The FUJIFILM Environmental Report/2001 Edition FUJIFILM Environmental Report/2001 Edition In order...
44
The FUJIFILM Environmental Report/2001 Edition In order to protect and preserve the beauty of nature and her valuable resources so that they can be passed on to future generations, Fujifilm continually intensifies its earnest involvement in the resolution of environmental issues.
Transcript of The FUJIFILM Environmental Report/2001 Edition FUJIFILM Environmental Report/2001 Edition In order...

The FUJIFILM Environmental Report/2001 Edition
In order to protect and preserve the beauty of nature and her valuable
resources so that they can be passed on to future generations,
Fujifilm continually intensifies its earnest involvement in the resolution
of environmental issues.

CONCERNING THE DRAFTING OF THIS ENVIRONMENTAL REPORT
The purpose of this report is to identify the environmental impact of Fuji Photo Film Co., Ltd.
(Fujifilm)’s activities and products and to communicate the measures which it is taking to reduce
this impact. This report covers chiefly the Company’s activities between April 1, 2000 and
March 31, 2001. However, some earlier activity information is also provided as background,
along with our vision for the future and a range of consolidated information.
To align this report with global guidelines, it has been compiled with reference to the
Sustainability Reporting Guidelines published in June 2000 by the GRI (Global Reporting
Initiative).
Index
Opening Remarks ............................................................................................................... 1Corporate Overview ............................................................................................................ 2Outline of Environmental Activities...................................................................................... 3Fujifilm Responsible Care Activities and Achievements...................................................... 4Environmental Impact of Fujifilm’s Corporate Activities ...................................................... 5Current Status of Measures and Future Vision ................................................................... 6Responsible Care Policies, Organization, and Management .............................................. 7
What is Responsible Care?............................................................................................. 7Responsible Care and ISO 14001................................................................................... 7The Fujifilm Responsible Care Policy for Fiscal 2001 ..................................................... 8
Fujifilm Responsible Care Organizations and Management ............................................... 9Current Status of Acquisition of ISO 14001 Certification..................................................... 10Assessment of the Safety of Chemical Substances............................................................ 11Green Purchasing and Green Procurement........................................................................ 12Environment-Friendly Containers and Packaging ............................................................... 13Environment-Friendly Design and LCA ............................................................................... 14Environmental Education and Awareness-Raising Activities .............................................. 15Environmental Accounting for Fiscal 2000 .......................................................................... 16Reducing Environmental Impact ......................................................................................... 18
Reduction of VOC Emissions and Results of PRTR Survey ........................................... 18Zero Emissions................................................................................................................ 20Energy Saving and Curbing Global Warming.................................................................. 22
Environmental Monitoring.................................................................................................... 24On-the-Job Safety ............................................................................................................... 26Complaints .......................................................................................................................... 26Fujifilm Products and the Environment................................................................................ 27
Single-Use Cameras (Fujicolor QuickSnap).................................................................... 28Printing Systems ............................................................................................................. 30Imaging Systems............................................................................................................. 32Other Environment-Friendly Products ............................................................................. 33
Communication Activities .................................................................................................... 35Social Contribution Activities ............................................................................................... 37Environment-Related Awards.............................................................................................. 38Groupwide Environmental Efforts........................................................................................ 39Glossary .............................................................................................................................. 40Independent Review Report................................................................................................ 41

1
OPENING REMARKS
As we enter the 21st century, the population of the world
continues to grow at an explosive rate. The current population of
more than 6 billion is expected to rise to 8 billion by 2020 and
exceed 10 billion by 2050. Population growth and lifestyle
changes spotlight the importance of the preservation and
protection of our natural resources, safely disposing of industrial
and household waste, and combating pollution caused by
chemical substances. As a global company, Fujifilm regards
resource preservation and protection to be the highest priority.
We believe it is essential to develop new energy- and resource-
saving technologies and to adopt progressive resource policies
at a global level. For Fujifilm, the biggest concerns of the 21st
century are, without a doubt, environmental awareness and
protection.
In the past, Fujifilm has centered its environmental policies on
three basic pillars: constantly giving due consideration to the
natural environment, ensuring safety with regard to chemicals,
and preventing the wasteful use of resources (source reduction).
To meet these obligations, Fujifilm follows a Responsible Care
program. Under Responsible Care, companies independently
set and pursue their own policies, targets, and standards for
environmental protection across the full spectrum of their
activities—from product development through manufacturing,
distribution, use, and waste disposal. Responsible Care is an
international protocol, and chemical companies across the world
have committed themselves to meeting its goals. Fujifilm
became a member of the Japan Responsible Care Council at
the time of the council’s establishment in 1995 and began to
publicize its Responsible Care activities. To support an
integrated environmental management system, Fujifilm began
obtaining ISO 14001 certification prior to Japan’s formal
adoption of the Environmental Management Standard in fiscal
1996. All of our main Japanese plants had obtained certification
before 1996.
Recently, Fujifilm has initiated additional action programs to
identify risks and hazards associated with chemicals, as part of
efforts to avoid or modify the use of chemicals identified in specific
classes. Risk management programs are regularly updated.
Our basic identification-awareness tool is our proprietary
Chemical and Environmental Safety Information Database.
Through our in-house network, such information is available to all
Company employees.
All our policies for reducing the environmental impact of our
activities are based on the following source-reduction measures:
◆ Designing products with low energy consumption,
◆ Reducing energy loss during product manufacturing,
◆ Reducing environmental impact arising from the use of
products, and
◆ Recovering parts for reuse and repair while creating waste-
free production cycles.
A very high level of technological expertise is needed to make
products environment-friendly while maintaining and improving
their quality and functionality. But Fujifilm is determined to meet
this challenge. A landmark achievement in this field is our
environment-friendly production process for the Fujicolor
QuickSnap single-use camera, which, in November 2000, won
the “Nikkei Superior Trendsetting Factories and Offices Awards
Millennium Award,” sponsored by the Nihon Keizai Shimbun
Company, and the “47th Okouchi Memorial Technology Prize,”
sponsored by the Okouchi Memorial Committee. We aim to
design all our products to make them as environment-friendly as
the Fujicolor QuickSnap, as we pursue source reduction.
Zero Emission initiatives also form part of our source-reduction
activities. Fujifilm already recycles all waste materials generated
in base-material processing at its four main Japanese plants,
and plans to achieve Zero Emissions for all waste products
generated by all domestic business bases, including the sales
division, by the end of fiscal 2002.
Under the resolute leadership of Fujifilm’s management, every
employee and organization within the Group is engaged in an
ongoing effort to make Fujifilm a company that works for the
environment and for product safety.
Minoru OhnishiChairman and Chief Executive Officer
Masayuki MuneyukiVice Chairman
Shigetaka KomoriPresident

2
CORPORATE OVERVIEW
Name Fuji Photo Film Co., Ltd.
Establishment January 20, 1934
Head Office Nakanuma 210, Minami Ashigara-shi, Kanagawa Prefecture250-0190Tel: 0465-74-1111 (main switchboard)
Tokyo Head Office 2-26-30 Nishiazabu, Minato-ku, Tokyo 106-8620Tel: 03-3406-2111 (main switchboard)
Main Factories Ashigara Factory, Odawara Factory (both in KanagawaPrefecture)Fujinomiya Factory and Yoshida-Minami Factory (both inShizuoka Prefecture)
Capital ¥40,363 million (as of March 31, 2001)
Number of Employees 9,883 (parent only), 37,627 (Group) (as of March 31, 2001)*
Sales Volume ¥849.1 billion (parent only), ¥1,440.3 billion (Group)* (for fiscal year ended March 31, 2001)
Net Profit for Term Ended ¥63.1 billion (parent only), ¥102.7 billion (Group)*March 31, 2001
Subsidiaries and Consolidated subsidiaries: 98*Affiliates Non consolidated subsidiaries: 57*
Affiliates: 44*
* On March 30, 2001, Fuji Xerox became a consolidated subsidiary of Fujifilm, but is not included in fiscal 2000 financial statements.
Businesses
Imaging systems◆ Color printing paper◆ Motion picture film◆ Cameras◆ Digital cameras◆ Videotape, etc.
Photofinishing systems◆ Color printing paper◆ Pictro-printing paper◆ Developing chemicals◆ Machinery◆ Developing prints, etc.
Information systems◆ Platemaking film◆ PS plates◆ Printing machinery◆ X-ray film◆ Medical imaging machinery◆ Computer tape◆ Electronic display materials, etc.
40.5%
17.0%
42.5%
Overview of Fuj i f i lm’s Businesses in Fiscal 2001
Net sales in the period under review rose 3.9% from the previous
fiscal year, to ¥849.1 billion, reflecting launches of new products,
systems, services, and solutions, mainly in the digital imaging field,
including e-Picture products. Of that total, ¥513.5 billion was
generated by domestic sales, up 0.6%, and ¥335.6 billion was
generated by exports, up 9.4%. Exports accounted for 39.5% of
sales in the period under review. Recurring profit was ¥110.8
billion, up 7.5%, and net income was ¥63.1 billion, up 6.8%.
Performance per division was as follows.
Imaging systems
New product launches included the ZOOM MASTER 800 series
with 4th Color Layer Technology—a unique Fujifilm color film
technology—the SUPERIA 1600, and the FUJICHROME PROVIA
100F and 400F series of color reversal films with the finest grain in
the world.
New camera launches included the NEXIA 4100ix Z, the world’s
smallest and lightest APS camera with a 4x zoom lens, and the
FUJIFILM KLASSE, an easy-to-use 35-mm compact camera with
high image quality.
In instant camera products, the Instax mini 20 and other models
were added to the Cheki series.
In digital cameras, such new launches as the FinePix 40 i, which
can play MP3 audio, and the FinePix6800 Zoom, designed by The
Porsche Design Studio, were well received. Also, the FinePix
“Picture the Future” system, which links digital cameras with the
Internet, increased the fun and broadened the use of e-Pictures.
In commercial-use videotape, Fujifilm enhanced its lineup of
products with devices that are compatible with new digital formats.
Sales in this division rose 9.5%, to ¥344.0 billion.
Photofinishing systems
The Company enhanced its Frontier range of digital minilabs
incorporating a proprietary, solid-state laser system. Using the FDi
service, Fujifilm’s digital imaging service based on Frontier, the
Company is expanding the on-line usage of digital image prints,
enabling the creation of high-quality prints from digital film and digital
cameras and the transfer of photo images onto CDs (FUJICOLOR
CD). In this way, Fujifilm is facilitating the spread of e-Pictures.
Net sales in this division totaled ¥144.6 billion, up 14.9% year
on year.
Information systems
In equipment for printing and design systems, Fujifilm concentrated
on computer-to-plate (CTP) systems for the digitization of printing
processes. In diagnostic equipment, the Company launched its dry
imager for digitizing X-ray images as well as the medical imaging
network system SYNAPSE. In the mammography field, the
Company launched the FCR5000MA system, which makes possible
digital mammography image recording.
In information system products, Fujifilm launched the Kassai
series, which combines sophisticated thin-layer coating technology
with fine chemical technology.
In industrial materials, the Company enjoyed soaring sales of its
FUJITAC, WV FILM, and TRANSER LCD materials.
In data media, Fujifilm became the first company to launch
Ultrium-use tape for upgrading and expanding memory volume
based on Fujifilm’s proprietary Advanced Super-Thin-Layer and
High-Output Metal Media (ATOMM) technology. In this field,
Fujifilm has an industry-leading position. Net sales in the division
totaled ¥360.5 billion, down 4.4% from the previous fiscal year.
Sales breakdown (parent only) for the fiscal year ended March 31, 2001

1975 • Entry into effect of London Convention for the prevention of ocean
pollution through the dumping of industrial and other waste
• Entry into effect of the Washington Convention governing international
trade in animals and plants considered to be in danger of extinction
• Entry into effect of the Ramsar Convention for the protection of
internationally important wetlands where waterfowl live
• Entry into effect of the World Heritage Convention for the protection of
cultural and natural heritage
1989 • Exxon Valdez incident
• Adoption of the Declaration of Helsinki (for the total abolition of
specified CFCs)
1992 • Entry into effect of Basel Convention restricting the removal and disposal
of hazardous waste products beyond national borders
• World Summit at Rio de Janeiro
• Amendment of Montreal Protocol
1993 • Entry into effect of the Conventional Biological Diversity Agreement
1994 • Entry into effect of the United Nations Convention to Combat
Desertification (UNCCD)
• Entry into effect of the Framework Convention on Climate Change
1995 • First meeting of signatories to the Framework Convention on Climate
Change (COP1) in Berlin, Germany
1996 • ISO international standards introduced
• Second meeting of signatories to the Framework Convention on Climate
Change (COP2) in Geneva, Switzerland
1997 • Third meeting of signatories to the Framework Convention on Climate
Change (COP3) in Kyoto, Japan
1998 • Fourth meeting of signatories to the Framework Convention on Climate
Change (COP4) in Buenos Aires, Argentina
1999 • Fifth meeting of signatories to the Framework Convention on Climate
Change (COP5) in Bonn, Germany
2000 • Sixth meeting of signatories to the Framework Convention on Climate
Change (COP6) in the Hague, Netherlands
• Adoption of protocols relating to preparations of Rio+10 at the 8th
meeting of the U.N. Commission on Sustainable Development (CSD8)
• Publication of Sustainable Reporting Guidelines by the GRI
2001 • Publication of evaluation report in the IPCC Third Assessment Report
3
1970
1980
1990
2000
1970 • Creation of Environment and Safety divisions at factories
• Installation of activated sludge treatment facility at Ashigara Factory
1971 • Creation of Environmental Management Department at Head Office
1975 • Establishment of Fujifilm Material Safety Test Center
1983 • Establishment of Fujifilm Green Fund Public Trust
1986 • Launch of Fujicolor QuickSnap single-use camera
1989 • Establishment of the Environmental Safety Countermeasures Promotion
Committee
• Environmental Management Division renamed the Environment and
Safety Promotion Division
1990 • Establishment of the basic policy for environmental safety activities
• Introduction of cogeneration facilities at Ashigara Factory
• Fujicolor QuickSnap recycling center comes onstream (the establishment
of a system for recovery)
1991 • Compilation of guidelines for environment-friendly product development
• Beginning of the mutual supply of recovered parts from single-use
cameras with other companies
• Introduction of cogeneration facilities at Fujinomiya Factory
1992 • Compilation of guidelines for safety, hygiene, and environmental
protection at Fujifilm factories
• Launch of “inverse manufacturing system” for Fujicolor QuickSnap cameras
• Establishment of standards used for products with restricted substances
1993 • Complete end of use of CFCs of any kind in manufacturing
• Compilation of environment action plan
1994 • Establishment of Fujifilm environmental management system standards
• Establishment of Basic Policies on the Environment
1995 • Entry into Japan Responsible Care Council
• Environmental Protection Committee renamed Fujifilm Responsible Care
Committee
• Reuse and recycling of Fujicolor QuickSnap cameras begun at U.S. and
European factories
1996 • Publication of Fujifilm’s first environmental report
1998 • Construction of “inverse manufacturing system” factory for Fujicolor
QuickSnap cameras
• Signing of “Environmental Preservation Compliance Agreement” between
Ashigara Factory and Minami-Ashigara City
1999 • Drafting of Fujifilm’s Responsible Care management manual
• Fujifilm wins the “Coexistence with the Community” prize in the
“Corporate Social Contribution Awards” sponsored by the Asahi
Shimbun Foundation
• Fujifilm wins the “Earth Environment Committee Award for Corporate
Excellence” and the 8th “Global Environment Award” sponsored by the
Japan Industrial Journal
• Fujifilm wins the 17th “Superior Trendsetting Factories and Offices
Special Award,” sponsored by the Nihon Keizai Shimbun Company, for its
“inverse manufacturing system” for Fujicolor QuickSnap cameras
2000 • Fujifilm receives the fiscal 2000 “Excellent Consumer-Oriented Company
Commendation” from the Minister of International Trade and Industry
• Introduction of cogeneration facilities at Yoshida-Minami Factory
• Regeneration and reuse of all waste products from raw material
processing at the Yoshida-Minami and Fujinomiya factories and the
Miyanodai Technology Development Center
• Fujifilm wins the “Nikkei Superior Trendsetting Factories and Offices
Awards Millennium Award” sponsored by the Nihon Keizai Shimbun
Company, for its “inverse manufacturing system” for Fujicolor QuickSnap
cameras
• Fujifilm wins the fiscal 2000 “Global Warming Prevention Activities
Ministerial Commendation” sponsored by the Environment
Protection Agency
2001 • The “inverse manufacturing system” for Fujicolor QuickSnap cameras
wins the 47th Okouchi Memorial Technology Prize sponsored by the
Okouchi Memorial Committee
• Achievement of Zero Emissions of all waste products at Yoshida-Minami
Factory and Asaka Research Laboratories
• Yoshida-Minami Factory wins the fiscal 2000 “Prefectural Governor’s
Award for Merit in Industrial Waste Disposal ”
1970 • Enactment of water pollution legislation
• Enactment of industrial waste processing and cleaning legislation
1971 • Establishment of Environment Agency
1990 • Action plan for combating global warming
1991 • Enactment of legislation to promote the regeneration of resources
• Inclusion of Keidanren Global Environmental Charter
1993 • Enactment of basic environmental legislation, abolition of basic
legislation on pollution control
• Approval of basic environmental plan
1995 • Enactment of Container and Packaging Recycling Law
1998 • Enactment of legislation for the reuse of specified domestic appliances
• Enactment of legislation for the promotion of measures to control global
warming
1999 • Enactment of special legislation for the control of dioxins
• Enactment of the Chemical Substance Emission Management Promotion
Law
2000 • Full enactment of the Container and Packaging Recycling Law
• Establishment of basic legislation to promote a recycling-oriented society
• Amendment of legislation relating to the disposal and cleansing of waste
products (waste processing law)
• Amendment of legislation relating to the promotion of the reuse of
resources (recycling law)
• Enactment of the law promoting the reuse of building materials
(construction recycling law)
• Enactment of the law to promote the reuse of waste food (waste food
reuse law)
• Enactment of law promoting environment-friendly procurement by public
bodies (Green Purchasing Law)
• Publication by the Environment Protection Agency of guidelines for the
establishment of environmental accounting systems
2001 • Environment Protection Agency becomes Ministry of the Environment in
an overhaul of Japan’s bureaucracy
• Enactment of domestic appliance recycling legislation
• Enactment of Green Purchasing Law
• Publication of environmental reporting guidelines (2000 edition) and
environmental performance benchmarks for businesses by the Ministry
of the Environment
Fujifilm Japan Overseas
◆ Outline of Environmental Activities

4
FUJIFILM RESPONSIBLE CARE ACTIVITIES AND ACHIEVEMENTS
Main Responsible Care Priorities in
Fiscal 2000
Arranging and strengthening management
systems based on ISO 14001
Enhancing risk management systems for chemical
substances
Enhancing chemical management systems to comply
with the PRTR Law
Enhancing Green Purchasing and Green Procurement
systems
Establishing an environmental accounting system
Setting up a system for reducing the environmental
impact of packaging
Improvement of environmental and safety performance
Reducing use of chemicals of environmental concern,
reducing emissions, developing alternatives to pollutants
Reducing emissions of VOCs into the atmosphere
Reduction of waste volumes, reuse, and regeneration of
resources to attain Zero Emission goals
Promote energy conservation measures and carbon
dioxide emission reduction measures
Appropriate communication with the community
Setting up a system to provide necessary environmental
and safety information to customers through enhanced
MSDS disclosure, etc.
Publicizing Fujifilm’s Responsible Care activities
through a more detailed environmental report and on
Fujifilm’s Web site
Progress in Fiscal 2000
We linked overseas subsidiaries with our recently completed chemical safety database.
We amended in-house rules to clarify the management of environmental hormones and other chemical
substances with unclear legal and pollutant status but that are the object of growing social concern.
We included in this report information relating to certain chemicals not subject to the PRTR Law, and
which are not PRTR-designated substances, which we are treating specially on our own initiative.
We have rewritten all our Material Safety Data Sheets (MSDS), covering approximately 1,000 materials,
to make them easier to understand, and have amended the content to bring it into conformity with PRTR
and other legislation. Our MSDS can be seen on our home page: http://www.fujifilm.co.jp/msds
We are working to reach our goal of 100% Green Purchasing and Green Procurement during fiscal 2003
(in fiscal 2000, we achieved a Green Purchasing rate of 52% and a Green Procurement rate of 66%). We
have set up a database to handle information relating to Green Purchasing, and are now able to calculate
the Green Purchasing rate at seven business bases in Japan.
With regard to Green Purchasing, we ask our suppliers of important base materials and parts to fill in a
questionnaire, which we use as a basis for calculating Green Procurement rates.
We established a new system for environmental accounting, using aggregated accounting. We included
environmental accounting statistics for fiscal 2000 using this system in this report.
We revised our standards in this area to bring us into clearer conformity with “reduce, reuse, and
recycle” practices. In fiscal 2000, we reduced paper packaging in domestic sales 315 tons compared
with fiscal 1999 and reduced the use of plastic containers and packaging 139 tons compared with fiscal
1999 (based on Container and Packaging Recycling Law definition).
We are working to revise standards and reduce emissions of Volatile Organic Chemicals (VOCs) into the
atmosphere. Progress has also been made in reducing specified CFC use and liquid waste processing at
customer sites.
We are working toward a goal of reducing atmospheric emissions of VOCs by fiscal 2002 50%
compared with fiscal 1996 levels. Over the last three years, we have reduced VOC emissions into the
atmosphere 750 tons. Taking account of increases due to expanded production, we have brought
emissions down from 3,300 tons in fiscal 1997 to 3,100 tons in fiscal 2000.
Zero Emission targets have been reached for all waste products generated by the Yoshida-Minami
Factory and Asaka Research Laboratories in fiscal 2000.
Zero Emissions of waste products from industrial base materials have also been achieved at the
Fujinomiya Factory and Miyanodai Technology Development Center.
Full operation of cogeneration facilities at the Yoshida-Minami Factory from January 2000 has
contributed to both energy saving and CO2 emission reduction. In fiscal 2000, our four domestic plants
subject to grade one energy management guidelines of the Ministry of Economy, Trade and Industry
achieved 4.4% savings in energy cost units, far in excess of the Ministry’s recommended 1%.
We linked affiliated and overseas units to our proprietary MSDS database.
In response to the enactment of the PRTR Law, the amendment of labor safety and hygiene legislation,
and decrees on highly toxic chemicals, we redrafted all of the approximately 1,000 items in our MSDS to
make them clearer and brought their content more closely in line with the law.
The MSDS are listed on our home page at: http://www/fujifilm.co.jp/msds
In the Fujifilm Environmental Report (1999 Fiscal Year Data Sheet) published in September 2000, we
outlined our environmental protection achievements in fiscal 1999. More information on Fujifilm’s
environmental activities can be found at:
http://www.fujifilm.co.jp/kankyo/index.html
We also publish site reports for the Ashigara and Fujinomiya factories.
See Pages*Self-
Rating
11
18, 19, 35
12
16, 17
13
11, 17, 18
18, 19
20, 21
22, 23
18, 35
35, 36
* Self-rating: satisfactory progress, some progress, unsatisfactory progress

5
ENVIRONMENTAL IMPACT OF FUJIFILM’S CORPORATE ACTIVITIES
Resources UsedSilver (thousand tons per year) .............................................. 1.1
Gelatin (thousand tons per year) ........................................... 4.3
TAC (thousand tons per year)................................................ 11.9
Aluminum (thousand tons per year)....................................... 47.5
Paper container and packaging materials (tons per year) .... 8,406
Plastic container and packaging materials (tons per year) ... 3,843
Production OperationsWaste materials for incinerators/landfill sites
(thousand tons per year)...................................................... 4.6
Recycling rate (%).................................................................. 92.8
Energy source unit index ....................................................... 84.0(fiscal 1993=100 under energy-saving law)
CO2 emissions (thousand tons per year) ............................... 639.1
SOx emissions (tons per year)................................................ 467
NOx emissions (tons per year) ............................................... 658
Soot emissions (tons per year ).............................................. 28
Chemical Oxygen Demand (COD) emissions
(tons per year)...................................................................... 213
Industrial-use water (million tons per year) ............................ 49
WasteDischarge
DistributionReductions in CO2 emissions in fiscal 1999 (tons)................. 208(based on data supplied by FUJIFILM Logistics Co., Ltd.)
ProductsImaging systems
Color printing paper, motion picture film, cameras, digital
cameras, videotape, etc.
Photofinishing systems
Color printing paper, Pictro-printing paper, developing chemicals,
machinery, developing prints, etc.
Information systems
Platemaking film, presensitized plates, printing machinery, X-ray
film, medical imaging machinery, computer tape, electronic
display materials, etc.

6
CURRENT STATUS OF MEASURES AND FUTURE VISION
A key principle of “Our Common Future,” published in 1987 by
the United Nations’ World Commission on Environment and
Development, is that “states shall conserve and use the
environment and natural resources for the benefit of present and
future generations.” This concept of sustainable development
was evolved further in 1992, which saw the adoption of a global
action plan for achieving sustainable development in the 21st
century—Agenda 21—at the Earth Summit held in Rio de
Janeiro. In recent years, environmental initiatives around the
world have generally followed Agenda 21’s lead in emphasizing
sustainable development.
Fujifilm will continue to conduct its business in the interests of
global sustainable development, following its three-pronged
policy of constantly giving due consideration to the natural
environment, ensuring safety with regard to chemicals, and
preventing the wasteful use of resources (source reduction).
Another key concept of the 21st century will be eco-efficiency,
which can be calculated using a formula in which environmental
burden is expressed as a ratio of a product’s quality, function,
and the services it renders—in other words, environmental
burden as measured over the product’s full life cycle. If the
environmental burden is a certain fraction of the cost of product
development, manufacture, and marketing, cost-efficiency is
achieved. Continually raising cost-efficiency and eco-efficiency
can be said to be the foundation of Fujifilm’s environmental
activities in the 21st century.
Our goal is to reduce the environmental burden of Fujifilm
products and production activities and bring our operations in
line with reduce, reuse, and recycle practices to the greatest
possible extent. By continually raising the eco-efficiency of
products created as part of our basic Imaging & Information
philosophy, we believe we are contributing to the cause of
sustainable development in the global environment. Fujifilm will
continue to seek ways of raising eco-efficiency in all of its
production processes, from R&D to waste disposal.
Below are examples of measures taken to date to raise eco-
efficiency:
1) Reduction of the volume of silver used in photosensitized
materials for photography
Over approximately 20 years, Fujifilm has reduced the amount of
silver used in color negative film by more than half, and the
amount of silver used in color print paper by around two-thirds.
Naturally, we continued to enhance product performance even
as we reduced silver levels. Photosensitized materials for
photography are the product of a reaction of silver nitrate and
halogen compounds in a gelatin aqueous solution. However,
very small changes in the type of halogen compound, mix of the
aqueous solution, type of gelatin, or temperature can have a
major impact on the quality of the photo. Only by achieving a
very careful mix of these variables is it possible to create high-
performing photosensitized materials for photography with very
small amounts of silver.
2) Reduction of the amount of developer needed for color
paper print films
Over approximately 10 years, Fujifilm has reduced the volume of
developer needed for color negative prints by more than half,
and for color paper prints by four-fifths. This too is a result of a
general review and improvement of the mix of constituents of
photosensitized materials as well as of the capabilities of
developing equipment. These measures have enabled us to
greatly reduce the amount of liquid waste from developing
processes.
3) Energy-saving design for Fujicolor QuickSnap
Since the launch of the Fujicolor QuickSnap, single-use camera
bodies have become slimmer and smaller, and other continual
design improvements have been undertaken. Current models
are approximately half the weight of the first Fujicolor QuickSnap.
In addition to such resource reduction policies, Fujifilm aims
to create products with still higher eco-efficiency through
environment-friendly designs.

7
RESPONSIBLE CARE POLICIES, ORGANIZATION, AND MANAGEMENT
What is Responsible Care?
Responsible Care and ISO 14001
Responsible Care is an effort to ensure “environmental
preservation, safety, and health” throughout the entire life cycle
of a product by means of voluntary management efforts by
business operators. In more concrete terms, Responsible Care is
an effort to which each country of the world is devoting itself and
whose main points are: a) the making of a pledge, in one’s
operational policy, to ensure environmental preservation and
safety throughout the total business process, from product
development through production, distribution, and use to waste
disposal; b) the implementation of countermeasures; and c) the
planning of improvements. The comprehensive effort, referred to
as Responsible Care, that comprises these main points is based
on a foundation of self-determination and self-responsibility on
the part of business operators.
The Japan Chemical Industry Association established the
Japan Responsible Care Council in 1995. Fujifilm immediately
took a Japan Responsible Care Council Responsible Care
Implementation Oath and became a member. In order to ensure
the preservation of the beauty of nature and her valuable
resources, we established a Fujifilm Responsible Care Policy
and are earnestly devoting ourselves to the efforts set forth in
that policy.
Fujifilm’s basic philosophy in its environmental stance is realizing
the goals of Responsible Care through the establishment of and
adherence to management norms that conform with ISO 14001
standards. Fujifilm has a policy of setting even tougher targets in
its voluntary environmental initiatives than those required by law.
We pursue continuous improvement by repeating the PDCA cycle
through the effective use of ISO 14001 standards as a
management tool.
◆ Implementation of Fujifilm Responsible Care Audits◆ Review of High-Priority Implementation Items by Fujifilm Responsible Care Committee◆ Taking Corrective Measures
◆ Establishment of Implementation Plans by Specified Issues Promotion Committees◆ Establishment of Responsible Care Measures by Each Organization
◆ Fujifilm Responsible Care Committee◆ Specified Issues Promotion Committees◆ Environment and Safety Divisions at Business Locations (under the Jurisdiction of the Fujifilm Responsible Care Committee)
◆ Execution of Implementation Plans by Specified Issues Promotion Committees◆ Promotion of Responsible Care Implementation Plans by Each Organization
◆ Distribution of the Environmental Report◆ Public Disclosure of Performance by Each Organization and Dialogues with Communities◆ Public Disclosure of Information via the Internet
◆ Creation of Responsible Care Annual Reports by Each Organization◆ Creation of Implementation Reports by the Specified Issues Promotion Committees
ACT
CHECK PLAN
DO
Company President’s Oath
Establishment of Policy
Audits and Assessments
Creation of Reports
Arrangement of Systems
Establishment of Implementation Plans
Implementation
Public Announcement of Results & Dialogues with
Communities
Fujifilm’s Responsible Care Procedures

8
The Fuj i f i lm Responsible Care Pol icy for Fiscal 2001
1. Fundamental Policy
Through voluntary, continuous dedication to Responsible Care
efforts, each and every employee will strive to realize a “sound
Fujifilm committed to environmental protection and safety.”
2. Action Guidelines
(A) Consider environmental, economic, and social aspects and
devote ourselves to measures for ensuring sustainability.
(B) Comply with the law and all other agreed-upon requirements.
(C) Strive to reduce environmental impact and ensure safety by
taking into consideration every stage of the product life
cycle, including selection and procurement of raw materials,
manufacturing, distribution, product use, and product
disposal.
(D) Achieve Zero Emissions.
(E) Conduct operations with no accidents and no disasters.
(F) Actively provide information, maintain appropriate
communication, and strengthen partnerships with concerned
parties outside the Company.
3. Priority Implementation Items
(A) Organizing and Strengthening Management Systems
Based on ISO 14001 Standards
(a) Continuously improve our management of chemical
substances.
(b) Strengthen our “Green Purchasing” and “Green
Procurement” systems for raw materials, machines,
fixtures, supplies, etc.
(c) Construct environmental accounting systems.
(d) Establish a system for reducing environmental impact
related to containers and packaging.
(e) Establish a management system for environment-
conscious designing.
(f) Establish a management system for Responsible Care
education.
(B) Improvement of Environmental and Safety Performance
(a) Mitigate risk by reducing usage of chemical substances of
concern, reducing emissions, and developing alternative
substances, etc.
(b) Reduce the amount of volatile organic compounds emitted
into the air. *1
(c) Promote the reduction of waste disposal, reuse, and
recycling and achieve Zero Emissions. *2
(d) Promote energy conservation and measures for reducing
carbon dioxide emissions. *3
(e) Strengthen environmental monitoring at manufacturing sites.
Quantitative Performance Goals for Fuji Photo Film, Ltd.*1 Reduce the amount of volatile organic compounds emitted into the air 50%
by the fiscal year 2002 (compared with fiscal year 1996).*2 Reduce waste material incinerated or disposed of in landfills at each site to
zero by fiscal year 2002.*3 Implement measures to reduce carbon dioxide emissions by at least 51,000
C tons /year, by fiscal year 2010. (This reduction amount is equivalent to26% of the amount of carbon dioxide emitted in fiscal year 1998.)
(C) Ensuring Appropriate Communication and Strengthening
Partnerships with Concerned Parties outside the Company
(a) Establish systems for appropriately providing necessary
environmental and safety information to concerned parties
outside the Company, such as uti l izing MSDS for
information disclosure.
(b) Enrich contents of environmental reports, issue site
reports, utilize Fujifilm’s Web site to adequately and
actively communicate the Company’s Responsible Care
efforts to the public.
(c) Actively cooperate with governmental and industrial
activities as well as participate in community activities.

9
As a manufacturer handling chemical products, Fujifilm has been
involved in environmental initiatives from an early stage. In 1970, it
set up environmental and safety management divisions in its
factories and in its headquarters in 1971. Currently, the Company
has environment and safety officers deployed in every business
and research facility who are responsible for key line organizations.
Furthermore, in 1989 an environment and safety committee
was established as a cross-organization executive-level body to
promote environmental and safety issues across the Group. In
1995, this committee became the Fujifilm Responsible Care
Committee when the Company joined the Japan Responsible
Care Council, and set clear Responsible Care goals for the
Company. Action teams have been set up under the Fujifilm
Responsible Care Committee to further Responsible Care
interests across the Company.
The Fuj i f i lm Responsible Care Promotion System
Linear Organization (Organization by Vertical Order)
Committee Organization (Organization by Horizontal Order)
Company President
Fujifilm Responsible Care CommitteeCommittee Chairman Director in Charge of the Environment (Senior Vice President)Members Concerned Executive OfficersSecretariat General Manager of the Environmental Protection & Products Safety Division
Specified Issues Promotion Committees
• Green Purchasing Promotion Committee• Committee for the Promotion of the Green Procurement of Raw Materials• Zero Emissions Promotion Committee• Energy-Saving and Carbonic Gas Reduction Promotion Committee• Packaging Responsible Care Promotion Committee• Promotion Committee for Setting Basic Principles for Environmental Accounting• Promotion Committee for Establishing Methods for Life Cycle Assessment (LCA) Standards• Fujifilm Responsible Care Educational Activities Committee• Promotion Committee for Establishing Environmental Accounting Systems
Fujifilm Responsible Care Audit Committee
Director in Charge of the Environment
Environmental Protection & Products Safety Division
Material Safety Test Center
General Manager of Each Marketing Division
Person(s) in Charge of Environmental Affairs
General Manager of Each Factory
Division in Charge of Environment & Safety
Environment & Safety Department
General Manager of Each Business Location
Person(s) in Charge of Environmental Affairs
General Manager of Each Research Laboratory
Person(s) in Charge of Environmental Affairs
◆ Fujifilm Responsible Care Organization and Management

10
Fujifilm has long regarded acquisition of ISO 14001 certification
as a priority in its Responsible Care program and has been active
in this area from an early stage. The first facility was certified in
August 1996. By January 1997, all four factories in Japan had
been certif ied, and we are now working to acquire the
certification of domestic and overseas subsidiaries and affiliates.
In fiscal 2000, two more business locations acquired certification,
bringing the total number of certified sites to 23. ISO 14001
certification has also been acquired by Panac Industries, Inc., a
partner company that recovers and recycles film base materials
and silver, and by Nankai Co., Ltd., to which we consign recovery
and processing of used Fujicolor QuickSnap single-use cameras.
We are preparing to obtain certification for our marketing and
logistics companies, and in 2003, we plan to obtain ISO 14001
certification through a single environmental management system
(EMS) for the whole Group.
Current Status of Acquisi t ion of ISO 14001 Cert i f icat ion
■ Okaya Fuji Koki Co., Ltd. (March 1998)The assembly of photographic and printing equipment and the processing of precision plate metals
■ Fuji Photo Film Co., Ltd.Yoshida-Minami Factory (January 1997)The research, development, and manufacture of the platemaking materials (PS plates) used in offset printing
■ Fuji Photo Film Co., Ltd.Fujinomiya Factory (August 1996)The manufacture of the paper base for photographic prints, information recording paper (pressure-sensitive and thermo-sensitive paper), X-ray film, etc.
■ Fujifilm Arch Co., Ltd.Shizuoka Factory (June 1998)The manufacture and marketing of photoresists for semiconductors, color filter materials for LCDs, and other such photosensitized materials for the electronics industry
■ Sano Fuji Koki Co., Ltd. (March 1998)The machine processing and assembly of precision equipment as well as the design and special processing of metal molds for various optical parts
■ Fujifilm Microdevices Co., Ltd. (March 2000)The manufacture of such large-scale integration (LSI) products as charge-coupled devices (CCDs) for digital cameras and image signal processing ICs for the construction of digital imaging and multimedia systems
■ Fuji Photo Film Co., Ltd.Miyanodai Technology Development Center (March 1998)The R&D of equipment for medical imaging diagnosis, color photos, and printing systems
■ Fuji Photo Optical Co., Ltd. (January 1998)The production of cameras and photographic and printing equipment as well as the production and marketing of such optical equipment as lenses and medical equipment
■ Fuji Photo Film Co., Ltd.Asaka Research Laboratories (March 1999)The research, development, and manufacture of clinical examination systems utilizing the medical diagnostic film format
■ Fuji Photo Equipment Co., Ltd. (March 1998)The development of imaging systems for the medical, printing, and imaging fields as well as the manufacture of functional packaging materials for photography
■ Fuji Photo Film Co., Ltd.Ashigara Factory (December 1996)The manufacture of photosensitized materials for photography, such as films and print paper, as well as industrial materials
■ Fuji Photo Film Co., Ltd.Odawara Factory (October 1996)The manufacture of recording media, silver nitrate, photographic chemicals, and film for LCDs
■ Fujifilm Photonix Co., Ltd. (April 1999)The manufacture of such electronic imaging equipment as digital still cameras
■ Fuji Technics Co., Ltd. (April 2000)Processing of industrial-use light-sensitive materials, such as information processing pressure-sensitive and thermo-sensitive paper, printing-use markup film, and industrial-use X-ray film
■ Mito Fuji Koki Co., Ltd. (January 1998)The assembly of medium-sized cameras and the processing and assembly of lenses
The dates in parentheses show when certification was acquired.
Sites that acquired certification in fiscal 2000
■ Fuji Graphic Systems Canada, Inc. (Canada) (December, 1998)The marketing of PS plates used in printing
■ Fuji Photo Film da Amazonia, Ltda. (Brazil) (November 1998)The manufacture of photosensitized materials for photography
■ Fuji Photo Film do Brasil, Ltda. (Brazil) (December 1998)The manufacture of photosensitized materials for photography
■ Fuji Hunt Photographic Chemicals, Inc. (USA) (September 1997)The production and marketing of photoprocessing chemicals
■ Fuji Magnetics G.m.b.H. (Germany) (October 1999)The manufacture and marketing of recording media products
■ Fuji Photo Film B.V. (Holland) (November 1997)The manufacture of films and platemaking materials (PS plates)
■ Fujifilm Imaging Systems (Suzhou) Co., Ltd.(China) (October 2000)
■ Fuji Photo Film, Inc. (USA) (April 1999)The manufacture of films, PS plates used in offset printing, and videotape
◆ Certified sites in Japan: 15
◆ Certified sites overseas: 8
The following business locations acquired ISO 14001 certification in fiscal 2001 (as of June 30, 2001)
■ Fuji Hunt Photographic Chemicals Pte. Ltd. (Singapore) (April 2001)
The manufacture and marketing of chemicals for photosensitized materials used inphotography, etc.■ Fuji Photo Film Canada, Inc. (Canada) (June 2001)
The marketing of photosensitized materials for photography, etc.■ Fuji Magne-Disk Co., Ltd. (Chofu City, Tokyo) (June 2001)
The manufacture of floppy disks and CD-ROMs as well as computer-media userservices
The increase in the number of business sites reflects a broadening of thescope of certification compared with the Fujifilm Environmental Report 2000.
◆ Current Status of Acquisition of ISO 14001 Certification

11
ASSESSMENT OF THE SAFETY OF CHEMICAL SUBSTANCES
Safety Test ing at the Fuj i f i lm Mater ia l Safety Test Center
Risk Management Based on Our Database
Biodegradation test
Chromosomal aberration test
Safety Tests
◆ Ames Test ◆ Skin Irritation Test◆ Chromosomal ◆ Skin Sensitization Test
Aberration Test ◆ Biodegradation Test◆ Micronucleus Test ◆ Bioaccumulation Test◆ Acute Toxicity Test ◆ Explosion Danger Test◆ Subacute Toxicity Test
Safety Testing Chemical and Environmental Safety Information Database
Examination of Hazards and Legal Aspects
Risk Assessment
Review
Risk Management
Risk Management Classification
We have established a four-level safety standard ranking for chemical substances.
Contents of the Chemical and Environmental Safety Information Database(1) Laws in Japan, the United States, and Europe, including ordinances in each state of the United States as well as Europe(2) Toxicity, ignitability, and other hazards(3) Physiochemical properties
Access
Database
Fujifilm has developed a proprietary database containinginformation on Japanese and overseas legal provisions for morethan 70,000 commonly found chemical substances. In fiscal2000, we completed our database for the safety classification ofchemical substances used by Fujifilm and linked overseassubsidiaries with it. Based on this database and other resources,we carried out a four-level safety standard ranking (C1-C4) of theroughly 3,600 chemical substances in use at Fujifilm, inaccordance with the “Basic Provisions for the Environmental andSafety Management of Chemical Substances” established byFujifilm. In fiscal 2000, we revised this principle so that it not onlycovers the hazards and legal aspects of chemical substancesbut also lays down management practices for chemicalsubstances of rising social concern, such as environmentalhormones. In the case of chemicals vital to our operations, wecarry out priority risk evaluations and make continual changes
and improvements to their management in line with ISO 14001standards. In f iscal 2001, we broadened the scope ofapplication of the “Basic Provisions for the Environmental andSafety Management of Chemical Substances” and beganintroducing a single unified standard for chemical substances forFujifilm Group bases in Japan and abroad as they develop theirbusiness globally.Fujifilm Chemical Substance Risk Classification
C1 C2 C3 C4
Special- Prohibited Use prohibited — — —managed
Restricted Subject to risk-avoidance direc- — —tives and/or special restrictions
Risk-managed Risk management according —to established procedure
General-managed Managed according tointernal-use MSDS
At our Material Safety Test Center, which was established in1975, diverse safety tests are carried out for all of the chemicalsubstances in use at Fujifilm. When new chemical substancesare produced, we report the appropriate safety test data, andthe substances are examined and registered by the Ministry ofEconomy, Trade and Industry and the Ministry of Health, Laborand Welfare in accordance with the “Law Concerning theExamination and Regulation of Manufacture, etc., of Chemicalsubstances” and by the Ministry of Health, Labor and Welfare inaccordance with the “Labor Safety and Health Law.” At ouroverseas business locations as well, chemical substancesundergo similar statutory examinations. Our Material Safety TestCenter has been certified as meeting the Good LaboratoryPractice (GLP) standards of the Ministry of Economy, Trade andIndustry and the Ministry of Health, Labor and Welfare.

GREEN PURCHASING AND GREEN PROCUREMENT
In February 2000, the Fujifilm Group announced the launch of
Green Purchasing and Green Procurement activities. In
purchasing raw materials and items for everyday operation,
making the right choice of supplier and product type are
important factors in environmental preservation. Among the
economic activit ies of any company, purchasing and
procurement also have environmental aspects that have to be
taken into account. In light of this, we are vigorously pursuing
Green Purchasing and Green Procurement.
At Fujifilm, a Green Purchasing Promotion Committee and a
Committee for the Promotion of the Green Procurement of Raw
Materials have been set up under the Fujifilm Responsible Care
Committee as Specified Issues Promotion Committees. In fiscal
2000, the Committee for the Promotion of the Green Procurement
of Raw Materials researched ordered materials and parts
through a questionnaire sent to suppliers. The questionnaire was
sent to suppliers who, altogether, accounted for 70% of the total
value of all materials and parts purchased (including chemical
feedstock) and 80% of packaging materials purchased.
Suppliers were assessed according to 14 measurements,
including the observance of environmental safety legislation and
avoidance of use of specially classified chemical substances in
their raw materials. The Green Procurement Rate reflects the
proportion of suppliers who met these requirements; at the end
of fiscal 2000 it stood at 66%. The Committee for the Promotion
of the Green Procurement of Raw Materials is aiming for 100%
Green Procurement in parts and materials, including chemical
feedstock, and packaging materials by the end of fiscal 2003.
The Green Purchasing Promotion Committee applies its Green
Purchasing Rate to Fujifilm’s seven Japanese production and
research locations (Fujifilm Tokyo head office, four factories, and
two R&D laboratories). The rate, which is calculated by processing
database information, was 52% at the end of fiscal 2000. The
Committee aims to achieve a Green Purchasing rate of 100% by the
end of fiscal 2003. It is also encouraging the purchase of certain
substances not included in the calculation of the Green Purchasing
rate. Fujifilm plans to expand the Green Purchasing monitoring
program to marketing businesses and affiliates in Japan.
Green Procurement Rate
The proportion of Fujifilm suppliers meeting Green Procurement
standards set by the Committee for the Promotion of the Green
Procurement of Raw Materials is assessed based on the results
of a questionnaire. The questionnaire is sent out by Fujifilm, Fuji
Photo Equipment Co., Ltd., and Fuji Photo Optical Co., Ltd.
Green Purchasing Rate
This rate is the proportion of funds spent on environmentally
sound products compared with total purchasing expenditures.
Products covered by the Green Purchasing Ratio include office
equipment, printing paper, copiers, printers, fax machines, PCs,
stationery, office-use materials, and everyday products.
What are Green Purchasing and Green Procurement?
Market
Environmentally aware consumersContinuous improvement
Company with good environmental protection record
Quality/price/function/safety
+ Environment
• Products with low environmental burden
• Eco-design
Preferential purchase
Assessment of corporate environmen
t
Green Purchasing
Green Procurement
Putting priority on environment-friendliness when buying products or services
Procurement of materials and parts that have little environmental impact from suppliers who take care to respect the environment
12
The Fujifilm Group’s Green Purchasing andProcurement handbook

13
0
2,000
4,000
6,000
8,000
10,000
1998 1999(Fiscal year)
Paper containers and packaging
2000
Volumes of containers and packaging used in Japan (Tons)
Plastic containers and packaging
8,701
4,283
8,721
3,982
8,406
3,843
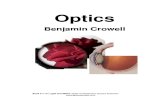
ENVIRONMENT-FRIENDLY CONTAINERS AND PACKAGING
1. The Container and Packaging Recycling Law
On April 1, 2000, Japan’s Container and Packaging Recycling
Law came into full effect. This law is designed to reduce the
volume of container and packaging materials, which account for
some 60% by volume of all household garbage, and encourage
the recycling of garbage into reusable materials.
Fujifilm products use large amounts of paper and plastic
packaging of the type designated for compulsory recycling by
the law. Therefore, we have decided to assume the expenses of
calculating what volume of packaging needs to be recycled
under the law and of entrusting the recycling work to Japan
Container and Packaging Recycling Association.
2. Progress in Reducing Container and Packaging Garbage
The basic policy of reducing packaging waste consists of the
3Rs, reduce, reuse, and recycle. Fujifilm applies these principles
as effectively as possible according to the nature of the product;
however, it places priority on reduction, to keep the environmental
burden to a minimum.
◆ Example of reduction
Fujifilm has stopped using plastic cases for APS films and has
substituted them with aluminum steam-adhesive packaging to
reduce the environmental burden. The changeover was
completed in May 2001.
◆ Example of reuse
We reuse cartridges (developing and fixing solution containers)
for the CEPROS automatic developing system for medical-use
film, after recovering them from hospitals all over the country and
cleaning and inspecting them.
◆ Example of recycling
Plastic film cases are recovered from large laboratories,
shredded, and reused as base materials for other Fujifilm
products.
In fiscal 2000, we reduced the volume of paper containers and
packaging generated by domestic marketing activities by 315
tons and the volume of plastic containers and packaging by 139
tons (in both cases, compared with fiscal 1999, and based on the
definitions of the Container and Packaging Recycling Law).
3. Further Reducing Packaging
• Standards for the assessment of the environmental impact of
packaging
In 1995, Fujifilm established standards for assessing the
environmental burden of its packaging in semi-quantifiable
terms. In 2001, this standard was revised, making possible
clearer comparisons of old and new products and furthering the
cause of reducing the environmental burden.
• Container and packaging database
Before, container and packaging databases were operated
separately by each department, but now a single system serving
the whole Company is under development. This will make it
possible to integrate packaging material purchase management
systems and LCA inventory data, helping us create more
environment-friendly designs for containers and packaging. The
system is scheduled to come on stream in 2002.

1. What is Environment-Friendly Design?
Since its foundation, Fujifilm has always stressed environment-
friendliness and safety in its own operations and with respect to
the product user. We have also made every effort to save
resources by following the 3R principle, as typified by our
Fujicolor QuickSnap single-use camera. In fiscal 2001, based on
our experiences, we made our basic environment-friendly design
principles and LCA practices still more thoroughgoing with
regard to environment-friendliness, as detailed below.
1) We are prioritizing and enhancing environmental quality to
create even higher-quality products.
2) We are working to introduce environment-friendly design
based on the 3Rs, risk assessment, and LCA at all stages of a
product’s life cycle, from the purchase of raw materials through
manufacture, distribution, use, discarding, and final disposal. We
are assessing the degree to which environment-friendly design
standards are met at every stage of product development.
3) We are establishing a unified LCA procedure for the whole
Company, for use in evaluation purposes at every stage of
product development, and whenever changes are made to
production methods.
14
ENVIRONMENT-FRIENDLY DESIGN AND LCA
2. Environment-Friendly Design over Full Life Cycle of a Product
Purchase Manufacture Packaging Distribution Use
Reuse/Recycle Transportation
Discarding Final Disposal
3. LCA Program (software currently under development)

Fujifilm Responsible Care Educational Activities
The Fujifilm Organizing Committee for Responsible Care Education
Programs, a standing committee under the Fujifilm Responsible Care
Committee, plans and promotes environmental educational activities
throughout the Company. It carefully monitors societal attitudes
toward the environment and, each fiscal year, drafts educational
programs for the whole Company. These programs consist of an
introductory course for new employees, a course for management
staff, a course for EHS technical staff, and a course for regular
employees. Topics covered in the introductory course are the history
of Fujifilm’s Responsible Care activities and its stance toward current
and future environmental issues. In the managers’ course, topics
covered include overall trends inside and outside the Company
relating to Responsible Care matters as well as the enactment and
amendment of legislation. The course of EHS technical staff deals
with Fujifilm’s rules for managing chemical substances and database
operation as well as associated legal issues. In this way, Fujifilm is
working to raise environmental awareness throughout the Company.
These courses are conducted every fiscal year. The results are
reported to the Committee and are reflected in the programs for the
following fiscal year after due deliberation.
Fujifilm Responsible Care Policy Notices
To ensure all employees are aware of Fujifilm Responsible Care
Committee’s policies, posters displaying Responsible Care
information are compiled and hung up in every office. In fiscal
2001, these posters were also displayed at subsidiaries, in line
with the expansion of the scope of the Fujifilm Responsible Care
Committee’s policies.
Environmental Educational Activities in Factories
Fujifilm has developed its own educational program for raising
the awareness of environmental safety in factories, where
workers are confronted with many more environmental issues
than elsewhere in the Company. The Ashigara Factory compiles
an environmental handbook, organizes environmental protection
weeks to enhance education, and publishes a quarterly
newsletter, “EA Ashigara.” The Fujinomiya Factory regularly
publishes an environment manual and a newsletter, “Green
Fujinomiya,” and bases its environmental education activities on
these publications. It also organizes an environmental protection
month (June), in which priorities are established and the
environmental awareness of all employees is raised through
various activities.
15
ENVIRONMENTAL EDUCATION AND AWARENESS-RAISING ACTIVITIES
Fujifilm Responsible Care policy notices

16
ENVIRONMENTAL ACCOUNTING FOR FISCAL 2000
Considering the balance between environmental protection and
economic feasibility is extremely important for ensuring the
sustainable development of society and companies. In the past,
however, environmental protection was not considered within the
framework of corporate accounting, as companies did not
quantify the relationship between it and economic feasibility.
Environmental accounting is a new type of calculation system
that transcends the limits of traditional corporate accounting,
under which companies were evaluated only from an economic
perspective. At present, environmental accounting aggregation
methods are still in the trial phase and remain incomplete. Fujifilm
commenced aggregations for environmental auditing in fiscal
1998 and organized the Committee for Establishing Environmental
Auditing to accurately assess the actual state of that auditing. We
are now progressing with Companywide activities in this area.
While adopting the fundamental principles embodied in
guidelines issued by the Ministry of the Environment, Fujifilm’s
environmental accounting for fiscal 2000, as shown below, has
been broken down into even more detailed categories and
incorporates the unique features of its own approach to
environmental protection. This includes 1) emphasizing
prevention measures rather than countermeasures for sewage
and 2) placing higher priority on reduction than on reuse and
recycling. As one trial measure implemented in fiscal 2000, to
promote an easy understanding of the effects of our
environmental protection measures, we converted into monetary
values the volume of reductions in environmental burden and
displayed these values.
1. Environmental accounting principles
■ Purpose of environmental accounting
1) Environmental accounting provides environmental information
that is expressed in terms of quantitative values that assist
decision making by managers.
2) Environmental accounting is used to provide accurate
information to related internal and external parties
(stakeholders).
■ Basic policies of environmental accounting
We refer to the Ministry of the Environment’s Toward the
Establishment of an Environmental Accounting System, Annual
Report 2000.
■ Scope of application of aggregation
Fuji Photo Film Co., Ltd.
■ Period covered by aggregation
Fiscal 2000: April 1, 2000 to March 31, 2001
■ Aggregation method
1) Calculations for depreciation are made using the straight-line
method over a three-year period.
2) The effects are recorded for the depreciation period, with
aggregation being made over the three-year period beginning
with the introduction of facilities.
3) Environmental costs contained in comprehensive costs* are
aggregated by a proportional calculation as determined by the
purpose of expenditures.
*Comprehensive costs incorporate capital investments and necessaryexpenses that are made for purposes other than environmental protection.
2. Considerations
A notable feature of the aggregated results is that 94% of
environmental expenses—excluding those made for adhering to
laws and regulations—were for preventive measures. This
highlights the Company’s strong emphasis on preventive
measures.
The ideal form of environmental accounting currently
envisioned by the Company is to evaluate all effects for all
environmental protection costs on a monetary basis. This will
allow us to ascertain and evaluate the balance between the
costs and effects of environmental protection outlays. At present,
however, the number of environment burden categories that can
be objectively evaluated on a monetary basis is limited. From
fiscal 2000, we began converting—on a trial basis—the
environmental burden into a monetary value to the greatest
extent that conversion values could be obtained.
Fujifilm will continue working to raise the accuracy of such
information to promote an easier understanding of its
environmental activities. Concurrently, we aim to provide reference
materials that will assist managers with their decision making.
As shown on the following page, Fujifilm’s expenses for
environmental protection in fiscal 2000 amounted to ¥30.3 billion,
and the economic effects of these expenditures totaled ¥29.9 bil-
lion. The environmental burden reduction effects that could be
converted into monetary values amounted to ¥14.0 billion.

17
◆ Fiscal 2000 Environmental Accounting Tabulation Aggregation Chart
Value unit: ¥100 million
Total Environment Protection Costs Economic Effects Environment Protection Effects
Volume ofreduction in Converted
Amount environmental monetaryCategory Principal approach invested Cost Principal effects Amount Principal effects burden value
A. Area costs within businesses
1) Pollution preventiona) Adherence to laws Maintenance and operation of facilities 3.8 18.2 Reductions of fines for 0.1 SOx reductions 125.1 tons 0.4
for treating wastewater and exhaust gas (6.0%) pollutionb) Pollution prevention Reduce VOC emissions 36.9 33.0 Reduce the volume 2.4 Reduction of VOC emis- 750.2 tons 3.9
Reduce volume of wastewater (10.9%) of wastewater treated *1 sions into the environment2) Protection of the Progress with energy conservation 21.1 11.1 Conservation of energy *2 8.8 Reduction in the volume 51.4 tons 4.1
earth’s environment Reduce the number of devices that (3.7%) of CO2 emissions into 5.1 tons @use CFCs the environment
Reduction of the volume of CFCs used
3) Resource recyclinga) Reduce Use energy-saving designs for reducing 29.1 32.0 Reduce raw materials used 180.5 — — —
energy losses during manufacturing (10.6%) per unit and conserveand for raising production efficiency resources
b) Reuse/Recycle Reuse and recycle Fujicolor QuickSnap 6.0 42.4 Reduction of volume of waste 101.1 — — —single-use cameras, silver, containers, (14.0%) materials treated through 5.9and base materials reuse and recycling
B. Water and sewage costs Costs for recovery from market 0.4 4.7 — — Reduction in the volume @(1.6%) of crude oil extracted
Reduction in the volume 151.6 tons @of silver extractedReduction in the volume 127.2 thousandof waste for treatment at tonslandfill sites throughreuse and recyclingReduction in the volume of 208.4 thousand 0.8water used by customers tonsReduction in the volume of 5.8 thousandwaste liquids by customers tons
C. Costs of management Environmental protection activities 0.4 20.8 — — — — —activities at production sites (6.9%)
Costs for obtaining ISO 14001certificationCosts for publicizing information
D. Research and Development of environment- 18.9 140.2 — — — — —development costs friendly products (46.2%)
R&D of environment-friendly facilitiesthat reduce energy lossesTesting of material safety
E. Social-related activities Beautification and 0.1 0.2 — — — — —greenification activities (0.1%)
F. Environmental damage Fines for environmental pollution — 0.6 — — — — —costs (0.2%)
Total 116.7 303.2 298.8 139.7(100%)
Categories with @ do not list monetary values because there are no indicators enabling a conversion into monetary amounts. *1 Volume reduced: 1,218,000 tons*2 Portion of reduction of heavy crude: 26.7 thousand kl*3 Portion of reduction of heavy crude: 89.1 thousand kl
Portion of reduction of plastic waste materials: 24.0 thousand tons*4 Alumina waste materials: 47.5 thousand tons
Plastic waste materials: 11.9 thousand tonsOther waste materials: 61.9 thousand tonsVolume of reductions of waste material disposed of through incineration and landfill sites: 5.9 thousand tons
*5 Development liquids: 2.8 thousand tonsSticking agents: 3.0 thousand tons
The bases for converting reductions in the environmental burden into monetary values are as follows:1. SOx reductions: ¥345 thousand/ton (Industrial Environmental Management Association Co., Ltd., from Fiscal 1999 Report on Survey Research (Environmental Auditing), including on Development of
Environmental Business.)2. VOC reductions: ¥525 thousand/ton (Industrial Environmental Management Association Co., Ltd., from Fiscal 1999 Report on Survey Research (Environmental Auditing), including on Development of
Environmental Business.)3. CO2 reductions: ¥8,000/ton (Average cost for joint implementation (AIJ) Project based on the United Nations Framework Treaty for Climate Changes)4. Landfill treatment costs for industrial waste: ¥100/kg5. Water purifying treatment costs: ¥400/ton (Calculated based on drinking water costs and sewage costs for local government authorities) 6. Unit costs for the treatment of development agents: ¥65 thousand/ton
Unit costs for the treatment of fixing agents: ¥50,000/ton
127.2*4
3.3*5
113.1 thousand kl*3

18
REDUCING ENVIRONMENTAL IMPACT
◆ Reduction of VOC Emissions and Results of PRTR Survey
In July 1999, The Chemical Substance Emission Management
Promotion Law (PRTR Law) was formulated in Japan. Under this
law, the total volume of emissions and movements of chemical
substances known to adversely influence human health and the
ecosystem that are released into the environment is calculated,
and reporting these amounts to the government is mandatory.
Over a one-year period beginning in April 2001, businesses
covered by the PRTR Law will ascertain the volumes and
movements of chemicals released into the environment and,
from April 2002, report these volumes to the national government
via local governments. In each subsequent year, businesses will
continue to ascertain these volumes and submit reports on these
substances released into the environment.
Since 1995, Fujifilm has participated in the PRTR self-
management activit ies of the Japan Chemical Industry
Association and has submitted the results of its PRTR surveys
annually. In addition, in line with the PRTR Law, Fujifilm has
made approximately 1,000 MSDS revisions and publicizes
related information via the Internet.
Among the chemical substances for which reports must be
submitted under the PRTR Law are numerous VOCs. As a vital
implementation category under the Fujifilm Responsible Care
policy, Fujifilm is working to reduce VOC emissions and has
established a target of “achieving a 50% reduction in VOC
emissions into the environment by fiscal 2002 compared with
fiscal 1996 levels.” Fujifilm is also voluntarily reducing VOCs not
among the chemical substances for which reports must be
submitted under the PRTR Law. Over the last three years, we
have reduced VOC emissions into the atmosphere by 750 tons.
Taking account of increases due to expanded production, we
have brought emissions down from 3,300 tons in fiscal 1997 to
3,100 tons in fiscal 2000. Looking ahead, we remain committed to
achieving further reductions in VOC emissions through measures
that include modifying manufacturing facilities, raising VOC
recovery rates, and changing the solvents used for synthesis.
Data on Substances Covered by PRTR Law and Substances Covered by Self-Management Data (from 6 Fujifilm business locations)
0
1
2
3
4
5
0
20
40
60
80
100
1995 1996 1997 1998 1999 2000
100.0
4.4 4.3
3.33.1 3.0 3.1
2.1
75.9 73.2 70.9 72.1
50.0
2002
Volume of VOC emissions into the environment
Volume of emissions into the environment
Index (right scale)
(Fiscal year)
(Index)(thousands
of tons)
Target value
Ashigara Factory

19
Data on Substances Covered by PRTR and Substances Covered by Voluntary Management (fiscal 2000, from 6 Fujifilm business locations)
Sub
stan
ces
sub
ject
toco
mp
ulso
ryre
gis
trat
ion
und
erth
eP
RTR
Law
Sub
stan
ces
cove
red
by
volu
ntar
ym
anag
emen
t
Government Substance Amount Amount emitted Amount Amount removed Amount trans- Amount Amountordinance no. handled consumed* by treatment ferred (Waste recycled taken to
materials taken landfillInto the away from
atmosphere Into water Into soil the plant)
12 Acetonitrile 155.7 7.2 0.0 0.0 0.0 1.3 2.9 144.3 0.0
24 n-Alkylbenzenesulfonic acid and its salt 25.9 0.0 0.0 0.0 25.6 0.1 0.1 0.0 0.0
25 Antimony and its compound 10.5 0.0 0.0 0.0 10.3 0.0 0.2 0.0 0.0
29 4,4-Isopropylidenediphenol 48.3 0.0 0.0 0.0 47.7 1.0 1.4 0.0 0.0
43 Ethylene glycol 14,843.9 0.7 0.1 0.0 14,671.6 2.2 4.5 164.8 0.0
46 Ethylene glycol 1.4 0.0 0.0 0.0 1.4 0.0 0.0 0.0 0.0
47 Ethylenediaminetetraacetic acid 11.6 0.0 0.0 0.0 11.6 0.0 0.0 0.0 0.0
63 Xylene 2.4 2.4 0.0 0.0 0.0 0.0 0.0 0.0 0.0
64 Silver and its compound (water-soluble) 2,240.1 0.0 0.0 0.0 2,038.6 0.0 0.0 201.5 0.0
65 Glyoxal 1.8 0.0 0.0 0.0 1.7 0.1 0.0 0.0 0.0
66 Glutaraldehyde 3.1 0.0 0.0 0.0 3.1 0.0 0.0 0.0 0.0
95 Chloroform 6.5 0.0 0.0 0.0 0.0 0.0 6.5 0.0 0.0
102 Vinyl acetate 1.8 0.0 0.0 0.0 0.0 1.8 0.0 0.0 0.0
134 1,3-Dichloro-2-propanol 26.8 0.5 0.0 0.0 0.0 26.3 0.0 0.0 0.0
145 Dichloromethane 412.0 357.4 0.0 0.0 43.9 0.0 7.6 3.0 0.0
172 N,N-Dimethylformamide 49.0 2.5 0.0 0.0 0.0 45.0 1.4 0.0 0.0
177 Styrene 7.5 0.0 0.0 0.0 7.5 0.0 0.0 0.0 0.0
205 Terephthalic acid 37,118.5 0.0 0.0 0.0 36,958.0 54.9 0.0 105.6 0.0
227 Toluene 889.3 34.3 0.0 0.0 0.4 193.3 25.0 636.3 0.0
243 Barium and its water-soluble compound 12.2 0.0 0.0 0.0 8.9 2.9 0.0 0.0 0.4
254 Hydroquinone 175.4 0.0 0.0 0.0 170.2 5.0 0.2 0.0 0.0
259 Pyridine 5.1 0.0 0.0 0.0 0.0 0.0 0.0 5.1 0.0
266 Phenol 1.0 0.2 0.0 0.0 0.6 0.2 0.1 0.0 0.0
270 Di-n-butyl phthalate 70.5 0.0 0.0 0.0 67.4 2.9 0.1 0.0 0.0
304 Boron and its compound 2.2 0.0 0.0 0.0 2.2 0.0 0.0 0.0 0.0
309 Poly(oxyethylene) nonylphenol ether 3.0 0.0 0.0 0.0 2.6 0.5 0.0 0.0 0.0
310 Formaldehyde 1.6 0.0 0.0 0.0 1.4 0.2 0.1 0.0 0.0
313 Maleic anhydride 2.8 0.0 0.0 0.0 2.4 0.0 0.0 0.4 0.0
314 Methacrylic acid 11.8 0.0 0.0 0.0 5.6 6.2 0.0 0.0 0.0
320 Methyl methacrylate 5.4 0.0 0.0 0.0 5.4 0.0 0.0 0.0 0.0
353 Tris(dimethylphenyl) phosphate 2.3 0.0 0.0 0.0 2.1 0.1 0.0 0.0 0.0
Butyl acrylate 9.7 0.0 0.0 0.0 9.7 0.0 0.0 0.0 0.0
Acetone 1,007.7 128.7 0.0 0.0 48.3 386.6 275.1 169.1 0.0
Butyl acetate 323.4 6.0 0.0 0.0 0.0 221.0 2.3 94.1 0.0
Ethyl acetate 1,818.9 405.1 0.0 0.0 39.4 635.3 62.1 677.0 0.0
Cyclohexane 2.0 0.0 0.0 0.0 0.0 1.7 0.3 0.0 0.0
Tetrahydrofuran 39.7 0.0 0.0 0.0 0.0 0.0 0.0 39.7 0.0
Triethylamine 21.3 1.4 0.0 0.0 0.0 19.9 0.0 0.0 0.0
n-Hexane 268.1 1.0 0.0 0.0 0.0 1.3 14.5 251.3 0.0
Butyl alcohol 186.2 37.6 0.0 0.0 142.7 5.9 0.0 0.0 0.0
Propyl alcohol 352.1 150.8 0.0 0.0 0.0 64.6 15.9 120.8 0.0
Methyl alcohol 4,377.0 1756.1 0.0 0.0 0.6 1,440.7 155.0 1,024.6 0.0
Methyl butyl ketone 4.4 0.0 0.0 0.0 0.0 4.4 0.0 0.0 0.0
Methyl ethel ketone 6,112.6 206.4 0.0 0.0 0.1 2,996.4 105.6 2,804.1 0.0
Ammonia 136.6 1.4 0.0 0.0 3.4 131.1 0.6 0.0 0.0
Nitric acid 2,602.6 0.4 39.7 0.0 666.2 1,892.5 3.8 0.0 0.0
Sulfuric acid 1,761.3 0.0 2.2 0.0 5.3 1,693.7 0.0 60.0 0.0
Hydrogen bromide 1.4 0.0 0.0 0.0 0.0 1.4 0.0 0.0 0.0
N-Methyl pyrrolidone 31.3 0.2 0.0 0.0 0.0 19.8 11.3 0.0 0.0
Aluminum and its compound (water-soluble) 48.3 0.0 0.0 0.0 17.9 30.4 0.0 0.0 0.0
Triethanolamine 25.4 0.0 0.0 0.0 25.4 0.1 0.0 0.0 0.0
is a VOC substance subject to measurement of total amounts emitted into the atmosphere.Under the PRTR law, the handling of five tons or more of listed substances in two years at a given plant must be reported. However, in this table, we have listedsubstances handled in an amount of at least one ton.* "Amount consumed" is an amount contained in or associated with a product and an amount that has been treated to make it harmless.
(Unit: tons)

Among today’s environmental issues, waste materials in
particular are creating a host of serious problems, including a
chronic shortage of landfill sites caused by the rising volume and
increasing diversification of waste material. To respond to this
situation, it will be necessary to minimize the emissions of waste
material and effectively recycle and reuse waste material as a
resource.
Fujifilm has established a target of Zero Emissions—the total
elimination of emissions of waste materials disposed of through
incineration and landfill sites—by the end of fiscal 2002. As part
of its vigorous approach to attain its Zero Emissions target,
Fujifilm established the Zero Emissions Promotion Committee
under the supervision of the Fujif i lm Responsible Care
Committee and is “aiming for 100% recycling of all waste
material generated by its business activities into reusable
resources and for the total elimination of waste materials
previously disposed of through incineration and landfill treatment
sites.” Four of Fujifilm’s six domestic production sites have
achieved 100% recycling rates for waste from raw materials
used in production. Two of these four production sites have
achieved 100% recycling rates not just for waste from raw
materials used in production but also for all other waste
materials. Specific measures being implemented include the
following:
1) Thoroughly separating and recovering waste materials,
including chemical products,
2) Selecting an appropriate recycling company for each type of
waste material, and
3) Selecting the optimal recycling method at each point in time
for the recycling of sludge, waste solvents, waste plastics, waste
oils, and wastepaper. This includes the recycling of waste into
alumina, solvents, and cement raw materials; the chemical
recycling of materials into agents for direct reduction furnaces;
and the thermal recycling of waste into refuse-derived fuels and
synergists.
In the future, we will also carry out recycling at gasification
melting furnaces. By the end of fiscal 2002, we intend to
complete our Zero Emission targets at all domestic sites,
including branch offices and marketing offices. We also intend
to expand these activities to subsidiaries and achieve our target
of Zero Emissions at all domestic subsidiaries by the end of
fiscal 2003.
20
◆ Zero Emissions
Product use
Product sales
Raw material
production
Product manufacturing
100% recycling of waste materials into resources
Creating resource-conserving designsEnabling recyclingExtending longevity (repair)
Conserving energyReducing energy loss
Reducing waste materialsConserving energyExtending longevity (repair)
Using recycled productsEmploying Green
Procurement
Zero Emissions with Recycling-Oriented Production Systems
Yoshida-Minami Factory

21
* The recycling rate is calculated based on the amount of waste disposed of outside Company facilities.
0
2
4
6
8
10
12
14
16
1993 1994 1995 1996 1997 1998 1999 2000 200360
70
80
90
100
0
10
30
50
70
80
100
20
40
60
90
100.015.3
11.2 11.6
8.9
6.9 6.4
4.6
93.0
71.966.8
47.5
0.0
86.3
89.992.0 93.3
92.8
Change in Amounts of Waste Material Disposed Of in Incinerators and Landfills (Data from 6 Fujifilm facilities)
Recycling Rate (%)
79.7
67.863.6
(Fiscal Year)Amounts of Waste Materials Disposed Of in Incinerators and Landfills (left scale)
Index for Amounts of Waste Materials Disposed Of in Incinerators and Landfills (right scale)
Recycling Rate (right scale)
100.0(Thousands of tons/year)
Index
TargetValue
StandardFiscal Year
9.6
Yoshida-Minami Factory: Zero Emissions Act iv i t ies
The Yoshida-Minami Factory is the largest manufacturing factory in
the world for PS platemaking materials used in offset printing. This
facility produces approximately 20,000 tons of waste per year.
Starting in April 2000, it instituted the “Zero First Step” program in
order to achieve Zero Emissions (the 100% reuse of waste
materials as resources). Just six months into this program, the
goal—the reuse of approximately 19,000 tons of waste—was
reached. The Yoshida-Minami Factory’s slogan is “0-100,” meaning
that the goal is to not dispose of any waste in landfills or by
incineration, but reuse 100% of its waste. Through the application of
our “5R” philosophy (Reject, Reduce, Reuse, Repeat, Recycle), the
Factory has succeeded in drastically reducing the volume of
incinerated garbage. The 0-100 Committee has worked to increase
workers’ awareness regarding environmental issues, and the goal of
Zero Emissions was achieved in
March 2001. Our efforts at the
Yoshida-Minami Factory were
recognized, and we received the
“Prefectural Governor’s Award for
Merit in Industrial Waste Disposal.”
Factory Target Date for Reuse of 100% of Waste from Production Materials Target Date for Reuse of 100% of All Waste
Yoshida-Minami Factory September 2000 (achieved) March 2001 (achieved)
Fujinomiya Factory September 2000 (achieved) March 2002
Miyanodai Technology Development Center September 2000 (achieved) March 2003
Odawara Factory September 2001 March 2003
Asaka Research Laboratory March 2001 (achieved) March 2001 (achieved)
Ashigara Factory March 2002 March 2003
Zero Emissions at Recreat ional Faci l i t ies
At the Atami Koarashi-sou Recreational Facilities opened in May
2000, we are taking a wide variety of detailed measures to
protect the environment. Just as at our other facilities, we aim
for Zero Emissions here. A salad bar was installed and the
menu was modified in order to reduce organic waste. This
facility uses a waste disposal unit to break down organic waste
into carbonic acid gas and
water. The boiler room is
equipped with a hot spring
water circulation system that
contr ibutes to our Zero
Emission efforts.
Organic waste disposal unit

22
◆ Energy Saving and Curbing Global Warming
Fujif i lm got an early start on the introduction of energy
conservation technology by installing cogeneration-type
generators at the Ashigara Factory in 1990 and the Fujinomiya
Factory in 1991. Consistently favorable results have been shown
through the thorough streamlining of the production process and
continual improvement of production technology.
The four Fujifilm facilities in Japan designated for Class 1
Energy Management far exceeded the guidelines of the Ministry
of Economy, Trade and Industry—a 1% improvement of energy
cost units—by reducing energy use by 4.4%.
With regard to the reduction of CO2 emissions, in addition to
the preceding factors, it was decided to use municipal natural
gas to fuel the boilers in the Ashigara and Fujinomiya factories.
Natural gas emits fewer dioxins and is highly regarded as a
clean energy source. The natural gas systems are scheduled to
go online in February 2003 at the Fujinomiya Factory and April
2004 at the Ashigara Factory. As a result of these measures,
from fiscal 1999 to fiscal 2010 a 32,000-ton reduction in the
output of CO2 emissions is expected to be achieved. In addition,
energy conservation measures are expected to achieve a
19,000-ton reduction in the output of CO2 emissions during the
same period, for a total reduction of 51,000 tons.
The Committee for the Promotion of Energy Conservation and
the Reduction of Dioxin Gas Emissions has been established
under the Fujifilm Responsible Care Committee to carry out work
related to these measures.Odawara Factory

23
50
75
100
199519941993 1996 1997 1998 1999 2000
100.0 99.9
95.693.3
91.089.1 87.8
84.0
Change in Energy Cost Units (Data from Class 1 Energy Management of 4 Fujifilm facilities)
(Fiscal Year)
(1993 fiscal year=100)
Starting this fiscal year, figures for CO2 emission amounts (formerly recorded as carbon tons) are shown. Due toFujifilm’s introduction of cogeneration-type generators, the reduction in CO2 emissions from thermal powergeneration by power companies (CO2 emission energy cost unit 0.612 kg/kwh) is included in these calculations (asper the Ministry of the Environment’s “Index of Environmental Performance of Companies”).Note: 0.612 kg/kwh is the average receiving-end CO2 emission energy cost unit for Tokyo Electric Power Company’sthermal power generation at power plants (for fiscal 1995).
Cogeneration-Type Generators Installed at the Yoshida-Minami Factory
At Fujifilm’s Yoshida-Minami Factory, starting in January 2000 we have been using
cogeneration-type generators as a regular power source. These generators use
engine cooling water and heat from exhaust gas to produce steam, which is then
converted into thermal
energy. This has made
a great contribution to
energy conservation
and the reduction of CO2
emissions at the factory.
0
100
200
300
400
500
600
700
800
1990 1991 1992 1993 1994 1995
536.4 543.4 554.8551.3 540.5571.3 569.4 587.4 595.9
621.1 639.1
517.0
1996 1997 1998 1999 2000 2010
Changes in CO2 Emission Amounts (Data from Class 1 Energy Management of 4 Fujifilm facilities)
(Fiscal Year)
(Unit: 1,000 tons)
Target Value
Newly installed natural gas facilities at the FujinomiyaFactory

24
ENVIRONMENTAL MONITORING
◆ Improving Environmental Monitoring
Fujifilm monitors wastewater quality, groundwater quality, and the
content of boiler exhaust gases. This is primarily to confirm whether
contaminants are present, but Fujifilm also conducts detailed soil
surveys to detect the presence of materials for which there is no
record of use in the area, as per Ministry of the Environment
guidelines for the improvement of environmental monitoring. It was
confirmed that there is no soil contamination at the Asaka Research
Laboratory, Miyanodai Technology Development Center,
Fujinomiya Factory, or Yoshida-Minami Factory. Testing is currently
in progress at the Odawara Factory and Ashigara Factory. We
have also conducted a complete reevaluation of our observation
wells and are adding wells that can be carefully monitored, as well
as retesting the quality of groundwater.
In addition, in areas surrounding factories dealing with
materials subject to PRTR reporting standards, monitoring of the
atmospheric density of PRTR chemicals has begun. These
measurements have shown results well within acceptable
environmental standards. Fujifilm will continue this monitoring of
the atmospheric density of pollutants.
Fujifilm is also improving the environmental monitoring carried out
by its affiliated companies. As a result of this monitoring, it was
discovered that levels of organochlorine solvents in the groundwater
on the site of Fuji Photo Optical Co., Ltd., had exceeded
environmental standards. In October 2000, we made a report to the
local authorities and explained the situation to the residents of the
area, and purification measures are currently being undertaken.
PrefecturalContaminant Unit Legal limit limit Factory value Fiscal 1998 Fiscal 1999 Fiscal 2000
Hydrogen-ion concentration (H index) — 5.8-8.6 5.8-8.6 5.9-8.5 7.6-7.7 7.7-7.7 7.8-8.2
Biochemical oxygen demand (BOD) mg/l 160 60 50 1 Less than 1 Less than 1
Chemical oxygen demand (COD) mg/l 160 60 50 1 Less than 1 Less than 1
Weight of suspended solids mg/l 200 90 75 1 Less than 1 Less than 1
Coliform bacteria Parts/l 3000 3000 300 10 or less 10 or less 10 or less
n-Hexane extracts content (mineral oil content) mg/l 5 5 4 Less than 1 Less than 1 Less than 1
Phenolic compounds content mg/l 5 0.5 0.2 Less than 0.05 Less than 0.05 Less than 0.05
Copper content mg/l 3 3 1 0.07 or less Less than 0.05 Less than 0.05
Zinc content mg/l 5 3 1 0.04 or less Less than 0.02 0.03 or less
Soluble iron content mg/l 10 10 5 Less than 0.05 Less than 0.05 Less than 0.05
Soluble manganese content mg/l 10 1 0.5 Less than 0.02 Less than 0.02 Less than 0.02
Chromium content mg/l 2 2 1 Less than 0.05 Less than 0.05 Less than 0.05
Nitrogen content mg/l 120 - - 1.4-2.7 1.3-2.3 1.3-2.8
Phosphorus content mg/l 16 - - 0.1-0.4 0.1-0.6 0.1-0.6
Chromium (VI) compounds mg/l 0.5 0.5 0.2 Less than 0.05 Less than 0.05 Less than 0.05
Dichloromethane mg/l 0.2 0.2 0.1 Less than 0.002 0.003 or less Less than 0.002
Cyanogen mg/l 1 1 0.8 Less than 0.05 Less than 0.05 Less than 0.05
Nickel content mg/l - 1 0.5 Less than 0.05 Less than 0.05 Less than 0.05
Results of Water Qual i ty Survey for Drainage Water (Odawara Factory)

25
◆ Air and Water Quality-Related Results (Data from Fujifilm’s Six Facilities)
0
200
400
600
800
1,000
1991 1992 1993 1994 1995 1996 1997 1998 1999
753 746 752 726684
607 592
470 445 467 468
2000 2000Consolidated
SOx Emissions
(Fiscal year)
(Tons)
0
20
40
60
80
1991 1992 1993 1994 1995 1996 1997 1998 1999
2531 31
26 2823 24 25 25
28 30
2000 2000Consolidated
Soot Emissions
(Fiscal year)
(Tons)
0
200
400
600
2,000
1991 1992 1993 1994 1995 1996 1997 1998 1999
320285
219182
215 236189
80 84
213
1,441
2000 2000Consolidated
COD Emissions
(Fiscal year)
(Tons)
0
20
40
60
80
100
1991 1992 1993 1994 1995 1996 1997 1998 1999
5551 50 49 50 48 48 47 49 49 50
2000 2000Consolidated
Industrial Wastewater Usage
(Fiscal year)
(Millions of tons)
0
200
400
600
800
1,000
1991 1992 1993 1994 1995 1996 1997 1998 1999
576 570 585522 542 530 538 560 576
658719
2000Consolidated
2000
NOx Emissions
(Fiscal year)
(Tons)
Consolidated data include data for Fuji Photo Optical Co.,
Ltd., Fujifilm Celltec Co., Ltd., Fujifilm Microdevices Co., Ltd.,
Fuji Photo Equipment Co., Ltd., Fujifilm Photonix Co., Ltd.,
Fujicolor Service Co., Ltd., Fuji Photo Film B.V., Fuji Magnetics
GmbH, Fuji Hunt Photographic Chemicals Pte. Ltd., Fuji Hunt
Photographic Chemicals, Inc., Fujifilm Imaging Systems
(Suzhou), and Fujifilm Imaging Systems Devices (Suzhou) in
addition to data for the six Fujifilm facilities. Data for Fuji
Xerox is not included in consolidated data.

26
ON-THE-JOB SAFETY (DATA FOR SIX FUJIFILM BUSINESS LOCATIONS)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1996 1997 1998 1999 2000
1.18
1.10
1.00 1.02 1.02
0.420.40
0.34
0.20
0.46
0.33
0.480.43
0.26
0.34
Occupational Injury Frequency Rate
(Fiscal year)
0.0
0.1
0.2
0.3
0.4
0.5
0.6
1996 1997 1998 1999 2000
0.150.13
0.100.12 0.12
0.090.08
0.53
0.01
0.09
0.01
0.09
0.15
0.01 0.01
Occupational Injury Severity Rate
(Fiscal year)
On-the-job safety constitutes the foundation of Fujifilm’s
production activities. Despite our long-standing policy of making
safety our number one priority and our consistent efforts to
ensure the safety of employees at every Group business site
under that policy, we regret to report that an accidental death
occurred in fiscal 2000. We are investigating the cause of the
accident to ensure the creation of a system under which such an
accident will never happen again. Using this accident as a
lesson, we are also engaging in an extensive Groupwide
reassessment of our safety measures with the aim of stepping up
safety activities and eliminating on-the-job accidents.
In fiscal 2000, the Ashigara Factory received two complaints
regarding fumes, the Odawara Factory received two complaints
regarding noise, the Miyanodai Technology Development Center
received one complaint regarding noise, and the Asaka
Research Laboratories received one complaint regarding noise,
for a total of six complaints. We responded to all claims promptly
to earn the understanding of local residents, and we are
endeavoring to prevent the recurrence of such complaints by
carrying out thorough anticipatory management. There were no
environment-related violations or lawsuits for the Company in
fiscal 2001.
COMPLAINTS
*1 Safety Index (Labor Standards Bureau of the Ministry of Health,Labor and Welfare): Injury Frequency Rate by Industry
*2 Japan Chemical Industry Association survey on workplacehealth and safety
Occupational Injury Frequency Rate = Number of injuries fromdisasters and accidents/one million man-hours
Occupational Injury Severity Rate= Number of days of worklost/total number of hours worked (thousands of hours)
Manufacturing industry*1
Chemical industry*2
Fujifilm

27
FUJIFILM PRODUCTS AND THE ENVIRONMENT
Fujifilm develops and markets a wide range of products, the core of which are such film
products as instant and digital cameras, while developing a variety of services that
employ network technology. To help create a better environment while providing our
customers with products and services of the highest quality, we are taking advantage of
our technological capabilities, not only in developing product and service functions but
also in the production process, to create environmentally sound products.

28
◆ Single-Use Cameras (Fujicolor QuickSnap)
In 1986, Fujifilm introduced the world’s first single-use camera,
the Fujicolor QuickSnap, and it quickly took the market by storm.
In response to rapidly expanding demand, the Company
established a Fujicolor QuickSnap recycling center in 1990 and,
in 1992, developed the Fujicolor QuickSnap Econoshot, taking
recycling methods into consideration from the very first step of
product design. Since then, the cyclical production of the
Fujicolor QuickSnap has been based on the three concepts in the
accompanying graph, new product development has been
carried out with post-use recycling in mind, and the Company
has engaged in R&D focused on more comprehensive recycling
technology. Fujifilm led the world in the use of inverse
manufacturing in 1998, when it opened an automated factory for
the closed-loop production of the Fujicolor QuickSnap.
In the Fujicolor QuickSnap Super Eye 800 Flash, the newest
model in the range, which is produced at the Fujicolor
QuickSnap Inverse Manufacturing Factory, a new pelletizing-less
recycled plastic production technology has been adopted,
further advancing Fujifilm’s efforts to reduce its impact on the
environment.
* Inverse Manufacturing: In the past, the life cycle of a product was limited to production,use, and waste. To circulate resources and use them efficiently, it is necessary to createa production system that employs waste products to create a new cycle of recovery,disassembly and inspection, and reuse. If the first cycle can be considered an orderedprocess, then the second can be called an inverse process. Inverse manufacturing is aproduction system that takes into account the 3R concept and is based on an inverseprocess from the product design stage.
Inverse Manufacturing*
Since recycling of the Fujicolor QuickSnap began in 1990,
lighter and more compact models have aided in reduction
efforts, while the use of unitization and parts standardization as
well as uniform materials raised the level of reuse and
recycling, resulting in a true reduction in the environmental
impact of the product.
Reduction of the Fujicolor QuickSnap’s Environmental Impact
In the past, the plastic used in the Fujicolor QuickSnap was
crushed, melted, and formed into pellets. To reduce the
environmental impact of the melting process, Fujifilm developed a
“pelletizing-less” process whereby crushed plastic can be
directly molded into new plastic. The pelletizing-less method
makes it possible to use the crushed pieces as raw materials by
removing foreign substances and using an extremely effective
boiling method. Every step of the process, from disassembly and
plastic recycling to molding, is completed at the Inverse
Manufacturing Factory, greatly reducing the environmental
impact of the product.
Adoption of New Cyclical Production Technology(Efficient Plastic Recycling)
0
50
100(Index)
Before recycling began After recycling began
1990 1990 1995*Assuming a 100% recovery rate
2000
41% reduction 53% reduction 62% reduction
Standard Single-Use CameraEnvironmental Impact throughout Entire Life Cycle (Volume of CO2 emissions)
(Fiscal year)
0
50
100(Index)
Raw materials Materials used in pelletizing
recycling
Materials used in pelletizing-less
recycling
64% reduction 90% reduction
Plastic Recycling Effect on Reduction in Environmental Impact of Fujicolor QuickSnap (CO2 emissions)
The Three Concepts of Cyclical Production
◆ From Fujicolor QuickSnap to Fujicolor QuickSnap
Reuse, cyclical recycling
◆ Recycling from the Design Stage
Resource saving, unitization and standardization
of parts, uniform materials
◆ Automatic Recycling
High-quality, highly efficient recycling
Fujicolor QuickSnap Inverse Manufacturing Factory
The above data refer to the environmental impact of filmproduction but do not include the impact of developing or prints.
Compared with the environmental impact of the production or recycling of an equal volume of plastic

29
Environmental Product Assessment
From the start of the design process for a new Fujicolor QuickSnap
product, an independent environmental product assessment is
carried out to ensure that environmental awareness, reuse, and
recycling are all part of the development process.
The first step in carrying out an environmental assessment of
a product is the creation of a cyclical production process
flowchart for the life cycle of each part and unit that makes up
the Fujicolor QuickSnap camera. This allows us to determine
the ease of disassembly as well as where the reuse of units
can be incorporated in the production process (see chart
below). Using the flow of this cyclical production process as a
base, we carry out an assessment based on seven evaluation
indexes and select design specifications.
Thanks to these environment-friendly designs, we are able to
reuse or recycle 99% of the components of the Fujicolor
QuickSnap Super Eye 800 Flash, by volume, within the
manufacturing cycle of this product. We achieve a 100%
recycling rate, including the recycling of the remainder into raw
materials for use outside the Fujicolor QuickSnap Super Eye
800 Flash manufacturing cycle.
Production stage Recycling stage Reuse Recycle Regenerate
Reuse(within system)
Reuse and recycling rate within system of 99%
Recycle(within system)
Regenerate(outside system)
Part A
Part B
Part C
Lens A
Main unit
Lens B
Flash unit
Camera unit
Camera form
Film is returned to
userPart F
Part G
Film
Label
Battery
Label
Part F
Part G
Recovered product
Disassembly
Lens B
Flash unit
Battery
Main unit
Cyclical Production Process Flowchart for Fujicolor QuickSnap Super Eye 800 Flash
Reuse and Recycling ProcessProduction Process
Weight
Usage rate of common parts
Number of claw hooks*
88.5g
80%
16 places
34
1
35
Number of parts
Amount of packaging
Total parts
How the QuickSnap Super Eye 800 Flash Is Made Evaluation Indices of Environmental Product Assessment
1. Compliance with laws and regulations
2. Reduction
3. Reuse
4. Recycling
5. Revised design (standardization of parts)
6. Proper life cycle process
7. LCA
*Index for evaluation of disassembly

30
◆ Printing Systems—Environment-Friendly Printing-Related Products
INTEGRA Film Processing SystemThe INTEGRA film processing system achieved the world lowest replenishing rate requirements. Replenishing rates for 20 x 24 in INTEGRA
film are only 50 ml and 80 ml for developer replenisher, and fixer replenisher, respectively. This system has realized an approximate 35%
reduction in the volume of waste chemicals when compared with that of the previous system, the SuperGRANDEX. In addition to liquid
chemicals, a new lineup of granular chemicals has been rolled out, which is one-third the weight of liquid chemicals and features a new
bellows-type flexible container that can be compacted after use, resulting in waste that occupies one-half the space of the previous system.
REXER Dry Imaging System for Newspaper ProductionThe REXER is a completely dry processing system for newspaper plotter film and requires no processing chemicals. REXER utilizes
silver-halide technology for its photosensitive agent and has superior speed and image quality compared with conventional wet
processing film systems. REXER makes chemical control and waste treatment unnecessary.
■ Processing volume and corresponding waste volume ■ Comparison of waste solution by weight
(r )1,000
(%)250
200
150
100
50
0
500
250 500 1,0000
Company B
Company A
INTEGRA Company A Company BVolume of processed film (m2)
Volu
me
of w
aste
sol
utio
n
INTEGRA
Heater
Film
Developer Fixer Wash Dry
Exposure
Heater
<Processing unit>Processed film
■ REXER dry plotter system
Exposure <Film processor>
Processed film
■ Conventional FAX film system
INTEGRA auto replenisher supply unit
REXER processing unit
INTEGRA
Company A
Company B

ECOSTABLON Presensitized (PS) Plate Processing System for Offset PrintingThe STABLON system reduces waste chemicals by 50% compared with conventional PS plate processing systems. Furthermore,
Fujifilm has built on this achievement by further reducing waste to one-third that of STABLON systems. This has been accomplished by
developing a new plate, a new developer, and a new plate processor, resulting in a significant reduction in the environmental burden
of the prepress process.
IPA-Free PS Plate Dampening Solution (IF Series)Isopropyl alcohol (IPA), which is regulated by health and safety laws, is an additive in the dampening solution used in offset printing
presses. IF series dampening solution additives eliminate the use of IPA in dampening water while retaining superior press
performance. The product lineup includes single-solution and dual-solution products compatible with different types of press
dampening systems and printing inks.
■ Comparison of chemical waste amountChemical waste amount (r /month)
Processed plate volume (m2/month)
1,000
500
1,000 2,000 3,000 4,000 5,0000
STABLON
ECOSTABLON
31
ECOSTABLON PS processor
IPA-free PS plate-dampening solution (IF Series)

32
◆ Imaging Systems—Environmental-Friendly Imaging Products
Color Negative FilmFujicolor NexiaPlastic cases for advanced photo system (APS) film have
been discontinued and, by May 2001, totally replaced by
aluminum packages, which are more environmental-friendly.
This product, which is ultrasmall and extremely convenient,
features reduced packaging, sharply reducing the use of
aluminum. (It was awarded the Japan Packaging Content
Machinery Packaging
Award, a 2000 Good
Design Prize.)
Recycling1. Used containers of processing chemicals for minilabs are collected for recycling as pellets for processing solutions or for
deoxidization in blast furnaces at ironworks.
2. Plastic film cases are collected from large processing labs, chipped, and recycled by the Company into machine parts and raw
material. (In accordance with the Container and Packaging Recycling Law of Japan, trash separated by consumers and collected by
local governments is recycled by the manufacturers at their own expense.)
3. Fujifilm QuickSnap single-use cameras are collected from processing labs by the Company, and the components are reused as
parts and recycled into raw material.
4. After collection, equipment is divided and classified by material, with metals reused as raw material, polyethylene recycled, and
resins reduced to their constituent components in blast furnaces.
Color Processing Chemicals (CN-16S,CP-48S)The “Simple & Clean” System, which automatically mixes
solutions and rinses the film after the cartridge is inserted,
offers the following advantages:
1. Low weight and compactness (half the size of other
products*)
2. Approximate 40% reduction in energy consumed and
carbon gas emitted in manufacturing, use, and recycling*
3. Environmental-friendly containers made of thin-layer, high-
density polyethylene for
improved conservation of
resources and recycling
* Compared with Fujifilm’s previousproducts
Fully Digital MinilabFrontier 350/370/390The Frontier lineup of products, which delivers ultrahigh
quality through the use of solid-state lasers, is environmental-
friendly.
1. Efficient Use of Electricity
Efficiency and accuracy is enhanced by the use of a CPU,
which controls the temperature of the processing solution and
the dryer, which has a large capacity.
2. Reduction of Processing Solution Loss
Direct contact between the processing solution and the air
has been reduced as much as possible, thereby reducing
evaporation and oxidation.
3. ISO Mark Indication Materials
A breakdown of the components is listed on each product,
facilitating separation at the time of recycling.
4. Reduced Use of Polyvinyl Resin
The processing solution tank uses NORYL resin molding.
Color paper(silver halide)
Film ProcessorFP363SC (AL)PC563SC (AL)
Scanner SP1500SP2000
Printer LP1500SCLP2000SC
Frontier 350/370

Environment-Friendly Digital CameraDesignTo achieve an environment-friendly digital camera design, an
assessment sheet (consisting of nine basic items and 25
sections) was used to incorporate low levels of energy use,
weight reduction, and recyclability. The resulting digital
camera was highly evaluated from the
design stage. According to the
evaluation, the new FinePix6800Z,
when compared to the FinePix4700Z,
uses 20% fewer parts while using
electricity more eff iciently,
consuming 10% less.
Thermo Autochrome (TA) PaperThermo Autochrome (TA) Paper, used in the Aladdin Ace digital printer for
photofinishing stores, is a heat-sensitive paper on which images can be produced in
a full range of colors. Microcapsules in the paper generate different colors
depending on the stage of the heating process, starting with yellow, which emerges
at low temperatures. Photograph-like quality is achieved through the graduating of
tonal density at the individual pixel level, making possible superior reproduction of
half-tones in the manner of traditional photographic prints. TA Paper generates colors
without the need for such accessories as ink cassettes, ribbons, or toner ink, and no
plastic waste is produced. This makes it an extremely environment-friendly product.
Fuji Medical Dry Imager FM-DP LThe Fuji FM-DP L medical imager is a dry laser printer used for printing the imaging data from
computerized tomography (CT), magnetic resonance (MR), and other imaging diagnostic devices. After
converting the images into a size suitable for medical diagnosis, the images are recorded onto dry film
having the same image quality as wet film. The FM-DP L is a totally dry processing system with no need for
the disposal of waste fluid. All operations are carried out in normal lighting conditions. Darkrooms, water
supply, and fluid removal are unnecessary.
Compact Camera/Instant CameraA certain amount of recycled plastic material is used for parts
in the Instax 200 camera, and efforts are being made to
reduce the number of parts. The Instax 200 uses 20% fewer
parts and 5% less electricity, because of its increased
efficiency, than the earlier Instax 10 model.
33
◆ Other Environment-Friendly Products
Fujitac, WV Film—Film for LCDsBy using its proprietary film technology, the Company has reduced by half
the thickness of its Fujitac polarizing board protective film for polarizing
plates, from 80 microns to 40 microns. This enables the reduced use of
resources and a lower impact on the environment at the manufacturing
stage. WV Film, which offers expanded applications in the LCD field,
combines with the Fujitac protective film for polarizing plates on the
polarizing light board’s protective film, thereby reducing by one the number
of sheets of Fujitac film and conserving resources.
LCD LCD
Conventional Type Direct Adhesion Type
TACPVAAdhesive
TACPVATAC
Adhesive
Polarizing plate
Polarizing plate
WV
AdhesivePVATAC
AdhesiveTACPVATAC
WV
The components of WV Film
Fujitac LCD-use film Use of WV Film increases the angle of vision

Instant Color Film FP-100C Peel-Apart FilmThe Instant Color Film FP-100C, a peel-apart, high-resolution, regular-sized film, uses a
plastic pack that does not require separation at the time of disposal. The film has a wide
range of commercial uses, including at photo studios, for identification photographs, at
camera shops, companies, and in the medical profession. The film’s quality and
resolution are very high, while the metallic part of the film package has been eliminated
and replaced by plastic. According to assessment
using the life-cycle assessment (LCA) method,
because plastic is used, there is a posit ive
environmental effect, with carbon dioxide emissions
reduced by 41% per pack compared with previous
products. Furthermore, after separation or when the
interior aluminum bag is opened, the workability and
safety afforded by the product are enhanced.
34
AXIA MD SlimCaseBecause of the increase in the number of Mini Disc (MD) users and in the number of
discs owned by these users, single-disc MD holders are now not enough. The AXIA MD
SlimCase, which holds five MDs, is specifically designed for both portable MD users who
typically carry with them three to five discs and for users who need to store large
quantities of discs at home. Compared with our original MD 5-pack, the new SlimCase is
34% lighter in overall mass. Furthermore, it uses 66% less material for packaging and
takes up 19% less space. These dramatic reductions in material and spatial consumption
make this item environment-friendly in every way, from manufacturing to distribution.
Fujifilm Pressure-Sensitive Paper: Ecolocare100 (Uses100% Recycled Paper)To contribute to the preservation of forests and the global environment, we have
developed the pressure-sensitive paper Ecolocare100, which uses 100% recycled
paper. The use of proprietary homogeneous coating technology prevents any loss in
coloring characteristics and enables stable production. The product has been awarded
the Green Mark designation by the Recycled Paper Recovery Center for being useful in
protecting the environment.
Five one-disk cases The SlimCase holds five disks

35
COMMUNICATION ACTIVITIES
As part of its Responsible Care program, Fujifilm communicates with its clients and customers
through a wide range of activities. Through these communication programs, the Company aims
to consider environmental problems together with all its partners and, in so doing, contribute to
a better environment.
MSDS (Material Safety Data Sheet) IssuedMSDS are issued to prevent accidents involving products and ensure safety in handling chemical substances for both
people and the environment. The Company formulates this MSDS information in compliance with the directives of the
Japan Chemical Industry Association. With the revision of the Labor Safety and Hygiene Law in 2000 and the updating
of the provisions in the Chemical Susbtances Management Promotion Law (PRTR Law) in 2001, the provision of MSDS
information for chemical substances and products became mandatory. Further,
to ensure timely and accurate access to MSDS and MSDS revisions, the
Company launched an MSDS database system in 2000, which is available at
Fujifilm and related companies in Japan and overseas.
MSDS information can be accessed on the Company’s Web site at
http://www.fujifilm.co.jp/msds.
Further, Fujifilm issues AIS (Article Information Sheets) to provide environmental
and safety information for solid products that are not covered by MSDS.
Ashigara and Fujinomiya Factories Issue Site ReportsThe Ashigara and Fujinomiya factories, both of which are key film production facilities for the Company,
have compiled their own environmental reports. Both factories acquired ISO 14001 certification in 1996.
Through data and illustrations, the reports cover environmental policies and the actions that have been
taken to advance them as well as trends in environmental impact. The reports are distributed to central
government organizations, local governments, clients, and others. In addition to advancing
communication with regional and local communities on all aspects of environmental preservation, the
reports also serve as useful educational tools regarding Zero Emission activities in the Company’s factories.

36
Observation of Fujicolor QuickSnap Manufacturing FactoryThe Fujicolor QuickSnap manufacturing facility, opened in 1998 at our
Ashigara Factory, is the world’s first inverse manufacturing factory. This
facility has a program for observers from the general public in which
the Fujicolor QuickSnap process is introduced and analyzed. Visitors
have commented that Fujicolor QuickSnap is a “wonderful recycling
machine” and that “this process has made me aware of the importance
of environmental protection and conservation.” The program has
served as a means for environmental study by primary school children
and as a stop on school tours by junior high school students. An
average of 1,000 people a month visit the facility, both from Japan and
overseas.
Symposium at Keio University on Corporate Response to Environmental Problems The Keizai Koho Center (Japan Institute of Social and Economic Affairs) has sponsored a series of lectures, with
speakers contributed by universities, to enhance understanding of the social and international roles of companies. In
November 2000, at Keio University’s Department of Commerce, the Company’s manager responsible for the
environment and product safety promotion gave such a lecture. Under the theme of “Corporate Response to
Environmental Problems,” an outline of Fujifilm’s efforts on an international scale for environmental preservation,
Fujicolor QuickSnap manufacturing, and other specific measures were introduced.
101 Cherry Trees Planted in Minami-AshigaraTo commemorate the achievements of Kiyoshi Haruki, an Honorary Citizen of Minami-
Ashigara and an advisor to the Company who died at the age of 101 in 2000, the City of
Minami-Ashigara and the Company planted 101 “Ashigarazakura” cherry trees on the
banks of the Karigawa River, facing the Ashigara Factory. The late Mr. Haruki was
appointed head of the Ashigara Factory upon its opening in 1934 and thereafter made
substantial efforts to preserve the natural environment and water resources. This tree
planting represents the largest number of cherry trees to be planted simultaneously in
Japan, and, as a result, the riverbank has been named Haruki Michi (Haruki’s Way). This
tree planting represents a milestone in the Company’s efforts to preserve the environment.
Mr. Suzuki, the mayor of Minami-Ashigara (right), and Mr.Onishi, Fujifilm’s representative director, plant cherry treesaplings.

37
SOCIAL CONTRIBUTION ACTIVITIES
In 1983, to commemorate the 50th anniversary of its establishment, the Company contributed
¥1 billion to establish the Fujifilm Greenery Fund (FGF). This organization is the first public trust
established by a private company in Japan to have the preservation of nature as its theme.
Every year, the fund contributes to various activities pertaining to the preservation
and improvement of the environment. The fund had contributed to a total of 70 projects by
fiscal 2000.
To Leave Greenery to Future Generations (Miyahara-Machi DongorosuGreenery Club)The Dongorosu Greenery Club was established to cultivate greenery and further tradition and
knowledge pertaining to greenery. The club’s current project is being applied to bamboo
groves inside the Kumamoto Prefecture Nature Park, including the Tatsugami Gorge. In 1997,
the facility was designated as a center for environmental studies by the Environmental
Agency and, in this capacity, conducts greenery management operations and related
activities. To further expand the scope of operations, an ecological field survey will be
conducted and the results compiled in a map.
Observation of Marine Life through Snorkeling (Minami-Izu Oceanic Biological Club)The Minami-Izu Oceanic Biology Club has held two snorkeling outings per year since 1989 at
Nakagi, Tatsugahama, Nabegahama, and other places in Minami-Izu. These outings give
participants an opportunity to see aquatic forests, thereby enhancing understanding of the
importance of sea plants and raising awareness of the need for preservation of the
environment. In recent years, the pollution of seawater and rising salinity levels have
damaged aquatic vegetation, and the snorkeling group is developing its preservation and
restoration activities to address such issues.
Restoration of Aquatic Plants in Lake Nojiri and Environmental Education(Lake Nojiri Aquatic Plant Restoration Committee)
In 1978, when aquatic plant life became overgrown in Lake Nojiri, herbicides were
distributed in the lake, totally destroying all plant life and creating red tides. To restore Lake
Nojiri, Nagano Prefecture and Shinanomachi City designated a 0.5 m2 restoration zone in
1995. In 1996, researchers from other parts of Japan joined these activities and formed a
research group, then designated measures to encourage the regrowth of hoshitsurimo
(nitellopsis obtusa) algae as a symbol of continuing plant life regeneration efforts.
Promotional Activities of the Fujifilm Greenery Fund in Fiscal 2000

38
ENVIRONMENT-RELATED AWARDS
The ongoing Companywide efforts to advance Responsible Care have resulted in heightened
awareness among all Company employees and many other positive results. These efforts have
been highly evaluated and brought the awards described below during the year under review.
Nikkei Superior Trendsetting Factories and Offices Awards Millennium AwardThe “Superior Trendsetting Factories and Offices Awards Millennium Award,” sponsored
by the Nihon Keizai Shimbun Company, is awarded to a facility in Japan or overseas for
enhanced productivity, reform of the work environment, or contribution to society. The
Company was awarded this prize in 2000 and was again honored in 2000 with the
Millennium Commemorative Prize in recognition of the Ashigara Factory’s automated
inverse manufacturing factory. This prize reflected the Company’s continuous efforts to
advance Responsible Care and the high evaluation of the environment-friendly inverse
manufacturing factory.
2000 Minister’s Prize for Efforts to Prevent Global WarmingThe Company’s Ashigara Factory was awarded the Environmental Agency Minister’s Prize
for efforts to prevent global warming. The prize was awarded for the sale of single-use
cameras, the commonization of parts, the common use of parts and materials, and—
through the design and modification of environment-friendly systems—the increase to 90%
of the reuse of parts. Furthermore, the Company’s efforts to achieve Zero Emissions at its
plants through the reuse of raw materials have been highly evaluated.
The 47th Okouchi Memorial Technology PrizeThe Company was awarded the “47th Okouchi Memorial Technology Prize,” sponsored by
the Okouchi Memorial Committee for its automated inverse manufacturing system. Since the
Company became the world’s pioneer in developing and selling single-use cameras in 1986,
the convenience of the system has increased the size of the market, and research has
continued into developing single-use cameras that are environmentally and economically
effective. In 1998, the world’s first environment-friendly automated manufacturing plant,
combining manufacturing, processing, recycling, and product development functions, was
launched at the Ashigara Factory. As a result, 220 million units were recovered in Japan in
2000, a total of 3.2 billion parts were reused, and a total of 18,000 tons of materials were
recycled.
Award of the 2000 “Excellent Consumer-Oriented Company Commendation”Fujifilm was awarded the “Excellent Consumer-Oriented Company Commendation” from
the Minister of International Trade and Industry for 2000. This prize is awarded to
companies for accurate and rapid responses to consumer needs by corporate
management as well as having a consumer-oriented structure that has achieved
outstanding results. This prize was the result of the high evaluation of the Company’s
environmental protection measures; high-quality products, developed from state-of-the-art
technologies; customer support structure, centered on the Customer Communication
Center; and the industry-leading Fujifilm Responsible Care Committee.
President Komori receives the “Superior TrendsettingFactories and Offices Awards Millennium Award.”
Mr. Uchida, the general manager of the Ashigara Factory,receives the Environmental Agency Minister’s Prize.
Company representatives receive the “47th OkouchiMemorial Technology Prize.”

39
GROUPWIDE ENVIRONMENTAL EFFORTS
Zero Emissions Achieved at Fujifilm ArchZero Emissions operations were launched at the Fujifilm Arch in April 2000. This was achieved
through a waste management program that strictly applied the separation rules promulgated in April
2000, an environmental symposium to raise employee awareness, and the publication of
environmental news. Measures taken included the introduction of drying machines for abrasive
plastics, a water-removal machine for processing surplus sludge, and a waste-collection facility.
Fuji Technics Awarded Certificate of Merit by Kanagawa Prefecture’sMonitoring Committee for the Self-Administration of Waste DisposalOn February 6, 2001, Fuji Technics was awarded a Certificate of Merit by the Kanagawa Prefecture
Monitoring Committee for the Self-Administration of Waste Disposal (comprising members from
Kanagawa Prefecture, the City of Yokohama, the City of Kawasaki, the City of Yokosuka, and
Sagamihara City). Based on the effectiveness of its waste management system, reduction of waste
emissions, and conservation of resources and materials, the Company was judged the best among
809 eligible companies and was thus awarded the Certificate of Merit.
Fuji Photo Equipment Exhibits at Minami-Ashigara’s Environmental FairFuji Photo Equipment exhibited at the environmental fair held by the the City of Minami-Ashigara from
June 21–24, 2000. The company’s exhibits included a panel display on environmental protection
measures. Fuji Photo Equipment and five other companies, including Fujifilm (Ashigara Factory), Fuji
Xerox (Takematsu Office), Panac Industries, Inc., Nankai Co., Ltd., and Nakaya Shokai have signed
an environmental protection agreement with the Minami-Ashigara City government.
Fuji Hunt Photographic Chemicals Contributes to NPOFuji Hunt Photographic Chemicals Pte. Ltd. (Singapore) planned a Green Day to raise environmental
awareness among employees. Money raised by the Paper Trash Weight Quiz, a total of 500 Singapore dollars,
was donated to an NPO, the Singapore Environmental Council, to educate youth on the environment.
Fuji Photo Film, Inc., Beautification ActivitiesAs part of their contribution to the protection of the local environment, Fuji Photo Film, Inc., employees cleaned
highways within 10 kilometers of their offices.
Fujifilm Group Companies in the United States Help Transport Giant Pandas to the National ZooTo celebrate Fujifilm’s 35th anniversary of doing business in the United States, U.S. Fujifilm Group companies
contributed $7.8 million to bring giant pandas to the Smithsonian’s National Zoological Park in Washington, DC.
Fujifilm’s contribution will help fund three key areas: (1) make it possible to bring the pandas to the National Zoo,
(2) support the construction of a new state-of-the art research and habitat facility, and (3) support the
development of a conservation education program designed to increase the awareness of the need for habitat
protection and diversity.
Equipment for processing and removing waterfrom excess sludge
Fuji Photo Equipment exhibit
Mr. Watanabe, the president ofFuji Photo Film, Inc., engages inhighway cleaning.

40
GLOSSARY
■ ISO 14001This is the global standard, established in 1996 by the International
Standards Organization (ISO), pertaining to environmental
management systems. Certifying organizations [Japan’s organization
is the Japan Accreditation Board for Conformity Assessment (JAB)]
strive for constant improvement by registering and evaluating
corporations on the degree of their compliance with environmental
management system standards.
■ AIS Photo-developing solutions and related products are referred to as
non-article products, while photographic film and related products
are called article products. Article Information Sheets (AISs) provide
the information necessary for the safe handling of article products
and indicate the presence of hazardous substances as well as
proper disposal options. These sheets are distributed upon request.
■ MSDSMaterial Safety Data Sheets (MSDS) refer to the safety instructions
for non-articles, such as processing chemicals, which are distributed
for each product to all parties, from suppliers to end users, to
prevent accidents involving the handling of chemical substances.
■ LCA The Life Cycle Assessment (LCA) system provides a consolidated
assessment of the necessary energy level, analysis and forecast of
emissions, and impact on the environment during product life cycles,
from the acquisition of raw materials to manufacturing, use, and
disposal.
■ Environmental AccountingEnvironmental accounting is a system that measures and indicates
the investment and expenditures made by companies and other
organizations to protect the environment as well as the effect of
these contributions. The Environmental Agency released its
environmental accounting guidelines in March 1999 and issued its
environmental accounting guidelines for 2000 in May 2000.
■ Green Purchasing/Green ProcurementWhen products and services are purchased and procured, priority is
given to the reduction of impact on the environment to the lowest
level possible, in addition to such considerations as need, price, and
quality. Green Purchasing encompasses office consumables, office
materials, and products for everyday l iving, while Green
Procurement includes raw materials and items used for production.
■ COD (Chemical Oxygen Demand)COD is an indicator that helps determine water pollution levels. It is
the measure of the amount of oxygen consumed by oxidants in
wastewater.
■ GRI (Global Reporting Initiative) GuidelinesThe GRI Guidelines are the global standards used for compiling
sustainability reports encompassing the areas of the economy,
society, and the environment. Reports are evaluated by the GRI
under the auspices of the UNEP (United Nations Environmental
Project), in accordance with performance indicators released in
June 2000.
■ Zero EmissionsTo realize a society in which resources are conserved, organizations
take various measures to eliminate the generation of waste. These
measures include the use of waste products as new raw materials
and the generation of energy from refuse. At Fujifilm, Zero Emissions
is defined as the 100% recycling of waste generated from business
operations as well as the elimination of the incineration or landfill
disposal of waste.
■ Source ReductionSource reduction is defined as the measures taken to reduce the
generation of waste by reducing the amount of raw materials used.
At the Company, this has included the reduction of silver used
through the use of new photosensitive materials, the reduction of the
amount of developing solution necessary for color prints, and the
employment of Fujicolor QuickSnap resource conservation measures.
■ Inspection Report by Third PartiesTo maintain the trustworthiness of environmental reports, reports by
third parties are attached to the documentation. Third parties
conduct inspections to evaluate the degree of information collected
as well as the objectivity and accuracy of the contents.
■ BOD (Biological Oxygen Demand)BOD is used as an indicator of the degree of pollution in water as
measured by the degree of oxygen consumed by microbes, mostly
through the consumption or breakdown of organic substances.
■ PRTR LawThis refers to a law promulgated in July 1997 (the Pollutant Release
and Transfer Register Law). The law is aimed at reducing the amount
of dangerous chemicals released into the environment and helping
to assist efforts to eliminate the endangerment of the environment
through the improvement of self-management by businesses that
manufacture and use chemical substances. From April 2001, it
became mandatory for businesses that handle chemical substances
to reduce the emission of applicable chemical substances. Starting
in April 2002, it will become compulsory to submit activity reports to
the government.
■ The Container and Packaging Recycling LawThe full title of this law is the “Law Concerning the Separated
Collection of Containers and Packaging and the Promotion of
Reuse.” The law was promulgated in April 1997 to promote the
recycling of container and packaging waste. The law encompasses
recycling by consumers, local governments, and businesses. In April
2000, the range of applicable materials covered by the law was
expanded to include paper containers and plastic products.
■ ReuseThrough the reuse of materials, the generation of waste is reduced
and the conservation of resources is achieved.
■ RecycleWaste products are not disposed of (neither incinerated nor taken to
landfill sites) but are reused as resources. Material recycling involves
reusing materials in their original form. Chemical recycling involves
the return of plastics back to their original form through liquefaction,
and thermal recycling involves reuse as fuels.

41
INDEPENDENT REVIEW REPORT ON “THE FUJIFILM ENVIRONMENTAL REPORT/2001 EDITION” (ENGLISH TRANSLATION)
To the Board of Directors of Fuji Photo Film Co., Ltd.
Chuo Sustainability Research Institute Corporation
1. Scope and Objectives of Review
We have reviewed “The Fujifilm Environmental Report 2001 Edition”
(“the Report”) of Fuji Photo Film Co., Ltd. (“the Company”), which the
Company has prepared on its own responsibility.
The scope of this review covers all information stated in the Report.
The objective of this review is to express our independent view, to the
extent that we perform review procedures, on the reliability of
environmental information collection and reporting processes used to
compile the Report and the accuracy of the information included in
the Report. The review, however, does not guarantee the
completeness of the information included in the Report.
2. Basis of Opinion
There are no generally accepted standards for reporting or verifying
environmental information. Therefore, we have adopted a verification
approach that reflects emerging practices and guidance.
To reach our opinion we conducted the following verification
procedures at headquarters, the Ashigara, Fujinomiya and Yoshida-
Minami factories.
• At the corporate level
(1) Examination of various internal rules and documents related to
processes to manage, collect and compile information reported from
each site, and
(2) Interview with the management and people responsible for
environmental management.
* At the site level
(3) Examination of various internal rules and documents related to
processes to manage, collect, compile and report data obtained
from each division, and
(4) Interview with people responsible for environmental management
and each operation leader.
3. Opinion
We have reached the fol lowing opinion as a result of our
comprehensive evaluation of the information obtained through our
verification.
(1) The Company established and used reasonable data collection
and reporting processes to compile the Report.
(2) The information included in the Report is consistent with the
supporting documents that have been obtained during our review
process. We did not find any significant matters to be addressed.
(Comments)
During the verif ication process, we made a number of
recommendations and observations about the Company’s
environmental management. This year, we were asked by the
Company to conduct detailed verification for the reliability of information
related to Zero-Emission and PRTR at selected sites. Our main
observations and the results of the detailed verification were as follows.
1. Integration of Environmental Information System
with Existing Systems
The corporate environmental information system used to compile the
Report provides a mechanism by which each site reports necessary
data to the headquarters under the common understandings. At the
site level, each site has established and operated an environmental
management system (“EMS“) based on ISO 14001 and has made
progress in environmental management.
We recommend that the Company incorporate the environmental
information system used to compile the Report into the EMS, in order
to achieve more efficient environmental management.
2. Progress in Environmental Accounting
The environmental accounting information has been prepared
basically in accordance with the guideline issued by the Ministry of
the Environment of Japan. This year, the Company has disclosed the
information of reduction in environmental loads, which was converted
into monetary amount, as part of the information of the environmental
conservation effects. We recognize that the Company, with this effort,
represents the information of the environmental conservation effects
to its stakeholders in a more understandable way. We recommend
that the Company expand the scope of the environmental loads to be
converted into monetary amount and strengthen the basis of
conversion in coming years. If the Company succeeds in doing so,
the quality of the data will improve significantly.
3. Reliability of Information Related to Zero-Emission
At the Yoshida-Minami factory, we performed our verification
focussing on the reliability of the information related to Zero-Emission
and the processes used to evaluate the information. All related
activities at the site were included in the presented data and the
data gathering process was appropriately conducted in accordance
with the Company’s standardized form and reporting period, to the
extent we have tested at a sampling basis.
During our verification, we found some minor errors in the data.
However, we confirmed that the site has achieved the Zero-Emission
based on the corporate definition and the related data was reliable.
We look forward to see more progress in standardization and
computerization of the information system related to waste
management.
4. Reliability of Information Related to PRTR
At the Ashigara and Fujinomiya factory, we performed our
verification focussing on the reliability of the information related to
PRTR and the processes to evaluate the information. The two sites
have a process to identify PRTR substances and calculate the
amounts of each substance in a most appropriate manner
considering characteristics of each substance. The supporting data
was presented and we found no inconsistency between the
supporting data and the calculation, to the extent we have tested at
a sampling basis.
Therefore, we confirmed that the information collection processes
related to PRTR at both sites and the data presented by the sites were
reliable. We suggest that the Company will computerize the data
collection processes to achieve more efficient management in future.
June 19, 2001

* This report is printed on 100% recycled paper.
* This report is printed with soybean ink certified as being
environment-friendly by the American Soybean Association.Released in September 2001
Next edition: expected in September 2002
Fuji Photo Film Co., Ltd.
26-30, Nishiazabu 2-chome, Minato-ku, Tokyo 106-8620, Japan
Please direct any comments or questions regarding the content of this environmental report
or any area of Fujifilm’s environmental protection activities to the facsimile number below.
Environment and Product Safety Promotion Division:
Fax: +81-3-3406-2131
The contents of this report can also be read on our Web site.
URL: http://home.fujifilm.com/info/env/indexe.html
http://www.fujifilm.co.jp/kankyoreport/index.html
The Fujicolor QuickSnap Manufacturing factory accepts tour requests from groups.
Please use the following number to arrange tours.
Fax: +81-465-73-6901
Please ask for the Tour Coordinator in the Factory Administration Section of the Ashigara Factory.