The environmental impact of solid oxide fuel cell manufacturing
4
The environmental of solid oxide he1 impact cell ma ndacturing By Nigel Hart (Brunel University, and Rolls-Royce, UK), Nigel Brandon (Rolls-Roycesd Imperial ( College, London, UK), and J&e Shemilt (Brunel University, UK) S Solid oxide fuel cells (SOFCs) offer many advantages over conventional method of electrical generation, including higher efficiencies and lower emissions. Thl environmental benefits of the use phase of SOFCs have been extensivel: reported, but it is important that the total environmental burden is evaluated This article compares the environmental impact of six fabrication methods whicl have the potential to be used within the SOFC manufacturing process: screen printing, slurry spraying, tape casting, calendering, electrochemical vapou deposition and physical vapour deposition. e Y . . I : n r Fuel cell systems are recognised for their potential environmental benefits, including high efftciencies and low emission levels. However, for fuel cells to be a truly “clean” power generation technology, the total environmental impact must be small, including both the manufacture and disposal of plant. This work considers the environmental impact associated with the manufacture of one fuel cell variant, the solid oxide fuel cell (SOFC), and focuses on processes suited to the fabrication of the ceramic thick filn used in these devices. Six such processes hav been evaluated using a life cycle analysis (LCA approach. The processes considered were scree printing, [I1 slurry spraying, tape casting,” calendering,131 electrochemical vapour depositio (EVD) [*, 51 and physical vapour depositio (PVD).[61 The application of each process to th manufacture of a fuel cell stack is predominant1 governed by the nature of the fuel cell desigr IS ‘e : $ : n !I j n ’ n le Y 1. Most designs use more than one technique, for example screen-printed anode and electrolyte with a sprayed cathode,“] or a tape-cast electrolyte with sprayed electrodes.[*l To ensure a common basis for comparison, each manufacturing process was analysed on the basis that it was producing two million 10 cm x 10 cm x 50 pm thick yttria-stabilised zirconia (YSZ) electrolyte thick films per year. Thus, if these films comprised the electrolyte of a cell producing a power density of 0.5 W/cm2, then the manufacturing plant would be producing sufficient thick-film electrolyte to manufacture 100 MWe of SOFCs per year. No account was taken of the production of the other functional or structural materials needed to produce an SOFC stack. Further simplifying assumptions were that each of the six manufacturing routes was capable of producing 50 pm YSZ thick films, and that each also produced the same quality of electrolyte, i.e. that cell performance was independent of the manufacturing process. These assumptions again enabled the processes to be compared on a common basis. Flowsheets were drawn up for each thick-film manufacturing step, including all the unit processes necessary to produce a dense YSZ thick film. The analysis was carried out on the basis of a plant working 240 days per year, and operating one 8 hour shift per day. Boundaries of the study The fabrication routes investigated here can be separated into two categories, wet routes and gas phase routes, as shown in Table 1. The wet ceramic processes had a closed boundary of study drawn around them as shown in Figure 1. Both the starting powders and the final sintering step were considered constant. All wet route processes were assumed to require a clean, air-conditioned environment. The energy Fuel Cek Bulletin No. 15
-
Upload
nigel-hart -
Category
Documents
-
view
219 -
download
2
Transcript of The environmental impact of solid oxide fuel cell manufacturing

The environmental of solid oxide he1 impact
cell ma ndacturing By Nigel Hart (Brunel University, and Rolls-Royce, UK), Nigel Brandon (Rolls-Roycesd Imperial ( College, London, UK),
and J&e Shemilt (Brunel University, UK)
S Solid oxide fuel cells (SOFCs) offer many advantages over conventional method
of electrical generation, including higher efficiencies and lower emissions. Thl
environmental benefits of the use phase of SOFCs have been extensivel: reported, but it is important that the total environmental burden is evaluated
This article compares the environmental impact of six fabrication methods whicl have the potential to be used within the SOFC manufacturing process: screen
printing, slurry spraying, tape casting, calendering, electrochemical vapou
deposition and physical vapour deposition.
e
Y . . I :
n
r
Fuel cell systems are recognised for their potential
environmental benefits, including high
efftciencies and low emission levels. However, for
fuel cells to be a truly “clean” power generation
technology, the total environmental impact must
be small, including both the manufacture and
disposal of plant. This work considers the
environmental impact associated with the
manufacture of one fuel cell variant, the solid
oxide fuel cell (SOFC), and focuses on processes
suited to the fabrication of the ceramic thick filn
used in these devices. Six such processes hav
been evaluated using a life cycle analysis (LCA
approach. The processes considered were scree
printing, [I1 slurry spraying, tape casting,”
calendering,131 electrochemical vapour depositio
(EVD) [*, 51 and physical vapour depositio
(PVD).[61 The application of each process to th
manufacture of a fuel cell stack is predominant1
governed by the nature of the fuel cell desigr
IS
‘e :
$ :
n !I j
n ’
n
le
Y 1.
Most designs use more than one technique, for
example screen-printed anode and electrolyte
with a sprayed cathode,“] or a tape-cast
electrolyte with sprayed electrodes.[*l
To ensure a common basis for comparison,
each manufacturing process was analysed on the
basis that it was producing two million 10 cm x
10 cm x 50 pm thick yttria-stabilised zirconia
(YSZ) electrolyte thick films per year. Thus, if
these films comprised the electrolyte of a cell
producing a power density of 0.5 W/cm2, then
the manufacturing plant would be producing
sufficient thick-film electrolyte to manufacture
100 MWe of SOFCs per year. No account was
taken of the production of the other functional
or structural materials needed to produce an
SOFC stack. Further simplifying assumptions
were that each of the six manufacturing routes
was capable of producing 50 pm YSZ thick
films, and that each also produced the same
quality of electrolyte, i.e. that cell performance
was independent of the manufacturing process.
These assumptions again enabled the processes
to be compared on a common basis.
Flowsheets were drawn up for each thick-film
manufacturing step, including all the unit
processes necessary to produce a dense YSZ
thick film. The analysis was carried out on the
basis of a plant working 240 days per year, and
operating one 8 hour shift per day.
Boundaries of the study The fabrication routes investigated here can be
separated into two categories, wet routes and gas
phase routes, as shown in Table 1.
The wet ceramic processes had a closed
boundary of study drawn around them as shown
in Figure 1. Both the starting powders and the
final sintering step were considered constant. All
wet route processes were assumed to require a
clean, air-conditioned environment. The energy
Fuel Cek Bulletin No. 15

and costs associated with this were based on floor
area, and are described as “building services” in
the analysis.
The gas-phase routes differ in precursor
materials, namely chlorides for EVD, and a solid
ceramic target for PVD, and in that they do not
require a sintering step. This study did not
include an assessment of the environmental
impact associated with the production of
precursor materials such as YSZ powders, or
zirconium and yttrium chlorides.
Results of the analysis The four wet ceramic manufacturing routes
assessed (screen printing, slurry spraying,
calendering and tape casting) do not use any
complex equipment requiring energy-intensive
manufacturing techniques or exotic materials.
The majority of the equipment could be reused
for other applications, the materiah recycled or
disposed of in landfill. EVD and PVD use
complex apparatus, including large high-vacuum
chambers and power sources, which are likely to
require energy-intensive manufacturing and
involve rare and expensive materials. This is
supported by the high capital cost of the
equipment. The reaction chambers are likely to
be contaminated and unsuitable for use in other
applications, although it is possible that
individual components could be reused.
The total energy requirements for each of the
six manufacturing processes considered in this
study will now be compared.
Screen printing A flexible fabrication process which is used in
many different applications, screen printing
relies on flowing ink through a screen under
pressure.1’1 The screen defines the area to be
printed. In this case, the ink contains fine YSZ
powder, together with suitable binders and
solvent. The manufacturing scheme assumes that
the YSZ powder is mixed with auxiliary
materials (i.e. binders, solvent and dispersant),
and then triple roll-milled to produce an ink.
The ink is screen-printed onto a substrate. The
film is dried to remove the solvents, and then
fired at high temperature to drive off the binder
and form a dense electrolyte film.
Slurry spraying During spraying the slurry is forced through a
small nozzle using compressed air. This forms an
aerosol which is projected onto the substrate. In
the manufacturing process YSZ powder is mixed
with the auxiliary materials, and then ball-milled
to form the spraying slurry. The slurry is sprayed
onto the substrate and dried before high-
temperature sintering.
Tape casting In tape-casting a flat surface, often a glass bed, is
covered with a carrier film onto which the layer
is deposited using a doctor blade.r21 The
manufacturing scheme assumes that YSZ
powder is milled with auxiliary materials to form
the tape-casting slip. This slip is then tape-cast
and the solvent removed by drying, resulting in a
“leather”-like layer. Films are cut by stamping,
before being sintered.
Tape calendering This process involves squeezing a softened
thermoplastic ceramic mix between two rollers to
produce a continuous sheet of material.[31 In the
assumed manufacturing process YSZ powder is
blended with the binder and plasticiser
components of the solvent system, and viscous
mixing used to remove agglomerates. The solvent
component is added, and an extrusion process used
to form a homogenous plastic mass. This is then
passed through rollers during the calendering stage
and the solvent is evaporated off. Films are cut by
stamping, before being sintered.
Electrochemical vapour deposition
(EW EVD involves growing a dense oxide layer on a
substrate. The growth takes place over two steps
- a pore closure stage and a scale growth stage. If
a dense substrate is used, only the second step is
required. A full description of the process can be
found in References 4 and 5. The EVD process
essentially consists of one reactor, although such
a reactor is not yet commercially available. The
design is based on vacuum furnace technology.
Based on the results of Ippommatsu et al., [91 the
energy requirement for producing dense thick-
film YSZ in a large-scale EVD reactor was
estimated to be to 100 kWh/m2 of electrolyte.
Physical vapour deposition (PVD) A PVD fabrication method is one in which the
source of the film forming material is a solid
(target) that needs to be vaporised and
transported to the substrate. This study focused
on sputtering techniques in which a potential
difference is applied across the material to be
deposited and the substrate. Inert gas ions are
generated and accelerated onto the target. These
impacting ions dislodge atoms of the target
material, which are then projected to, and
deposited on, the substrate.161 The
manufacturing flowsheet for PVD essentially
consists of one reactor, although again large-scale
PVD reactors are not yet commercially available.
The energy consumption of such a reactor was
estimated to be 6.25 kWhlm2 of electrolyte.
Table 2 summarises the energy requirements for
each of the six thick-film processes.
The EVD process has the highest energy
consumption at 100 kWh/m’ of electrolyte,
more than five times higher than for the other
processes. The energy requirements of the wet
route processes are very similar, at 14-17
kWh/m2. This is because the sintering stage
dominates energy use for all the wet route
processes, being around 75% of the total. The
energy requirement for PVD is the smallest at 6
kWh/m’. This reflects the fact that PVD does
not require a large mass of material to be heated
to a high temperature during electrolyte thick-
film fabrication. However, further work on the
energy required to produce the precursor
materials is still required before a full energy
assessment can be made.
Fuel Cells Bulletin No. 15

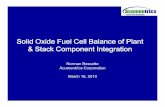
Cathode - Sprayed t Electrolyte - Screen Printed
Anode - Tape Cast -
Energy assessment of a 200 kWe CHP system The environmental burdens presented by the
manufacturing phase of the fuel cell were
compared with the potential benefits arising
from the use phase. A 200 kWe combined heat
and power (CHP) system, such as could find
application in a hotel or hospital, was used as the
basis for this comparison. This follows the work
of Hart eta~,[‘Ol who have assessed the use phase
of both fuel cell and conventional systems for
this application. The system provides both
electricity and heating, with a heat-to-power
ratio of 1.85. Hart etn~l’~l compared the SOFC
unit to conventional systems where the
equivalent electrical energy is obtained from the
national grid, and the heat output is obtained
from an on-site gas boiler.
The results are summarised in Table 3, which
shows that the SOFC system reduced the
emissions of NOx, SOx and CO by more than
one order of magnitude. The non-methane
hydrocarbons (NMHCs) were reduced to 84%,
CO, to 93%, methane to 75%, and particulate
matter (PM) to 93%, of the values produced by
the conventional technology. The reduction in
CO, output is a consequence of the increased
energy efficiency of the SOFC, as the same fuel
(natural gas) is used in all cases.
To enable the manufacturing phase to be
compared with the use phase, it is necessary to
consider a specific fuel cell design, since this will
clearly influence the manufacturing process. For
this study a supported fuel cell design was
considered, representative of a number of fuel
cell designs in which the electrolyte (YSZ) is
deposited onto a supporting nickel-YSZ cermet
anode.‘“, 121 The cell was based on a tape-cast
Ni-YSZ cermet anode of 500 pm thickness, a
screen-printed YSZ electrolyte of 25 pm
thickness, and a strontium-doped lanthanum
manganite cathode of thickness 50 pm slurry-
sprayed onto the electrolyte. It was assumed that
each layer was fired separately. The final
structure is illustrated in Figure 2. Assuming a
power density for the SOFC cells of 0.5 W/cm2
(assumed throughout this study), then a total
cell area of 40 m2 would be required to produce
200 kWe.
The energy and materials inputs required to
manufacture the cell components for a 200 kWe
solid oxide fuel cell stack were evaluated, taking
into account the thickness of the layers. The
analysis only considered the anode/
electrolyte/cathode structure of the SOFC. It
excluded other essential stack components such
as the interconnects, structural materials,
thermal insulation and casing, and auxiliary
equipment such as the pumps and heac-
exchangers required for a fully operational
system. Analysis of these components will be the
subject of further studies.
Table 4 summarises the energy required to
produce the films making up the SOFC structure,
and demonstrates that it would require an energy
input of 2.076 MWh to manufacture 40 m2 of
fuel cells of the design considered here. If this
energy were obtained from the national grid then
this will result in the generation of emissions.
Following the same methodology as that used to
analyse the use phase, 1101 the emissions associated
with the energy used during the manufacturing
phase are summarised in Table 5. Also shown is
the number of operating hours required to repay
the burden of these emissions, when comparing
the use phase of the SOFC system with
conventional technology. The power output of
the unit will vary with respect to the required
load; therefore a continuous output of 100 kWe
from the 200 kWe unit was assumed as a
representative case.
Table 5 demonstrates that the longest
repayment time was 73.5 h for non-methane
hydrocarbons, with 49 h for CO, and 47 h for
methane. Other burdens were repaid in shorter
times of around 20 h. All the burdens associated
with cell manufacture were therefore repaid in
just over three days’ use, and-after this the unit
showed a net environmental benefit. Future
work will extend the analysis of SOFC
manufacture to cover the impact of other stack
components, such as interconnects and
structural components, as well as considering the
sensitivity of the analysis to stack design.
Conclusions The manufacturing plant associated with the four
wet ceramic routes assessed (screen printing, slurry
spraying, calendering and tape casting) for SOFC
production does not present a significant burden
on the environment during either its construction
or disposal. EVD and PVD plants have the
potential for higher environmental burdens, but
when considered against the total life cycle of the
SOFC system, these will not be significant. Five of
the production methods have good material
utilisation, with only EVD reported to have a poor
materials utilisation during manufacture. While
this work has identified the quantity and nature of
the materials input to these processes, further work
is required to assess the impact of the emissions
arising from these inputs.
Fuel Cells Bulletin No. 15

An analysis of the energy required to
manufacture the anode, electrolyte and cathode
layers for a 200 kWe SOFC CHP unit has shown
that the environmental burden associated with
manufacturing is repaid within three days of
operation of the unit, when its use phase is
compared to conventional technology. Further
work is required to look at the burdens associated
with the manufacture of other essential stack
components such as interconnects, structural
ceramics, insulation, and stack casing.
Acknowledgments N. Hart is supported by an EPSRC EngD
Studentship. The authors would like to thank
Rolls-Royce, Gaz de France, IRD (Denmark),
EPFL (Switzerland), Lenton Thermal Design
(UK), SM Tech (UK), CERAM Research (UK),
Binks-Bullows (UK) and IMI Air Conditioning
(UK) for help in supplying information and data
for the study. This work was carried out with
financial support from the European
Commission through the “Industrial and
Materials Technologies” programme under
contract number BRPR-CT97-0413.
This short paper is drawn from a forthcoming
publication, which contains further details of the
analysis.l131
References 1. P.J. Holmes, R.G. Loasby: “Handbook of
thick film technology” (Electrochemical
Publications, 1976), 14.
2. H. Hellerbrand: “Processing of ceramics, Part
I”, in: R.W. Cahn, I? Haasen, E.J. Kramer
(Eds.): “Materials science and technology, vol.
17A” (Wiley-VCH, Weinheim, I995), 190.
3. K. Kordesch, G. Simader: “Fuel cells and their
applications” (Wiley-VCH, Weinheim, 1996), 146.
4. N.Q. Minh, T. Takahashi: “Science and
technology of ceramic fuel cells” (Elsevier
Science, 1995), 247.
5. R.A. George, N.F. Bessette: “Reducing the
manufacturing cost of tubular solid oxide fuel
cell technology’: J Power Sources 71(1/2)
(March 1998) 131-137 (5th Grove Fuel Cell
Symposium, London, UK, September 1997).
6. PK. Sivastava, T. Quach, Y.Y. Duan, R.
Donelson, SE Jiang, ET Ciacchi, S.l?S. Badwal: in:
B. Thorstensen (Ed.): Proceedings of 2nd European
Solid Oxide Fuel Cell Forum (European Fuel Cell
Forum, Oberrohrdorf, Switzerland, 1996), 761.
7. “Integrated planar solid oxide fuel cell (IP-
SOFC): Evaluation phase summary report”.
ETSU report F/OI/00070/REP 1996.
8. C. Bagger, M. Juhl, I? Hendriksen, I! Larsen,
M. Mogensen, J. Larson, S. Pehrson: in: B.
Thorstensen (Ed.): Proceedings of 2nd
European Solid Oxide Fuel Cell Forum
(European Fuel Cell Forum, Oberrohrdorf,
Switzerland, 1996), 175.
9. M. Ippommatsu, H. Sasaki, S. Otoshi:
“Evaluation of the cost performance of the
Stop Press News
MIT1 guiding fuel cells
The Ministry of International Trade & Industry
in Japau will set up a joint publicfprivate body
before the end of the year, to coordinate the
development of fuel cell technology, ministry
sources have told the N&on hhkzi Shimbun.
The ministry aims to improve the
competitiveness of Japanese companies by setting
standards that become accepted globally in key
aspects of me1 cell production. Methods of storing
and supplying hydrogen for fuel cells involve
methanol, gasoline and special metal alloys. The
new research body will evaluate the best storage
and supply methods to help companies develop
these key technologies efficiently.
The ministry believes that Japanese companies
excel in important areas like the removal of
electrons from hydrogen molecules and the
development of catalysts. In fields where Japanese
firms have the edge over foreign competition, the
ministry will help them advance their
development efforts. The ministry will earmark
Y2 billion (US$17 million) for the project in its
request for funds from the secondary
supplementary budget for the current fiscal year.
Demo project in Montana
The Big Shy Economic Development Authority
in Biigs, Montana has received US$350,000
to conduct a hydrogen fuel cell feasibility study
and demonstration project, The feasibility study
phase could be completed by August 2000, and
its bndings published the following month.
The Technical Advisory Team has
communicated with several major fuel cell
manufacturing companies, three of which have
expressed interest in Billings as a manufacturing
location and/or made a preliminary visit.
The Advisory Team is exploring three
technology areas: to improve air quality and
address environmental concerns, to provide cost-
effective alternative power for remote applications,
and to provide reliable back-up power.
The local Stillwater Mining Company is one
of the worlds leading producers of platinum
group metals, and could provide a proprietary
precious metal fuel cell catalyst.
SOFC cell in the market”, ht. J of Hydrogen
Energy21(2) (February 1996) 129-135.
10. D. Hart, G. Hormandinger: “Initial
assessment of the environmental charact-
eristics of fuel cells and competing tech-
nologies, vol. 1”. ETSU report F/02/001 1 I/
REP/l, 1997.
11. M. Cassidy, K. Kendall, G. Lindsay: in: B.
Thorstensen (Ed.): Proceedings of 2nd
European Solid Oxide Fuel Cell Forum
(European Fuel Cell Forum, Oberrohrdorf,
Switzerland, 1996), 667.
12. H.I? Buchkremer, U. Diekmann, D. Stover:
in: B. Thorstensen (Ed.): Proceedings of 2nd
European Solid Oxide Fuel Cell Forum
(European Fuel Cell Forum, Oberrohrdorf,
Switzerland, 1996), 221. \
13. N.T. Hart, N.l? Brandon, J. Shemilt:
“Environmental evaluation of thick film ceramic
fabrication techniques for solid oxide fuel cells”,
Materials & Manufacturing Processes 15(2)
(2000, to be published).
For more information, contact: Dr Nigel Brandon,
Senior Lecturer in Electrochemical Engineering,
Imperial College of Science, Technology & Medicine, T H
Huxley School of Environment, Earth Sciences &
Engineering, Royal School of Mines Building, Prince
Consort Road, London SW7 2BP, UK.
Tel: +44 171 594 7326,
Fax: +44 171 594 7444,
Email: [email protected]
Automotive hydrogen storage
Impco Technologies Inc is claiming a
breakthrough in hydrogen storage
technology for automotive applications. The
company says that its proprietary, advanced
hydrogen storage cylinder technology
removes the barriers to more rapid
commercialisation of hydrogen-powered
internal combustion engines and fuel cells.
The ultra-lightweight, low-cost hydrogen
storage technology addresses problems relating to
permeability, diffusion of hydrogen through
storage cylinder walls, and the effects of hydrogen
embrittlement on metal storage cylinders.
Developed at the company’s Advanced
Technology Center in Irvine, California, the
advanced composite hydrogen storage cylinder
provides a dramatic weight reduction, increased
fuel storage capacity, and the capability to produce
a wide range of sizes. With a 5000 psi (350 bar)
operating pressure and a designed hydrostatic
failure pressure of 14,000 psi (980 bar), the storage
cylinder technology offers an unparalleled degree
of safety.
Fuel Cells Bulletin No. 15 0


















