don’ts’. “Adopting an effective purchasing strategy,” says the CMI, “will turn a reactive buyer into a proactive buyer, one that adds value to the process.”
The CMI says an organisation should closely review its purchasing history and use that to become a ‘proactive’ buyer. This involves weighing up the benefits of bulk purchasing against storage costs, anticipating reorder dates, saving on delivery charges by ordering all items from one supplier in one hit and monitoring seasonal fluctuations in price.
For suppliers it recommends frequent communication with customers, site visits, continual market research, competitive negotiations and agreeing deals well in advance of action, while negotiating cheaper rates for doing so. It also suggests initiating a culture between organisations whereby each benefits from the other’s expertise in different areas of businesses to strengthen processes and relationships. Companies, says the CMI, should also have a strong awareness of their importance to the supplier. For example, awareness of what proportion of a supplier’s turnover they will account for and whether rival companies might take precedence.
A supplier’s insurance is also important, as is their quality control, customer testimony and any third party accreditation. Leave an audit trail, the CMI suggests, and stick to a code of ethics including confidentiality and abstaining from gift-swapping.
Measure the relationshipMalcolm Dare, supply chain director for BAe Systems Submarine Solutions says that a close working relationship with tier one suppliers is one of the most important elements in an effective purchasing strategy. “I don’t believe a company should have to provide assistance through the whole supply chain,” he says, “but it stands to reason that problems further down could have knock-on effects on us. So part of our work with our tier ones is ensuring they too are working closely with their tier ones – our tier twos. That reciprocal support network is the simplest way to ensure a healthy chain.” Over the last two and a half years, BAe has focused on turning its relationships away from what Dare labels “an adversarial approach” towards “a much more integrated working relationship,” between BAe, the Ministry of Defence and tier one suppliers.
Dare also advocates a holistic approach to assessing the performance of suppliers which ensures both parties are aware of what parts of the relationship are working and what needs to change. This is integral not only for solving problems but for of transparency and creating trust. Open-book costing is another practice he recommends.
“You need clarity in what you are measuring suppliers’ performance against, and that supplier must understand exactly how the assessment is made. You need rolling two-to-three-year continuous improvement programs set up with each individual supplier. I’m a great believer in having regular business reviews with clients on a three month basis, or six month if the regularity of supply dictates it.”
Wherever possible, says Dare, companies should adopt common and industry standardised performance techniques and, if available, conform to codes of practice. In the defence industry there is a method called SC21 – Supply Chains for the 21st Century which has set out pan-industry standards of performance for delivery and quality and includes checklists for measuring relationships.
“You have to blend the intangible methods of supply chain management – things like regular supplier forum – with tangible methods like monthly and quarterly performance reviews, SC21, improvement plans and partnering styles. Blend them and you get a very powerful way of monitoring how effective your supply chain is while building some very good relationships.”
Solus to multi-sourceWill Dennett, purchasing manager at recreational home manufacturer Willerby holiday homes, says that, responding to the economic downturn, the company now holds a monthly supply chain risk assessment with its board of directors. This ensures top-down agreement for short term policies of resource. Policies to come out of such meetings include the strategic change from ‘solus’ (single-source) to multi-source agreements in order to de-risk and secure supply. The procurement team are now more involved in analysing company finances, rather than simply having the figures fed down the line. The balance sheets are now reviewed almost constantly, says Dennett, and in this way he feels the economic downturn has even had its merits, for this company at least, as it has inspired “a little extra touch of vigilance”.
Willerby has forged strong alliances with suppliers, through which it has developed and changed the production and procurement policy of many key suppliers to the holiday home industry. “By far the biggest evolution has been a supply chain-wide adaptation from batch and queue to demand pull lean production,” says Dennett. “And the risk from solus supply has become greater as specific suppliers have gone into administration or reduced output or capacity to match the general market output during last year. So we had to make the decision to revert back to multi-source to ensure our processes are not going to be held back going forward.” Willerby will, though, continue to
In the current climate, it is essential that businesses in a healthy position pay promptly to help out other companies, or at least not add to their problems, because that’s when you get knock-on effects. We need a smooth flow of money owed throughout the chain
“
“
Malcolm Dare, supply chain director, BAE Systems Submarine Solutions


have your say at www.themanufacturer.com
Leadership and strategy
25
source specialist products from secure firms that agree to supply it exclusively, thus ring-fencing and protecting supply chains for key risk items.
“essentially, the most important aspects of my job as purchasing manager is to make sure the company gets what it needs on time and at a price that represents value for money,” says Dennett. “The best way to ensure that happens is by cementing two-way relationships with suppliers based on the trust that in doing the best for our respective organisations we are doing the best we can for each others’. This is why we’ve engaged with our suppliers through things like credit-risk coaching and have set up supplier alliances. It helps to cement everybody’s position.”
One of the most widely acknowledged tools to releasing tied-up capital is the principle of Just-in-Time (JIT). The principle was first introduced in the 1970s by lean expert Taiichi Ohno at the forerunners of mass production efficiency, Toyota. As the University of Cambridge’s Institute for Manufacturing notes, JIT “is a management philosophy and not a technique”. It is applied to the entire manufacturing process for the purposes of total elimination of waste and a culture of continuous improvement. elements of JIT, however, have been extracted and applied to specific processes within wider manufacturing operations; purchasing strategies is one. Several benefits of this can result, including reduction of work-in-process inventory, improvement in inventory turnover, better inventory records, easier inventory quantification and improved supplier-purchaser relationships.
Don’t bite the hand that feeds youWill Butler-Adams is managing director for Brompton Bicycle, a London based manufacturer of foldable bicycles, which has seen a sharp rise in sales in the downturn as city-dwellers look to swap their second cars for two-wheeled means of transport. he outlines how the company has adopted some JIT principles to make operations leaner. The benefits of this can be realised throughout the supply chain, he says. “Our stock levels are currently too high,” says Butler-Adams. “Reducing these levels will free up cash. In the current environment we are in a stronger position to negotiate with our suppliers for them to offer better service; to hold stock on our behalf and to deliver more regular deliveries on suited pallets – in return we won’t look for price reductions or longer [payment] terms.”
“This is the very time when you need to work with and support your suppliers – if you use the current economic climate to squeeze them on price and terms you may put them out of business which will cause far more problems.”
Butler-Adams says Brompton is trying to reduce the points-of-use for its stock from ten to one; an initiative which he says will immediately reduce stock-in-hand and, consequently, reduce wastage. “We are looking to introduce a barcode stock control systems, with the aim to give greater clarity of our stock position so we can operate leaner, to free-up valuable cash,” he added.
Problems can arise with JIT in purchasing models due a potential lack of flexibility when things don’t
go precisely to plan; having the supplies available to respond to a sudden need to increase production, for example. Or, if a firm receiving goods does not pay in ample time, there may not be other cash available in the business to fall back on and buy supplies from a third company, again causing disruption to the manufacturing process.
New code for prompt paymentOne form of mitigating the second problem is the Prompt Payment Code (PPC). This is a recently introduced initiative that intends to improve purchasing strategies for all small businesses. Developed and administered by the Institute of Credit Management (ICM) in conjunction with the Department for Business enterprise and Regulatory Reform, the PPC is a voluntary best-practice policy which involves signatories paying suppliers on time and to agreed terms, along with the commitment to quickly resolve any dispute that might arise. The ICM seeks positive references from a firm’s commercial partners before allowing it sign-up to the code. It plans to review its approved signatories twice yearly to check they are still operating inside its guidelines.
ICM and BeRR advise companies to seek partners in their supply chain that have signed allegiance to the PPC as, in the words of business secretary Lord Mandelson: “suppliers can have confidence in any company that signs up to the code that they will be paid within clearly defined terms, and that there is a proper process for dealing with any payments that are in dispute.” he referred to the PPC as “an exciting development” and says government will be monitoring its ongoing effectiveness.
“One of the biggest elements to effective supply chains is ensuring everyone pays on time,” said BAe’s Dare. “Our typical payment times are 30 days. In the current climate, it is essential that businesses in a healthy position pay promptly to help out other companies, or at least not add to their problems, because that’s when you get knock-on effects. We need a smooth flow of money owed throughout the chain.”
Dare said BAe are due to sign the PPC. “We will attempt to work out a deal with any company that asks for quicker payment and be sympathetic to its needs should its viability be at risk,” he added.
As these three manufacturers advocated, the main concern in an economic downturn should be the concerns of a company’s business partners, no more so than from a supply chain perspective. Simply looking out for number one is a doomed strategy when your own supplies run low and, worse, nobody left for you to supply.
“By far the biggest evolution has been a supply chain-wide adaptation from batch and queue to demand pull lean production
“
Will Dennett, purchasing manager, Willerby Holiday Homes

Less cardboard and glueMake a circle on screen. extrude it into a cylinder. Give the cylinder asymmetric wings and curve the wings down. Bevel the edges of your 3D shape, now tap bolt holes in both wings and rebate the circle body with a groove. Make five hundred more changes and you have your Version One digital prototype. To the uninitiated, 3D CAD modelling has remarkable powers. To those that know, this sketch is just an oversimplified example of a 3D CAD design process – so what’s the big deal?
Not so long ago, getting from this point to your pre-production, metal and plastic physical prototype would involve numerous card, foam, wooden (and metal and plastic) prototypes, hundreds of man hours and a lot of money. The physical testing of these prototypes is also very expensive. Now, digital prototyping technology can minimise the number of physical prototypes required to reach the production phase
TODAY it is possible for manufacturers and other professions to produce three
dimensional designs of nearly anything, from a piggy bank to a space shuttle. These designs can be turned, milled, heated, cooled, pressurised, spun at 1,000 revs and drop tested from 100 feet. And all this can be done on screen, in a virtual environment. The technology used to achieve this simulation is powerful and comes in a few core incarnations with multiple variations. More manufacturers and engineers are making use of old 2D drawings by reusing them as 3D models, enabling the reactivation of gigabytes of dormant intellectual property. Perhaps most importantly in today’s economy, data management software can analyse how the design will perform across the product lifecycle, assessing how the product would work on a mechanical, sustainable and logistical / time-to-market basis. CAD is a mature market that has consolidated greatly in recent years from a fragmented base, which has driven innovation, competition and better products.
Behind engineers’ computer screens and CAD tooling menus, a fierce battle is raging. Multinational companies are investing millions of dollars into 3D computer aided design, or CAD, software, digital prototyping, freeform modelling and digital product life cycle management. Mid-range solutions are reaching up and the high-end players are reaching down to the SME market and everyone wants the same thing: your engineers. Will Stirling reports
26
RealityVirtually

Designand innovation
27
prototype, allowing design verification on screen. This saves thousands of pounds in time and materials, and several more benefits including improving time-to-market, and reducing a company’s carbon footprint. And with a lot of CAD vendors acquiring analysis companies, the links between 3D product design and simulation are now blurring.
Digital prototyping is an increasingly big feature of CAD tools, and the vendor that is currently banging this drum the loudest is Autodesk, a US software developer best known for its dominance of the 2D design market with AutoCAD. Centred around its flagship product Inventor, in different versions depending on user requirements, the company is pushing its digital prototyping abilities with gusto, using state-of-the art presentations to illustrate the technology (see page 28). It can save a company thousands of pounds in physical prototype costs.
Simon Booker, marketing manager for CAD vendor SolidWorks says this technology is just one aspect of hundreds of applications of CAD modelling, but acknowledges its value. “I was involved in the software for designing the original Rolls-Royce Trent engines. every prototype literally cost millions of pounds, so it really can reduce companies’ product development costs drastically.” CAD tools with simulation capability, such as SolidWorks Simulation and Autodesk Inventor, have increasingly complex simulation settings including fluid flow analysis and motion simulation. Inventor Professional 2009 includes new features such as dynamic simulation, stress analysis (FeA) and cable and harness design.
Autodesk, while starting from further back than some competitors in developing 3D simulation tools, is pushing its capabilities heavily. One of its case studies is Swedish flooring system provider hTC’s concrete floor grinder (see left). The digital prototyping for this product in Inventor meant that hTC reduced the number of sets of physical prototypes from five to one. With the cost of a research prototype for its top product being nearly $500,000, the software investment is easily justified.
Growth industryThe 3D CAD software market, comprising four or five big global software developers and several smaller vendors, is mature and competitive. Notwithstanding the affects of a recession, it is growing too as architectural and engineering firms that have traditionally worked in 2D convert to 3D, digital prototyping gets more popular and more manufacturers and educational facilities invest in technology they see has a visible return on investment.
The ability to reuse, or rejuvenate, old 2D CAD files using 3D software is attractive to companies which perceive they extract more value from these designs. But are there compatibility issues with using, e.g AutoCAD files, with non-Autodesk products? While virtually every 3D CAD tool on the market can receive files in .dwg and .dxf format, the standard 2D formats, integrating data between different tools can be a concern for users. “The interoperability of all these systems is a big issue, as different departments and parties pass a design along the line,” says Richard Blatcher of Autodesk. “Autodesk owns AutoCAD, which has the most CAD seats [licenses] in the market, so there are no compatibility issues with using these files in all
our products.” however, all the main vendors have developed their software with this in mind, knowing that designs created in one tool are migrated to another when a design is sent through the production process from design engineer to manufacturer, into a data management system which will manage that data across the company, and between companies.
Design without constraintsParametric, history-based modelling requires the operator to use what is referred to as “design intent”, which covers the bulk of CAD tools on the market. The objects and features created are adjustable but constrained by real engineering design limits. Any future modifications can be simple, difficult, or nearly impossible, depending on how the part was designed. More software packages are being developed that provide the ability to edit parametric and non-parametric geometry without the need to understand or undo the design intent history of the geometry by use of direct modeling functionality. This means an operator with less training than a CAD expert can make certain, simple modifications quickly without recourse to, eg a subcontracted CAD operator. Called direct, dynamic or freeform modelling, some see it as the future of CAD for many applications where small and rapid c h a n g e s to a
design are required. “With for example
SpaceClaim [direct modeling tool], you can pretty much import any CAD file from any system and can alter and edit that geometry almost like its clay,” says Martyn Day at X3Dmedia, a CAD media company.
PTC, one of the longest established CAD vendors, developed one of the earliest versions of direct modelling in the 1990s. Now direct modelling’s popularity appears to be resurgent, as successful tools like SpaceClaim, Siemens Synchronous Technology, and soon Autodesk Inventor Fusion, are being adopted.
exponents of parametric modelling point out this approach has several advantages over the freeform approach. These include the ability to capture design intent and the ability to create families of parts and assemblies and parametric model variants. “We have overcome many of the traditional challenges of parametric modeling by the use of SolidWorks Intelligent Feature Technology (SWIFT),” says SolidWorks’ Booker. “This lets designers and engineers achieve the full benefits of a parametric design approach without the need to become CAD experts.”
Article continues on page 32
Clear view: CAD software produces extraordinarily sharp images

28
AutodeskAutodesk is a big, acquisitive company and a household name in the CAD market, owing to the dominance of the 2D CAD software market with the ubiquitous AutoCAD. More recently the company has invested heavily in a range of 3D CAD tools including specialist programmes that can enhance the appearance and realism of the final design, such as Alias. Inventor is Autodesk’s principle tool for CAD and digital prototyping and is its main product targeting SME manufacturers. The company has grown quickly in the 3D market and has been very acquisitive, mopping up several software companies that it is integrating into its Manufacturing Solutions business, the goal being to augment Inventor with higher capability. These include Solid Dynamics (motion simulation), Moldflow (mould filling analysis) and most recently Algor, an analysis and simulation software that provides simulation functionality including multiphysics, fluid flow and mechanical event simulation.
While Inventor occupies broadly the same market segment as SolidWorks Simulation and Siemens Solidedge, where SMe manufacturers are the target market, Autodesk software is used for high-end applications too. Jaguar Land-Rover invested eu4 million in an advanced visualisation suite last year that combines Autodesk Showcase and ICIDO software, high spec Sony 4K projectors and presentation equipment from UK company holoVis. Using “4D” glasses, the suite enables users to explore infinite angles of a design and to really get inside a product.
“Integration into product design and engineering has been
welcomed by all parties, inspiring a ‘fresh eyes’ approach to all areas of the vehicles,” says Brian Waterfield who manages the centre at JLR in Solihull. “The Virtual Reality Centre has become a focal point of engineering. Designers and engineers have opened up new lines of communication that has enabled a stronger step forward in our drive to adapt to the changing market place.”
As well as the commercial benefits, Waterfield says it has succeeded as an educational tool, improving the car industry’s image at a time it could use some good press. “The centre also reaches out to schools and universities. Schools are finding this helps to create a fascinating insight into design and engineering for the students who are now considering the automotive industry as a serious career option. The students are able to link their own experiences of internet and gaming into the virtual world, dispersing the old fashioned myths connected with the industry,” he adds.
Sign up and wait for the upgradeWhile Autodesk’s footprint in CAD modelling in the UK is rising, some argue it came into the 3D market late and is playing catch up. For many years the company focused mainly on 2D software. While Inventor is extremely capable, it is building up various simulation solutions as it goes along. For example its latest version, Inventor 2010, has full plastic parts moulding ability, while some of its rivals have featured this function for some time. Does the basic package miss some simulation tools? Colin Watson at IMASS responds: “Autodesk updates its software regularly to
integrate its acquisitions. With older versions that are succeeded when a new functionality, such as Plassotech’s finite element analysis, is added, license holders can upgrade to the new version via the
Autodesk subscription service.”
For monitoring different packets of data that stem from the CAD model, Autodesk’s digital management
platform is Vault. This fulfils some data management requirements
such as providing data on works in progress and release to
manufacture, but does not match the functionality of
some specialist PLM products.
Richard Blatcher, Autodesk’s marketing manager for northern europe, says: “Autodesk is unique in the market because it has a complete
range of solutions from 2D through 3D CAD, digital
prototyping, visualisation software like Alias, animation with 3dS Max and data management solutions.”

Design and innovation
29
Dassault Systèmes SolidWorks CorporationDassault Systèmes owns several capable CAD tools and is the biggest European player in the CAD market. SolidWorks is its core mid-range to high-end tool with a strong presence in UK manufacturing. The product line has compiled 1,300 user testimonials globally, of which 220 are from UK-based manufacturing relevant industries.
While it offers some direct editing capability and data management, SolidWorks’ core competency is in 3D mechanical CAD and simulation. “Where we differentiate from the competition in CAD is that 3D is all we do and we’ve been doing it a long time,” says Simon Booker, european marketing manager for SolidWorks, who has 20 years experience in CAD software. The product line’s CAD tools come in three main flavours; SolidWorks Standard, Premium (MCAD, static simulation and workgroup product data management) and SolidWorks Simulation Premium (simulation). All cover the main capabilities for 3D mechanical design, from part modeling to advanced surfacing and automation of repetitive tasks, while Simulation provides additional functions like photorealistic rendering and the ability to leverage scanned data.
CasestudyOcean EnergyAberdeen based offshore engineering company Green Ocean Energy has designed two variants of a wave energy power generator using Inventor. The floating variant, the Ocean Treader, works by harnessing the responses of wave motion of both horizontal and vertical floating bodies integral to the design. The team reduced the number of physical prototypes with working digital versions. As the wave passes along the device, first the forward sponson lifts and falls, followed by the spar buoy and finally the aft sponson. The relative motion between these three floating bodies is harvested by hydraulic cylinders mounted between the tops of the arms and the spar buoy.
Ocean Treader has proven it works in tank testing and the company is now fund-raising for the construction of a full-size prototype for offshore testing in 2010.
Managing director George Smith had used AutoCAD and Inventor at his previous company, and decided to stick with it due to familiarity and capability. “We wanted a solution which would enable us to export design data immediately into our Ansys FeA and MathCAD packages and we knew that Inventor would do this.”
Smith expects that the machines will be deployed in farms of 10-20 – but as these are miles out to sea and are low lying, they will be almost invisible from the shore.
“Modelling in 3D has helped us to fit a lot into a complex space and to check there are no clashes,” Smith adds. “In this way, it gives us confidence in the design while it’s still on the screen – when changing something isn’t a big problem.”
Ocean Green energy intends to have a commercial version of the Wave Treader, the offshore wind turbine-mounted variant, by 2011.
http://www.greenoceanenergy.com
The Ocean Treader designed in Inventor

Casestudy
30
At the company’s recent global event in Florida, Sir Richard Branson gave a keynote saying that the role of consumer testing in product development is key, emphasising the importance of physical models. Digital prototyping is an important innovation, says Booker, but he adds “our focus is to help companies design better products. Digital prototyping is just one type of problem and for some companies the key issue might be time-to-market, ergonomics or other problems.” he says SolidWorks helped bring the parametric modeling functions developed in the early days of CAD modeling, by software like PTC’s Proengineer, from a UNIX platform into Windows. “This helped maximise hardware performance to allow companies to build monstrously large assemblies and real time manipulation onto a PC,” he says. even so, the minimum technical specs for a computer to get optimal use from software of this power is considerably higher than a regular office desktop PC.
Like Autodesk, SolidWorks seems committed to reaching students and has a heavily discounted education package that starts at £200. This approach has long term commercial benefits. “We’re keen to introduce CAD at the school level,” Booker says. “Students leaving college will now expect to use 3D CAD when they join a company, and will advise that company on what to get and use.” SolidWorks claims to have 42,000 seats (licenses) in the UK, of which 14,000 are commercial/corporate, illustrating the importance of the education sector.
For CAD data management, the company offers enterprise PDM (product data management). It does not have a standalone freeform editing tool, but Booker says SolidWorks has several direct editing capabilities. SolidWorks Intelligent Feature Technology (SWIFT), provides parametric modeling without the need to be a CAD expert, is its solution to the training time investment problem.
Reee ChairLondon-based Pli Design Ltd used SolidWorks CAD and Simulation software to develop a stackable chair made from video game consoles. Addressing the rising corporate awareness of the need to reduce plastic waste, the Reee chair reuses the plastic from nine video games consoles – mainly Playstation®2 console casings – and claims to be the first commercially-produced chair in the UK to use 100% recycled plastic from a single course.
Manufactured in the UK, the chair complies with many of the requirements of the eU’s Waste electrical and electronic (Weee) directive, which makes the proper disposal of Weee materials the responsibility of manufacturers. The chair is devised by Pli Design’s founder Chris Pett and was co-developed by sustainable design consultancy Sprout Design. “There were a lot of details to get the geometry and ergonomics right, such as how the stiffness and flex of the ribs responded to the body, how to make the clips tamperproof yet easy to disassemble, etc,” says Guy Robinson, Sprout’s design engineer. “SolidWorks allowed us to tweak the design of the individual components while showing us how this affected the whole product, to get it right.”
Sprout used SolidWorks SimulationXpress to ensure the chair would be strong enough to support sitters without over-engineering the quantity of plastic in the seats’ ribs, reinforcing the product’s sustainable commitment.
The Reee Chair: a novel solution for waste plastic

Design and innovation
31
The origin of Siemens PLM Software is a good example of the consolidation in the CAD market. German conglomerate Siemens bought UGS, a product management software company in 2007, as a strategic acquisition to enter this software market. For CAD tools, Siemens PLM has SolidEdge, the mid-range product, and NX is its high-end tool favoured by companies like specialist automotive engineering firm Williams, the Formula One team. SolidEdge sits in the same core SME market as Autodesk Inventor and SolidWorks Simulation.
While both applications are very capable, Siemens PLM is arguably best known for its product lifecycle management, or PLM, software and a new innovation, Synchronous Technology, a direct or freeform modeling tool. PLM is the use of CAD metadata across an organisation and through the ‘virtual’ lifecycle of a product from design to production model to assess its performance. Siemens PLM has three main product areas: 1) CAD and digital prototyping, 2) digital manufacturing – the creation of virtual factory floors to assess man/machine interfaces and spatial planning and 3) digital [product] lifecycle management. Digital or virtual manufacturing began in 2005 through the purchase of UGS’s Tecnomatix, since when it has grown to account for about 10% of the company’s revenue.
Digital lifecycle management, through its Teamcenter product, is primary focus for Siemens and it sees this area as the future. “Most medium to large companies already have 3D CAD, so the market is now more focused on customer retention and development beyond CAD to into integrated digital product development and
PLM,” says Neil Dunsmuir, UK marketing director for Siemens PLM Software. “Where is the revenue going to come from in the future? SMes are also looking to utilise 3D data more, seeing the benefits of digital manufacturing and PLM from big multinationals.”
Synchronous Technology was launched in 2008 and is compatible for both Solidedge and NX, but you need one or other to run it. “With most direct or freeform modeling there is no way to track how people have changed the design,” says Dunsmuir. “Synchronous Technology gives the benefits of history-based modeling with direct modeling ease of use, while providing a track-and-trace history. This is an industry first.” Retaining a design’s geometry history while enabling freeform editing ease-of-use will be the big CAD battleground in 2009 and beyond, CAD experts say.
Casestud
yData management – Renishaw
From its move to 3D from 2D in 1991, measurement instrument maker Renishaw has brought design and manufacturing closer together. “We can now get from solid model to production model very quickly because we have developed a streamlined process on our NX suite of solid modeling, drafting, assemblies, and CAM,” says PLM manager Martin Rudnicki. “This reduces development time and improves design quality. The initial design process has shortened from weeks to days by using rapid prototyping direct from the NX data.”
After streamlining the CAD/CAM process, data management became the next issue. “In the early days we had to go to the source application to obtain information,” Rudnicki says. “This
meant that someone from e.g manufacturing had to ask a designer for a document – clearly inefficient. We knew we wanted to integrate data throughout the whole process and the only way to do this was with a product data management (PDM) system.”
Using NX and Teamcenter across the business has enabled the transfer of data from engineers between facilities and in different countries, because the toolset is used regardless of geography. Teamcenter is now used within the machine shop, assembly and procurement. Non-CAD staff can access design data relevant to their jobs, reducing the time taken from issue to distribution. Renishaw is now planning a tool management database in Teamcenter.
The complete case study and others can be found at: www.plm.automation.siemens.com
Siemens PLM Software

32
Product life cycle managementDeveloping, testing and perfecting a 3D model of your product can be just the beginning. For larger companies, product life cycle management (PLM) is used to manage the metadata created by CAD tools and display it across the company over the lifecycle of the product, to predict how that product ‘performs’ under different conditions. “It’s not just the 3D geometry data, this could be multiple different sets of data – it could be 2D data, materials data, bill of sales, testing results – all this across the lifecycle of the product,” says Colin Watson at IMASS, an Autodesk reseller. In addition to this, vendors are developing digital manufacturing capabilities, where virtual factory floors and production lines can be built, spatial optimisation and human/machine interaction can be measured before plant is installed.
PLM is a growth sector, as more companies see the ROI on analysing product variants through the supply chain before manufacture. “Small and medium-sized businesses are seeing benefits in PLM from the big multinationals,” says Neil Dunsmuir at Siemens PLM Software, a leading vendor in this field. Roughly 40% of the company’s revenues are from digital lifecycle management (DLM) and another roughly 10% from digital manufacturing. Dunsmuir is certain that more SMes will invest in digital lifecycle management as the benefits peter down from, for example, the aerospace industry (see Siemens PLM box).
PTCPTC is perhaps the longest serving of the 3D CAD developers. One commentator described its flagship ProEngineer tool as the “punk rock of the CAD world in the 1980s”, when its developments in parametric modeling and things like real-time solid colour shading were state-of-the-art for the time. It was also at the forefront of the direct modeling software market with CoCreate. PTC originally built its software for the Unix platform. At some point PTC’s market share faltered, but it has since recovered and grown through acquisitions. In 2008 rumours circulated on design media blogs that it was up for sale, but the company says it has never been for sale. ProEngineer is regarded as a powerful tool. “PTC is very big in powertrain applications, they have a very, very competent product. A lot of very serious engineers use ProEngineer,” says Martyn Day, a technology journalist at Develop3D magazine.
“Its SMe-targeted products Proengineer, Mathcad and CoCreate are designed to provide easy-to-use yet scalable 3D CAD/CAM/CAe solutions for manufacturing companies at an affordable price,” says UK PR manager Jacqui Cook. The company also provides product lifecycle management (PLM) solutions for product data management and collaboration requirements to the mid-range market, Windchill PDMLink and the newly released Windchill ProductPoint. PTC’s Microsoft Sharepoint-based version of Windchill launched specifically for the growing demand for a data management solution for small and medium sized businesses.
Firth RixsonFirth Rixson - leading UK manufacturer of rings, forgings and metal products, Firth Rixson realised design time was being lost by designers and engineers fulfilling requests for information from other departments. Having accumulated a big archive of CoCreate drawings, it found itself working with inefficient, error prone sign-off procedures and information distribution procedures. The solution: get improved collaboration and visibility of data across the enterprise.
Implementing Proengineer and Windchill PDMLink, they have been able to have all their data in a single central location and access to up-to-date information across the company. “Whenever a new product is being produced, it is generated within Windchill PDMLink – users can only access current drawings, so we know that no-one is using old docs or old files from places that have not been kept up to date,” says chief designer Mark haythorne.
Casestud
y

have your say at www.themanufacturer.com
Design and innovation
Training and timeAll the main vendors provide operator training, mainly via their authorised resellers. For products like Inventor and SolidWorks Simulation, this is normally four to five days, with top-up training provided as required. Vendors say training provides good value for money. IMASS Design Solutions, an Autodesk reseller, provides a four-day Inventor foundation course for about £1,200 per head, as well as software support and maintenance, implementation and telephone support. “Depending on what the client actually designs and manufactures, we would expect a return on this investment after a period of between nine and 12 months,” says Colin Watson, business development director at IMASS.
The issue of whether to train operators internally, externally or to subcontract design to third party designers is important and in UK manufacturing there are many examples of each solution. CAD software is complex, extremely powerful and requires a lot of training to be fluent, which is expensive. For example, Catia V6, the latest version of one of the most capable tools in the market and a product favoured by some aerospace and car companies, is a case in point. As more architecture firms adopt high-end CAD tools, good operators are prized. “A good Catia or [Siemens] NX operator costs a lot of money,” says X3Media’s Day. “Some companies have thought about investing in it – it’s not the software cost that’s stopped them but the fact if they train anyone up they’re going to lose them to a different part of the market very quickly.”
Depending on the complexity of a product design that a company needs to develop, and the number of modifications it expects to make, direct editing tools can provide a solution to training costs. “Training in SpaceClaim takes from half a day to a day,” says John Milne of WhiteSpace Technologies, possibly longer depending on aptitude. “There are five million engineers world wide, only three million of whom operate CAD. The rest of the people in the process don’t have time to learn it, they don’t want to be a CAD jockey. Direct modelling is for them.”
High-end CAD and convergenceAt the top end of the market, tools like Siemens NX, Dassault Systéme’s Catia and PTC’s Proengineer continue to have a firm grip on the car and aerospace industries, as the level of simulation and productivity enhancements are generally superior to the mid-range tools. A license for the base package in this group is in the £5,000-£6,000 range, and add-on tools can take a package to over £8,000. Catia brought out version six, V6, at the end of last year. Catia provides enhanced ‘live collaborative design’, where multiple users can contribute to a design ‘simultaneously’, and the new version offers faster data sharing irrespective of distance, a new easy-to-use interface and a powerful new underlying ‘kernel, or solid modelling component. The ‘bird’s nest’ Beijing
Olympics Stadium was designed in Catia. Siemens NX has a strong foothold in high performance automotive, for example NX6 is used by the RBS Will iams Formula One team. Siemens PLM Software hold regular technical master classes where l icense owners can get top tips from prestigious clients, l ike Will iams’ engineers. PTC’s Proengineer has a strong reputation for powertrain simulation. “For powertrain applications it’s a very competent product, a lot of very serious engineers use Proengineer,” says Day at X3Dmedia. PTC’s history is interesting. It was the first company to really perfect parametric modeling, but when it began focusing on PLM software it lost market share in its traditional CAD stronghold. Now it is fighting its way back with Proengineer.
The market trend in CAD today is that product performance has improved across the board, and convergance as the market consolidates. Some say this will stop now the recession has arrived, but tools are under pressure to continue to offer more functions in the basic package. The mid-range tools such as Inventor and Solidedge are reaching up to appeal to the automotive and aerospace industries and the high-end tools reach down, to appeal more to SMe manufacturers, smaller engineering firms and architects. It will continue to evolve as freeform modelling, PLM and digital manufacturing simulation becomes more pervasive.
Digital prototyping is an example of an application that should attract attention at the moment, when cost-saving benefits of making fewer prototypes, reducing waste and improving time-to-market is crucial. “The marketeers have been telling us for years that time-to-market and product design innovation are key areas for success, says X3Dmedia’s Day. “In times of economic growth, there was room for inefficient processes and substandard products; but in a new economic landscape, surviving and indeed excelling in the field will depend on new efficiencies and innovation.”
33

The 100 tonne continuous mining machine tucks into the next course of gypsum rock
on its 16 hour double shift. We are five kilometres into the gypsum mine. The machines work without rest, there are few operators and the extraction process is smooth and quick.
The mine, at east Leake in Leicestershire, is part of an operation that has been transformed in recent years into a lean, efficient company that now produces one million tonnes of plaster and plasterboard per year at full capacity with a force of 280 employees. This is one of five UK factories owned and operated by British Gypsum, the UK’s biggest plasterboard and plaster manufacturer and part of the Saint-Gobain
British Gypsum’s business has gone through a complete transformation in the last seven years. From tightening
production schedules, reducing waste and energy costs to setting industry safety records and establishing
plasterboard recycling plants, as well as bringing on board two new capital investments – worth £130m – early, under budget and with vertical start-up, it is
justifiable to describe the company as an exponent of World Class Manufacturing, says Will Stirling
34
successChalking upthe

Worldclassmanufacturing
35
group of companies, which has imposed a long list of performance targets since the introduction of a company improvement programme that began in 2001, including six per cent year-on-year cost reduction at all factories.
The improvement programme is based around world class manufacturing (WCM) principles for increasing productivity, reducing breakdowns and improving quality. These are based on Japan Institute of Plant Maintenance principles, in turn developed from Total Productive Maintenance working practices established by the Toyota Motor Corp. after the Second World War. A key pillar of WCM principles is the involvement and commitment of all employees. WCM is based around 10 pillars: Safety • Environment • Customer service • Focused improvement • Autonomous maintenance (operator maintenance) • Professional maintenance • Early equipment management • People • Quality • Cost reduction.
The management at British Gypsum threw itself into the programme with gusto – visiting the site today, one is hit by a barrage of continuous improvement and waste reduction statistics. Currently all British Gypsum plants are accredited to the internal Saint-Gobain WCM Bronze award and it is the only company in
Saint-Gobain to have achieved this. These efforts were recognised in December 2008, when British Gypsum was accredited with the World Class Manufacturing Association’s Bronze Award for its east Leake plant (see overleaf). The Saint-Gobain Gyproc standard and WCMA standard are identical.
Tight shipIt was not always so at the company. “To look at this factory seven years ago compared with now, it would look very different – you had to wear Wellingtons in parts of the factory because the dust was that thick,” says British Gypsum’s operations director, Stephen Smith, who joined the company in 2002. “Poor performance was the norm: breakdowns were inevitable, quality complaints were inevitable, accidents were inevitable. Back then UK factories were the worst in Saint-Gobain Gyproc, but now plants like east Leake are considered the shining stars of the group.” he also explains how the company runs a very lean workforce today. “The plants are highly automated and as such the direct manning is very low, however the number of technical experts is high. At Barrow, the biggest plant of its type in the world, there are just six production operators per shift.” Such changes were self-imposed but absolutely crucial to do business competitively in a global construction industry that was, before the downturn, consolidating.
Smith, assisted by east Leake factory manager and 22 year British Gypsum veteran Darren Wilson, runs a tight ship. “A principle of our maintenance strategy is reducing cost: if the lifetime of a part says nine months, how can we extend it to 12 months?” he says. “We don’t do over-maintenance – we can’t afford to over-maintain,” Wilson adds. The changes implemented at British Gypsum under Smith’s stewardship have been sweeping. “This is not an initiative, this is the way we run our business,” Smith says. Generally the new modus operandi has been widely embraced by employees and staff retention is high. “You talk to production operatives about their jobs, about PM and AM. They don’t feel they’re trying to be caught out, because there is a very detailed methodology, and check lists in place, tasks and targets are clearly stated,” Smith says. he maintains staff respond well to the clarity of communication and the training provided. The plasterboard factory is peppered with AM, PM and standard operations notice boards.
The WCM process is about understanding all the losses in your business, ranking them and examining the impact costs and needs when addressing those losses
“
“
Stephen Smith, operations director
(L) Stephen Smith, operations director (R) Darren Wilson, factory manager

Operations and maintenanceThe production process – turning solid rock into plaster powder and plasterboard – is punishing, so it is essential to understand the mortality of the equipment. “The key to maintenance is understanding the wear cycle of components,” says Smith. “You’ll see bits of equipment that are 30 or 40 years old but you’ll think ‘Wow that looks brand new.’ People’s time is a limited resource, so we only use it in the areas where we can measure high losses and reduce cost as part of our six per cent target” he adds.
“All equipment in the factory is risk-assessed for maintenance and for some pieces of equipment a simple breakdown maintenance strategy applies. For others, which have a bigger impact, a scoring system (AA,A,B,C) is applied and for each one, we will have a differing strategy. The strategy can be can be condition-based monitoring, condition monitoring, time-based maintenance, or we will do maintenance improvement and look at how we can reduce the costs by increasing the length between service intervals. For example, the lead time for certain crucial components of the mining equipment, such as the main ring bearing on a homogeniser, can be up to two years, and single parts can cost up to £500,000.”
British Gypsum spends between £9m to £10m per year on maintenance materials, so there is great scope for equipment efficiency improvement to cut this. Processes are analysed down from a very high level of assembly to isolate a single key part, then to work out how the lifespan of that part can be extended from 300 days to 600 days, for example. “One key issue is to reduce the variability of the process,” says Wilson. “We have to have very, very reliable machines and we push them to the edge of their running capability. We have increased output by over 40% across all of our factories but our overall maintenance material spend has reduced by a significant amount.”
Energy and sustainabilityA big part of British Gypsum’s cost reduction activity in 2009 is energy. It has applied several programmes to reduce its energy bill, including energy diversification – British Gypsum is looking at ChP and on site diesel generators, as all of the sites except one are over 50MW. Last year alone, British Gypsum saved over £2m by targeting process improvements in the 5 factories. The company hedges its energy purchasing, to offer some protection against fluctuating energy prices, and is considering hedging for a longer period despite the recent fall in the oil price.
Water is a very big part of the energy equation. “We’re reducing the amount of water we put into the plasterboard – the less we put in, the less we have to dry out later,” says Smith, referring to the board manufacturing process, where large sheets of plasterboard are dried on the production line, which uses a lot of gas.
British Gypsum also recycled nearly 41,000 tonnes of plasterboard in 2007, a fourfold increase since it began recycling in 2002, and it intends to increase this amount in 2009 as new rules from the environment Agency covering landfill sites will come into effect in April.
36
World class manufacturingWhat is a world class manufacturer? The term has been used in manufacturing for many years but there is little consensus to its real meaning. “It’s a term that has not been fully understood, and has certainly been devalued through overuse,” says Jeremy Praud, a manufacturing consultant at Lauras International. “To us, a world class manufacturer is one that scores a minimum score on an absolutely true measure of efficiency, with no allowances for stoppages, slow plant running, crew etc.”
If world class manufacturing is subjective, it is essential that companies who claim they are ‘world class’ set their sights high on a range of credible criteria such as quality, focused improvement, customer service and corporate social responsibility.
British Gypsum demonstrates such criteria. In 2006, its parent company Saint-Gobain formed the World Class Manufacturing Association with three other organisations; Fiat Group Automobiles and LCV, Arcelor Mittal Group and Kyoto University. The improvement strategy is built around 10 pillars (see body text) and is centre-led – audited both internally and by a WCM development manager. In the WCMA pilot project launched in 2002, four Saint-Gobain plants – one in each of the UK, France, Germany and the US – were given the WCM framework and told to apply them. Three plants, Chambéry (France), Casola (Italy) and east Leake have achieved the equivalent of WCMA Bronze standard in internal audits. In January 2008, east Leake was the third plant to be accredited to this standard and the third to receive official recognition from WCMA auditors. Its performance has made it the international flagship WCM plant for Saint-Gobain Gyproc.
Sixty-eight Saint-Gobain Gyproc plants globally have implemented the WCM programme to date.

have your say at www.themanufacturer.com
World class manufacturing
37
Elite trainingeach year Saint-Gobain runs a WCM Instructor course. Considered to be of greater value than an MBA or equivalent qualification, it is open to plant managers and senior plant management teams across the group. Over two weeks the course covers all the company’s management tools such as AM, PM and FI, change management, how to lead and more. Launched in 2003, the course is a mandatory qualification for plant, engineering and factory managers at Saint-Gobain sites in the UK, and is provided by an external training provider (all other WCM training at the company is developed and implemented by Saint-Gobain/British Gypsum personnel). This year there are 32 students, but British Gypsum tries to get as many people on it as possible. It is intensive – days normally start at 06.30 and can finish at midnight; there is a written exam at the end of the course and a second review exam after 100 days. Both Smith and Wilson have completed the course. “That’s the problem with six sigma,” says Smith. “You parachute-in the belt holders at this level [high] to examine a problem down here and you wonder why it doesn’t work. here everyone [at a certain level] has done the course and uses the WCM toolkit as part of their daily work. In the UK plants we have a critical mass of TPM experts including plant manager, production manager, maintenance manager, line managers and mine managers, all of whom know the process inside out.”
Not everybody passes – at the 100 day review, about 65% fail, partly because they have to demonstrate that lessons learned on the course have been applied in the factory. “The WCM course is probably about 60% on techniques and 40% about your ability to apply change – that you can persuade the value of the techniques to a sceptical workforce,” says Wilson.
There is a degree of employee scepticism but it is changing. “We have invested a huge amount of time and effort into the WCM programme. Our next focus is getting people to do this training autonomously, not compulsorily,” says Smith.
Infinitely continuous improvement?It’s clear that loss analysis is a very big part of the British Gypsum strategy. “The WCM process is about understanding all the losses in your business, ranking them and examining the impact costs and needs when addressing those losses,” Smith says. This cost analysis is fed through a factory team, which sees whether identified savings can be applied to each site within a group, then on to performance teams within each factory, who assign ‘ownership’ of losses to specific team members, ensuring that the right people are solving appropriate problems within their capability.
Can British Gypsum continue to find, and hit, six per cent cost reduction every year? “It’s constantly calibrating your eyesight to see more losses, to see more waste,” Smith says. “Seven years ago it was more about turning on a machine and being content that it worked. We’ve moved on a long way from that, exceeding our targets over the last two years, but there is still a long way to go.”
The East Leake plant

Sustaining success
Lauras International delivers rapid improvement solutions through the application of proven methodology via its trademark, highly practical approach. Lauras knows that key to sustaining results is to firmly embed a robust framework for transferring skills and techniques into the client’s operations – as it did during its work with Largo Foods in the summer of last year
reducing changeover times, eliminating waste product and optimising ingredient usage. Lauras were very hands-on and engaging – all the consultants were adept at forging good relationships with site personnel and particularly with the factory floor operatives.”
An involved approach was crucial to ensure that all staff were motivated and focused on sustainable improvement rather than short-term gains, with Lauras using their expertise to tackle any resistance to change as it arose. “Initially there was resistance to timing and measuring at factory floor level; but we worked with Lauras to resolve the issue by open and honest communication of their aims,” explained Donnelly.
Senior Lauras consultant Dennis Bean agrees that communication is key: “No matter how well staff have been briefed, they can often still be slightly apprehensive. So the first thing we do is put them at ease and help them to understand that we are there to help, not make life more difficult.” To facilitate this, Lauras consultants spend as much time on the shop floor as possible. “We spend so much time talking to people on the shop floor that we can quickly feed out to people what we are doing and that we’re there to help them,” Bean explains.
Another key Lauras specialist working on the Largo project was senior consultant Jenny Low-Doyle, who agrees that empowering staff is vital to achieving success: “People had perhaps felt slightly frustrated in the past, or that they hadn’t been heard, so once they understood the objective of what the project was going to deliver, they were very much on board and keen to work with us to get those changes implemented. And those changes made a lot of sense to people. Especially as we neared the end of the project, they were feeling very positive about it – they really wanted it to succeed. It was a case of being pointed in the right direction and knocking a few of those ‘brick walls’ down. Some people felt that it wasn’t possible, that they couldn’t do it; but this was all about helping people realise that with a different way of thinking, they could do it.”
Once behaviours started to shift, Lauras ensured that the corresponding support systems were put into place. “Operations external to the workshop also needed managing,” explains Low-Doyle. “It was important to make sure everyone was briefed – that everybody else was on board outside of the workshop and that communication was happening, that staff
Established in 1983, Largo Foods is Ireland’s leading premium snack foods company, with a turnover of €90m and such names as Tayto, King and Hunky Dory’s gracing
its portfolio. Last summer, having recognised the need for efficiency improvements on the factory floor, Largo called upon the services of Lauras International, the rapid improvement consultants specialising in the manufacturing sector. Recommended by one of Largo’s non-executive directors, Lauras’ proposition and approach was impressive and Largo subsequently engaged the company to deliver a comprehensive waste reduction and performance improvement programme at its snacks factory in Gweedore (officially named Gaoth Dobhair), County Donegal.
With a strong emphasis on training being a hallmark of the Lauras approach, the project was structured around three separate workshops – each lasting between four and six weeks – with sessions daily. Participants were from across the spectrum of the business and included maintenance staff, supervisory staff, packers and machine operators.
Each workshop delivered identical preliminary training before branching out to tackle a specialised area. The first focused on reducing the length and number of line changeovers; the second on reducing waste at the plant – including how it was accounted for and measured, and how it should be eliminated – while the third was location-specific, examining why a particular area was losing time and experiencing reduced efficiency.
Once issues had been identified and appropriate solutions devised, the Lauras team then ensured that all changes made were closely monitored for effectiveness during the implementation phase. Any solutions falling short of the desired effect were revised until success was achieved – an important feature of the Lauras approach and one which the company feels is crucial to benefits being sustained in the long term.
John Donnelly, operations director for Largo Foods, was particularly impressed with Lauras’ proactive, hands-on approach: “Lauras trained management and staff in their techniques through practical case studies. Participants were then encouraged to put their training into action, initially working closely with Lauras but eventually working unsupervised to come up with key actions for reducing waste in the business, for example by looking for spare capacity,
38

were not working in isolation,” she explains. It is Lauras’s experience that by taking this approach, new behaviours can be sufficiently supported to facilitate a company-wide culture change over time.
With staff fully committed and all the relevant support systems in operation, the project quickly delivered significant results. Changeover time – the focus of the first workshop – was halved; and numerous other benefits soon followed, including increased process throughput, less factory waste, improved problem-solving abilities within the workforce and a robust planning system to ensure customer expectations were not only met but exceeded. To ensure that these gains continue to be upheld, a continuous improvement plan was firmly embedded into Largo’s operations. “There’s now a seeding of well-trained operatives and managers who have been trained in problem-solving and diagnostic skills to continue
the improvement of factory performance,” explains Donnelly.
Largo improvement champion Michael Logue oversees this element of the process, having worked closely with
the Lauras team from the outset. He has found the project to have been a catalyst for identifying further opportunities for improvement within the business: “It’s one of those situations where you’re always moving forward and you’re always trying to improve. Once you’ve made one improvement, there’s always another one opening up in front of you,” he explains. In fact, the project has been so successful that Largo has invited Lauras back on site this year to train up additional personnel in the company’s new way of working.
Lauras were present on site for approximately five months. Crucially, payback was only eight months; and overall, Largo was able to recognise a 40% reduction in line waste, 45% saving on changeover times, reductions in giveaways on several products, reduced packaging over-usage and improved line efficiencies.
Low-Doyle sums up the experience: “It was a real pleasure to work with Largo. The people were enthusiastic, and clearly cared about their business – it is always a pleasure to be able to help, and the team have really taken to the way of thinking and should go on to deliver further great results for their business,” she enthuses.
39
Sustaining success
Published in association with:LAUrAs inTErnATionALTel: +44 (0)207 558 8730email: [email protected] www.laurasinternational.com

40
Mark Young explores recent developments in Knowledge Transfer Partnerships, Train to Gain and Apprenticeships – three of the most prominent schemes when it comes to industrial training – and attempts to unravel the spaghetti junction of skills agencies that provide the courses they offer
Arresteddevelopment?

41
Peopleand skills
PeRhAPS you are a manufacturer with many of your workforce – and
its accompanying skill base – approaching retirement age. Or maybe you’ve built up a talented team of people with the
potential to set the industrial world alight but who lack the hard skills to put the next level
of the production process into practice. Or maybe your organisation is just in need of some sharpening up.
What you want is specialist industrialist training. how are you going to obtain it? Do
you take it upon yourself, passing your know-how down through the ranks; do you employ consultants to do this for you; or do you send your staff to the local college?
Seeing the range of optionsManufacturers know what they want to get out of training schemes but they don’t know always what all the options are. In addition, the structure of skills and training agencies in the UK can seem exasperating.
The Innovation, Universities, Science and Skills Committee (IUSSC) said in its recent report Re-skilling for recovery: After Leitch, implementing skills and training policies: “Taking the national, regional and sectoral complexities together it seems to us that much of this system is impenetrable to everyone apart from possibly a few civil servants and a handful of academics.” The National Audit
Office even provided organisational charts to illustrate this point [see overleaf]. Indeed, the
need for a simpler structure of government skills agencies has been advocated by
the organisations themselves, as well as by Whitehall: “The principal
barriers seemed to be gaining access to information about the programme,” the latter has said.
One redress to this problem which the Government has recently commissioned is talentplan.org.uk, a website allowing businesses to input the types of skills they are seeking, along with their industry and location, to retrieve recommendations for the agencies, organisations and programmes best suited to meet their needs.
The system begins with the Learning and Skills Council (LSC). This government funded body finances 25 departments which make up the Alliance of Sector Skills Councils (SSC), one of which is allocated to each industry sector. One of the two main SSCs to deal with manufacturing is Semta, which looks after aerospace, automotive, bioscience, electrical, electronics, maintenance, marine, mathematics, mechanical, metals and engineered metal products industries. The other is Cogent, serving the chemicals, pharmaceuticals, nuclear, oil and gas, petroleum and polymers industries.
Cogent represents 19,000 companies, between them employing close to one million people. The average gross value added to the UK economy for a UK worker is £31,000 but from an employee of a company under Cogent’s stewardship, it is £98,000. Overall, those firms have a combined annual turnover of £156bn. Semta’s coverage is 76,000 companies and closer to two million staff. These agencies act as a bridge to access government training schemes and the funding for them, and to create relationships between companies and academic institutions. They can set up Train to Gain (T2G) programmes and apprenticeships, and can also act as brokers by carrying out assessments of companies to evaluate their training needs and advise what skills services are on offer.

Train to Gain CompactRecognising the frailties of a training programme that regularly fails to equip its students with a deep enough understanding to enter a company and perform in a given role, SSCs have pushed for and succeeded in obtaining funding to implement a second phase, which will work in conjunction with the original T2G programmes.
Cogent has been awarded £50m for companies who want to take part in an extension programme, Train to Gain Compact (Compact). Cogent’s communications director Mervin Dadd asserts that the programme will be a success, since the organisation will now be held to account by its quantified results.
Compact is also offered by Semta, which has a budget of £65m at its disposal to support this. A three-year initiative, it seeks to extend the offerings of SSCs and includes more flexible and specific training options. Through Compact, companies can provide employees with additional Level Two and Three national vocational qualifications (NVQs) on top of the ones available through the original T2G, and the scheme will focus on bringing skills into line with european benchmarks.
“This is an agreement between us and the Learning and Skills Council,” says Dadd. “We get the extra money and we must provide 10,500 learners who achieve full Level Two qualifications, 5,215 learners achieving full Level Three qualifications and a further 6,000 apprenticeships starts in three years.
“The money is essentially an investment. If we match US productivity levels through these training measures, the £50 million will be worth an extra £2.4 billion to the economy.”
Dadd says Cogent’s industries need a combined total of 24,000 new production technicians over the next five years, which is why it is so important that the image of manufacturing improves. “We have to entice kids into vocational courses,” he says. “The future of British industry could rest on it.”
Lynn Tomkins, director for UK operations at Semta says: “The £65 million Train to Gain funding package will help employers to fund training programmes that will lead to real business benefits, including all-age apprenticeships, ‘skills for life’ (such as literacy, numeracy and english as a foreign language), management and leadership and business improvement techniques. Semta will work with companies to identify their skills needs and put together a tailored training plan, then help employers access the funds available. Right now, businesses are focused on survival, and our funding, specialised support and programmes are designed to meet the needs of employers in the real economy.”
Speaking at a forum held for its suppliers, BAe Systems’ Malcolm Dare supported the Compact approach: “I want every one of our suppliers to access the training they need, when and where they need it, with a minimum of red tape. That’s why Compact will simplify, extend and improve the support available through Train to Gain, helping firms fill skills gaps quickly.”
The National Skills Academy for Manufacturing is distinct from the SSCs, though it has many similar roles, reports to Semta and is also financed by the LSC. In addition, a new organisation called the National Apprenticeship Service begins in April which will govern all apprenticeships across all sectors.
Aside from the frustrations about a convoluted and inaccessible structure, the actual content of training schemes when they are finally located has often been found wanting. The IUSSC remarks in its Re-skilling report that it has received many criticisms of Train to Gain, and suggested that a “radical reform” of the scheme was now necessary – this coming just two years since it commenced.
What can be done to clarify the structure of training options?
42
Apprenticeships benefit both employer and apprentice

People and skills
43
ApprenticeshipsThis year, among the most prominent advocates of the vocational work and learn apprenticeship programmes have been Prime Minister Gordon Brown and British business figurehead Sir Alan Sugar. The Prime Minister promised in January to oversee the adoption of 35,000 new apprenticeships over the coming years, bringing total levels to over 250,000. he announced the recruitment drive on a visit to Rolls-Royce’s aerospace plant in Derby, a company which itself will offer 220 such positions in 2009. Meanwhile, Sugar, the former Amstrad head and chief personality of hit TV show The Apprentice, has used his public personality as a platform to weigh in with his personal support for such roles and points prospective participants in the direction of the LSC’s new Apprenticeship scheme, outlined at www.apprenticeships.org.uk.
The Learning and Skills Council is also keen to have the value of apprenticeships celebrated among a wider audience. It is currently taking entries for its sixth annual National Apprenticeship Awards and kicked off the campaign with a week-long promotional drive, during which celebrity business people such as Richard Farleigh (former Dragon on the BBC show Dragon’s Den), Levi Roots (successful entrepreneur) and Justin King (CeO, J Sainsbury) gave talks on the value to both employees and employers.
Currently administered by the LSC for small and medium-sized enterprises and by one of its divisions, the National employer Service, for larger firms, the National Apprenticeship Service launches in April. The organisation will have overall responsibility for apprenticeship programmes and will oversee funding, assessment and marketing, in addition to providing a service matching employers with would-be apprentices. It will also host an Apprenticeship Ambassadors Network which will be used to promote more widespread initiation of apprenticeship programmes.
Knowledge Transfer PartnershipsIn addition to T2G and Apprenticeships is a programme from Knowledge Transfer Partnerships (KTP). KTP describes this route as “europe’s leading programme helping businesses to improve their competitiveness and productivity through better use of the knowledge, technology and skills that reside within the UK knowledge base.”
The programme aims to set up reciprocal relationships between businesses and academic institutions, with each benefiting from the transfer of each other’s knowledge and expertise. It supports effective collaboration on a specific and strategic innovation project by establishing three-way partnerships between a company, a knowledge base with skills relevant to the project (academic or research institution) and a high calibre associate working within the company, such as a recently qualified graduate.
One company that followed this route and found it to be a positive experience was Ruislip-based Wright Machinery. The company provides bespoke design consultancy, manufacturing installation and the commissioning of conveyor machinery to food manufacturers, with previous clients including Kellogg’s, Walkers Crisps and Tesco. To remain competitive, the company needed to continually improve its innovative strategies, quality and speed of delivery and drive
“Much of this system is impenetrable to everyone apart from possibly a few civil servants and a handful of academics
“A diagram drawn up by the National Audit Office to
illustrate the myriad of public skills bodies in the UK
IUSSC, Re-skilling for recovery: After Leitch, implementing skills and training policies


have your say at www.themanufacturer.com
needs. effectively, they are adamant that the associate is transferring the knowledge gained from their previous education [at university] and [since] we were the one who chose the associate, it is [therefore] our problem.
“And at the end of all the weasel words, they tried to make us sign an IPR agreement so that they could benefit from the results of the programme,” he adds.
Wilson says his experience with KTPs reflects a greater problem in the UK’s wider employment culture. “We have a tendency to value stability, keep doing what we did yesterday and cut costs a bit more; we only change our plans when we are forced to do so. My view is that the customer is not the pupil, student, associate, unemployed person, or the company involved. It is the state that these institutions aim at satisfying. The system is broken,” he adds.
Whether Mr Wilson’s experience is or is not representative of a significant chunk of KTP corporate partners, it is clear that much still needs to be done to make the system accessible, navigable and attractive to all companies and employers. To borrow an analogy recently regaled by a member of the manufacturing community, “some years ago the Japanese were getting uncomfortable about karaoshi – death through overwork. So they established a team to look into this who, of course, beavered away for many an excessive hour attempting to find a way to solve the problem. I suspect the equivalent here is to establish a committee to investigate why there are so many committees.”
People and skills
45
down costs. With this in mind, it undertook a two year KTP with two graduate associates and the London South Bank University (LSBU).
The aim of the first associate’s KTP project was to design, develop and produce a new vibratory conveyor and reduce the overall manufacturing costs of the current line of products. The second associate was tasked with developing a company-wide planning, scheduling and control tool to generate achievable delivery dates within budget. Working in collaboration with the LSBU, the company developed a new range of modular conveyors using innovative patented technology and introduced IT tools for design, planning and scheduling, creating cultural changes in operations. As a result, new sales were achieved, as well as increased profits from new products and cost savings due to improved manufacturing and operational efficiency.
Wright’s managing director James Walsh says: “The principle of KTP has been excellent and we are delighted with the expected outcome. For businesses embarking on a KTP project, the benefits are exponential.” Financial director Angus Davidson adds: “By implementing a tool for delivery forecasting, the sales team can now offer clients realistic delivery dates. Previously we could not guarantee delivery and therefore lost business. Additionally, improving the visibility of our manufacturing process has freed up cash, which allows us to focus on the business development and attracting new customers.”
however, not all KTP experiences have been positive. Julian Wilson, director at military equipment interface -maker Matt Black Systems, has had a very different experience. “We are running a KTP at the moment and it is very frustrating,” he says. “The university we are partnered with is a complete fraud. They sold us their competency, yet once the programme was running the knowledge to be transferred seemed to have to come from the associate, not the university. When pressed, they say that what we are doing is not conventional, therefore there is no body of academic knowledge to transfer, and that they only have enough time allocated to the project to support the associate in their pastoral
Right now, businesses are focused on survival, and our funding, specialised support and programmes are designed to meet the needs of employers in the real economy
“
“
The BAE Systems’ Apprenticeship programme is one of the largest in the UK

BACK in 2000, a small Philips microchip factory in New Mexico suffered a fire. It wasn’t
a large blaze, the factory wasn’t destroyed and no lives were lost but there was a lot of smoke damage — and that wasn’t good news for the sensitive equipment used in chip manufacture. The factory supplied specialist chips for mobile phones to the two market leaders at the time: Nokia and ericsson. Nokia had established a supply chain situation that monitored risk and this particular supplier had been identified as critical. As soon as it picked up the news, it got on the phone and bought up Philips’ entire inventory. Two months later, ericsson had problems with its supplies. It called Philips but could not get anything for six months. The action was very damaging to ericsson’s mobile phone business.
That situation predated the current economic downturn by several years but it is a signal example of the nature of supply chain risk and a relevant anecdote in today’s environment.
“It isn’t always possible to change suppliers at short notice,” says Laurence Dupras, director of supply chain services, europe, at Bearing Point. “What you can do is put in place short-term contingencies. Toyota has been looking at all its suppliers with regard to risk — both countries and areas. It’s looking also at building up inventory in critical points.” Which is something of a surprise: Toyota is known for taking inventory out of its system.
“In exceptional situations, under risky and emergency conditions, we may consider asking a distressed supplier to put a certain safety stock in place, in order to prevent an unexpected disruption of our production,” says a spokesperson for Toyota. “This should then be seen as more corresponding to european standards (three to five days’ buffer), in opposition to Toyota’s normal lean standards.” This exceptional practice is intended only during a period identified as heightened risk — that is, right now.
“Toyota has control of its supply chain,” says Dupras. “It has been running lean and using the supply chain to steady the business. It feels that, by running buffers at critical points, it will continue to do that. There is not the case for all companies in the auto industry but Toyota understands its supply chain.”
Orders have collapsed in part because the value chain is stuffed with goods ordered in a totally different economic climate and based on demand forecasts made some time ago. Manufacturers are caught in something of a cleft stick. On the one hand, a supplier going down in China or a fire in New Mexico may leave them without components vital for production; on the other hand, no-one wants to be building up inventory. The challenge is to ensure that the supply chain is both secure and able to respond to market changes.
46
tightCuddle up
Does it still make sense to have world-spanning supply chains in a climate of economic downturn? Ruari McCallion finds out if new models are emerging

(Plastic) straws in the windPhilip Watkins, managing director of masterbatch plastics company Gabriel-Chemie, had a useful phone call in mid-February that may indicate straws in the wind. It was from a company in the UK that had previously been buying from the Far east but is now seeking supplies as a matter of urgency.
“It is indicative of the way the market is moving,” said Watkins. “We are hearing of other things kicking around, which are linked to just-in-time philosophies.” The rise in transport costs during the last two years was probably giving pause for thought to companies running long supply chains. Costs have fallen again but the process it triggered has thrown other things into relief.
“What is relevant is stock-in costs,” said Watkins. “You can’t generate short lead times from China.” The majority of Gabriel-Chemie’s business is custom-matched to customers’ very precise requirements. If its experience is more than an aberration then there may be a realisation that the ‘expensive’ production areas like the UK and eU have value to offer – automation, which cuts labour costs; high quality standards; and, above all, responsiveness, so orders can be fulfilled quickly and the supply chain isn’t pregnant with inventory.
however, this good news depends on the infrastructure actually being available and that’s a significant ‘if’. holliday Pigments operated for over a century from a factory in hull that used to make Ultramarine Blue, a key industrial colour and vital in the masterbatch sector. The plant – the largest manufacturer of ultramarine pigments in the world – was closed in 2007; production was transferred to France and Malaysia. It highlights an issue many are concerned about.
“At the end of January, the BPF (British Plastics Federation) had a meeting at the Bank of england with the deputy governor,” said Watkins. “We as an industry were raising concerns about the exchange rate and its effect on raw material supplies. The Bank views [the weakening Pound] as a positive thing. It believes that, as the exchange rate lowers, manufacturing will automatically take over from financial services. The point we made, forcefully, was that once you lose capacity, it’s very difficult to turn on again. That ultramarine blue factory, for example, is probably gone forever.” Nonetheless, Watkins is confident the company will rise to the new challenge, whatever the issues with infrastructure.
“We have five days turnaround to prove ourselves,” he said.
Logisticsand supply chain
47
Shortening the supply chain“Companies that are best in class, like Dell, for example, will use less working capital if they’re agile,” Ms Dupras says. “A shorter supply chain means less working capital and means they can play on service levels as well as price.” Different strategies are emerging — or rather, becoming more apparent. Dell, like Toyota, makes its products close to its markets —and has suppliers geographically close to its manufacturing plants as well. That doesn’t necessarily mean right next door, as in the manufacturing parks; rather, the whole supply chain is compact. It makes monitoring easier and means the OeM can respond faster. BMW is another example — it has brought its engine manufacturing for MINI over from Brazil to Birmingham.
Another company — a Tier One auto and aerospace bearing firm — is continuing with a strategy of shortening its supply chain and bringing suppliers closer to its manufacturing point. “It is thinking of the risks but also of the competitive advantage to be obtained by doing something different,” points out Ms Dupras. The company’s three criteria are price, quality and lead time, which is service levels. “Its philosophy has been that, in terms of quality, it has been number one. It accepts that it won’t necessarily stay there; its suppliers supply competitor companies. On price, it doesn’t want to get into a price war but it strives to control its own costs. On service levels, it can compete


The capacity question“Companies in western europe and North America have loads of capacity, which they start to realise as they go down the lean road,” says Richard holland, of TBM Consulting. “There are two tactics [for dealing with the downturn]; one is to insource, the other is to get new products out faster and sooner. One of our customers has started to work on new product introduction. It wants to double them, which will help growth and soak up capacity.”
One of the things TBM is doing, especially with its clients in the USA, is helping them drive hard to provide companies with ways to find cash in the supply chain. Retail companies, in particular, are looking at ways to reduce lead times. That helps to reduce inventory — but it has its risks.
“honda is concerned about the survivability of its suppliers,” he says. “Taking two months off, simply stopping orders, is a big hit for suppliers to take.” The question of capacity is important — as it means that suppliers in developed economies (europe and the USA) located closer to OeMs will be able to take on work that may, in the past, have been turned away; not least because it was less profitable. But the other side of the coin is that the customers will seek to take advantage of the situation and drive prices down. It is the companies that have brought costs down who will be able to undertake work and deliver at a competitive price, profitably, who will prosper.
“Looking forward to five years ahead, we are seeing a push from OeMs to have shorter, more flexible supply chains,” says Laurence Dupras, of Bearing Point. “We have seen a lot of commodity-type production moving to lower-cost countries. It doesn’t mean it will always stay the same.”
have your say at www.themanufacturer.com
Logistics and supply chain
49
by making its supply chain shorter.” If the company achieves that, it can demonstrate to its customers that it is a reliable partner — that risks involved in the chain have been reduced. “It has brought its cycle times down 80 per cent and is seeking to get a further two-thirds out. It is promising to deliver any product, anywhere in the world, within 10 days.”
Shortening the supply chain will not eliminate risk completely but can make it more manageable and understandable. Consulting group Aon has said that global supply chains are becoming more vulnerable to potential disruption; it now identifies 58 ‘at risk’ countries — a 42% increase over last year. Some are obvious, like Zimbabwe; but Burma, Georgia, Iraq and even Guinea-Bissau have been added. Is it an argument for bringing manufacturing back to europe in general and the UK in particular? There are indications that it’s worth considering.
Reverse trend“Companies we work with are seeing order losses,” said Richard holland, of TBM consulting. “They’re having to make some redundancies but we have advised them to insource back from China.” Improved effectiveness means they have a lot of productivity to soak up. “Where companies can do so without capital expenditure, they are doing. It’s more difficult where machinery has been sold off.” Ah, yes. The danger with the outsourcing trend during the 1990s and into the early years of this century was the risk of going into ‘corporate liposuction’ — sucking out the nerve network, as well as the fat. A lot of outsourcing was done without a coherent strategy and the danger is that the infrastructure reaches a tipping point. There may be interest in looking closer to home in order to become more agile, responsive and secure but are the resources available?
“A lot has gone from the UK, which is hardly surprising; the country has been relying on the service industries,” says Ms Dupras. “And some ports in the UK, where imports arrive, are struggling for capacity.” She recently spoke with a large european auto manufacturer, which indicated that capacity issues disincline it to invest in this country. But there’s still eastern europe, which remains competitive, and the possibility of a scenario that would, quite recently, have been thought unlikely.
“We’re seeing an active increase in the pace of true globalisation — more companies with more functions
across the globe,” she continues. “For example, China’s cost advantage is slowly eroding and Chinese companies are establishing subsidiaries across the world.” As the Christian churches once sent missionaries across the world and are now recruiting pastors and priests from the emerging economies to serve in the First World, so we may see Chinese, Indian and other companies establishing operations in the UK and continental europe. Not necessarily OeMs, but at the supply level. So don’t close down that fastener factory just yet.
Companies we work with are seeing order losses. They’re having
to make some redundancies but we have advised them to
insource back from China
“
“
Richard Holland, TBM Consulting

A support base for manufacturers is out there. And due to the heterogeneous nature of manufacturing and the composite disciplines involved in the industry, there exists the need for a transparent, collaborative and comprehensive support network
Developing lean thinking Providing value stream and process mapping Introducing 5S and six sigma techniques Team building Improving layouts and space utilisation Reducing work in progress Improving quality and delivery Introducing materials and product innovation
These are MAS’s key areas of expertise and we always look to build on our offering. We are not a static programme and try hard to reflect the current needs of manufacturing SMEs and the modern tools and technologies used in best practice. MAS can work with Business Link and partner products in the Support for Business portfolio to ensure that a company can get the joined up help it needs whether that is design support, investment support or skills support . For example if a lean change project highlights the need for improved skills, MAS can work with Train to Gain and the National Skills Academy for Manufacturing to access the appropriate skills development and learning at a local and regional level.
What results can MAS offer? Measurement is king. As manufacturers, we know that measurement is central to everything we do; we provide metrics for and measure performance, productivity and profitability, amongst other things. Why? Because if we can’t measure something then we can’t understand it and if we can’t understand it, we can’t improve it. So here are our Quality Cost Delivery (QCD) improvement measurements for the 2007/08 period.
20.1% people productivity improvement 21.7% improvement in space utilisation 24.3% reduction in scrap defect rate 29% overall equipment efficiency improvement 30.2% improvement in on time and full delivery 44.9% increase in annual stock turns
Here’s another measurement: for every £1,000 paid in fees by clients, £17,000 was returned. Apply figures like these to your business model and think about what would happen to your measurements.
What sectors does MAS work in?Anything from a cheese maker to an aerospace company. The manufacturing sector is diverse and through its practitioners and extended network of industry experts, MAS has the knowledge
This business support network, of which MAS has been a key component, has traditionally been accessed via a number of different avenues, leading to some confusion as
to the easiest way of getting help. In response, there has been a strong focus by government to streamline the support services provided and this has delivered initiatives in the marketplace to increase quality, reduce proliferation and to give companies a highly visible business support structure that is easy to access, clarifies eligibility and reduces the confusion that has deterred some SMEs.
This group of products launched by BERR and collectively known as the Solutions for Business – funded by government package provides 30 evidence-based products, streamlined from over 3,000 in 2006. Business Link will be the primary access channel for the redefined business support products and the new streamlined system is expected to encourage more UK businesses to take advantage of the support offered. Products can help companies with common problems such as starting a business, research and development, accessing finance, skills and training and resource efficiency. MAS is the product available for manufacturing best practice. Research estimates indicate that better targeted assistance will add up to £1.4bn per year of value for businesses.
What exactly is MAS?The BERR Manufacturing Advisory Service is a peer-to-peer service that provides help and expert practical advice to manufacturing SMEs and is positioned strategically to enhance the competitiveness of manufacturing SMEs by improving their productivity. It is tasked with helping manufacturers grow through improving efficiency, removing waste from their business and, subsequently, increasing productivity and profitability. Since its inception in 2002, the initiative has helped generate over £550m increased gross value added (GVA) to the manufacturing companies it has worked with.
Our practitioners come from industry. They are manufacturers through and through and can therefore relate to the thousands of manufacturers they work with each year. Ask nearly anyone who’s heard about MAS and you can expect to hear: “Ah yes, those are the guys that do lean and manufacturing best practice.” Although this is a somewhat crude abridgment, they’d be right. The MAS programme aims to introduce modern manufacturing processes and in 2007/08, we concentrated on the following key areas:
50

base to impart advice and pragmatic solutions to all manufacturers in one way or another. The business similarities between a process engineering company of 125 people and a packaging manufacturer of seven people may at first seem tenuous. But if both companies are experiencing problems with on-time delivery (OTD), then (taking into account unique circumstances for each business model) the solution for both might simply be an uncomplicated visual management system, tailored for their specific needs. I’m not suggesting a one-size-fits-all solution, as that is certainly not the case; but what we can do is bring tried and tested business propositions and manipulate them to fit a company’s needs. For a number of companies out there, the business resolution may be more circuitous, involving serious culture changes and restructuring and we would look to implement longer term, in-depth consultancy projects.
The business support landscape is cluttered – how do I choose? There are a number of business support products on the market. We can’t force manufacturers to undertake MAS diagnostics or consultancy projects, but we do need to breakdown any apathy that exists as a barrier to them asking for external help. MAS provides bureaucracy-free help and advice for manufacturing SMEs, simple as that. We encourage manufacturers to work together and share best practice both regionally and nationally, and therefore do the same ourselves.
We work with other public sector bodies, trade associations, universities and large enterprises – our extensive network is prolific and we interact seamlessly with many bodies on an operational level to maximise the opportunities for the client so that they don’t have to source them individually. For example, if a MAS diagnostic reveals the need for a specialised skills uptake or a product re-design, we’ll work with the client and the appropriate partner to ensure the best business solution is provided and usually at a heavily subsidised rate.
One of the reasons the UK has become so embroiled in the current global economic crisis is the fact that we are actively involved in a global supply chain – one that is dependent on global commodity prices and global consumer demand. We reap the benefits while the world spins on an economically favourable axis, but we have to take prudent measures when the markets slow and recession bites. Government help exists to provide support at both
ends of the spectrum; to help companies grow when the opportunity arises and to help them withstand harder times. We’re here to provide effective business support. If you’re a manufacturing SME and want to either grow your business or are experiencing business problems, then you should call MAS on 0845 658 9600.
Roger Parr is the National Network Resource Manager for the BERR Manufacturing Advisory Service (MAS)
51
Business Link is the primary access channel for all Solutions for Business products
MAS is one of 30 Solutions for Business products provided by government
MAS is supported by RDAs and Scottish enterprise
BERRUKTIDIUS
DEFRARegional
Development Agencies
Companies looking for help
Business Link0845 600 9 006
Information, Diagnostic,Brokerage
Examples of solutions for business products
• MAS• Designing demand
• high growth• Innovation advice & guidance
• Train to Gain• exporting products
• Grant for investment• Grant for R&D
• Finance products• Improving resource efficiency
• Knowledge transfer partnerships• Collaborative R&D
• Premises• Networks
Primary access channel Secondary access channel
MAS0845 658 9600
Lean manufacturing and manufacturing best practice
Suppliers and supply chains
New product introduction

No retirement age
How the skills and experience of older workers are essentialfor quality manufacturing and an ongoing skilled workforce
“Some of the traditional manufacturing skills are very hard to come by these days. Where we have that valuable skill and expertise we encourage staff to work for as long as they are able to do the job.”
promotional feature
Stuart Redman,managing director, LBA Couture
he manufacturing workforce is substantially older than the workforce in general, however only one firm in five employs someone over the age of 65. The sector already faces serious
labour and skills problems, and the level of skills required is rising.
LBA Couture was established over 20 years ago and its large manufacturing unit is based in Colne. The company considers the skills and experience of older workers as essential to the quality of its products, which is why it makes every effort to retain its employees.
One such retention tool is operating the business without a retirement age.
Says managing director Stuart Redman: “Some of the traditional manufacturing skills are very hard to come by these days. Where we have that valuable skill and expertise we encourage staff to work for as long as they are able to do the job.”
If staff choose to scale back their hours as they get older, their needs are accommodated wherever possible. Continues Stuart; “One of our machinists has recently applied to reduce her hours and this was no problem. We’d rather retain her skills.”
LBA Couture has years of experience in manufacturing bespoke, quality furniture such as sofas, chairs, headboards and beds.
“In order to maintain the quality and individuality of the pieces we produce we have to harness the years of furniture-making experience our craftsmen have,” explains Stuart.
“They are responsible for developing and training new, younger staff to carry on the tradition.”
T
www.agepositive.gov.uk
Is a retirement age required?No. Many employers are taking advantage of this to keep experienced skilled workers. It is then up to the employee to notify you of their wish to retire.
Is there a legal default retirement age? Yes, it is 65. This is for employers who still want to set a compulsory retirement age (it must be 65 or higher). Below 65, an employer must objectively justify the earlier retirement age.
Do I have to tell employees?Yes. If you use a compulsory retirement age (65 or higher) you must write to employees at least six months in advance
to tell them it’s their right to request to work longer.
Can I refuse the request?Yes. You can refuse an employee to work past the compulsory retirement age if you have followed the correct procedures.
What else could I do?Consider if working with a retirement age is necessary or if your business would benefit from dropping retirement age? Ensure that all staff involved in managing retirement are aware of current regulations and of opportunities for keeping people on if they wish to work longer.
Retirement policy FAQs

Operationsand maintenance
53
IN today’s economic climate, productivity is crucial; and there is great pressure on maintenance
engineers to solve equipment breakdowns with the minimum of downtime. If the spare part in question is on site, then this may be reasonably straightforward, but if the part is missing, then raising requisitions, liaising with purchasing to source the part as quickly as possible and actually fixing the problem once the part has arrived can be an extremely lengthy process – and as we all know, time is expensive.
There are also less visible but equally significant consequences to wasting engineering time – time that could be far more usefully spent working on energy saving measures, investigating plant performance with a view to increasing efficiency, or undertaking preventative maintenance.
So what’s the solution? how can MRO stores be restructured to avoid the waste of engineering time without making a large investment,? The answer is to
With today’s ever-tightening budgets, companies can no longer afford the luxury of a large maintenance workforce, with the result that existing maintenance engineers are experiencing greater demands on their time. Outsourcing the operation of the company’s MRO (maintenance, repair and operations) and stores and maintenance spare parts procurement is often the solution, says Paul Jenno of ERIKS Integrated Solutions, a division of ERIKS UK
engineer!Let the engineers

© 2009 Siemens Product Lifecycle Management Software Inc. All rights reserved. Siemens and the Siemens logo are registered trademarks of Siemens AG. All other logos, trademarks or service marks used herein are the property of their respective owners.
The Siemens answer: PLM Software to build the right product — and build the product right.
Escalating costs. Tighter schedules. Increased complexity. The challenge of turning more ideas into successful products has never been greater. You need a product lifecycle management solution that improves everything from design to manufacturing – and beyond. Find out how Siemens PLM Software can help your company stand out, no matter how tough the challenge. www.siemens.co.uk/plm/answers/manufacturer
Answers for Industry.
© 2009 Siemens Product Lifecycle Management Software Inc. All rights reserved. Siemens and the Siemens logo are registered trademarks of Siemens AG. All other logos, trademarks or service marks used herein are the property of their respective owners.
Call 01277 263 244 or visit www.majentaplm.com
How do we turn more ideas into successful products?
54

have your say at www.themanufacturer.com
Operations and maintenance
55
outsource the whole stores operation to a company that has specialist experience in MRO operations. Let’s see exactly what this involves.
Right on timeessentially, the third party company takes over every aspect of managing the stores. The stores operation effectively becomes a business within a business, with the maintenance engineers as its customers. The new stores operation is run not by a stores supervisor but by an experienced manager who is targeted on operating the stores efficiently and cost-effectively and in such a way that the needs of the customers – the maintenance engineers – are given top priority.
To help meet these targets, specialised systems developed and refined over years of experience should be introduced. These should include a paperless stores management software solution, capable of accurately keeping track of tens of thousands of products and ensuring that timely orders are always placed for stock replenishment.
This not only means that components in the stores can always be located quickly, eliminating the desperate hunt for the right part in the event of a breakdown; it also means that the requisition process is streamlined. The result is that maintenance engineers can depend on the part they need being in stock when they need it, and they can also access it quickly, thereby saving their own time and reducing plant downtime.
Naturally, the stores personnel handle all the ordering of stock from external suppliers, and all the order chasing to ensure that the orders are fulfilled on time. Since they see the maintenance engineers as their customers, they are also able to provide new value-added services.
Streamlining stockA good example is kitting. If a planned overhaul on a machine is scheduled, the stores staff can produce a complete kit of all the replacement components that will be needed. All the maintenance engineer has to do is go to the stores and collect the single box that’s ready and waiting – a far cry from the old approach of a time-consuming search through dozens of bins to find the necessary parts.
hopefully, this sounds like an excellent arrangement, but it would be fair to ask where the hard savings are going to come from.
As one of europe’s largest engineering groups, eRIKS has great buying power and can invariably negotiate better prices for the components it buys than a company that sources its own MRO stock. In addition, because of its efficient
stores management systems, wasteful over-stocking is eliminated. Then there are the considerable cost savings resulting from downtime reductions made possible by the enhanced efficiency of the MRO operation.
Freeing up the buyersThere are also benefits for other parts of the organisation, particularly the purchasing department, who are usually required to source obscure components and negotiate the best prices and deliveries with numerous suppliers. Now they can leave this to the third party, freeing up their time for more valuable activities. MRO can quite often account for less than 10% of a plant’s spend but over 60% of its procurement department’s transactional activity.
having just one MRO supplier to deal with frees up the buyers to concentrate their efforts on getting the best terms for the really large and important contracts, such as raw materials, energy, telecommunications services or the company vehicle fleet.
There can be little doubt that maintenance engineers are doing their best and most useful work for their employers, and the work they like best, when they are engaged on engineering tasks. MRO outsourcing can make this happen and at the same time, provide a modern solution to old-fashioned stores operations.
“ If a planned overhaul on a machine is scheduled, the stores staff can produce a complete kit of all the replacement components that will be needed
“Paul Jenno,ERIKS Integrated Solutions

sewerage and trade effluent charges, depending on your water provider and if it offers a leakage allowance.
Do it yourselfIf you want a detailed and sophisticated breakdown of your water consumption patterns, your provider should be able to offer you a water management service to assist with this. Business customers of Yorkshire Water, for example, are offered access to flow data 24/7 via their own designated website – a highly visible and straightforward approach to monitoring consumption patterns.
It is also advisable to check that the serial number on your meter tallies with the one on your bill. This ensures that your company is not inadvertently paying for another company’s supply. Also check that your meter size is appropriate for the amount of water that you use – if it is too large, you may be paying extra charges.
According to Yorkshire Water’s Barefoot, there are some “very simple housekeeping measures which can be undertaken at very little cost to help reduce water costs and provide some quick financial wins,” he says. “Manufacturers should consider examining ways to reduce their domestic water consumption, as this is an area where simple water savings can be made. Our domestic water audit will provide a complete picture of a site’s water use for non-process functions like toilets, washrooms and showers, including a review of fittings to identify areas of high consumption or waste. It also includes an assessment of opportunities for cost saving, together with a cost/benefit analysis showing payback periods for the installation of water conservation equipment. It is surprising how much it costs to have urinals which fill and flush when no one is using them, particularly at night.”
ONe dripping tap could waste 5,000 litres of water over the course of one year, costing your
company over £900 in water and wastewater treatment costs. Furthermore, reducing your water consumption could cut the cost of your water and effluent bills by up to 30 per cent. That is according to envirowise, the government programme set up to deliver free, practical advice on improving resource efficiency.
But the path to reducing water consumption is not always clear-cut. It may be easy to switch lights off but visit any typical business and you won’t see taps left running. As an area for potential cost saving, water use is frequently overlooked, often because a firm’s monthly spend on its water bill is relatively cheap when compared with gas and electricity or raw materials. “Water conservation has always been the poor relation to gas and electricity when it comes to investing money to reduce costs,” agrees Kevin Barefoot, business services manager for Yorkshire Water. The company works with manufacturers across a broad spectrum of industries including engineering, steel, textiles, chemicals, food and drink. “As prices of gas and electricity have rocketed in recent years, many companies have understandably put resources and investment into these two utility commodities to reduce cost.”
however, it is not complicated, nor expensive, to start a water efficiency programme. The first step should simply be to get to grips with your company’s water requirements by recording how much water it uses on a daily and weekly basis. The best way to do this is not only by scrutinising water bills but also by reading your meter, enabling you to identify changes in consumption patterns and help to spot leaks early, thus avoiding unidentified wastage before it becomes costly. For example, if you repair a leak promptly, you may be able to claim back some of the
Most businesses are aware that monitoring energy consumption can save money. But are the potentially big bottom line benefits from practising water efficiency being overlooked? Becky Done reports on an important environmental issue that, correctly tackled, could benefit companies in numerous ways
56

Sustainablemanufacturing
57
Leaking pipes are also costly, as well as being more susceptible to freezing. A good way to identify a leak is by checking consumption patterns at night or at a time when there should be no water use.
“Sites covering large areas with an ageing infrastructure are very susceptible to leaks,” says Barefoot. “Installing a series of data loggers which monitor water flows would identify high baselines. A baseline measures how much water is used during a period when the site is not in use. high baselines can often identify leaks and bad production practices.”
Other simple measures include insulating pipes to protect against frost damage, fitting spray taps (a modest outlay on these could reduce water consumption through taps by up to 70%, according to envirowise) and installing tap aerators and flow restrictors.
Appoint a water championTo co-ordinate all of these efforts and lead the programme for change, envirowise recommends appointing a ‘champion’ who will take responsibility for identifying water conservation opportunities and co-ordinate reduction policies. A lack of employee participation can be a big hurdle to the success of water usage efficiency and can mean savings potential are not reached. In addition to this, working towards a common goal can help improve staff morale and generally increase motivation.
At headland Foods, one of the UK’s largest manufacturers of frozen ready meals, the champion for environmental issues is technical director Ray Boggiano. headland has significantly reduced water consumption as part of its overall environmental policy. Water is a main ingredient in many of its recipes and is also used extensively in processing, cleaning and facilities at its Flint and Grimsby sites. In 2005, headland engaged envirowise and the Carbon Trust Wales, who assisted in drawing up its energy management policy. The company could then begin to act on its water consumption.
Enhanced Capital Allowance schemeAs part of the enhanced Capital Allowance scheme, businesses are entitled to claim a tax break of 100% first year capital allowances on investments made in water saving technologies and products listed in the water technology list (WTL) run by Defra and hM Revenue & Customs in partnership with envirowise. WTL products include:
monitoring equipment leakage detection equipment efficient toilets rainwater harvesting equipment cleaning in place equipment for
process systems efficient membrane filtration systems for
the treatment of wastewater for recovery and reuse
efficient washing machines small scale slurry and sludge
dewatering equipment vehicle wash waste reclaim units efficient industrial cleaning equipment waste management for mechanical seals
For further details, go to: http://www.eca-water.gov.uk.

“We started off by establishing where our water was being used and where it was being wasted; and most importantly, by educating our people in terms of seeing water as a valuable commodity,” says Boggiano. “Surveys were conducted into where leaks occur, where we were wasting water and where we were using too much water. Then we set about tracking it, curing leaks, getting a system of management and measurement into place (sub-metering for instance) and implementing a series of low-cost and no-cost solutions.”
Boggiano emphasises the importance of targeting the ‘low-hanging fruit’: “Simple things like trigger guns on hoses and timers on tray washes.” Success in these areas then motivated the company to look at “more complex engineering-based solutions such as re-circulation pumps for cooling water – so you are re-using and re-utilising water where you can – as well as further sub-metering. With continued support from both envirowise and the Carbon Trust Wales, we have been able to meet challenging targets to reduce water consumption year on year.”
As the projects increased in complexity, payback was swift. “For all the projects that required capital investment, payback was under 12 months,” Boggiano says. “But the most important thing is to see water as a valuable commodity rather than just something that comes out of a tap.”
At the start of the process, headland was using around 170,000m3 of water a year at its Flint site. Now in 2008, despite increasing output by about 2000 tonnes, site water consumption stands at around 150,000m3. At its Grimsby site, the saving is nearly double that – compelling evidence that even where water is an essential component of the manufacturing process, significant savings can be made without risking operational efficiency, or indeed the safety and quality of the product.
Further considerations might include checking the water efficiency of your appliances.
More efficient appliances may require a slightly greater purchasing cost but will provide cost savings over a relatively short payback period. If you can also find a way to reduce your hot water consumption, you could reduce your carbon footprint. “Implementing water reduction measures not only helps [companies] improve their bottom line but also helps to reduce a company’s carbon footprint,” says Barefoot. “Saving water can only have a positive effect on a company’s environmental image. For every business which saves one cubic metre of water, the equivalent carbon saving would be 0.299kg.”
Capturing nature’s bountyAs well as improving the efficient use of your abstracted water, consider maximising the benefit from the water you are given for free – rainwater. As rainfall in the UK is high, manufacturers based here are ideally placed to embark on rainwater harvesting, which can drastically reduce a company’s mains consumption.
To start, envirowise advises calculating the amount of rainwater you could harvest by taking your area’s annual precipitation in metres (figures available from the Met Office website: www.metoffice.gov.uk), multiplying this by the collection area in square metres
58
Water and the lawIf your company is based in england or Wales and you wish to take more than 20m3 of water per day from groundwater or surface waters, an abstraction licence will be required from the environment Agency (eA).
For companies in Scotland or Northern Ireland, limits vary. There is a fixed application charge of £135 in addition to a subsistence charge of £25 minimum, calculated from several contributing factors including volume required, source and season. Paying for an abstraction licence could be avoided if you invest some time and perhaps a modest investment in reducing your water consumption and requirements.
Other legislation must be complied with, for example depending on your business and levels of waste disposal, you might have to apply for discharge consent and groundwater authorisation. Check legislation including the Water Act 2003, the Water Industry Act 1991 and the Water Resources Act 1991.
To avoid getting caught out by discharge laws, you should have an accurate drainage plan of your premises, and means to contain spills and leakages so they do not enter drains on site. Incidents should be reported to the eA as they occur on 0800 80 70 60.
Check the eA’s website at www.environment-agency.gov.uk for the regulations that affect your company – remember that legislation varies between england and Wales, Scotland and Northern Ireland.

If your facility already uses water efficiently, why not enter the EA’s Water Efficiency Awards? This could attract positive publicity for your company, as well as rewarding you and your staff for their efforts. entries for the 2009 awards close on April 17.
Sustainable manufacturing
59
– your premises’ roof area – and multiplying by 0.8 (as you can typically expect to harvest 80% of this water each year). Allowances need to be made for storing harvested water and how to connect the tank to your existing system. Consider also where the water will be used, as this determines the required quality and therefore the necessary level of treatment. In some cases, such as toilet use, the required treatment will be minimal; in others, for example where water will be used in food processing, the treatment will be high.
harvesting rainwater not only saves costs. By reducing your firm’s dependency on mains water, you are potentially insuring your company against water shortages or other problems with mains water. There is also less limescale in rainwater than the mains supply, which could help to protect your equipment and appliances from deposit build-up and eventual damage. For more information on rainwater harvesting, contact the UK Rainwater harvesting Association: www.ukrha.org.
In addition to cutting costs, water efficiency is a worthwhile addition to the corporate responsibility agenda of any company. For companies seeking to certify their efforts, thereby making them visible to suppliers and customers, envirowise’s programme the rippleffect could be one option. The rippleffect is a six month initiative that enables companies to collect data about their water consumption, draw up an action plan for monitoring it and then implement it, tracking savings as they go along. Companies can register their interest for next year’s programme on the envirowise website: www.envirowise.gov.uk. This year’s programme attracted 500 signatories, and each participating company will see their achievements certified by envirowise at the programme’s end.
For businesses focused on continuous improvement – and what business can claim it is not? – water efficiency should be a key element of strategic policy. If it is not, companies could be losing out to a host of benefits, many of which are available for free.
“For all the projects that required capital investment, payback was under 12 months but the most important thing is to see water as a valuable commodity rather than just something that comes out of a tap
“
Ray Boggiano, technical director, Headland Foods
Water meter
Listening stick
Data logger

In order to reduce the uncertainty more relevant data was needed. This company sells their products to consumer electronics manufacturers that in turn sell their products to retailers. To get some hard data, we called our friends at Nikkei magazine and asked, “What happened to retail sales of electronic consumer goods in December?”
Their surprising answer was, “Yamada electronics - 114% relative to last year.”
But we had all read that consumer sales went down, dramatically. The first examples that jump to everybody’s minds are cars and property.
however, cars and property are unique in the sense that almost nobody buys them with cash; they are credit-dependent purchases. So, it’s no wonder that when the financial system became paralysed the sales of these credit-dependent products took a nose dive. Unfortunately, we extrapolated from those very visible products to the market in general; we erroneously took these two specific cases as representative examples.
Careful not to repeat this mistake, we went looking for more data about the situation. We looked for the global retail picture and not just consumer electronics sales.
We found no evidence of “a huge economic crisis”. If one insists on being pessimistic, and uses just the most distressing sources, the decrease in the last few months (excluding cars) constitutes a drop of less than 10%. Needless to say, this is a far cry from the 50%
Dr Eliyahu M. Goldratt looks at what 2009 holds for an electronic components manufacturer
60
causeeffect
The power of
and
CAN it be that almost everyone is grossly misreading the current economic situation;
the newspapers, the investors, and even the most practical and experienced people – the top managers of large companies? I recently spent time with a large Japanese electronic components manufacturer that reached the conclusion that, as incredible as it is, 2009 is likely to be the best year in their company’s long history. here is the analysis that was exposed to them. Would you have reached a different conclusion?
In November 2008, the media was filled with warnings that the huge financial crisis was quickly developing into an economic crisis. The company’s sales started to decline in November, and by December incoming orders dropped by 50%. Like many in their industry they were considering a massive cut in capacity, including the inevitable redundancies. But what forecast should guide their actions? Will sales continue falling, or stabilise around the new low figures? Or maybe, hopefully, begin to climb up soon? Figure 1: is a graphic representation of the uncertainty they are facing.
Electronics companies – future scenarios

scare. The data from all sources provides solid proof that the market consumption is not experiencing any meltdown – yet.
If no crisis is occurring in retail, how come they, and all their competitors, are experiencing a huge drop in sales? The answer is that retailers also read newspapers. The alarming headlines created the impression of an economic crisis, and retailers are especially sensitive to such developments. Typically, a significant part of the inventory they hold has a finite market life and the fear of any retailer is to get stuck with yesterday’s merchandise.
To reduce inventories, many retailers gave substantial price reductions in December to encourage sales and ordered less from their suppliers.
This started a snowball effect. Due to the retailers’ decision to reduce inventories, original equipment manufacturers (OeMs) reacted by lowering their inventory levels too. This meant lowering their purchases from suppliers even more than the level their sales had dropped. No wonder that the electronic components manufacturers suffered a 50% decrease in sales, even though consumer demand stayed about the same. The media have several stories to further fuel the impression of an economic crisis now.
So, when will the internal orders of the supply chains be aligned with the real market demand again? This is not a big mystery: when the surplus inventories are flushed out. Since retail typically holds three to four months of inventory, probably as this article is being written, retail is starting to increase its orders to the OeMs. The OeMs will follow in their footsteps and increase their purchasing levels. Since OeMs hold about 1.5-2 months inventory, the component manufacturers should start to see a pickup of their sales already in February, and by around April the drop in orders crisis that they experienced will come to an end. But on what level will orders stabilise?
every day the news is filled with reports of more people being made redundant by many sectors of business. This must have a negative affect on retail sales. how much? For most products, Gross Domestic Product is an excellent representation of the market demand (unless your industry has a specific characteristic that was impacted by the credit crisis). To get a reasonable forecast we looked for what the economists are now predicting for next year.
economists also read newspapers, and being human they are also influenced, but their statistical tools encourage them to evaluate all data sources. So even though the title attached to most such graphs is rightfully alarming, the GDP forecast is actually quite comforting for the top managers of the electronic components manufacturer. Yes, every single country will be affected for the worse. In developing countries, growth will continue but at a slower pace. In the developed countries the trend of the economy is reversed from growth to recession. But everywhere the impact is just a few percent; modest relative to the scare of 50%.
Now we have a pretty good idea of how the company’s sales will be next year; the sales level is expected to stabilise around last year’s figure. To capitalise on the sales recovery, the company has to take two types of actions. Firstly, do not cut the capacity. Cutting manpower is painful and re-hiring, involves the long process of training. Companies that lay people off now will most likely be slow to respond to sales picking up shortly thereafter.
The second action is to help the material suppliers. These companies were hit the hardest, and they will be the last to feel the recovery. If the material supplier is a small company, it might not last through the transition period, meaning the component manufacturer might not be able to fully capitalise on the increase in sales due to material shortages.
Provided that these two types of actions are taken, Figure 2 is a schematic presentation of the expectations for 2009.
Unfortunately, most companies will not follow the above clear path, rather, they will act in panic and cut their work force. Many have already done so. That implies that for a while, until the capacity will be restored, the OeM will be struggling to get components and retail will be struggling to get merchandise. For companies that will act sensibly, a window of opportunity to increase market share is opening.
SpecialfeatureGoldratt
Dr Goldratt will be talking about how to generate cash quickly and take advantage of the current economic climate at the Institute of Directors on the 19th May 2009. For more information and to attend Dr Goldratt’s seminar contact Goldratt UK on 01234 834509 or visit www.goldratt.co.uk. 61
“We found no evidence of “a huge economic crisis”. If one insists on being pessimistic, and uses just the most distressing sources, the decrease in the last few months (excluding cars) constitutes a drop of less than 10%. Needless to say, this is a far cry from the 50% scare
“Eliyahu Goldratt
Fig.2 Theaoretical recovery scenario following recommended actions

About the author/company:Martin Bailey is the marketing manager for JETCAM International, and is also the author of several marketing and technology sector books. JETCAM Expert has been nominated for several awards and is used in over 7,000 locations worldwide. It supports virtually all punching and cutting/profiling CNC machines in the sheet metal, aerospace/automotive and other industries.
For more information visit www.jetcam.com.
SummaryYou can save yourself the time, hassle and cost by doing your homework before you buy. If a machine tool vendor states it will not support other software before they’ve even sold to you, that should ring alarm bells. With any purchase such as this you should be looking for as open a system as possible, giving you greater choices in the future.
Know your rights during pre-sales discussionsBuyers are often pressured by manufacturers into purchasing a complete solution, with veiled threats being made that only their software is able drive their machine, and that other software would invalidate the warranty. Both UK and eC competition law (Abuse of a dominant market position; Chapter II / article 82 prohibition) prohibit businesses with significant market shares unfairly exploiting their strong market positions. This includes imposing unfair trading terms (e.g. exclusivity), refusal to provide access to essential facilities and tying the customer in by specifying that the buyer must purchase all or some of their requirements for a second product with the first. Companies found in breach of this law face stiff punishments, including fines of up to 10% of their global turnover, court injunctions, law suits from third parties affected by such conduct and individuals being disqualified from being company directors.
Some more unscrupulous vendors have even said to customers that they are not concerned which CAM software is used after they have lost the original software sale, but have then reconfigured machines after installation in order to ensure that the user has problems – allowing them to go back and ‘solve’ the issue with their own brand software product at additional cost.
When compared to the price of a new machine tool, CAM software appears relatively insignificant but is more of a value-added product than is currently recognised today. Granted, a machine vendor’s CAM software offers an element of perceived security that everything will work, but programming a CNC machine is not rocket science. What is complex is the linking of all elements of the manufacturing chain, which only a dedicated CAM manufacturer has a vested interest in providing. Many CAM companies sell systems to customers after the initial machine/CAM purchase, usually once the user has discovered all of the pitfalls mentioned above.
In the first part of this article we discussed the benefits and savings that a best-in-class CAM and nesting system can deliver over a vendor’s own branded system, but how do you deal with a vendor that is pushing you to purchase their software with their machine tool?
Why best in classbeats the singlevendor solution – Part II
62
SpecialfeatureCAM software options – part 2
CAM buyer’s checklist
When buying a CAM system you should
ask yourself the following:
Will I ever need to drive any other CNC cutting
machine e.g. different brand or cutting
technology? Having just one CAM system will
keep investment and support costs down. Are
there postprocessors available, and are there
existing customers using them?
How does the machine vendor’s nesting
perform against other systems – multiply any
percentage difference on your material spend
per year to see how quickly it mounts up!
Will the CAM system integrate with existing
systems such as MRP?
How long does it take to import a CAD file,
apply tooling/profiling and nest the part
in each system? Can you store multiple
machining information on one part? What
happens to all the nests containing a part if
the part design changes?
Support is important, especially if you have
different machines/technologies. Only deal
with companies that have experience driving
all the technologies you use.

This is the last instalment of the Evora product development diary.
Development
journeyEvora
Evora makes landfall, but the journey continues
The
A of product developmentdiary
been possible without the support and interaction of everyone involved in the programme,” he says.
Iain Snary is the project’s manufacturing leader: “The way the car goes together is evident of the involvement continuity that is apparent between my engineers and our production personnel,” he says. “We use some very sophisticated CAD facilities to uphold ‘design for manufacture’ principles. however, the reality check is when the people who build our cars get to finally prove-out the various assembly processes. With evora, we were able to engage production people very early on and we listened to their ideas and input. This allowed our CAD simulations, 3D tolerance stacks and manufacturing equipment installations to be proven-out very quickly once the car hit the shop floor.”
Controlled buildThe next step for evora is to ramp up what we call a ‘controlled car build’, a method used to check that the production team can carry out every standardised work process as we increase the evora build schedule. We use a system that we call ‘station certification’, that requires a buy-off of each workstation confirming that all exit criteria of the certificate have been fully met. The ownership for producing the car then transfers from the various project teams to the manufacturing division.
John Vigar is manager for continuous improvement and business co-ordination, Lotus Cars.
We’Ve got there – the evora is now officially in production!
The key for introducing new product into manufacturing at Lotus revolves around our ‘production readiness system’. This helps us to focus on doing the right things to ensure that we are ready to build the car through what we call the 4M process – man, machine, materials and methods. At Lotus, we always relate each of the 4Ms to good health and safety practice within the environment.
Paul Dickerson is the production supervisor responsible for assembling each of evora’s unique modular chassis system. “It has been a privilege to be a part of introducing evora into the Lotus production system,” he says. “The highly successful redesign of the system’s first assembly stages, for which I am responsible, has been due to our early involvement with our manufacturing engineering department. My team members have worked alongside engineers all along the way. We’ve developed the working environment around the needs of both product and people. Our ethos of applying the 4Ms has been at the forefront throughout and this has enabled us to have very high confidence in being able to meet the expectations of our customers.
“I see a great deal of pride and passion from my small, yet dedicated team of line operatives. They have readily taken on the challenges and what they have achieved has been outstanding. This would not have
Following Evora’s successful launch at the London and Paris Motor Shows, the whole Lotus team had busied itself in preparations for the car’s engineering and validation prototype build phases. The team’s excitement about the Evora model is building
63


Manufacturing inactionPutting UK manufacturers under the spotlight
Castle CementFactory of the month
Ruari McCallion discovers how a programme of investment and
improvements at Castle Cement has enabled the company to innovate,
evolve and thrive
Trend MarineMarine glazing
Trend Marine has leaned and refined its operations – and a sleeker, fitter
company has emerged, as Becky Done finds out
ElektaHuman care solutions
Jayne Flannery reports on Crawley-based Elekta, which specialises
in equipment for radiosurgery and radiation therapy
SimplefitEngineering solutions
Diversification and flexibility are key at engineering solutions provider
Simplefit, as Jayne Flannery discovers
Snap-onTools and equipment
Jayne Flannery talks to diagnostic solutions provider Snap-on about how it is looking to the future and
expanding its horizons
66
81
83
86
88
65

Castle Cement is investing in the future, through equipment, processes and people. Ruari McCallion got the lowdown from David Holgate
66
Kings atCastle

Factory of the monthCastle Cement
67
It’s in the nature of cement production that companies don’t stay in one place, so the fact that Castle Cement has been located at its Ribblesdale plant in Clitheroe, Lancashire, is worthy of note.
“The original company was established here in the mid-1980s,” says David holgate, engineering manager at the site. A number of different companies either combined into or influenced the development of Castle to the company it is today. RTZ was pretty keen on the cement business in the1980s and its takeover of the original business and acquisitions of Tunnel holdings and Thomas Ward went a long way to creating today’s company. It built it up to four plants and then sold the group to a Scandinavian company, which went on to create Scancem. This was quite an important development, for reasons that will be come apparent.
In 1999, the company was purchased by heidelberg Cement and, in 2007, heidelberg acquired hanson. Castle Cement is now an operating unit of heidelberg, within the cementation division of hanson. Castle Cement itself now has three facilities: at Ribblesdale in Clitheroe Lancashire; Padeswood near Mold in North Wales; and at Ketton, near Stanford in Lincolnshire. The Ribblesdale facility employs around 112 people – not including the delivery drivers – and has turnover in the region of £50m.
Why locate in Ribblesdale – or indeed any of those locations? The answer is, essentially, logistical. The cement plants are built where they can have effective access to their main raw material, which is limestone. It helps if other raw materials such as silica stone, gypsum and clay are nearby, too.
The layperson may be unaware but the finished cement product is made by a chemical reaction. It is made up of calcium silicates and smaller amounts of calcium aluminates, which react with water and make it set. The misconception may be that simply removing the water causes it to harden but that is not the case – the reaction is what gives cement its strength. Clearly, that strength varies, depending on the application – and the job of the cement producer is to mix and blend the raw materials into the right quantities, in order to produce the right qualities for the end user. You don’t have the same strength and resistance in cement that will be used for fixing bricks together on a house as you will need for a bridge on a motorway, which may carry 40,000 to 50,000 vehicles a day.
Cement is made by blending various raw materials and firing them at a high temperature in order to achieve precise chemical proportions of lime, silica, alumina and iron in the finished product – which is known as cement clinker. Castle uses high calcium limestone from its own quarry, which is right there on the site.
Castle Cement has been an industry leader in alternative fuel technology. Going back to 1992, we were the first plant to introduce secondary liquid fuels as an alternative fuel for cement production
“ “
David Holgate, engineering manager


Factory of the monthThis material produced is called raw meal which is used to feed the kiln feed, and it’s about 80% to 90% limestone. Clay and other raw materials accounts for 10% to 15%; precise proportions vary. The reason why the chemistry of the rock is checked is because there are some impurities, found in limestone, which will compromise the cement’s quality. Magnesium carbonate is the main impurity and companies like Castle Cement will strive to keep it below three per cent as an absolute maximum.
Other materials to avoid are alkalis such as sodium oxide and potassium oxide. Some siliceous aggregates (silica materials) react with alkalis and form a gel, which swells and compromises durability. Portland cement is the most widely known and produced in the UK but it is not suitable for every application. Blended cements are made by blending finely-ground cement clinker with other materials, like blast furnace slag, natural or artificial pozzolanas (volcanic ash is the natural version; metakaolins are artificial), siliceous fly ash, limestone fines, shale and gypsum. Blended types are standardised under BS:eN:97-1, which covers five main types of cement and indicates relative portions of Portland cement clinker (the second main ingredient), 28-day strength of class and rate of early strength-gain. Other varieties include rapid hardening, low-heat, sulphate-resistant, and low-alkali. Cement clinker is manufactured by heating the blended and ground raw material to partial fusion.
“Our kiln is a four-stage, pre-calciner,” explains holgate. “The ground material is fed from the storage silo into the top of an 80-metre high tower, where it is pre-heated before entering the kiln, which turns at about three rpm. The tower heats the raw material by mixing it with the hot gases exiting the kiln
“We’re sat on a limestone seam; so we can simply dig down and quarry the limestone we need. Once extracted, the limestone is crushed to lumps of 70mm and less,” says holgate. “From previous analysis, we do a rough adjustment to the chemistry by adding pulverised fuel ash (PFA – a by-product from the power generation industry) for alumina, and sandstone for silica. The crushed product is then held in a 20-tonne store until required. Then we add various sandstones and gritstones, which are purchased in from another quarry about four miles away.” That’s the great thing about the north of england – you have millstone grit sitting right on top of limestone, with sandstones in close attendance. No wonder the north-west was the heart of the UK’s industrial revolution – everything needed was right there.
“Until a couple of years ago, we would also add iron oxide, but now we can get the iron content required from one of our alternative fuels – processed tyres. The alumina required is present in the limestone, but in its natural form it contains high alkalis, so we again add more PFA to get the chemistry just right. It is now ground down to something with a consistency of talcum powder and stored in a 10,000 tonne storage silo.”
Castle Cement
69

Intelligent support services
Cape is an international leader in the provision of essential support services to the energy and natural resources sectors, providing a broad range of multi-disciplinary, skilled support services throughout the lifecycle of major industrial assets. Our 14,000 employees deliver safe, reliable and intelligent solutions both on and offshore in over 30 countries around the world
Cape. In a word – safe, reliable and intelligentIt isn’t easy trying to sum up a company of Cape’s global reach in just a single word. That’s why we usually prefer to use three: safe, reliable and intelligent.
The thing is, while those words may sum us up, the big picture is far more illuminating.
It includes some fairly big numbers too. Such as the 56 core services we provide across the world, 24 hours a day, 365 days a year. These include access and scaffolding, thermal insulation, industrial cleaning, waste recovery and specialist coatings to name but a few.
Yet even the vast scale of our business, and the advanced technology we have at our disposal, is only part of the story. It is our ideas – and therefore our people – that makes Cape the last word in intelligent solutions for industrial services.
Safe. The word we use all day, every daySafety underpins everything we do. So much so that in 2008 our Safety Observation Reporting initiative received some 30,000 suggestions from staff – each of which led to a donation to our favourite charity and also led to an improvement in our already impressive safety record.
Safe really isn’t just a word at Cape. It’s a way of life, backed up by numerous British Council 5 Star Safety Awards
That’s why Rope Access is now such a key part of our offering. We support our Access Teams with the best training in the business. In return, they consistently devise new techniques that avoid the need for scaffolding; reducing costs and enabling our clients to get back to full service quickly.
Our commitment to fresh thinking is put into practice every day, in every service we provide. It’s why we believe that while safety and reliability are essential to our offering, if you had to sum Cape up in just one word, it would probably have to be intelligent.
and Swords of Honour; not to mention several RoSPA awards.
Beyond the words and the awards however, there are also some pretty impressive numbers; such as the fact that we reduced our accident frequency rate for the UK business by in excess of 26% in 2008.
Reliable. The word our clients tend to useWe work primarily in the energy and natural resources sectors in some of the world’s most challenging environments.
In addition to our expertise and technology, our clients rely on us to have limitless resources on tap when the chips are down. That’s when our worldwide staff of more than 14,000 people comes into their own, which includes 5000 people across more than 100 UK locations.
Reliability isn’t just about the size of our resources, though. Our culture of innovation has made us an employer of choice with many of the industry’s brightest and best, allowing us to provide clients with multi-skilled people where they are needed.
Intelligent. The word that says it allEveryone who works at Cape knows that if they think of a better, safer way to achieve any task, that their idea will be welcomed with open arms across the business.
Published in association with:CApECape house3 Red hall AvenueParagon Business VillageWakefieldWest YorkshireWF1 2UL
Tel: 01924 871000email: [email protected]
70

71
Factory of the monthCastle Cement
a lot of effort into reducing its CO2 emissions. each tonne of cement produces about 0.5 tonnes of CO2. It is estimated that, globally, the cement industry is responsible for around seven per cent of man-made CO2 (to put that in context, the airline industry is responsible for about five per cent). The British cement industry has agreed to reduce its primary energy consumption by 25.6% by 2010 from a 1990 baseline, so finding alternative sources of fuel is obviously a major priority.
“Our turnover at Ribblesdale is around £50m a year and one of our biggest challenges is energy,” says holgate. “Our electricity bill is in the region of £6m per year – and we saw a price hike of more than 30% last year. We’re looking at ways to reduce it – running off-peak, for example. We know every half-hour of every day throughout the year what the kilowatt-hour charge will be. So wherever possible we can optimise our operation to use the cheapest power, normally overnight and at weekends. Some of the processes, such as the kiln, have to keep going constantly.” effective off-peak operation is easier to achieve and manage at the moment, as the market is weaker. When demand was high, the plant was running above 90% capacity and was able to sell everything it produced, but with less opportunity to save on off-peak running. The crushing and moving of millions of tonnes of powders uses a tremendous amount of electricity. The drives on the mills weigh in at an impressive 2.2 MW each. They simply could not crush rock without that level of power. And the continuous operation of the kiln means that raw heat is high up the agenda. It’s here that Castle has been making headway – and for some time.
and then separating the raw meal from the gases, and dropping it into the next stage, where it gets even hotter. To do this, the tower contains four cyclones, not unlike those in a Dyson. This is repeated in four stages, taking the temperature from 40oC at the top to 900oC at the exit. This process takes less than a minute. The final stage is called calcination, where additional fuel is added and burned to drive off CO2.”
The material then enters the kiln, where it is heated again from 900oC to between 1400oC and 1600oC. “When it’s cooled, it turns into 10mm to 50mm balls of ash called cement clinker. The clinker is cooled as quickly as possible and the heat is recovered back into the process. The cement clinker is stored before being ground to make the final cement. Around five per cent gypsum is added to delay the setting, and depending on how fine the cement is ground, can determine product and quality.”
Given the level of heat that the process needs, and the CO2 present in the raw material, it’s not much of a surprise to learn that the cement industry is putting

Professional specialistsEstablished in 1975, Brec has become a leader throughout the UK in the supply of conveyor belt services
Operating from a purpose-built facility in Preston, Brec enjoys a
reputation for professionalism, quality and reliability in its service to a broad and diverse sector of the conveying industry. Using the latest equipment and vulcanising techniques, its highly experienced personnel offer a genuine 24-hour service to ensure that loss of production to customers is kept at an absolute minimum.
It is widely recognized throughout the UK that Brec has become the leader in specialist vulcanizing areas such as steel cord belting, solid woven belting,
With a full range of conveyor ancillaries such as idlers, drums, scrapers and wear-resistant rubber, Brec is truly a one-stop shop for customers’ conveyor requirements.
heat-resistant belting and oil-resistant belting. With the addition of sister company Specialised Belting Services in 2007, Brec is well placed to offer an across-the-board service to industry.
Ever aware of customer demands and environmental requirements, Brec has become the first vulcanizing company to offer an effective recycling service for old, unusable conveyor belts – a service which has proven to be invaluable to customers, local authorities and belt manufacturers alike, given the strict changes in landfill laws regarding disposal of used conveyor belting.
Published in association with:BrEC LTd
Tel: 01772 555000 Fax: 01772 555422email: [email protected]
72

73
Factory of the monthCastle Cement
“Castle Cement has been an industry leader in alternative fuel technology,” holgate says. “Going back to 1992, we were the first plant to introduce secondary liquid fuels as an alternative fuel for cement production.” This goes back to the period under Scandinavian ownership. The company at that time created something that became branded as Cemfuel. “It was developed with the Solvent Recovery Manufacturing Company, which Castle then acquired, and is made of reprocessed solvents from the print, auto, paint and spraying industries.” The intentions were not just innovative, they also had an honourable dimension – without Castle Cement using these compounds, they would have simply been disposed of as a waste in landfill. however, the initiative was not welcomed by the green lobby.
“It actually created more problems than it solved. The press release stirred up a hornet’s nest, with local protesters claiming we were burning hazardous waste!” says holgate. “We have installed a wet gas scrubber and state-of-the-art monitoring technology that allows us to use this material without releasing dangerous levels of emissions.” Solvents do contain unpleasant compounds but the kiln temperature was – and remains – easily high enough to neutralise them.
The drive to control costs and reduce CO2 has led the company to further innovations. “Now, we use chipped tyres. They are as they say: old tyres that have been shredded into chips, around 50mm squares,” he explains. “Also, three or four years ago, we installed another fuel handling system that allows us to burn meat and bone meal – waste from the rendering industry. We could now burn pretty much anything with a high calorific value. It has made a difference and has helped us reduce our carbon footprint replacing our traditional fuel for cement production – coal – which is a fossil fuel.”
Castle is well on the way to eliminating coal from the process. “We are now above 60% to 65% replacement fuels, rather than coal,” he says. “Cemfuel is permitted to burn in a coal flame but we could, conceivably, get to the point
It’s all about producing the right quality and quantity at the right time and cost. This means getting the best out of your people and equipment
“ “

Committed to greenJohn Pointon & Sons is the largest single-site rendering facility in the UK and one of the largest suppliers of meat and bone meal and other environmentally-friendly fuels to industry
Operating from its centrally located site in North Staffordshire, Pointons
processes and renders waste from abattoirs, cutting plants, butchers, food manufacturing plants and other processing facilities. These materials are then processed via heat treatment to produce various by-products, which include tallows or oils, and high-quality meat and bone meal. This latter by-product is a green alternative to solid fuel, particularly coal. With its high calorific value, meat and bone meal is used as a fuel substitute by Castle Cement.
John Pointon & Sons has committed major investments to make its factory one of the most energy-efficient facilities in Europe: last year alone, 109,200,000 litres of water were recycled on-site. John Pointon & Sons is committed to producing more green energy from renewable sources in order to limit climate change. We are currently conducting comprehensive trials on production of green electricity using our own produced tallow and aim to be a major supplier to the national grid.
Published in association with:JoHn poinTon & sons
Tel: 01782 550115 Fax: 01782 550944email: [email protected]
www.pointon.co.uk
74

75
Factory of the monthCastle Cement
where we use coal only for start-up; we would run the kiln completely on replacement and alternative fuels.” The drive for efficiency improvements is being manifested outside the pure power area as well. Castle Cement has invested more than £1.5m in a new site control system –and there’s more to come.
“Our plan is to invest between £2.5m and £3m in total on a complete new system for the kilns and cement mills,” says holgate. “We’ve spent £1.5m over the past 18 months on automation. The company previously used control systems, which was based on old technology. It was pretty good when it first went in – state-of-the-art, in fact – but that was back in 1982. Things have moved on a bit since then, it has to be acknowledged.
“We were getting to the stage where the technology was obsolete and wasn’t being supported. It used electronic cards and hard wired systems which were high maintenance. It cost an arm and a leg to maintain; it needed specialist technicians and the annual service costs were going through the roof,” he explains. “In another two years, we’d been told, support for the hardware and software would have stopped completely.” One could see that happening, as some of the software was loaded and stored on 5.25 inch floppy discs. The new control system is supplied by a number of vendors – F.L.Smidth, Siemens and Dell – and will become standard technology at all three Castle sites.
“It gives much more control and much better information using a standard format throughout the system,” says holgate. “We’re able to introduce and adapt automation and apply diagnostics much easier with the new software. We can easily monitor and trend any parameters we measure such as temperatures, pressures, vibration and the like. If we identify a potential problem with a piece of machinery, we can click on any or all of the parameters, where we can view, display and/or trend the information, which is a brilliant diagnostic tool. The software allows us to easily set up alarm limits and

Engineering solutionsGDW Engineering is committed to ensuring we provide engineering solutions to meet Castle Cement’s requirements for the supply of off-site and on-site fabricated parts and repairs of its kilns, roller mills, absorption tower, electrostatic precipitator, chutes, high-temperature ducting and fans for process and production equipment
Our expertise and experience is used to tailor our design solutions
to Castle Cement’s specification and budget by the application of value engineering to reduce downtime and risk on site works. We can progress your project taking any role defined in CDM regulations.
We take every opportunity to build relationships with our customers based on a partnering approach, taking the view that each project is a joint venture and staking our reputation on a successful conclusion. GDW is an accredited member of the Safe Contractor Scheme.
oxidisers, mechanical handling, platforms and access ways. Projects include steam and hot water boilerplant, air, hydraulic and cooling systems.
Our workshop is adjacent to the heart of the north-west’s motorway network in Chorley with a 1,000m2 fabricating floor, steel bedplate floor for accurate alignment and 10 tonne single piece capacity. We have a similar sized yard area that allows trial assembly and inspection of units. We provide coded welding up to BSEN or ASME XIII, with quality systems in place to provide documented weld history and materials tracking if needed.
Other areas of manufacture are chimneys, ducting, structural steelwork, tanks, pressure vessels, hoppers, silos, bag filters, electrostatic precipitators,
Published in association with:GdW EnGinEErinG & pLAnT sErviCEs LTd
Tel: 01257 262491 Fax: 01257 241174email: [email protected]
www.gdwengineering.co.uk
76

77
Factory of the monthCastle Cement
trip points to protect the machinery and other assets if any parameters go outside the set points. The start-up sequence for complex systems has now been simplified; it’s got lots of add-ons, for future management reporting, optimising energy usage, and so on.” You can tell when a man is pleased with the way things are going.
And there’s more.
“We’ve just gone through a 12-week MIP (maintenance improvement programme) with heidelberg and consultancy company Proudfoot,” holgate reveals. “It took maintenance right back to basics: looking at how jobs are identified, how they go into the system, how they’re executed, what resources are needed and planned, and so on. We’ve just completed the process and the early indications are that we’ve identified some significant savings. We had previously already identified savings; this will help us deliver them.” The focus is on efficiency in planning, execution and developing the necessary maintenance performance indicators (MPIs) to monitor how we are performing against plan.
“It should help us to reduce breakdowns,” says holgate. “We now plan and schedule every PM job with a high priority and use corrective jobs as buffer work. It’s about doing the things that are critical to the plant operation and also what process people want you to do.”

78

Factory of the monthCastle Cement
79
At the end of the day, Castle is in the business of manufacturing cement – and it wants to do it better. Its geographical market is generally within 50 miles of its bases; the cost of transport makes it sensible to locate production as close to market as possible. Its production is split between readymix (just over half total output) pre-cast (20%, which includes block paving, concrete blocks, and beams and structures) and the remainder, 25%, as bagged cement. There are many different types of blend and all the major players are experimenting with them – Castle Cement included.
“It’s all about producing the right quality and quantity at the right time and cost. This means getting the best out of your people and equipment. The investment we have received in technology, equipment and the re-invention of the maintenance organisation has given us the tools to exceed both our maintenance and production targets,” confirms holgate.
The Ribblesdale site is located on the edge of some of england’s most beautiful scenery – the Lake District and the northern Pennines. The rugged beauty of the Pennines in particular is a product of the same geological processes that created Castle’s raw material. Carboniferous limestone has low porosity and, therefore, low moisture content, so Castle Cement uses dry process manufacturing. The deposits to the east and north of Clitheroe are thick, consistent and of pretty high purity. They took a long time to lay them down and they may well have been waiting eons for exploitation. They’ve been there a while, and Castle Cement intends on being there a while, as well.

80

Marine glazing
In order to ensure that the appropriate support was in place to facilitate the lean implementation, Trend identified one of its long-standing first line supervisors who had expressed particular interest in the lean project and, with the help of the eeF, trained him off-site in lean processes. “One of the advantages of having our internal lean facilitator was that he had got all the tools in his box and he wasn’t a ‘suit’,” Jobbins explains. “With 20 years of experience at the company, he knows the people and the processes – so when he was talking to our staff about lean, he was able to put it into context. Quite often, it just came across as common sense; and because of that, over time, people have simply accepted the changes with very little pushback.”
As part of the drive towards greater efficiency, Trend has kept a firm eye on its training and skilling strategies. “We’ve got a very positive culture of training on the job and that seems to have been quite successful,” says Jobbins. “One indicator of that is that our labour turnover is 5%, so we are able to retain those skills – more so now than ever because we’re moving people between factories. In the past they might have stayed in the door factory or window factory; now there’s more flexibility. It’s in the interests of the company, so we actively encourage it,” he says.
With the success of the first lean phase firmly under its belt, Trend is now looking ahead to the second stage, through which further improvements look set to be made. “The second phase will be more product-specific,” explains Jobbins, “by seeing how we can reduce costs and lead times whilst freeing up capacity. The other thing we’ll be looking to achieve is to reduce batch sizes and the level of work-in-progress.”
Major benefits have already been realised as a result of going lean. “We’ve improved the level of productivity because people are working more effectively. Products are flowing through the factory more naturally. The other tangible benefit is that we have significantly improved our levels of on-time delivery,” Jobbins confirms.
Trend Marine was born 35 years ago to manufacture and supply windows to local boat builders whose boats sailed on the Norfolk broads. During the same period, companies such as Sunseeker and Fairline Boats were starting up in the luxury motor yachts industry and thus Trend began to grow its business alongside these prestigious clients.
Since managing director Andy Jobbins arrived at the helm six years ago, a number of changes have taken place, and a sleeker, fitter company has emerged, with turnover last year rising to £21m – up 12% on the previous year.
One major change is that over the past few years, the company has embraced the concept of lean across its five factories, with impressive results. “The first thing we did was to improve overall process flow,” explains Jobbins. “When we looked at it, it was the typical ‘bowl of spaghetti’ you get when you actually do the mapping process.” To untangle the issue, a team of staff members mapped out each individual step in Trend’s production processes to reveal areas where waste could be cut. “We never cease to be amazed at how many opportunities for improvement can be identified through this process,” reveals Jobbins.
Alongside this initial phase of improvements, Trend also invested in upgrades to its manufacturing facilities and carried out a variety of 5S exercises to ensure company housekeeping was brought up to speed.
Trend Marine
81
Becky Done speaks to managing director of Trend Marine Andy Jobbins to find out about the recent initiatives propelling the company towards an increasingly bright horizon
glazingStar

Marine glazingTrend Marine
an increasingly strategic approach to expanding its customer base: “We’ve tried to spread the risk by developing our client base across as many geographical regions in the world as possible,” Jobbins explains. “When I joined the company [six years ago] we were predominantly UK-orientated, so we developed our base into America, continental europe, the Middle east, Far east and Australasia. Our lean programmes have made us more competitive and we’ve aggressively tried to develop new products, so that we have a wider range to offer our customers. While we’re not immune to the effects of the downturn, we’re certainly in a better position to cope with it.”
The company has also implemented a number of environmental initiatives. Last summer, it achieved ISO 14001 accreditation in recognition of its efforts. “We now recycle 80% of our waste. That’s our glass, stainless [steel], aluminium, cardboard and wood, to name the top five. We’ve also reduced the number of skips that go to landfill by about 40% over the last two to three years. The other thing we’ve done is cut down our electricity consumption by about 20%, through low-energy lighting and having a ‘switch off’ mentality. The reason we focused on those things is because they make good business sense. Over the last couple of years, for example, the price of electricity has shot up, so it makes sense not to waste it. The price of dumping at landfill has gone up astronomically. Yes, it helps the environment,” he says of the drive to go green, “but there are also very good business reasons for it.”
In addition to environmental accreditation, the company boasts IS0 9001 certification in recognition of its quality systems and OhSAS 18001 for its health and safety procedures. A few years ago it also won the Queen’s Award for International Trade.
Looking forward, the company is firmly focused on making its offering stand out from the crowd. “One of the things we will be looking to do over the next 12 months is really expand our glass manufacturing technology, to enable us to secure other segments of our market,” Jobbins confirms.
Stand-out it may be, but one thing Trend is not is complacent. “We are a market leader but we do have very credible and competent competitors, which really keeps us on our toes,” Jobbins says. “We have a broad range of manufacturing competences which allows us to offer a wide portfolio of glazed products. What we try to offer is a one-stop shop. Whatever glazing products our customers need to put on their boats, we like to think that we can offer them.
“We’re now extremely innovative. We have a very competent team of engineers who can work in 3D CAD, which is incredibly important to our customers because the time-to-market with new boats is also very important – probably more so now because of the softening in the market,” Jobbins says, referring to the economic downturn. “We also process our own glass. A lot of our competitors might focus on the manufacture of doors, or windows, or screens, or hatches – but they have to buy the glass from somebody else. We’ve actually got that skill and competence in-house.
“The final defining feature of Trend is that, as a team, we really do focus on the customer, with a can-do approach to business.”
The company has certainly come a long way since the days of receiving boat parts from customers to build glass into. It has innovated, and thought ahead – and most importantly, it has taken its customers with it.
Trend has also turned its attention to other ways of capitalising on the wave of improvement that has spread throughout the site. One opportunity has been to upgrade the existing design capabilities to 3D CAD in order to fully align itself with customers’ expectations. “It speeds up the whole process and effectively reduces our time to market for new products,” explains Jobbins. “When I started, there were two or three engineers in the department; now it’s team of 12, all using 3D Pro/eNGINeeR.”
The company has also invested in a digital printer for printing onto glass, to replace the relatively expensive and time-consuming silk screen printing process that it used previously. Now, on receipt of a customer’s design, Trend is able to load it onto the computer for the inkjet printer to literally print straight onto the glass, using ceramic ink capable of withstanding temperatures of up to 700oc. “It really is at the leading edge of technology,” Jobbins enthuses.
This vast array of improvements has enabled Trend to thrive despite the downturn, and has been underpinned by
82

Human care solutionsElekta Group
83
Most corporates profess to care deeply about something other than their bottom line. Only a tiny number though can draw comparison with human care solutions provider elekta. With headquarters in Sweden, this global business group has the value of human life at the essence of what it does.
elekta’s aims are simple. As world leader in image guided and stereotactic clinical solutions for radiosurgery and radiation therapy, it exists to improve, prolong and save human life. After 20 years in the business, Steve Wort, VP of global manufacturing and John Williamson, director of quality assurance, both find this uniquely gratifying. “every second a patient somewhere in the world comes into contact with elekta equipment or equipment that is driven by our software,” stated Wort. “We are improving patient’s life chances and that brings us a great sense of satisfaction.”
Steve Wort, VP of global manufacturing and John Williamson, quality assurance director, talk about the evolution of the human care business of the Elekta Group as it becomes a full-scale partner in the delivery of the world’s most efficient cancer treatments. Jayne Flannery reports
Solutions in oncology and neurosurgery developed by elekta are in use in over 5,000 hospitals spread across 70 different countries. every day more than 100,000 patients receive diagnosis, treatment or follow-up with the help of a solution from elekta.
The company came to life some 50 years ago as the brainchild of the late Professor Lars Leksell, a neurosurgeon with a passion for innovation who revolutionised neurosurgery with the stereotactic concept, which allowed for much greater precision in the placement of instruments in the brain during surgery. Leksell realised that anything which reduced surgical intervention and patient trauma could only have a positive impact on the forbidding levels of mortality involved with many cancer treatments throughout the first part of the 20th century. The emphasis on techniques and treatments that are either non-invasive or minimally invasive, but clinically effective, continues to this day.
A stream of acquisitions has since broadened and deepened the portfolio. Steve Wort and John Williamson both joined elekta in 1997 when the company – still a relative minnow with just 400 employees – swallowed the much bigger fish embodied in the radiotherapy division of Philips Medical Systems. This
Making the future possible

Complete solutionsChemigraphic is one of the leading providers of electronics manufacturing services (EMS) solutions in the south east
We are committed to continuous investment in technology to provide our customers with manufacturing solutions using the latest hardware and techniques. We have the skills and scope to offer an unparalleled service to the most demanding of clients.
based); hardware (embedded CPUs and programmable logic)
• PCBdesign(mentorgraphicsandP-CAD)• Globalsupplychain• SMTassembly(0201,BGA,
MicroBGA, Fine Pitch), inline AOI and X-ray equipment
• Conventionalthrough-holeassembly• Electro-mechanicalassembliesincluding
chassis, cabinet wiring and systems • Weofferafullarrayoftestservices
designed to complement and meet the specific needs of each customer programme
• WecanprovidebothRoHScompliantand non-RoHS compliant products
Operating from a 40,000 square foot purpose-built office and factory
complex in Crawley, West Sussex, Chemigraphic specialised in the design, development and assembly of printed circuit boards, chassis, boxes, cabinets and systems, with all products fully tested to customer requirements and including full system integration when required.
Chemigraphic is able to offer a broad manufacturing service from printed circuit board assembly through to complete system assembly which includes full turnkey capability.
Our services include: • Developmentsoftware(realtimeandPC
Published in association with:CHEmiGrApHiC LTd
Tel: +44 (0) 1293 543517 email: [email protected] www.chemigraphic.co.uk
84

85
Human care solutionsElekta Group
immediately established elekta as a major player in cancer treatment, adding to the radiosurgical and neurosurgical capabilities it already had.
The jewel in the crown came in 2004 with the acquisition of US company Impac, the world’s largest provider of oncology related software. “We now see ourselves positioned very much as a solutions provider,” said Wort. “The addition of Impac software means that we are now involved with patients from the earliest consultation through to post treatment follow-up. We have increased our presence at every stage of the treatment cycle.”
Eastern expansion Another key milestone was the development of a wholly-owned manufacturing capability in Shangahai, China in 2001, joined by a second facility in Beijing when elekta purchased most of the shares of the Chinese company BMeI in 2006. This site was originally producing entry level linear accelerators for the domestic market. elekta has brought the product up to international standards to produce the new elekta Compact – a competitive linear accelerator for high quality conventional radiotherapy which has been configured for countries needing to rapidly advance their treatment capacity.
“Creating a manufacturing presence in China was a way of quickly gaining entry into one of the world´s biggest and fastest growing markets. It also had the benefit of providing a local infrastructure to source materials at low cost for our UK manufacturing base in Crawley,” explained Wort.
“A key facet of our strategy for future growth is to be able to manufacture and source in the most cost efficient regions,” he continued. “And even though our forecast savings have diminished because of the weakness of sterling, we are still seeing positive effects from this capability.”
Move towards modularityThe radiotherapy side of the business now has three manufacturing sites, but the neurosurgery side is handled very differently. here the manufacturing strategy has been built up around modular design. each module is fully verifiable, but built independently wherever it can be done most cost effectively. The product comes together for the first time on the customer’s site which is where full implementation and customer acceptance takes place.
To take advantage of opportunities in globalization, a clear manufacturing strategy must be in place. Wort believes that a modular approach gives the flexibility to adapt to economic changes on the world stage. “In future it is our intention that radiotherapy will follow the same strategy and vision,” he said.
Given that a final assembly may have as many as 15,000 components arranged in around 100 sub-assemblies, the challenge is clear. “These are complex, computer controlled electro-mechanical systems that must be maneuvered to sub millimetre levels of accuracy. A typical machine weighs in excess of six tonnes and, just in order to be shipped, has to be taken apart, divided into sub-components and then put together again in situ, which already means a lot of non-value added activity. Modular design and build will not only let us manufacture and supply globally, it will also eliminate this sort of waste,” he said. “It is now a question of ensuring that future generations of our products are engineered with modularity in mind.”
And this is where lean comes in. he continued: “Lean for us has been all about bringing focus into our activities and developing a culture where people are brave enough to try new ways of doing things; it is about being pro-active in regard to change and developing a positive approach to risk-taking. Until two years ago we had no coherent continuous improvement programme, just lots of fragmented, independent initiatives. Now lean is the primary process that lies behind all our efforts to improve quality and productivity and cut lead times.”
elekta’s is a highly regulated industry and this can lead to frustration. Williamson sees lean, with its focus on processes rather than departments and functions, as the best way of creating a common operational and cultural ethos across ever more diverse geographical locations. “We have 100 development engineers working in the UK plus 30 support staff from functions other than R&D. We needed a process to unify their efforts and help achieve consensus in multi-functional teams,” he said. “eight per cent of our revenues are re-invested in research and development activity and a key challenge for us is reducing the time it takes to bring new products to market. This is where lean can play a big role,” he continued, suggesting one of the most important improvements has been the 40% reduction in lead time from customer needs to implementation.
In the next phase of elekta´s evolution, both men want to see the company grow by strengthening the emphasis placed on collaboratively developed solutions to specific technological and treatment challenges. “It is patient care that sets us apart and the emphasis that we place on providing a total solution. The answers can always best be found by collaborating as closely as possible with our customers; that’s hospitals, research institutions and universities,” concluded Wort.
We now see ourselves positioned very much as a solutions provider. The addition of Impac software means that we are now involved with patients from the earliest consultation through to post treatment follow-up
“ “

Situated on the south coast, near Southampton, Simplefit´s team of forty meet an unusually diverse array of precision engineering requirements. The company specialises in the design, manufacture and production of low to high volume metal pressings and components, as well as light fabrication, tube manipulation and ring rolling. “We differ from other sub-contractors in that we have our own tool room in-house. That is something which is very rare these days,” said Jason Macdonald.
The company has been trading successfully since 1970 and they are proud of Simplefit´s extensive track record, technical expertise and dedication to good service. “We will always take that extra step on a customer’s behalf if we possibly can. For example, we work primarily with metal, but if a customer wants us to buy in and fit plastic mouldings then we will gladly do so. We will box and present products ready for the shelf if required and equally we will share our expertise and know-how at the initial conceptualisation stage.”
Defence and electrical appliances are key market segments, but customers are drawn from across the industrial spectrum. Simplefit see this diversity as a key source of strength. “For example, we have been much less affected by
TherightmettleJason Macdonald, Managing Director of precision engineering solutions provider Simplefit talked to Jayne Flannery about what it takes to create a solid and dynamic business in the present trading environment
86

Engineering solutionsSimplefit
87
the current downturn than many of our competitors who were overly reliant on the construction and building industries.”
“Diversification has also been important because of the way it has helped us to evolve.” Although Simplefit is primarily a sub-contractor, it is also increasingly a manufacturer in its own right, producing a range of multi-functional and highly engineered chimney cowls which enhance the functionality of a wide range of chimneys.
This aspect of the business has been spun off into a separate wholly-owned subsidiary, eurocowl. Simplefit see this company as instrumental to developing the overall strategic direction. “Ultimately, we want more control over our own destiny and that means promoting our own products. eurocowl has shown excellent growth over the last three years and we are just starting to realise its true potential. Our products offer better design, better aesthetics and better quality than competing imports form the Far east. Also because we can utilise our own existing manufacturing facility, we can also be very competitive on price.”
Since 2005, Simplefit has made a consistent drive to adapt its manufacturing processes to cope with the demands of diversity and offer a greater flexibility with regards to batch sizes. “The main challenge for a business such as ours is planning and organisation. They must be spot on. Fortunately we have an excellent quality manager who has improved our process flows and promoted the culture and practice of swift changeovers. Next we will be moving away from quality control towards total quality assurance and encouraging our people to take total responsible for their own output.”
Another aspect of the re-structuring that has taken place is the emergence of a new flat management structure whose strength has allowed Macdonald to concentrate on sales. “People had to be given the opportunity to start working to their strengths, we used to have a mismatch between skills and aptitudes and the jobs people were actually doing. It resulted in a culture of moving a problem sideways rather than solving it, but now those days are over.”
Moving away from the previous departmentalized approach to production has resulted in better process flow and a much better utilisation of the available space. The facility has 40,000 sq ft at its disposal. An initial phase of re-organisation has seen the lay-out totally redesigned and a second
phase, due to commence shortly, will quickly free up a further 8,000 sq ft of space.
Simplefit already have ambitious plans for the extra capacity. “We are in a strong position and looking at a number of acquisition possibilities. It could be another product that we have the capability to manufacture ourselves or another service that will complement those we already offer.
They prefer to remain sharply focused on the opportunities rather than any barriers they may encounter. “We believe that we now find ourselves in a great position to face the future. We have solid foundations, a very capable and motivated team and we are confident that we can grow this business significantly over the coming years whilst maintaining and improving customer service and satisfaction levels which are and always have been of paramount importance to us.”
We have been much less affected by the current downturn than many of our competitors who were overly reliant on the construction and building industries
“ “

their own service offering, so whilst luxury items are off the shopping list, diagnostic devices help workshops improve their productivity and efficiency,” he adds.
earlier this year Snap-on took the decision to diversify its offering and bring to market a new range of emissions and air-conditioning products. “The development of these products has been driven by government legislation which is mandatory in each of the geographic territories concerned. This has been the key to our success with these additions to our portfolio,” he states.
he believes that Snap-on has also successfully differentiated its main diagnostic offering through sheer versatility. “We have the software capability to cover many different vehicle types in many different languages. We also benefit from recognition that we are offering a high-end, quality product, which has been part of the Snap-on proposition since the company was founded. The name is very well-known and respected in the vehicle repair business,” he says.
Managing diversity from a manufacturing perspective is down to effective programming of the company’s eRP system. Barker believes that the biggest challenge is not the technology that drives the software, but balancing the need to minimise inventory holdings with the need for fast delivery.
“Shifting to a consigned inventory position has been a huge plus for the business,” he continues. “Our focus is on managing our supplier relationships so that we only take possession of supplies at point of use. Suppliers maintain stocks on our own premises so we can access inventory
Snap-on Inc. is a $2.8bn, S&P 500 company headquartered in Kenosha, Wisconsin. Renowned globally for the strength of its tooling division, which dates back to the 1920s, the group has evolved to become a leading global force in the innovation, manufacture and marketing of tools, diagnostics, equipment and software and service solutions.
Snap-on Diagnostics is the only part of the group with a direct UK presence. Its key focus is supplying independent vehicle repair shops, dealerships and garages in the UK with hand-held diagnostic devices and related support services. The company also exports to established european markets such as Spain and Germany, as well as new eU growth markets like Poland.
Despite dismal trading figures for the automotive industry at large, Tony Barker, operations director, is entitled to feel a warm glow of satisfaction when he talks about the latest sales data. “Our service business in europe is up by more than 13% because the downturn is leading people to repair rather than replace,” he comments. “Our sales are also holding up well. Snap-on products enable purchasers to add significant value to
Tony Barker, operations director with Snap-on Diagnostics, talks to Jayne Flannery about the factors that are maintaining the King’s Lynn-based manufacturing business in robust good health
88
A positivediagnosis

Tools and equipmentSnap-on
89
immediately when we need it, but do not own it until the point of use. It is a flat supply chain without peaks and troughs and it has worked remarkably well for us. Just-in-time delivery is absolutely fundamental to the service we want to offer our customers.”
“Last year, complete and on-time shipments stood at almost 98%. If an order is telephoned through prior to mid-day, we promise that it will arrive next day. Meanwhile our turnover of inventory has increased almost tenfold. These two improvements represent our greatest achievement in moving our manufacturing operations forward,” he adds.
Snap-on also benefits from being underpinned by a clever business model with a formidable sales and marketing operation. “We ourselves are not a franchise operation and we maintain our own dedicated sales operation,” Barker explains. “however, the different elements of the business have been designed to complement each other and so we also sell through Snap-on Tools. In the UK, this consists
of 423 separate franchised operators who are all working on our behalf.”
Snap-on came to life and prospered during the gloomy recession years that characterised the 1920s. Then, the company was a major innovator in offering extended credit terms to purchasers. Today, innovation is taking a different form. “I see great potential for the next generation of internet- and PC-based products and services. This is where the future lies and this is the direction we will migrate towards,” reveals Barker, who is extremely upbeat about future prospects for Snap-on.
“Global development is another trend in our favour and it can only help our position as demand from emerging markets gradually increases in momentum. There is enough future business to be gained from these new markets to more than compensate for any drop-off in our established european markets,” he concludes.
Last year, complete and on-time shipments stood at almost 98%. If an order is telephoned through prior to mid-day, we promise that it will arrive next day
“ “

90
Appointments

91
www.themanufacturer.com/uk/jobs

92
www.themanufacturer.com/uk/jobstraining

In these challenging times, youneed to lower costs and protectprofits. You can achieve both of
these objectives by usingcorrugated packaging -
intelligently.
Customers are already usingour PackRight suite of business
tools, saving moneyand supporting their salesand marketing effort.
Here’s how
Think RightAct RightPackRight
Why wait? Pay a visit to our Impact & Innovation Centre where you can see for yourself what’s possible.Contact us. Right now. 0845 260 70 80
[email protected] www.dssmith-packaging.com/PackRight
helps increase sales and lowersupply chain costs, by design.
safeguards brand appearanceand enhances consumer appeal.
makes both packaging anddistribution more sustainable.
matches supply to demandand reduces transaction costs.
Manufacturer:Layout 1 14/2/09 18:13 Page 1
Source of Supply

www.themanufacturer.com March 2009 Vol 12 Issue 2
Design and innovationCAD and PLM software overview
Logistics and supply chainRecession exposes global supply
chain risks
World class manufacturingBritish Gypsum’s seven year
metamorphosis
AppointmentsTop jobs in manufacturing
InterviewRichard Lambert
Director-general of the CBI
groundsTraining
Unravelling the options for training and apprenticeships
ww
w.them
anufacturer.com M
arch 2009 Vol 12 Issue 2