The Design and Operation of a Chemical Waste Incinerator ... · THE DESIGN AND OPERATION OF A...
12
THE DESIGN AND OPERATION OF A CHEMICAL WASTE INCINERATOR FOR THE EASTMAN KODAK COMPANY R. E. BASTIAN Eastman Kodak Company Rochester, New York W. R . SEEMAN Hydroscience, Inc. Knoxville, Tennessee For capacity and environmental reasons the Eastman Kodak Companydecided to construct a new chemical waste incinerator for disposa l of chemical sludges and liquors. The unit is a rotary kiln followed by an afterburner and a ven- turi scrubber system. It has been in successful operation since January of 1976. Design considerations, general waste material properties, and general operating experiences are discussed in this paper. INTRODUCTION Eastman Kodak Company operates extensive manufacturing facilities in the Rochester, New York area for the production of photographic products. The main production complex, Kodak • Park, produces a wide variety of industrial chemi- cals, commercial reagents and consumer goods such as photographic film and paper. Associated with the production operations is the generation of numerous combustible liquid wastes comprising various solvents, oils, and aqueous wastes, and combustible chemical solid wastes in- cluding sludges, solvent soaked filter media, and laboratory wastes. Kodak for many years incin- erated these wastes on-site in a facility which was built around 1950. By the 1970's this unit had severe operating limitations, including the inability to incinerate many of the waste materials and com- ply with present day air pollution codes. Eastman Kodak recognized the need to upgrade its on-site chemical waste incineration facilities 557 commensurate with today's advancing technology. Accordingly, Hydroscience, Inc., a wholly owned subsidiary of the Dow Chemical Company, because of its experience in the design and operation of thermal oxidation systems, was selected to conduct a feasibility study for the design and construction of (1) a new custom designed thermal oxidation facility or (2) upgrading the existing facility. The decision was made to design and construct a totally new thermal oxidation unit, designed for a total heat release rate of 90 x 106 Btu/hr (26 MJIs), which is equivalent to approximately 9 x 106 gal (34,000 m3) of liquid waste and 6 x 106 lb (2.72 x 106 kg) of solid waste on an annual basis. DESIGN WASTE CHARACTERIZATION The first step in the design of a chemical waste thermal oxidation facility is to define the wastes that are to be incinerated. understanding of the specific wastes to be handled is required to properly approach the problem. This activity is termed a waste characterization study, and several basic questions must be addressed during this study. To achieve th is goal, a waste characterization survey was conducted soliciting information on wastes generated in all departments of Kodak Park. Signifi- cant data requested are listed below: 1. Solid Wastes (a) Source - division, department, plant (b) Composition - physical, chemical
Transcript of The Design and Operation of a Chemical Waste Incinerator ... · THE DESIGN AND OPERATION OF A...

THE DESIGN AND OPERATION OF A
CHEMICAL WASTE INCINERATOR FOR THE
EASTMAN KODAK COMPANY
R. E. BASTIAN Eastman Kodak Company
Rochester, New York
W. R. SEEMAN Hydroscience, Inc.
Knoxville, Tennessee
For capacity and environmental reasons the Eastman Kodak Company decided to construct a new chemical waste incinerator for disposal of chemical sludges and liquors. The unit is a rotary kiln followed by an afterburner and a venturi scrubber system. It has been in successful operation since January of 1976.
Design considerations, general waste material properties, and general operating experiences are discussed in this paper.
INTRODUCTION
Eastman Kodak Company operates extensive manufacturing facilities in the Rochester, New York area for the production of photographic products. The main production complex, Kodak
•
Park, produces a wide variety of industrial chemi-cals, commercial reagents and consumer goods such as photographic film and paper.
Associated with the production operations is the generation of numerous combustible liquid wastes comprising various solvents, oils, and aqueous wastes, and combustible chemical solid wastes including sludges, solvent soaked filter media, and laboratory wastes. Kodak for many years incinerated these wastes on-site in a facility which was built around 1950. By the 1970's this unit had severe operating limitations, including the inability to incinerate many of the waste materials and comply with present day air pollution codes.
Eastman Kodak recognized the need to upgrade its on-site chemical waste incineration facilities
557
commensurate with today's advancing technology. Accordingly, Hydroscience, Inc., a wholly owned subsidiary of the Dow Chemical Company, because of its experience in the design and operation of thermal oxidation systems, was selected to conduct a feasibility study for the design and construction of (1) a new custom designed thermal oxidation facility or (2) upgrading the existing facility. The decision was made to design and construct a totally new thermal oxidation unit, designed for a total heat release rate of 90 x 106 Btu/hr (26 MJ Is), which is equivalen t to approxima tely 9 x 106 gal (34,000 m3) of liquid waste and 6 x 106 lb (2.72 x 106 kg) of solid waste on an annual basis.
DESIGN
WASTE CHARACTERIZATION
The first step in the design of a chemical waste thermal oxidation facility is to define the wastes that are to be incinerated. An understanding of the specific wastes to be handled is required to properly approach the problem. This activity is termed a waste characterization study, and several basic questions must be addressed during this study. To achieve this goal, a waste characterization survey was conducted soliciting information on wastes generated in all departments of Kodak Park. Significant data requested are listed below:
1. Solid Wastes (a) Source - division, department, plant (b) Composition - physical, chemical

(c) Heat value (d) Disposal rate (e) Annual quantity (f) Estimated annual growth rate
2. Liquid Wastes (a) Source - plant, division, department (b) Number of layers or phases (c) Phase composition - percent of total
(for light, water, heavy, and sludge layers) (d) Heat value for each phase (e) Component breakdown for each phase (f) Disposal (g) Annual quantity (h) Estimated annual growth rate
Each waste was assigned a twelve-digit identification number made up of the building number where the waste was generated, the department or account number to be charged for disposal, and a serial number for the waste. A new waste disposal ticket was designed around the twelve-digit identification number and has since been used on' each container of waste to be destroyed. No waste is burned without being properly identified and ticketed. Thus, a continued upda ting of the survey 'has been maintained. A charge distribution system has been set up using the disposal ticket information. Therefore, in addition to obtaining the design information desired, several additional benefits resulted from the characterization survey.
Waste load survey information was computerized for data retrieval and manipulation. Several summaries were generated. These were used during the subsequent waste sampling phase of characterization. They were also used to identify a representative cross section of waste materials to be test burned.
The waste data were reviewed and key waste streams were ident�fied for observation, sampling and laboratory analysis. Selected laboratory analyses were conducted as follows:
1. Heat of combustion 2. Ash 3. Water 4. Specific gravity 5. Total chloride 6. Sulfur 7. Nitrogen 8. Viscosity 9. Melting point
10. Metals 11. Thermogravimetric analysis
558
TEST BURNS
To aid in the design of the total system, two test burns of representative mixes of s,?lid and liquid waste materials were conducted in 1972. One burn was conducted at Kodak Park in the Company's
•
existing incinerator. The main pur'pose of this burn was to evaluate combustion performance with regard to upgrading the existing incin�rat'ion equipment and to determine air emissions and help specify the required air pollution control equipment which would be required to meet the New York State Air Pollution Code.
The second burn was conducted in Midland, Michigan at a full-scale rotary kiln incinerator operated by the Dow Chemical Company. The Midland burn was programmed to gain design information relative to waste combustion character-
•
istics such as heat release rate, waste charge rate, residue quality, imd emission characteristics. Since this information was pertinent mainly to containerized wastes which are charged in bulk, only solid wastes were observed. Thirty-four different solid wastes, including fJlter cakes containing organic solvents, polymers, organic sludges and hard tars, gum rubber, animal by-products, metal cakes, fJlter cartridges, rags, scrap, and various organic mixtures, representing 80 percent of the total volume of solid waste load, were charged at an average rate of about 4,000 lb/hr (0.51 kg/s).
All wastes adapted very well to the rotary kiln system. This was particularly true of the solventwet fJlter cakes which were causing severe operating problems in Kodak's existing incinerator. These
/ cakes distributed across the refractory and mixed well through the tumbling action to achieve good burnout. No highly volatile or explosive materials were encountered. Substantial solids emissions [up to 235 lb/hr (0.03 kg/s)] resulted from the rotary kiln incineration process. From interpretation of the gas sampling analyses of this test burn and the Kodak Park burn, a high energy scrubber capable of developing 65 in. of water (16.25 kPa) drop was recommended for meeting the New York State particulate emission rate of 0.05 gr/SCF (1.14 x 10-4 kg/m3) of dry gas.
RECOMMENDED SYSTEM
Following an economic and technical evaluation of the test burn data, a custom-designed thermal

oxidation system incorporating a rotary kiln with ash quench and removal, followed by a secondary combustion chamber was selected as the basic oxidation unit. This oxidation system was followed by a high energy scrubber. In 1972 Kodak had observed two related thermal oxidation systems, one located in Midland, Michigan at Dow Chemical and the other in Minneapolis, Minnesota at 3M, both designed by Dow. This basic concept, therefore, had been established as a proven, reliable design in in-
dustrial operation, handling chemical solids and liquid wastes on a daily basis in a very satisfactory manner. Such a custom-designed system would be capable of burning solid wastes in the kiln and liquid wastes in the kiln and secondary combustion chamber. It would be able to handle both burnable containers and nonburnable containers of solid waste up to a SS gal size (0.21 m3). The ash would be quenched, then removed by conveyor for landftll. Unburned particulates would be consumed in
•
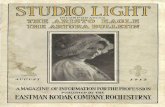
BLOCK FLOW DIAGRAM - INCINERATION SYSTEM
TO K.P. WATER
• PURIFICATION PLA NT
I SLUDG E DISPOSAL
LIQUID WASTES
STAND BY DRUMS LOAD LUGGERS PIPE LINE FUEL
•
LIQUIDS CLASSIFICATION
•
r+
ALKALI SOLUTION
ALKALI
STORAGE •
.
MAKE.UP WATER
WATER TREATMENT
RECIRCULA nON AND
NEUTRALIZATION
WATER SOLIDS
SEPARATION
•
- -. >-", I u"
I z'" "'=>
I " ... •
'" "' ''' :I'"
I I.U � �./ �
y
..j
-tf
I
FIG. 1.
SS9
TANK
STORAGE
ROTARY KILN . INCINERATION
� SECONDARY
COMBUSTION
� ,
QUENCH
« 7
VENTURI
SCRUBBER
��
OEMISTE R
� '7
FAN
� '7.
ST ACK
":'7 GASES TO
ATMOSPHERE
SOLID WASTES FI BER PAKS
SOLIOS
STORAGE
SOLIOS
FEED

the secondary combustion chamber, and the remaining pollutants would be scrubbed to meet the New York State Air Pollution Code. A block flow diagram of the system as designed is shown in Fig. 1.
DESIGN FEATU RES (See Fig. 2)
Pressure relief ven t: Louvers are provided above the solids feed chute
to the rotary kiln to release any positive pressure caused by rapid heat release of charged solid waste material.
Variable Speed Rotary Kiln: The kiln can be operated up to 70 rev./hr
1 (0.019 s- ). Changes in retention time can be made in order to control the combustion process, especially with regard to burnout and slag formation.
Liquid Waste Burners: Four burners designed specifically for burning
waste products which contain some solids in suspension are provided in the rotary kiln. Either steam or air can be used for atomization, depending upon material compatibility with water and' the atomizing pressure range desired.
•
Forced Draft Fan for Provision of Stoichio-metric Combustion Air: Air provided by the forced draft fan is directed
to the four burner cones through separate distributors at the head end of the kiln. This provides combustion air directly to the pOint the combustion process initiates and provides good mixing of the air through the kiln to provide for the combustion of solids and unburned gases.
Ash Residue Quench Capab e of Handling 55 gal (0.21 m3) Steel Drums: Isolation Damper: A damper, normally open, is provided so that
the kiln can be isolated from the secondary combustion chamber. This allows use of the secondary combustion chamber as a liquid waste incinerator if the kiln is down for maintenance.
Emergency Stack: A combustion gas stack, normally closed, is
provided for use in an emergency such as the loss of water flow in the scrubber which would result in high gas temperature in the scrubbing system. The stack automatically opens to protect the subsequent system from high temperature damage.
Flooded Bottom: In order to remove ash from the secondary com
bustion chamber, the water from a portion of the scrubbing system flows beneath the combustion
560
chamber and continuously sluices ash to the scrubber water system. In addition, periodic sluices to the residue conveyor prevent buildup of ash in this area.
Recycle Water System: Scrubber water for the venturi scrubber and
quench chamber is provided by a recycle water system with continuous blow down to the Kodak Park industrial sewer system. Between 15:and 25 percent of the total water used for scrubbing is makeup water.
Variable Throat Venturi Scrubber: The variable throat .of the venturi not only
provides a useful tool in particulate emission control, but also allows efficient air flow control while providing up to 80 in. (20 kPa) of pressure drop.
Liquid Waste Handling and Storage: A complete liquid waste system is provided,
consisting of 60,000 gal (227 m3) of storage capaci-3 ty, 6000 gal (22.7m ) of blending capacity, un-
loading pumps, transfer pumps, and burning pumps. Liquids can be either blended and stored for future burning or burned directly from the container in which they are received. This is true regardless of the container [from 5 to 5000 gal (0.02 to 18.93 m3)] .
Automatic Solids Waste Charging: Minimal labor is required in handling the 100 Ib
(45.36 kg) charges of solid waste. Palletized loads of containers can be unloaded, stored, and individually charged at a rate of up to one per minute to the rotary kiln without a man touching the individual containers. This not only minimizes the manual labor but also greatly increases the safety of the operation, since many of the materials destroyed could be considered dangerous if improperly handled.
Corrosion Resistant Materials: Throughout the system special attention was
paid to materials of construction since the particular mixture of waste materials destroyed, the combustion products, and any liquid discharges from the scrubber would be highly corrosive. Use of stainless steel, Hastelloy, fiber glass reinforced plastic (FRP), special acid resistant brick, mortars, and linings were used where appropriate.
Noise Attenuation: A silencer was provided in the gas stream fol
lowing the second induced draft fan to silence fan noise which might exist at the 200 ft (61 m) stack and be objectionable to the surrounding residential area. Acoustical lagging was also provided on the outside of the two I.D. fans and their associated

• , • -
• a • " , �
.£;) • •
I • •
, , • >
'�
'. •
,k 1". '�"l , , ,
•
...
••
,
.�
] h-__ ------ l--�--!�,--���� i ., f' ,� , v-,.� 1
n , ., j i • •
,
i
---J i �
t.
.J k
561
J I , •
, • "
!, o
(� (� •
( ,( I �
, " ;
r:'
-o � o -l lL en en w U o c:: 0..
•
N •
<.:l -lL

ductwork to reduce noise to an acceptable level at the nearby Company fence line.
OPERATION
P ROCESS SUMMA RY
Figure 3 shows an artist's rendering �f the incineration complex. The following utility services were furnished to the facility:
1. Plant air 2. Steam - 260 psig (1791 kPa), 70 psig
(482 kPa), LP 3. Lake Ontario water (Kodak water) 4. Drinking water 5. Electric power 6. Fire water 7. Steam condensate return 8. Sewers - sanitary, storm, industrial The facility was designed for liquid and solid
waste loads expected in approximately 1985-1990, expect for liquid waste receiving and storage facilities which were designed for present loads.
Major equipment for this incineration process is as follows:
1. Rotary kiln rated at 60 x 106 Btu/hr (17. 55 MI/s)
2. Secondary combustion chamber rated at 30 x 106 Btu/hr (8.78 MI/s)
3. Ash handling facilities - drag chain to loadlugger bucket (quenched
ash from kiln) - dust hopper ash removal (continuous water
flush to recycle water system) - wetted bottom of secondary combustion
chamber 4. Air Pollution Control Equipment
- quench chamber - Venturi throat (variable) - demister
5. Two induced draft fans with 1000 hp (745.7 kW) motors
6. FRP lined stack - 200 ft (61 m) tall 7. Recycle water system with pH control and
facilities for unloading, diluting, and storing sodium hydroxide
8. Liquid waste receiving, pumping and storing facilities
9. Materials handling building including liquid waste receiving platform, solid waste container receiving, storage and feed area, personnel facilities, control room, maintenance area, and housing for auxiliary equipment
10. Heat transfer system for tracing pipe lines and equipment
11. Air drying system for instrument air 12. Pump packing lubricating system 13. Steam distribution system
•
14. Condensate return system Proper operation of this incineration facility is
critical to the safe and efficient destruction of liquid and solid chemical waste materials. Improper operation of any component or part of the system could negate the purpose of the entire system, resulting in unsafe operations or environmentally unacceptable conditions.
SOLID WASTE HANDLING
Solid chemical waste is received at the site in burnable containers (usually used fiber drums). The containers are inspected for damage, the waste disposal ticket is observed for any special handling instructions, and the material is marshalled to the solids storage area of the materials handling building. Feeding to the rotary kiln is accomplished by transporting a pallet of fiber drums to the automatic depalletizer to mechanically move the containers onto an automatic horizontal conveyor and then to the vertical lift conveyor which is followed by an air lock into the feed chute of the kiln.
LIQUID WASTE HANDLING
Liquid chemical waste is received in containers (generally steel, stainless steel, or glass) ranging in size from 5 to 5000 gal (0.02-18.9 m3). In general, all incoming waste materials are sampled prior to transfer. Compatibility with other wastes is checked to assure that no chemical reaction forming a solid or releasing excessive heat will occur if the material is blended. The heat value is utilized to select whether the material should be stored and burned as "fuel" or as an aqueous or low heat value waste. These procedures minimize plugging of pipelines and tanks and also minimize the use of auxiliary fuel (No. 2 fuel oil) in burning.
Nonbulk Liquid Waste: The most prevalent nonbulk container is the
55 gal (0.21 m3) steel drum. Most of these materials are transferred from the drum using air operated diaphragm pumps. Prior to transfer, materials in the drums are sampled and tested for compatibility with the materials to which they are to be blended. Materials which are not compatible, such as various polymer waste streams, are pumped directly from
562

563
x W ...J 0.. :2 o u z o -
I� a: w z -
u z -
•
M
-
LL

the drum to one of the kiln burners. Those which are compatible are transferred to one of the receiv� ing-blending tanks. When the tank is filled to the desired level, the contents are recycled through a grinding pump to blend and homogenize any lumpy solids with the liquid. When blending is complete, the tank material is sampled and tested for heat value and compatibility with the material in the storage tank to which it will be transferred. The waste mixture is then pumped to the proper tank farm storage tanle •
Any steel drum that has significant nonpumpable solids remaining after pumping out all possible liquid is stored with the solid fiber drums and fed to the kiln by the solids char.ging system. If the liquid waste in a drum is too viscous to pumpout, the "drum" top is removed and the contents put in
,
an empty fiber drum. Sawdust is added to absorb any liquid to prevent leaking of the drum and excessive heat release in the kiln.
Bulk Liquid Wastes: Bulk liquids are received in 1000 gal (3.79 m3)
and 2000 gal (7.57 m3) portable tanks (load-luggers) or in 5000 gal (18.93 m3) tank trailers. Generally, materials received in containers of this size are not blended in the receiving-blending tanks. Provisions were made to transfer the bulk liquid wastes either to the receiving-blending tanks, following the same procedure as outlined for drum blending, or directly to the tank farm.
Materials which are noncompatible can be pumped directly to a kiln burner nozzle. One specific waste material, "still dregs," a residue from film base recovery operations, has its own isolated handling system, since the material must be kept at approximately 300 F (135 C) to remain fluid. A fully steam-jacketed system is utilized and material is pumped directly to the kiln. Difficulty has been encountered with plugged transport containers, pipelines and pumps. They must be completely heated by steam or electric tracing and/or jacketing. Corrosion resistant materials of construction are desirable.
INCINE RATION P ROCESS
Rotary Kiln: Although the selection of a rotary kiln as the
primary combustion system was basically for its ability to incinerate the diverse Kodak solid waste profile, the main heat input and control is provided by liquid waste burning. Four burner nozzles 'are located at the head (feed) end of the kiln. All can
564
utilize either steam or air to atomize the waste for burning . .An automatic control valve modulates waste fuel flow to the burners based upon the desired kiln exit temperature. A continuous propane pilot light is also provided. ,
Two recirculating lines run from the tank farm to the burner nozzles and back to the tank farm. By proper valve arrangement, it is possible to pump from any of the storage tanks through either recirculation line to the burners in the kiln. Waste flow control valves to the burners are remotely operated but not automatically controlled. The incinerator operator adjusts disposal rates to each nozzle from about 2-12 gal/min (1.26 x 10-4 - 7.57 X 10-4 m3/s) at atomizing steam pressures of 20-140 psig (138-965 kPa). Recirculation loop pressure is automatically controlled. Direct burning from loadluggers or drums can be accomplished.
Drums of solids are fed mechanically through an air lock system into the rotary kiln. The feed rate of the powered horizontal and vertical lift conveyors is adjustable and can be automatic or semiautomatic. There is also a special bottle drop that allows small containers up to about 1 gal (3.79 x 10-3 m3) to be dropped directly into the kiln.
Safety features prevent feeding solid waste in the event there is a flame in the kiln feed chute or in the event temperatures in the air lock or at two system fire doors exceed 150 F (66 C).
As the kiln rotates, the burned out drums and ash travel through the kiln and fall into a trough containing water. The water quenches the hot ash which then settles to the bottom. Periodically a drag chain conveyor is started to remove the ash from the trough and convey it through an inclined portion of the trough to a hopper where it discharges into an open loadlugger. When the loadlugger becomes full, it is transported to a landfill site. The drag conveyor can operate automatically on a time cycle or can be started manually as required.
Secondary Combustion: The hot gases pass from the rotary kiln through
a mixing chamber and into a secondary combustion chamber. Waste liquids are burned from the tank farm recirculation lines in two nozzles as required in the secondary chamber.
The secondary combustion chamber provides additional retention time and is operated at a higher temperature to assure complete combustion of the kiln gases. The burners in this chamber are air atomized for flame configuration control to assure

that the kiln gases achieve proper flame contact at the elevated temperatures. The burners are temperature controlled and have a continuous propane pilot light.
•
A I R POLLUT ION CONT ROL P ROCESS •
Quench Chamber: The hot gases pass from the secondary combus
tion chamber to the quench chamber where they are cooled and large particles of ash are removed. In the quench chamber there are two sets of spray nozzles which are used simultaneously; one on makeup water to the system which is backed up with the plant fire water system, and the other on recycled scrubber water backed up with makeup water and fire water. Flows are manually adjusted, with the backup system being activated automatically upon failure of the primary water. The quench chamber cools the gases to about 170 F (77 C) and protects the downstream corrosion resistant fiber glass reinforced plastic (FRP) lined stack from damage.
Venturi Scrubber, LiqUid-Gas Separator: The cooled gases pass from the quench chamber
to a high efficiency, variable throat Venturi scrubber. Recycle water backed by makeup water and fire water is injected into the gas approach to the venturi throat and is also sprayed directly into the throat. A remotely controlled damper can vary the cross-sectional area across the throat to achieve a range of pressure drops. Submicron particulates (less than 1 Jlm) in the gases are removed in this high efficiency scrubber. Gaseous and liquid contaminates are likewise absorbed in the scrubber liquid. Water flow through the scrubber must be maintained at an optimum rate. Below this rate, scrubbing efficiency drops off rapidly. Above the optimum rate, the efficiency increases only slightly, if at all.
The scrubbed gases then pass through a variable spin vane cyclonic liquid-gas separator. The entrained water containing the pollutants removed from the gas is separated from the gases by a spinning cyclonic action and flows back to the recycle water tank. The spin vanes are manually adjustable for varying gas flow rates.
The air pollution control system, when operated at 65 in. Hz 0 (16.25 kPa) differential pressure at the venturi, meets or exceeds all limits imposed by the unit's NYS DEC"certificate to operate.
INDUCED D RAFT FANS, S ILENCER, AND
STACK
The gases proceed to two induced draft fans in series, through a silencer for noise suppression, and out through a free-standing 200 ft (61 m) stack . The fans are equipped with adjustable inlet dampers, vibration monitors, and a bearing lubrication system. Fan inlet dampers and the venturi throat are adjusted to provide 65 in.!:::.P (16.25 kPa) and not to exceed a fan loading of about 200 A. Vibration caused by fan wheel imbalance is prevented by water sprays on each fan wheel to inhibit solids build-up.
RECYCLE WATER SYSTEM
.
All water discharged from the quench chamber, liquid-gas separator (demister), induced draft fans, lubrication cooler, ash quench conveyor, and dust hopper flows to a recycle water tank. This tank is an underground two-compartment concrete vessel that allows some large solid particles carried by the water to settle out. Caustic (NaOH) is automatically added to the recycle water tank to neutralize the water. The water is then pumped from the tank through a continuously backwashed strainer and back into the air pollution control system. Settled solids are flushed during routine shutdowns to the industrial sewer that flows to the treatment plant. Suspended and dissolved solids build-up in the recycle water is controlled by continuous strainer blowdown being discharged to the industrial sewer.
INTE RLOCK SYSTEM AND CONT ROLS
A complete interlock system was provided with this process for both personnel and equipment protection. For example, a complete system shutdown,
. including shutdown of the two 1.0. fans and the opening of the emergency stack, will result if a higll temperature is detected in the gas cleaning system or if the water source is interrupted. The remaining interlocks are typical for a combustion process. . Operation and control of the entire waste incineration process from materials feeding to the air pollution control process are accomplished from the main control panel.
565
Alarms are pictorially located to provide quick reaction to problems. Start switches are sequentially located according to the interlock system re-

quirements. Permissives are sequentially shown on the start panel. All valves and most dampers are remotely operated from this panel.
Continuous recording of the following process. variables is maintained:
1. Temperature - kiln, secondary combustion chamber, quench chamber outlet> first l.D. fan inlet, second J.D. fan inlet, stack exhaust
2. Water Flows - quench chamber recycle water flow, quench chamber makeup water flow, venturi scrubber approach and throat flows
3. Venturi differential pressure 4. Recycle Water - pH, tank level, conductIvity
•
WASTE LOAD
Total annual waste load at the present is 6,000,000 to 7,000,000 gal (22,700 to 26,500 m3) of liquid waste and 3,500,000 to 4,500,000 lb (1,590,000 to 2,040,000 kg) of solid waste. Anticipated optimum auxiliary fuel usage is 100,000 to 150,000 gal (379 to 567 m3) per year, based on 1977 operation. This represents about 4 percent auxiliary fuel on a heat value basis.
CONCLUSION
Design and construction of the facility began in 1973. Major construction was completed late in 1975. The unit has been in successful operation since January 1976. Construction costs were approximately $11.3 x 106 with annual operating costs, excluding depreciation, of $1.5 x 106. The unit is operated 24 hr a day, 7 days per week with a basic crew of four men per shift. Start-up difficulties were minimal. Compliance testing showed
the unit well within the air pollution limits imposed by New York State when the unit was operated under full waste load conditions and a venturi pres-
. sure drop of 65 in. H20 (16.25 !cPa). Although incineration was not the only disposal
alternative for Eastman Kodak Company's chemi-cal waste, the custom-designed system as described in this paper has effectively and satisfactorily solved the problem. Kodak has successfully reduced No. 2 fuel oil usage during the first 2 years of operation. Steady operational improvements and secondllry combustion chamber control changes have allowed the auxiliary fuel usage on a heat value basis to be reduced from 13 percent in 1976 to less than 4 percent in 1977. Kodak is also looking at reducing electrical costs by investigating the possibility of operating the system with one fan at a reduced venturi pressure drop for a selected waste profile. Both ash residue and scrubber water discharges have been monitored for metals discharge to determine whether further treatment will be required to assure that environmental damage does not result from landfill leachate or wastewater treatment plant discharge as a result of residues from chemical incineration.
The thermal oxidation system was selected and designed specifically for the quantities and characteristics of the unique Kodak waste profile. Each waste profile must be evaluated separately relative to the design of a thermal oxidation system. Operating and design experience is important for the proper selection and specification of the material handling and the basic oxidation and gas cleaning system. In the selection of this incineration system as the method of disposal for its chemical wastes, Kodak believes it has chosen the best alternate to meet its specific needs for protection of the present and future environment.
Key Words Chemical
Combustible
Incinerator
Liquid
Plant-I ndustrial
Rotary Kiln
Solid
566

Discussion by
Walter R. Niessen
Camp, Dresser & McKee, Inc.
Boston, Massachusetts
7. Scrubber - Did you determine the inlet grain loading and particle size distribution (either in your trial burn or in the Rochester plant)? What is the liquid-to-gas ratio (gpm/dscf) in the scrubber? I assume the scrubber is of FRP construction, but what material was used for the ID fan blade and scroll? Is there any data describing the combustible content of the particulate?
8. Liquid Waste Storage - What materials are I would like to begin by thanking the authors
and Eastman Kodak for sharing the description of this unique waste management system. The system appears to incorporate several interesting design features and innovative responses to tough materials, waste handling and system control problems.
used for waste holding?
My discussion is comprised primarily of questions raised in reviewing the paper.
1. Disposal Charges - Kodak is a front-runner among industries in establishing a program where operating departments are individually charged for their waste disposal. This management concept properly makes waste disposal cost an explicit part of a manufacturing manager's decision-making process. This concept is often rejected by plant management due to the perceived cost and complexity of internal accounting. Has this activity been costly at Kodak Park? Complicated? Encumbered by the need for drawn out negotiations?
2. Rotary Kiln - What are the kiln inside and outside diameters? What refractory brands and types appear best to cope with the abrasion, impact and fluxing conditions encountered?
3. liqUid Waste Burners - What specific kind of burners have you found worked well in this service? Do you require screening or other solids removal ahead of the burner? Have you found it necessary to steam or electrically trace the liqUid feed piping?
4. Forced Draft - Your figure shows all of the combustion air going into the kiln. Is this a correct observation? What port size and numbers of ports are used? What is the design excess air level for the system? Is there any control and/or indicating instrumentation on the excess air level?
5. Ash Residue - How would you describe (quantitatively, if possible) the degree of residue burn-out? How do you effect removal of floating residue (e.g., small steel drums)? Haveyou had any problems with residue conveyors? How did you resolve them?
6. Combustion Chambers - What kind of refractory is used? Is it holding up well? Is there any system (e.g., air or steam jets or baffles) to enhance mixing in the combustion chambers?
567
9. Operations a. Liquid Waste - You indicate that incom
ing wastes are sampled and evaluated to assure compatibility and heating value. How are these tests done (methods) fast enough to ayoid holding area congestion?
Discussion by
Edward D. Stobbe
Owens-III inois
Toledo, Ohio
I thOUght the paper was very good in fulfilling one important objective, that of presenting a very thorough listing of considerations that must be investigated before reaching any final design decisions concerning the subject incinerator. However, since my work is concerned with environmental control, the incineration process itself and pollution abatement operating experience are the sections in this paper that were of greatest interest to me. As is the case many times, it was my bad luck that the authors concentrated more on design considerations in this paper than on the operation of the abatement systems. Accordingly, my comments listed below will consist of questions concerning environmental considerations:
1. How is stoichiometric combustion air monitored and are there any excess air controls? What was the,oxygen content in the exhaust gas when the less than 0.05 grains per dry standard
, cubic foot emission measurements were taken?
2. What is the normal gas temperature within the primary and secondary combustion chambers? Is this temperature and reaction time within the combustion chambers sufficient to cause the ,
refractory chemicals (e.g., PCB's and halocarbon refrigerants) wastes to dissociate?
3. 'Considering the corrosive nature of the exhaust gas, would,it be possible to install some type

of heat recovery system prior to the quench chamber?
4. Regarding the scrubber operation, what were exhaust gas volume flows. after the quench chamber? What is the pressure drop, at these above flows, across the cyclonic demister?
5. How much scrubber water is required per standard cubic foot of exhal,lst gas? .
.
6. What happens to the ash quench water? Does this water go into the industrial sewer along with the scrubber water blowdown? Would like to see an analysis of this water, e.g., dissolved and suspended solids. Will any pretreatment be required prior to discharging into the industrial sewer in the future? What concentrations of toxic chemicals are normally found in this water?
7. What is a chemical description of the ash hauled away to the landfill site? Do the leach tests show any serious toxic chemical problems?
My final observation has to do with the selection of air pollution abatement equipment. Knowing what we do now about wastewater and solid waste regulations, would a dry abatement system such as a baghouse or electrostatic precipitator be more economical to operate, even with a pretreatment system to remove toxic gases? What type of toxic gases are removed with the scrubber?
AUTHOR'S REPLY
To Walter R. Niessen •
1. Disposal Charges - Waste disposal charges are distributed to the customer in the same manner as other internal costs at Kodak Park. The only change instituted with the new chemical incinerator was the revised identification ticket and additional computerization. Additional costs for initiating this dynamic charge back procedure are not available. However, they involve the initial costs of computer programming and the continual cost of keypunching and computer time. Costs of the system are more than outweighed by the benefits.
2. The average dimensions of the rotary kiln are approximately 10.5 ft inside diameter and 12.75 ft outside diameter. The refractory is a super duty
fireclay brick and appears to be standing up satisfactorily.
3. The burner nozzles are steam atomized with combustion air supplied around the atomizer. Screens are required for solids removal in the liquid waste line ahead of the burner. Steam and/ or electrical tracing is used on higher melting point liquid waste lines.
4. Most of the combustion air goes into the kiln. Some combustion air is added at the secondary combustion chamber nozzles and through air infiltration at the kiln seals. The design excess air varies with the water content of the waste streams and the desired operating temperature. A rough range would be 100-165 percent excess air. There is damper control but since large excess air levels are involved, indicating instrumentation was deemed unnecessary. There is visual observation of the flame and flue gas.
5. The residue removal system has posed no problems other than initial chain alignment difficulties. Floating drums are removed manually from the air lock under the end of the kiln by raising a hinged door. Ash from the system is minimal, about 20 Cll yards per week. Much of this volume is metal from drums. Complete burnout of combustibles is attained.
6. Super duty fireclay brick is used and is holding up well. There are no baffles or system to enhance mixing. The basic configuration is used to achieve adequate mixing.
7. The inlet grain loading, but not particle size distribution, was determined during the trial burn. The liquid-to-gas ratio in the scrubber is approximately 0.012 gpm/dscf. The ID fan blade and scroll are constructed from high alloy steel. There are no data describing the combustible content of the particulates.
8. Liquid waste storage tankage and lines are 316L stainless steel.
9. Test methods for compatability are crudely made in a bucket or in the laboratory in beakers. Heat value is measured on large containers only (3000-5000 gal quantities). No congestion problems result.
568
Editors Note: Mr. Stobbe's discussion was not submitted to the author because of a filing error.